Обратная полярность при сварке инвертором это: Полярность при сварке инвертором: прямая или обратная
alexxlab | 02.05.2023 | 0 | Разное
Обратная полярность при сварке: особенности применения
Прямая и обратная полярность при сварке инвертором (или любым другим сварочным аппаратом) задает тон всему рабочему процессу и правильный выбор этого параметра напрямую влияет на качество сварного соединения. При обратной полярности к металлическим деталям подают «минус», а к электроду подводят «плюс». В случае с прямой полярностью все наоборот. И это всего лишь одна из нескольких особенностей, которые нужно учесть при сварке. Но сегодня мы остановимся именно на обратной полярности.
В этой статье мы подробнее расскажем про обратную полярность при сварке. Вы узнаете, что такое обратная полярность, при каких условиях выбирается данный тип направленности тока, какое оборудование используется в работе с обратной полярностью и как настроить аппарат, чтобы выполнить работу качественно и быстро.
Содержание
Что такое обратная полярность при сварке? Обратная полярность тока — это процесс подачи положительного электрического заряда на электрод, а отрицательного электрического заряда — на свариваемую металлическую деталь. При этом тепло распределяется в обратной последовательности: электрод существенно перегревается, а деталь наоборот не прогревается вовсе. По этой причине обратной полярностью при дуговой сварке пользуются в особых случаях, когда велик шанс деформировать металл при высокой температуре или требуется выполнить очень аккуратный шов. За счет воздействия высокой температуры металл легко прогревается, шов формируется быстро и ровно.
При этом тепло распределяется в обратной последовательности: электрод существенно перегревается, а деталь наоборот не прогревается вовсе. По этой причине обратной полярностью при дуговой сварке пользуются в особых случаях, когда велик шанс деформировать металл при высокой температуре или требуется выполнить очень аккуратный шов. За счет воздействия высокой температуры металл легко прогревается, шов формируется быстро и ровно.
Обратная полярность просто необходима при сварке нержавейки, тонкого металла, легированной и высокоуглеродистой стали, алюминия и прочим сплавов, легко подвергающихся перегреву. Так, например, ток обратной полярности — обязательный спутник электродуговой сварки с применением флюса или сварки в среде инертного газа. У вас просто не получится качественно наплавить металл, если вы будете использовать, скажем, аргонодуговую сварку и установите прямую полярность.
Многие новички все равно задаются вопросом, почему при некоторых работах используется обратная или прямая полярность при сварке инвертором? Постараемся объяснить подробнее. Обратная полярность применяется в работе, поскольку при горении дуги на конце сварочного стержня образуются участки с высокой концентрацией анодов и катодов. При этом температуры существенно отличаются, область анода может быть горячее области катода на 700 градусов по Цельсию!
Обратная полярность применяется в работе, поскольку при горении дуги на конце сварочного стержня образуются участки с высокой концентрацией анодов и катодов. При этом температуры существенно отличаются, область анода может быть горячее области катода на 700 градусов по Цельсию!
Исходя из этого нетрудно догадаться, что при обратной полярности выделяется огромное количество тепла, что способствует качественному провариванию металла. Если для сварки того или иного металла этот показатель важен, то применяется обратная полярность. Прямая направленность тока используется во всех остальных случаях.
Кстати, при работе с постоянным током обратной полярности электрод сгорает значительно быстрее, чем при работе с прямой полярностью. Это связано опять же с избыточным нагревом стержня. Так что будьте готовы к перерасходу комплектующих. Если вы используете переменный ток, то выбор полярности не актуален вовсе, поскольку направление тока будет постоянно меняться во время работы.

Итак, повторим: полярность устанавливается только при работе с постоянным током. Обратная полярность применяется при сварке особых легко деформирующихся металлов, когда шов нужно сформировать быстро и качественно.
Сварка током обратной полярности не может ни отразиться на свойствах используемого в работе электрода. Через стержень проходит большое количества тепла, а это значит, что и сама деталь очень быстро нагревается, металл легко и глубоко проваривается, при этом практически не разбрызгивается (особенно, при сварке с флюсом).
Можно ли менять полярность прямо во время работы, если на сварочном инверторе (или любом другом типе оборудования) есть такая возможность? Вы, конечно, можете попробовать этот способ в качестве эксперимента, но мы не станем рекомендовать вам это. В этом просто нет необходимости. Но иногда бывают ситуации, когда вы начали работу не с той полярности и внезапно обнаружили это, поэтому хотите выставить другие настройки. Постарайтесь закончить начатое без изменения полярности (если требования к сварному шву не очень высокие). Да, электрод будет прилипать, но с этим нужно смириться. Если шов должен получиться качественным и красивым, то лучше начните работу заново, установив другую полярность.
Да, электрод будет прилипать, но с этим нужно смириться. Если шов должен получиться качественным и красивым, то лучше начните работу заново, установив другую полярность.
Выбор полярности
Давайте еще немного времени уделим правильному выбору полярности. Помимо самого металла важно учесть и электроды или проволоку, которую вы используете в работе. Выбор прямой или работа на обратной полярности при сварке зависит от типа покрытия. Если вы работаете угольным электродом, то подключение обратным способом нежелательно, поскольку такие стержни быстро разрушаются при перегреве. Если вы используете проволоку, которая не имеет никакого покрытия вовсе, то она без проблем расплавится и при прямой полярности, но при использовании с переменным током она даже не нагреется.
