Оцилиндровочный станок своими руками: Оцилиндровочный станок своими руками: чертежи, устройство, фрезы
alexxlab | 11.09.1986 | 0 | Разное
Оцилиндровочные станки своими руками
Люди работали с древесиной с очень давних пор. С того времени использование этого сырья только набирало обороты. В настоящее время имеются целые объекты, занимающиеся обработкой древесины. Однако некоторые приспособления умелые хозяева могут собрать и самостоятельно, если им необходимо в большом количестве обрабатывать дерево. Довольно полезным устройством стал оцилиндровочный станок.
Назначение оборудования
Основное предназначение данного станка заключается в том, что его используют для придания правильной формы тем бревнам, которые идут на строительство срубов. Естественно, заготовку можно проводить и вручную, однако использование автоматизированного устройства значительно ускоряет и облегчает весь процесс.
Оцилиндровочный станок обладает следующим рядом функций:
- подготавливает пазы в бревнах для дальнейшего монтажа;
- проводит оцилиндровку материала;
- используется для производства обрезной доски из лафета;
- можно заготавливать плашки для паркета;
- можно проводить фрезеровку гладкой древесины;
- обрезка необрезной доски;
- изготовление бруса нужных размеров.

Кроме того, данное оборудование может создавать компенсационные пазы при помощи дисковой пилы, а скорость обработки сырья является настраиваемой.
Из чего состоит агрегат
Оцилиндровочный станок включается в себя несколько следующих компонентов:
- Металлическая рама, которая чаще всего изготавливается из трубопроката прямоугольного типа.
- Необходимые направляющие для перемещения силового и пильного устройства.
- Бабки, использующиеся для крепления, а также кручения бревна. Передняя бабка должна быть оснащена делительной головкой, которая фиксирует ствол. Туда же будет монтироваться и шпиндельная головка.
- Фреза для оцилиндровочных станков является одним из ключевых элементов. Если фреза фигурного типа, то с ее помощью можно сделать паз для монтажа, если же она универсальная, то ее можно использовать для оцилиндровки, вырезки венцовых чашек, обработки плоскостей.
- Важным элементом станут и съемные ножи для фрезы. Изготовлены они должны быть из хорошей стали.
 Основное удобство в том, что их можно заменять, не снимая самой фрезы.
Основное удобство в том, что их можно заменять, не снимая самой фрезы.
Разновидности агрегатов
На сегодняшний день имеется несколько типов оцилиндровочных станков.
Станки проходного типа обеспечивают постоянное движение заготовки по столу, обрабатывая ее в это же время. Есть также станки цикличного типа, движение и обработка в которых идет по нескольким циклам. Кроме того, этот вид оборудования делится еще на два – это цикло-проходные и цикло-позиционные. В первом случае заготовка из дерева остается неподвижной, а резак перемещается, во втором же случае, наоборот, инструмент для обработки не двигается, перемещается древесина.
Также здесь стоит отметить, что разделение станков осуществляется и по уровню их автоматизации. Бывают механические, автоматические и полуавтоматические станки. Если используется механический тип машины, то загрузка материала и настройка всех процессов осуществляются оператором. В автоматических машинах все это происходит без участия человека, нужно лишь контролировать ход работы. Станки полуавтоматического типа способны контролировать лишь одну стадию работы, далее будет требоваться вмешательство оператора.
Станки полуавтоматического типа способны контролировать лишь одну стадию работы, далее будет требоваться вмешательство оператора.
Небольшое сравнение классов
Оцилиндровочные станки проходного типа отличаются своей высокой производительностью, однако у них также наблюдается определенная погрешность в процессе работы, а поверхность может оставаться слегка шероховатой.
Агрегаты, относящиеся к цикловому типу, намного качественнее обрабатывают поверхность, а также выполняются другие операции, но это существенно сказывается на производительности.
Однако здесь стоит отметить, что именно вторая категория устройств получила более широкое применение. Так как они более компактны, а их база считается более устойчивой.
Оцилиндровочный станок своими руками
Наиболее простым вариантом сборки такого устройства своими руками будет использование пилорамы в качестве основы. Вместо переднего конуса оборудования необходимо установить упор. Подшипником для этой детали будет оснащена бабка, которая расположена сзади. Для того чтобы вращать заготовку, можно использовать электрический мотор или же ручку.
Для того чтобы вращать заготовку, можно использовать электрический мотор или же ручку.
Наибольшую сложность представляет собой изготовление фрезы, а потому ее стараются собирать из нескольких отдельных элементов. Очень важно, что материал, использующийся для этой детали, должен быть очень прочным. Для передвижения фрезы используется дополнительная рельса, которую также нужно установить. Окончательное устройство очень схоже с обычным фрезерным станком. Заготовка укладывается в пазы и вращается, а фреза перемещается вдоль. Таким же образом работают и оцилиндровочные станки.
Этапы сборки
Первый шаг – это сборка рамы. Высота установки рамы – 20 см. Погрешность наклона допускается в районе 0,5 мм на 1 метр. Второй шаг – это установка силового механизма, а также крепление бабок. Далее необходимо закрепить трос для электрокабеля на установленных стойках. После этого можно приступить к креплению стопора к силовому механизму. Важной частью работы станет оборудование заземления для устройства, если оно использует электрический мотор. Только после обустройства заземления можно приступить к подключения мотора к питанию. Когда это будет готово, необходимо проверить соответствие фаз режимам работы. Если они были подключены неверно, то при включении мотора будет происходить обратное вращение. Если это случилось, значит, фазы нужно менять местами. Когда все готово, следует еще раз проверить правильность вращения. Укладывать бревно до того, как будут успешно завершены все проверочные работы, категорически запрещается.
Только после обустройства заземления можно приступить к подключения мотора к питанию. Когда это будет готово, необходимо проверить соответствие фаз режимам работы. Если они были подключены неверно, то при включении мотора будет происходить обратное вращение. Если это случилось, значит, фазы нужно менять местами. Когда все готово, следует еще раз проверить правильность вращения. Укладывать бревно до того, как будут успешно завершены все проверочные работы, категорически запрещается.
Особое внимание необходимо уделить креплениям бабок. Устанавливаются они максимально жестко и параллельно направляющим. Оси обеих элементов должны совпадать. Также важно сбалансировать фрезу, иначе станок довольно быстро выйдет из строя.
Отзывы об оцилиндровочных станках довольно положительные. При правильной сборке и эксплуатации отмечается, что агрегат имеет приличный срок службы и хорошую надежность. Сказать точно о производительности не получится, так как самодельные модели используются по-разному. Однако если смотреть на заводские машины, то они способны за одну рабочую смену обработать до 20 бревен. В целом агрегат надежный и довольно полезный, однако его сборка довольно трудная и требует определенных навыков.
Однако если смотреть на заводские машины, то они способны за одну рабочую смену обработать до 20 бревен. В целом агрегат надежный и довольно полезный, однако его сборка довольно трудная и требует определенных навыков.
Фреза для оцилиндровки бревна своими руками
Назначение и специфика оборудования
Технология возведения домостроений из цельного бревна предполагает выполнение ряда операций, необходимых для подготовки древесины к качественной сборке сруба. Универсальные функции оцилиндровочного станка дают возможность производить предварительную и чистовую обработку круглого леса при строительстве деревянных домов.
Широкие возможности станка для оцилиндровки бревен позволяют совершать практически полный комплекс работ при однократной установке деревянной заготовки. Полученный элемент не требует дополнительной обработки и получает полную готовность для осуществления сборки сруба. Универсальный агрегат способен последовательно выполнять работу от окаривания спиленного леса до выборки монтажных пазов:
- снятие слоя древесной коры;
- оцилиндровка;
- создание пазов, вырезов простой и фигурной формы;
- изготовление продольных выемок и профильных кромок.

Станок может быть использован для отделки бруса, обработки пиловочника, он легко справляется с древесиной, имеющей кривизну формы и большую степень сучковатости. Агрегат функционирует по токарно-фрезерному принципу и выполняет работу автоматически, в соответствии с заданными оператором параметрами.
Самодельный оцилиндровочный станок
С давних времен человечество использует деревья для строительства жилья. Это материал широко распространен, не требует сложной подготовки и хорошо сохраняет тепло.
В настоящее время дерево можно подвергнуть любой обработке, чтобы придать желаемую форму бревну.
Для получения ровных бревен с одинаковой площадью сечения применяют станки для оцилиндровки.
Такая установка позволяет осуществлять различные операции обработки древесины:
- Оцилиндровка дерева.
- Изготовление пазов.
- Производство обрезной доски.
- Получение элементов для паркета.
- Обрезка досок.
- Производство бруса.

- Фрезерование гладкого бревна.
- Пиление древесины на лафет.
Оцилиндровочные установки находят применение на пилорамах, больших производствах и в личном хозяйстве.
Главной функцией оборудования является снимание верхнего слоя древесины посредством применения фрезы и различными типами ножевых инструментов.
Зависимо от технологии станок для оцилиндровки бревна подразделяется:
- Проходной – осуществляет переработку древесины во время движения, не делая остановки.
- Цикловой – при обработке древесины происходит прерывание перемещения бревна. Схема движений представляет собой цикл операций.
- А также цикловые установки классифицируются на два подвида:
- Цикло-позиционные – обработка материала происходит в процессе продвижения касательно инструмента
- Цикло – проходные – древесина подвергается деревообработке инструментом, который сам делает нужные движения.
При проходном методе обработки бревно производит линейное перемещение, а станок – вертящееся.
А цикло-проходное оборудование предусматривает перемещение бревна касаемо оси, а перемещение инструмента происходит методом кручения.
Цикло-позиционные станки осуществляют вертящиеся перемещения бревна, а инструмент производит прямолинейное движение параллельно оси заготовки.
По механизму работы станки разделяются на:
- Механические – предполагают наличие оператора, который осуществляет регулировку режимов, настройку, загрузку и разгрузку оборудования.
- Автоматические – вся схема обработки производится станком. Существуют модели, где человеку нужно произвести только загрузку материала.
- Полуавтоматические – установка выполняет автоматически только один цикл операций, а потом человек снова должен запустить механизм.
Станок для оцилиндровки бревен в случае отдельного вида дает разную производительность. Проходное оборудование более производительно, но уступает по правильности обработки и образованию выраженной шероховатости материала.

Цикло-позиционные установки дают хорошую четкость и высокое качество, но выработка значительно меньше.
Если сравнивать по занимаемой площади, то для размещения цикло-позиционного оборудования нужно куда меньше места, чем для проходных установок.
Обычно в качестве рамы служат квадратные трубы, обладающие направляющими для движения силовой конструкции и каретки.
Предлагаем ознакомиться Можжевеловый веник для бани.Польза, как правильно запарить
Бабки требуются для закрепления бревна в центральной части и для толчка к вращательным действиям.
Основным ходовым инструментом выступают фрезы. Они обеспечивают легкое вхождение в древесину, уменьшая вибрации и увеличивая точность.
Они бывают универсальные и фигурные. Универсальная фреза применяется при классической оцилиндровке, фрезеровки и выборки венцевых чашек.
Фигурная фреза употребляется при выборке пазов.
Фрезы оснащены ножами, которые можно снять. При несоответствии получаемых параметров бревна необходимо заменять ножи. Они изготавливаются из прочной стали и применяются продолжительное время.
При несоответствии получаемых параметров бревна необходимо заменять ножи. Они изготавливаются из прочной стали и применяются продолжительное время.
Чтобы уменьшить время и сделать помещение бревна на раму легче, применяют рычаги, устанавливаемые в центре бревна.
Для выбора венцевой чашки нужно надежное прикрепление каретки. Поэтому применяются тормозные приспособления, размещаемые на окончаниях каретки.
Если нужно получить продольный паз, то используют удобный регулятор вращения древесины.
Для выбора станка не следует ориентироваться на разрекламированные установки. Нужно хорошо оценить предлагаемые образцы.
Конечно, полезно побывать на производствах, где используют такие станки.
Общение с непосредственными операторами оборудования принесет неплохие плоды при выборе установки.
На российском рынке широко представлены следующие модели: Русь, Шервуд и Термит. Оборудование Шервуд и Русь могут быть отдельными составляющими, или входить в состав деревообрабатывающей системы.
Объем бревна, которое проходит через данные установки, составляет 24 см. существуют модели, пропускающие большие диаметры.
Такие установки применяемы при обработке различных материалов: береза, дуб, ясень, сосна и другие.
Конечно, приобрести популярные станки можно, но иногда приходится их переделывать под собственные нужды. Поэтому более практичным способом иногда выступает изготовка оцилиндровочного станка своими руками.
Самодельный оцилиндровочный станок предпочтительно выполнить с применением пилорамы.
Чтобы происходило кручение бревна, применяется электрический мотор, устанавливаемый дополнительно.
Заместо переднего конусной конусной части делается упор, подшипником для которого служит бабка, располагающаяся сзади.
Установка напоминает фрезерный станок, так как установка бревна происходит в имеющиеся пазы, потом происходит кручение.
В итоге фреза начинает перемещаться вдоль бревна.
Самодельный оцилиндровочный станок крепится на твердую поверхность, предпочтительно бетонную. При изготовке рамы также используются шпалы или толстый брус.
Этапы сбора станка:
- Собирание рамы, используя уровень для размещения в устойчивом горизонтальном положении. Обычно высота рамы достигает 20 см.
- Монтирование силовой конструкции (передних и задних бабок), на которую натягивается трос крепления электрокабеля.
- Оборудование силовых стоек стопором.
- Обеспечение заземления.
- Подключение двигателя, приводящего к кручению бревна. При этом следует ориентироваться на точное подключения фаз. При неправильном подключении направление силовой головки не совпадет с направлением кнопок.
- Проверка направления кручения бревна. При неправильном направлении необходимо заменить фазы на электрическом моторе.
 Следует помнить, что пока не будет правильно подключены фазы питания, вращательные действия бревна и двигателя запрещены.
Следует помнить, что пока не будет правильно подключены фазы питания, вращательные действия бревна и двигателя запрещены.
А также следует прочно закреплять бабки, устанавливая их одновременно с направляющими. Линии движения осей стоек должны быть похожи.
Для этого меряется точная длина между продольным профилем и центральной частью стойки и между ближайшей направляющей и центром бабки.
Эти расстояния должны быть равны для обеих бабок.
Установка фрез происходит на конический элемент, и закрепляются они болтами. Нужно соблюдать равновесие фрез и изменение скачок заточки ножей.
После всех операций монтажа следует проверить правильность сборки и горизонтальность рамы.
После продолжительного стояния без работы своего станка или нахождения во влажном помещении нужно перед запуском выдержать установку в сухом помещении для удаления лишней влаги.
: самодельный оцилиндровочный станок.
Оцилиндровочный станок, сделанный своими руками, обладает определенными преимуществами:
- Небольшой расход древесины.

