Обратная цековка: обратная и насадная для цилиндрических отверстий
alexxlab | 08.05.2023 | 0 | Разное
Цековки с цилиндрическим и с коническим хвостовиками, насадные цековки ГОСТ 26258-87 ГОСТ 26259-87
ООО ” Альянс” – продажа металлорежущего, измерительного, деревообрабатывающего инструмента, станочной оснастки и оборудования
E-mail: [email protected]
Если интересующий Вас товар не найден – оставьте запрос, с обязательным указанием правильного e-mail
Главная \ Металлорежущий инструмент \ Цековки ГОСТ 26258-87
Цековки относятся к режущему инструменту и предназначены для обработки опорных поверхностей под крепёжные детали по ГОСТ 26258-87 и ГОСТ 26259-87.
Типы цековок:
- Цековки с цилиндрическим хвостовиком и с постоянной направляющей цапфой
- Цековки с коническим хвостовиком и со сменной направляющей цапфой
- Цековки насадные со сменной направляющей цапфой
- Цековки со сменной направляющей цапфой и хвостовиком под штифтовой замок
ООО “Альянс” предлагает к поставке цековки с цилиндрическим и с коническим хвостовиками, а также насадные цековки по ГОСТ 26258-87, ГОСТ 26259-87 :
- Цековка 4,2 с цапфой 2,5 ц/х хв.

- Цековка 4,2 с цапфой 3,3 ц/х хв.=5 мм
- Цековка 5,1х80 с цапфой 2331-4023
- Цековка 5,97 с цапфой 5,0 ц/х
- Цековка 6 с цапфой 3,5 ц/х хв.=6 мм
- Цековка 6,0 с цапфой 3,5 ц/х хв.=8 мм
- Цековка 6,0 с цапфой 4,0 ц/х хв.=6 мм
- Цековка 6,25 с цапфой 5,0 ц/х
- Цековка 7,25 с цапфой 5,2 ц/х
- Цековка 7,4 с цапфой 4,5 ц/х
- Цековка 7,5 с цапфой 6,0 ц/х
- Цековка 7,6 с цапфой 4,5 ц/х
- Цековка 8,06х80 с цапфой 2331-4022
- Цековка 9,5 с цапфой 7,0 к/х КМ1
- Цековка 10 с цапфой 6,0 к/х КМ1
- Цековка 10,0 с цапфой 8,0 к/х КМ1
- Цековка 10,2 с цапфой 5,0 ц/х
- Цековка 10,6 с цапфой 8,0 к/х КМ1
- Цековка 12 с цапфой 6,5 Р6М5К5 к/х КМ1
- Цековка 12,0 с цапфой 7,8 к/х
- Цековка 12,0 с цапфой 8,5 ц/х
- Цековка 12,0х3 Р6М5 к/х с цапфой z=4 2350-0129
- Цековка 12,1 с цапфой 4,2 ц/х
- Цековка 12,5 с цапфой 3,5 ц/х
- Цековка 12,5 с цапфой 6,0 ц/х
- Цековка 12,5 с цапфой 6,0 ц/х z=2
- Цековка 12,6 с цапфой 8,2 ц/х 12 мм
- Цековка 13 с цапфой 10,0 к/х КМ1
- Цековка 13,0 с цапфой 10,0 к/х КМ2
- Цековка 13,0 с цапфой 6,0 ц/х
- Цековка 13,0 с цапфой 6,0 ц/х z=2
- Цековка 13,0х9,0х19х100 ц/х z=4 обратная,хв.
 8мм
8мм - Цековка 13,2 с цапфой 6,0 ц/х
- Цековка 13,5 с цапфой 7,0 к/х КМ1
- Цековка 13,8 без цапфы Р12Ф2К5 к/х
- Цековка 13,8 с цапфой 6,0 ц/х
- Цековка 13,8 х 20 х 110 без цапфы к/х КМ2 L=30 мм
- Цековка 14 без цапфы к/х КМ1
- Цековка 14,0 без цапфы ц/х
- Цековка 14,0 с цапфой 10,0 к/х КМ1
- Цековка 14,0 с цапфой 10,0 ц/х
- Цековка 14,0 с цапфой 11,0 к/х КМ1
- Цековка 14,0 с цапфой 12,0 к/х КМ2
- Цековка 14 с цапфой 5,0 кон/хв
- Цековка 14,0 с цапфой 5,0 ц/х
- Цековка 14 с цапфой 6,0 ц/х
- Цековка 14,0 с цапфой 6,6 к/х КМ1
- Цековка 14,0 с цапфой 6,6 ц/х
- Цековка 14,0 с цапфой 7,0 к/х КМ1
- Цековка 14,0 с цапфой 7,0 к/х КМ2
- Цековка 14,0 с цапфой 9,0 к/х КМ1 L=300мм L до хв.=230мм
- Цековка 14,2 с цапфой 6,0 ц/х
- Цековка 14,5 с цапфой 10,5 ц/х
- Цековка 15 с цапфой 10,0 L=300мм L до хв.=220мм к/х КМ2
- Цековка 15,0 с цапфой 6,0 к/х КМ2 z=2
- Цековка 15,0 с цапфой 7,0 к/х КМ2
- Цековка 15,2 с цапфой 6,0 ц/х
- Цековка 15,5 с цапфой 12,2 к/х КМ2 z=2
- Цековка 16,0 с цапфой 10,0 кон/хв
- Цековка 16,0 с цапфой 12,0 ц/х
- Цековка 16,0 с цапфой 6,5 ц/х
- Цековка 16,0 с цапфой 8,6 твердый сплав к/х КМ2
- Цековка 16,5 с цапфой 6,0 ц/х
- Цековка 16,5 с цапфой 8,5 ц/х
- Цековка 17 без цапфы
- Цековка 17,0 без цапфы к/х КМ2
- Цековка 17,0 с цапфой 11,0 к/х КМ2
- Цековка 17,0 с цапфой 13,0 к/х КМ2
- Цековка 17,0 с цапфой 5,0 к/х КМ2
- Цековка 17,0 с цапфой 5,0 к/х КМ2
- Цековка 17,0 с цапфой 6,7 к/х КМ2
- Цековка 17 с цапфой 7,0 к/х КМ2
- Цековка 17,0 с цапфой 8,0 ц/х
- Цековка 17,0 с цапфой 8,3 к/х КМ2
- Цековка 17,0 с цапфой 8,5 к/х КМ2
- Цековка 17,0 с цапфой 9,0 к/х КМ2
- Цековка 17,0 с цапфой Р18 (0012)
- Цековка 17,1 с цапфой 6,0 ц/х
- Цековка 18 без цапфы к/х КМ2
- Цековка 18,0 без цапфы к/х КМ3
- Цековка 18,0 с цапфой 11,0 к/х КМ2
- Цековка 18,0 с цапфой 12,0 к/х ВК8 КМ1
- Цековка 18,0 с цапфой 12,0 к/х КМ2
- Цековка 18 с цапфой 14,0 к/х КМ2
- Цековка 18,0 с цапфой 15,0 к/х КМ2
- Цековка 18,0 с цапфой 7,0 к/х КМ2
- Цековка 18 с цапфой 8,0 к/х КМ2
- Цековка 18,0 с цапфой 8,5 к/х КМ1
- Цековка 18,0 с цапфой 8,5 ц/х
- Цековка 18,0 с цапфой 9,0 к/х КМ2
- Цековка 18,2 с цапфой 6,0 ц/х
- Цековка 18,25 с цапфой 7,8 к/х КМ3
- Цековка 18,5 ВК8 без цапфы к/х КМ1
- Цековка 18,5 с цапфой 6,0 ц/х
- Цековка 18,5 с цапфой 6,0 ц/х Р18
- Цековка 18,75 без цапфы к/х КМ2
- Цековка 18,8 без цапфы ВК8 к/х КМ2 L=115мм
- Цековка 19 без цапфы КМ2
- Цековка 19,0х11,0х23х120 ц/х z=4 обратная,хв.
