Обработка титана токарная: Советы по токарной обработке титана
alexxlab | 04.06.2023 | 0 | Разное
Советы по токарной обработке титана
Обработка титана часто обсуждается применительно к фрезерованию, но о токарной обработке титана имеется не так много информации. Хотя большинство титановых изделий обычно обрабатывается фрезерованием, нередко этот экзотический материал подвергается токарной обработке.
Токарная обработка титана часто используется для изготовления фланцев или труб, которые будут использоваться в агрессивных средах. Он также используется для изготовления прочных, легких деталей, которые должны выдерживать нагрузку, и в деталях турбин.
В этой статье я поделюсь некоторыми советами, которые помогут вам успешно обрабатывать титан на токарном станке.
Примечание: данная статья является переводом
Совет №1: Титан двигается
Поскольку одно из наиболее типичных применений титана связано с облегчением веса, очень часто можно встретить очень тонкие титановые детали.
При обработке титана вы сразу же обнаружите одну вещь: он не сидит на месте. Очень редко удается использовать подход “грубо, чисто, грубо, чисто” при обработке всех сторон детали. Он значительно деформируется при удалении материала.
Очень редко удается использовать подход “грубо, чисто, грубо, чисто” при обработке всех сторон детали. Он значительно деформируется при удалении материала.
Возможно, вам уже знакомы некоторые из этих проблем, особенно если вы имели дело с тонким алюминием или нержавеющей сталью. Однако для титана следует ожидать еще большего коробления.
Тонкие титановые детали обычно необходимо зачистить с обеих сторон, затем разжать и обработать. Медленно подходите к готовым размерам, чтобы убедиться, что вы можете удерживать жесткие допуски.
На самом деле, возможно, имеет смысл попробовать провести цикл термообработки для снятия напряжения между черновой и чистовой обработкой. Это особенно удобно, если вы удаляете большое количество материала и требуется точность.
Обычно плоскостность очень сложна, если допуски жесткие. Поскольку деталь деформируется при повороте, отверстия также могут деформироваться так, что они становятся некруглыми и могут вмещать только штифты меньшего размера.
Cовет: не снимайте большое количество материала после достижения окончательных размеров; титан деформируется как сумасшедший. Сначала сделайте черновую обработку и потихоньку подбирайтесь к жестким допускам.
Совет профессионала: Использование чистового инструмента с малым радиусом носика (например, около .008″) может означать более длительный цикл чистовой обработки, но меньшее давление резания и меньший нагрев могут означать меньшее коробление при точной чистовой обработке.
Совет №2: Титан изолирует
Тепло от титана быстро не рассеивается. На самом деле, по сравнению с большинством других металлов, титан является скорее теплоизолятором, чем проводником.
Что это означает для токарной обработки?
Стружка не отводит тепло, как это происходит со сталью или алюминием.