Также на выбор полярности влияет то, какой шов вы хотите сделать, какие у него должны быть размеры и форма. При работе с постоянкой и обратной направленностью швы хорошо проплавлены, сварное соединение узкое и неглубокое, поскольку процесс сварки длится недолго из-за высоких температур.
Оборудование
Сварка постоянным током обратной направленности осуществляется только на сварочных аппаратах, предназначенных для такой работы. Выбор сварочного аппарата — это отельная немаловажная тема, поэтому в рамках этой статьи мы расскажем только самое главное. Прежде всего, ваш сварочный аппарат должен иметь возможность работать с разными режимами и подавать проволоку с разной скоростью. Так вы сможете варить аргоном или углекислым газом (это очень важно при сварке нержавейки), но не сможете варить порошковой проволокой, поскольку для этого необходима прямая полярность.
С помощью обратной полярности появляется возможность использовать в своей работе полуавтоматическое сварочное оборудование. Здесь держак и масса подключаются к «плюсу» и «минусу» соответственно. За счет этого флюс выгорает постепенно и полностью, сама сварка происходит в образовавшемся газовом облаке.
Вместо заключения
Выбор полярности при сварке постоянным током — задача не из легких, если вы начинающий сварщик. Нужно учесть все возможные нюансы, связанные с типом и толщиной металла, используемым в работе электродом или присадочной проволокой, а также удачно выбрать сварочный аппарат с нужным вам набором функций. Все это кажется чем-то очень сложным, но поверьте, с опытом вы будете настраивать аппарат и подбирать комплектующие, даже не задумываясь. Изучайте много теории и не забывайте применять ее на практике.
Нужно учесть все возможные нюансы, связанные с типом и толщиной металла, используемым в работе электродом или присадочной проволокой, а также удачно выбрать сварочный аппарат с нужным вам набором функций. Все это кажется чем-то очень сложным, но поверьте, с опытом вы будете настраивать аппарат и подбирать комплектующие, даже не задумываясь. Изучайте много теории и не забывайте применять ее на практике.
Как вам статья?
Прямая и обратная полярность при сварке: какая роль
Содержание
- На что влияет полярность сварки
- Особенности прямой и обратной сварки
- Различия при подключении
- Зависимость от рода напряжения
- Отличия при работе с инвертором и полуавтоматом
- Особенности сварочных работ
- При прямой полярности
- При обратной полярности
- Преимущества и недостатки разных методов
- По каким критериям нужно выбирать полярность
- Толщина металлического листа
- Типы металлов
- Разновидности электродов
- Присадки и прочие расходники
Прямая и обратная полярность сварочных агрегатов постоянного тока позволяет скорректировать температуру на электродах и обрабатываемых деталях. Если подсоединен плюс, анодное термопятно нагреется до 3900 °C. При подключении минуса этот показатель с катодной точкой будет равен 3200 °C. Для сварки разных металлов такое отличие существенно.
Если подсоединен плюс, анодное термопятно нагреется до 3900 °C. При подключении минуса этот показатель с катодной точкой будет равен 3200 °C. Для сварки разных металлов такое отличие существенно.
На что влияет полярность сварки
Работа с рутиловыми электродами возможна на обоих видах полярности. Аналогами типа УОНИ производитель рекомендует варить на «минусе». От сварочной полярности зависит прогрев детали.
На прямой подаче заготовка сильнее накаливается, позволяя сделать глубже шовный участок.
На обратной полярности обрабатываемый элемент прогревается слабее, температура концентрируется на окончании электрода. Второй режим ориентирован на обработку тонкого металла и изделий, чувствительных к перегреву.
Особенности прямой и обратной сварки
Прямо-полярный метод рассчитан на:
- прокатный монтаж из спецсталей методом наплавления;
- неплавящуюся вольфрамовую сварку с применением проволоки для наплавки;
- работу с текучими материалами;
- раскрой заготовок с использованием сварочных приспособлений.

Если случайно сменить полюс, рабочий процесс с постоянным током затянется, шов получится широким, а скорость сжигания расходников увеличится. Обратная полярность уместна при аккуратной проварке заготовки, без допускания прожогов. Такой способ применяется для обработки цветмета, при флюсовой сварке.
Различия при подключении
Отличие при подсоединении обусловлено полюсным перераспределением обрабатываемой детали и электродного держателя. При прямом методе электроны перемещаются к заготовке, на электродное окончание стремится минус. Дуга отличается повышенной компактностью и плотностью. На «обратке» плюс идет на держатель, место контакта термического пятна с металлом рассеянное.
Способ подсоединения полюсов обусловлен физическими параметрами и толщиной детали.
Зависимость от рода напряжения
Если варить на переменном токе, дуга тухнет и разгорается при прохождении синусоидой нуля. На высокочастотном напряжении это изменение визуально незаметно. Род тока обуславливает дуговое постоянство. На аппарате с постоянным показателем возможности по сварке расширены, поскольку можно поменять направление перемещения электронов и дуговую плотность. Это повлияет на соединительное усилие.
На высокочастотном напряжении это изменение визуально незаметно. Род тока обуславливает дуговое постоянство. На аппарате с постоянным показателем возможности по сварке расширены, поскольку можно поменять направление перемещения электронов и дуговую плотность. Это повлияет на соединительное усилие.
На генераторах переменного напряжения кабель подключается в любой конфигурации. Следует учитывать тип тока при подборе электродов. На коробке или в инструкции к расходникам указаны рекомендуемые параметры. Практичнее работать с универсальными элементами, рассчитанными на возможность изменения полюсов.