- Получение материала для любых собственных нужд.
- Достижение хорошего качества получаемого бревна.
- Наличие станка под рукой.
Конечно, как и любой покупной станок, самодельное оборудование требует приобретение комплектующих частей.
Но обработка древесины на своем оборудовании получается более подходящей к личным целям применения получаемого бревна.
Достижение определенных технических свойств у изделий происходит при наличии самодельного оцилиндровочного оборудования.
пилорама в основе станка
Проще всего станок сделать своими руками из пилорамы. Вместо переднего конуса устанавливается упор. Подшипником для упора оснащается бабка, расположенная сзади. Для вращения бревна используется дополнительный электромотор или ручка.
Сложнее всего изготовить фрезу, поэтому ее составляют из частей. Следует выбирать максимально прочный материал. Передвигается фреза на дополнительной рельсе. Устройство схоже с обычным фрезерным станком: в пазы устанавливается бревно, запускается его вращение, фреза двигается вдоль.
Устройство схоже с обычным фрезерным станком: в пазы устанавливается бревно, запускается его вращение, фреза двигается вдоль.
Самодельный оцилиндровочный станок необходимо ставить на крепкое бетонное основание. Можно подготовить раму из шпал или толстого бруса, установленную на утрамбованный грунт.
Ход монтажа:
- Собирается рама. Используется строительный уровень, допускается погрешность до 0,5 мм на 1 м. Раму устанавливают на высоте 20 см.
- Установка силового механизма, бабок.
- На установленные стойки крепится трос для электрокабеля (мобильного).
- Силовой механизм оборудуется стопором.
- Обеспечивается заземление.
- К электропитанию подключается мотор для вращения бревна. При подключении следует проверить соответствие фаз режимам. Если фазы подключены неправильно, при нажатии кнопок двигаться головка будет в другую сторону. Значит, фазы нужно поменять.
- Проверяется направление вращения бревна. Меняется оно сменой фаз на электромоторе.
 До проверки подключения фаз категорически запрещено запускать двигатели вращения и станка.
До проверки подключения фаз категорически запрещено запускать двигатели вращения и станка.
Важно крепко и жестко закрепить обе бабки, установив их параллельно направляющим. Оси бабок должны совпадать! Станок быстро выйдет из строя, если не сбалансировать фрезы. Заключительный этап монтажа станка — установка фрез. Фигурная закрепляется на вал и крепится к конической части болтом. В ее корпус вкручивается универсальная и накрепко затягивается.
Конструкция и принцип работы агрегата
Конструкция оборудования для оцилиндровки бревна включает:
- рельсовый путь, установленный на жесткой станине;
- технологическую оснастку в виде механизмов для подъема и перемещения заготовки;
- переднюю и заднюю бабки, обеспечивающие точное центрирование бревна;
- мобильное устройство с исполнительными инструментами.
В конструкции предусмотрена установка двух двигателей, один из которых обеспечивает вращение заготовки, а второй отвечает за работу фрезеровочного приспособления. Для закрепления электрического кабеля используются стойки и струны. Исполнительный механизм отличает плавное действие, дающее возможность снимать слой древесины глубиной до 3 см.
Для закрепления электрического кабеля используются стойки и струны. Исполнительный механизм отличает плавное действие, дающее возможность снимать слой древесины глубиной до 3 см.
В работе станка для изготовления оцилиндрованного бревна задействовано 2 типа фрезеровочного инструмента. Чистовые и сферические фрезы имеют разное предназначение. Первый тип используется для создания продольных выемок, а второй применяется для выборки венцовых чашек. Фрезы могут работать при поступательном способе движения по направлению к задней бабке, или выполнять вращение.
После подачи и загрузки заготовки на станину выполняется установка бревна в соответствии с осями передней и задней бабок. Обработка древесины начинается после фиксации, которая при стационарной работе может быть неподвижной. При оцилиндровке бревно закрепляется жестко, но имеет возможность вращения.
Почему именно бревно
Какое значение имеет кривизна бревна при пилении несортированной древесины на многопильном станке?
Почему при оцилиндровке бревна на его поверхности образуется полоса в виде резьбы?
Почему оцилиндровочный станок Кедр дешевле? Вопрос от Бориса из Красноярска.
Я купил оцилиндровочный станок по виду такой же как ОЦС-1М. Можно ли купить для него новую фрезу?
Есть необходимость в приобретении лазерного указателя пропила для пилорамы. Будет ли работать ваш лазер в таких условиях температуры -40С? Какова длина линии линейного лазера?
Здравствуйте! Есть ли у вас в продаже станки для оцилиндровки брёвен, где бы сохранялась естественная сбежность бревна? Мы строим дома ручной рубки. Корить и рубанить приходится в ручную, а хотелось бы попробовать получать подобный результат используя станок. С уважением Евгений.
Здравствуйте, мы приобрели станок ос1-400 у компании ижкомстанко, приступили к производству и столкнулись с одним очень интересным моментом, суть вопроса в том, нужно ли сырое оцилиндрованное бревно, делать в диаметре больше где то на пол см, чтобы когда оно высохнет, получить нужный диаметр? И впитывает ли сухое бревно после сборки влагу? Если впитывает, то деталь в диаметре увеличивается? Или нет? Заранее спасибо большое за вашу помощь.
Как выставить ножи на цилиндровочный станок ОС1-400?
Как вы решаете проблему с вибрацией бревна?
Скажите чем отличаются станки Святогор и Шервуд от станков Пилтех?
Почему образуется волна при пилении на ленточной пилораме?
Чем отличается оцилиндровочный станок ОЦС-4А от ОЦС-2А ?
… Не давно узнал, что выход на дисковых пилорамах на много больше 78-80 процентов после еще и вычитал в интернете об этом, правда ли это? ведь на дисковых толщина пропила больше так почему выход такой большой?
Как проверить геометрию ленточной пилорамы?
На чем лучше специализировать производство: только цилиндровка бревна, изготовление комплектов домов, изготовление и сборка домов из оцилиндрованного бревна?
Как зависит высота стены из оцилиндрованного бревна от ширины монтажного паза?
Принцип обработки поверхности бревна при оцилиндровке.
Как состыковать торцовочный и чашкорезный станки в линию?
Что делать, если вместо цилиндрического бревна получается конус (морковка)? Разница в комле и вершине достигает 5 мм.
Сколько время оцилиндровки одного бревна, какова реальная производительность?
Почему лента на транспортере смещается в сторону?
Какие бывают типы оцилиндровочных станков?
Чем отличается оцилиндровочный станок ОЦС-2А от ОЦС-3А ?
Как изготовить оцилиндровочный станок своими руками? Ничего сложного не вижу, кроме фрезы оцилиндровки. Можно ли заказать у Вас фрезу для оцилиндровочного станка и фрезу чашкореза на диаметр 220 мм?
Комплектация оцилиндровочного станка ОЦС-3А, что необходимо будет еще для организации производства и сборки домов из оцилиндрованного бревна?
Чем отличаются дома из оцилиндрованного бревна, от собранных из бревен ручной рубки?
Можно ли дополнительно заказать фрезу к оцилиндровочному станку ОЦС-1?
Можно ли приобрести Ваш станок в кредит или лизинг?
Где можно посмотреть Ваше оборудование в действии?
Я видел Ваш станок у нас в регионе.
Но на фото не могу его найти у вас на сайте Pilteh?
Могу ли я забрать станок ОЦС-2А на своей машине?
Интересует угловая дисковая пилорама. Сроки?
Хочу заказать станок с определенными параметрами.
Категория: Советы Создано 06.02.2014
С их помощью можно быстро отрезать от доски или бревна нужный кусок. Для калибровки изделия нужен будет рейсмусовый станок.
Благодаря нему, можно изготовить деревянную деталь необходимой толщины с точностью буквально до миллиметра.
Дисковые пилы бывают разными. Сейчас производятся ручные и стационарные агрегаты, предназначенные для работы с древесными изделиями разных видов.
Это оборудование собой представляет мощный электрический инструмент, главной деталью которого является прочный диск, имеющий очень острые зубцы.
Такой агрегат легко распилит доски, ламинат, рейки, древесные плиты. Он даже подходит для резки металла.
Дисковые пилы бывают разных моделей. Поэтому их технические характеристики могут отличаться.
Поэтому их технические характеристики могут отличаться.
Чтобы выбрать действительно нужный для производства электроинструмент, стоит ознакомиться при покупке со следующими характеристиками оборудования:
- глубина пропила.Один из самых важных показателей агрегата. Он зависит от того, какой диаметр имеет диск. Чем больше его размер, тем более глубокий будет пропил;
- мощность двигателя тоже важный показатель. Он влияет на быстроту работы оборудования. Чем мощнее агрегат, тем он будет производительнее. Дисковые пилы, использующиеся на производствах, могут иметь мощность в 2500 Вт. Это очень высокий показатель;
- безопасность оборудования. Так как дисковые пилы будут постоянно использоваться работниками деревообрабатывающего предприятия, то они должна быть совершенно безопасны в применении. Поэтому нужно выбрать агрегаты с системой защиты, блокиратором, предотвращающим их случайное включение.
Для калибровки заготовок из дерева необходим рейсмусовый станок.
Чаще всего он используется на мебельных производствах, так как производителям предметов интерьера требуется профессиональное оборудование, которое бы позволяло им выпускать аккуратную и красивую продукцию. Выбирая рейсмусовый станок, требуется обращать внимание на его технические возможности:
- насколько часто вращается вал. Чем более быстро он станет вращаться, тем более ровной получится поверхность обрабатываемой детали;
- глубина и ширина пропила, которые делает рейсмусовый станок. Глубина это показатель, означающий, сколько древесины за один проход может срезать агрегат.
- Ширина – детали какой ширины станок может обрабатывать.
Оцилиндрованным принято называть такое бревно, с которого на специальном деревообрабатывающем станке срезают верхний слой древесины.
В результате такой обработки диаметр по всей длине бревна будет одинаковым, т. е. из конусовидного ствола дерева получают цилиндр.
Дома из оцилиндрованного бревна выглядят не просто красиво, а изящно.
Они теплы, долговечны, и, главное, экологичны.
Станок оцилиндровочный создан для придания правильной формы брёвнам, идущим на возведение срубов.
Использование станков позволяет ускорить и упростить подготовку древесины.
Обработанные своими руками брёвна выходят одного диаметра, с пазом, проструганными поверхностями и подготовленными монтажными чашами.
Обработка древесины проводится на протяжении нескольких столетий. Издавна оцилиндрованные бревна использовали для того, чтобы возводить дома, бани и иные сооружения.
Процесс придания правильной формы бревнам достаточно сложный, предусматривает применение специальных оцилиндровочных станков.
Создать оцилиндровочный станок своими руками решают многие, кто достаточно часто работает с бревнами. Ручным методом провести обработку качественно практически невозможно, при этом требуется достаточно много времени.
Предлагаем ознакомиться Герметик для дерева: выбор и нанесение по технологии «теплый шов»
Рассмотрим особенности того, как сделать оцилиндровочный станок своими руками, какие есть разновидности подобного оборудования и многие другие моменты.
Современные станки позволяют провести оцилиндровку так, что подготовленное бревно пригодно для установки в стеновые конструкции без финишной обработки. Функционал может существенно различаться, зависит от особенностей конструкции оцилиндровочного станка и его стоимости.
При рассмотрении все чертежей и моделей оборудования, которое используется для оцилиндровки бревен, следует уделить внимание на нижеприведенные моменты:
- Создание пазов, которые могут использоваться во время монтажа для решения различных задач.
- Производство обрезной доски, паркета, плашек.
- Выполнение работы по оцилиндровке, в том числе и финальный этап рассматриваемой задачи.
- Фрезерование поверхности древесины для достижения нужных показателей шероховатости.
- Создание венцовой чашки.
- Производство лафет путем распила леса.
- Создание компенсационного паза при помощи установленной дисковой пилы.
Следует учитывать тот момент, что оцилиндровочный станок, созданный своими руками, может не обладать всеми функциями, так как для этого при его производстве нужно использовать сложные проекты. Проще всего создать не универсальное оборудование, которое предназначено для решения конкретных задач, к примеру, оцилиндровки заготовок.
Проще всего создать не универсальное оборудование, которое предназначено для решения конкретных задач, к примеру, оцилиндровки заготовок.
Главной особенностью моделей станков, которые выпускают известные производители на сегодняшний день, является использование лазерного указателя для контроля движения каретки.
Этот момент обуславливает высокую точность обработки и возможность проведения всего процесса без переустановки заготовки.
Таким образом, управляемая ЧПУ каретка с набором инструментов движется по направляющим и выполняет различного рода операции.
Станок для оцилиндровки бревна
Как показывает практика, своими руками можно сделать модель, которая будет иметь ручное управление и возможность обработки заготовок длиной до 7 метров.
При рассмотрении того, какие оцилиндровочный станок самодельный чертежи может иметь отметим, что зачастую конструкция имеет нижеприведенные элементы в той или форме их реализации:
- Основным и самым громоздким элементом становится рама.
 Именно на ней концентрируется напряжения и крепятся все остальные элементы. При изготовлении рамы рекомендуется использовать прямоугольный трубопрокат. Соединение всех элементов зачастую проводится при помощи сварки, что позволяет ускорить работу и создать по-настоящему прочную конструкцию. Однако можно проводить создание рамы и при использовании сочетания болта и гайки. Разборные станины более мобильные, но обладают меньшей жесткостью.
Именно на ней концентрируется напряжения и крепятся все остальные элементы. При изготовлении рамы рекомендуется использовать прямоугольный трубопрокат. Соединение всех элементов зачастую проводится при помощи сварки, что позволяет ускорить работу и создать по-настоящему прочную конструкцию. Однако можно проводить создание рамы и при использовании сочетания болта и гайки. Разборные станины более мобильные, но обладают меньшей жесткостью. - Направляющие, по которым будет передвигаться пильный силовое и пильное устройство. Длина бревен может достигать несколько метров, а вес десятки килограмм. Для того чтобы существенно упростить задачу по обработке следует создавать самодельный оцилиндровочный станок, на котором движется инструмент, а не заготовка.
- Бабки: передняя и задняя, в некоторых случаях, только одна. Они необходимы для того, чтобы крутить бревна во время их обработки. Отметим, что передняя довольно часто имеет делительную головку и систему крепления заготовки. При помощи делительной головки можно задать угол поворота на каждом этапе обработке, что необходимо для повышения качества заготовки.

- В качестве режущего инструмента, как правило, используется фреза. Существует достаточно большое видов этого режущего инструмента. При рассмотрении того, как сделать фрезу своими руками отметим, что работ сложна, предусматривает использование проката из инструментальной стали, которая имеет повышенную прочность и невысокую степен обрабатываемости.
- Качественная фреза имеет сменные ножи, которые можно при необходимости затачивать и заменять. Сама фреза с течением времени не изнашивается.
- Чтобы правильно разместить бревно, которое имеет большой вес, устанавливаются специальные рычаги.
- Ролики, выступающие в качестве упора, не позволяют бревну во время обработки провисать, тем самым существенно повышается качество получаемого материала.
- Практически все модели имеют механические тормоза, которые устанавливаются на обеих сторонах каретки. Они необходимы для выполнения работы по выборке венцовой чаши.
- Устройство, которое позволяет проводить вращение стала вручную на момент прорезки продольного паза.

Разновидности станков
Стоимость оцилиндровочного станка формируется на основе мощности устройства и наличия дополнительных опций, позволяющих увеличить скорость и комфортность работы. В самых простых модификациях оборудования перемещение заготовки выполняется вручную, но обычно для этой цели предусмотрена установка моторного привода. Скорость движения каретки может доходить до 14 м/сек. Оцилиндровка заготовки в разных моделях производится в пределах от 10 до 15 минут, а при полной обработке бревна временные затраты составляют около получаса. Правильно организованная работа станка обеспечивает выход готового продукта от 100 погонных метров за одну рабочую смену.
Оборудование обладает значительной мощностью и массой, поэтому, прежде чем купить оцилиндровочный станок, следует убедиться в наличии электросети с напряжением 380 вольт и подготовить ровную площадку с бетонным основанием, которое компенсирует вибрацию и снизит шум агрегата во время работы. Производительность устройства определяется модификацией, позволяющей выполнять число рабочих операций, и качеством обрабатываемой древесины.
Рекомендации перед приобретением
Для выбранного уровня производительности важно учесть степень автоматизации оцилиндровочного станка.
В механизированных моделях оператор загружает и выгружает бревна, проводит настройку и регулировку механизмов. Он также следит за качеством выполняемых работ, всеми этапами операций.
В автоматизированных оцилиндровочных станках для специалиста, его обслуживающего, отводится роль контролера за процессом.
В полуавтоматизированных установках мастер подключается к процессу после выполнения станком одного цикла операций.
Электрический может работать без перерыва при условии, что электролинии надежные или есть генератор дополнительного питания. Бензиновый требует постоянной заправки, но не зависит от внешних факторов.
Предлагаем ознакомиться Цементно песчаная стяжка своими руками
Но основной выбор стоит между проходным и цикловым типами. Проходной обеспечит высокую производительность, порой за счет качества обработки. Большинство моделей таких станков не имеет возможности делать поверхность бревна гладкой, без заусениц и шероховатостей. Цикловые установки работают значительно медленнее, но при этом имеют ряд достоинств:
Большинство моделей таких станков не имеет возможности делать поверхность бревна гладкой, без заусениц и шероховатостей. Цикловые установки работают значительно медленнее, но при этом имеют ряд достоинств:
- обеспечивают очень высокое качество обработки;
- выполняют весь набор операций;
- имеют компактные габариты;
- конструкция устойчивая и комфортная в обслуживании.
Кроме всего перечисленного, важную роль играет цена, производитель оборудования и требуемое качество обработки.
особенности применения, советы по изготовлению своими руками. Назначение, устройство и самостоятельная сборка оцилиндровочного станка Самодельный оцилиндровочный станок
Все фото из статьи
Возведение жилья из дерева в нашей великой державе было развито издревле. Прежде всего, это вызвано колоссальными запасами этого экологически чистого и относительно недорогого материала. Несмотря на появление массы новых строительных технологий, классические срубы по-прежнему остаются популярными. Ведь преимущества оцилиндрованного бревна очевидны, о них далее и пойдет речь.
Ведь преимущества оцилиндрованного бревна очевидны, о них далее и пойдет речь.
Почему именно бревно
Для начала выясним, оцилиндрованное бревно что это такое и почему в подавляющем большинстве люди предпочитают строить жилье именно из него.
Важно: говоря сухим языком определений, оцилиндрованным бревном принято называть прямой ствол дерева, предварительно обработанный на деревообрабатывающих станках для придания ему правильной цилиндрической формы.
В результате чего удаляется верхний неровный слой, сучки, а также наносятся компенсационные и монтажные пазы.
Плюсы материала
- Древесина сама по себе имеет природную пористую структуру, в результате чего она является одним из лучших тепло и звукоизоляторов .
- Имея четкие геометрические размеры, данный материал идеально стыкуется между собой . Специально обустроенные пазы обеспечивают высокую герметичность и качество межвенцевых швов.
- Все стволы имеют четко фиксированный диаметр, максимальное отклонение здесь может составлять не более 2 мм
.

- На данный момент просто не существует более экологически чистого и полезного для людей строительного материала . В отличие от древесины традиционный кирпич или современные виды строительных материалов могут похвастаться только экологической нейтральностью.
- Хотя цена оцилиндрованного бревна может быть выше, нежели у многих конкурентов, но такие дома не нуждаются в дополнительной внутренней и внешней облицовке . Данный материал сам по себе обладает природной красотой, в результате чего владельцы существенно экономят на отделке.
- Современное деревообрабатывающее оборудование позволяет изначально выпускать стволы с уже готовыми соединительными элементами . Это значительно ускоряет процесс возведения конструкций и дарит массу вариантов планировки.
- Возможно, вам уже приходилось слышать, что натуральная древесина дышит
. Под этим подразумевается способность массива забирать из воздуха избыточную влагу и отдавать ее при изменении условий.
 Проще говоря, дерево является природным кондиционером, обеспечивая идеальный для жизни человека микроклимат в доме.
Проще говоря, дерево является природным кондиционером, обеспечивая идеальный для жизни человека микроклимат в доме. - И наконец, инструкция по строительству вполне доступна . Простенькую баньку, сарай или небольшой дачный домик, хороший хозяин при большом желании сможет возвести своими руками.
В чем недостатки
- Как мы уже говорили дерево это живой материал, поэтому со временем массив начинает усыхать и трескаться. Это действительно так, но благодаря современным подобные процессы можно существенно замедлить.
- Многие знают, что в процессе роста ствол дерева слегка скручивается по спирали. После среза, эта спираль иногда начинает раскручиваться. Именно поэтому мастера не рекомендуют строить из свежеспиленного леса, конструкции может повести. Но сухое оцилиндрованное бревно лишено этого недостатка.
- Такие недостатки, как высокая пожароопасность и подверженность биологическим вредителям легко ликвидируются за счет все тех же специализированных пропиток.