На самом деле, если вы дадите агрессивную нагрузку, ваш резец быстро сгорит. Ваш инструмент – это то, что примет на себя большую часть тепла от резки. Ключ к успешному точению титана заключается в том, чтобы максимально снизить нагрев.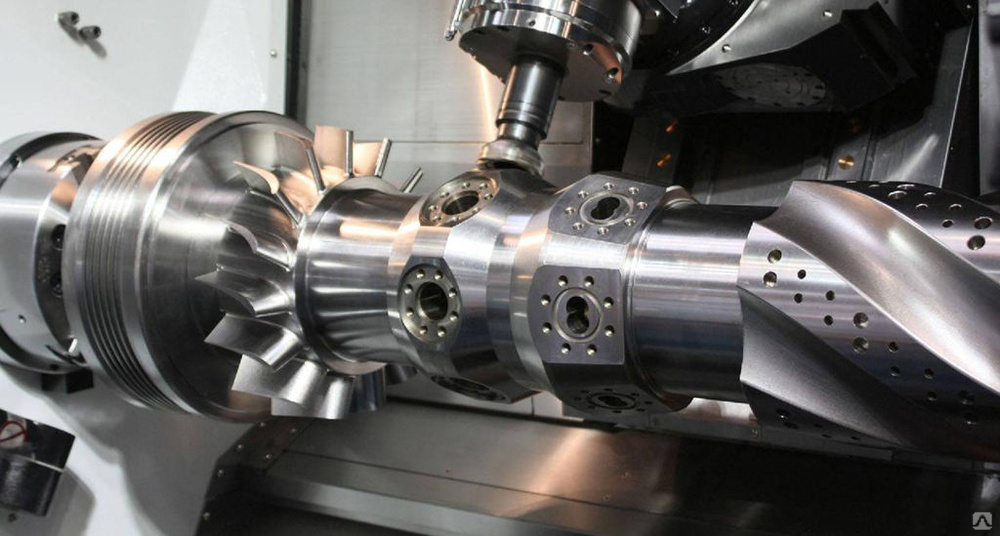
Вот как это проявляется при обработке титана:
- Используйте резцы, предназначенные для титана, которые обычно намного острее, чем те, которые вы бы использовали для стали. Такие резцы лучше режут и не выделяют столько тепла. Фрезы с отрицательным углом наклона или с закругленными режущими кромками не подходят для обработки титана;
- Используйте прореживание стружки. Если это вообще возможно, используйте вставки которые уменьшают размер стружки. Круглые вставки могут хорошо работать, как и при использовании 110-градусного угла вставки CNMG вместо 80-градусной стороны, когда это возможно;
- Хорошая подача охлаждающей жидкости имеет решающее значение! Тепло будет попадать в резак, и только охлаждающая жидкость предотвратит преждевременное выгорание твердого сплава. Мало того, что охлаждающая жидкость должна быть сильно направлена в разрез, вам, вероятно, также понадобится более концентрированная смесь, чтобы получить необходимую смазывающую способность. Это подходящее время для того, чтобы поговорить с вашим торговым представителем охлаждающей жидкости, чтобы узнать, что они рекомендуют;
- Не нажимайте на обороты.
 Обычный SFPM для титана обычно составляет около 150 или около того, и вы можете получить немного больше для чистовой обработки, если ваш сплав позволяет это. Иногда даже изменение скорости вращения на 10% может привести к катастрофическому отказу фрезы, которая прослужила бы целый час. Титан неумолим;
Обычный SFPM для титана обычно составляет около 150 или около того, и вы можете получить немного больше для чистовой обработки, если ваш сплав позволяет это. Иногда даже изменение скорости вращения на 10% может привести к катастрофическому отказу фрезы, которая прослужила бы целый час. Титан неумолим; - Нагрузка стружки важна, но не так важна, как число оборотов. Вы просто не сможете оттолкнуть 6- и 9-гранники толщиной .040″, как это можно сделать со сталью, но вы можете сделать это лучше, чем многие думают. Одно исследование показало, что изменение нагрузки на стружку от .002″ до .020″ привело к изменению температуры реза на 300 градусов по Фаренгейту. Если вы пытаетесь достичь максимальной производительности, увеличивайте подачу, а не скорость.
Совет №3: Титан съедает твердый сплав заживо
Титан является абразивным материалом для резки, и твердый сплав испытывает на себе его воздействие.
К распространенным проблемам относятся сколы и износ насечек на “коже” реза. Геометрия и марка пластины могут оказать огромное влияние на срок службы инструмента и стабильность процесса. Например, рассмотрите возможность использования пластины WNMG вместо CNMG.
Геометрия и марка пластины могут оказать огромное влияние на срок службы инструмента и стабильность процесса. Например, рассмотрите возможность использования пластины WNMG вместо CNMG.
Представители инструментальной промышленности обычно всегда хотят продемонстрировать свои новейшие и лучшие марки твердых сплавов для титана. Я бы настоятельно рекомендовал брать все бесплатные изделия, которые они готовы раздать, чтобы проверить, действительно ли это имеет значение.