 10мм
10мм - Цековка 19,0х12,25х145 к/х Р6М5К5 со сменной направляющей цапфой КМ2
- Цековка 19,0х13,0х23х120 ц/х z=4 обратная,хв. 12мм
- Цековка 19,0х25 с цапфой
- Цековка 19,2 с цапфой 6,0 ц/х
- Цековка 20 без цапфы ВК8 к/х КМ2
- Цековка 20,0 без цапфы КМ2 к/х
- Цековка 20 с цапфой 10,2 к/х КМ2
- Цековка 20,0 с цапфой 10,6 к/х КМ2
- Цековка 20,0 с цапфой 11,0 к/х КМ2
- Цековка 20 с цапфой 13,0 к/х КМ2
- Цековка 20,0 с цапфой 13,0 к/х КМ3
- Цековка 20,0 с цапфой 6,0 ВК8 к/х КМ1
- Цековка 20,0 с цапфой 6,0 ВК8 ц/х
- Цековка 20,0 с цапфой 7,0 к/х КМ2
- Цековка 20,0 с цапфой 8,5 к/х КМ2
- Цековка 20,0 с цапфой 8,5 ц/х
- Цековка 20,0 с цапфой 9,0 ВК8 к/х КМ1
- Цековка 20,0 с цапфой 9,0 к/х КМ2
- Цековка 20,0 с цапфой 9,0 Р18 к/х КМ2
- Цековка 20,0 с цапфой 9,0 ц/х
- Цековка 20 с цапфой 10 твердосплавная к/х КМ2
- Цековка 20 с цапфой 11 твердосплавная к/х КМ2
- Цековка 20,0х10,7 к/х Р6М5 исп.
 1 с направляющей цапфой.
1 с направляющей цапфой. - Цековка 20,6 с цапфой 6,0 ц/х
- Цековка 21 с направл 2350-4075
- Цековка 21 с цапфой 17,0 к/х КМ2
- Цековка 21,0 с цапфой 2350-4073
- Цековка 21 с цапфой 6,0 ц/х
- Цековка 22 без цапфы
- Цековка 22 без цапфы к/х КМ2
- Цековка 22,0 с цапфой 13,0 к/х КМ2
- Цековка 22,0х11,0х155 к/х тв.сплав со сменной направляющей цапфой КМ2
- Цековка 22,2 Р18 без цапфы. Без центр.отв. к/х КМ3 КИБ
- Цековка 22,5 с цапфой 6,0 ц/х
- Цековка 23 с цапфой 12,0 твердый сплав к/х КМ3
- Цековка 23 с цапфой 15,0 к/х КМ2
- Цековка 23,0 с цапфой 15,0 твердый сплав к/х КМ3
- Цековка 23,0 с цапфой 6,0 ц/х
- Цековка 24 без цапфы к/х КМ2
- Цековка 24,0 без цапфы к/х КМ3
- Цековка 24,0 с цапфой 10,2 Р18 к/х КМ3
- Цековка 24,0 с цапфой 11,0 к/х КМ3
- Цековка 24 с цапфой 12,0 к/х КМ3
- Цековка 24,0 с цапфой 12,5 твердый сплав к/х КМ3
- Цековка 24,0 с цапфой 13,0 к/х КМ3
- Цековка 24,0 с цапфой 14,0 к/х КМ3
- Цековка 24,0 с цапфой 14,0 твердый сплав к/х КМ3
- Цековка 24,0 с цапфой 14,5 L=160мм L до хв.
 =50 мм КМ3
=50 мм КМ3 - Цековка 24,0 с цапфой 14,5 Р18 L=220мм L до хв.=120 мм КМ3
- Цековка 24 с цапфой 15,0 к/х КМ3
- Цековка 24,0 с цапфой 15,25 к/х КМ3
- Цековка 24,0 с цапфой 15,5 Р18 к/х КМ3
- Цековка 24,0 с цапфой 16,0 к/х КМ3
- Цековка 24 с цапфой 20,0 к/х КМ3
- Цековка 24,0 с цапфой 8,4 Р18 к/х КМ3 L=220мм
- Цековка 24,0х12,8х170 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 24х13х150 к/х со сменной направляющей цапфой КМ3
- Цековка 24,0х13,0х165 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 24,0х15,0х170 к/х Р6М5 со сменной направляющей цапфой КМ3
- Цековка 24,5 без цапфы к/х КМ3
- Цековка 25 без цапфы
- Цековка 25,0 с цапфой 15,8 тв.сплав к/х КМ3
- Цековка 25,0 с цапфой 2323-4686
- Цековка 25,0 с цапфой 6,0 к/х КМ3
- Цековка 25,0 с цапфой 6,0 ц/х
- Цековка 25,0 с цапфой 6,5 к/х КМ3
- Цековка 25,0 с цапфой 8,0 к/х КМ3
- Цековка 25,0 с цапфой 9,0 к/х КМ3
- Цековка 25,0х10,0х150 к/х со сменной направляющей цапфой КМ3
- Цековка 25,0х10,0х160 к/х тв.
 сплав со сменной направляющей цапфой КМ3
сплав со сменной направляющей цапфой КМ3 - Цековка 25,0х10,0х165 к/х со сменной направляющей цапфой КМ3
- Цековка 25,0х10,0х170 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 25,0х12,0х185 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 25,0х14,0х150 к/х со сменной направляющей цапфой КМ3
- Цековка 25,0х15,0х185 к/х Т15К6 со сменной направляющей цапфой КМ3
- Цековка 25,0х16,2х170 к/х со сменной направляющей цапфой КМ3
- Цековка 25,1 с цапфой 2325-4101
- Цековка 25,43 с цапфой 15,0 к/х z=2
- Цековка 26 без цапфы к/х КМ3
- Цековка 26,0 без цапфы твердый сплав КМ3
- Цековка 26,0 Р6М5 к/х без цапфы z=4 2350-0115
- Цековка 26 с цапфой 10,2 к/х КМ3
- Цековка 26 с цапфой 10,5 к/х КМ3
- Цековка 26 с цапфой 11,0 к/х КМ2
- Цековка 26,0 с цапфой 11,0 к/х КМ3
- Цековка 26,0 с цапфой 11,7 Р18 к/х КМ3
- Цековка 26,0 с цапфой 11,85 к/х КМ2
- Цековка 26 с цапфой 12,0 к/х КМ3
- Цековка 26,0 с цапфой 13,0 L=220мм мм КМ3
- Цековка 26,0 с цапфой 13,0 к/х КМ3
- Цековка 26,0 с цапфой 14,0 к/х КМ3
- Цековка 26,0 с цапфой 16,0 L=220мм мм КМ3
- Цековка 26,0 с цапфой 16,0 к/х КМ3
- Цековка 26,0 с цапфой 16,0 Р18 к/х КМ3
- Цековка 26 с цапфой 17 к/х КМ3
- Цековка 26,0 с цапфой 20,0 к/х КМ3
- Цековка 26,0 с цапфой 20 Р18 к/х КМ3
- Цековка 26,0 с цапфой 6 к/х КМ3
- Цековка 26,0 с цапфой 7 к/х КМ3
- Цековка 26,0 с цапфой 8,3 к/х КМ2
- Цековка 26,0 с цапфой 9 к/х КМ3
- Цековка 26,0 с цапфой 9,8 к/х КМ3
- Цековка 26,0х10,0х140 к/х со сменной направляющей цапфой КМ3
- Цековка 26,0х10,0х150 к/х тв.
 сплав со сменной направляющей цапфой КМ3
сплав со сменной направляющей цапфой КМ3 - Цековка 26,0х10,3х170 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 26,0х10,7х165 к/х со сменной направляющей цапфой КМ3
- Цековка 26,0х11,0х150 к/х со сменной направляющей цапфой КМ3
- Цековка 26,0х11,0х165 к/х со сменной направляющей цапфой КМ3
- Цековка 26,0х12,0х160 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 26,0х12,0х170 к/х Р6М5 со сменной направляющей цапфой КМ3
- Цековка 26,0х12,4х170 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 26,0х12,8х160 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 26,0х12,8х170 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 26,0х13,8х190 к/х со сменной направляющей цапфой КМ3
- Цековка 26,0х14,0х150 к/х со сменной направляющей цапфой КМ3
- Цековка 26,0х14,0х160 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 26,0х14,0х165 к/х со сменной направляющей цапфой КМ3
- Цековка 26,0х15,0х155 к/х тв.
