Обработка нержавейки после сварки – Обработка сварных швов нержавейки после сварки: шлифовка, паста, кислота, видео
alexxlab | 12.01.2020 | 0 | Разное
Обработка сварных швов нержавейки после сварки: шлифовка, паста, кислота, видео
Оглавление:
- Причины важности обработки
- Шлифовка механического характера
- Полировка нержавеющей стали после сварочных работ
- Гели и кислоты для процесса обработки
- Интересное видео
В современных условиях развития промышленного комплекса предполагается активное использование нержавеющей стали для создания трубопроводов и формирования емкостей для дальнейшего взаимодействия с агрессивными жидкостями. В повседневной жизни повсеместно встречаются изделия, изготовленные из данного металла, а именно всевозможные принадлежности в виде домашней утвари и прочих деталей обихода.

Характерной чертой нержавеющей стали является наличие привлекательной зеркальной поверхности и продолжительного срока службы. Однако следует отметить, что для создания такого эффекта первоначально нужно провести должным образом обработку шва нержавейки после сварки. В противном случае будет иметь место наличие черных и желтых пятен на сварочном месте с последующим потенциальным возникновением ржавчины.
Ввиду подобной особенности возникает вопрос, как очистить нержавейку после сварки и как правильно организовать обработку нержавейки после сварки.
Причины важности обработки
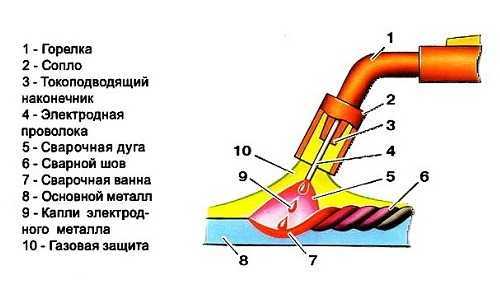
В ходе изготовления многочисленных конструкций с задействованием в качестве основного материала нержавеющей стали активно используются сварочные методы за счет функционирования электрической дуги в инертной газовой среде.
Несмотря на формирование относительно ровных и прочных швов, они отмечаются присутствием непривлекательного внешнего вида, в результате чего возникает необходимость обработки сварных швов нержавейки. Так, место сварного соединения характеризуется наличием зеркального цвета, а то время как область возле шва – желтого цвета и его многочисленных оттенков.
В случае формирования рисунка в виде чешуек в образующихся бороздках отмечается присутствие черных полосок малых размеров. По прошествии определенного периода времени может возникать риск образования ржавчины в данных местах.
Явления подобного характера являются следствием воздействия чрезмерно высокого температурного режима, в результате которого происходит, перегрев в сварочной области. В момент присутствия высоких температур происходит выгорание элементов легирования с одновременным обеднением, что имеет следствием изменение цвета и повышение степени уязвимости по отношению к факторам внешнего действия.
В завершении процесса образуется пленка, которая отмечается низким уровнем сопротивляемости к агрессивному влиянию окружающей среды, что ведет к поэтапному развитию коррозии в месте обработки.
Шлифовка механического характера
Нержавеющая сталь характеризуется присутствием высокого уровня коррозийных свойств, которые обуславливают ее активное применение в той среде, где зачастую применяются жидкости. Хотя изделия из подобного материала активно соприкасаются с водой и подвергаются предварительному проведению сварочных работ, со временем их внешний вид существенно не изменяется. Данная особенность прослеживается в результате задействования определенных принципов обработки.
Среди основных вариантов обработки принято выделять механическую шлифовку нержавейки после сварки. В ходе данного процесса устраняется верхний слой оксидной составляющей, образующийся на месте сварки и представляющий собой слабое место во всей конструкции. Также подвергаются устранению различимые переходы цвета и присутствующие неровности в соединении сварки.
Для данного процесса характерна следующая очередность:
- устранение волн в области металлического шва посредством применения толстого шлифовального круга и болгарки, а также нивелирование присутствующих выпуклостей;
- задействование лепестковых кругов для функционирования болгарки; основная цель подобных элементов – более аккуратное проведение работ наряду с большей длительностью процесса и расходованием материалов, что особо актуально для значительных масштабов выполнения работ;
- использование специально разработанного оборудного комплекса в виде шлифовальной машины, в результате работы которой создается одноцветное матовое покрытие;
- обязательное применение респиратора для снижения риска попадания в дыхательные пути абразивной пыли и металлических частиц, которые находятся в воздушном пространстве в течение выполнения работ.
