Оценка состояния оборудования – 5. Методы оценки технического состояния оборудования – Ассоциация EAM
alexxlab | 02.01.2020 | 0 | Разное
5. Методы оценки технического состояния оборудования – Ассоциация EAM
материал предоставил СИДОРОВ Александр Владимирович
5.1. Общее понятие об оценке технического состояния оборудования
Техническое состояние – состояние оборудования, которое характеризуется в определенный момент времени при определённых условиях внешней среды значениями параметров, установленных регламентирующей документацией [1].
Контроль технического состояния – проверка соответствия значений параметров оборудования требованиям, установленным документацией, и определение на этой основе одного из заданных видов ТС в данный момент времени.
В зависимости от необходимости проведения ТОиР различают следующие виды ТС [2]:
- хорошее – ТОиР не требуются;
- удовлетворительное – ТОиР осуществляются в соответствии с планом;
- плохое – проводятся внеочередные работы по ТОиР;
- аварийное – требуется немедленная остановка и ремонт.
С целью установления фактического ТС оборудования, выявления дефектов, неисправностей, других отклонений, которые могут привести к отказам, а также для планирования проведения и уточнения сроков и объёмов работ по ТОиР проводятся технические обследования (осмотры, освидетельствования, диагностирование). Технические обследования оборудования, эксплуатация которого регламентируется нормативными актами, проводится в порядке, установленном соответствующими нормативными актами.
Технический осмотр – мероприятие, выполняемое с целью наблюдения за ТС оборудования.
Техническое освидетельствование – наружный и внутренний осмотр оборудования, испытания, проводимые в срок и в объёмах, в соответствии с требованиями документации, в том числе нормативных актов, с целью определения его ТС и возможности дальнейшей эксплуатации.
Техническое диагностирование – комплекс операций или операция по установлению наличия дефектов и неисправностей оборудования, а также по определению причин их появления.
5.2. Методы оценки технического состояния оборудования
Различают субъективные и объективные методы оценки ТС оборудования.
Под субъективными (органолептическими) методами подразумеваются такие методы оценки ТС оборудования, при которых для сбора информации используются органы чувств человека, а также простейшие устройства и приспособления, предназначенные для увеличения чувствительности в рамках диапазонов, свойственных органам чувств человека. При этом для анализа собранной информации используется аналитико-мыслительный аппарат человека, базирующийся на полученных знаниях и имеющемся опыте. К субъективным методам оценки ТС относят визуальный осмотр, контроль температуры, анализ шумов и другие методы.
Под объективными (приборными) методами подразумеваются такие методы оценки ТС, при которых для сбора и анализа информации используются специализированные устройства и приборы, электронно-вычислительная техника, а также соответствующее программное и норма-тивное обеспечение. К объективным методам оценки ТС относятся вибрационная диагностика, методы неразрушающего контроля (магнитный, электрический, вихретоковый, радиоволновой, тепловой, оптический, радиационный, ультразвуковой, контроль проникающими веществами) и другие.
5.3. Порядок и особенности проведения визуального осмотра оборудования
Порядок проведения осмотров оборудования основывается на последовательном обследовании его элементов по кинематической цепи их нагружения, начиная от привода до исполнительного элемента. Для этого необходимо знать конструкцию оборудования, состав и взаимодействие его элементов.
Вначале проводится общий осмотр оборудования и окружающих его объектов. При общем осмотре изучается картина состояния оборудования. Общий осмотр может носить самостоятельный характер и применяется при периодических осмотрах оборудования технологическим персоналом.
Под детальным понимается тщательный осмотр конкретных элементов оборудования. Детальный осмотр в зависимости от требований соответствующих нормативных и методических документов, проводится в определённом объёме и порядке. Во всех случаях детальному осмотру должен предшествовать общий осмотр.
Общий и детальный осмотр могут проводиться при статическом и динамическом режиме оборудования. При статическом режиме элементы оборудования осматриваются в неподвижном состоянии. Осмотр оборудования при динамическом режиме проводится на рабочей нагрузке, холостом ходу и при тестовых нагружениях (испытаниях).
Осмотр оборудования при включении или остановке механизма ориентируется в основном на контроль качества затяжки резьбовых соединений, отсутствие трещин корпусных деталей, целостность соединительных элементов. В рабочем режиме дополнительно проверяются биения валов, муфт, утечки смазочного материала, отсутствие контакта подвижных и неподвижных деталей.
При осмотре могут быть применены три основных способа: концентрический, эксцентрический, фронтальный. При
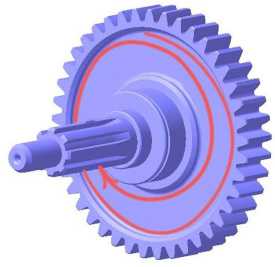
Рисунок 5.1 – Концентрический способ осмотра детали

Рисунок 5.2 – Эксцентрический способ осмотра детали
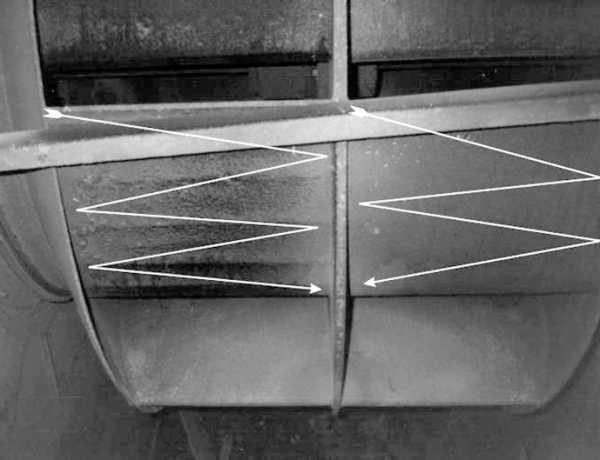
Рисунок 5.3 – Фронтальный способ осмотра детали
При выборе способа осмотра учитываются конкретные обстоятельства. Так, осмотр помещения, где установлено оборудование, рекомендуется проводить от входа концентрическим способом. Осмотр элементов круглой формы целесообразно вести от центра к периферии (эксцентрическим способом). Фронтальный осмотр лучше применять, когда осматриваемая площадь обширна и её можно разделить на полосы.