 сплав. со сменной направляющей цапфой КМ3
сплав. со сменной направляющей цапфой КМ3 - Цековка 26,0х15,0х185 к/х Т15К6 со сменной направляющей цапфой КМ3
- Цековка 26,0х16,0х160 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 26,0х16,25х170 к/х Р6М5 со сменной направляющей цапфой КМ3
- Цековка 26,0х16,5х180 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 26,0х17,0х160 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 26,0х17,0х170 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 26,5 с цапфой 13,0 к/х КМ3
- Цековка 26,5 с цапфой 17,0 к/х КМ3
- Цековка 26,5х12,8х190 к/х со сменной направляющей цапфой КМ3
- Цековка 26,5х13,0х170 к/х со сменной направляющей цапфой КМ3
- Цековка 27х16,0х190 к/х со сменной направляющей цапфой КМ3
- Цековка 27,0х18,0х180 к/х со сменной направляющей цапфой КМ3
- Цековка 27,2х16,0х190 к/х со сменной направляющей цапфой КМ3
- Цековка 27,2х17,8х185 к/х со сменной направляющей цапфой КМ3
- Цековка 27,8 с цапфой 8,5 к/х КМ3
- Цековка 27,8 с цапфой 8,5 к/х КМ4
- Цековка 28 без цапфы к/х КМ3
- Цековка 28,0 с цапфой 11,0 к/х КМ3
- Цековка 28,0 с цапфой 13,0 к/х КМ3
- Цековка 28,0 с цапфой 13,0 Р18 к/х КМ3
- Цековка 28 с цапфой 14,4 Р18 к/х КМ3
- Цековка 28,0 с цапфой 15,0 к/х КМ3
- Цековка 28,0 с цапфой 15,2 Р18 к/х КМ3
- Цековка 28,0 с цапфой 16,0 Р18 к/х КМ3
- Цековка 28,0 с цапфой 16,0 Р18 к/х КМ3 L=220мм
- Цековка 28,0 с цапфой 17,0 к/х КМ3
- Цековка 28,0 с цапфой 17,0 Р18 к/х КМ3
- Цековка 28,0 с цапфой 17,0 Р18 к/х КМ3 L=220мм
- Цековка 28,0 с цапфой 18,5 Р18 к/х КМ3 L=220мм
- Цековка 28,0 с цапфой 18,9 Р18 к/х КМ3
- Цековка 28,0 с цапфой 20,0 к/х КМ3
- Цековка 28 с цапфой 20,0 к/х КМ3 б/у
- Цековка 28,0 с цапфой 20,0 Р18 к/х КМ3
- Цековка 28,0 с цапфой 20,0 Р18 к/х КМ3 L=220мм
- Цековка 28,0 с цапфой 22,0 к/х КМ3
- Цековка 28,0 с цапфой 8,4 Р18 к/х КМ3
- Цековка 28,0 с цапфой 8,5 к/х КМ3
- Цековка 28х18,25х190 к/х ЭП688 порошковая сталь со сменной направляющей цапфой КМ3
- Цековка 28,0х19,0х190 к/х со сменной направляющей цапфой КМ3
- Цековка 29 с цапфой 18,0 к/х КМ3
- Цековка 29,0 с цапфой 20,0 к/х КМ3
- Цековка 29,0 с цапфой 22,0 к/х КМ3
- Цековка 29,0х12,3х185 к/х со сменной направляющей цапфой КМ3
- Цековка 29,0х16,0х180 к/х со сменной направляющей цапфой КМ3
- Цековка 29,0х18,0х190 к/х со сменной направляющей цапфой КМ3
- Цековка 29,0х22,0х180 к/х со сменной направляющей цапфой КМ3
- Цековка 29,0х22,0х195 к/х со сменной направляющей цапфой КМ3
- Цековка 30 без цапфы к/х КМ3
- Цековка 30 Р6АМ5 z=4 к/х КМ3 с отверстием под цапфу d=10 мм ГОСТ 26258-87
- Цековка 30,0 без цапфы цил.
 хв.14мм z=10
хв.14мм z=10 - Цековка 30,0 без цапфы твердый сплав L=180мм L до хв.=75 мм к/х КМ3
- Цековка 30,0 с цапфой 11,0 к/х КМ3 ВК8
- Цековка 30,0 с цапфой 14,0 твердый сплав КМ3
- Цековка 30,0 с цапфой 16,0 к/х КМ3
- Цековка 30 ВК8 z=2 с цапфой 16,9 к/х КМ3
- Цековка 30,0 с цапфой 17,0 к/х КМ3
- Цековка 30,0 с цапфой 18,5 твердый сплав L=180мм L до хв.=75 мм КМ3
- Цековка 30 с цапфой 20,0 твердый сплав L=180мм L до хв.=75 мм КМ3
- Цековка 30,0 с цапфой 23,0 к/х КМ3
- Цековка 30х12,6х190 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 30,0х12,8х190 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 30,0х12,9х190 к/х Т5К10 со сменной направляющей цапфой КМ3
- Цековка 30,0х16,8х195 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 30,0х20,0х190 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 30,0х22,0х195 к/х тв.сплав со сменной направляющей цапфой КМ3
- Цековка 30,5 с цапфой 11,0 к/х КМ3
- Цековка 32 без цапфы к/х КМ3
- Цековка 32,0 с цапфой 16,0 твердый сплав к/х КМ3
- Цековка 32,0 с цапфой 17,0 к/х КМ3
- Цековка 32,0 с цапфой 18,5 твердый сплав L=180мм L до хв.
 =75 мм КМ3
=75 мм КМ3 - Цековка 32,0 с цапфой 22,0 к/х КМ3
- Цековка 32,0 с цапфой 22,0 Р18 L=225мм L до хв.=130 мм КМ3
- Цековка 32,0 с цапфой 25,0 к/х
- Цековка 32,0 с цапфой 25,0 Р18 L=225мм L до хв.=130 мм КМ3
- Цековка 32,0х20 твердосплавная к/х с цапфой z=4 2350-0778
- Цековка 32,1 с цапфой 16,3 ВК8 L=180мм L до хв.=75 мм КМ3
- Цековка 33 с цапфой 18,0 твердый сплав КМ3
- Цековка 33,0 с цапфой 18,5 твердый сплав КМ3
- Цековка 33,5 Р18 без цапфы. Без центр.отв. к/х КМ3 КИБ
- Цековка 34 без цапфы к/х КМ4
- Цековка 34,5 Р9М4К8 без цапфы к/х КМ3 КИБ
- Цековка 36,0 без цапфы к/х КМ4
- Цековка 38 без цапфы к/х КМ4
- Цековка 38 с цапфой 24,0 ВК8 к/х КМ3
- Цековка 38,0 с цапфой 28,0 ВК8 к/х КМ3
- Цековка 38,0 с цапфой 28,0 ВК8 к/х КМ3 Z=2
- Цековка 38,0 с цапфой 28,0 ВК8 к/х КМ3 Z=2 (+ 2 сменных ножа)
- Цековка 38,0 с цапфой 36,0 твердый сплав L=275мм L до хв.
