Обратная и прямая полярность при сварке инвертором: Полярность при сварке инвертором: прямая или обратная
alexxlab | 01.06.2023 | 0 | Разное
Прямая и обратная полярность при сварке инвертором
Правильное выполнение сварочных работ во многом зависит от выбранных настроек аппаратуры. В работе с полуавтоматическими установками важно не только правильно выбрать силу тока, но и установить нужную полярность. Заводская настройка (по умолчанию) не подходит для выполнения очень многих задач. Особенно, когда речь идет о соединении высоколегированной стали, цветных или редких металлов. Поэтому для получения сварочного шва хорошего качества необходимо должным образом настроить оборудование.
СОДЕРЖАНИЕ
- Как влияет полярность при сварке
- Что такое прямая и обратная полярность: техусловия выбора
- Сварка прямой полярностью
- Сварка обратной полярностью
Как влияет полярность при сварке
Понятие полярность подразумевает определенный вариант подключения аппаратуры, который продиктован стоящей задачей и особенностями соединения определенных материалов. Для смены полярности достаточно просто «перекинуть» клеммы.
Существует только два варианта полярности, которые настраиваются перед работой:
- Прямая. Выбирается в случаях, когда необходимо соединить два толстые детали, а швы должны быть глубокими. Заготовки в этом случае подключаются к положительной клемме, а электрод – к минусовой. Подключение прямой полярностью приводит к тому, что в процессе работы образуются катодные и анодные пятна. Более горячее из них – анодное – возникает на заготовке: именно к ней подключена плюсовая клемма. Из-за этого металл прогревается (а, следовательно, и плавится) на большую глубину. Это дает возможность работать с алюминиевыми, чугунными и другими деталями из сложных сплавов.
- Обратная. В этом случае наоборот: электрод подключается к плюсовой клемме, а заготовка – к минусовой. Анодное более горячее пятно может образоваться только на расходнике.
 Данный вариант подключения хорош тем, что дает возможность работать с тонкостенными и легкоплавными металлами.
Данный вариант подключения хорош тем, что дает возможность работать с тонкостенными и легкоплавными металлами.
В зависимости от поставленных целей и материалов сварщик выбирает на инверторе тот или иной вариант полярности. Молодые специалисты, которые не изучали теоретическую часть, нередко испытывают проблемы при работе с металлами малой или большой толщины. Поэтому очень важно внимательно изучить техническую документацию, которая идет в комплекте с инвертором. И только после этого можно приступать к практической части.
Что такое прямая и обратная полярность: техусловия выбора
Основой для взвешенного выбора типа полярности служат технические условия, которых необходимо придерживаться во время сварки. Благодаря конкретному типу подключения более высокий температурный режим находится на заготовке или же на самом электроде. На окончательное решение влияют несколько важных факторов.
Толщина заготовки
Прямое подключение лучше всего подходит для работы с заготовками малой и большой толщины. В этом случае заготовка разогревается лучше по сравнению с электродом, что дает возможность получить более глубокий шов. Этот режим отлично подходит и для резки металла. Для тонких листов лучше выбрать обратную полярность. Тогда основное тепло сосредотачивается на электроде и перегрев заготовки удается предотвратить.
В этом случае заготовка разогревается лучше по сравнению с электродом, что дает возможность получить более глубокий шов. Этот режим отлично подходит и для резки металла. Для тонких листов лучше выбрать обратную полярность. Тогда основное тепло сосредотачивается на электроде и перегрев заготовки удается предотвратить.
Читайте также: Сварка тонкого металла инвертором
Тип металла
Изменение расположения теплового пятна позволяет выбрать наиболее подходящий режим работы под конкретную деталь. К примеру, нержавеющую сталь или чугун достаточно легко перегреть. В этом случае лучше подходит подключение с обратной полярностью, что дает возможность сформировать прочный и надежный шов. А вот алюминиевые сплавы нужно варить с прямой полярностью. В таком случае удается быстрее преодолеть окислительную пленку.