Полировка нержавеющей стали после сварочных работ
Следующим шагом в комплексе обработки, осуществляемой по отношению к области проведения сварочных работ, является полировка нержавейки после сварки. Следует отметить, что подобному процессу подвергается не только отдельные области изделия, но и вся поверхность изделия в целом, что гарантирует получение блеска окончательного вида.

Полировка обеспечивает еще больший уровень зачистки обрабатываемой поверхности за счет получения цельного и ровного участка, что впоследствии имеет результатом способность противостоять внешнему влиянию жидкостей агрессивного характера.
Поначалу область сварных швов подвергается воздействию диска с вулканитом, цель которого заключается в придании шву необходимой формы и глубины за счет формирования структуры вогнутого образца.
Следующим этапом принято считать нанесение специальной пасты, предназначенной для осуществления полировки. В большинстве случаев применяется паста ГОИ. Основная задача полировочного процесса состоит в достижении зеркальной поверхности с одномоментным отсутствием ранее присутствовавших матовых пятен.
Гели и кислоты для процесса обработки
Для того, чтобы устранить присутствие цветовых переходов, образующихся в результате сварочного процесса, а также нивелировать формирование слоя оксидного характера, способствующего протеканию процесса коррозии, широко используется травление сварных швов нержавейки. Данный способ относится к категории кислотного воздействия с целью обработки материала.
Оптимальным вариантом является использование соляной и серной кислоты для обработки сварных швов по нержавейке. В случае отсутствия возможности задействования вышеуказанных соединений можно применить азотную или плавиковую кислоту. Эти вещества предполагаются к выпуску в форме геля и пасты для травления сварных швов на нержавеющей стали.
Также в настоящий момент считается возможным приобретение для таких целей специально разработанных аэрозолей.
Интересное видео
osvarka.com
Обработка нержавейки после сварки
Самостоятельная обработка нержавейки после сварки
Оглавление: [скрыть]
- Способы обработки нержавеющей стали после сварки
- Механические способы и термообработка после сварки
- Особенности пассивации нержавеющей стали
- Полировка сварных швов
- Шлифовка: практические рекомендации
- Несколько слов в заключение
Как ни странно, но и на качественной, хорошей нержавеющей стали со временем могут появиться следы ржавчины. Это происходит, как правило, в так называемой «агрессивной среде», при повышенной влажности и температуре. Чтобы этого не случилось, не следует допускать соприкосновения стали с пылью и стружкой металла.
Сварка нержавейки.
При последующей обработке не подвергайте изделие вредному и разрушительному воздействию щелочи и кислот. После сварки на поверхности изделия образуется тонкий оксидный слой. Он ослабляет сопротивление соединения к коррозии. Коррозия разделяется на электрохимическую и химическую.
- Электрохимическая — это развал металла в электролитах.
- Химическая — это разрушение металла от воздействия окружающей среды.
Способы обработки нержавеющей стали после сварки
Для этого вам потребуется специальный защитный костюм и маска. Как правило, при травлении используются серная, соляная, плавиковая или азотная кислоты в виде гелей, паст, аэрозолей, спреев. Для травления швов лучше применять пасты с очень густой консистенцией. Пасту необходимо наносить кистью, очень ровным слоем.
Первый способ — травление кислотами.
- Разъедание окалины при помощи соляной и серной кислоты. Необходимо соблюдать строжайший контроль насыщенности раствора и температуры.
- Промывание водой.
- Погружение в ванну со смесью плавиковой и азотной кислоты.
- Тщательная промывка.
Процесс травления нержавеющей стали кислотами.
В воздухе образуются пары кислот, это требует серьезного подхода к защите кожи и органов дыхания. Данный процесс имеет множество различных вариаций с концентрацией состава, временем и последовательностью действий.
Электролитическое травление является одним из способов кислотного травления. В ванну пропускается электрический ток, либо постоянный, либо переменный, он оказывает механическое воздействие. Вышеописанные способы очень сложны и требуют крупных финансовых вложений.
Второй способ — травление уже готовыми смесями кислот после сварки.
- Сначала производится очистка от всех следов грязи, ржавчины, а также жирных пятен. Состав наносится на полчаса.
- Заключительная обработка пассиватором.
Это легкодоступный метод очистки. Что касается мер предосторожности, то пасту нельзя нагревать, подвергать воздействию прямых солнечных лучей. В помещении должна быть хорошая вентиляция, эти составы обладают едким, неприятным запахом. Если паста попадет на кожу, немедленно промойте это место водой.
Вернуться к оглавлению
Минимальная обработка — это удаление шлака и окалины методом шлифовки шва щеткой из нержавеющей стали. В некоторых случаях этого недостаточно, и необходима дополнительная химическая обработка. Очень распространена шлифовка мелкозернистой наждачной бумагой.