- Пожалуй, единственным существенным недостатком любого деревянного строения является высокий процент усадки новых домов. Хорошо высушенный качественный лес усаживается до 100 мм на каждые 3 – 4м стены в первый год. И по 10 – 20 мм еще в течении 2 – 3 лет. Свежеспиленный лес будет усаживаться до 10 лет.
Что влияет на эксплуатационные характеристики
Для определения основных параметров материала существует свод нормативных актов. В нашей стране это ГОСТ 2708-75, на западе ISO 4480-83. Большой разницы между ними нет, основные параметры идентичны. Именно на этих данных базируется такая программа как калькулятор оцилиндрованного бревна объема, веса, плотности и прочих характеристик.
Оцилиндровочные станки – главные комплектующие линий по обработке древесины, которые применимы как в стандартных цехах, так и при изготовлении подобных изделий своими руками. Основная функция данного станка – за счет фрезы со сложной конструкцией и разными видами снимать гладкий верхний слой с каждого бревна.
В настоящее время в продаже представлено огромное количество подобных изделий различного вида и назначения, среди которых совершенно не сложно выбрать оборудование, идеальное именно для вашего случая.
1 Оцилинровочный станок – особенности оборудования
Станок для оцилиндровки бревен – механизм, в котором обработка бревен осуществляется за счет контакта с ними нескольких специальных фрез. Приводятся последние в движение специальным мотором (в некоторых комплектациях их два).
Все бревна во время подачи надежно фиксируются системой, благодаря чему достижима их простая и равномерная обработка.
Также в зависимости от типа оборудования может он иметь и рельсовый путь, установка которого для версии проходного типа требует специального бетонного основания для установки.
В продаже представлены различные виды оцилиндровочных станков, в том числе, оборудование вида Русь и Шервуд проходного типа, а также модульного типа.
Данное оборудование, как приборы Шервуд или Русь, могут быть самостоятельными единицами или же идти в составе комплекса деревообрабатывающего. Они бывают различной мощности.
Они бывают различной мощности.
Средний объем бревна, которое свободно пропускают станки Русь, Термит, Шервуд, составляет 240 мм, хотя отдельные варианты такого оборудования легко справляются и с более крупными образцами.
Оцилиндровочно — фрезерный станок Шервуд ОФ-28Ц
Оцилиндровочные установки позволяют выполнять целый ряд видов обработки материала. В частности, именно с его применением делают непосредственную оцилиндровку бревна, подготовку продольного паза укладочного, пропила компенсационного, а также специализированных элементов для крепления – боковых чаш.Подходит данное оборудование для всех без исключения разновидностей материала, в том числе, популярного бука, дуба, березы, ясеня, груши, ольхи, сосны и других разновидностей дерева.
1.1 Плюсы и минусы данной технологии обработки
К преимущества данного вида станков для обработки бревна нужно отнести:
- Высокую скорость обработки изделий.
- Точность в выполнении многих видов обработки благодаря разновидности заточки ножей.

- Абсолютную безопасность оператора при работе с таким оборудованием.
- Простоту в настойках, высокий уровень автоматизации таких устройств.
- Высокое качество обработки материала, независимо от качества обрабатываемой древесины
- Универсальность – с таким устройством вы сможете делать любые заготовки из натурального дерева.
- Малый расход древесины, который дают не только образцы Русь и Шервуд, но и самодельный оцилиндровочный станок.
Что же касается недостатков, присущих данному виду устройств, то среди них нужно отметить:
- большие габариты оборудования, ввиду которых любители обрабатывать дерево своими руками не всегда могут устанавливать подобные конструкции в собственном доме;
- высокие цены на сменные детали, а также необходимую обработку изделий перед началом работы, к примеру, заточки ножей.
1.2 Сменные детали к станкам оцилиндровочным
Для простой обработки на таких станках бревен различных типов без изменения качества отделки материала для таких конструкций необходимо закупать такие виды комплектующих:
- Сменные фрезы, в особенности, нестандартных типов (при закупке данных компонентов особое внимание нужно уделить качеству заточки ножей под отдельные виды бруса).

- Дополнительные электромеханические приводы для некоторых типов конструкции.
- Сменные детали для обработки чаш.
- Детали для выполнения компенсационного пропила.
Также иногда для данного вида оборудования, в том числе, станков Шервуд и Русь, можно покупать специальные виды заточки ножей для отдельных бревен, а также некоторые гибкие сменные элементы. Их можно заменять своими руками. Перечень таковых для каждого устройства индивидуален.
2 Популярные виды оцилиндровочного станка
В настоящее время существует несколько популярных разновидностей такого оборудования, используемых профессионалами, а также любителями своими руками проводить строительство, ремонтные, отделочные работы в доме.
Среди таковых моделей:
- Оцилиндровочный станок Алтай. Оборудование благодаря особенностям заточки ножей позволяет обрабатывать бревна, имеющие диаметр до 550 мм. Укомплектован фрезами сферического, а также торцевого типа. Основные преимущества данной версии при обработке брёвен: возможность выбрать оптимальную по скорости проходимость устройства, а также настроить глубину проникновения ножей.
 Идеален для всех видов производства, как и Шервуд, в том числе, строительства небольших деревянных домов.
Идеален для всех видов производства, как и Шервуд, в том числе, строительства небольших деревянных домов. - Оцилиндровочный станок Кедр. Еще один вид оборудования проходного типа для промышленных предприятий. Позволяет укладывать до 7,5 метров бревен на одну обработку. Подходит для всех типов бревна благодаря уникальному виду заточки фрезы.
- Оцилиндровочный станок Тайга ос 1. Оборудование, как и Шервуд, подходит для чернового, чистового видов обработки дерева. Позволяет работать с образцами максимального диаметра 240 мм. Как и другие образцы проходного типа, может использоваться для промышленных целей, в том числе, строительства дома или бани из бруса. В зависимости от разновидности заточки ножей, может использоваться для различных задач.
- Оцилиндровочный станок Термит. Универсальное оборудование проходного типа, как и станок Русь, пригодное для обработки различных типов бруса. Идеален для промышленных предприятий, где может получать до 900 погонных метров готового бруса за смену.
 Современная конструкция данного оборудования позволяет исключить возможность прокручивания бревна во время обработки.
Современная конструкция данного оборудования позволяет исключить возможность прокручивания бревна во время обработки.
Все виды данного оборудования наиболее пригодны для промышленного выпуска бруса, однако при наличии надлежащих условий для работы своими руками они могут применяться в домашних условиях.
Стоимость таких изделии, равно как и моделей Русь или Шервуд, зависит от комплектации оборудования,
Тем же, кому такие изделия не подходят по техническим параметрам, можно сделать самодельный оцилиндровочный станок, созданный по имеющимся эскизам техники.
2.1 Процесс по оцилиндровке бревен на станке (видео)
Какое значение имеет кривизна бревна при пилении несортированной древесины на многопильном станке?
Почему при оцилиндровке бревна на его поверхности образуется полоса в виде резьбы?
Почему оцилиндровочный станок Кедр дешевле? Вопрос от Бориса из Красноярска.
Я купил оцилиндровочный станок по виду такой же как ОЦС-1М. Можно ли купить для него новую фрезу?
Есть необходимость в приобретении лазерного указателя пропила для пилорамы. Будет ли работать ваш лазер в таких условиях температуры -40С? Какова длина линии линейного лазера?
Здравствуйте! Есть ли у вас в продаже станки для оцилиндровки брёвен, где бы сохранялась естественная сбежность бревна? Мы строим дома ручной рубки. Корить и рубанить приходится в ручную, а хотелось бы попробовать получать подобный результат используя станок. С уважением Евгений.
Здравствуйте, мы приобрели станок ос1-400 у компании ижкомстанко, приступили к производству и столкнулись с одним очень интересным моментом, суть вопроса в том, нужно ли сырое оцилиндрованное бревно, делать в диаметре больше где то на пол см, чтобы когда оно высохнет, получить нужный диаметр? И впитывает ли сухое бревно после сборки влагу? Если впитывает, то деталь в диаметре увеличивается? Или нет? Заранее спасибо большое за вашу помощь.
Как выставить ножи на цилиндровочный станок ОС1-400?
Как вы решаете проблему с вибрацией бревна?
Скажите чем отличаются станки Святогор и Шервуд от станков Пилтех?
Почему образуется волна при пилении на ленточной пилораме?
Чем отличается оцилиндровочный станок ОЦС-4А от ОЦС-2А?
… Не давно узнал, что выход на дисковых пилорамах на много больше 78-80 процентов после еще и вычитал в интернете об этом, правда ли это? ведь на дисковых толщина пропила больше так почему выход такой большой?
Как проверить геометрию ленточной пилорамы?
На чем лучше специализировать производство: только цилиндровка бревна, изготовление комплектов домов, изготовление и сборка домов из оцилиндрованного бревна?
Как зависит высота стены из оцилиндрованного бревна от ширины монтажного паза?
Принцип обработки поверхности бревна при оцилиндровке.
Как состыковать торцовочный и чашкорезный станки в линию?
Что делать, если вместо цилиндрического бревна получается конус (морковка)? Разница в комле и вершине достигает 5 мм.
Сколько время оцилиндровки одного бревна, какова реальная производительность?
Почему лента на транспортере смещается в сторону?
Какие бывают типы оцилиндровочных станков?
Чем отличается оцилиндровочный станок ОЦС-2А от ОЦС-3А?
Как изготовить оцилиндровочный станок своими руками? Ничего сложного не вижу, кроме фрезы оцилиндровки. Можно ли заказать у Вас фрезу для оцилиндровочного станка и фрезу чашкореза на диаметр 220 мм?
Комплектация оцилиндровочного станка ОЦС-3А, что необходимо будет еще для организации производства и сборки домов из оцилиндрованного бревна?
Чем отличаются дома из оцилиндрованного бревна, от собранных из бревен ручной рубки?
Можно ли дополнительно заказать фрезу к оцилиндровочному станку ОЦС-1?
Можно ли приобрести Ваш станок в кредит или лизинг?
Где можно посмотреть Ваше оборудование в действии?
Я видел Ваш станок у нас в регионе.
Но на фото не могу его найти у вас на сайте Pilteh?
Могу ли я забрать станок ОЦС-2А на своей машине?
Интересует угловая дисковая пилорама. Сроки?
Сроки?
Хочу заказать станок с определенными параметрами.
Для того чтобы отрезать нужную часть деревянной доски или изготовить изделие нужной толщины, потребуются специальные агрегаты. Для того чтобы произвести распил, нужны дисковые пилы. С их помощью можно быстро отрезать от доски или бревна нужный кусок. Для калибровки изделия нужен будет рейсмусовый станок. Благодаря нему, можно изготовить деревянную деталь необходимой толщины с точностью буквально до миллиметра.
Дисковые пилы бывают разными. Сейчас производятся ручные и стационарные агрегаты, предназначенные для работы с древесными изделиями разных видов. Это оборудование собой представляет мощный электрический инструмент, главной деталью которого является прочный диск, имеющий очень острые зубцы. Такой агрегат легко распилит доски, ламинат, рейки, древесные плиты. Он даже подходит для резки металла.
Дисковые пилы бывают разных моделей. Поэтому их технические характеристики могут отличаться. Чтобы выбрать действительно нужный для производства электроинструмент, стоит ознакомиться при покупке со следующими характеристиками оборудования:
- глубина пропила.

Один из самых важных показателей агрегата. Он зависит от того, какой диаметр имеет диск. Чем больше его размер, тем более глубокий будет пропил;
- мощность двигателя тоже важный показатель. Он влияет на быстроту работы оборудования. Чем мощнее агрегат, тем он будет производительнее. Дисковые пилы, использующиеся на производствах, могут иметь мощность в 2500 Вт. Это очень высокий показатель;
- безопасность оборудования. Так как дисковые пилы будут постоянно использоваться работниками деревообрабатывающего предприятия, то они должна быть совершенно безопасны в применении. Поэтому нужно выбрать агрегаты с системой защиты, блокиратором, предотвращающим их случайное включение.
Для калибровки заготовок из дерева необходим рейсмусовый станок. Чаще всего он используется на мебельных производствах, так как производителям предметов интерьера требуется профессиональное оборудование, которое бы позволяло им выпускать аккуратную и красивую продукцию. Выбирая рейсмусовый станок, требуется обращать внимание на его технические возможности:
- насколько часто вращается вал.
 Чем более быстро он станет вращаться, тем более ровной получится поверхность обрабатываемой детали;
Чем более быстро он станет вращаться, тем более ровной получится поверхность обрабатываемой детали; - глубина и ширина пропила, которые делает рейсмусовый станок. Глубина это показатель, означающий, сколько древесины за один проход может срезать агрегат.
- Ширина – детали какой ширины станок может обрабатывать.
Что такое оцилиндрованное бревно и для чего его применяют?
Оцилиндрованным принято называть такое бревно, с которого на специальном деревообрабатывающем станке срезают верхний слой древесины. В результате такой обработки диаметр по всей длине бревна будет одинаковым, т. е. из конусовидного ствола дерева получают цилиндр.
Дома из оцилиндрованного бревна выглядят не просто красиво, а изящно. Они теплы, долговечны, и, главное, экологичны. Заказать дом из оцилиндрованного бревна на сайте http://stroi-terem.ru/category/дома-из-оцилиндрованного-бревна/, не вызовет затруднений. Зайдя на сайт можно узнать цены, сроки выполнения работ, возможность доставки и мн. др.
др.
Брёвна изготавливаются по ГОСТ 9463-88.
Номинальная длина таких брёвен должна быть от 3,5 до 6,5 м с шагом, равным 250 мм. Таким образом, всего возможно 13 типоразмеров. Отклонение от полученной длины допускается от + 30 до + 100 мм.
Для строительства обычно применяют оцилиндрованные брёвна, имеющие определенный диаметр. Стандарт определяет наименьший диаметр бревна в 140 мм. Большинство изготовителей устанавливают этот диаметр от указанного размера ступенями через 20 мм. Обычно ряд заканчивается брёвнами 280 или 300 мм.
Но так как только для некоторых производителей государственный стандарт – это документ обязательного исполнения, то и длину брёвен, и их диаметр по желанию заказчика могут сделать любыми, которые будут соответствовать проектным размерам будущей постройки.
Для укладки оцилиндрованного бревна в сруб на одной его боковой стороне вырезается продольный паз, называемый укладочным. Его ширина должна быть больше радиуса бревна и по форме максимально точно соответствовать нижнему бревну.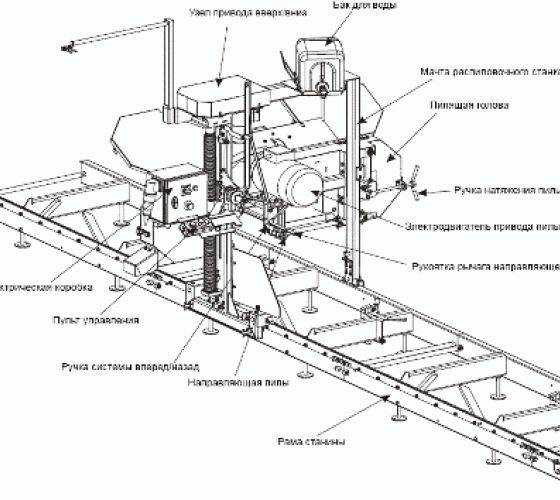 Т.е. радиус этого паза должен быть равен радиусу бревна.
Т.е. радиус этого паза должен быть равен радиусу бревна.
Обычно оцилиндрованные брёвна изготавливаются из «сырой» древесины и досушиваются до необходимой кондиции уже в составе сруба. Очень часто процесс сушки проходит неравномерно – когда внутренние слои остаются влажными, а наружные быстро высыхают. В них возникают напряжения, которые вызывают продольное растрескивание бревен. В зоне продольного паза напряжения снимаются выборкой укладочного паза. А на стороне бревна противоположной от паза напряжение снимают продольным пропилом шириной в несколько миллиметров и глубиной примерно в 0,05 – 0,1 диаметра бревна. Он называется разгрузочным или компенсационным пазом.
Как устроены станки для оцилиндровки брёвен?
Такой станок может быть позиционного или проходного типа. В первом случае ось вращения бревна неподвижна, а бревно вращается с частотой от 20 до 60 об/мин. Вдоль бревна перемещаются стальные черновая и чистовая фрезы с частотой вращения 3 000 – 4 000 об/мин. Черновая обработка заключается в том, что сначала снимают слой коры и древесину до получения заданного диаметра с припуском на чистовую обработку. Потом чистовой фрезой с большой частотой вращения срезается тонкий слой древесины, и получают чистовую поверхность.
Потом чистовой фрезой с большой частотой вращения срезается тонкий слой древесины, и получают чистовую поверхность.
В проходных станках обрабатываемое бревно подается зубчатыми роликами в неподвижный оцилиндровочный ротор, из которого выходит полностью обработанное с компенсационным и укладочным пазами.
- Станки позиционного типа делятся на токарно- и роторнооцилиндровочные.
- Токарнооцилиндровочные – это большой токарный станок с длиной деревянной заготовкой до 7 и более метров и диаметром необработанного бревна до 500 мм и более. Оцилиндровочный ротор содержит вращающуюся фрезу, которая на прямом проходе производит оцилиндровку, а на обратном – прорезается укладочный и компенсационный пазы.
Теоретически упрощенную модель такого станка можно сделать и дома, но работать на нем будет довольно опасно. Большая масса вращающегося бревна, высокие скорости обрабатывающей фрезы и достаточно большие энергетические мощности почти не реальны для исполнения в гараже или сарае частного дома.
Проще и дешевле купить партию готовых оцилиндрованных бревен и строить из них дом или баню.
Как сделать табуретку из бревна своими руками / Поделки из дерева / Мебель Секрет Мастера
Как сделать табуретку из бревна своими руками. Поделки из дерева. Мебель Секрет Мастера. Sekretmastera показывает как сделать своими руками табурет при помощи огня…Подробности здесь?p=12984
Показан способ изготовления уникального деревянного табурета, который не купить в магазине. Получается легкая и прочная конструкция круглой формы и с мягкой сидушкой. Мебель для дачи.
Удобно для дачи. Мебель Секрет Мастера!
Смотрите поделки из дерева 8ADaOa
This video GjV_kle_6vc
¡Subscribe! gvFnpD
YouTube: user/Sekretmastera ↓
WebSait:
Мы в Вконтакте club28641921
Мы в Одноклассники aj6O5O
Канал Sekretmastera создан для тех, кто любит делать поделки своими руками. Вы совершенствуете свои умения и навыки в этом интересном деле? Естественно вы хотите найти единомышленников, готовых делиться собственным опытом и обсуждать чужие изобретения? Тогда подписывайтесь и присоединяйтесь к сообщесту самодельщиков канала Секрет Мастера. Публикуются только проверенные самоделки.
Публикуются только проверенные самоделки.
Наш проект – это возможность легко, быстро, без затрат (используя подручные материалы), создавать оригинальные вещи, сюрпризы, полезные мелочи для быта и отдыха, реанимировать технику, ремонтировать жилище и даже строить.
На канале кроме темы «как сделать своими руками» также присутствуют развлекательные, познавательные и прикольные видео.
Не забывайте оценивать и комментировать понравившееся видео.
Канал поддерживает политику доброжелательности и уважения в комментариях
Калал работает за «спасибо», не забывайте оставлять в комментариях слово «спасибо», а лайк придаст авторам Sekretmastera больше вдохновения и оптимизма!
Оцилиндровочный станок используется для обработки древесины – цилиндрования, выборки пазов и чашей венцовых бревен, фрезерования плоскости. Применение оборудования позволяет собрать сруб без дополнительной обработки деталей. Операции проводятся за одну установку заготовки.
Конструктивные особенности станка
Работа оборудования построена по аналогу с полуавтоматическими токарными станками, оснащенных фрезерной головкой. Автоматизация обеспечивается в пределах цикла – одного подхода, в процессе реализации которого оборудование выполняет операцию по заданным параметрам. Для смены действий и управления режущим инструментом требуется участие оператора.
Автоматизация обеспечивается в пределах цикла – одного подхода, в процессе реализации которого оборудование выполняет операцию по заданным параметрам. Для смены действий и управления режущим инструментом требуется участие оператора.
Конструкция станка имеет составляющие:
- Опоры и рельсовый путь.
- Оснастку рельсов – подъемный и перемещающий механизмы.
- Привод и подвод режущего инструмента.
- Переднюю и заднюю бабки.
- Стойки и струны для подводки электрокабеля.
- Кнопочный пост.
Рабочим инструментом выступают чистовые и сферические фрезы. В оборудовании применяются чистовые фрезы 2-х величин диаметров:
- 150 мм. Размер изделия на выходе – 160-190 мм.
- 190 мм. Достигаемый размер – 200-240 мм.
Режущая поверхность чистовой фрезы лежитв одной плоскости.
Настройкой ножей сферической фрезы задается размер паза. Работа оборудования обеспечивается асинхронными двигателями, один из которых (передний) ответственнен за. подачу фрезы, второй (задний) обеспечивает вращение заготовки.
подачу фрезы, второй (задний) обеспечивает вращение заготовки.
Рабочие параметры при обработке древесины зависят от вида породы, состояния влажности и промерзания материала, толщины заготовки. Регулировке подлежат скорость вращения бревна и подачи фрезы.
Принцип работы оборудования
Обработка заготовок из дерева осуществляется путем перемещения привода и подачи чистовой или сферической фрез вдоль бревна, установленного на рельсовый путь. Подача режущего элемента производится в ручном режиме. Для продольной выемки материала применяется чистовая фреза, сферическая форма инструмента используется для фрезерования венцовых чашек.
Заготовке из древесины придается вращение либо жесткая неподвижная фиксация. Положение зависит от вида операции. Статическая фиксация применяется выборки чашек и компенсационных пропилов. Вращательные движения бревну придаются только при цилиндровании заготовки одновременно с жестким крепежом.
Механизм действий станка построен на:
- вращательном или стационарном состоянии заготовки бревна;
- поступательном и вращательном движении фрезы.