Тип расходных материалов
Условия зависят от типа флюса расходного материала. Для угольных электродов не подходит обратная полярность. При таком раскладе флюс будет перегрет и стержень станет непригодным для дальнейшего использования. Бывают случаи, когда материал флюса и заготовки выдвигают взаимоисключающие требования. Сварщику приходится проявлять максимум изобретательности, чтобы найти оптимальное смещение силы тока и выбрать подходящий рабочий цикл.
Бывают случаи, когда материал флюса и заготовки выдвигают взаимоисключающие требования. Сварщику приходится проявлять максимум изобретательности, чтобы найти оптимальное смещение силы тока и выбрать подходящий рабочий цикл.
Читайте также: Сварка инвертором для начинающих
Сварка прямой полярностью
Каждый из способов сваривания металла обладает индивидуальными характеристиками. При работе инвертором с подключением методом прямой полярности отмечаются такие особенности:
- Расходные материалы и присадки расплавляются, образуя в ванночке крупные металлические капельки. Эта особенность приводит к возрастанию степени проплавления заготовки и увеличению количества брызг.
- При прямом подключении наблюдается снижение стабильности сварочной дуги.
- При прогреве не нарушается структура материала. Металлическая решетка остается неизменной.
- В связи с тем, что температура расходного материала остается сравнительно невысокой, можно увеличить силу тока.

- Некоторые сварочные материалы характеризуются высоким коэффициентом наплавки. Он тем более растет, если применять плавящиеся электроды в инертной среде. Точно такого же эффекта можно достичь в результате химической реакции присадок и некоторых видов флюса.
- При прямой полярности структура материала в сварочной ванне характеризуется повышенным содержанием кремния и марганца при полном отсутствии углерода.
Читайте также: Рейтинг лучших сварочных инверторов
Сварка обратной полярностью
Метод применяется в обязательном порядке, если приходится работать с тонкими металлическими листами. Существует вероятность испортить заготовку: ее реально расплавить в месте соединения. Избежать такого результата можно, используя такие методы:
- Уменьшение силы рабочего тока, что приводит к снижению температуры заготовки.

- Формирование прерывистого сварочного шва. Сперва делается несколько прихватов по длине шва, которые впоследствии соединяются в одно целое. Схема может претерпевать изменения в зависимости от конкретных условий работы. Способ прерывистого шва дает возможность исключить деформацию рабочей поверхности. Особенно эффективен прием для швов длиной более 20 см.
- Сваривание особо тонких заготовок прерывающейся сварочной дугой. Электрод уводится из рабочей зоны и, когда дуга прервалась, тотчас возвращается на место. Процесс получается практически непрерывным.
- При сварке двух заготовок внахлест важно как можно плотнее прижать их одна к другой. даже минимальная воздушная прослойка может привести к прожиганию верхней части конструкции. Для более плотного прижима можно использовать струбцины или тяжелый груз.
- Точно так же сваривание встык требует минимального зазора. Идеально, если его не буде вообще.
- Тонкие заготовки с неровными краями соединяют с использованием подложки.
 Ее задача состоит в том, чтобы отвести избыточное тепло. Для этих целей лучше всего подходят толстые листы стали или меди.
Ее задача состоит в том, чтобы отвести избыточное тепло. Для этих целей лучше всего подходят толстые листы стали или меди.
Новичкам начинать практиковаться лучше с обратной полярностью. Это дает возможность уловить тонкости процесса и в дальнейшем не допускать прожогов или других дефектов.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Читайте также: Зависимость силы тока от диаметра электрода
Прямая и обратная полярность при сварке инвертором
Оцените, пожалуйста, статью
12345
Всего оценок: 63, Средняя: 3
Обратный ток при сварке
- Главная
- |
- Азбука сварки – Справочный раздел
- |
 org/ListItem”>
org/ListItem”>
Каждый сварочный инвертор имеет две клеммы для подключения. На одну подключают электрод или сварочную горелку, а другую замыкают на сварочном изделии. При этом на инверторах постоянного тока предусмотрены положительная и отрицательная клемма. Поэтому при сварке и наплавке постоянным током существуют понятия полярности: прямой и обратной.