 =120 мм к/х КМ4
=120 мм к/х КМ4 - Цековка 39 без цапфы к/х КМ4
- Цековка 40 без цапфы к/х КМ4
- Цековка 40 Р6М5 z=4 без цапфы, с отверстием под сменную цапфу КМ4 2350-0735 ГОСТ 26258-87
- Цековка 40 с цапфой 15,0 к/х КМ4
- Цековка 40,0 с цапфой 22,0 Т5К10 L=275мм L до хв.=120 мм к/х КМ4
- Цековка 42 с цапфой 20,0 твердый сплав КМ4
- Цековка 42,0 с цапфой 27,0 твердый сплав КМ4
- Цековка 42,0 с цапфой 30,0 Р9 к/х
- Цековка 44 с цапфой 20,0 ВК8 к/х КМ3
- Цековка 44,0 с цапфой 30,0 твердый сплав L=235мм L до хв.=135 мм КМ3
- Цековка 44,0х34 твердосплавная к/х с цапфой z=4 L-275х60мм 2350-5300-03
- Цековка 45 с цапфой 26,0 к/х КМ4
- Цековка 45,0 с цапфой 41,0 к/х
- Цековка 45,0 с цапфой 41,0 к/х КМ4
- Цековка 45,0х30 твердосплавная к/х с цапфой z=4 L-275х60мм 2350-5300-02
- Цековка 46,0 с цапфой 25,0 ВК8 к/х КМ3
- Цековка 48 без цапфы ВК8 к/х КМ3 L=245 мм
- Цековка 48,0 с цапфой 25,0 ВК8 к/х КМ3
- Цековка 49,0 без цапфы ВК8 к/х КМ3 L=260 мм
- Цековка 50 цапфой 17,0 прямые канавки L=205 мм L раб.
 =60 мм КМ4
=60 мм КМ4 - Цековка 50,0х250х50 z=4 твердосплавная к/х без цапфы 2350-5456 КМ4
- Цековка 50,7 с цапфой 30,5 Т5К10 L=240мм L до хв.=65 мм КМ5
- Цековка 50,7 с цапфой 30,5 Т5К10 L=340мм L до хв.=160 мм КМ5
- Цековка 52 с цапфой 9,0 ВК8 к/х КМ3
- Цековка 55 с цапфой 30,0 ВК8 к/х КМ4
- Цековка 56 с цапфой твердосплавная к/х z=4 L-260мм 2350-5159-04
- Цековка 58 с цапфой 28,0 ВК8 к/х КМ3
- Цековка 59 с цапфой 28,0 ВК8 к/х КМ3
- Цековка 60х40 с цапфой z= 4 твердосплавная к/х 2350-0174
- Цековка 65 с цапфой 35,0 ВК8 к/х КМ4
- Цековка 66 с цапфой 35,0 ВК8 к/х КМ4
- Цековка 90 с цапфой 45,0 твердый сплав КМ4
- Цековка 100 с цапфой 72,0 твердый сплав КМ4
- Цековка под М6 – 11х5х80 ц/х Р6М5 с постоянной направляющей цапфой,хв 8мм
- Цековка под М8 – 15х6,9х100 ц/х Р6М5 с постоянной направляющей цапфой,хв 12.5мм
- Цековка под М10 – 18х8,5х100 ц/х Р6М5 с постоянной направляющей цапфой,хв 12.
 5мм
5мм - Цековка насадная 20 мм 4638
- Цековка насадная 25х10 мм Р18 МН 727 – 60
- Цековка насадная 32х12 мм 2350-2004 Р18
- Цековка насадная 32,0х13х24 ВК8 обратная со штифтовым замком (без оправки и цапфы)
- Цековка насадная 33х13 мм ВК8 с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 34х16 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 35х16 мм Р18
- Цековка насадная 36х16 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 38Х16 мм Р18
- Цековка насадная 38,0х16 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 38,0х16х30 ВК8 обратная со штифтовым замком (без оправки и цапфы)
- Цековка насадная 38,0х20х30 ВК8 обратная со штифтовым замком (без оправки и цапфы)
- Цековка насадная 38,5 х16 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 40 твердосплавная кольцевая
- Цековка насадная 40,0х14 мм с поперечной шпонкой тв.
 сплав (зенкер с торцевым зубом)
сплав (зенкер с торцевым зубом) - Цековка насадная 40,0Х16 мм Р18
- Цековка насадная 40,1х16 мм Т15К6 с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 42х16 мм тв. сплав с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 42,0х16мм тв.сплав с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 43х14 мм Р18 с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 44х19 мм Р18 с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 45,5х16 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 46х16 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 50х16 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 50,0х18 мм Р18
- Цековка насадная 50,0х22 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 50,5х16 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 51х19 мм Р18 с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 52х22 мм Р18
- Цековка насадная 53х22 мм Р18 с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 53,5 со сменной цапфой 26мм на оправке к/х
- Цековка насадная 55х27мм Р18
- Цековка насадная 57х19 мм Р6М5 с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 57,0х20 мм Р18 с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 57,5х22 мм Р6М5 с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 58х35 мм Р18
- Цековка насадная 60х22 с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 60,0х30 мм Р18
- Цековка насадная 60,0х25х30 ВК8 обратная со штифтовым замком (без оправки и цапфы)
- Цековка насадная 60,0х25х30 Р6М5 обратная со штифтовым замком (без оправки и цапфы)
- Цековка насадная 60,0х32х35 ВК8 обратная со штифтовым замком (без оправки и цапфы)
- Цековка насадная 60,5х22 с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 61х22 с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 65х22 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 65,0х22 мм с поперечной шпонкой (зенкер с торцевым зубом) + оправка КМ4
- Цековка насадная 70х25 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 70,0х36 мм Р18
- Цековка насадная 75х36 мм Р18
- Цековка насадная 80х25 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 82х25 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 85х25 мм с поперечной шпонкой (зенкер с торцевым зубом)
- Цековка насадная 95х25 мм с поперечной шпонкой (зенкер с торцевым зубом)

Поставку производим во все регионы России через транспортные грузоперевозочные компании.
Для оформления заказа свяжитесь с отделом продаж ООО “Альянс”
прайс-листы
вернуться на главную страницу
© 2004 – 2023 ООО “Альянс”
Перепечатка, а равно использование материалов с данного сайта, разрешена только по согласию с владельцем.
Показать на карте
создание сайтов: megagroup.ru
Что такое цековка по металлу. Виды и назначение инструмента
Цековку по металлу используют при вторичной обработке отверстий в конструкциях промышленного оборудования. Это позволяет получить опорную или контактную область с высокой точностью сопряжения. Обработанные отверстия используют для монтажа различных крепежных элементов: болтов, винтов или шпилек. Надежное крепление элементов конструкции – основа качественной сборки, поэтому цекование применяют во всех отраслях промышленности с высокими технологическими требованиями к производственному процессу.
Обработанные отверстия используют для монтажа различных крепежных элементов: болтов, винтов или шпилек. Надежное крепление элементов конструкции – основа качественной сборки, поэтому цекование применяют во всех отраслях промышленности с высокими технологическими требованиями к производственному процессу.
Что такое цековка и зачем она нужна?
С технической точки зрения она представляет собой цилиндрический инструмент осевого типа, у которого режущие элементы расположены сзади на торцевой части инструмента. По бокам у цековки обычно располагаются глубокие канавки — с их помощью производится быстрое удаление стружки. Для надежности цековка фиксируется с помощью цапфы — она обеспечивает точное перпендикулярное направление рабочего инструмента, что благоприятно сказывается на точности обработки.
Цековка может устанавливаться на промышленные и ручные дрели, на токарные станки, на различное металлорежущее оборудование. Обратите внимание, что сзади расположен элемент в виде хвостика — он обеспечивает надежную фиксацию инструмента на металлорежущем инструменте, что благоприятно сказывается на точности резки.
У цековки все режущие элементы находятся позади осевой части — поэтому сверлить таким инструментом нельзя. В каких же сферах деятельности тогда можно использовать этот инструмент и какие технологические задачи он позволяет решить?
Сферы применения цековок
Цековки используют для работы по чугуну, стали, цветным металлам. Инструмент повышает качество обрабатываемой поверхности и гарантирует строгую перпендикулярность отверстия оси готового изделия.
Цековка используется для создания опорных плоскостей в отверстиях под винты, шайбы, болты, кольца. Также инструмент необходим для зачистки торцов закладных частей конструкций.
Для обратной цековки (развертывания) используют инструменты с большим количеством лезвий (до 14). Эта операция позволяет сделать выемку цилиндрической формы максимально точной.