Травление изделия из нержавейки с помощью кислоты.
Механические способы — это обдувание песком, жидко-абразивная и гидропескоструйная очистка. Обязательное условие — минимум содержания железа в песке. После такой очистки идет пассирование поверхности.
Термообработка нержавейки подразделяется на несколько видов: закалка (максимальная температура и быстрое охлаждение), отжиг (нагревание металла и медленное охлаждение), нормализация (похожа на отжиг, разница в том, что охлаждение происходит на свежем воздухе, а не в печи), отпуск (проводится после закалки).
От правильного нагрева заготовки зависит итоговый результат и качество изделия. Под воздействием жара металл меняет свою структуру и свойства. При перегреве приобретает нежелательную крупнозернистую структуру. Следить за температурой нагрева необходимо очень внимательно. Например, пережог является браком, который уже не подлежит исправлению.
Химико-термическая обработка нержавейки — термическая обработка с нанесением различных элементов на поверхность (хром, алюминий, азот и др.)
Вернуться к оглавлению
Такой способ очистки поможет устранить все загрязнения с поверхности металла, а также создаст необходимую устойчивость к коррозии, поспособствует улучшению внешнего вида изделия, сохранит от возможного загрязнения в дальнейшем. Пассивация — это защитная пленка, которая образуется на поверхности металла и надежно защищает его от повреждений и разрушения. Пассиватор нужно наносить на полчаса, можно и на влажную поверхность.
Методом распыления средство равномерно распределяется по всей поверхности.
После того как необходимое время выдержано, пассиватор удаляется с изделия. Для этого, как правило, используется водный компрессор.
Вернуться к оглавлению
Для того чтобы изделие после сварки обрело законченный вид сварочные швы необходимо обработать шлифовальным станком.
После сварки нужно привести изделие в должный, законченный вид, придать ему блеск, лоск и сияние. Благодаря применению новых технологий в полировке время на проведение этой работы значительно сократилось, а качество возросло.
Полировка — это использование специального шлифовального станка. Режим необходимо выбирать тот, который порекомендовал производитель. Особенности полированных труб заключаются в том, что они имеют безупречный внешний вид, отличаются износостойкостью и долговечностью. Полировка может быть ручной, ультразвуковой и машинной. В домашних условиях может подойти обычная наждачная бумага, шлифовальные абразивные материалы, напильники.
Первый шаг — избавиться от грубого шва, сделать поверхность гладкой и однородной. Для выполнения этой задачи вам потребуется доводочный круг. Он с легкостью снимет грубый шов, удалит окалину. Теперь поверхность подготовлена к дальнейшим действиям.
Второй шаг — выведение рисок от первой обработки. Поверхность доводится до состояния, близкого к конечному. Иногда на этом этапе можно остановиться. Поверхность уже сейчас хорошо выглядит.
Третий шаг — финальная полировка. Доведение металла до зеркального блеска. При этом при полировке нержавейки с поверхности удаляются микроскопические дефекты, а при шлифовке — грубые.
Вернуться к оглавлению
Классификация сварных швов по положению в пространстве.
При выполнении такой работы не забудьте хорошо подготовиться. Следует надеть маску во избежание попадания пыли в глаза. Шлифовке подлежат изделия, которые имеют явно заметные дефекты: потертости, царапины и так далее. Вам потребуются шлифовальные головки, которые имеют абразивные ленты.
Для получения желаемого результата шлифуют сталь в несколько заходов. Запомните, что правильно подобранные материалы и инструменты позволят вам снизить время работы и повысить ее качество, это гарантия отличного результата.
Шлифовка готовых изделий выполняется с помощью абразивной шкурки. Этот материал имеет бумажную или тканевую основ с покрытием самой различной зернистости. Мокрая шлифовка делается при помощи водостойких шкурок. Покрытия могут выполняться из стекла, а также кремния. Шлифовка является заключительным этапом процесса обработки нержавейки после сварки. Она равномерно снимает все верхние слои.
Материалы, которые вам потребуются:
- болгарка;
- шлифовальные круги с разной зернистостью;
- столярный клей;
- наждачная бумага;
- полировальная паста.
Для шлифовки сварочных швов на изделиях из нержавейки понадобится болгарка.
Первым делом нужно убрать наплывы металла со сварного шва. Сделать это можно болгаркой. Если поверхность в достаточной степени гладкая и ровная, то можете сразу приступать ко второму этапу. Приготовьте войлочный круг, с помощью обычного шпателя наносите на поверхность обрабатываемого изделия столярный клей. Аккуратно и осторожно пройдитесь по абразивной крошке, которую можно получить из наждачной шкурки.