Полярность определяется тем, к какой клемме подключают электрод. Ток обратной полярности при сварке появляется при подключении изделия к «минусу», а электрода – к «плюсу». Прямая подразумевает, что электрод подключен к отрицательной клемме, а изделие – к положительной.
Прямой и обратный ток при сварке имеют ряд существенных отличий, позволяющих использовать каждый тип тока для разных условий. Тип подключения влияет на особенности сварочного тока, характеристики процесса и его итоговый результат. С помощью советов нашей статьи вы сможете разобраться в отличиях типов подключения.
Рассмотрение понятия следует начать с основ – особенностей явления постоянного тока. На кончике электрода во время сварки появляется термическое пятно. Оно отличается высокой температурой, позволяющей расплавлять основной металла и сварочные материалы и с их помощью формировать шов.
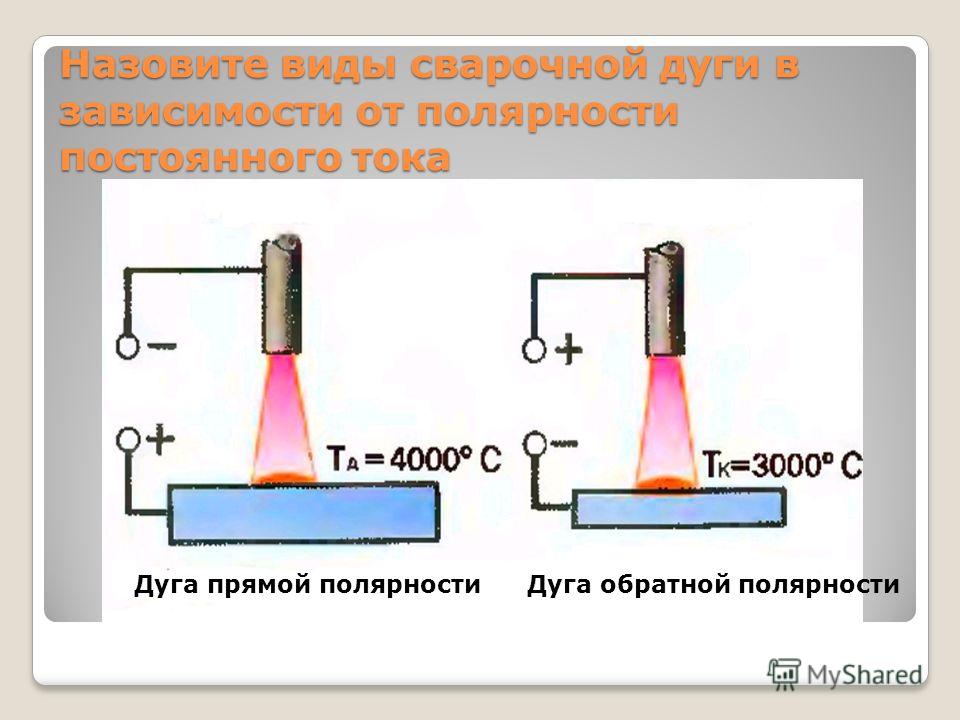
Температура пятна зависит от его вида. В зависимости от подключения различают катодное и анодное пятно. Поэтому температура зависит от клеммы, к которой подключен электрод. Температура анодного пятна может достигать 4000oC, а катодного гораздо ниже – его температура обычно не превышает 3200oC.
При прямом подключении на конце электрода появляется катодное пятно. Заготовка при этом будет анодом, и основная температура будет фиксироваться на самом изделии.
Из-за подключения к положительной клемме обратный ток предполагает, что на электроде образуется анодное пятно. Выступающим катодом основной металл будет получать меньше тепла и будет меньше нагревается.
Помимо температуры есть и другие отличия:
- чтобы получить более глубокую сварочную ванну и более глубокий шов, используют прямое подключение, но при этом шов будет узким, а при обратном шов шире, но не такой глубокий,
- при прямой дуга горит стабильнее, а при обратном токе за ней нужно тщательно следить, чтобы избежать ее скачков и гашения, особенно на низких токах,
- расход электродов на прямом токе выше, потому что они быстрее плавятся, а за счет обратной полярности расход материалов можно снизить,
- из-за слабого нагрева обратный ток практически не способен прожечь металл, поэтому лучше подходит для работы с тонкими изделиями до 3мм, вот прямой ток нагревает сильнее и чаще применяется для более толстых деталей.