При цилиндровании достигается точность заданного размера, устраняется кривизна изделия. Обработка заготовки производится согласно оси изделия с учетом особенностей:
- Заготовка устанавливается комлем (утолщенной частью) к передней бабке для исключения экстремального снятия слоя.
- Поступательные движения фрезы осуществляются по направлению от передней к задней бабкам.
Точность цилиндрования бревна обеспечивается жесткой фиксацией передней и задней бабок и соосностью крепежа. Получение требуемого размера изделия достигается за несколько подходов.
Операция цилиндрования
В операциях цилиндровании задается постоянное вращение заготовки, закрепленной в центрах бабок, и фрезы, перемещаемой по длине бревна. Заготовка располагается на рычажных подъемниках от передней к задней бабкам. До начала работы рейка приводится к передней бабке.
В процессе работы производятся операции:
- подвод вплотную заготовки к передней бабке;
- установка заготовки в центрах передней и задней бабок в форме жесткого крепежа путем регулировки винтов заднего фиксатора;
- задача параметров фрезерной головки на черновой минимальный съем материала;
- последовательный пуск приводов вращения заготовки и фрезы;
- ручное перемещение фрезы с помощью рейки;
По окончании прохода вращение заготовки (привод) останавливается для приведения рейки в первоначальное положение и задачи новых параметров среза. Операции возобновляются в аналогичном порядке.
Операции возобновляются в аналогичном порядке.
Операция выборки монтажного паза
Монтажный паз – продольная выемка на заготовке, упрощающая сопряжение бревен при установке готовых изделий. Отличие операции выборки паза от цилиндрования состоит в обработке заготовки в фиксированном положении. Проведение операций по выборке осуществляются в следующем порядке:
- отведение рейки в положение к передней бабке;
- установка бревна в центрах бабок с фиксацией от вращения;
- настройка горизонтального положения фрезы к обрабатываемой поверхности бревна;
- задача параметров фрезы в размере меньшем диаметра заготовки;
- включение привода фрезы;
- осуществление выборки ручным поступательным перемещением движущейся фрезы с помощью рукоятки рейки.
Параметры паза (глубина, ширина) после выемки неизменны на протяжении всей длины бревна.
Операция выборки венцовых чашек
Наличие венцовых чашек облегчает монтаж конструкции. Их создание осуществляется после цилиндрования и выемки паза. Фрезерование чашек требует соблюдения очередности:
Их создание осуществляется после цилиндрования и выемки паза. Фрезерование чашек требует соблюдения очередности:
- фиксация заготовки на рельсах с использованием тормоза;
- нанесение графической отметки чашки;
- совмещение центра фрезы и планируемой выемки;
- включение привода рабочего инструмента;
- непосредственно выемка материала перемещением фрезы за рукоятку вниз.
До проведения выемки требуется задача вылета ножей фрезы, настроенных на единый радиус. В процессе работы со сферическими фрезами положения ножей проверяются не менее 2-х раз за смену и перед началом эксплуатации оборудования.
Монтаж оборудования
Надежность и производительность станка обеспечивает технически грамотная установка. Монтаж оборудования осуществляется с учетом обязательных требований:
- Для установки станка используются параллельно размещенные брусья либо бетонное основание без заливки рельс. Место защищается навесом от попадания атмосферных осадков.

- Подводка энергопитания оборудования согласно технических условий. Включение в рабочий режим допускается после контроля фазности и обеспечения заземления.
- Балансировки рельсовых путей по уровню в горизонтальном и вертикальном направлениях.
- Обеспечения соосности задней и передней бабок.
Высокая организация труда достигается зонированием площадки с созданием мест складирования заготовок, готовых изделий и пиломатериалов. До начала работ проверке подлежат состояние поверхности, фрез, приводных ремней и осуществляется смазка рабочих узлов.
Собственная пилорама в домашнем хозяйстве – производство чрезвычайно полезное. Деревянный дом и участок требуют постоянных работ и обновлений, но при этом имеет массу недостатков: гниль, порча, горение.
Чтобы вовремя заменить один из элементов дома или надворной постройки, требуется материал. Привезти его подчас просто дорого. Поэтому самодельные станки для оцилиндровки бревна пригодятся как нельзя кстати. Виды, преимущества и недостатки – описаны ниже.
Виды, преимущества и недостатки – описаны ниже.
Заводское производство
На сегодня цилиндровка бревна производится высокоточным оборудованием за один цикл обработки природного неокоренного хлыста. Такие технические новинки недёшевы, но вполне себя оправдывают – владельцы лесного и домостроительного бизнеса подтверждают семикратную окупаемость. Начинающим предпринимателям не удаётся сразу приобрести новшества прогресса, и поэтому они пользуются устройствами следующего типа:
Каждая из машин требует специального помещения для беспрепятственной отгрузки готовой продукции и наличия персонала по обслуживанию и ремонту. Поэтому частные хозяйства предпочитают устраивать у себя самодельное оборудование, выпускающее качественные хлысты для самостоятельной сборки сруба.
Самодельные установки
Чтобы самодельная оцилиндровка брёвен не уступала по качеству производственной, соберите собственный механизм по все правилам, учтите все вопросы безопасности, иначе при отсутствии опыта риск поломки или угроза здоровью возрастают. Требования к самодельной установке следующие:
Требования к самодельной установке следующие:
Чтобы собрать самодельный станок для оцилиндровки бревна, важно иметь подобный опыт и понимание работы каждого узла. Иначе механизм, имеющий электрический привод станет опасным.
Монтаж
Для работы используется старая пилорама, на которой заменяют корпус упором и задними бабками для зажима неокорённого ствола. В качестве держателя устанавливают конический или иной роликоподшипник. Чтобы бревно без труда вращалось по собственной оси, потребуется дополнительный двигатель, вручную процесс пойдёт долго.
Для перемещения фрезы, самым простым решение станет укладка рельсового пути. Не придётся перетаскивать тяжёлые хлысты вручную. Расстояние между поперечными шпалами, усиливающими конструкцию, и на которых крепится рельса – не более 1 м, для монтажа используется брус, пропитанный специальными составами или уже готовые шпалы.
Монтаж самодельного станка для оцилиндровки начинается со сборки рамы. Действуя сварочным аппаратом, отдельно готовят её секции. А при сборке проверяют уровнем, так чтобы конструкция получилась в одной плоскости. Погрешность в 0,5 мм на каждый метр допускается, так как идеальной ровности добиться всё равно не удастся, а тяжёлое бревно в будущем сгладит несоответствие.
А при сборке проверяют уровнем, так чтобы конструкция получилась в одной плоскости. Погрешность в 0,5 мм на каждый метр допускается, так как идеальной ровности добиться всё равно не удастся, а тяжёлое бревно в будущем сгладит несоответствие.
Укрепляют фрезеровочный узел, собирается от деталей токарного станка. Ведь кроме оцилиндровки нужно вырезать чашку на стволе. Для этого требуется специальная вертикальная фреза, которую изготавливают самостоятельно или заказывают по каталогу заводу – производителю.
Для формирования укладочного паза и компенсационного пропила, требуются соответствующие комплектующие. Подойдёт дисковая циркуляционная пила. Устанавливают её сбоку на фрезерный узел.
Теперь подключают двигатель для вращения. Сразу предусмотрите электропитание с советующим напряжением в помещении, предназначенном быть домашней пилорамой, силовой кабель должен идти отдельно и быть подключённым в независимый щит, иначе постоянного вышибания бытовых приборов в доме не избежать, что не может отразиться на их работе. Двигатель укрепляют анкерными болтами. Правильность подключения указана на корпусе, с ней должно совпадать движение силовой головки. В случае несовпадения поменяйте фазы местами.
Двигатель укрепляют анкерными болтами. Правильность подключения указана на корпусе, с ней должно совпадать движение силовой головки. В случае несовпадения поменяйте фазы местами.
Кабели подключения разнообразных узлов устанавливаются на всю длину готового станка с запасом. Безопасность использования заключается в укреплении их над станком гибкими держателями. Нель дать кабелю провиснуть и тем более коснуться рабочей поверхности – переруб чреват последствиями.
До пуска в работу, станок для оцилиндрованного бревна проверяют на параллельность осей бабок, передней и задней. Перемещающая фреза должна идти точно горизонтально. Если этого не сделать, самая меньшая неприятность, случающаяся при эксплуатации – кривизна ствола. Большая – выход из строя всей системы. К тому же погрешность параллельных линий приводит к игре бревна, особенно при плохой фиксации.
Эксплуатация и уход
На производственных площадях выработка готового бревна может составить до 800 м за рабочую смену. В домашних условиях такое вряд ли возможно, да и не нужно. Чтобы получить несколько штук качественных ОЦБ для будущего строительства в день, соблюдайте правила безопасной эксплуатации и своевременно проводите профилактику. Итак:
В домашних условиях такое вряд ли возможно, да и не нужно. Чтобы получить несколько штук качественных ОЦБ для будущего строительства в день, соблюдайте правила безопасной эксплуатации и своевременно проводите профилактику. Итак:
Своевременно делайте текущий и капитальный ремонт самодельной установки для оцилиндровки брёвен. Полной разборки при первом варианте может не понадобиться, если профилактика осуществлялась вовремя. На этой стадии заменяют подшипники, болты, крепления, проверяют остроту режущих инструментов и если нужно меняют их.
Капитальный ремонт осуществляется только усилиями специалиста по обслуживанию электродвигателей и слесаря сборщика. То есть снимается силовой узел и отправляется в мастерскую. Делать что-либо самому, при отсутствии знаний и опыта, не рекомендовано. Самостоятельно можно только заменить подшипники на вращающемся валу.
Дома, дачи, срубы, бани из оцилиндрованного дерева всегда популярны. Качественная обработка древесины выполняется на специальных станках, позволяющих получить бревно одинакового диаметра по всей длине.
Последние модели оцилиндровочных станков выполняют еще целый ряд функций, но для простых действий можно изготовить такой агрегат своими руками.
Функции
Основная функция, которой обладает любой оцилиндровочный станок, – обработка бревен как тела вращения фрезерованием. Но чтобы сложить сруб, просто цилиндрических заготовок недостаточно. И в этом случае на помощь придут дополнительные возможности оборудования:
- выемка пазов для формирования различных замковых соединений;
- изготовление паркетных плашек, бруса;
- пиление погонных изделий;
- распилка лесоматериала на лафет и далее на обрезные доски;
- все стадии оцилиндровки бревен, начиная от черновой и заканчивая финальной;
- выемка монтажных чаш и компенсационных пазов.
При этом само бревно не переустанавливается, а в ходе работы меняются фрезы и отдельные узлы. В результате получают детали с широким диапазоном диаметра. Ограничение касается длины обрабатываемых бревен: санки рассчитаны на семиметровые заготовки. Умелое сочетание фрез с приемами работы позволяет изготовить сложные деревянные конструкции.
Умелое сочетание фрез с приемами работы позволяет изготовить сложные деревянные конструкции.
Устройство
Установка имеет несколько основных узлов. Станина выполнена в виде металлической рамы. Может иметь жесткое сварочное соединение в виде прямоугольной трубы или мобильное соединение отдельных металлических элементов с помощью болтов и гаек. Является основанием для крепления всех элементов конструкции.
В оцилиндровочном станке присутствуют направляющие, по которым передвигается пильный инструмент. Обычно они составляют единую конструкцию с металлической рамой. В отдельных типах установок по направляющим перемещается бревно.
Может быть одна или две (передняя и задняя) бабки. Их назначение – закрепить и крутить бревно. На передней бабке в некоторых моделях станков расположена делительная головка, служащая для установления определенного угла поворота для разных этапов обработки.
Узел для крепления инструментов и механизмов перемещения – суппорт.
Основное назначение фрезы – крепление режущего инструмента. Она также обеспечивает уменьшение вибрации, увеличение точности выполняемых операций и легкости вхождения в заготовку. Бывают фигурные и универсальные фрезы.
Она также обеспечивает уменьшение вибрации, увеличение точности выполняемых операций и легкости вхождения в заготовку. Бывают фигурные и универсальные фрезы.
Ножи оцилиндровочного станка изготавливаются из стали высокой марки. Крепится режущий инструмент во фрезу так, чтобы легко можно было его заменить или снять для заточки.
Кроме этого, устанавливаются дополнительные элементы. Это рычаги, обеспечивающие удобство установки заготовки на раму, и ролики-упоры, не дающие ей провисать. Также присутствуют тормоза и фиксатор каретки. Они используются в станках с функцией выборки венцовой чаши и устанавливаются на окончание каретки. Для выемки продольного паза применяют регулятор вращения бревна.
Современные производители деревообрабатывающего оборудования комплектуют такие станки для оцилиндровки автоматизированными модулями с компьютерным управлением.
Классификация
Специалисты предлагают классифицировать оцилиндровочные станки по пяти параметрам:
- типу механизма;
- способу перемещения бревна;
- уровню автоматизации;
- типу питания привода;
- диаметру используемой заготовки (минимально – 80 м, максимально – 500 м).