Затем отшлифуйте поверхность еще три-четыре раза. При этом размер абразива должен уменьшаться. Поверхность нержавейки требуется промывать после каждой шлифовки.
Она должна быть идеальной, абсолютно гладкой и ровной, без шероховатостей. Иначе придется переделывать все заново. На следующем этапе вам понадобится войлочный круг и полировальная паста. Лучше найти алмазную, со степенью зернистости, соответствующей вашему металлу. Это финишная полировка, убирающая видимые риски. Вы увидите, как поверхность преображается и становится более гладкой.
http://moiinstrumenty.ru/youtu.be/Mn1C1un6jvU
Вернуться к оглавлению
Итак, о плюсах стали известно уже очень давно. Материал «нержавейка» плотно вошел в жизнь каждого человека. Ему есть место практически повсюду, даже на совре
www.samsvar.ru
обработка и зачистка сварных швов и нержавейки
– один из самых распространенных методов, применяемых для соединения металлических деталей. Это обусловлено тем, что она позволяет качественно и надежно скреплять части изделия, формируя однородный шов, не пропускающий влагу.
Тем не менее именно шов является слабым местом любой конструкции, особенно если не была правильно выполнена подготовка кромок под сварку. Поэтому очень важно соблюдать все технологические процессы, чтобы получить надежное соединение деталей.
Особенности зачистки изделий после сварки
Завершающим этапом сварочных работ является очистка места соединения от шлака и окалины.
Данная процедура выполняется в несколько этапов:
- обработка шва;
- полировка антиоксидантом;
- лужение соединения.
Первый этап выполняется с целью устранения дефектов. К ним относятся лунки, кратеры, свищи, трещины в швах.
Очень важно, чтобы подготовка кромок под сварку и процесс конечной обработки соединения выполнялись в соответствии с установленными стандартами. Допускать нарушения в технологии обработки не рекомендуется, так как это может привести к снижению качества сварного соединения.
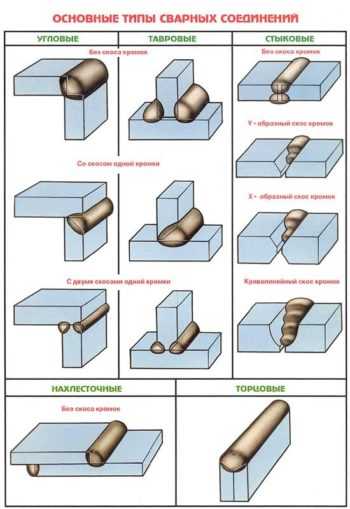
Основные разновидности сварных соединений.
Существует три основных метода, позволяющих обработать сварочный шов:
- термический;
- механический;
- химический.
Первый метод позволяет существенно снизить или полностью убрать остаточные напряжения в металле после сварки. Термообработка может осуществляться в соответствии с двумя технологиями: местной – нагревается только область соединения, и общей – нагреву подвергается вся деталь.
Кроме снижения напряжений, термический отжиг позволяет сделать структуру шва и область вокруг него более устойчивой к воздействию внешних факторов. Кроме того повышаются эксплуатационные показатели изделия: увеличивается стойкость к коррозии, жаропрочность и т.д.
Суть термообработки заключается в нагреве соединения или детали до определенной температуры. Затем изделие охлаждается с необходимой скоростью, зависящей от типа детали.
Термообработку проводят с помощью специализированного оборудования.
Выделяют четыре типа устройств для выполнения данной процедуры:
- Индукционные агрегаты используются для трубопроводов.
Принцип работы подобных устройств заключается в применении медных многожильных проводов с воздушным охлаждением, составляющими индуктор. Индуктор устанавливается на трубопровод на определенном расстоянии от него. Чем больше зазор, тем хуже используется мощность аппарата, поэтому его следует устанавливать заподлицо к сварному шву. - Гибкие нагреватели сопротивления – одни из самых распространенных устройств.
- Муфельные печи.
Данный тип устройств требует особого внимания к равномерности нагрева изделия. Нецентрированная установка детали в печь может привести к нарушению технологии термообработки. - Обработка с применением газопламенного оборудования.
В таком методе используются газопламенные горелки.
Инструменты, позволяющие осуществлять термообработку, выбираются исходя из монтажных условий, доступности и других факторов. Главные критерии, которым должны удовлетворять такие агрегаты – это соответствие поставленным требованиям, четкая стыковка со швами, равномерный прогрев соединений, невысокая масса.