Под идентификацией дефектов и повреждений подразумевается отнесение неисправностей к определённому классу или виду (усталость, износ, деформация, фреттинг-коррозия и т.п.). Идентифицируя дефект или повреждение, зная его природу, специалист в дальнейшем может определить причины появления неисправности и степень её влияния на ТС оборудования. Идентификация выявленных дефектов и повреждений осуществляется путём сравнения их характерных признаков с известными образцами или описаниями, которые для удобства пользования могут собираться и систематизироваться в иллюстрированных каталогах (таблица 5.1).
Таблица 5.1 – Пример каталога (базы данных) описаний неисправностей, дефектов и повреждений
| Внешний вид повреждения | Описание повреждения | Причины возникновения |
|---|---|---|
| Осповидное выкрашивание ролика подшипника |
| |
| Угловое смещение пятна контакта зубчатой передачи |
| |
 | Хрупкое разрушение металла втулки зубчатой муфты |
|
Завершающая стадия заключается в дополнительном осмотре элементов оборудования для уточнения ранее полученных результатов и их регистрации в отчётных формах.
Регистрационные формы – это определённый порядок записи результатов опроса, собственно осмотра и дополняющие их графические изображения деталей и объекта в целом: рисунки, эскизы, чертежи, фотоснимки и т.п. На графических изображениях должны обозначаться точка начала осмотра и его направление, места расположения обнаруженных дефектов и повреждений.
Формализация результатов проведения осмотра осуществляется протоколом осмотра. В протоколе осмотра отражается то, что специалист имел возможным обнаружить при осмотре, в том виде, в котором обнаруженное наблюдалось. Выводы, заключения, предположения специалиста о причинах возникновения дефектов и повреждений остаются за рамками протокола и обычно оформляются отдельным актом или отчётом. Не заносятся в протокол и сообщения лиц о ранее обнаруженных отклонениях, а также произошедших до прибытия специалиста изменениях обстановки. Такие сообщения оформляются самостоятельными протоколами.
К составлению протокола осмотра надо подходить с учётом того, что он может выступать в качестве самостоятельного документа. В этих целях протокол составляется краткими фразами, дающими точное и ясное описание осматриваемых объектов. В протоколе употребляются общепринятые выражения и термины, одинаковые объекты обозначаются одним и тем же термином на протяжении всего протокола. Описание каждого объекта осмотра идёт от общего к частному (вначале даётся общая характеристика осматриваемого оборудования, его расположение на месте осмотра, а затем описывается состояние и частные признаки). Полнота описания объекта определяется предполагаемой значимостью и возможностью сохранения данных. Фиксируются все имеющиеся признаки дефектов и особенно те, которые могут быть со временем утрачены. Каждый последующий объект описывается после полного завершения описания предыдущего. Объекты, связанные между собой, описываются последовательно с тем, чтобы дать более точное представление об их взаимосвязи. Количественные величины указываются в общепринятых метрологических величинах. Не допускается употребление не-определённых величин («вблизи», «в стороне», «около», «рядом», «почти», «недалеко» и пр.). В протоколе отмечается факт обнаружения каждого из следов и предметов, в отношении каждого объекта указывается, что было с ним сделано, какие средства, приёмы, способы были применены. При описании оборудования и отдельных его элементов в протоколе приводятся ссылки на планы, схемы, чертежи, эскизы и фотографии. Каждый осматриваемый элемент оборудования должен иметь отдельную запись о результатах его осмотра. Выводы протокола должны содержать информацию о наличии и характере дефектов, а при невозможности его установления – о необходимости последующего проведения идентификации. [3]
Перечень ссылок
- Словарь терминов и определений // Консалтинговый проект “EAM”. – https://eam.su/slovar-terminov-i-opredelenij.html.
- Механическое оборудование: техническое обслуживание и ремонт / В.И. Бобровицкий, В.А. Сидоров. – Донецк: Юго-Восток, 2011. – 238 с.
- Зданевич В., Сидоров В.А. Осмотр механического оборудования как метод технической диагностики // Техническое Обслуживание и Ремонт, 2010. – №4. – С. 12-18.
Вопросы для контроля
- Какие виды ТС выделяют в зависимости от необходимости проведения ТОиР?
- В чём заключается отличие между объективными и субъективными методами оценки ТС?
- Опишите порядок проведения визуального осмотра оборудования.
eam.su
Покупаем предприятиеОценка технического состояния машин и оборудования на предприятии

Последние 10…15 лет многочисленные предприятия на постсоветском пространстве продолжают испытывать довольно противоречивую процедуру смены собственника. Приход нового хозяина является неприятным потрясением, если предприятие стабильно работает и приносит прибыль, а в кого-то вселяется надежда на лучшую жизнь, если родной завод или фабрика «лежит на боку». В результате многочисленных случаев «прихода к власти» корыстных собственников, купивших предприятие лишь с целью выжать из него всё, а после них хоть трава не расти, разрушается отработанная инфраструктура, увольняются кадровые работники, приходит в негодность оборудование.
В настоящий момент мы стали свидетелями прихода в малопривлекательные ранее отрасли промышленности серьезных инвесторов, имеющих средства и желание наладить прибыльное производство. Это вполне закономерный процесс, так как конкуренция в наиболее привлекательных сейчас отраслях, например в нефтедобыче и переработке нефтепродуктов, достигла небывалого накала. Новые компании с серьезными амбициями растут, набирают инвестиционный «вес», ищут пока не заполненные секторы экономики, куда можно вложиться, пусть даже без расчета на моментальную прибыль.