Используют в установках два типа механизмов. Первый – проходной (роторный), позволяющий непрерывно передвигать древесину через фрезу. Второй – циклический (токарный), в котором обработка выполняется при повторении цикла действий.
Если циклические действия выполняет режущий инструмент, станок относят к цикло-проходному типу, а если перемещается бревно – цикло-позиционному. В механизмах бревна имеют возможность как вращаться, так и двигаться прямолинейно вдоль направляющих.
Для выбранного уровня производительности важно учесть степень автоматизации оцилиндровочного станка.
В механизированных моделях оператор загружает и выгружает бревна, проводит настройку и регулировку механизмов. Он также следит за качеством выполняемых работ, всеми этапами операций.
В автоматизированных оцилиндровочных станках для специалиста, его обслуживающего, отводится роль контролера за процессом.
В полуавтоматизированных установках мастер подключается к процессу после выполнения станком одного цикла операций.
Обратите внимание! Для создания оптимальных и бесперебойных условий функционирования важно выбрать подходящий тип питания привода.
Электрический может работать без перерыва при условии, что электролинии надежные или есть генератор дополнительного питания. Бензиновый требует постоянной заправки, но не зависит от внешних факторов.
Но основной выбор стоит между проходным и цикловым типами. Проходной обеспечит высокую производительность, порой за счет качества обработки. Большинство моделей таких станков не имеет возможности делать поверхность бревна гладкой, без заусениц и шероховатостей. Цикловые установки работают значительно медленнее, но при этом имеют ряд достоинств:
- обеспечивают очень высокое качество обработки;
- выполняют весь набор операций;
- имеют компактные габариты;
- конструкция устойчивая и комфортная в обслуживании.
Кроме всего перечисленного, важную роль играет цена, производитель оборудования и требуемое качество обработки.
Предложения для профессиональной работы
На рынке деревообрабатывающего оборудования есть предложения любой ценовой категории и под разный технический запрос. Наибольшей популярностью пользуются такие модели, как «Шервуд», «Термит», «Кедр», «Тайга», «Терем» с полным циклом функций.
Технические характеристики представлены в таблице.
Этапы конструирования станка самостоятельно
Приобретение профессиональной установки для получения обработанной древесины – дорогое удовольствие. Но есть альтернативное решение: можно сделать станок для оцилиндровки бревна своими руками.
В качестве основания используется пилорама. Конус в передней части меняют на упор. В заднюю бабку вставляют подшипник. Понадобится также электрический мотор для обеспечения кручения бревна. Вращение может быть ручным, тогда необходимо сделать ручку.
Фреза собирается как отдельный узел из очень прочного материала. Ее передвижение можно обеспечить с помощью укладки рельсы. Это путь, по которому будет передвигаться фреза. В такой конструкции заготовка должна располагаться вдоль рельсы и вращаться так, чтобы фреза скользила по ней.
В такой конструкции заготовка должна располагаться вдоль рельсы и вращаться так, чтобы фреза скользила по ней.
Перед установкой оцилиндровочного станка проводится бетонирование (в случае отсутствия) или утрамбовка площадки требуемого размера. Далее происходит сборка секций рамы, выравнивание их по уровню в горизонтальной плоскости. Максимальная погрешность при установке не должна превышать 0,5 мм на 1 м во всех направлениях. Высота установки 20 см.
Последующие этапы сборки такие:
- установка силового механизма;
- установка передней и задней бабок так, чтобы их оси совпадали и были параллельны направляющим;
- крепление стоек под трос для мобильного силового кабеля;
- натяжение троса;
- оборудование прижим-стопора под силовой механизм;
- монтаж заземления;
- подключение двигателя и проверка направления вращения пиломатериала. Нужное направление регулируется сменой порядка подключения фаз двигателя;
- монтирование фигурной фрезы на коническую деталь с помощью болтов;
- ввинчивание универсальной фрезы в корпус фигурной.
 Для того чтобы избежать разбалансировки, узел затягивается ключом;
Для того чтобы избежать разбалансировки, узел затягивается ключом; - проверка правильности сборки.
Самодельный станок требует профилактики при длительном простое или установке во влажном помещении.
Строительство частного дома, дачи, жилого сруба требует качественного лесоматериала, который обработан на профессиональном оборудовании. Для технических построек оцилиндровать древесину можно самостоятельно.
Делаем оцилиндровочный станок самостоятельно | Интернет-каталог Казап
Оцилиндровочный станок своими руками.
В настоящее время от представленных на рынке отечественных и зарубежных станков для оцилиндровки бревен может буквально зарябить в глазах.
В настоящее время от представленных на рынке отечественных и зарубежных станков для оцилиндровки бревен может буквально зарябить в глазах.Станки различаются способом обработки бревна,различным набором фрез,производительностью,минимальными и максимальными диаметрами калибруемых бревен,мощностью двигателей,массой и габаритными размерами и массой других особенностей и отличий. Естественно,что человеку далекому от этой сферы деятельности ,разобраться во всем этом многообразии не просто,хотя многие люди желали бы поставить себе станок небольшой мощности для обеспечения собственных потребностей в оцилиндрованном бревне, и если занятие придется по душе, для открытия своего дела,учитывая,что спрос на оцилиндрованное бревно набирает силу,а наша страна является традиционно богатой лесом державой.Единственное,что здесь можно посоветовать,это очень ответственно отнестись к выбору и не верить в навязчивую рекламу,а дотошно изучать и сравнивать предлагаемые образцы,зайти на специализированные форумы и почитать отзывы людей о работе оборудования той или иной марки,там же можно списаться с энтузиастами и задать им интересующие вас вопросы,неплохо бы также съездить на действующие производства (если есть такая возможность) и поговорить напрямую с людьми работающими над оцилиндровкой,учитывая опять же,что сколько людей столько и мнений.Многие задаются вопросом можно ли сделать оцилиндровочный станок своими руками,вопрос не удивительный учитывая,что наша земля всегда была богата на талантливых людей.
Естественно,что человеку далекому от этой сферы деятельности ,разобраться во всем этом многообразии не просто,хотя многие люди желали бы поставить себе станок небольшой мощности для обеспечения собственных потребностей в оцилиндрованном бревне, и если занятие придется по душе, для открытия своего дела,учитывая,что спрос на оцилиндрованное бревно набирает силу,а наша страна является традиционно богатой лесом державой.Единственное,что здесь можно посоветовать,это очень ответственно отнестись к выбору и не верить в навязчивую рекламу,а дотошно изучать и сравнивать предлагаемые образцы,зайти на специализированные форумы и почитать отзывы людей о работе оборудования той или иной марки,там же можно списаться с энтузиастами и задать им интересующие вас вопросы,неплохо бы также съездить на действующие производства (если есть такая возможность) и поговорить напрямую с людьми работающими над оцилиндровкой,учитывая опять же,что сколько людей столько и мнений.Многие задаются вопросом можно ли сделать оцилиндровочный станок своими руками,вопрос не удивительный учитывая,что наша земля всегда была богата на талантливых людей. Конечно можно,если у вас есть необходимое образование или представление о технике и умелые руки.Сделанный цилиндровочный станок своими руками,встречается не так уж и редко,можно смело сказать,что любой купленый станок со временем отчасти становится самодельным,так как каждый мастер что называется доводит его под себя.Многие изготавливают станки полностью,уже зная что им нужно,какие характеристики хотят увидеть и на что им требуется сделать упор.Но так обычно поступают люди уже имеющие опыт в оцилиндровке и четкое представление о всех плюсах и минусах промышленных станков и том что они сами могут сделать и что им в первую очередь необходимо.Новичку,лучше все же начать со станка произведенного специализированными фирмами.Ведь время и деньги потраченные на продумывание,сборку,материалы могут в конце концов свести на нет ту сумму которую человек выиграет собирая станок самостоятельно а не купив его.А результат может неудовлетворить,так как производитель не вполне еще представляет,какие именно характеристики ему нужны и проработав какое то время опять столкнется с неоходимостью переделки,доводки и т.
Конечно можно,если у вас есть необходимое образование или представление о технике и умелые руки.Сделанный цилиндровочный станок своими руками,встречается не так уж и редко,можно смело сказать,что любой купленый станок со временем отчасти становится самодельным,так как каждый мастер что называется доводит его под себя.Многие изготавливают станки полностью,уже зная что им нужно,какие характеристики хотят увидеть и на что им требуется сделать упор.Но так обычно поступают люди уже имеющие опыт в оцилиндровке и четкое представление о всех плюсах и минусах промышленных станков и том что они сами могут сделать и что им в первую очередь необходимо.Новичку,лучше все же начать со станка произведенного специализированными фирмами.Ведь время и деньги потраченные на продумывание,сборку,материалы могут в конце концов свести на нет ту сумму которую человек выиграет собирая станок самостоятельно а не купив его.А результат может неудовлетворить,так как производитель не вполне еще представляет,какие именно характеристики ему нужны и проработав какое то время опять столкнется с неоходимостью переделки,доводки и т. д.,а это опять время и деньги.Делайте свой выбор обдуманно.
д.,а это опять время и деньги.Делайте свой выбор обдуманно.
Станки для изготовления оцилиндрованного бревна.
Для того, чтобы получить ровный строительный материал в виде прямого ровного цилиндра, одинакового размера, определённой длины из целого бревна- его необходимо обработать на специальном оборудовании. Качество этого бревна на выходе зависит от вида Оцилиндровочный станок своими рукамиобрабатывающего станка. Оцилиндрованное бревно как правило чисто отфрезерованно полностью и имеет один размер на протяжении всей длины.
Станки для изготовления оцилиндрованного бревна в зависимости от способа обработки заготовки бывают двух видов. Протяжной станок, его ещё называют роторный станок — тянет бревно через специальную головку, которая вращается и режет его. Большим недостатком такой обработки является необходимость предварительной обработки и то, что у бревна остаётся природная кривизна, которая при монтаже или укладке в сруб будет оставлять неравномерные щели между брёвнами, что отразится на качестве сооружения. Хотя производительность этого станка является очень высокой.
Хотя производительность этого станка является очень высокой.
Центровые или токарно-фрезеровочные станки для изготовления оцилиндрованного бревна позволяют добиться намного лучшего результата обработки заготовки за счёт того, что вращающаяся и режущая головка движется вдоль бревна которое тоже вращается. Они менее производительны, но менее энергоёмкие и обеспечивают более высокое качество обработки. Так станок ОСМ-500 за один проходОцилиндровочный станок своими руками снимает слой стружки до 80 миллиметров, на это уходит порядка 5-8 минут, за смену он перерабатывает до 10 кубов древесины. Для увеличения производительности модифицированный станок ОСМ2-500 обрабатывает сразу два бревна подряд одной кареткой. Экономится время за счёт одновременной перезарядки и обработке сразу двух заготовок. Так же благодаря удлинённой раме станок может обрабатывать брёвна длинной до 15 метров. Производительность модифицированного станка увеличивается на 40-50%, при тех же затратах электроэнергии. Современный станок Woodver помимо черновой и чистовой оцилиндровки производит выборку монтажного паза, а так же осуществляет фрезеровку плоскости и выборку венцовых чашек.
ОЦИЛИНДРОВОЧНЫЙ СТАНОК ОС1-400: описание, характеристики.
Универсальный оцилиндровочный станок ОС1-400 предназначен для получения калиброванного оцилиндрованного бревна диаметром от Оцилиндровочные станки видео140 до 320 мм, применяемого при деревянном домостроении. Станок позволяетоцилиндровать бревно, выбрать продольный (полукруглый) паз, монтажные чаши, прострогать плоскую поверхность. Все эти операции производятся последовательно за одну установку бревна, одним комплектом инструмента. При применении специального устройства — дебаркера, также не снимая бревна с центров, можно сделать компенсационный паз для снятия внутренних напряжений, возникающих при сушке бревна. Таким образом, в процессе обработки бревна от кругляка до готового изделия не возникает необходимость переустанавливать бревно или режущий инструмент (фрезы).
Сочетание таких свойств как универсальность, простота эксплуатации, надёжность, доступная цена, а также мобильность и неприхотливость – делают станок ОС1-400 незаменимыми при деревянном домостроении в малом бизнесе, а также для индивидуальных застройщиков.
Станок ОС1-400 позволяет получать высокое качество поверхности при минимальных требованиях к качеству сырья. Точность обработки изделий позволяет собирать сруб как из деталей конструктора. После обработки на станке не возникает необходимость в шлифовке поверхности бревна или какой-либо другой последующей обработке.
Конструкция и принцип действия
Основными элементами станка являются станина и передвигающаяся по ней каретка. Обработка заготовки происходит по так называемому токарно-фрезерному типу, сущность которого заключается в том, что заготовка закрепленная по торцам между специально жестко установленными регулируемыми центрами (бабками) приводится во вращение с частотой 45 об/мин, при этом вращающаяся с большойОцилиндровочный станок своими руками частотой (4000 об/мин) комбинированная фреза начинает движение вдоль бревна тем самым, обрабатывая его. Перемещение каретки по станине вдоль бревна может быть как ручным (в базовой комплектации), так и электромеханическим (опция).
Для облегчения и уменьшения времени при установке бревна в центра применяются специальные механические рычаги, которые можно установить в любое место на станине.
При проходе монтажного паза на малых диаметрах (до 200 мм), возможен некоторый прогиб бревна, для его предотвращения применяется регулируемый под обрабатываемый диаметр ролик-упор, установленный с противоположной фрезе стороны бревна.
При выборе монтажной чаши необходима надежная фиксация каретки в определенном месте станины, для этого применяются механические тормозные устройства, установленные с обеих концов каретки и надежно ее фиксирующие. Кроме того, установлен механизм фиксации бревна, предотвращающий его вращение при выборе чаш.
При выборе монтажной чаши или продольного монтажного паза необходима более точная (ручная) регулировка – для этого установлен механизм ручного вращения бревна.
Производительность
При стандартной сбежалости и малой кривизне (не более 1%), для обработки бревна необходимо 2-3 прохода. Также на производительность влияет время установки и снятия бревна, степень обработки (наличие монтажных чаш и продольного паза), а также диаметр получаемого оцилиндрованного бревна. Фактически при полной обработке бревна – установка, оцилиндровка, выбор монтажного паза, выбор двух чашек, компенсационный пропил и снятие, производительность составит 3-5 куб. м в смену.
Также на производительность влияет время установки и снятия бревна, степень обработки (наличие монтажных чаш и продольного паза), а также диаметр получаемого оцилиндрованного бревна. Фактически при полной обработке бревна – установка, оцилиндровка, выбор монтажного паза, выбор двух чашек, компенсационный пропил и снятие, производительность составит 3-5 куб. м в смену.
Для повышения производительности, а также при необходимости изготовления чашек под разными углами или большего диаметра рекомендуем использовать чашкорезные станки. Использование чашкорезного станка в комплексе с оцилиндровочным станком позволяет повысить производительность на 30-50%.
Станок при транспортировке помещается в разобранном виде в а/м «Газель». Для монтажа специальной квалификации не требуется.
К каждому станку прилагается паспорт. Гарантия на станок — 1 год.
Оцилиндрованное бревно – характеристики, размеры, плюсы и минусы
Популярность оцилиндрованного бревна в отечественном домостроении обусловлена тем, что позволяет собрать классический русский сруб, какой ставили наши предки, используя рубленое бревно.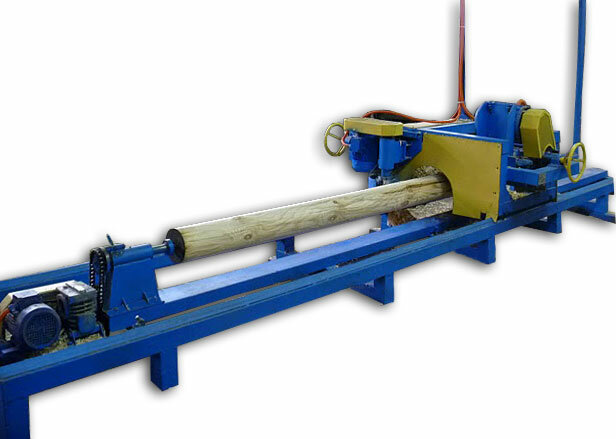 Новые технологии внесли свои коррективы в заготовку и характеристики бревна, сделав процесс строительства более технологичным и быстрым, а возведенный дом более элегантным, с ровными венцами и отсутствием щелей.
Новые технологии внесли свои коррективы в заготовку и характеристики бревна, сделав процесс строительства более технологичным и быстрым, а возведенный дом более элегантным, с ровными венцами и отсутствием щелей.
Рассмотрим подробно свойства и технические характеристики оцилиндрованного бревна, что это такое, какие виды и типы бывают, габариты, параметры, плюсы и минусы, как делают и используют в частном строительстве.
Оцилиндрованное бревно – характеристики, виды, размеры, плюсы и минусы
Что такое оцилиндрованное бревно
Оцилиндрованное бревно – это фрезерованный пиломатериал, представляющий собой фрагмент ствола, очищенный от верхнего, наиболее рыхлого слоя древесины. Механическая обработка (фрезерование) обеспечивает одинаковый диаметр бревна по всей длине, что в свою очередь повышает прочность и стабильность геометрии готового строения.
Производство оцилиндрованного бревна
Уникальные свойства оцилиндрованного бревна приобретаются в процессе его производства, который состоит из следующих этапов:
- сортировка исходного сырья (пиловочных бревен) по диаметру;
- обработка в оцилиндровочном станке.
 После этапа фрезерования с бревна будет снят верхний слой, и останется только ядровая часть, которая является самой прочной и дает меньшую усадку. Также в процессе обработки разность диаметров бревна внизу и вверху будет сведена к минимуму. Согласно нормативу, она не может превышать 4 мм.;
После этапа фрезерования с бревна будет снят верхний слой, и останется только ядровая часть, которая является самой прочной и дает меньшую усадку. Также в процессе обработки разность диаметров бревна внизу и вверху будет сведена к минимуму. Согласно нормативу, она не может превышать 4 мм.;
- сортировка бревна. Позволит рассортировать заготовки по заданным размерам;
- сушка: естественная или принудительная;
- формирование компенсационного пропила. Отметим, что пропил есть не на всех бревнах, и делается чаще по заказу покупателя;
- раскрой. В продажу бревно попадает, имея стандартную длину. Но, многие домовладельцы предпочитают не связываться с подгонкой бревен по длине, а заказывают домокомплект для дома.
Домокомплект из оцилиндрованного бревна – это готовый комплект для сборки дома. Напоминает собой конструктор, который содержит набор деталей (бревен), подготовленных по длине в соответствии с предоставленным проектом дома, с соответствующей маркировкой каждого элемента. Существенное преимущество использования домокомплекта – наличие посадочных мест (чаш), которые делают стыковку бревен быстрой и плотной;
Существенное преимущество использования домокомплекта – наличие посадочных мест (чаш), которые делают стыковку бревен быстрой и плотной;
- чашевание – предусматривает нарезку посадочных мест (чаш) необходимых для укладки венцов из бревна. Подобно профилированному брусу в оцилиндрованном бревне вырезают два вида посадочных мест:
– поперечные чаши; Материал подготовлен для сайта www.moydomik.net
– диагональные чаши;
– продольные пазы. Кривизна пазов несколько отличается от кривизны бревна. Это необходимо для того, чтобы в месте примыкания бревен уложить теплоизоляционный материал. Если же размеры пазов будут совпадать, то высока вероятность того, что после усадки бревно будет касаться нижнего только центральной точкой, а не всей поверхностью паза. Это приведет к тому, что место соединения бревен придется конопатить;
- торцевание. Обработка торцов;
- обработка антисептиком. Выполняется по всей площади бревна, включая продольные пазы и чаши.
 Позволяет обеспечить биологическую инертность бревну и сохранить его свойства в период хранения, транспортировки и монтажа. Используются только антисептики на водной основе. Такой раствор не закупоривает микропоры древесины, и она продолжает высыхать;
Позволяет обеспечить биологическую инертность бревну и сохранить его свойства в период хранения, транспортировки и монтажа. Используются только антисептики на водной основе. Такой раствор не закупоривает микропоры древесины, и она продолжает высыхать;
- транспортировка на место строительства. Зачастую эту функцию принимают на себя производители, поскольку могут обеспечить выгрузку и правильное складирование бревен на объекте. Ведь, дом из бревна строится от 4 до 6 месяцев в зависимости от его размеров и сложности проекта. В этот период необходимо организовать правильное хранение материала;
- хранение;
- упаковка.
Видео описание
О бревенчатом доме с внешним дымоходом в следующем видео:
- Экологичность. Бревно, которое обрабатывался сертифицированными пропитками и лаками, не несет вреда здоровью.
- Эстетичность. Натуральная фактура деревянных стен редко кого оставит равнодушным.
- Многообразие. Готовые проекты (не говоря об индивидуальных) поражают разнообразием внешнего дизайна и интерьера.
Деревянные дома из оцилиндрованного бревна обладают своими недостатками, негативное влияние которых всегда можно минимизировать:
- Усадка. Усадка (свойство, характерное для любой деревянной конструкции) одного этажа не превышает 5-8 мм на метр высоты (у бревна естественной влажности — 10-15%).
конструкция и изготовление своими руками
Дома, дачи, срубы, бани из оцилиндрованного дерева всегда популярны. Качественная обработка древесины выполняется на специальных станках, позволяющих получить бревно одинакового диаметра по всей длине.
Последние модели оцилиндровочных станков выполняют еще целый ряд функций, но для простых действий можно изготовить такой агрегат своими руками.
Функции
Основная функция, которой обладает любой оцилиндровочный станок, – обработка бревен как тела вращения фрезерованием. Но чтобы сложить сруб, просто цилиндрических заготовок недостаточно. И в этом случае на помощь придут дополнительные возможности оборудования:
- выемка пазов для формирования различных замковых соединений;
- изготовление паркетных плашек, бруса;
- пиление погонных изделий;
- распилка лесоматериала на лафет и далее на обрезные доски;
- все стадии оцилиндровки бревен, начиная от черновой и заканчивая финальной;
- выемка монтажных чаш и компенсационных пазов.