Достаточно часто, чтобы избежать потерь при нагреве, используют разнообразные теплоизоляторы.
Дефекты сварных швов.
Существует несколько технологий обработки металла. Предварительный нагрев применяется как до выполнения сварки, так и во время нее, при работе с низкоуглеродистыми сталями.
Высокий отпуск заключается в нагреве материала до 650-750 °С. Точное значение температуры определяется маркой стали. Такая обработка длится до пяти часов и позволяет снизить напряжения на 80%, а также повышает эластичность и стойкость металла к механическим нагрузками.
К углеродистым и низколегированным маркам стали применяется нормализация. Процесс осуществляется при 950 °С. По завершению обработки деталь выдерживается и охлаждается при нормальных условиях. В результате снижается зернистость, напряжения и увеличивается прочность соединения.
Механическая чистка
Важным этапом сварки является не только выполнение подготовительных работ, но и правильная зачистка . Данный процесс обязателен и закреплен в соответствующем ГОСТе.
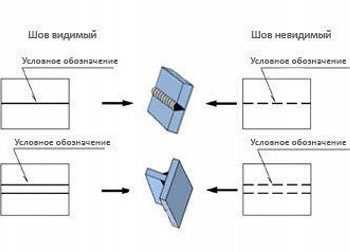
Условные обозначения сварных швов.
Итак, как зачистить сварное соединение? Самым простым способом очистки сварочного шва является простая чистка с помощью металлической щетки. Тем не менее использование портативного шлифовального станка или простой болгарки с шлифовальным кругом для зачистки будет более эффективным.
Такой простой способ обработки позволит избавиться от самых распространенных дефектов, к которым относятся окалины, окислы, следы побежалости, заусенцы. В результате стык обрабатываемой детали получится более качественным.
По соотношению «цена – качество» эта технология относится к наиболее выгодным способам подготовки кромок перед сваркой и после нее. В связи с этим нет ничего удивительного в том, что большинство мастеров используют именно этот метод.
Выбирая шлифовальный круг, чтобы зачистить шов после сварки, важно учитывать некоторые нюансы, в противном случае не стоит ожидать хорошего результата обработки. Следует отдавать предпочтение насадкам с лепестками на тканевой основе.
Она отличается более высокой износостойкостью по сравнению с бумажными вариантами, что необходимо в таком агрессивном виде работ, как шлифование сварочных соединений.
Лучшим материалом для обработки нержавейки после сварки является цирконат алюминия. Он отличается достаточно высокой прочностью и не оказывает коррозирующее влияние на металл.
Следует иметь в виду, что насадки на тканевой основе с данным покрытием отличаются высокой стоимостью. Тем не менее в данном случае лучше не экономить, ведь с правильным инструментом работа будет выполняться легче, а конечный результат будет качественнее.
Химическая очистка соединения
Как уже было описано выше, механическая обработка позволяет достичь приемлемых результатов, однако наилучшее качество зачистки сварного шва после сварки достигается при сочетании данного метода с химической очисткой. К нему относится травление и пассивация.

Химическое средство для очистки швов.
Травление осуществляется с использованием специализированных составов. Они позволяют получать однородное антикоррозионное покрытие на поверхности изделия. Кроме того удаляются области с побежалостью – места скопления окислов хрома и никеля, отличающиеся низкой устойчивостью к коррозии.
Небольшие области обрабатываемых швов травятся посредством простого нанесения состава на необходимый участок. В некоторых случаях изделие полностью окунается в емкость со специальным раствором. Время взаимодействия детали со смесью в каждом конкретном случае различно и выбирается индивидуально.
Пассивация – процесс обработки металлического изделия специальным раствором. В результате данного процесса происходит формирование защитной пленки на обработанной поверхности детали. Отличительной особенностью полученного покрытия является его стойкость к коррозии.
Суть данной технологии зачистки кромок под сварку заключается в применении оксидантов мягкого действия. В результате взаимодействия с нержавейкой с ее поверхности удаляется свободный металл и активизируется формирование защитного покрытия на поверхности изделия.
Осуществить пассивацию можно с помощью спреев для обработки нержавейки или специальной пасты.
После завершения процедуры пассивации, все реагенты с поверхности детали следует удалить посредством промывания под водой. Утилизация сточной воды после такой промывки должна осуществляться в соответствии с государственными нормами природного законодательства.
Дело в том, что в такой воде содержится повышенное количество кислот и тяжелых , поэтому подобные стоки характеризуются повышенной опасностью для окружающей среды. Вначале следует нейтрализовать кислоты с помощью щелочных растворов, а после необходимо отфильтровать воду. Полученные отходы должны быть утилизированы.