Помимо правильного выбора резцов, есть несколько методов программирования, которые помогут вам продлить срок службы ваших инструментов.
Поскольку износ насечки – явление очень распространенное, попробуйте варьировать глубину резания, чтобы распределить его. Закапывайте фрезу, пока есть запас, и уменьшайте глубину реза по мере истончения заготовки.
Инструменты также не любят, когда их зарывают в углах. Даже при точении программирование интерполяции дуги и использование инструмента с меньшим радиусом наконечника, скорее всего, увеличат срок службы инструмента, чем полное погружение инструмента на одном шаге. Это особенно важно для отделки траекторий движения инструмента.
Это особенно важно для отделки траекторий движения инструмента.
Исследования по токарной обработке титана:
Многие производители оснастки демонстрируют свои собственные исследования о том, насколько им удалось повысить срок службы и эффективность инструмента с помощью новейших разработок. Честно говоря, трудно отделить маркетинговый ход от правды.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Особенности обработки титана – Рекомендации от экспертов
Обновлено: 07.10.2022
Автор статьи : Enex
Один из наиболее распространенных материалов, который используют в машиностроении, и не только, является титан. По классификации материалов по ISO он соответствует группе S. Это труднообрабатываемый материал. Его свойства усложняют процесс резания даже в сравнении с обработкой таких материалов, как чугун и нержавеющая сталь.
Многие из тех свойств, которые делают титан привлекательным материалом, оказывают влияние на его обрабатываемость.
- высокое отношение прочности к весу, причем его плотность составляет, как правило, всего 60 процентов плотности стали
-
имеет более низкий модуль упругости и более податлив, чем сталь
-
обладает более высокой стойкостью к коррозии, чем нержавеющая сталь,
- низкая теплопроводность.
Такие качества титана и титановых сплавов широко востребованы и нашли свое применение в различных отраслях промышленности – судостроении, авиастроении, аэрокосмической, химической, газовой, нефтяной, пищевой, медицинской промышленности и многих других сферах.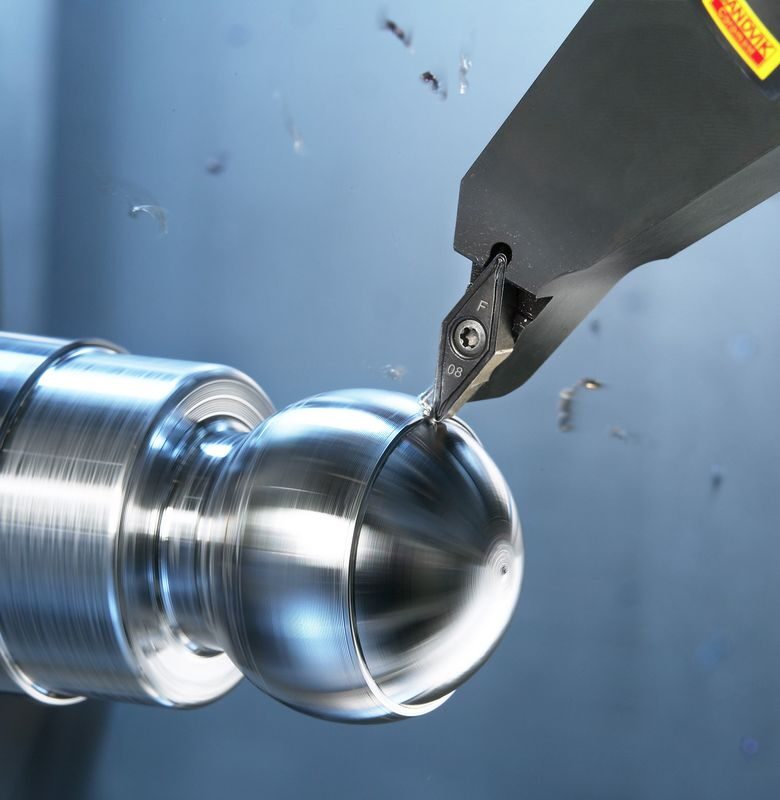
Титановые сплавы делятся на три класса в зависимости от структуры и состава легирующих элементов. Содержание легирующих элементов отражается в обозначении сплава.