Итоговую
схему подключения выбирают по роду металла, его толщине, а также по виду сварочных материалов. Например, многие высоколегированные стали и чувствительные металлы лучше варить обратным током, чтобы снизить вероятность перегрева. Электроды для переменного тока нельзя применять для прямой полярности. Для обратного не подойдут чувствительные к перегреву электроды. Независимо от подключения в каждом случае нужно соблюдать и другие рекомендации по сварочному процессу, особенно в вопросах предварительного нагрева или остывания заготовок.
Электроды для переменного тока нельзя применять для прямой полярности. Для обратного не подойдут чувствительные к перегреву электроды. Независимо от подключения в каждом случае нужно соблюдать и другие рекомендации по сварочному процессу, особенно в вопросах предварительного нагрева или остывания заготовок.
Ответ на этот вопрос очень прост: нет. Суть переменного тока заключается в автоматическом изменении полярности с заданной частотой без переключения. Сварщик никаким образом не может влиять на это и не может самостоятельно менять полярность тока по желанию в принципе. Поэтому
Разница между прямой и обратной полярностью при дуговой сварке
Источники питания для дуговой сварки могут подавать либо переменный, либо постоянный ток, либо обе формы тока. В случае полярности постоянного тока ток течет только в одном направлении; тогда как в случае переменного тока направление тока меняется на противоположное в каждом цикле (количество циклов в секунду зависит от частоты питания). Теперь при дуговой сварке основные металлы соединяются с одной клеммой, а электрод подключается к другой клемме. При наличии достаточной разности потенциалов непрерывный поток электронов между ними через небольшой зазор составляет дугу (основной источник тепла при дуговой сварке). В зависимости от соединений питание постоянного тока может обеспечивать две полярности, как показано ниже:
Теперь при дуговой сварке основные металлы соединяются с одной клеммой, а электрод подключается к другой клемме. При наличии достаточной разности потенциалов непрерывный поток электронов между ними через небольшой зазор составляет дугу (основной источник тепла при дуговой сварке). В зависимости от соединений питание постоянного тока может обеспечивать две полярности, как показано ниже:
- Прямая полярность постоянного тока (DCSP) или отрицательный электрод постоянного тока (DCEN) — когда электрод подключен к отрицательной клемме источника питания, а основные металлы подключены к положительной клемме.
- Постоянный ток обратной полярности (DCRP) или Положительный электрод постоянного тока (DCEP) — когда основные металлы соединены с отрицательной клеммой источника питания, а электрод подключен к положительной клемме.