Автомобилисты применяют цековки для проточки поршней. Самостоятельное проведение операции позволяет с использованием цековки проточить клапаны, не обращаясь к токарям. Желательно перед ремонтом изучить чертежи и потренироваться на старых поршнях.
Желательно перед ремонтом изучить чертежи и потренироваться на старых поршнях.
Конструкция инструмента
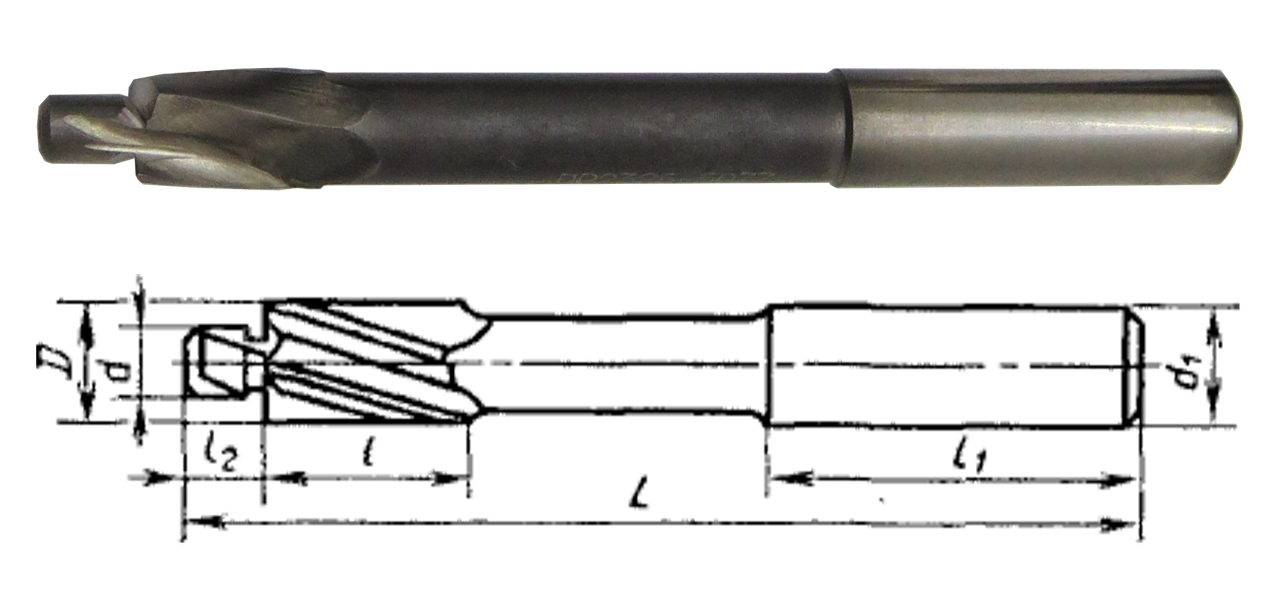
Разбирая общую конструкцию цековки, её можно представить как стержень, состоящий из хвостовой, рабочей и соединительной частей. Посредством первой они зажимаются в металлообрабатывающем станке. На второй располагаются режущие кромки, цапфа, и именно она напрямую контактирует с заготовкой. Третья просто передаёт крутящий момент от производственной установки в рабочую зону цековки.
По ГОСТ 26258-87 изготавливаются следующие виды цековок:
- с цилиндрическим хвостиком и постоянной направляющей цапфой;
- с коническим хвостиком и сменной направляющей цапфой;
- с хвостиком под штифтовой замок и сменной направляющей цапфой;
- насадные цековки со сменной направляющей цапфой.
Форма хвостика инструмента определяет, каким образом он крепится в станке. Цилиндрические концы вставляются в патрон оборудования напрямую, конические используют переходник, конус Морзе, а для хвостиков под штифтовый замок, нужно чтобы таковой имелся на станке.
Конфигурация рабочей части определяет обрабатываемый диаметр опорной плоскости, и с каким материалом такой инструмент может работать. Цековки по металлу изготовляются из быстрорежущей стали и с твердосплавными вставками. Для изготовления целиковых торцевых зенковок с цилиндрическим хвостиком применяется только быстрорежущая сталь. В других случаях, например в насадных, могут добавляться пластины из твёрдых сплавов. Они расширяют возможности инструмента, позволяя обрабатывать заготовки не только из обычной конструкционной стали, но и из чугуна. Крепление вставок осуществляется при помощи тонкого слоя припоя из латуни или сплава МНМц 68-4-2. Количество лезвий варьируется от двух до четырёх. По длине стержня в рабочей зоне прорезаны канавки, по которым отводиться стальная стружка. Также по всей протяжённости рабочей части цековки или длине твердосплавных пластин, в случае их наличия, она имеет обратную конусность с постоянным углом наклона.
Получение отверстий
Для того чтобы досконально разобраться в том, что такое зенкерование, необходимо иметь представление, как делают отверстия в деталях. Допустим, в заготовке необходимо просверлить отверстие пятого класса точности диаметром 12 мм.
Допустим, в заготовке необходимо просверлить отверстие пятого класса точности диаметром 12 мм.
Важный показатель, который влияет на максимальные и минимальные значения — это требуемый квалитет. Например, необходимо выполнить чистовое зенкерование отверстия на диаметр 85 мм с квалитетом Н11. Исходя из таблиц полей допусков отверстий при номинальных размерах от 1 до 500 мм, для 11 квалитета (для диаметров от 80 мм до 120 мм) поле допуска составляет: верхнее значение — «+220», а нижнее -«0», то есть 85 +220 мм. Максимальный диаметр рассверливаемого отверстия не может превышать 85,22 мм, а минимальный — 85 мм.
При этом допуск на размер — это разница между D max и D min , то есть он будет составлять 0,22 мм. Если же говорить о браке, то для отверстия неисправимым будет считаться диаметр выше значения 85,22 мм, а исправимым — меньше 85 мм.
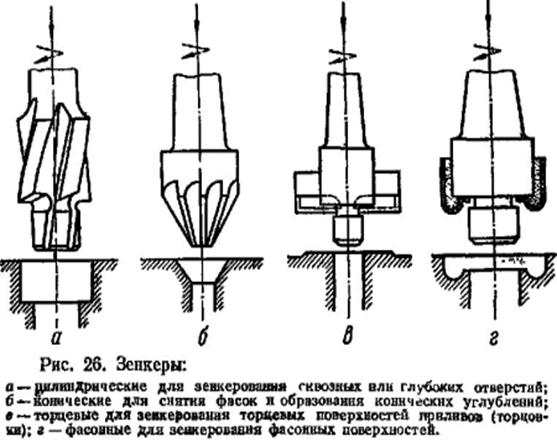
Зенковка – это металлорежущий инструмент с несколькими рабочими лезвиями, предназначенный для обработки предварительно просверленных отверстий цилиндрической или конической формы. С помощью зенковки, при выборе необходимого типа инструмента, можно получить различные по конфигурации углубления в отверстиях обрабатываемых деталей. Не следует путать зенковку с зенкерованием, рассверливанием отверстий на всю длину для повышения качества поверхности.
С помощью зенковки, при выборе необходимого типа инструмента, можно получить различные по конфигурации углубления в отверстиях обрабатываемых деталей. Не следует путать зенковку с зенкерованием, рассверливанием отверстий на всю длину для повышения качества поверхности.
Разновидности
В России изготавливают следующие разновидности:
- С цилиндрическим литым или сварным хвостиком, который скрепляется вместе с цапфой-фиксатором. Подобная разновидность деталей является самой распространенной на производствах, где в течение длительного времени используются одни и те же инструменты, поэтому мастер не нуждается в точной настройке инструментов.
- С коническим хвостиком, который имеет подвижное сочленение с цапфой-фиксатором. При необходимости цапфу можно снять и заменить на другую, что позволяет увеличить точность обработки. Подобные цековки обычно используются, если нужна очень высокая точность обработки. Например, при работе с цветными металлами и пластичными сплавами.