-
Альфа-сплавы – легируются Al, O и/или N, которые преимущественно являются α-стабилизаторами.
-
Бета-сплавы – легируются Mb, Fe, V, Cr и/или Mn, которые являются β-стабилизаторами.
- Сплавы α+β – сплавы, имеющие двухфазную структуру. Большинство сплавов, которые применяются в настоящее время, являются сплавами α+β.
Легирующие элементы оказывают прямое влияние на физические и химические свойства сплавов, а также температурные характеристики и обрабатываемость. Технический титан хорошо обрабатывается давлением, из него изготавливают листы, поковки, трубы, проволоку и т.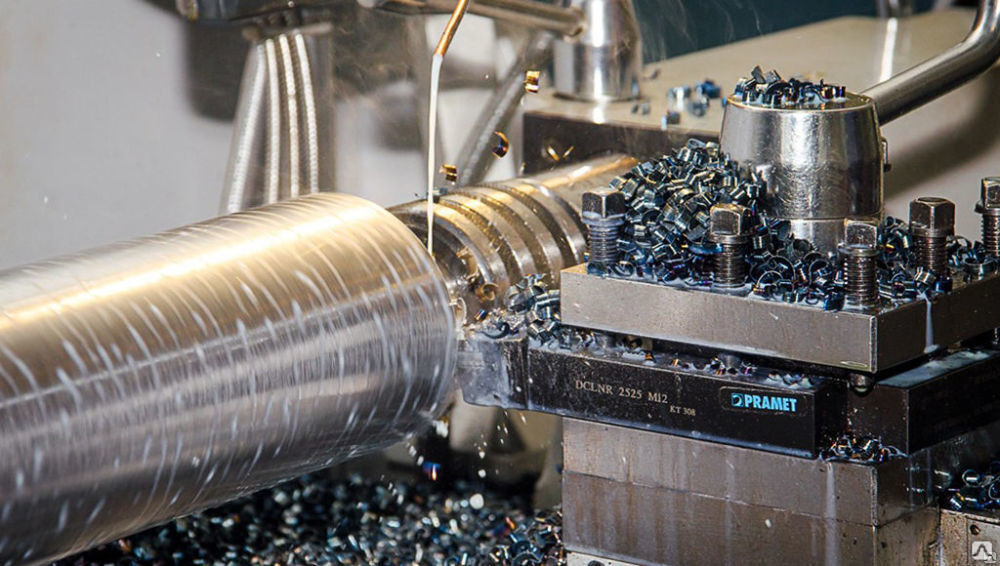
Из-за особенностей материала, в обработку титана нужно производить специально предназначенным для этого инструментом. Многие производители инструмента в своей линейке имеют специальные решения для работы с титаном. Сам инструмент в ходе рабочего процесса подвергается изнашиванию: абразивному, адгезийному и диффузному. При диффузном изнашивании происходит взаимное растворение материала режущего инструмента и титановой заготовки. Особо активно эти процессы протекают при температуре 900 — 1200 °С. Основными же механизмами износа при обработке титана являются лункообразование и пластическая деформация. Под влиянием главного угла в плане характер износа не меняется, меняется только степень износа.
Если инструмент и режимы резания выбраны правильно, а также при хорошей жесткости станка и надежности закрепления заготовки, процесс обработки титана будет высокоэффективным. Многих проблем, которые традиционно возникают при обработке титана, можно избежать.