Прямая полярность постоянного тока и обратная полярность постоянного тока имеют соответствующие плюсы и минусы. Разница между прямой полярностью постоянного тока (DCSP) и обратной полярностью постоянного тока (DCRP) представлена в таблице ниже. Для лучшего понимания вы можете прочитать:
Разница между прямой полярностью постоянного тока (DCSP) и обратной полярностью постоянного тока (DCRP) представлена в таблице ниже. Для лучшего понимания вы можете прочитать:
- Прямая полярность постоянного тока (DCSP) в дуговой сварке
- Постоянный ток обратной полярности (DCRP) при дуговой сварке
| Прямая полярность | Обратная полярность |
|---|---|
| Электрод подключается к отрицательной клемме источника питания, а основные металлы подключаются к положительной клемме. | Неблагородные металлы подключаются к отрицательной клемме источника питания, а электрод подключается к положительной клемме. |
| При достаточной разности потенциалов электроны высвобождаются с кончика электрода и ударяются о поверхность базовой пластины. | Здесь электроны отрываются от поверхности опорной пластины и ударяются о кончик электрода. |
2/3 rd от общего количества тепла дуги выделяется вблизи опорной пластины, а остальная часть выделяется на конце электрода. | 2/3 rd всего тепла дуги выделяется на кончике электрода, а остальная часть выделяется вблизи опорной пластины. |
| Можно легко добиться надлежащего плавления основного металла. Так устраняется непровар и дефекты непровара. | Из-за меньшего выделения тепла вблизи опорной плиты может произойти неполное сплавление опорной плиты. |
| В случае плавящихся электродов скорость осаждения присадочного металла довольно низкая. | Скорость осаждения присадочного металла довольно высока, так как большая часть тепла выделяется на конце электрода. |
| Напряжение дуги и стабильность дуги не зависят от коэффициента излучения рабочего материала. | Напряжение дуги и стабильность дуги в значительной степени зависят от коэффициента излучения рабочего материала. |
| Недостаточное действие дуговой очистки (очистка от окислов). | Очистка дуги хорошая. |
Дефекты включения могут возникнуть, если поверхности опорной пластины не были должным образом очищены перед сваркой. | Благодаря хорошей дуговой очистке снижается тенденция к включению дефектов. |
| DCSP может вызвать сильное искажение и более широкую ЗТВ в свариваемом компоненте. | Искажения меньше с DCRP, а также узкая зона HAZ. |
| DCSP не подходит для сварки тонких листов. | DCSP подходит для сварки тонких листов. |
| Металлы с высокой температурой плавления (например, нержавеющая сталь, титан) могут быть соединены с помощью DCSP. | Металлы с низкой температурой плавления (например, медь, алюминий) могут быть соединены с помощью DCSP. |
Полярность в дуговой сварке – прямая, обратная и переменная полярность
Дуговая сварка – это один из видов процесса сварки плавлением, при котором основные металлы сплавляются под воздействием тепла для образования коалесценции. Требуемое тепло обеспечивается электрической дугой, образованной между положительной и отрицательной клеммами электрической цепи, встроенной в источник питания. Для сварки рабочий металл выполнен одним стержнем, а электрод – другим, и таким образом во внешней цепи между ними образуется дуга. Так как электроны всегда текут от отрицательного вывода к положительному выводу любой внешней цепи, то исходя из установленного соединения возможны два случая:
Для сварки рабочий металл выполнен одним стержнем, а электрод – другим, и таким образом во внешней цепи между ними образуется дуга. Так как электроны всегда текут от отрицательного вывода к положительному выводу любой внешней цепи, то исходя из установленного соединения возможны два случая:
- Электрод подключается к отрицательной клемме источника питания; тогда как основные металлы связаны с положительным полюсом.
- Неблагородные металлы соединяются с отрицательной клеммой источника питания; тогда как электрод соединен с положительной клеммой.
Однако, если источник питания обеспечивает переменный ток (AC), то оба состояния возникают одно за другим в каждом цикле. В основном источники питания для дуговой сварки могут обеспечивать постоянный или переменный ток. Некоторые современные источники питания также имеют возможность преобразования одного из другого (встроенного в преобразователь переменного тока в постоянный), поэтому эти источники могут обеспечивать питание как переменного, так и постоянного тока. Следовательно, дуговая сварка может выполняться на любой из следующих трех полярностей; однако каждый из них имеет определенные преимущества перед другими, как подробно описано в последующих разделах.
Следовательно, дуговая сварка может выполняться на любой из следующих трех полярностей; однако каждый из них имеет определенные преимущества перед другими, как подробно описано в последующих разделах.
Полярность указывает направление протекания тока (другими словами – электронов) между опорными пластинами и электродом во внешней цепи. Помните, что направление потока тока считается противоположным направлению потока электронов.
- Постоянный ток Прямая полярность — происходит, когда электрод становится отрицательным, а опорные пластины — положительным. Таким образом, электроны текут от кончика электрода к опорным пластинам.
- Постоянный ток, обратная полярность — происходит, когда электрод становится положительным, а опорные пластины — отрицательным. Таким образом, электроны текут от базовых пластин к электроду.
- Полярность переменного тока — если источник питания обеспечивает переменный ток, то указанные выше два случая будут происходить друг за другом в каждом цикле.