Итог
Чтобы понять, как правильно зачищать сварочные швы, необходимо ознакомиться с ГОСТом, в котором подробно описана технология обработки соединений. Выделяют два основных метода, позволяющих очистить сварочный шов: механическая обработка и химическая.
В первом случае металл, например нержавейку, подвергают шлифованию, а также полировке. Во втором случае используют технологию травления и пассивации. Для травления нержавеющей стали после сварки применяют специальные растворы. Чаще всего указанные методы комбинируют, чтобы достичь наиболее качественного результата.
tutsvarka.ru
Выведение и полировка сварных швов на нержавейке. – Абразивная обработка
Решился осветить свои достижения в этой теме, поскольку в свое время не нашел информации даже на чипмейкере (возможно плохо искал?). При личном общении со спецами от сварки нержавейки – все молчат как партизаны, а технологию выведения берегут как секрет лака Страдивари :unknw:
И так, краткое руководство, как вывести и заполировать свареный ТИГом шов на нержавейке, без больших затрат (на оборудование типа Fein, 3M и другие цимесы). Немного потратится все-таки придется, как и потрудится. На истину не претендую, чего достиг – тем и делюсь. Тут есть профи от нержи и аллюминия, как говорится: «пусть более опытные товарищи поправят (и дополнят) меня»!
Все детали очень желательно изготавливать из уже полированого материала (листа, трубы), и максимально полировать до сварки.
Чем аккуратней выполнен шов, тем легче его выводить. Выводить имею ввиду в плавный переход между деталями (без следов сварки). Часто, если шов аккуратный – можно заполировать его поверх, оставив чешуйки. Основное правило: если уже коснулся шва абразивом – нужно выводить полностью в плавный переход.
Для начала зачищаем обычным зачистным кругом (практически всегда пользуюсь маленькой болгаркой, удобно работать одной рукой, очень нужен регулятор оборотов). Задача – снять наплывы металла, не особо царапая полировку вокруг шва.
Ставим на болгарку лепестковый круг (зерно 60-80). Снимаем рыски от зачистного, продолжаем заглаживать поверхность. Можна продолжить лепестковым 120-150, но не обязательно.
После этого на болгарку крепим пластиковый (резиновый) диск с липучкой, и работаем кругами наждачки (для орбитальных шлифмашин). Диск желательно обточить и снять фаску крупнозернистой наждачкой на бруске (прямо на болгарке) так, что б его диаметр был на 8-12 мм менше диаметра наждачного кружка – удобно подлезать в углы 90 и менше градусов.
Я начинаю с зерна 180. Задача та же – снять рыски от предыдущего зерна и загладить неровности. Дальше зерно 240, 320, 400, 600.
После этого на липучку крепим войлочный круг и полируем пастой. Я пользуюсь польскими пастами разной зернистости. Типа таких http://marbad.pl/index.php?id=183&option=com_content&task=view
Для начала прохожусь белой (крупная), потом можно и помельче – синяя, зеленая (типа ГОИ).
Первая полировка почти всегда покажет не выведеные рыски от предыдущих этапов.
Придется вернутся к наждачке (не крупнее 400-600) и опять полировать. Занятие это философское, спешки не терпит :cray:
В конце – снять остатки пасты растворителем и протереть чистой сухой тряпочкой. После полировки – стараться изделие не залапать пальцами (по крайней мере до передачи заказчику 😆 ).
www.chipmaker.ru
Паста для нержавейки после сварки
Сатинирование материала может выполняться пневматическими приспособлениями либо вручную. В первом случае используются следующие инструменты:
- шлифовальные ленты;
- ленточный пневмонапильник;
- барабанно-ленточная шлифмашинка.
Сатинирование материала из нержавейки Вручную полирование выполняется при помощи шлифовальных листов и специального шлифка. На крупных производствах шлифование почти всегда производится посредством специальных агрегатов. А частные мастерские при изготовлении изделий и конструкций из нержавейки используют шлифок. Обработка стали с его помощью выглядит так:
- С поверхности изделия удаляют прижоги и сварной шов.
- Разметывают стыковочные риски на конструкции специальной защитной лентой, сделанной из алюминия.
Самостоятельная обработка нержавейки после сварки
ВниманиеВсе эти процессы имеют одну общую черту: слой пассивации оксидом хрома нарушается, и незащищенная железная составляющая окисляется. Особенно высока вероятность коррозии нержавеющей стали после сварки, т.к.