Так с чем сегодня приходится сталкиваться инвестору, намеренному приобрести промышленные активы, побывавшие в руках захватчиков-однодневок? Вариантов много, и каждый проект связан с самыми разнообразными проблемами, начиная с юридических и заканчивая технологическими. Но есть одна общая проблема – это трудность объективно оценить техническое состояние технологического комплекса предприятия. Такая оценка необходима инвестору, чтобы принять решение о целесообразности вложения средств в уже существующую технологию. Иногда проще создать современное предприятие с «чистого листа», чем реанимировать старое. Однако возможна и обратная ситуация, когда восстановление старого оборудования позволяет в короткий срок запустить предприятие и начать окупать проект.
В короткой статье отразить все тонкости данного вопроса невозможно. Многое зависит от профессионализма команды инвестора, а это тоже своеобразная проблема. Мало иметь грамотных механиков, надо, чтобы эти специалисты могли правильно взаимодействовать с юристами, технологами и, конечно, имели опыт оценки сложных предприятий.
Рассмотрим примерный план действий инвестора при проведении оценки технического состояния технологического комплекса небольшого горнодобывающего предприятия.
Проблема потерь активов за время, когда предприятие не раз переходило из рук в руки, сегодня особенно важна. За предприятием может числиться много «мертвых душ», т. е. несуществующего, разграбленного оборудования, поэтому на первом этапе необходимо разобраться, что же есть в наличии на самом деле и что можно использовать при реализации производственной программы. Это совместная работа технологов и юристов, представляющих интересы инвестора.
В случае принятия решения о целесообразности дальнейшей эксплуатации проводят поэтапную дефектовку оборудования и составляют план необходимых восстановительных ремонтов (при необходимости). Однако эта работа будет возможной уже после вступления в права собственности, поэтому на специалистов из команды инвестора ложится очень большая ответственность. В нашей стране ситуация по предприятиям часто усугубляется отсутствием необходимой документации, невозможностью воспроизвести историю предприятия на протяжении целого ряда лет, имеет место умышленное сокрытие информации, в том числе касающейся чисто производственных вопросов. Сегодня инвестиционный бизнес можно сравнить с хождением по минному полю, где подрыв означает потерю больших денежных средств.

Этап 1. Собирают первоначальные сведения о наличии техники и единиц основного оборудования на основании изучения баланса предприятия. Проводят краткую сверку сведений по наличию основного оборудования с фактически находящимся на объекте – то, «что видят глаза».
Основное оборудование (на примере щебеночного карьера): самоходные машины всех типов и колесный транспорт, мощные насосы, илососы, землесосы, конвейерный транспорт, дробильно-сортировочное оборудование, высоковольтное оборудование, ЛЭП, грузоподъемное оборудование, станки РМЦ, компрессорное оборудование и проч.
В случае несоответствия балансовых сведений и фактических выясняют причину отсутствия (наличия) оборудования (аренда, залог, разграблено) и составляют соответствующий справочный документ. На период, когда предприятие еще не приобретено, получение балансовых сведений связано с определенными трудностями, поэтому изучению должны подлежать любые списки от прежнего владельца предприятия, графики ППР (ремонтов) механической службы и другие документы, которые потенциально могут содержать сведения по оборудованию. Следует обратить внимание на принадлежность передаваемого оборудования, так как оно может быть выкуплено другими фирмами для дальнейшей спекуляции с новым хозяином.

Этап 2. После уточнения сведений по наличию оборудования проводится предварительная оценка его технического состояния.
Данная оценка включает в себя:
а) визуальный осмотр оборудования с выявлением значимых повреждений элементов, деформаций металлоконструкций, нарушением геометрии, контроль комплектности. Изучение приводных и подвижно-несущих элементов на видимый износ, коррозию. Осмотр подшипников на наличие явных дефектов и любых цветов побежалости. Осмотр корпусов машин на наличие подтеков масла, трещин и т. д. Если оборудование в рабочем состоянии, то задача упрощается, так как можно проконтролировать такие параметры, как вибрация определенных агрегатов (двигатели, редукторы) и температура определенных узлов. Ощутимо сильная вибрация и высокая температура (конечно, если речь не идет о вибраторе и нагревателе) помимо прочего могут указывать на наличие скрытых дефектов или на сильный износ оборудования, снижение жесткости конструкций и др. Универсальных и точных методик здесь не существует, необходимо принимать тот способ изучения, который наиболее подходит к данному объекту и к данному типу оборудования. Также проводят обязательный осмотр высоковольтного оборудования на предмет возможного расхищения (электродвигатели, кабели, шины – цветной металл).
Результаты осмотра отображают в произвольной форме в документе осмотра для дальнейшего изучения, они будут являться самыми важными при составлении предварительного заключения об общем техническом состоянии комплекса;

б) изучение сведений по фактической наработке оборудования и его «возраста». Основным показателем наработки для горных машин является объем переработанной горной массы за период (с начала эксплуатации, с даты проведения последних ремонтов). Данные по наработке можно брать из планов ППР механической службы (при наличии таковой) или сопоставляя данные по выполнению производственных программ предприятия за интересующий период. Во внимание берутся показатели счетчиков моточасов, пробега (при наличии таковых) самоходного оборудования, транспорта. Сопоставление данных из баланса и данных из паспортов оборудования необходимо, чтобы определить «возраст» оборудования. Данные по наработке и «возрасту» отображаются в отдельном документе в произвольной форме;
в) краткий анализ состояния технической и эксплуатационной документации (планы ремонтов, ПСМ и паспорта оборудования, сведения по техническому освидетельствованию, графики проведения экспертиз промышленной безопасности и заключения по ним). Оценивается состояние документации и порядок ведения. Обычно правильное и своевременное ведение данных документов говорит о грамотно поставленной работе эксплуатирующих служб, что непосредственно сказывается на техническом состоянии всего технологического комплекса;
г) изучение планов поставок запасных частей на основное оборудование за последнее время. Следует обратить внимание на номенклатуру и количество. Если какая-либо позиция повторяется неоправданно многократно по отношению к наработке, то возможно наличие скрытого дефекта в самом оборудовании, вызывающего повышенный расход данной запасной части. Или существует влияние внешних условий: особенностей месторождения, климата (абразивность, запыленность, влажность) и т. д., что необходимо будет учитывать в дальнейшей работе комплекса.