 В одной половине цикла электрод будет отрицательным (поэтому опорные пластины будут положительными), а в следующей половине электрод будет положительным (поэтому опорная пластина будет отрицательной). Количество циклов в секунду зависит от частоты питания. Например, при частоте питания 60 Гц каждую секунду происходит 60 циклов.
В одной половине цикла электрод будет отрицательным (поэтому опорные пластины будут положительными), а в следующей половине электрод будет положительным (поэтому опорная пластина будет отрицательной). Количество циклов в секунду зависит от частоты питания. Например, при частоте питания 60 Гц каждую секунду происходит 60 циклов.
При питании постоянным током (DC), когда электрод соединен с положительной клеммой, а базовые пластины с отрицательной клеммой, это называется электродом постоянного тока с положительной полярностью (DCEP) или обратной полярностью постоянного тока (DCRP). Таким образом, электроны освобождаются от базовой пластины и текут к электроду через внешнюю цепь. Непрерывный поток лавины электронов в небольшом проходе производит дугу (источник тепла).
Электроны, испускаемые базовыми пластинами (отрицательная полярность), ускоряются из-за наличия разности потенциалов и могут ударяться об электрод (положительная полярность) с очень высокой скоростью. При ударе кинетическая энергия электронов преобразуется в тепловую энергию, что в конечном итоге приводит к сильному выделению тепла вблизи кончика электрода. По эмпирическому правилу считается, что две трети (66%) всего тепла дуги выделяется на электроде; тогда как только одна треть (33%) тепла выделяется на опорной плите. В результате происходит быстрое расплавление электрода и увеличение скорости наплавки металла (только для расходуемых электродов). С другой стороны, базовые пластины не плавятся должным образом из-за отсутствия достаточного количества тепла, и, таким образом, возникают различные дефекты, такие как недостаточное проплавление, отсутствие проплавления, высокое армирование и т. д. Однако поток электронов из базовой пластины удаляет масло, покрытие , оксидный слой или частицы пыли, присутствующие на поверхности базовой пластины (так называемое действие по очистке от оксидов).
При ударе кинетическая энергия электронов преобразуется в тепловую энергию, что в конечном итоге приводит к сильному выделению тепла вблизи кончика электрода. По эмпирическому правилу считается, что две трети (66%) всего тепла дуги выделяется на электроде; тогда как только одна треть (33%) тепла выделяется на опорной плите. В результате происходит быстрое расплавление электрода и увеличение скорости наплавки металла (только для расходуемых электродов). С другой стороны, базовые пластины не плавятся должным образом из-за отсутствия достаточного количества тепла, и, таким образом, возникают различные дефекты, такие как недостаточное проплавление, отсутствие проплавления, высокое армирование и т. д. Однако поток электронов из базовой пластины удаляет масло, покрытие , оксидный слой или частицы пыли, присутствующие на поверхности базовой пластины (так называемое действие по очистке от оксидов).
- Подробнее: Постоянный ток обратной полярности (DCRP) при дуговой сварке.
- Лучшее действие дуги по очистке, что снижает вероятность включения дефектов.

- Высокая скорость наплавки расходуемого электрода, что ускоряет сварку.
- Лучшая производительность при сварке тонких листов. Снижает уровень деформации, остаточное напряжение, полную резку и т. д.
- Подходит для соединения металлов с низкой температурой плавления, таких как медь и алюминий.
- Меньший срок службы неплавящихся электродов.
- Более высокий уровень усиления, если скорость не отрегулирована должным образом.
- Недостаточное плавление и неполное проплавление.
- Не может правильно сплавить толстые пластины или металлы с высокой температурой плавления.
В отличие от DCEP, когда электрод соединен с отрицательной клеммой, а базовые пластины с положительной клеммой, это называется отрицательным электродом постоянного тока (DCEN) или прямой полярностью постоянного тока (DCSP). Таким образом, электроны текут от электрода к опорным пластинам. Следовательно, на опорной пластине выделяется больше тепла, чем на электроде, поэтому скорость осаждения металла снижается. Также устраняют различные дефекты, вызванные непроваром основного металла. Но DCEN не обладает очищающим действием, поэтому могут возникнуть дефекты включения, если опорные плиты не будут должным образом очищены перед сваркой. Плюсы и минусы полярности DCEN обсуждаются ниже.