При этом само бревно не переустанавливается, а в ходе работы меняются фрезы и отдельные узлы. В результате получают детали с широким диапазоном диаметра. Ограничение касается длины обрабатываемых бревен: санки рассчитаны на семиметровые заготовки. Умелое сочетание фрез с приемами работы позволяет изготовить сложные деревянные конструкции.
Прайс-лист на строгальные ножи «EXTRA CHROME» (Global Edge — TL), быстрорежущая сталь ECH 8%
| Размеры ножа, мм. | Цена | |||
| 60 x 35 x 3 | 6,0 EUR | Купить | ||
| 80 x 35 x 3 | 6,2 EUR | Купить | ||
| 100 x 35 x 3 | 6,5 EUR | Купить | ||
| 110 x 35 x 3 | 6,8 EUR | Купить | ||
| 120 x 35 x 3 | 7,0 EUR | Купить | ||
| 130 x 35 x 3 | 7,4 EUR | Купить | ||
| 150 x 35 x 3 | 7,6 EUR | Купить | ||
| 180 x 35 x 3 | 8,0 EUR | Купить | ||
| 210 x 35 x 3 | 9,0 EUR | Купить | ||
| 230 x 35 x 3 | 10,0 EUR | Купить | ||
| 260 x 35 x 3 | 11,0 EUR | Купить | ||
| 300 x 35 x 3 | 12,0 EUR | Купить | ||
| 310 x 35 x 3 | 13,5 EUR | Купить | ||
| 410 x 35 x 3 | 16,0 EUR | Купить | ||
| 510 x 35 x 3 | 19,2 EUR | Купить | ||
| 610 x 35 x 3 | 23,0 EUR | Купить | ||
| 630 x 35 x 3 | 24,0 EUR | Купить | ||
| 640 x 35 x 3 | 25,2 EUR | Купить | ||
| 710 x 35 x 3 | 26,4 EUR | Купить | ||
| 810 x 35 x 3 | 30,0 EUR | Купить | ||
Для получения более подробной информации об интересующей Вас продукции заполните простую форму он-лайн запроса или позвоните по телефону: , доб. 302, 317, 322, 230 — для звонка из Москвы и Московской области или +7 – бесплатный звонок по всей России.
302, 317, 322, 230 — для звонка из Москвы и Московской области или +7 – бесплатный звонок по всей России.
Перейти в каталог деревообрабатывающего оборудования
Устройство
Установка имеет несколько основных узлов. Станина выполнена в виде металлической рамы. Может иметь жесткое сварочное соединение в виде прямоугольной трубы или мобильное соединение отдельных металлических элементов с помощью болтов и гаек. Является основанием для крепления всех элементов конструкции.
В оцилиндровочном станке присутствуют направляющие, по которым передвигается пильный инструмент. Обычно они составляют единую конструкцию с металлической рамой. В отдельных типах установок по направляющим перемещается бревно.
Может быть одна или две (передняя и задняя) бабки. Их назначение – закрепить и крутить бревно. На передней бабке в некоторых моделях станков расположена делительная головка, служащая для установления определенного угла поворота для разных этапов обработки.
Узел для крепления инструментов и механизмов перемещения – суппорт.
Основное назначение фрезы – крепление режущего инструмента. Она также обеспечивает уменьшение вибрации, увеличение точности выполняемых операций и легкости вхождения в заготовку. Бывают фигурные и универсальные фрезы.
Ножи оцилиндровочного станка изготавливаются из стали высокой марки. Крепится режущий инструмент во фрезу так, чтобы легко можно было его заменить или снять для заточки.
Кроме этого, устанавливаются дополнительные элементы. Это рычаги, обеспечивающие удобство установки заготовки на раму, и ролики-упоры, не дающие ей провисать. Также присутствуют тормоза и фиксатор каретки. Они используются в станках с функцией выборки венцовой чаши и устанавливаются на окончание каретки. Для выемки продольного паза применяют регулятор вращения бревна.
Современные производители деревообрабатывающего оборудования комплектуют такие станки для оцилиндровки автоматизированными модулями с компьютерным управлением.
Виды фрез для изготовления бруса и бревна
Инструмент предназначен для профилирования бруса и бревна, обеспечивая отличное качество обработки и высокую производительность. В продаже представлен широкий выбор фрез и комплектов для выполнения всех видов работ, связанных с профилированием стройматериалов.
Фрезы для профилирования бруса, представленные в нашем каталоге, придают строительному материалу необходимую конфигурацию. В процессе обработки режущий инструмент подвергается высоким нагрузкам, поэтому он изготавливается из прочных видов стали, что повышает срок его службы и сводит к минимуму вероятность поломки.
На стадии производства заготовки имеют разную длину, поэтому для получения готового стройматериала брус обрабатывается в соответствии с заданными стандартами. Чтобы получить ламели необходимого размера, осуществляется фрезерование профиля, для этих работ используются фрезы.
В ассортименте представлены фрезы с напаянными и сменными ножами:
- Комплекты инструментов со сменными ножами – это разборная конструкция, состоящая из корпуса и набором из нескольких ножей.

- Фрезы для бревна и бруса с твердосплавными напайками способны работать с любым типом древесины, обеспечивая быстрое и качественное профилирование.
В работе с бревном и брусом можно использовать универсальные фрезы, изготавливая стройматериал разного сечения и толщины. Преимущество таких инструментов – это возможность разбивки профиля на несколько составляющих и возможность подстраиваться под толщину обрабатываемого материала.
Фрезы для профилированного бруса, предлагаемые нашей компанией, используются на фрезерных станках. Выбор инструмента во многом зависит от типа обрабатываемого материала. Твердосплавные режущие пластины чаще всего применяются в работе с твердыми породами древесины.
Классификация
Специалисты предлагают классифицировать оцилиндровочные станки по пяти параметрам:
- типу механизма;
- способу перемещения бревна;
- уровню автоматизации;
- типу питания привода;
- диаметру используемой заготовки (минимально – 80 м, максимально – 500 м).

Используют в установках два типа механизмов. Первый – проходной (роторный), позволяющий непрерывно передвигать древесину через фрезу. Второй – циклический (токарный), в котором обработка выполняется при повторении цикла действий.
Если циклические действия выполняет режущий инструмент, станок относят к цикло-проходному типу, а если перемещается бревно – цикло-позиционному. В механизмах бревна имеют возможность как вращаться, так и двигаться прямолинейно вдоль направляющих.
Характеристики и преимущества сборных фрез
Профилирование бруса – это ответственный процесс, определяющий качество строительного материала и плотность его соединения в стене. Широкий выбор режущих инструментов с разным посадочным и рабочим диаметром позволяет подобрать фрезы для изготовления бруса и бревна, соответствующих технологии.
В ассортимент входят универсальные инструменты и элементы для выполнения конкретных работ: фреза оцилиндровочная; комплекты для выборки пазов, изготовления замков и обработки торцов; фрезы для изготовления одношипового бруса и т. д.
д.
Каждый комплект включает в себя определенное количество фрез, что расширяет спектр продукции, изготавливаемой на станке. Сборные фрезы для изготовления бруса обрабатывают каждый элемент отдельным ножом из качественной твердосплавной стали, это снижает нагрузку на инструмент и узлы станка и повышает производительность работ.
При использовании сборных элементов снимается необходимость в заточке, а замена инструмента не требует перенастройки фрезерного станка, так как диаметр и профиль корпуса фрезы остается неизменным.
Фрезерование пиломатериалов осуществляется на разном оборудовании: ручные станки, оборудование малой и высокой мощности. Комплекты режущих инструментов имеют подробную инструкцию по их установке на оборудование и применению.
Рекомендации перед приобретением
Для выбранного уровня производительности важно учесть степень автоматизации оцилиндровочного станка.
В механизированных моделях оператор загружает и выгружает бревна, проводит настройку и регулировку механизмов. Он также следит за качеством выполняемых работ, всеми этапами операций.
Он также следит за качеством выполняемых работ, всеми этапами операций.
В автоматизированных оцилиндровочных станках для специалиста, его обслуживающего, отводится роль контролера за процессом.
В полуавтоматизированных установках мастер подключается к процессу после выполнения станком одного цикла операций.
Обратите внимание! Для создания оптимальных и бесперебойных условий функционирования важно выбрать подходящий тип питания привода.
Электрический может работать без перерыва при условии, что электролинии надежные или есть генератор дополнительного питания. Бензиновый требует постоянной заправки, но не зависит от внешних факторов.
Но основной выбор стоит между проходным и цикловым типами. Проходной обеспечит высокую производительность, порой за счет качества обработки. Большинство моделей таких станков не имеет возможности делать поверхность бревна гладкой, без заусениц и шероховатостей. Цикловые установки работают значительно медленнее, но при этом имеют ряд достоинств:
- обеспечивают очень высокое качество обработки;
- выполняют весь набор операций;
- имеют компактные габариты;
- конструкция устойчивая и комфортная в обслуживании.

Кроме всего перечисленного, важную роль играет цена, производитель оборудования и требуемое качество обработки.
Виды станков для оцилиндровки
Механизмы для оцилиндровки подразделяются на следующие типы:
Проходные станки обеспечивают постоянное продвижение ствола. Во время обработки бревно продвигается через инструмент.
Цикловые станки передвигают и обрабатывают древесину в ходе цикличных движений и подразделяются на:
- цикло-проходные: бревно неподвижно, двигается резак;
- цикло-позиционные: инструмент неподвижен, двигается материал.
При деревообработке используется два типа движений: прямолинейные и вращательные. Форма конечного изделия зависит от комбинации движений. При цикло-проходном механизме брёвна двигаются прямолинейно, а инструмент вращается. При позиционном движении ствол вращается, а резец двигается вдоль его оси.
Промышленный оцилиндровочный станок точит или фрезерует древесину. Процесс точения возможен при быстром вращении бревна. В результате образуется много опилки. Во время фрезерования отходы образуются периодически, вращается в данном случае инструмент.
В результате образуется много опилки. Во время фрезерования отходы образуются периодически, вращается в данном случае инструмент.
Оцилиндровочное оборудование делится на три категории по уровню автоматизации:
- механизированные станки. Загружает материал рабочий, он же следит и настраивает механизмы.
- автоматические станки. Рабочий лишь контролирует все процессы. Загрузка и обработка происходит автоматически.
- полуавтоматические станки. Автоматически контролируется лишь одну стадию деревообработки, далее подключается рабочий.
Сравнение деревообрабатывающих станков
- проходные станки для оцилиндровки производительны, при этом допускают погрешности в обработке, шершавость поверхностей;
- цикловое позиционное оборудование очень качественно обрабатывает древесину и осуществляет все операции, но значительно уступает в производительности.
Благодаря компактным размерам и устойчивой базе цикловое позиционное оборудование широко используется в деревообработке.