Отличия при работе с инвертором и полуавтоматом
На терморежим электродного кончика при сварке (постоянный ток) влияет полюсность. С плюсовым подключением показатель достигает почти 4 000 г, на минусе — на 1000 г меньше. Используя прямую и обратную полярность при сварке инвертором, можно точнее корректировать рабочий процесс. Во втором случае расходники сгорают быстрее.
Во втором случае расходники сгорают быстрее.
Особенность сварки полуавтоматом — наличие присадки-проволоки, подаваемой равномерно. Швы ровные, аккуратные за счет равномерного прогрева металлов. Рабочий процесс облегчает встроенный преобразователь электронного типа. Прямая агрегация клемм уместна для стандартной порошковой проволоки.
Постоянный ток обратной полярности на полуавтомате используется для ионизации защитного газа, флюсовых присадок.
Особенности сварочных работ
При сваривании постоянным током обратной полярности добиваются хорошего прогрева детали, получая своеобразную ванну плавления. На ее качество как раз влияет тип полюсности. При завышенном токе нагрев будет больше, изделие накалится до состояния отталкивания от электродуги, что воспрепятствует соединению. Заниженный показатель тоже неэффективен, поскольку не будет нужного термического режима.
При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей.
При прямой полярности
Нюансы работы сварочного оборудования:
- Металл в ванну от расходников стекает по каплям. Создается разбрызгивание изделия, повышается коэффициент плавления.
- Возникает нестабильная электродуга.
- Происходит уменьшение проварки на одной части, на другой — снижается содержание углерода.
- Обеспечивается правильный прогрев детали.
- Присадка меньше накаливается.
- При обработке флюсовых материалов повышается эффективность наплавления.
Черный металл при сварке с прямой полярностью в полости шва почти не содержит углерода, насыщен кремнием и марганцем.
При обратной полярности
Разница минусового подключения в том, что на электрод действует повышенная температура.
Чтобы нивелировать вероятность прогара и повысить качество сварки, нужно помнить о следующих особенностях:
- Снижении токового потенциала, если необходимо уменьшить терморежим на заготовке.
- Начальном применении частичного шва с короткими участками с перемещением к центру, дальнейшем возврате к стыковке на другую сторону, конечной обработке промежуточных зон.
 Это обуславливает снижение коробления материала.
Это обуславливает снижение коробления материала. - Сваривании тонких деталей с регулярным прерыванием дуги.
- Сцеплении материалов внахлест путем их герметичного прижимания между собой. Для этой цели подойдут струбцины или дополнительный груз.
- Сваривании встык с минимальным зазором.
- Соединении тонкого материала с неровными краями при помощи медной либо стальной пластины, служащей для забора тепла.
Зная, что такое прямая и обратная полярность при сварке, нужно учитывать достоинства и недостатки обоих способов. Это позволит изменить подключение клемм, добиться лучшего результата работ.
Преимущества прямой полярности перед обратным методом:
- получение узкого валика шва;
- глубокая проварка детали;
- наличие стабильной электрической дуги;
- широкий ассортимент расходников с разными видами покрытий.
Недостатки:
- разбрызгивание металла;
- повышенный риск прожога заготовок;
- появление остаточного напряжения в местах термообработки.

Достоинства минусовой полярности в том, что схема подходит для аккуратной обработки тонких и специальных сплавов.
К недостаткам причисляют:
- необходимость использования электродов, устойчивых к перегреву;
- малую глубину шовного валика;
- поддерживание короткой дуги.
По каким критериям нужно выбирать полярность
Выбирая тип подключения сварочного аппарата, необходимо обращать внимание на ряд важных критериев. Это позволит не допустить брака или чрезмерного расхода материалов, обеспечить требуемую прочность соединения.
Толщина металлического листа
Детали, толщина которых не превышает 3 мм, часто прожигают. Для сварки подобных заготовок используют обратно-полярную схему, обеспечивая анодное термопятно на краю электрода. Такой подход уместен при обработке цветных, легированных материалов.
Типы металлов
За окончательный нагрев изделий и держателя отвечает плюсовая клемма. На катоде выделяется меньше тепла, чем на аноде. При обработке тугоплавких сталей лучше использовать прямое подсоединение, когда температура достигает 4000 °C. Для металлов, меняющих характеристики при перегреве, подключают минусовую клемму. При прямо-полярной обработке шов углубляется, при «обратке» — сосредотачивается на поверхности.
На катоде выделяется меньше тепла, чем на аноде. При обработке тугоплавких сталей лучше использовать прямое подсоединение, когда температура достигает 4000 °C. Для металлов, меняющих характеристики при перегреве, подключают минусовую клемму. При прямо-полярной обработке шов углубляется, при «обратке» — сосредотачивается на поверхности.
Разновидности электродов
Выбирая марку электродов, учитывают род тока. Для переменного напряжения подходят любые разновидности, поскольку полярность в этом случае не играет никакой роли. Для разновидностей ОК, ОЗС, МР рекомендуют обратное подсоединение. УОНИИ и подобные модификации рассчитаны на прямую схему. Рекомендации производителей указаны на упаковках. Многие сварщики предпочитают универсальные аналоги другим вариантам.