Этап 3. Изучают состояние самих эксплуатирующих служб, наличие профессиональных кадров.
Этап 4. При наличии РМЦ проводят обязательный осмотр ремонтного оборудования с оценкой потенциальных возможностей ремонтной службы.
Этап 5. Проводят опрос ИТР предприятия на предмет желаемой модернизации комплекса или проведения восстановительного ремонта. В случае неработоспособности комплекса на момент приобретения надо постараться получить план восстановительных работ, составленный ИТР предприятия для внутреннего использования. Обычно данный документ позволяет получить самую объективную оценку технического состояния комплекса.
Этап 6. На основании всех вышеперечисленных стадий изучения технологического комплекса проводят общую оценку состояния данного комплекса с вынесением решения о целесообразности или нецелесообразности дальнейшей эксплуатации.
os1.ru
Оценка состояния оборудования московских предприятий и организаций
Процедура проведения оценки состояния оборудования осуществляется по наименее надежным элементам данной конструкции. Определение этих элементов, при проведении оценки оборудования, как правило, должно осуществляться на основании такой информации, которая позволят иметь представление об условиях его изготовления, монтажа, эксплуатации, ремонтов в период работы, расчетов напряженно-деформированного состояния, а также сведений о повреждаемости элементов конструкции, фактического состояния металла, сварных соединений и так далее.
К вышеуказанным элементам конструкции оборудования относятся:
- Различные продольные сварные швы цилиндрических оболочек;
- Наличие мест ослабления элементов сосудов отверстиями и прочее;
- Штампованные элементы в местах технологического утонения при изготовлении;
- Различные поверхности металла в зонах раздела жидкой и газообразной фаз технологической среды, а также места возможного максимального коррозионного и эрозионного износа;
- Кольцевые сварные швы приварки концевых деталей сосудов, также люков и тому подобных элементов, сварные швы трубопроводов;
- Места перекрестия продольных и кольцевых сварных швов;
- Сварные швы приварки опорных элементов внутренних устройств, а также внешних и грузозахватных элементов;
В каждом конкретной случае проведения оценки оборудования, точный объем и методы будущего контроля определяются специальными программами, которые, как правило, включают в себя: проведение визуального контроля внешней поверхности, а также проведение визуального контроля всех внутренних частей и поверхностей, кроме того – проведение технических измерений линейных размеров элементов, а также уплотнительных поверхностей. Помимо этого необходимо проведение толщинометрии основных элементов, в частности, особое внимание стоит уделить тем местам, где имеется коррозионное поражение.
Проведение дефектоскопии основных элементов конструкции специальными неразрушающими методами, особенно кольцевых и продольных швов, мест их пересечений, мест приварки опор и других деталей, а также проводится контроль твердости.
Для оценки состояния оборудования необходимо проведение металлографических исследований и оценки коррозионного состояния, а также исследование физико-химических свойств металла. В тех же целях проводится оценка работоспособности и фактической нагруженности элементов конструкции оборудования и производится расчет остаточного ресурса работоспособности.
proocenka.ru
Оценка технического состояния оборудования.
ГОСТ20911-89 предусматривает использование двух терминов: «техническое диагностирование» и «контроль технического состояния». Термин «техническое диагностирование» применяют, когда решаемые задачи технического диагностирования, перечисленные в 1.1, равнозначны или основной задачей являются поиск места и определение причин отказа. Термин «контроль технического состояния» применяют, когда основной задачей технического диагностирования является определение вида технического состояния.
Различают следующие виды технического состояния, характеризуемые значением параметров объекта в заданный момент времени:
Исправное – объект соответствует всем требованиям нормативно-технической и (или) конструкторской документации;
Неисправное – объект не соответствует хотя бы одному из требований нормативно-технической и (или) конструкторской документации;
Работоспособное – значения всех параметров, характеризующих способность объекта выполнять заданные функции, соответствуют требованиям нормативно-технической и (или) конструкторской документации;
Неработоспособное – значение хотя бы одного параметра, характеризующего способность объекта выполнять заданные функции, не соответствует требованиям нормативно-технической и (или) конструкторской документации;
Предельное – дальнейшая эксплуатация объекта технически невозможна или нецелесообразна из-за несоответствия требованиям
безопасности или неустранимого снижения эффективности работы.
Понятие «исправное состояние» шире, чем понятие «работоспособное состояние». Если объект исправен, он обязательно работоспособен, но работоспособный объект может быть неисправным, так как некоторые неисправности могут быть несущественными, не нарушающими нормальное функционирование объекта.
Для сложных объектов, в частности для магистральных трубопроводов, допускается более глубокая классификация работоспособных состоянии с выделением частично работоспособного (частично неработоспособного) состояния, при котором объект способен частично выполнять заданные функции. Примером частично работоспособного состояния служит такое состояние линейной части магистральных трубопроводов, при котором участок способен выполнять требуемые функции по перекачке технологической среды с пониженными показателями, в частности с пониженной производительностью при снижении допускаемого давления (РД 51-4.2-003-97).
Системой технического диагностирования (контроля технического состояния) называют совокупность средств, объекта и исполнителей, необходимую для проведения диагностирования (контроля) по правилам, установленным в технической документации. Объектами технической диагностики являются технологическое оборудование или конкретные производственные процессы.
Средство контроля – техническое устройство, вещество или материал для проведения контроля. Если средство контроля обеспечивает возможность измерения контролируемой величины, то контроль называют измерительным. Средства контроля бывают встроенными, являющимися составной частью объекта, и внешними, выполненными конструктивно отдельно от объекта. Различают также аппаратные и программные средства контроля. К аппаратным относят различные устройства: приборы, пульты, стенды и т.п. Программные средства представляют собой прикладные программы для ЭВМ.