Предложения для профессиональной работы
На рынке деревообрабатывающего оборудования есть предложения любой ценовой категории и под разный технический запрос. Наибольшей популярностью пользуются такие модели, как «Шервуд», «Термит», «Кедр», «Тайга», «Терем» с полным циклом функций.
Технические характеристики представлены в таблице.
| Модель | Длина бревна, мм | Диапазон диаметра, мм | Мощность, кВт | Время на обработку одного бревна, мин |
| «Шервуд ОФ-28Ц» | 5950–6150 | 200–400 | 7,5 | 15–30 |
| «Термит 280ОУ» | 6200 | 160–280 | 22 | 30–40 |
| «Кедр ОС-100» | 6200 | 160–240 | 7,5 | 15–30 |
| «Тайга ОС-2» | 6200 | 160–240 | 9,8 | 30–40 |
| «Терем 8000В» | 8100 | 160–400 | 2,6 | 30–40 |
Прайс-лист на строгальные ножи «Extra Cobalt», быстрорежущая сталь NCV 8%
| Размеры ножа | Цена/шт. (EUR) (EUR) | |||||
| Н=30 | H=35 | H=40 | ||||
| 60×30/35/40×3 | 4,0 EUR | 4,8 EUR | 5,8 EUR | Купить | ||
| 80×30/35/40×3 | 4,2 EUR | 5,0 EUR | 6,0 EUR | Купить | ||
| 100×30/35/40×3 | 4,4 EUR | 5,3 EUR | 6,4 EUR | Купить | ||
| 110×30/35/40×3 | 4,6 EUR | 5,5 EUR | 6,6 EUR | Купить | ||
| 120×30/35/40×3 | 4,8 EUR | 5,7 EUR | 6,8 EUR | Купить | ||
| 130×30/35/40×3 | 5,0 EUR | 6,0 EUR | 7,2 EUR | Купить | ||
| 150×30/35/40×3 | 5,2 EUR | 6,2 EUR | 7,4 EUR | Купить | ||
| 180×30/35/40×3 | 5,4 EUR | 6,4 EUR | 7,7 EUR | Купить | ||
| 210×30/35/40×3 | 5,6 EUR | 7,0 EUR | 8,4 EUR | Купить | ||
| 230×30/35/40×3 | 6,0 EUR | 7,4 EUR | 8,9 EUR | Купить | ||
| 260×30/35/40×3 | 6,5 EUR | 8,0 EUR | 9,6 EUR | Купить | ||
| 300×30/35/40×3 | 7,4 EUR | 9,0 EUR | 10,8 EUR | Купить | ||
| 310×30/35/40×3 | 7,65 EUR | 10,0 EUR | 12,0 EUR | Купить | ||
| 410×30/35/40×3 | 10,2 EUR | 12,0 EUR | 14,4 EUR | Купить | ||
| 510×30/35/40×3 | 12,6 EUR | 15,0 EUR | 18,0 EUR | Купить | ||
| 610×30/35/40×3 | 15,2 EUR | 18,0 EUR | 21,6 EUR | Купить | ||
| 630×30/35/40×3 | 15,6 EUR | 19,0 EUR | 22,8 EUR | Купить | ||
| 640×30/35/40×3 | 16,0 EUR | 20,0 EUR | 24,0 EUR | Купить | ||
| 710×30/35/40×3 | 17,6 EUR | 22,0 EUR | 26,4 EUR | Купить | ||
| 810×30/35/40×3 | 20,0 EUR | 24,0 EUR | 28,8 EUR | Купить | ||
Самодельный станок для точения бревен.
 Округление бревна своими руками. Оцилиндровочные станки своими руками
Округление бревна своими руками. Оцилиндровочные станки своими руками Собственная лесопилка в хозяйстве – крайне полезное производство. Деревянный дом и участок требуют постоянной работы и ремонта, но в то же время имеют массу недостатков: гниль, порча, горение. Чтобы вовремя заменить один из элементов дома или хозяйственной постройки, требуется материал. Привозить иногда просто дорого. Поэтому самодельные станки для оцилиндровки бревен придутся как нельзя кстати. Типы, преимущества и недостатки описаны ниже.
заводское производство
В настоящее время оцилиндровка бревен производится на высокоточном оборудовании в один цикл обработки натурального неокоренного бревна. Стоят такие технические новинки недешево, но они полностью себя оправдывают – семикратную окупаемость подтверждают владельцы лесного и домостроительного бизнеса. Начинающие предприниматели не имеют возможности сразу осваивать новшества прогресса, а потому используют следующие типы устройств:
Каждая из машин требует специального помещения для беспрепятственной отгрузки готовой продукции и наличия персонала для обслуживания и ремонт. Поэтому частные домовладельцы предпочитают обустраивать самодельное оборудование, производящее качественные хлысты для самостоятельной сборки сруба.
Поэтому частные домовладельцы предпочитают обустраивать самодельное оборудование, производящее качественные хлысты для самостоятельной сборки сруба.
Самодельные установки
Чтобы самодельное оцилиндрование бревен не уступало по качеству производственному, соберите свой механизм по всем правилам, учтите все вопросы техники безопасности, иначе, при отсутствии опыта, риск поломки или возрастает угроза здоровью. Требования к самодельной установке следующие:
Для сборки самодельного станка для оцилиндровки бревен важно иметь аналогичный опыт и понимание работы каждого узла. В противном случае механизм, имеющий электропривод, станет опасным.
Крепление
Для работы используется старая лесопилка, на которой заменен корпус с упором и задними бабками для зажима неокоренного ствола. В качестве обоймы устанавливается конический или другой роликовый подшипник. Чтобы бревно легко вращалось вокруг собственной оси, требуется дополнительный мотор; вручную процесс займет много времени.
Для перемещения резака самым простым решением является прокладка рельсового пути. Не нужно тащить тяжелые хлысты вручную. Расстояние между поперечными шпалами, усиливающими конструкцию и на которые крепится рельс, не более 1 м; для монтажа используется брус, пропитанный специальными составами, или готовые шпалы.
Монтаж самодельного станка для оцилиндровки начинается со сборки рамы. Выступая в роли сварочного аппарата, его секции подготавливаются отдельно. А при сборке проверяют уровнем, чтобы конструкция находилась в одной плоскости. Допускается погрешность в 0,5 мм на метр, так как добиться идеальной ровности все равно не удастся, а тяжелое бревно в дальнейшем сгладит несоответствие.
Усиление фрезерного узла, собранного из деталей токарного станка. Ведь помимо оцилиндровки нужно выпилить чашку на стволе. Для этого требуется специальный вертикальный резак, который изготавливается самостоятельно или заказывается по каталогу производителя.
Для формирования укладочного паза и компенсационного пропила необходимы соответствующие принадлежности.Подходящая циркулярная пила. Установите его сбоку фрезерного узла.
Теперь подключите двигатель для вращения. Немедленно предусмотреть электропитание с рекомендуемым напряжением в помещении, предназначенном для домашней пилорамы, силовой кабель должен идти отдельно и подключаться к независимому щиту, иначе не избежать постоянного выбивания бытовых приборов в доме, что не может не сказаться их работа. Двигатель усилен анкерными болтами. Правильное подключение указано на корпусе, с ним должно совпадать движение силовой головки. В случае несоответствия поменяйте местами фазы.
Кабели для подключения различных узлов устанавливаются по всей длине готовой машины с запасом. Безопасность использования заключается в укреплении их над станком гибкими держателями. Нельзя допускать провисания кабеля, а тем более касаться рабочей поверхности — перерез чреват последствиями.
Перед началом работы станок для оцилиндровки проверяют на параллельность осей передней бабки, передней и задней. Репозиционирующий нож должен двигаться строго горизонтально. Если этого не сделать, то самая маленькая неприятность, которая возникает при эксплуатации, это искривление ствола. Большой – сбой всей системы. Кроме того, ошибка параллельных линий приводит к люфту бревна, особенно при плохой фиксации.
Репозиционирующий нож должен двигаться строго горизонтально. Если этого не сделать, то самая маленькая неприятность, которая возникает при эксплуатации, это искривление ствола. Большой – сбой всей системы. Кроме того, ошибка параллельных линий приводит к люфту бревна, особенно при плохой фиксации.
Эксплуатация и уход
На производственных площадях выпуск готового бревна может составлять до 800 м в смену. В домашних условиях это вряд ли возможно, да и не нужно. Чтобы получать в день несколько штук качественного ОСП для будущего строительства, соблюдайте правила безопасной эксплуатации и своевременно проводите профилактические работы. Итак:
Своевременно производить текущий и капитальный ремонт самодельной установки для оцилиндровки бревен. Полная разборка в первом варианте может и не понадобиться, если вовремя проводилась профилактика. На этом этапе заменяют подшипники, болты, крепежные детали, проверяют и при необходимости меняют остроту режущих инструментов.
Капитальный ремонт производится только силами специалиста по обслуживанию электродвигателей и сборщика. То есть силовой агрегат снимается и отправляется в мастерскую. Делать что-то самостоятельно, при отсутствии знаний и опыта, не рекомендуется. Заменить подшипники на вращающемся валу можно только самостоятельно.
То есть силовой агрегат снимается и отправляется в мастерскую. Делать что-то самостоятельно, при отсутствии знаний и опыта, не рекомендуется. Заменить подшипники на вращающемся валу можно только самостоятельно.
Насколько важна кривизна бревна при распиловке несортированной древесины на многопильном станке?
Почему при округлении бревна на поверхности бревна образуется полоса в виде нити?
Почему оцилиндровочный станок «Кедр» дешевле? Вопрос от Бориса из Красноярска.
Купил оцилиндровочный станок, внешне такой же, как ОЦС-1М. Можно ли купить ему новый резак?
Необходимо приобрести лазерную указку для пилорамы. Ваш лазер будет работать в таких условиях температуры -40С? Какова длина линии линейного лазера?
Здравствуйте! Есть ли у вас в продаже станки для оцилиндровки бревен, на которых сохранялась бы естественная конусность бревна? Мы строим дома своими руками. Приходится корить и рубить вручную, а хотелось бы попробовать получить аналогичный результат с помощью станка. С уважением, Евгений.
С уважением, Евгений.
Здравствуйте, приобрели станок ос1-400 в компании Ижкомстанко, запустили производство и столкнулись с одним очень интересным моментом, суть вопроса нужно ли делать сырой оцилиндрованное бревно в диаметре больше примерно пол см, чтобы при высыхании получился нужный диаметр? А впитывает ли сухое бревно влагу после сборки? Если он поглощает, увеличивается ли диаметр детали? Или нет? Заранее большое спасибо за вашу помощь.
Как настроить ножи на цилиндровом станке ОС1-400?
Как решить проблему с вибрацией бревна?
Чем отличаются машины Святогор и Шервуд от машин Piltech?
Почему при пилении на ленточной пилораме образуется волна?
Чем отличается оцилиндровочная машина ОЦС-4А от ОЦС-2А?
… Не так давно узнал, что выход на пилорамах намного больше 78-80 процентов, а потом прочитал об этом в интернете, правда ли это? ведь на дисках толщина реза больше, так почему же выход такой большой?
Как проверить геометрию ленточной пилорамы?
Как лучше специализироваться на производстве: только оцилиндрованное бревно, изготовление комплектов домов, изготовление и сборка домов из оцилиндрованного бревна?
Как зависит высота стены из бревна от ширины монтажного паза?
Принцип обработки поверхности бревен при оцилиндровке.
Как соединить станки для обрезки и нарезки чашек в линию?
Что делать, если вместо цилиндрического бревна вы получили шишку (морковку)? Разница в комле и топе достигает 5 мм.
Сколько времени округление одного бревна, какова реальная производительность?
Почему конвейерная лента смещается в сторону?
Какие существуют типы округлительных машин?
Чем отличается оцилиндровочная машина ОЦС-2А от ОЦС-3А?
Как сделать оцилиндровочный станок своими руками? Не вижу ничего сложного, кроме скругляющей фрезы. Можно ли заказать у вас фрезу для скругления и чашеобразную фрезу на диаметр 220 мм?
Полный комплект оцилиндровочного станка ОЦС-3А, что еще понадобится для организации производства и сборки домов из оцилиндрованного бревна?
Чем отличаются дома из оцилиндрованного бревна от домов, собранных из бревен ручной работы?
Можно ли дополнительно заказать фрезу для закругляющего станка ОТС-1?
Можно ли приобрести вашу машину в кредит или лизинг?
Где я могу увидеть ваше оборудование в действии?
Я видел вашу машину в нашем регионе.
Но я не могу найти его на фото на вашем сайте Pilteh?
Могу ли я забрать станок ОЦС-2А на своей машине?
Интересует угловая пилорама. Сроки?
Хочу заказать станок с определенными параметрами.
Для того, чтобы отрезать нужную часть деревянной доски или сделать изделие нужной толщины, потребуются специальные агрегаты. Чтобы резать, нужны циркулярные пилы. С их помощью можно быстро отрезать нужный кусок от доски или бревна. Для калибровки изделия вам понадобится рейсмусовый станок. Благодаря ему можно изготовить деревянную деталь необходимой толщины с точностью буквально до миллиметра.
Циркулярные пилы разные. Сейчас выпускаются ручные и стационарные агрегаты, предназначенные для работы с различными видами изделий из дерева. Это оборудование представляет собой мощный электроинструмент, основной частью которого является прочный диск с очень острыми зубьями. Такой агрегат легко распилит доски, ламинат, рейки, деревянные доски. Подходит даже для резки металла.
Циркулярные пилы бывают разных моделей. Поэтому их технические характеристики могут различаться. Чтобы выбрать действительно необходимый для производства электроинструмент, при покупке следует ознакомиться со следующими характеристиками оборудования:
Для калибровки деревянных заготовок требуется рейсмусовый станок. Чаще всего его используют в мебельном производстве, так как производителям предметов интерьера требуется профессиональное оборудование, которое позволяло бы выпускать аккуратные и красивые изделия. При выборе рейсмуса необходимо обратить внимание на его технические возможности:
- как часто вращается вал. Чем быстрее он начнет вращаться, тем более ровной получится поверхность заготовки;
- глубина и ширина пропила, которые делает рейсмусовый станок. Глубина — это мера того, сколько дерева может спилить агрегат за один проход.
- Ширина — насколько широкий может обрабатывать машина.
Что такое круглое бревно и для чего оно используется?
Оцилиндрованным принято называть такое бревно, с которого на специальном деревообрабатывающем станке срезается верхний слой древесины. В результате такой обработки диаметр по всей длине бревна будет одинаковым, т. е. из конусообразного ствола дерева получается цилиндр.
В результате такой обработки диаметр по всей длине бревна будет одинаковым, т. е. из конусообразного ствола дерева получается цилиндр.
Дома из оцилиндрованного бревна выглядят не только красиво, но и элегантно. Они теплые, прочные и, самое главное, экологически чистые. Заказать дом из оцилиндрованного бревна на сайте http://stroi-terem.ru/category/houses-from-rounded-logs/ не составит труда. Зайдя на сайт вы сможете узнать цены, условия работы, возможность доставки и многое другое. другие
Бревна изготавливаются по ГОСТ 9463-88.
Номинальная длина таких бревен должна быть от 3,5 до 6,5 м с шагом 250 мм. Таким образом, всего возможно 13 размеров. Отклонение от полученной длины допускается от + 30 до + 100 мм.
Для строительства обычно используют оцилиндрованное бревно определенного диаметра. Стандарт определяет наименьший диаметр бревна как 140 мм. Большинство производителей устанавливают этот диаметр от указанного размера с шагом 20 мм. Обычно ряд заканчивается бревнами 280 или 300 мм.
Но так как только для некоторых производителей госстандарт является обязательным документом, то и длина бревен, и их диаметр по желанию заказчика могут быть сделаны любыми, которые будут соответствовать проектным размерам будущего здания.
Для укладки оцилиндрованного бревна в срубе с одной стороны его нарезают продольный паз, называемый кладочным пазом. Его ширина должна быть больше радиуса бревна и максимально соответствовать форме нижнего бревна. Те. радиус этого паза должен быть равен радиусу бревна.
Обычно оцилиндрованное бревно делают из «сырого» дерева и просушивают до нужного состояния уже в составе сруба. Очень часто процесс сушки идет неравномерно – когда внутренние слои остаются влажными, а внешние быстро сохнут. В них возникают напряжения, вызывающие продольное растрескивание бревен. В зоне продольного паза напряжения снимают выборкой кладочного паза. А на противоположной от паза стороне бревна напряжение снимается продольным надрезом шириной несколько миллиметров и глубиной около 0,05 – 0,1 диаметра бревна. Ее называют разгрузочной или компенсационной канавкой.
Ее называют разгрузочной или компенсационной канавкой.
Как устроены станки для оцилиндровки бревен?
Такая машина может быть позиционной или проходной. В первом случае ось вращения бревна зафиксирована, и бревно вращается с частотой от 20 до 60 об/мин. Стальные черновые и чистовые резцы перемещаются по бревну со скоростью вращения 3000 – 4000 об/мин. Черновая обработка заключается в том, что сначала снимается слой коры и древесины до получения заданного диаметра с припуском на чистовую обработку. Затем с помощью высокоскоростной финишной фрезы срезается тонкий слой древесины, и получается готовая поверхность.
В проходных машинах обработанное бревно зубчатыми роликами подается в неподвижный оцилиндровочный ротор, из которого оно выходит полностью обработанным с компенсационными и укладочными канавками.
- Станки позиционного типа делятся на токарные и роторно-цилиндрические.
- Станок токарно-цилиндрический – большой токарный станок с длиной деревянной заготовки до 7 метров и более и диаметром необработанного бревна до 500 мм и более.
.jpg) Ротор оцилиндровки содержит вращающийся резец, который на прямом проходе производит оцилиндровку, а на обратном проходе нарезаются укладочные и компенсационные канавки.
Ротор оцилиндровки содержит вращающийся резец, который на прямом проходе производит оцилиндровку, а на обратном проходе нарезаются укладочные и компенсационные канавки.
Теоретически упрощенную модель такой машины можно сделать дома, но работать на ней будет достаточно опасно. Большая масса вращающегося бревна, высокие скорости обработки фрезы и достаточно большие энергоемкости практически нереальны для выполнения в гараже или сарае частного дома.
Проще и дешевле купить партию готовых бревен и построить из них дом или баню.
Как сделать табурет из бревен своими руками / Поделки из дерева / Мебель Секрет мастера
Как сделать деревянную табуретку своими руками. Деревянные поделки. Мебельный секрет мастера. Секретмастера показывает, как сделать табурет из огня своими руками… Подробности здесь?p=12984
Показан способ изготовления уникальной деревянной табуретки, которую нельзя купить в магазине. Получается легкая и прочная конструкция круглой формы и с мягким сиденьем. Мебель для дачи.
Мебель для дачи.
Удобен для дачи. Мебельный секрет мастера!
См. изделия из дерева 8ADaOa
Это видео GjV_kle_6vc
¡Подписаться! gvFnpD
YouTube: user/secretmastera ↓
Сайт:
Мы в клубе Вконтакте28641921
Мы в Одноклассниках aj6O5O
Канал Секретмастера создан для тех, кто любит делать поделки своими руками. Вы совершенствуете свои навыки и умения в этом интересном деле? Естественно, вы хотите найти единомышленников, готовых поделиться собственным опытом и обсудить чужие изобретения? Тогда подписывайтесь и присоединяйтесь к сообществу самодельщиков канала «Секрет Мастера». Публикуются только проверенные самоделки.
Наш проект – это возможность легко, быстро, без затрат (из подручных материалов) создавать оригинальные вещи, сюрпризы, полезные мелочи для быта и отдыха, реанимировать технику, ремонтировать жилище и даже строить.
На канале помимо темы «как сделать самому» есть еще и развлекательные, познавательные и смешные видео.
Не забудьте оценить и прокомментировать понравившееся видео.
Канал придерживается политики доброжелательности и уважения в комментариях
Kalal работает на “спасибо”, не забывайте оставлять слово “спасибо” в комментариях и лайк придаст авторам Секретмастера больше вдохновения и оптимизма!
Станок оцилиндровочный применяется для обработки древесины – оцилиндровки, выборки пазов и чаши венца бревен, фрезерования рубанка. Использование оборудования позволяет собрать сруб без дополнительной обработки деталей. Операции выполняются за одну установку заготовки.
Конструктивные особенности станка
Работа оборудования аналогична токарным полуавтоматам, оснащенным фрезерной головкой. Автоматизация обеспечивается в рамках цикла – одного подхода, при выполнении которого оборудование выполняет операцию по заданным параметрам. Требуется вмешательство оператора для изменения действий и управления режущим инструментом.
В конструкцию машины входят следующие узлы:
- Опоры и железнодорожный путь.

- Рельсы для оборудования – подъемно-транспортные механизмы.
- Привод и подача режущего инструмента.
- Передняя и задняя бабки.
- Стойки и струны для электрических кабелей.
- Столб для пуговиц.
Рабочий инструмент – чистовые и шаровые фрезы. В оборудовании используются чистовые фрезы 2 размеров диаметров:
- 150 мм. Размер продукта на выходе 160-190 мм.
- 190 мм. Достижимый размер – 200-240 мм.
Режущая поверхность чистовой фрезы лежит в одной плоскости.
Настройкой ножей шарореза устанавливается размер паза. Работу оборудования обеспечивают асинхронные двигатели, один из которых (передний) отвечает за подачу фрезы, второй (задний) обеспечивает вращение заготовки.
Рабочие параметры обработки древесины зависят от породы породы, состояния влажности и промерзания материала, толщины заготовки. Скорость вращения бревна и подача фрезы подлежат регулировке.
Принцип работы оборудования
Обработка древесных заготовок осуществляется путем перемещения привода и подачи чистовых или шаровых фрез по бревну, установленному на рельсовом пути. Режущий элемент подается вручную. Доводочная фреза используется для продольной выемки материала, сферическая форма инструмента используется для фрезерования корончатых чашек.
Режущий элемент подается вручную. Доводочная фреза используется для продольной выемки материала, сферическая форма инструмента используется для фрезерования корончатых чашек.
Деревянной заготовке придают вращение или жесткую неподвижную фиксацию. Положение зависит от типа операции. Статическая фиксация используется для выбора чашки и компенсационных разрезов. Вращательные движения бревну придают только при оцилиндровке заготовки одновременно с жесткими креплениями.
Механизм действия станка построен на:
- вращательном или неподвижном состоянии заготовки бревна;
- поступательное и вращательное движение фрезы.
При оцилиндровке достигается точность заданного размера, устраняется кривизна изделия. Обработку заготовки производят по оси изделия с учетом следующих особенностей:
- Заготовка устанавливается торцом (утолщенной частью) к бабке для предотвращения чрезмерного съема слоя.
- Поступательные движения фрезы осуществляются в направлении от передней к задней бабке.