Присадки и прочие расходники
Тугоплавкие электроды, применяемые для создания дуги, чаще используют с прямой полярностью. Работа с наплавочной проволокой предусматривает применение только вольфрамовых элементов. Угольные аналоги неустойчивы к высокой температуре, становятся хрупкими и крошатся.
Сварка с обратной полярностью | American Industrial Supplies
Введение
Сварка с обратной полярностью и когда ее использовать — это вопрос, который возникает регулярно. Это важная тема, так как она сильно повлияет на качество сварного шва. Чтобы понять, когда вам следует использовать сварку с обратной полярностью, вам нужно иметь представление о токе и полярности в целом. В этой статье мы объясним понятия тока и полярности при сварке, а затем подробно рассмотрим сварку с обратной полярностью и как решить, когда ее использовать.
Обзор обратной полярности
Ток течет от источника питания к изделию через электродную проволоку, а затем обратно к земле или земле через соединяемый металлический предмет. Направление этого потока зависит от того, используем ли мы процессы сварки постоянным током, переменным током или импульсным постоянным током.
Направление этого потока зависит от того, используем ли мы процессы сварки постоянным током, переменным током или импульсным постоянным током.
При сварке переменным током ток через равные промежутки времени меняет направление на противоположное. При сварке постоянным током нет реверса тока. Когда вы используете правильную полярность для вашего приложения, вы можете добиться отличных результатов. Однако ключевой вопрос заключается в том, когда использовать сварку с обратной полярностью.
Ток и полярность при сварке
Сварщики, несмотря на практические навыки, все же должны обладать хорошими техническими знаниями, чтобы быть хорошими сварщиками. Одна вещь, которую вы часто услышите в мастерской, это «сварочный ток». Причина этого в том, что сварочные аппараты и электроды имеют маркировку AC или DC, что указывает на полярность тока сварочного аппарата.
Что такое полярность при сварке?
Когда вы включаете сварочный аппарат, образуется электрическая цепь с отрицательным и положительным полюсом – эта особенность известна как полярность. Сварка в значительной степени зависит от полярности и, следовательно, очень важна при сварке, поскольку она влияет на качество и эффективность сварного шва. Использование неправильной полярности может привести к сильному разбрызгиванию, плохому проплавлению и потере контроля над сварочной дугой.
Сварка в значительной степени зависит от полярности и, следовательно, очень важна при сварке, поскольку она влияет на качество и эффективность сварного шва. Использование неправильной полярности может привести к сильному разбрызгиванию, плохому проплавлению и потере контроля над сварочной дугой.
Слова «прямая» и «обратная» полярность относятся к «отрицательной» и «положительной» полярности электрода соответственно. Сварочные токи с положительной (обратной) полярностью электрода обеспечивают большее проплавление, тогда как сварочные токи с отрицательной (прямой) полярностью обеспечивают более быстрое плавление и скорость наплавки. Различные защитные газы также могут оказывать влияние на сварной шов.
Сварка переменным током и сварка постоянным током
Как упоминалось выше, на сварочном оборудовании электроды обычно имеют маркировку переменного или постоянного тока, что указывает на полярность тока аппарата. AC — это сокращение от переменного тока, а DC — это сокращение от постоянного тока.
Постоянный ток течет только в одном направлении, обеспечивая постоянную полярность. При токе частотой 60 Гц переменный ток, как следует из его названия, изменяет течение тока. Половину времени он будет течь в одном направлении, а другую половину времени — в другом. Все это происходит в мгновение ока, полярность меняется 120 раз в секунду (в зависимости от источника питания). Таким образом, если сварочное оборудование имеет обозначение постоянного тока, оно имеет постоянную полярность, а если оно обозначено переменным током, полярность будет колебаться.
Итак, чем отличается сварка переменным и постоянным током?
Для сварщика очень важно понимать определение полярности и то, как она влияет на процесс сварки. Сварка с положительным электродом (сварка с обратной полярностью) обычно приводит к более глубокому проплавлению. Сварка с отрицательным электродом (прямая полярность) приводит к более быстрому расплавлению электрода, что приводит к более высокой скорости наплавки. Объем присадочного металла, вплавленного в сварной шов, называется скоростью наплавки.
Объем присадочного металла, вплавленного в сварной шов, называется скоростью наплавки.
Сварка постоянным током имеет ряд преимуществ, что делает ее предпочтительной альтернативой электродуговой сварке (дуговая сварка в защитных газах или сокращенно SMAW). Такой подход позволяет легко попасть в дугу и создает плавную, устойчивую дугу. Это также снижает вероятность разбрызгивания и простоев, а также помогает избежать трудностей при сварке над головой или в вертикальном положении.
Сварка переменным током, с другой стороны, часто используется с более дешевым оборудованием начального уровня, что делает ее отличным выбором для обучения сварке. Многие сварщики используют его, когда условия заставляют дугу двигаться.
Три разных типа полярности
Полярность подразделяется на три типа: прямая полярность постоянного тока, обратная полярность постоянного тока и полярность переменного тока.
Прямая полярность постоянного тока
Когда пластины положительны, а электроды отрицательны, постоянный ток имеет прямую полярность. В результате электроны переходят от кончика электрода к опорным пластинам.
В результате электроны переходят от кончика электрода к опорным пластинам.
Прямая полярность приводит к более быстрому расплавлению анода и, как следствие, к более высокой скорости осаждения. Состояние может меняться в результате действия различных веществ в покрытии.
Сварка с обратной полярностьюДавайте теперь более подробно рассмотрим обратную полярность, чтобы вы могли лучше понять ее.