Основные рекомендации при работе с титаном будут:
- Выбирайте пластины с шлифованными режущими кромками, это повышает стойкость инструмента и снижают силы резания
- При обработке учитывайте также, что металл очень вязкий и когда производится его токарная обработка с использованием токарного станка, сильно нагревается, что приводит к налипанию титановых отходов на режущий инструмент
- Титан обладает низкой теплопроводностью, что требует для резания специально подобранный режущий инструмент
- Обработка заготовок из титана ведется с обязательной подачей специальной эмульсии, охлаждающей инструмент под давлением, для обеспечения нормального температурного режима.

- При использовании более глубокого реза необходимо снижать скорость обработки титана, меняя режимы работы
- При фрезеровании титана сохраняйте небольшую площадь контакта. Одна из особенностей данного металла – плохая теплопроводность. Во время работы с данным металлом основной процент тепла передается на рабочий инструмент
- Используйте фрезы с большим количеством зубьев. Это позволит устранить необходимость снижения подачи на зуб, и увеличит производительность
При создании статьи использованы материалы производителей твердосплавных инструментов Sandvik, ISCAR и Kennametal.
Каталог металлорежущего инструмента на онлайн-выставке Enex: https://enex.market/catalog/Raskhodnye_materialy/metallorezhushchiy_instrument/.
Советы по токарной обработке титана – сделайте его из металла
Обработка титана часто обсуждается при фрезеровании, но доступной информации о токарной обработке титана не так много. Хотя большая часть титана обычно обрабатывается фрезерованием, этот экзотический материал нередко подвергают токарной обработке.
Хотя большая часть титана обычно обрабатывается фрезерованием, этот экзотический материал нередко подвергают токарной обработке.
Токарная обработка титана часто используется для изготовления фланцев или труб, которые будут использоваться в агрессивных средах. Он также используется для изготовления прочных и легких деталей, которые должны выдерживать нагрузку, а также в деталях турбин.
В этой статье я поделюсь некоторыми найденными мною советами, которые помогут вам успешно обрабатывать титан на токарном станке.
Table of Contents
Совет № 1: Титан движется
Поскольку одно из наиболее распространенных применений титана связано с облегчением веса, очень часто можно найти очень тонкие детали из титана.
При обработке титана вы сразу же обнаружите, что он не стоит на месте. Очень редко вы сможете использовать черновой, чистовой, черновой, чистовой подход, когда обрабатываете все стороны детали. Он значительно деформируется, когда вы снимаете запас.
Возможно, вам уже знакомы некоторые из этих проблем, особенно если вы имели дело с тонким алюминием или нержавеющей сталью. Однако для титана ожидайте еще большей деформации.
Тонкие детали из титана обычно требуют черновой обработки с обеих сторон, затем разжима и окончательной обработки. Сползайте на готовые размеры, чтобы гарантировать, что вы можете выдержать жесткие допуски.
На самом деле, возможно, имеет смысл попробовать цикл термообработки для снятия напряжения между черновой и чистовой обработкой. Это особенно удобно, если вы снимаете большое количество материала и требуется точность.
Обычно плоскостность является очень сложной задачей, если допуски жесткие. Поскольку деталь деформируется при повороте, отверстия также могут деформироваться так, что они станут некруглыми и могут вместить только штифты меньшего размера.
Подводя итог этому совету: не удаляйте большое количество материала после достижения окончательных размеров; титан деформируется как сумасшедший. Сначала сделайте черновую обработку, а затем постепенно увеличивайте допуски.
Сначала сделайте черновую обработку, а затем постепенно увеличивайте допуски.
Совет для профессионалов: Использование инструмента для чистовой обработки с малым радиусом при вершине (например, около 0,008″) может означать более длительный цикл чистовой обработки, но меньшее давление резки и меньший нагрев могут означать меньшую деформацию при прецизионных чистовых резах.
Совет № 2. Титан обеспечивает изоляцию
Титан не рассеивает тепло быстро. На самом деле, по сравнению с большинством других металлов, титан является скорее теплоизолятором, чем проводником.
Что это значит для токарной обработки?
Чипсы не отводят тепло, как сталь или алюминий.