- Также существуют цековки насадного типа, со сменными хвостиками и/или цапфами. Они встречаются достаточно редко, поскольку первые две разновидности деталей почти полностью покрывают все основные случаи применения. Однако все-таки нестандартные цековки все еще можно встретить — при обработке дорогих металлов и сплавов, где требуется минимальный выход стружки, при работе со сверхпрочными металлами, при работе с нестандартными инструментами.
Также различают две разновидности цековок в зависимости от типа режущих поверхностей:
- Цековки, выполненные из стали целиком. Обладают хорошей прочностью и твердостью. Хорошо режут все основные металлические сплавы за исключением сверхпрочных разновидностей стали. Не требуют какого-либо специфического ухода или осмотра, долго сохраняют свою прочность.
- Цековки со сверхпрочными напайками. Обладают сверхвысокой прочностью, поэтому хорошо режут все металлы включая сплавы повышенной прочности. Имеют ограниченный срок действия, поскольку напайки со временем теряют свою прочность.
 Поэтому периодически нужно проводить осмотр, а в случае обнаружения дефектов необходимо заменить деталь на новую.
Поэтому периодически нужно проводить осмотр, а в случае обнаружения дефектов необходимо заменить деталь на новую.
Применение скребковых конвейеров
Область применения рассматриваемого механизма весьма обширна. Часто механизм устанавливается в нижеприведенных случаях:
- Транспортировка породы. Примером можно назвать горнодобывающую промышленность, в которой нужно проводить транспортировку материала на дальнее расстояние или проводить ее подъем.
- Выступает в качестве опоры при перемещении струга.
Рассматривая область применения скребка не стоит забывать о том, что она ограничена. Это связано с тем, что скребковый конвейер не может применяться для перемещения хрупких материалов и деталей. Это связано с существенным воздействием, которое оказывается на поверхность.
Конструктивные особенности
Цековка относится к металлообрабатывающим приспособлениям осевого типа. Она включает в себя три составляющие:
- Рабочая часть.
 На конце инструмента расположена контактная зона с режущими лезвиями для обработки металлической поверхности. К ней также относят направляющую цапфу.
На конце инструмента расположена контактная зона с режущими лезвиями для обработки металлической поверхности. К ней также относят направляющую цапфу. - Хвостовая часть. Находится с противоположной стороны, фиксируется в патроне станка.
- Соединительная часть. Расположена между вышеуказанными элементами. Ее предназначение – передача крутящего момента от станка к режущим кромкам.
Цековка может представлять собой монолитное приспособление или сборную конструкцию в зависимости от типа исполнения.
Особенность инструмента – торцевое расположение лезвий.
В процессе выполнения работ очень важен механизм удаления снятой металлической стружки. В цековках эту функцию выполняют винтовые каналы, расположенные в боковой части приспособления.
Направляющая цапфа отвечает за качество обработки и угол наклона цековки в процессе выполнения работ. Это достигается благодаря надежной фиксации цапфы после погружения инструмента в отверстие. Таким образом работы ведутся в заданной плоскости, без осевого смещения.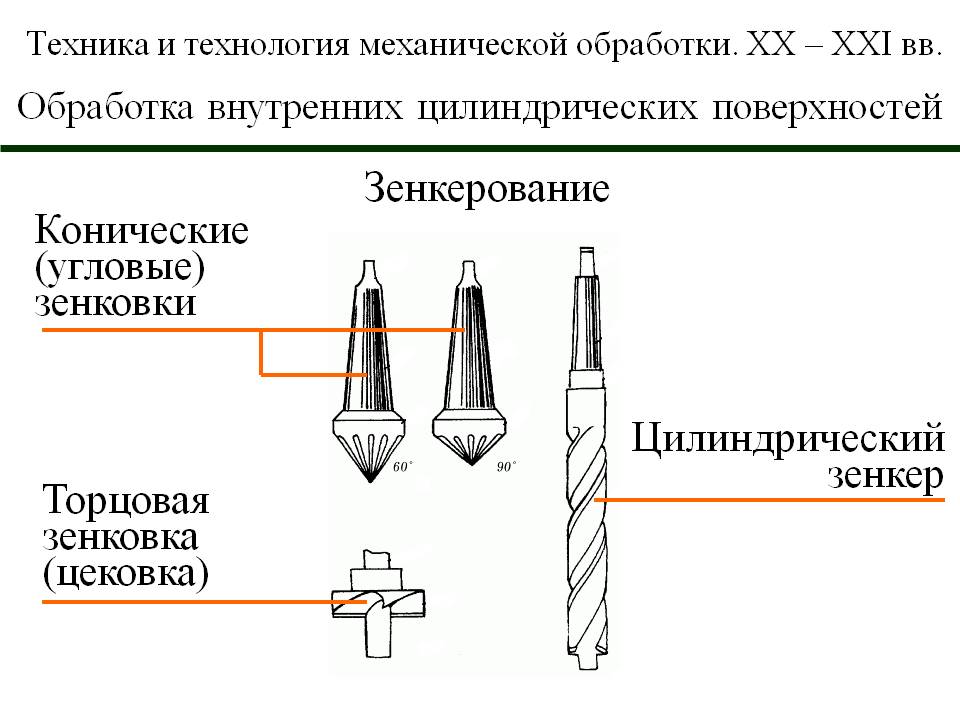
Процесс монтажа цековки не отличается от действия прочих приспособлений осевого типа: хвостовик зажимается патроном станка.
Конструкция
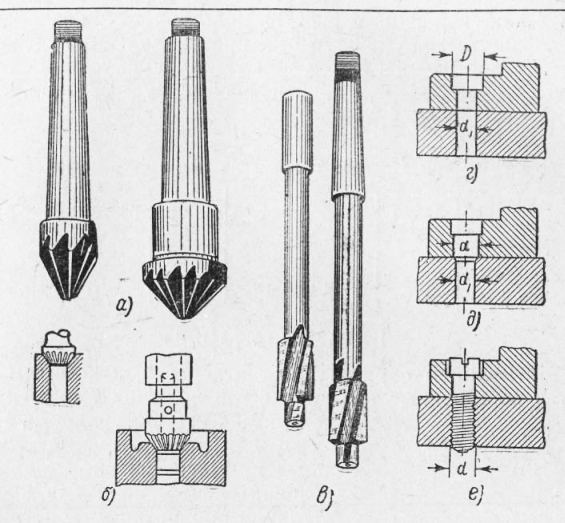
Зенковка коническая состоит из двух основных элементов — рабочей части и хвостовика. Рабочая часть имеет конус со стандартным рядом углов на вершине от 60 до 120°. Количество режущих лезвий зависит от диаметра инструмента и может быть от 6 до 12 штук.
Цилиндрическая зенковка по своей конструкции похожа на сверло, но имеет больше режущих элементов. На торце расположена направляющая цапфа необходимая для фиксации положения инструмента в процессе обработки. Ограничитель может быть съёмным или быть часть тела инструмента. Первый вариант более практичен, так как расширяет возможности обработки. Также может быть установлена режущая насадка.
При необходимости рассверливания нескольких отверстий на равную глубину применяется инструмент с державками с вращающимся или неподвижным ограничителем. Перед обработкой зенковка фиксируется в державке таким образом, чтобы режущая часть выступала из упора на расстояние равное требуемой глубине обработки отверстий.
Инструмент изготавливается из инструментальных легированных, углеродистых, быстрорежущих и твердосплавных марок стали. Для обработки чугунных деталей чаще всего используются твердосплавные стали, для обычных сталей – быстрорежущие и инструментальные.
Основные технические требования к изготовлению цековок
Согласно ГОСТ 26258 насадной инструмент, а также инструмент с рабочей частью, диаметр которой до 8 мм, и цилиндрическим хвостовиком изготовляют цельным. Цековки с рабочей частью, диаметр которой свыше 8 мм, и цилиндрическим хвостовиком, а также с хвостовиком под замок и коническим делают сварными. В месте сварки не должны допускаться трещины и поджоги, а в сварочном шве – окисление, свищи и поры.