Это происходит, когда электрод становится положительным, а пластины – отрицательными. Затем электроны движутся назад от базовых пластин к электроду.
Если источником питания является переменный ток (AC), то каждый цикл будет иметь как прямую, так и обратную полярность. Электрод будет отрицательным в течение половины цикла, поэтому базовые пластины будут положительными. Базовые пластины будут отрицательными на другой половине, а электрод будет положительным. Количество циклов, происходящих в секунду, определяется частотой источника питания.
Ток течет от источника питания к заготовке через электродную проволоку, а затем обратно к земле или земле через соединяемый металлический предмет. Направление этого потока зависит от того, используем ли мы процессы сварки постоянным током, переменным током или импульсным постоянным током.
При сварке переменным током ток через равные промежутки времени меняет направление на противоположное. При сварке постоянным током нет реверса тока. Когда вы используете правильную полярность для вашего приложения, вы можете добиться отличных результатов.
Электрод постоянного тока Положительная полярность (DCEP) при дуговой сварке
Если электрод подключен к положительной клемме, а опорные пластины к отрицательной клемме источника питания постоянного тока (DC), это называется прямой Токовый электрод с положительной или обратной полярностью.
Электроны высвобождаются из базовой пластины и перемещаются к электроду через внешнюю цепь. Дуга создается непрерывным потоком электронов в крошечном канале.
Из-за разности потенциалов электроны, выпущенные из базовых пластин, ускоряются и ударяются об электрод с высокой скоростью. Это преобразует кинетическую энергию электронов в тепловую энергию, что приводит к выделению тепла на кончике электрода.
Как правило, около двух третей всего тепла дуги создается на электроде, а остальная часть выделяется на опорной плите. В результате электрод быстро плавится, а скорость наплавки расходуемых электродов возрастает.
Базовая пластина, с другой стороны, неправильно сплавляется из-за недостаточного нагрева, что может привести к дефектам, таким как отсутствие проникновения или чрезмерное армирование.
С другой стороны, поток электронов, исходящих от базовой пластины, разделяет частицы масла и пыли, которые покрывают оксидные слои на поверхности свариваемых пластин. Это называется очищающим действием от оксидов.
Почему важна обратная полярность?
Если вы не знаете, что означает полярность, вот почему это важно, так как это поможет вам принять решение о том, использовать сварку с обратной полярностью или нет:
1) Если вы не выбрали правильную полярность, вы получите слабые соединения и низкую скорость проникновения.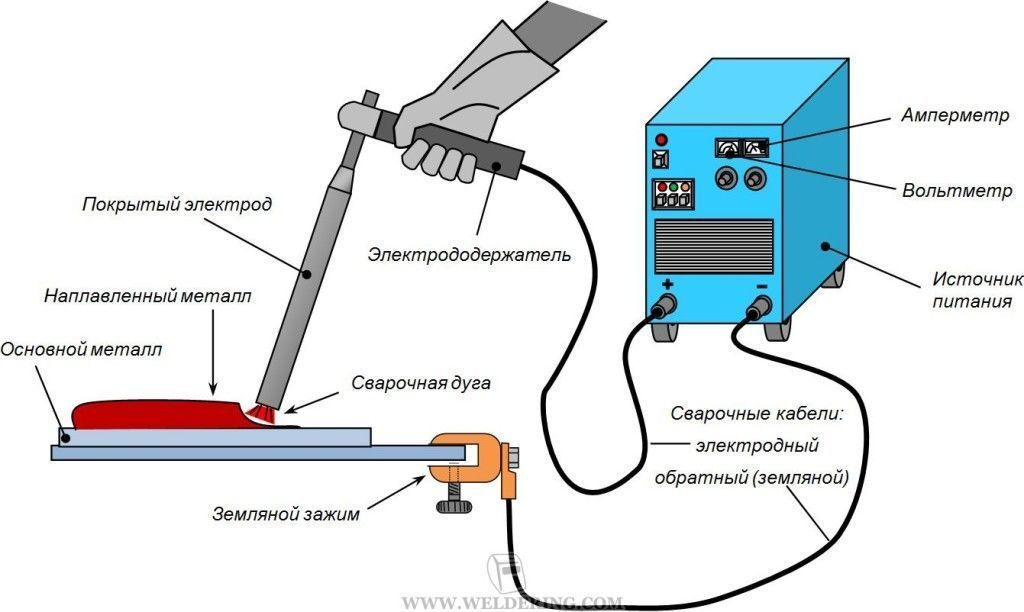
2) Вы также можете столкнуться с чрезмерным накоплением тепла, что может привести к перегоранию.
3) Ваши дуги также будут отклоняться от курса.
4) И, наконец, если вы выберете неправильную полярность, вы получите много брызг.
5) Итак, как вы определяете, когда вам следует использовать сварку с обратной полярностью для вашего проекта? Давай выясним!
Когда следует использовать сварку с обратной полярностью
Использование правильной полярности может означать разницу между хорошим сварным швом и плохим, будучи пористым и, вероятно, слабым, или между сварным швом, который получает достаточное проплавление, и сваркой, которое не получает вообще. Помимо терминологии, может быть трудно определить, когда следует использовать сварку с обратной полярностью.