На самом деле, если вы возьмете агрессивную нагрузку на стружку, ваш карбид быстро сгорит. Ваш инструмент — это то, что примет на себя большую часть тепла от резки. Ключ к успешному точению титана заключается в максимально возможном снижении нагрева.
Вот как это относится к точению титана:
- Используйте пластины, предназначенные для титана , которые обычно намного острее, чем те, которые вы используете для стали.
 Это означает, что они лучше режут и не выделяют столько тепла. Отрицательный передний угол или закругленные режущие кромки не будут хорошо работать с титаном.
Это означает, что они лучше режут и не выделяют столько тепла. Отрицательный передний угол или закругленные режущие кромки не будут хорошо работать с титаном. - Используйте истончение стружки. По возможности используйте пластину с геометрией, уменьшающей толщину стружки. Круглые пластины могут работать хорошо, то же самое с использованием 110-градусного угла пластины CNMG вместо 80-градусной стороны, когда это возможно.
- Хорошая подача охлаждающей жидкости имеет решающее значение! Тепло будет передаваться вашему резцу, и только охлаждающая жидкость не позволит вашему карбиду преждевременно сгореть. Мало того, что ваша охлаждающая жидкость должна быть сильно направлена в разрез, вам, вероятно, также понадобится более концентрированная смесь, чтобы получить необходимую смазывающую способность. Поговорите с торговым представителем охлаждающей жидкости с пользой для себя, чтобы узнать, что они порекомендуют.
- Не повышайте обороты.
 Обычный SFPM для титана обычно составляет около 150 или около того, и вы можете получить немного больше для чистовой обработки, если это позволяет ваша марка пластины. Это тот, который обычно не прощает. Иногда даже 10-процентное изменение оборотов может привести к катастрофическому отказу фрезы, которая проработала бы час. Титан неумолим.
Обычный SFPM для титана обычно составляет около 150 или около того, и вы можете получить немного больше для чистовой обработки, если это позволяет ваша марка пластины. Это тот, который обычно не прощает. Иногда даже 10-процентное изменение оборотов может привести к катастрофическому отказу фрезы, которая проработала бы час. Титан неумолим. - Нагрузка на стружку важна, но не так важна, как число оборотов в минуту . Вы просто не можете оттолкнуть эти шестерки и девятки толщиной 0,040 дюйма, как со сталью, но вы можете добиться большего, чем думает большинство людей. Одно исследование показало, что изменение толщины стружки от 0,002″ до 0,020″ привело к изменению температуры реза всего на 300 градусов по Фаренгейту. Если вы пытаетесь максимально увеличить свою производительность, увеличивайте подачу, а не скорость.
Совет № 3. Титан съедает карбид заживо
Титан является абразивным материалом для резки, а карбид терпит от него абсолютное поражение.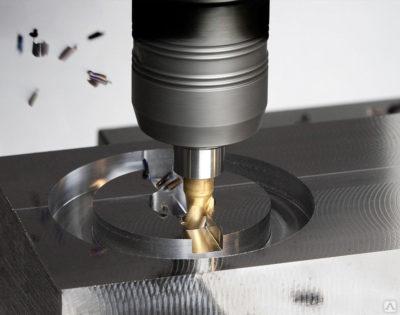
Распространенные проблемы включают выкрашивание и износ на «коже» разреза. Геометрия пластины и сплав могут иметь огромное влияние на стойкость инструмента и стабильность процесса. Например, рассмотрите возможность использования вставки WNMG вместо вставки CNMG.
Торговые представители обычно всегда хотят продемонстрировать свои новейшие и лучшие сплавы карбида для титана. Я настоятельно рекомендую взять все бесплатные подарки, которые они готовы раздать, чтобы проверить, действительно ли они имеют значение.
Помимо правильного выбора фрезы, существует несколько методов программирования, которые могут помочь вам увеличить срок службы ваших инструментов.
Так как насечки очень распространены, попробуйте изменить глубину резания, чтобы распределить их. Закапывайте фрезу, пока есть запас, и уменьшайте глубину резания по мере утончения заготовки.