Исполнители – это специалисты службы контроля или технической диагностики, обученные и аттестованные в установленном порядке и имеющие право выполнять контроль и выдавать заключения по его результатам.
Методика контроля – совокупность правил применения определенных принципов и средств контроля. Методика содержит порядок измерения параметров, обработки, анализа и интерпретации результатов.
Для каждого объекта можно указать множество параметров, характеризующих его техническое состояние (ПТС). Их выбирают в зависимости от применяемого метода диагностирования (контроля). Изменения значений ПТС в процессе эксплуатации связаны либо с внешними воздействиями на объект, либо с повреждающими (деградационными) процессами (процессами, приводящими к деградационным отказам из-за старения металла, коррозии и эрозии, усталости и т.д.).
Параметры объекта, используемые при его диагностировании (контроле), называются диагностическими (контролируемыми) параметрами. Следует различать прямые и косвенные диагностические параметры. Прямой структурный параметр (например, износ трущихся элементов, зазор в сопряжении и др.) непосредственно характеризует техническое состояние объекта. Косвенный параметр (например, давление масла, температура, содержание СО 2 в отработанных газах и др.) косвенно характеризует техническое состояние. Об изменении технического состояния объекта судят по значениям диагностических параметров, позволяющих определить техническое состояние объекта без его разборки. Набор диагностических параметров устанавливается в нормативной документации по техническому диагностированию объекта или определяется экспериментально.
Количественные и качественные характеристики диагностических параметров являются признаками того или иного дефекта. У каждого дефекта может быть несколько признаков, в том числе некоторые из них могут быть общими для группы разных по природе дефектов.
Теоретическим фундаментом технической диагностики считают общую теорию распознавания образов, являющуюся разделом технической кибернетики. К решению задачи распознавания существует два подхода: вероятностный и детерминистский. Веро
www.buhsp.ru
Виды состояния оборудования, системы технической диагностики — МегаЛекции
ГОСТ20911—89 предусматривает использование двух терминов: «техническое диагностирование» и «контроль технического состояния». Термин «техническое диагностирование» применяют, когда решаемые задачи технического диагностирования, перечисленные в 1.1, равнозначны или основной задачей являются поиск места и определение причин отказа. Термин «контроль технического состояния» применяют, когда основной задачей технического диагностирования является определение вида технического состояния.
Различают следующие виды технического состояния, характеризуемые значением параметров объекта в заданный момент времени:
• исправное — объект соответствует всем требованиям нормативно-технической и (или) конструкторской документации;
• неисправное — объект не соответствует хотя бы одному из требований нормативно-технической и (или) конструкторской документации;
• работоспособное — значения всех параметров, характеризующих способность объекта выполнять заданные функции, соответствуют требованиям нормативно-технической и (или) конструкторской документации;
• неработоспособное — значение хотя бы одного параметра, характеризующего способность объекта выполнять заданные функции, не соответствует требованиям нормативно-технической и (или) конструкторской документации;
• предельное — дальнейшая эксплуатация объекта технически невозможна или нецелесообразна из-за несоответствия требованиям
безопасности или неустранимого снижения эффективности работы.
Понятие «исправное состояние» шире, чем понятие «работоспособное состояние». Если объект исправен, он обязательно работоспособен, но работоспособный объект может быть неисправным, так как некоторые неисправности могут быть несущественными, не нарушающими нормальное функционирование объекта.
Для сложных объектов, в частности для магистральных трубопроводов, допускается более глубокая классификация работоспособных состоянии с выделением частично работоспособного (частично неработоспособного) состояния, при котором объект способен частично выполнять заданные функции. Примером частично работоспособного состояния служит такое состояние линейной части магистральных трубопроводов, при котором участок способен выполнять требуемые функции по перекачке технологической среды с пониженными показателями, в частности с пониженной производительностью при снижении допускаемого давления (РД 51-4.2-003-97).
Системой технического диагностирования (контроля технического состояния) называют совокупность средств, объекта и исполнителей, необходимую для проведения диагностирования (контроля) по правилам, установленным в технической документации. Объектами технической диагностики являются технологическое оборудование или конкретные производственные процессы.
Средство контроля — техническое устройство, вещество или материал для проведения контроля. Если средство контроля обеспечивает возможность измерения контролируемой величины, то контроль называют измерительным. Средства контроля бывают встроенными, являющимися составной частью объекта, и внешними, выполненными конструктивно отдельно от объекта. Различают также аппаратные и программные средства контроля. К аппаратным относят различные устройства: приборы, пульты, стенды и т.п. Программные средства представляют собой прикладные программы для ЭВМ.
Исполнители — это специалисты службы контроля или технической диагностики, обученные и аттестованные в установленном порядке и имеющие право выполнять контроль и выдавать заключения по его результатам.
Методика контроля — совокупность правил применения определенных принципов и средств контроля. Методика содержит порядок измерения параметров, обработки, анализа и интерпретации результатов.
Для каждого объекта можно указать множество параметров, характеризующих его техническое состояние (ПТС). Их выбирают в зависимости от применяемого метода диагностирования (контроля). Изменения значений ПТС в процессе эксплуатации связаны либо с внешними воздействиями на объект, либо с повреждающими (деградационными) процессами (процессами, приводящими к деградационным отказам из-за старения металла, коррозии и эрозии, усталости и т.д.).
Параметры объекта, используемые при его диагностировании (контроле), называются диагностическими (контролируемыми) параметрами. Следует различать прямые и косвенные диагностические параметры. Прямой структурный параметр (например, износ трущихся элементов, зазор в сопряжении и др.) непосредственно характеризует техническое состояние объекта. Косвенный параметр (например, давление масла, температура, содержание СО2 в отработанных газах и др.) косвенно характеризует техническое состояние. Об изменении технического состояния объекта судят по значениям диагностических параметров, позволяющих определить техническое состояние объекта без его разборки. Набор диагностических параметров устанавливается в нормативной документации по техническому диагностированию объекта или определяется экспериментально.