во время дугового расплавления металла в сварочной ванне, происходит активное выгорание легирующих сталь веществ, и в частности хрома, таким образом, в металле шва и на его границах повышается концентрация железа. Важно
Дальнейшая самопассивация (образование на поверхности пленки из оксида хрома) такой стали значительна затруднена. Многие заканчивают обработку сварного шва механической зачисткой абразивным инструментом (шлифовальными кругами, витыми щетками(кор-щетками), методом стекло- дробе- струйной обработки), что временно дает чистый внешний вид, но ни как не влияет на пониженное содержание хрома в металле шва, и соответственно на коррозионную стойкость.
Обработка шва нержавейки после сварки
Чтобы выполнить щелочное травление, изделие из нержавейки помещают в расплав каустической соды, которая, не изменяя структуру стали, эффективно разрушает оксидную пленку, сформировавшуюся на ее поверхности. Вернуть нержавеющей поверхности металлический блеск и восстановить потерю хрома после сварки можно с помощью травильной пасты В домашних условиях травление выполняют при помощи специальных паст, имеющих желеобразную консистенцию.
Используя такие пасты, следует иметь в виду, что в их состав, кроме плавиковой и азотной, входит соляная кислота, а также хлориды, представляющие опасность для здоровья человека, поэтому обращаться с ними следует крайне осторожно. Пасту для травления нержавейки следует наносить только на тщательно очищенную и обезжиренную деталь, для чего ее промывают теплой водой и обрабатывают любым доступным моющим средством.
Обработка нержавейки – все популярные методики
Обязательное условие — минимум содержания железа в песке. После такой очистки идет пассирование поверхности. Термообработка нержавейки подразделяется на несколько видов: закалка (максимальная температура и быстрое охлаждение), отжиг (нагревание металла и медленное охлаждение), нормализация (похожа на отжиг, разница в том, что охлаждение происходит на свежем воздухе, а не в печи), отпуск (проводится после закалки).
От правильного нагрева заготовки зависит итоговый результат и качество изделия. Под воздействием жара металл меняет свою структуру и свойства.
При перегреве приобретает нежелательную крупнозернистую структуру. Следить за температурой нагрева необходимо очень внимательно.
Например, пережог является браком, который уже не подлежит исправлению.
Способы обработки нержавеющей стали: наиболее востребованные варианты
ИнфоДля защиты от коррозии сварного шва необходимо прибегать к химическим методам травления и пассивации. Травление является наиболее эффективным методом финишной обработки.
При правильном выполнении технологической операции, травление позволяет устранить и вредный оксидный слой, и зону со сниженным содержанием хрома. Мы хотели бы познакомить вас с сами популярными средствами для пассивации и травления.
Паста Lastinox TS — травление и пассивация После обработки пастой Lastinox TS нежелательные оксиды растворяются, и нержавеющая сталь опять становится блестящей, а на ее поверхности создается тонкий защитный слой оксида хрома. Благодаря гелеобразной консистенции не возникает опасность высыхания и сохраняется гомогенная структура.
Паста не содержит хлоридов, которые могут быть вредными. На поверхности стали при ополаскивании водой не образуются пятна.
Чем очистить сварочный шов по нержавейке?
После непродолжительной выдержки (от 10 до 60 минут) травильная паста смывается, для чего также используют обычную проточную воду. Наносят пасты для травления нержавейки кислотостойкими кистями и специальными пластиковыми лопатками. Большие площади нержавеющих поверхностей обрабатывают травильными спреями с помощью струйного напыления На сегодняшний день большой популярностью пользуются травильные пасты следующих торговых марок, уже успевшие доказать свою высокую эффективность. SAROX TS-K 2000Такая паста обеспечивает надежную защиту нержавейки от негативного влияния температурных воздействий, а также нивелирует все поверхностные дефекты сварных соединений. Что удобно, эту пасту, которая эффективно обрабатывает стальное изделие всего за 10 минут, можно использовать для травления и вертикально расположенных поверхностей.
juristufa.ru
Паста для нержавейки после сварки
Такой шов со временем, неизбежно подвергнется коррозии. Любое механическое воздействие на нержавеющую сталь необходимо заканчивать пассивацией поверхности. Механическая обработка не является альтернативой или заменой пассивации. Для защиты от коррозии сварного шва необходимо прибегать к химическим методам травления и пассивации. Рассмотрим два основных способа травления и пассивации: I. Травление концентрированными кислотами на специализированно организованных участках: 1. Разъедание окалины в ванне со смесью серной и соляной кислот, содержащей 6—8% (по объему) серной кислоты и 2—4% концентрированной соляной кислоты, при температуре 60-80 °С, в течении 20-40 минут. Строгий контроль температуры и насыщенности раствора. 2. Тщательная промывка водой 3. Погружение в ванну со смесью азотной кислоты (10-20% по весу) и плавиковой кислоты (1-2% по весу). 4. Обильная промывка водой.