Инструменты тоже не любят зарываться в углы. Даже для токарной обработки программирование дуговой интерполяции и использование инструмента с меньшим радиусом вершины, скорее всего, продлит срок службы инструмента, чем полное заглубление инструмента на шаг. Это особенно важно для чистовой обработки траекторий.
Это особенно важно для чистовой обработки траекторий.
Титановые токарные исследования
Многие производители инструментов продемонстрируют свои собственные исследования того, насколько они смогли улучшить срок службы и эффективность инструмента с помощью новейших и лучших разработок. Честно говоря, довольно сложно отделить то, что просто является маркетингом, от того, что законно.
Компания TechSolve провела действительно интересное исследование, в ходе которого они протестировали различные покрытия, подачи и скорости при токарной обработке титана. Если вы хотите углубиться в сорняки на эту тему, я настоятельно рекомендую прочитать ее. Вы можете найти копию их тестов и результатов здесь.
Если вам нужны заметки Клиффа вместо глубокого погружения, вот некоторые из основных выводов:
- Суперобработанные кромки инструмента (подобные тому, что вы можете получить от Microtek MMP) привели к удвоению срока службы инструмента. Это процесс, который дает чрезвычайно гладкую режущую поверхность, что снижает трение.

- Скорость резания оказала огромное влияние на стойкость инструмента, особенно по сравнению с нагрузкой на стружку. Изменение с 20 до 150 SFM привело к разнице примерно в 900 градусов по Фаренгейту против всего лишь 300 градусов по Фаренгейту при изменении загрузки стружки с 0,002″ до 0,020″.
- Большое количество охлаждающей жидкости имело большое значение для большинства режущих инструментов.
- Необходимы острые режущие инструменты, а поломка инструмента происходит очень быстро, как только на инструменте появляются признаки износа. Они отображали изображения каждого режущего инструмента после каждого
Если вы только начинаете обрабатывать титан и хотите получить практические советы по фрезерованию, обязательно ознакомьтесь с моим руководством о том, как обрабатывать его как профессионал.
Услуги токарной обработки титана с ЧПУ и прецизионные токарные детали
Услуги по токарной обработке титана с ЧПУ и прецизионные токарные детали | Корпорация по изготовлению титана.
Перейти к навигации Перейти к содержимому
Назад к услугам по механической обработкеНаши станки в Канаде не указаны ниже, поскольку они в основном выполняют работу на дому для обслуживания нашего производственного подразделения.
Токарная обработка с ЧПУ:
Для прецизионной токарной обработки и токарных операций, требующих нескольких наладок, у нас есть токарный станок с ЧПУ, который может обтачивать детали диаметром 15 дюймов и длиной 40 дюймов, и вертикальный токарный центр с ЧПУ, который может обтачивать детали диаметром 24 дюйма диаметр на 24 дюйма в высоту.
Токарные станки с ЧПУ (5 шт.)
Doosan v550 верт. Токарный станок | Токарный станок Doosan Puma GT2600l | Горизонтальный токарный станок Doosan Puma 300LC | Горизонтальный токарный станок Doosan Puma 700XLY | Токарный станок Doosan Puma VTS1620M |
|---|---|---|---|---|
Вертикальный Новинка 1999, 2005 Максимальный размах: 31,5 дюйма Двигатель 50 л. Ход по оси X: 15,4” Ход по оси Z: 30,7” Макс. высота среза: 29,5 дюйма Максимальный диаметр резки: 28,7 дюйма Блок управления Fanuc ( Количество 2) | Горизонтальный Новинка 2017 года Макс. диаметр токарной обработки: 18,11 дюйма Вместимость бара: 3 дюйма Размер патрона: 10 дюймов Максимальная длина поворота между центрами: 39,4” Управление Fanuc, 29Двигатель .5 л.с., 3500 об/мин
| Горизонтальный Новинка 2000 года Макс. диаметр токарной обработки: 17,8 дюйма Размер патрона: 12 дюймов Вместимость бара: 4 дюйма Максимальная длина поворота между центрами: 50,4” Блок управления Fanuc, двигатель 35 л.с., 2800 об/мин | Горизонтальный Новинка 2018 года Максимальный диаметр токарной обработки: 35,4 дюйма Размер патрона: 24 дюйма, гидравлический Вместимость бара: 6 дюймов Макс. Блок управления Fanuc, главный двигатель 60 л.с., 1800 об/мин Ход по оси Z: 199 дюймов Ось X: 21,5 дюйма Ось Y: 7,86 дюйма Перемещение по оси C: индексация 0,001 градуса | Вертикальный Новинка 2017 года Максимальный диаметр токарной обработки: 78” Размер патрона: 63 дюйма гидравлический Высота: 60 дюймов |
 с.