Количественные и качественные характеристики диагностических параметров являются признаками того или иного дефекта. У каждого дефекта может быть несколько признаков, в том числе некоторые из них могут быть общими для группы разных по природе дефектов.
Теоретическим фундаментом технической диагностики считают общую теорию распознавания образов, являющуюся разделом технической кибернетики. К решению задачи распознавания существует два подхода: вероятностный и детерминистский. Вероятностный использует статистические связи между состоянием объекта и диагностическими параметрами и требует накопления статистики соответствия диагностических параметров видам технического состояния. Оценка состояния при этом осуществляется с определенной достоверностью. Детерминистский подход, применяемый чаще всего, использует установленные закономерности изменения диагностических параметров, определяющих состояние объекта.
Помимо теории распознавания, в технической диагностике используют также теорию контролеспособности. Контролеспособность определяется конструкцией объекта, задается при его проектировании и является свойством объекта обеспечивать возможность достоверной оценки диагностических параметров. Недостаточная достоверность оценки технического состояния является фундаментальной причиной низкой достоверности распознавания состояния оборудования и оценки его остаточного ресурса.
Таким образом, в результате предшествующих исследований устанавливают связи между характеристиками диагностических параметров и состоянием объекта и разрабатывают диагностические алгоритмы (алгоритмы распознавания), представляющие собой последовательность определенных действий, необходимых для постановки диагноза. Диагностические алгоритмы включают также систему диагностических параметров, их эталонные уровни и правила принятия решения о принадлежности объекта к тому или иному виду технического состояния.
Определение вида технического состояния оборудования может производиться как в собранном состоянии, так и после его полной разборки. В период нормальной эксплуатации используют методы безразборной диагностики, как наиболее экономичные. Методы технической диагностики, требующие разборки, обычно применяют при капитальном ремонте оборудования — при дефектации его элементов. Основной проблемой безразборной технической диагностики является оценка состояния оборудования в условиях ограниченности информации.
По способу получения диагностической информации техническую диагностику разделяют на тестовую и функциональную. В тестовой диагностике информацию о техническом состоянии получают в результате воздействия на объект соответствующего теста. Тестовая диагностика основана на использовании различных методов неразрушающего контроля. Контроль при этом осуществляется, как правило, на неработающем оборудовании. Тестовая диагностика может производиться как в собранном, так и в разобранном состоянии. Функциональную диагностику проводят только на работающем оборудовании в собранном состоянии.
Функциональную диагностику в свою очередь подразделяют на вибрационную и параметрическую диагностики. При использовании функциональной параметрической диагностики оценка технического состояния осуществляется по величине функциональных параметров оборудования при его работе, при этом подача целенаправленных тестовых воздействий не требуется. Отклонение этих параметров от их номинального значения (температура, давление, мощность, количество перекачиваемого продукта, КПД и т.д.) свидетельствует об изменении технического состояния элементов объекта, формирующих данный параметр. Контроль функциональных параметров обычно осуществляется в постоянном режиме оперативным обслуживающим персоналом с помощью штатных приборно-измерительных комплексов технологического оборудования. В связи с этим функциональную параметрическую диагностику часто называют оперативной. Способы функциональной параметрической диагностики обычно излагаются в инструкциях и руководствах по эксплуатации соответствующего вида оборудования и в данном пособии специально не рассматриваются.
Вибрационная диагностика бывает двух видов: тестовая и функциональная (см. 2.1). Сущность функциональной вибрационной диагностики заключается в использовании параметров вибрации оборудования при функционировании в рабочих условиях для оценки его технического состояния без разборки. Особенностью функциональной вибрационной диагностики является использование в качестве диагностических не статических параметров типа температуры или давления, а динамических — виброперемещения, виброскорости и виброускорения.
Помимо отмеченных выше видов диагностики, для оценки состояния оборудования применяют методы разрушающего контроля, предусматривающие частичное разрушение объекта (например, при вырезке проб для установления свойств материалов путем их механических испытаний), а также инструментальный измерительный контроль элементов оборудования при его разборке во время обследования или ремонта. Классификация видов технической диагностики приведена на рис. 1.3.
Системы диагностики различаются уровнем получаемой информации об объекте. В зависимости от решаемой задачи выделяют следующие виды диагностических систем: для разбраковки объектов на исправные и неисправные или для аттестации объектов по классам; поиска и измерения дефектов и повреждений; мониторинга состояния объекта и прогнозирования его остаточного ресурса. Последняя из перечисленных систем является наиболее сложной и применяется для ответственных и дорогостоящих опасных производственных объектов и технологического оборудования. Такие системы, предусматривающие проведение постоянного мониторинга с применением комплекса методов контроля технического состояния, позволяют проводить оперативную корректировку прогнозных оценок определяющих параметров и уточнение остаточного ресурса. В качестве основных методов контроля развития дефектности в комплексных системах мониторинга в настоящее время используют: для емкостного оборудования — акустико-эмиссионный контроль, для машинного — контроль вибрационных параметров.
Современное технологическое оборудование представляет собой сложные технические системы. Обеспечение требуемой надежности таких систем, оцениваемой вероятностью безотказной работы Р(1) (см. табл. 1.1), является более проблематичным по сравнению с простыми. Надежность любой технической системы определяется надежностью составляющих ее элементов. В большинстве случаев для сложных систем контроль одного или нескольких элементов малоэффективен, так как остается неизвестным состояние остальных.
Составляющие элементы сложных технических систем могут соединяться между собой последовательным, параллельным или комбинированным способами. При последовательном соединении элементов с вероятностью безотказной работы Р1 Р2, …, Рn вероятность безотказной работы системы определяется из выражения
 |
,
Где Pi – вероятность безотказности i-го элемента.
При параллельном соединении
При комбинированном способе вначале определяют вероятность безотказной работы элементов с параллельным соединением, а затем — с последовательным.