Самостоятельная обработка нержавейки после сварки
ВниманиеНо геморроя Винокурофф, 17 Фев 14, 21:01 Маниаки… Со швами поосторожней, может случиться нежданчик в виде свища 0 старик1945 Новичок Новосибирск 2 УШМ! 0 MagadaneЦ Профессор Тула 2923 388 ..латунная крацовка( на дрель), тряпочный полировальный круг + паста ГОИ… 1 Винокурофф Доктор наук Город Лип 753 109 тряпочный полировальный кругMagadaneЦ, 25 Фев 14, 17:50 Где они хоть продаются? Я сам насадки на дрель делал. Нарезал из войлока кружков, проколол посередине, нанизал на болт, гайкой закрутил и готово. 1 MagadaneЦ Профессор Тула 2923 388 Винокурофф, Да и я по сей поры так делаю… А, вообще, в ювелирных магазинах есть любой =жёсткости=.., но за деньги…
0 Андрей630025 Специалист Новосибирск 171 27 Нарезал из войлока кружков, проколол посередине, нанизал на болт, гайкой закрутил и готово.Винокурофф, 25 Фев 14, 18:00 Я то-же такой круг сделал .Войлок , стянул болтом на 10 .
Обработка шва нержавейки после сварки
Sasha 1 Академик Магнитогорск 1219 235 SedoY, насадку нержовую использовал ?Потом неожиданка может вылезти , обработанное место ржаветь будет . 1 Винокурофф Доктор наук Город Лип 753 109 Я чистил швы кругом на дрель из проволоки. Из чего сделан не знаю. Потом абразивным кругом мелким на болгарке, потом шкуркой 600 прилепленным на круг для дрели, потом вручную шкуркой 1000, потом 1500, потом пастой гои. Блестит как у кота и ровно все. Но геморроя 1 SedoY Профессор Новосибирск 3788 1596 Sasha 1, нет.
стайлеровский набор из нескольких дисков с проволокой — желтоватая она какая то, но не железотеперь боюсь! 0 ser64 Доктор наук Тула 718 281 Я чистил швы кругом на дрель из проволоки. Из чего сделан не знаю. Потом абразивным кругом мелким на болгарке, потом шкуркой 600 прилепленным на круг для дрели, потом вручную шкуркой 1000, потом 1500, потом пастой гои. Блестит как у кота и ровно все.
Обработка нержавейки – все популярные методики
Ее не требуется каким-либо образом подготавливать, состав готов к использованию прямо из бутылки.Важно! Любая паста наносится на очищенную заранее поверхность посредством кислотостойкой кисти и пластиковой лопатки. 3 Воронение и другие способы обработки нержавеющей стали – короткий обзор Декоративные изделия из нержавейки нередко хромируют, чтобы придать им красивый вид и защитить от износа и коррозии. Хромирование рекомендовано для увеличения стойкости против механических воздействий на трущиеся части машин и различных приборов из нержавеющей стали, на режущий и мерительный инструмент. Теоретически можно выполнять декоративное хромирование в домашних условиях.
Но эта процедура требует от человека определенных знаний и умений. Поэтому лучше доверять хромирование мастерам специализированных центров.
Способы обработки нержавеющей стали: наиболее востребованные варианты
На отечественном рынке популярностью пользуются далее указанные составы:
Чем очистить сварочный шов по нержавейке?
Способы обработки и травления нержавеющей стали после сварки. Виды коррозии и причины образования. Нередко можно наблюдать, как на качественной нержавеющей стали образуется ржавчина. Это происходит в случаях, когда нержавеющая сталь работает в агрессивных средах, при повышенных температуре или влажности.
Трубопроводы, емкости, ванны покрываются ржавчиной при работе со слабыми кислотами, щелочами, молочной продукцией, с водой как водопроводной, так и прошедшей тонкую очистку. Но даже в идеальных условиях, когда на первый взгляд поверхности ничего не угрожает, атмосфера вносит свое разрушающее, окслительное действие на поверхность, всегда имея в своем составе кислород и водяной пар, зарождая очаги ржавчины в местах с поврежденной защитной пленкой оксида хрома. Чтобы понять, что происходит, необходимо еще раз проанализировать основные сведения о нержавеющей стали и процессе коррозии.
tk-advokat.ru