Следовательно, на опорной пластине выделяется больше тепла, чем на электроде, поэтому скорость осаждения металла снижается. Также устраняют различные дефекты, вызванные непроваром основного металла. Но DCEN не обладает очищающим действием, поэтому могут возникнуть дефекты включения, если опорные плиты не будут должным образом очищены перед сваркой. Плюсы и минусы полярности DCEN обсуждаются ниже.
- Подробнее: Постоянный ток прямой полярности (DCSP) при дуговой сварке.
- Подробнее: Разница между DCEN и DCEP при дуговой сварке.
- Может быть достигнуто достаточное плавление основных металлов и, следовательно, надлежащий провар.
- Меньшая вероятность включения вольфрама (при сварке ВИГ), а также низкое армирование.
- Лучший выбор для сварки металлов с высокой температурой плавления, таких как титан, нержавеющая сталь и т. д.
- Толстые листы также можно правильно соединять.

- Нет действия по очистке дуги, поэтому есть вероятность включения дефектов.
- Высокий уровень искажений.
- Образование высокого остаточного напряжения на сварных деталях.
- Более широкая зона термического влияния (ЗТВ).
- Более низкая производительность из-за более низкой скорости наплавки.
- Не подходит для сварки тонких листов.
Полярность переменного тока дает преимущества как DCEN, так и DCEP; однако лишь в некоторой степени. С источником переменного тока в половине цикла электрод становится отрицательным, а в следующей половине цикла электрод становится положительным. Этот цикл повторяется 50 или 60 раз в секунду в зависимости от частоты питания (50 Гц или 60 Гц). Некоторые источники питания также предусматривают возможность изменения этой частоты.
- Подробнее: Полярность переменного тока при дуговой сварке.
- Подробнее: Сравнение полярностей сварки DCEN, DCEP и AC.
- Умеренная очистка дуги.
- Совместим с большинством типов электродов (но не со всеми).
- Лучшее плавление и проплавление металла шва.
- Подходит для листов различной толщины.
Полярность является одним из решающих факторов, влияющих на качество сварных соединений. Перед сваркой сварщик должен выбрать соответствующую полярность в зависимости от требований, типа наполнителя, типа электрода и основного материала. В следующем списке показаны параметры, на которые обычно влияет полярность сварки. Подробнее читайте: Как полярность влияет на качество дуговой сварки?
- Нанесение наполнителя — При использовании расходуемого электрода полярность DCEP увеличивает скорость осаждения металла. Читайте: Какая полярность дает максимальную скорость наплавки при дуговой сварке и почему?
- Проплавление сварного шва —Полярность DCEN увеличивает проплавление сварного шва.
 Читайте: Какая полярность обеспечивает лучший провар при дуговой сварке и почему?
Читайте: Какая полярность обеспечивает лучший провар при дуговой сварке и почему? - Очистка опорной плиты — DCEP помогает очищать опорные плиты во время сварки, тем самым снижая вероятность включения дефектов. Читайте: Какая полярность обеспечивает лучшую очистку от окислов при дуговой сварке и почему?
- Армирование —DCEP вызывает шаровидный перенос металла, что увеличивает ширину валика сварного шва.
- ЗТВ —Полярность DCEN быстро нагревает опорные плиты и если скорость не регулируется, ЗТВ становится шире.
- Внешний вид сварного шва —AC, сильно зависит от многих других факторов.
Следует отметить, что при выборе полярности сварки необходимо учитывать большое количество факторов; однако ниже обсуждаются лишь несколько основных факторов. Необходимо соблюдать надлежащую осторожность при выборе полярности для конкретного приложения.
- Если основным металлом является алюминий или магний, лучше использовать DCEP, поскольку он может разрушить оксидный слой (оксид алюминия — Al 2 O 3 ), присутствующий на поверхности пластины.