Способ параллельного соединения дублирующих элементов называется резервированием. Резервирование позволяет резко повысить надежность сложных технических систем. Например, если в системе перекачки сырой нефти предусмотрены два независимых параллельных насоса с вероятностью безотказной работы Р1 = Р2 = 0,95, то вероятность безотказной работы всей системы
Р(t) = 1 – (1 – Р1)(1 – P2) = 1 – (1 – 0,95)(1 – 0,95) = 0,998.
Суммарная надежность системы определяется надежностью ее составляющих. Чем больше количество составляющих, из которых состоит система, тем выше должна быть надежность каждой из них. Например, если техническая система состоит из 100 последовательно соединенных элементов с одинаково высокой вероятностью безотказной работы 0,99, то общая ее надежность будет равна 0,99100, что составит около 0,37, т. е. вероятность безотказной работы системы в течение заданного времени t составляет только 37 %. В связи с этим при диагностировании сложных систем, прежде всего включающих большое число составляющих без резервирования, для получения достоверной оценки их надежности необходимо осуществлять сплошной контроль всех составляющих.
Состояние технической системы может описываться множеством параметров. При диагностировании сложных систем, работоспособность которых характеризуется большим числом параметров, возникает ряд дополнительных проблем, а именно:
• необходимо установить номенклатуру основных диагностических параметров, характеризующих работоспособность системы, и задать технические средства их контроля;
• по совокупности этих параметров необходимо разработать алгоритм оценки технического состояния системы и соответствующие программные продукты для ЭВМ.
При проведении диагностики применяют сплошной и выборочный контроль. Крайне важным фактором является то, что применение современных неразрушающих методов позволяет перейти к сплошному контролю. Для сложного технологического оборудования, состоящего из большого числа зависимых элементов, введение сплошного неразрушающего контроля является необходимым условием достоверной оценки его технического состояния.
Диагностика требует определенных затрат, которые растут по мере повышения требований к надежности и безопасности. Для сравнения: в атомной промышленности США затраты на дефектоскопию составляют до 25% всех эксплуатационных затрат, в России — около 4%. По данным ВНИКТИ нефтехимоборудования, затраты на диагностику нефтехимического оборудования в США составляют около 6% эксплуатационных затрат, в России — менее 1%. Вместе с тем эта статья расходов оправдана, так как использование систем технического диагностирования позволяет эксплуатировать каждый экземпляр технологического оборудования до предельного состояния и за счет этого получить значимый экономический эффект.
Рекомендуемые страницы:
Воспользуйтесь поиском по сайту:
megalektsii.ru
Анализ технического состояния оборудования
Применяемые орудия труда, их техническое состояние и степень соответствия современному развитию техники в значительной мере характеризуют технический уровень предприятия и предопределяют эффективность их использования. Наиболее активное влияние на производительность труда и организацию технологического процесса оказывают технологическое оборудование и средства механизации. Поэтому в первую очередь следует анализировать техническое состояние технологического оборудования.
Техническое состояние оборудования характеризуется его физическим и моральным износом, уровнем применения новой техники, а это в первую очередь зависит от возраста оборудования. Старое оборудование, как правило, менее производительно и более изношено. Однако следует учитывать, что устаревшее, но физически пригодное к эксплуатации оборудование может быть модернизировано, т. е. путем конструктивных изменений или замены отдельных узлов и деталей устаревшего оборудования устраняется его моральный износ. В этом случае технико-экономические показатели старого оборудования доводятся до уровня последних образцов, выпускаемых промышленностью, и увеличивается срок его эксплуатации. Модернизация старого оборудования обходится значительно дешевле, чем приобретение и установка нового. Поэтому, если можно модернизировать устаревшее оборудование, следует идти по этому пути. Устаревшим считается оборудование, функционирующее 10-15 лет, более 15 лет – сильно устаревшим. Оборудование, находящееся в эксплуатации до 5 лет относится к прогрессивному.
Для характеристики технического состояния оборудования недостаточно его подразделять только по возрасту. Дело в том, что различное технологическое оборудование имеет неодинаковый нормативный срок эксплуатации. Поэтому техническое состояние оборудования будет отражать также степень его износа, т. к. чем короче нормативный срок эксплуатации оборудования, тем нормы амортизации по нему устанавливаются выше.
При анализе технического состояния оборудования следует рассмотреть, какие меры принимаются на предприятии для замены устаревшего, непригодного для модернизации оборудования, т. е. каков коэффициент обновления. Чем выше этот коэффициент, тем в большей степени обновлено оборудование.
Коэффициент модернизации определяют как отношение числа модернизированных единиц оборудования к общему числу оборудования данного вида.
Коэффициент изношенности – отношение суммы начисленного износа оборудования к стоимости этого оборудования на конец года.
Коэффициент обновления – отношение стоимости вновь поступившего за год оборудования к стоимости оборудования данного вида на конец года.
Анализ технического состояния оборудования позволяет составить план его первоочередной замены или модернизации. При анализе следует обратить внимание на внедрение новой техники, особенно автоматизированной. Коэффициент автоматизации производства определяют как отношение используемого автоматизированного оборудования к общему его количеству. Для сравнения этот коэффициент необходимо исчислить за ряд периодов, что позволит установить реальные достижения предприятия в области автоматизации производственных процессов.
studfiles.net
2.4. Анализ технического состояния оборудования
2.4. Анализ технического состояния оборудования
Применяемые орудия труда, их техническое состояние и степень соответствия современному развитию техники в значительной мере характеризуют технический уровень предприятия и предопределяют эффективность их использования. Наиболее активное влияние на производительность труда и организацию технологического процесса оказывают технологическое оборудование и средства механизации. Поэтому в первую очередь следует анализировать техническое состояние технологического оборудования.