с.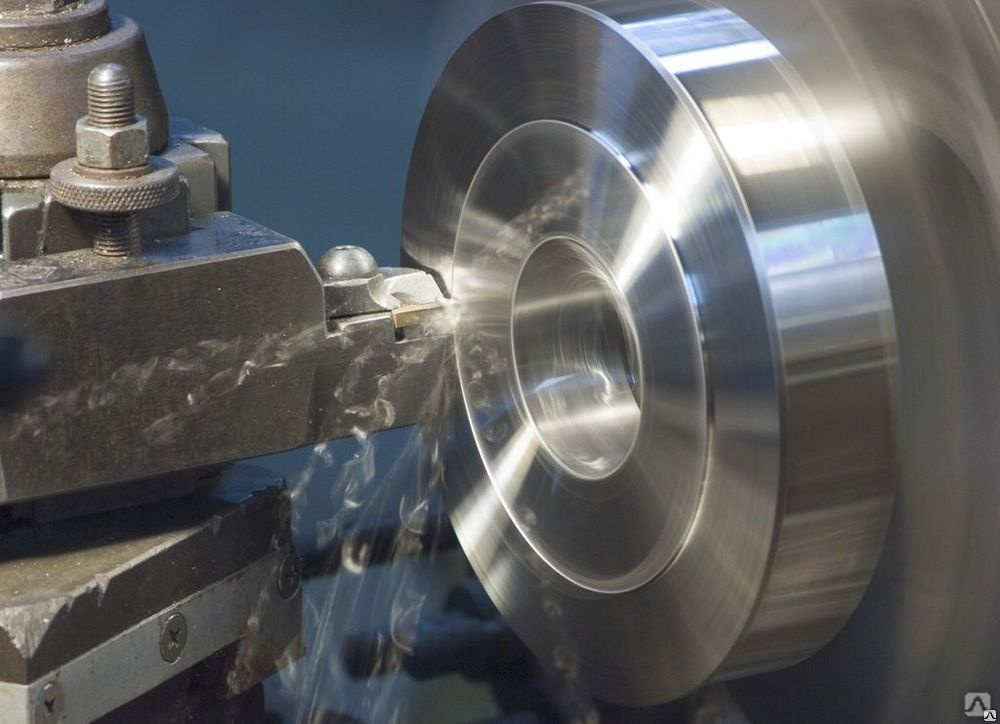 длина поворота ч/б центров: 198”
длина поворота ч/б центров: 198”У нас есть 3 ручных токарных станка в Нью-Джерси и 4 в Монреале, самый большой из которых был построен в 1953 (для поворота стволов орудий линкора) и может поворачиваться до 30 дюймов в диаметре, 372 дюймов в длину и имеет 40,5-дюймовый поворот. У нас также есть открытый токарный станок для снятия фаски с труб диаметром до 16 дюймов.
Ручные токарные станки (3 шт.)
Ручной токарный станок Cincinnati Hypro | Ручной токарный станок Monarch | Ручной токарный станок TOS, SN71C |
|---|---|---|
Новинка 1949 г. |