Корпус вдоль стружечной части винтовых канавок и хвостовик всех цековок выполняют из стали 45Х, 40Х (ГОСТ 4543) либо 45 (ГОСТ1050). В зависимости от исполнения инструмента материал его рабочей части будет следующим:
- У цековок 1-го исполнения режущая часть и гребни винтовых канавок из быстрорежущей стали, изготовленной по ГОСТ 19265.

- У 2-го исполнения – материал режущей части это одна из следующих марок твердого сплава по ГОСТ 3882: Т15К6, Т5К10, ВК6М, ВК6. Размеры и форма твердосплавных пластин согласно ГОСТ 25400.
Для крепления твердосплавных пластин на рабочей части в качестве припоя должны использоваться сплав МНМц 68-4-2 или латунь марок Л68 либо Л63 (ГОСТ 15527). При пайке следует формировать слоя припоя толщиной до 0,2 мм.
На всех поверхностях инструмента не должно быть следов коррозии, заусенцев, трещин и раковин, на шлифованных – черновин, а на режущей части – прижогов и сколов. После термообработки цековки ее центровые отверстия не должны иметь разработанных мест и забоин.
Обратная конусность кромок рабочей части инструмента должна быть равномерной: у цековок 2-го исполнения вдоль длины твердосплавных пластин, а 1-го исполнения – рабочей части. Величина обратной конусности инструмента с рабочей частью, выполненной из быстрорежущей стали, не должна выходить за пределы значений 0,08–0,16 мм из расчета на 100 мм длины, а оснащенного пластинами из твердого сплава – 0,05–0,10 мм на размер пластины.
Требования государственных стандартов к изготовлению цековок
Требования к производству цековок определяет ГОСТ 26258-87. Так, согласно этому документу, инструмент насадного типа, а также тот, диаметр рабочей части которого не больше 8 мм, а хвостовик имеет цилиндрическую форму, производится в цельном виде. Инструменты, диаметр режущей части которых составляет более 8 мм, со всеми типами хвостовиков, должны иметь сварную конструкцию. К качеству сварных швов, при помощи которых изготавливается такой инструмент, предъявляются высокие требования. В этих швах исключается наличие трещин и прожогов, они не должны содержать следов окисления, трубчатых полостей и пор.
Основной стержень цековок, включая хвостовик, делают из стали марок 45, 40 Х или 45Х. Для режущей части могут быть использованы следующие материалы.
- Инструменты, которые целиком изготовлены из быстрорежущей стали, выполняются из материала, требования к которому оговариваются положениями ГОСТа 19265.
- Материалами для режущей части цековок с твердосплавными пластинами могут быть ВК6, ВК6М, Т5К10, Т15К6. Требования к характеристикам материала таких пластин оговариваются в ГОСТе 3882, а к их геометрической форме и размерам – в ГОСТе 25400.
Твердосплавные пластины на рабочей части инструмента фиксируются при помощи припоя марок МНМц 68-4-2, латуни марок Л63 или Л68. Толщина припоя должна составлять не менее двух десятых миллиметра.
Материал цековок с твердосплавными пластинами
Как и поверхность сверл, резцов и других металлорежущих инструментов, поверхность цековок должна быть лишена дефектов – следов коррозии, трещин, пустот и заусенцев. На шлифованной части не допускается наличие трещин и надрывов, а на рабочей – сколов и прижогов. Центровые отверстия цековок после закалки и отпуска не должны иметь углублений и разработанных мест.
Такой геометрический параметр цековки, как обратная конусность (уменьшение диаметра по направлению к хвостовику), должен отличаться равномерностью по всей длине рабочей поверхности (для инструмента из быстрорежущей стали), по всей высоте режущих пластин (для инструмента с твердосплавными напайками). Допуски на указанный параметр, согласно чертежу и требованиям нормативного документа, должны составлять для цековок из быстрорежущей стали не более 0,08–0,16 мм на 100 мм длины рабочей части, для цековок с напайками из твердого сплава – 0,05–0,1 мм на весь размер пластин.
Допуски на указанный параметр, согласно чертежу и требованиям нормативного документа, должны составлять для цековок из быстрорежущей стали не более 0,08–0,16 мм на 100 мм длины рабочей части, для цековок с напайками из твердого сплава – 0,05–0,1 мм на весь размер пластин.
Скребковый штанговый конвейер
Особой разновидностью скребкового конвейера можно назвать штанговую конструкцию. Она получила широкое распространение в механообрабатывающих цехах. Конструктивными особенностями можно назвать следующее:
- Основа представлена металлическим желобом.
- Внутри расположена штанга, которая снабжается специальными шипами.
- Для обеспечения фиксации штанги при ее перемещении устанавливаются специальные направляющие.
- В качестве привода устанавливается гидравлический толкатель, совершающий возвратно-поступательное движение.
Ключевыми особенностями можно назвать простоту конструкции, а также возможность выполнения ремонта и обслуживания своими руками. Устанавливается скребковый конвейер в производственных цехах. Места загрузки перекрываются люками с решетками. Недостатком можно назвать повышенный износ, а также отсутствие возможности транспортировки вещества мелкой фракции.
Устанавливается скребковый конвейер в производственных цехах. Места загрузки перекрываются люками с решетками. Недостатком можно назвать повышенный износ, а также отсутствие возможности транспортировки вещества мелкой фракции.
Отличие цекования от других металлообрабатывающих операций
Цекование – чистовая операция, которая следует после зенкерования и обычно перед развёрткой. В процессе устраняются незначительные дефекты предыдущей обработки. Мастер убирает шероховатости с поверхности отверстия и придаёт ему правильную геометрию. При цековании вырезаются конические и цилиндрические выемки под головки крепёжных элементов и получается гладкая поверхность для качественного контакта детали с ними.
Все операции из цикла создания отверстий в заготовке: сверление, зенкерование, расточка и цекование (зенкерование) выполняются на одинаковом оборудовании. Применяют для этого сверлильные, фрезерные, токарные и расточные станки.
Боковые поверхности цилиндрических углублений под болты должны соответствовать установленным чертежами размерам и требованиям по качеству. Процесс их обработки называют обратной цековкой. Для неё используются зенковки с большим количеством режущих кромок, иногда их число доходит до четырнадцати.
Процесс их обработки называют обратной цековкой. Для неё используются зенковки с большим количеством режущих кромок, иногда их число доходит до четырнадцати.
Параметры, задаваемые на станке при обработке являются расчётными и определяются по действующим в отрасли нормативам и чертежам изделия. Сюда входят: подача, глубина и скорость резания, эффективная и потребная мощность, а также коэффициент рациональности, рассчитываемый для выбранного режима работы.
Цековка и зенковка: отличия
Цековка от зенковки имеет меньше отличий, чем кажется непосвященному человеку. А именно: цековками называют торцевые зенковки. Так что, если вам необходимо выровнять торцевые части уже сформированного углубления, требуется цековка. Для снятия фасок, удаления заусенцев и изменения конфигурации отверстий купите зенковку по металлу.
Назначение инструмента
Принцип действия цековки схож с работой другого обрабатывающего инструмента – зенкера.
Зенкер предназначен для расширения готовых отверстий круглого сечения путем резания лезвиями инструмента.
При этом толщина удаляемого слоя металла невелика.
Цековку очень редко используют вручную ввиду низкой точности такого метода обработки. В зависимости от характера работ ее устанавливают на следующие станки:
- сверлильные;
- фрезерные;
- расточные;
- токарные.
Наибольшее распространение инструмент получил в качестве средства обработки на станках сверлильного типа.
Острые элементы цековки расположены в торцевой части. Они равномерно распределены по периметру основного вала, который вращается вокруг своей оси. Такая конструкция послужила причиной распространения инструмента для применения на сверлильных установках.
Цекование металла может преследовать следующие цели:
- получение идеально ровной опорной плоскости, расположенной под углом 90° относительно отверстия;
- устранение дефектов внутренней поверхности отверстий;
- снятие фаски на кромке;
- шлифовка наплывов и заусенцев металла;
- создание многоступенчатых отверстий.