Техническое состояние оборудования характеризуется его физическим и моральным износом, уровнем применения новой техники, а это в первую очередь зависит от возраста оборудования. Старое оборудование, как правило, менее производительно и более изношено. Однако следует учитывать, что устаревшее, но физически пригодное к эксплуатации оборудование может быть модернизировано, т. е. путем конструктивных изменений или замены отдельных узлов и деталей устаревшего оборудования устраняется его моральный износ. В этом случае технико-экономические показатели старого оборудования доводятся до уровня последних образцов, выпускаемых промышленностью, и увеличивается срок его эксплуатации. Модернизация старого оборудования обходится значительно дешевле, чем приобретение и установка нового. Поэтому, если можно модернизировать устаревшее оборудование, следует идти по этому пути. Устаревшим считается оборудование, функционирующее 10-15 лет, более 15 лет – сильно устаревшим. Оборудование, находящееся в эксплуатации до 5 лет относится к прогрессивному.
Для характеристики технического состояния оборудования недостаточно его подразделять только по возрасту. Дело в том, что различное технологическое оборудование имеет неодинаковый нормативный срок эксплуатации. Поэтому техническое состояние оборудования будет отражать также степень его износа, т. к. чем короче нормативный срок эксплуатации оборудования, тем нормы амортизации по нему устанавливаются выше.
При анализе технического состояния оборудования следует рассмотреть, какие меры принимаются на предприятии для замены устаревшего, непригодного для модернизации оборудования, т. е. каков коэффициент обновления. Чем выше этот коэффициент, тем в большей степени обновлено оборудование.
Для анализа технического состояния оборудования рекомендуется таблица 4.
Таблица 4
Характеристика технического состояния технологического оборудования
|
Наименование оборудования |
Удельный вес в % в общем количестве |
Коэффициент модернизации |
Коэффициент изношенности |
Коэффициент обновления |
||||
|
до 5 лет |
от 5 до 10 лет |
от 10 до 15 лет |
свыше 15 лет |
|||||
|
Токарные станки Фрезерные станки и т. д. (перечисляются все виды технологического оборудования) |
|
|
|
|
|
|
|
|
Примечание: Возраст оборудования определяется по его техническому паспорту
Коэффициент модернизации определяют как отношение числа модернизированных единиц оборудования к общему числу оборудования данного вида.
Коэффициент изношенности – отношение суммы начисленного износа оборудования к стоимости этого оборудования на конец года.
Коэффициент обновления – отношение стоимости вновь поступившего за год оборудования к стоимости оборудования данного вида на конец года.
Анализ технического состояния оборудования позволяет составить план его первоочередной замены или модернизации. При анализе следует обратить внимание на внедрение новой техники, особенно автоматизированной. Коэффициент автоматизации производства определяют как отношение используемого автоматизированного оборудования к общему его количеству. Для сравнения этот коэффициент необходимо исчислить за ряд периодов, что позволит установить реальные достижения предприятия в области автоматизации производственных процессов.
2.5. Анализ использования оборудования по мощности
На предприятиях с поточной организацией производства работа технологических машин и оборудования взаимосвязана. Поэтому, если в поток включить отдельные высокопроизводительные машины и оборудование, то их проектная мощность не может быть использована в полной мере из-за меньшей пропускной способности других видов машин и оборудования, участвующих в потоке. Такое внедрение новой техники нерационально и неэффективно.
Чтобы выявить, насколько полно используются мощности оборудования и предприятия в целом, необходимо проанализировать использование мощности каждого вида оборудования, участвующего в потоке. Для этого рекомендуется таблица 5.
Таблица 5
Использование мощности оборудования на отдельных стадиях поточной лини
|
Наименование оборудования |
Суммарная мощность оборудования на отдельных стадиях потока, единиц в смену (сутки) |
Коэффициент интенсивного использования оборудования |
|
Перечисляется оборудование в последовательности его установки в потоке |
|
Примечание: Фактическая сменная (суточная) производительность потока, единиц…
Коэффициент интенсивного использования оборудования определяется как отношение фактического количества произведенных в смену (сутки) изделий к суммарной мощности оборудования. Мощность оборудования определяется по техническим паспортам. Такой анализ возможен в тех отраслях промышленности, где возможен посменный (суточный) учет выработанной продукции (изделий).
При выявлении неравномерности, нагрузки на отдельные виды оборудования в потоке необходимо выяснить причины этого. При недостаточной загруженности оборудования (коэффициент интенсивности < 1) не обеспечивается его нормативная окупаемость, повышается вероятность морального износа. Кроме того не следует забывать о том, что предприятия облагаются налогом на имущество. Следовательно, излишние единицы оборудования приводят к возрастанию этого налога и уменьшению суммы прибыли, остающейся в распоряжении предприятия.
По перегруженному оборудованию (коэффициент интенсивности > 1) возможны два варианта. Если такое оборудование успешно справляется с работой и перегрузка не сказывается отрицательно на качестве вырабатываемой продукции и не создает аварийной ситуации, то есть смысл эксплуатировать его с перегрузкой. В этом случае не требуется капвложений для приобретения и установки дополнительного оборудования с целью увеличения его мощности, оборудование скорее себя окупит, и вероятность его морального износа сводится к минимуму. Кроме того, снижается относительная сумма налога на имущество. Если такой путь нереален, то необходимо добавить оборудование для ликвидации “узких мест” в потоке с целью увеличения мощности или заменить его новым, более производительным. Это связано с дополнительными капвложениями, а также наличием свободной производственной площади на участке.
Далее исследуется степень использования производственных мощностей предприятия в целом. Под производственной мощностью предприятия подразумевается максимально возможный выпуск продукции при достигнутом или намеченном уровне техники, технологии и организации производства. Степень использования производственных мощностей характеризуется следующими коэффициентами:
|
Общий коэффициент = |
Фактический или плановый объем производства продукции за год
Среднегодовая производственная мощность предприятия |
|
Интенсивный коэффициент = |
Среднесуточный выпуск продукции
Среднесуточная производственная мощность |
|
Экстенсивный коэффициент = |
Фактический или плановый фонд рабочего времени
Расчетный фонд рабочего времени, принятый при определении производственной мощности |
Изучаются динамика этих показателей, выполнение плана по их уровню и причины их изменения, такие, как ввод в действие новых и реконструкция действующих производств, техническое переоснащение производства, сокращение производственных мощностей.
www.easyschool.ru