Сварка электродом и полярность
Для подавляющего большинства сварочных электродов требуется положительная полярность для сварки электродом (SMAW). В действительности почти все сварочные электроды имеют преимущественно положительную (обратную) поляризацию. За некоторыми исключениями, при работе с тонким листовым металлом всегда следует использовать обратную полярность. Поскольку фраза «Реверс» здесь может сбивать с толку, лучше всего просто представить себе «положительный факел», и все будет в порядке.
За некоторыми исключениями, при работе с тонким листовым металлом всегда следует использовать обратную полярность. Поскольку фраза «Реверс» здесь может сбивать с толку, лучше всего просто представить себе «положительный факел», и все будет в порядке.
Сварка МИГ и полярность
Сварка МИГ всегда имеет положительную полярность. Некоторые люди путают сварку MIG со сваркой под флюсом. Они не одинаковы, даже если используемое оборудование похоже или идентично. В сердечнике Flux используется проволока с порошковым флюсом в середине проволоки. Это хорошее решение для сварки в ветреную погоду, которое обеспечивает производительность в любом месте. Хотя по своей сути он не лучше и не хуже, чем MIG, он использует прямую полярность, которая является полной противоположностью MIG. Однако некоторые производители проводов могут выступать за положительную полярность, поэтому внимательно читайте этикетку.
Однако важно помнить, что провода MIG и Flux Core не имеют «дополнительной» полярности. Он будет работать успешно только в том случае, если он положительный. Используя флюсовую проволоку и защитный газ, проволока с двойным экраном сочетает в себе преимущества MIG и Flux Core. Конечно, всегда следуйте полярности, рекомендованной производителем провода, но двойной провод или провод с внешним экраном часто имеет обратную полярность.
Он будет работать успешно только в том случае, если он положительный. Используя флюсовую проволоку и защитный газ, проволока с двойным экраном сочетает в себе преимущества MIG и Flux Core. Конечно, всегда следуйте полярности, рекомендованной производителем провода, но двойной провод или провод с внешним экраном часто имеет обратную полярность.
Сварка ВИГ и полярность
Сварка ВИГ является исключением, так как она всегда сваривает с пламенем на отрицательной клемме (даже при сварке в режиме переменного тока есть причины держать горелку подключенной к отрицательной стороне). Несколько лет назад для сварки алюминия использовался положительный постоянный ток, но проплавление было плохим, и для сварки при относительно низких токах требовался вольфрам большого диаметра из-за того, что тепло концентрировалось на вольфрамовом наконечнике, а не на основном металле. Поскольку сварка алюминия очень проста с помощью аппаратов TIG переменного тока с высокочастотным наплавлением или сварочных аппаратов инверторного типа, таких как серия Everlast PowerTIG, используется только отрицательная полярность горелки постоянного тока.
Независимо от полярности, вам может понадобиться помощь в запоминании, чтобы вспомнить слова полярности. Даже если вам придется пометить свой сварочный аппарат, чтобы не забыть, какую сторону «горелки» использовать, это поможет вам сделать это правильно с первого раза и сведет раздражение к минимуму.
Все еще не уверены, какую полярность использовать?
Существует несколько способов убедиться, что сварка с обратной полярностью подходит для данной работы. Вот они:
1) По инструкции производителя.
2) Просмотрев онлайн-ресурсы, такие как видео на YouTube.
3) Или спросив у того, кто разбирается в этих вещах.
4) Наконец, вы всегда должны сверяться с руководством перед тем, как приступить к следующему проекту.
Теперь давайте рассмотрим каждый метод более подробно.
Способ 1. Инструкции производителя
Производители обычно предоставляют информацию о требованиях к полярности своих продуктов. Они часто включают диаграммы, показывающие ориентацию электродов относительно заготовок. Эти иллюстрации помогут вам понять, как лучше всего настроить ваши машины, и должны объяснить обстоятельства, при которых можно использовать сварку с обратной полярностью.
Эти иллюстрации помогут вам понять, как лучше всего настроить ваши машины, и должны объяснить обстоятельства, при которых можно использовать сварку с обратной полярностью.
Вы должны обратить пристальное внимание на схему, потому что она показывает, где должны быть подключены провода. Например, если вы работаете с алюминием, вы должны соединить их вместе следующим образом:
Способ 2 — Интернет-ресурсы
Еще один отличный ресурс для изучения полярности — YouTube. Доступно множество видеороликов, объясняющих все, что вы хотите знать о правильной настройке оборудования. В некоторых из этих видеороликов даже показаны пошаговые процедуры, как это сделать.
Вот несколько примеров того, где вам следует использовать сварку с обратной полярностью:
Способ 3. Спросите того, кто знает об этом
идти. Он/она может точно сказать вам, как он/она это сделал. Неважно, заплатили ему/ей за свои услуги или нет; все, о чем вы заботитесь, это получить хороший совет.
Итак, когда вы будете готовы начать новый проект, сначала обязательно воспользуйтесь одним из вышеперечисленных методов. Затем внимательно следуйте этим шагам, пока не добьетесь успеха.
Томми Райт
Я работаю в сварочной отрасли более двадцати лет. Я проходил обучение в различных инженерных мастерских, работая над различными проектами, от небольшого производства и ремонта до промышленных проектов. Я специализируюсь на сварке алюминия и пищевой нержавеющей стали, а сейчас руковожу инженерным цехом по производству оборудования для пищевой промышленности.
Сварочная полярность – Простые ответы
Этот пост содержит партнерские ссылки.