У инструмента отсутствуют требования к материалу обрабатываемой детали. Он одинаково хорошо справляется со всем видами черных и цветных металлов, а также сплавов на их основе.
Точность работы соответствует современным стандартам, применяемым при производстве деталей точного машиностроения до 2 класса точности.
Операция цекования
Процессом цекования называют специальную обработку сложных отверстий в металлоизделиях с помощью цековки. С помощью цековальных работ можно осуществить подготовку проймы перед другими операциями и процессами металлообработки и улучшить качество обрабатываемых внутренних элементов металлической детали. Цекование отверстий мастер делает на станке в режиме резания. Процесс выполняется, как правило, на небольшой скорости из-за сложности. В ходе процесса зенкования пройм осуществляется не только цековка внутреннего отверстия заготовки. Также цекованием можно выровнять торцевые элементы с внутренней стороны изделия, удалить наплывы и заусенцы с деталей, снять фаски с кромок, сформировать ступенчатые проймы и обработать углубления сложной конфигурации.
Общие правила по работе с цековкой
Применяя цековку на производстве, следует придерживаться нижеуказанных рекомендаций:
- При обработке внешних плоскостей деталей хвостик инструмент фиксируется упорной гайкой со штифтовым замком.
- Отверстие для крепежа делают за два прохода. Сначала его рассверливают, оставляя немного на последующую обработку, затем, убирая лишнее цековкой, получают необходимый размер и форму.
- При цековании направляющая цапфа должна иметь достаточную разницу в размере с отверстием, в противном случае в результате температурного расширения металла детали и самого инструмента, цековка может застрять.
- При создании выемок для скрывания шляпок метизов применяют цековки с углом на вершине 90°. Уменьшают угол тогда, когда в процессе обработки становится заметен такой дефект отверстия как огранка.
- Цекование твёрдых металлов осуществляют инструментом с твёрдосплавными пластинами.
- Работая с хрупкими металлами, используют специальные торцевые зенкеры с одним зубом и радиально расположенной передней поверхностью.

- Чтобы гарантировать соосность обрабатываемой выемки и отверстия, используют инструмент с направляющей цапфой.
Эксплуатируют цековку и в домашних условиях, где действуют те же общие правила и принципы работы данным инструментом.
Цекование отверстия: основные правила
Цекование отверстия — это операция, которая проводится на станках с минимальным ходом. Для работы оптимален режим зенкерования, настроенный на сверлильном, токарном, расточном или другом слесарном оборудовании. В отдельных ситуациях используют инструменты комбинированного типа, которые за один подход выполняют несколько операций: сверление, зенкерование, ценкование, зенкование и т. п. Все эти процессы — часть операции сверления.
Несмотря на то что режущие инструменты в основном используют на промышленном оборудовании, покупают цековки и для домашних нужд. В работе с таким инструментом мастерам следует придерживаться нескольких правил.
- При обработке открытых плоскостей зафиксируйте на хвостовике упор, используя упорную гайку и контргайку.

- При цековании отверстия под шляпки винтов и болтов берите инструмент с углом при вершине в 90 градусов. Необходимость уменьшения угла оправдана для сохранения огранки на поверхности обрабатываемых отверстий.
- Делайте углубления в 2 этапа. Вначале рассверлите отверстие до нужного диаметра, затем придайте ему требуемые форму и размер.
- Следите, чтобы направляющая инструмента не соприкасалась с втулкой всей поверхностью. Если не следовать этому правилу, цековка по металлу застрянет во втулке из-за сильного нагревания материала, вызванного вращением шпинделя.
Скребковые конвейера ТСЦ 50 тонн в час
Этот вариант исполнения предназначен для транспортировки материалов, которые получаются при обработке дерева. Примером можно назвать опилки или щепу различной фракции. Располагается короб в горизонтальной плоскости и под углом до 45 градусов. Есть возможность установки других углов.
Подобный механизм применяется в промышленности на протяжении достаточно длительного периода. Первая модель уже устанавливалась в 1988 году. Транспортировка материала осуществляется по верхнему желобу, также есть возможность использования нижнего. При изготовлении основной части применяется нержавеющая сталь, которая покрывается лакокрасочным материалом для повышения степени защиты. Минимальная мощность двигателя составляет 4 кВт.
Первая модель уже устанавливалась в 1988 году. Транспортировка материала осуществляется по верхнему желобу, также есть возможность использования нижнего. При изготовлении основной части применяется нержавеющая сталь, которая покрывается лакокрасочным материалом для повышения степени защиты. Минимальная мощность двигателя составляет 4 кВт.
Обратные зенковки | Brown Aviation & Aircraft Tools
Загрузите наш полный каталог Загрузите наш мини-каталог Brown Aviation Tool Supply, LLC | Предметы
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
BSF SOLO GH-Z/E | Инструменты для точечной обработки и зенковки
Швейцарская точность с 1961 годаПодкатегории
Решения HEULE для точечной обработки/зенкования
Автоматизированные решения для крупносерийного производства
BSF: Разработанный для обработки с ЧПУ, наш инструмент BSF представляет собой экономичный инструмент для точечной обработки/зенкования в обратном направлении, который позволяет обрабатывать большие цековки и зенковки до 2 . 3 хд.
3 хд.
SOLO: Самый быстрый и долговечный инструмент для точечной обработки/зенкеровки на рынке, SOLO способен резать самые сложные материалы и зенковать геометрию.
GH-Z/E: Для производства крупных деталей и турбинной промышленности GH-Z/E производит прямые и обратные цековки и зенковки, а также зенкеры специальной формы и другие контурные формы. Разработаны и изготовлены для удовлетворения ваших конкретных потребностей.
BSF
Решение для точечной обработки с большим передаточным числом
- Зенковки до 2,3xd
- Сменные лезвия с твердосплавным покрытием для увеличения срока службы инструмента
- Подходит для станков с ЧПУ со сквозной подачей СОЖ
- Работает без устройства предотвращения вращения, изменения направления вращения или каких-либо приспособлений станка
- Простой поворотный механизм в сочетании с внутренней системой подачи СОЖ обеспечивает оптимальную производительность резания, что обеспечивает равномерную заточку и меньше бракованных деталей
- Все компоненты инструмента и лезвия легко заменяются
- Инструмент работает как вертикально, так и горизонтально
В наличии на складе для немедленной доставки в размерах
от 6,5 мм до 20,5 мм (0,256″ до 0,807″)
Подробнее о BSF 9 0543
SOLO
Мощная автоматическая передняя и задняя зенковка/зенковка
- Самый прочный и эффективный автоматический инструмент для торцовки и зенковки спереди и сзади на рынке
- Отличное соотношение цены и качества
- Блокировка от вращения или стопор не требуются
- Подходит для всех станков с ЧПУ, трансферных, дисковых и многошпиндельных станков
- Полностью закрытая головка предотвращает загрязнение охлаждающей жидкости
- Режущее лезвие с приводом от штифта предотвращает забивание системы стружкой
- Простота в обращении, система быстрой смены лезвий (вставок) с модульной настройкой.

Каждый инструмент Solo спроектирован и изготовлен в соответствии с вашими спецификациями и изготовлен для обеспечения превосходной прочности и качества. Инструментальная система SOLO полностью настраивается для создания нескольких элементов в одном инструменте, включая индексируемые зенкеры, фасонные зенкеры и многое другое.
Подробнее о SOLO
GH-Z/E
Надежный автоматизированный инструмент для торцевой и задней зенкеровки
- Предназначен для передней и задней зенкеровки крупных деталей
- Возможность изготовления прямых и обратных цеков, а также специальных зенкеров и других форм контура
- Предотвращает взаимодействие стружки при активации лезвия
- Модульная инструментальная система с подачей СОЖ через центр
- Подходит для станков с ЧПУ
- Широко используется в турбинной промышленности и производстве крупных деталей
- GH-Z: две эффективные фрезы
- GH-E: одинарная фреза для зенковки с большим передаточным отношением
Инструменты GH-Z/E позволяют выполнять зенковку с диаметром отверстия, в два раза превышающим диаметр плюс 1 мм.