Различные процессы сварки требуют различных видов тока. Если вы выберете неправильный тип тока для своего процесса, результаты будут некачественными. Обычно довольно легко понять, когда вы используете неправильную полярность. Сварные швы будут выглядеть ужасно, и вы поймете, что нужно что-то менять. Какова правильная полярность для сварки электродом?
Для сварки TIG на стали требуется отрицательная полярность — в этом случае к горелке течет отрицательный ток, а к заземляющему зажиму — положительный.
Для таких процессов, как сварка стержнем, требуется другой тип полярности, о котором мы поговорим ниже.
Содержание
Положительная полярность (DCEP) №1 Выбор
Штыревые электроды обычно работают с положительной полярностью (DCEP). При такой настройке ваш электрододержатель (жало) имеет положительный ток, протекающий к электроду-стержню (также называемому «стержнем»). Ваш провод заземления будет подключен к отрицательной клемме вашей машины.
Эта положительная полярность стержня подходит для большинства стержней при сварке низкоуглеродистой стали и даже нержавеющей стали. После того, как вы прикрепите лиды таким образом, вам обычно не придется их менять.
Также толщина основного металла не влияет на выбор полярности. Если вы используете сварку стержнем, независимо от того, тонкий или толстый основной металл, DCEP является предпочтительным выбором.
Отрицательный (-) провод заземления слева. Положительный (+) жало справа Как вы можете видеть на Bobcat выше, отрицательная клемма находится в крайнем левом углу. Положительная клемма находится в крайнем правом углу.
Положительная клемма находится в крайнем правом углу.
На некоторых машинах с палочками они могут меняться местами, но они всегда имеют маркировку. Даже небольшие машины начального уровня дадут понять, какой терминал какой.
На некоторых машинах и в руководствах отрицательная клемма может называться «рабочей». Эта «рабочая» терминология просто означает, что именно здесь должен проходить провод заземления.
Таким образом, для большинства электродных сварок лучше всего подходит положительная полярность (DCEP). Большинство удилищ спроектированы с учетом этой полярности, и в ближайшее время это не изменится. Стержень 6010, очень часто используемый электрод, используется с установкой DCEP.
Помните, что положительный электрод в некоторых местах также называют обратной полярностью. Таким образом, для сварки электродом (также называемой процессом SMAW или MMAW) обратная полярность является более подходящим выбором, чем прямая полярность.
Кроме того, некоторым людям нравится передавать эту настройку как положительную по постоянному току. Термин «положительная сварка постоянным током» указывает на настройку DCEP.
Термин «положительная сварка постоянным током» указывает на настройку DCEP.
Полярность переменного тока (переменный ток)
PixabayНекоторые аппараты для дуговой сварки работают на переменном токе. Этот «переменный ток» постоянно переключается между положительной и отрицательной полярностью.
Старые жужжащие устройства Lincoln часто используют переменный ток в качестве источника питания. Некоторые стик-машины могут иметь настройку переменного тока в дополнение к настройкам постоянного тока.
В то время как большинство стержней предназначены для сжигания при постоянном токе, некоторые стержни хорошо работают с переменным током.
Такие стержни, как 6011 и 6013, отлично работают на переменном токе. Они лучше всего работают на нем и разработаны с учетом параметров переменного тока. Стержни
6013 обеспечивают среднее проплавление и отлично подходят для сварки тонких сталей без значительного коробления. Запускать эти удилища лучше всего на переменном токе. Их подвод тепла является управляемым, и они имеют тенденцию изгибать и деформировать металлы гораздо меньше, чем другие процессы.
Их подвод тепла является управляемым, и они имеют тенденцию изгибать и деформировать металлы гораздо меньше, чем другие процессы.
6011 стержни обеспечивают очень глубокое проникновение и могут прожигать ржавчину и даже светлую краску. Эти удилища 6011 представляют собой АС-версию популярного удилища 6010. Для корневых проходов и тяжелых условий эксплуатации стоит попробовать электроды 6011.
В стержнях из нержавеющей стали в конце появляется обозначение удобства использования. Например, EXXX-15, EXXX-16, EXXX-17, EXXX-26 и так далее. Это обозначение указывает полярность, с которой стержень подходит для использования.
Стержни, оканчивающиеся цифрами 16, 17 и 26, можно использовать с переменным током. Эти стержни также можно использовать с DCEP. Однако стержни, оканчивающиеся на 15, подходят только для использования с DCEP.
Так что, если у вас осталась старая машина с удочками переменного тока, не волнуйтесь — есть еще несколько отличных удочек, которые вы можете использовать с ней!
Сварка электродом : Wikimedia Commons (Weldscientist)Когда полярность переменного тока предпочтительна для сварки электродом?
В целом DCEP является предпочтительной полярностью для дуговой сварки.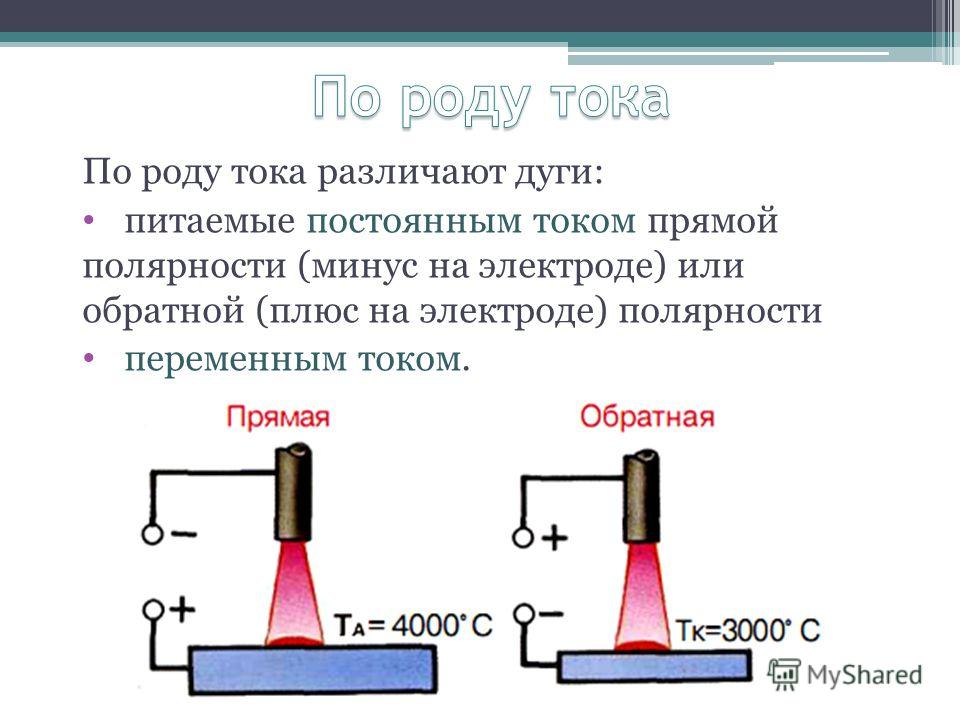 Однако иногда прибегают к полярности переменного тока по следующим причинам:
Однако иногда прибегают к полярности переменного тока по следующим причинам:
- Другого выбора нет: некоторые старые машины имеют источник питания, который выдает только переменный ток. Примером этого типа являются старые машины производства Линкольна, называемые жужжащими коробками. Современные машины, конечно, больше не имеют таких ограничений. Хотя некоторые недорогие машины начального уровня по-прежнему выдают только выход переменного тока.
- Иногда полярность переменного тока используется для решения проблем с дуговым разрядом. Удар дуги — это явление, при котором дуга отклоняется от точки дуги. Это происходит, когда свариваемый основной металл склонен к намагничиванию и используется электрод большого диаметра. Существует множество средств, чтобы противостоять этому. Однако переключение на полярность переменного тока легко реализуемо. Однако в кодированных заданиях это недопустимо, поскольку изменение полярности является существенной переменной. И поэтому не разрешено.

Проблемы, связанные с полярностью переменного тока при сварке электродом
При сварке переменным током ток колеблется между положительным и отрицательным, как синусоида. Обычно частота переменного тока в большинстве стран составляет 50 герц. Таким образом, это изменение с отрицательного на положительное происходит 100 раз в секунду.
Это означает, что ток близок к нулю 100 раз в секунду. См. красную зону на рисунке ниже.
Источник изображения: Lincolnelectric.comЭто означает, что во время сварки дуга часто «выскакивает» или гаснет. Чтобы решить эту проблему, стержни, специально разработанные для работы на переменном токе, имеют в своем покрытии специальные ингредиенты, поддерживающие зажигание дуги.
Однако при сварке переменным током дуга продолжает трепетать. Он менее стабилен, чем полярность постоянного тока.
Какая полярность для электрода E7018? Электрод
E7018, пожалуй, наиболее часто используемый стержень не только в Соединенных Штатах, но, вероятно, и во всем мире. Так что этот вопрос распространен. Стержень
Так что этот вопрос распространен. Стержень
E7018 предназначен для использования с как переменного, так и постоянного тока. При использовании постоянного тока для стержней 7018 используется положительная полярность электрода.
Отрицательная полярность (DCEN)
Хотя это редкость, но при сварке электродом можно использовать отрицательную полярность (DCEN). Обычно он обеспечивает меньшее проникновение, и стержни имеют тенденцию гореть быстрее. Стоит попробовать, если вы свариваете очень тонкую сталь, но это не самое красивое решение.
Сварка стержнем с отрицательной полярностью определенно не является общепринятой практикой. Многие сварщики всю свою карьеру так и не попробовали. Однако, если вы хотите проверить это, сделайте это — это не повредит вашу машину.
Как изменить полярность на сварочном аппарате?
Это просто. Все сварочные аппараты имеют две клеммы, помеченные положительной и отрицательной. Маркировка четко видна рядом с терминалом.
Если вам нужна полярность DCEP, подключите жало к положительной клемме, а заземляющий провод — к отрицательной.
Если вам нужна полярность DCEN, провод с жалом подключается к отрицательной клемме, а провод заземления подключается к положительной клемме.
В современных машинах есть переключатель полярности. Можно просто щелкнуть выключателем, чтобы перейти от одной полярности к другой. Если переключатель недоступен, необходимо поменять местами сварочные кабели, как описано выше.
Другие аспекты полярности при сварке электродом
В кодированных работах важно заранее зафиксировать выбор полярности. Раздел IX ASME, на который ссылается большинство строительных норм и правил в Соединенных Штатах, указывает, что изменение полярности является дополнительной существенной переменной. Для сварки электродом эта переменная отображается как QW 409.4 в таблице QW 253 для дуговой сварки защищенным металлом.
Это означает, что если процедура сварки была аттестована с использованием DCEP, производственный шов также должен выполняться с использованием DCEP.