Точность оцилиндровки бревна обеспечивается жесткой фиксацией передней и задней бабок и соосностью креплений. Получение требуемого размера изделия достигается несколькими подходами.
Цилиндровая операция
При оцилиндровке задается постоянное вращение заготовки, закрепленной в центрах колодок, и резец перемещается по длине бревна. Заготовка располагается на рычаге подъема от передней к задней бабке. Перед началом работы рейку подводят к передней бабке.
В процессе работы выполняются следующие операции:
- подача вплотную заготовки к передней бабке;
- установка заготовки в центрах передней и задней бабки в виде жесткого крепления путем регулировки винтов задней защелки;
- настройка параметров фрезерной головки на грубый минимальный съем материала;
- последовательный пуск приводов вращения заготовки и фрезы;
- ручное перемещение фрезы с рельсом;
В конце прохода вращение заготовки (привода) прекращается для приведения рельса в исходное положение и установки новых параметров реза. Операции возобновляются в том же порядке.
Операции возобновляются в том же порядке.
Операция выборки монтажного паза
Монтажный паз – продольная выточка на заготовке, упрощающая сопряжение бревен при установке готовых изделий. Отличие операции проточки от оцилиндровки заключается в обработке заготовки в фиксированном положении. Операции по отбору проб проводят в следующем порядке:
- втягивание рейки в положение передней бабки;
- установка бревна в центрах передней бабки с фиксацией от вращения;
- регулировка горизонтального положения фрезы к обрабатываемой поверхности бревна;
- задание параметров фрезы размером меньше диаметра заготовки;
- включение привода фрезы;
- выборка ручным поступательным движением подвижного резца с помощью реечной ручки.
Параметры паза (глубина, ширина) после земляных работ неизменны по всей длине бревна.
Операция отбора краун-чашек
Наличие кронен-чашек облегчает монтаж конструкции. Их создание осуществляется после оцилиндровки и проточки. Фрезерование чашек требует следующей последовательности:
Их создание осуществляется после оцилиндровки и проточки. Фрезерование чашек требует следующей последовательности:
- фиксация заготовки на рельсах с помощью тормоза;
- нанесение графического знака чашки;
- выравнивание центра фрезы и планируемой выемки;
- включение привода рабочего инструмента;
- непосредственно выемка материала путем перемещения фрезы за рукоятку вниз.
Перед проведением земляных работ требуется задание на вылет ножей фрезы, настроенных на единый радиус. В процессе работы шарорезами положение ножей проверяют не менее 2 раз в смену и перед началом работы оборудования.
Монтаж оборудования
Надежность и производительность машины обеспечивается технически грамотным монтажом. Монтаж оборудования осуществляется с учетом обязательных требований:
- Для установки станка используются параллельные брусья или бетонное основание без заливки рельсов. Место защищено навесом от осадков.

- Подключение питания оборудования согласно ТУ. Включение в рабочий режим допускается после контроля фаз и заземления.
- Балансировка рельсовых путей по уровню в горизонтальном и вертикальном направлениях.
- Обеспечение соосности задней и передней бабки.
Высокая организация труда достигается зонированием участка с созданием мест для хранения заготовок, готовых изделий и пиломатериалов. Перед началом работы проверяется состояние поверхности, фрез, приводных ремней и осуществляется смазка рабочих узлов.
Все фото из статьи
Строительство жилья из дерева развивалось с древнейших времен нашей великой державы. В первую очередь это связано с огромными запасами этого экологически чистого и относительно недорогого материала. Несмотря на появление массы новых строительных технологий, классические срубы по-прежнему популярны. Ведь преимущества оцилиндрованного бревна очевидны, о них пойдет речь далее.
Фото строительства классического бревенчатого дома.
Почему бревно
Для начала давайте выясним, что такое оцилиндрованное бревно и почему подавляющее большинство людей предпочитают строить жилье именно из него.
Важно: говоря сухим языком определений, бревном принято называть прямой ствол дерева, предварительно обработанный на деревообрабатывающих станках для придания ему правильной цилиндрической формы. В результате удаляются верхний неровный слой, сучки, наносятся компенсационные и монтажные канавки.
Схема оцилиндрованного бревна.
Преимущества материала
- Древесина сама по себе имеет естественную пористую структуру, благодаря чему является одним из лучших тепло- и звукоизоляторов.
- Благодаря четким геометрическим размерам этот материал идеально сочетается друг с другом. Специально оборудованные пазы обеспечивают высокую герметичность и качество интервенционных швов.
- Все стволы имеют четко фиксированный диаметр, максимальное отклонение здесь может быть не более 2 мм.
 Это дает возможность подобрать лес для строительства помещений различного назначения с заданными характеристиками.
Это дает возможность подобрать лес для строительства помещений различного назначения с заданными характеристиками. - На данный момент более экологически чистого и полезного для человека строительного материала просто нет. В отличие от дерева, традиционный кирпич или современные виды строительных материалов могут похвастаться лишь экологической нейтральностью.
Калибровка изделия.
- Хотя цена оцилиндрованного бревна может быть выше, чем у многих конкурентов, такие дома не нуждаются в дополнительной внутренней и внешней облицовке. Этот материал сам по себе обладает природной красотой, в результате чего хозяева существенно экономят на отделке.
- Современное деревообрабатывающее оборудование позволяет изначально изготавливать стволы с уже готовыми соединительными элементами. Это значительно ускоряет процесс возведения конструкций и дает множество вариантов планировки.
Схема укладки.
- Возможно, вы слышали, что натуральное дерево дышит.
 Имеется в виду способность массива брать из воздуха лишнюю влагу и отдавать ее при изменении условий. Проще говоря, дерево – это природный кондиционер, обеспечивающий идеальный микроклимат для жизнедеятельности человека в доме.
Имеется в виду способность массива брать из воздуха лишнюю влагу и отдавать ее при изменении условий. Проще говоря, дерево – это природный кондиционер, обеспечивающий идеальный микроклимат для жизнедеятельности человека в доме. - И, наконец, инструкции по сборке вполне доступны. Простую баню, сарай или небольшой дачный домик хороший хозяин при большом желании может построить своими руками.
Некоторые характеристики продукции.
Какие недостатки
- Как мы уже говорили, дерево – живой материал, поэтому со временем массив начинает рассыхаться и трескаться. Это так, но благодаря современным пропиткам и грунтовкам для дерева такие процессы можно значительно замедлить.
- Многим известно, что в процессе роста ствол дерева слегка закручивается по спирали. После разреза эта спираль иногда начинает раскручиваться. Именно поэтому мастера не рекомендуют строить из свежеспиленной древесины, конструкции может повести. А вот сухое оцилиндрованное бревно лишено этого недостатка.

- Такие недостатки, как высокая пожароопасность и подверженность биологическим вредителям, легко устраняются за счет тех же специализированных пропиток.
- Пожалуй, единственный существенный недостаток любого деревянного строения – это высокий процент усадки новых домов. Хорошо просушенная качественная древесина дает усадку до 100 мм на каждые 3-4 м стены в первый год. И 10 – 20 мм еще на 2 – 3 года. Свежеспиленная древесина дает усадку до 10 лет.
Структура лог.
Что влияет на эксплуатационные характеристики
Для определения основных параметров материала существует набор нормативов. В нашей стране это ГОСТ 2708-75, на западе ИСО 4480-83. Большой разницы между ними нет, основные параметры идентичны. Именно на этих данных основана такая программа, как калькулятор оцилиндрованного бревна объема, веса, плотности и других характеристик.
Таблица томов массива.
Совет: желательно, чтобы таблица объемов оцилиндрованного бревна была оригинальной, то есть взятой из вышеуказанных нормативных документов. Так как сейчас существует множество корпоративных таблиц, составленных с учетом коммерческих интересов некоторых корпораций и содержащих неточности, выгодные для тех, кто их составлял.
Так как сейчас существует множество корпоративных таблиц, составленных с учетом коммерческих интересов некоторых корпораций и содержащих неточности, выгодные для тех, кто их составлял.
Станки и оборудование
Еще 50 – 100 лет назад каждый плотник или просто хороший хозяин знал, как оцилиндровать бревно в домашних условиях. Ввиду того, что это занятие долгое и очень трудоемкое, с развитием деревообрабатывающего производства настоящих специалистов осталось не так много.
Технологическая линия.
Конечно, в споре о том, что дешевле бревно или оцилиндрованное бревно, выигрывает обычный необработанный ствол. Но построить хороший дом или качественную баню из «дикого» материала практически невозможно. Кроме затрат времени на кустарную оцилиндровку и трудоемкий монтаж, герметично обустроить швы и стыки у вас не получится. Соответственно, в помещении будет холодно и долго не продержится.
Станок для оцилиндровки бревен представляет собой, по сути, симбиоз фрезерной и токарной функций. Такая техника имеет внушительные габариты и включает в себя общую металлическую раму, на которой они базируются, силовой агрегат, который может состоять из нескольких силовых установок.
Такая техника имеет внушительные габариты и включает в себя общую металлическую раму, на которой они базируются, силовой агрегат, который может состоять из нескольких силовых установок.
Основную работу выполняет передняя бабка. Именно на него устанавливаются фрезы для лущения верхнего слоя и фигурные фрезы для отделки бревен. Задняя бабка, как и в большинстве подобного оборудования, служит для фиксации и подачи самой заготовки.
Заводская машина.
Если вы хотите узнать, как долго делается бревно, то в данном случае это зависит от качества и функциональности оборудования. Современные автоматизированные линии способны за считанные минуты выточить из натурального бревна качественный калиброванный продукт по заданным параметрам.
Все такие агрегаты бывают двух типов – проходные и циклические. Первые рассчитаны на большие объемы производства и имеют минимум функций. В них материал движется непрерывным потоком и, проходя через рабочую зону, окатывается и измельчается.
Установка заготовки на станок.
Агрегаты циклического типа выполняют заданный алгоритм действий, после чего цикл повторяется. Они, в свою очередь, делятся на циклопроходные, где движется ствол, а лафеты находятся в фиксированном положении. И циклопозиционные, где бревно неподвижно, а каретки перемещаются вокруг заготовки.
Как правило, станок для оцилиндровки своими руками изготавливается на базе пилорамы, где вместо переднего конуса ставится упор, а задняя бабка меняется на подшипник или вращающийся конус. Закрепленная таким образом заготовка вращается за счет дополнительного привода или своими руками, что очень сложно и неудобно.
Кустанайская машина.
Обработка осуществляется фрезерной головкой, установленной на отдельных направляющих. Сам принцип работы такого кустарного агрегата напоминает работу фрезерного станка по дереву. Вращающаяся заготовка постепенно обрабатывается фрезой, перемещающейся по направляющим.
Совет: ввиду серьезного веса самих заготовок специалисты рекомендуют жестко монтировать такое оборудование исключительно на бетонное основание. Если такой возможности нет, как вариант, можно уложить для пола железобетонную плиту.
Если такой возможности нет, как вариант, можно уложить для пола железобетонную плиту.
Общая схема машины.
Несколько слов о характеристиках
Отечественное производство в большей степени ориентировано на так называемый лунный профиль оцилиндрованного бревна. Имеет установочную чашку для соединения коронок и компенсационный срез.
Этот разрез служит для компенсации естественных внутренних напряжений массива, а также температурных и влажностных расширений. В изготовлении такое изделие дешевле, плюс не требует тщательной предварительной подготовки материала.
Типы профилей.
Финский профиль обеспечивает более плотное соединение венцов, поэтому требуется меньше уплотнительных материалов, но бревно требует тщательной просушки и подготовки, в результате цена финского профиля выше.
Рабочая высота оцилиндрованного бревна 6 метров. Это не означает, что продукты не могут быть больше или меньше.
Просто большинство производственных линий ориентировано на этот размер. Увеличение высоты влечет за собой увеличение стоимости. Цена бочки меньшего размера зависит от качества и сложности обработки конкретного продукта.
Увеличение высоты влечет за собой увеличение стоимости. Цена бочки меньшего размера зависит от качества и сложности обработки конкретного продукта.
Хранение товаров в штабеле.
Что касается диаметра, то здесь рабочий диапазон составляет от 160 до 320 мм. Оцилиндрованное бревно 400 мм и более обрабатывают на специальных станках. Такое нестандартное изделие используется для обустройства корневых венцов здания, а также других важных несущих узлов. Кроме того, стены первых этажей для многоэтажных коттеджей иногда возводят из бревен сечением 400 мм.
На стоимость товара сильно влияет способ сушки массива. Естественная сушка происходит около полугода под открытыми навесами в естественных условиях. Такой продукт стоит меньше, но его усадка выше.
Камерная сушка предполагает обработку материала в специальных высокотемпературных камерах. Такое бревно меньше дает усадку и считается более качественным.
Важно: относительно недавно на рынке появилось клееное бревно. Цена таких изделий намного выше. Но, по мнению специалистов, они обладают исключительным качеством.
Цена таких изделий намного выше. Но, по мнению специалистов, они обладают исключительным качеством.
Обработка ствола.
Видео в этой статье содержит материалы на эту тему.
Заключение
В качестве бизнеса оцилиндрованное бревно считается очень прибыльным вариантом. Для запуска средней производственной линии со стандартным ассортиментом необходимо около полумиллиона рублей. При этом окупаемость зачастую не превышает года.
Баня рубленая.
rubankom.com
Особенности и установка станка для оцилиндровки бревен | Строительный портал
Так сложилось исторически, что издревле люди строили свои жилища из дерева. Это довольно легко объяснить простотой обработки, доступностью приобретения такого материала и отличными теплопроводными свойствами. Спустя много лет, с появлением новых технологий, древесину стали обрабатывать с помощью специальных станков. Для получения оцилиндрованного бревна одинакового диаметра и длины используется специальный деревообрабатывающий станок для оцилиндровки бревен.
Особенности закруглительного станка
Станок оцилиндровочный – это деревообрабатывающий станок, который предназначен для производства оцилиндрованного бревна и профилированного бруса из круглого леса и для изготовления срубов. Оцилиндровочный станок позволяет выполнять все операции, которые предусмотрены технологией производства сруба: производить выборку монтажных пазов, чашку венца, оцилиндровывать бревно (первичная и вторичная обработка) и фрезеровать гладкую поверхность .
А также можно использовать станок для выполнения таких операций, как распиловка лафета на обрезную доску, распиловка бревна на лафет и доску, изготовление погонажных изделий и заготовок для торцевого паркета, получение обрезной доски из необрезной.
При использовании пильного блока без извлечения бревна из центра можно сделать компенсационный паз для снятия внутреннего напряжения, возникающего при сушке бревна. Все эти операции выполняются на станке последовательно одним набором инструментов на одну установку бревна. Благодаря этому при изготовлении готового бревна нет необходимости переустанавливать фрезы и бревно.
Благодаря этому при изготовлении готового бревна нет необходимости переустанавливать фрезы и бревно.
Сочетание различных режимов обработки позволяет получать изделия достаточно сложной конфигурации – балясины, балки сложного профиля и с разным диаметром. Сформированный геометрический профиль позволяет возводить деревянные конструкции любой сложности. Кроме того, оцилиндровочные станки помогают обрабатывать материал длиной 7 метров.
Конструкция станка для оцилиндровки бревен
Оцилиндровочный станок включает в себя следующие блоки: общую металлическую раму из квадратных труб, на которой установлены направляющие, предназначенные для перемещения по ним силового агрегата и каретки пилы. На общей раме также расположены передняя и задняя бабки, которые нужны для установки в центрах исходной заготовки и приведения бревна во вращение. На передней бабке имеется делительная головка, служащая для фиксации бревна в разных положениях, а также шпиндельная головка для вращения фрез.
В качестве рабочего инструмента используются фрезы специальной конструкции – фигурные и универсальные, которые устанавливаются на шпиндельный вал станка. Универсальная фреза необходима для скругления, плоскостного фрезерования и подбора коронок. Фигурная фреза предназначена для выборки монтажного паза. Технологическая особенность фрезы, которая используется на станке, заключается в обеспечении «мягкого входа» в обрабатываемую поверхность древесины. Это приводит к снижению вибрации, а также повышает точность работы.
Ножи, используемые в куттерах, съемные. Если оператор видит, что требуемый размер обрабатываемых поверхностей не выдерживается, то сменные ножи необходимо заточить. Съемные ножи изготовлены из высококачественной инструментальной стали, что позволяет использовать один их комплект в течение длительного времени, при этом ресурс самого резца не ограничен.
Для сокращения времени и облегчения установки в центре бревна используются специальные механические рычаги, их можно установить на станине в любом месте, как показано на фото оцилиндровочного станка. При прохождении на малых диаметрах (до 200 миллиметров) монтажного паза может наблюдаться некоторый прогиб бревна;
При прохождении на малых диаметрах (до 200 миллиметров) монтажного паза может наблюдаться некоторый прогиб бревна;
При выборе коронной чашки требуется надежная фиксация каретки; для этого применяют механические тормозные устройства, которые размещают на обоих концах каретки и надежно закрепляют. А еще есть специальный механизм фиксации каретки, не позволяющий ей вращаться при выборе чаши. При изготовлении продольного монтажного паза или чаши также необходима очень точная (ручная) регулировка – для этого устанавливается специальный механизм для ручного поворота бревна.
Классификация оцилиндровочных машин
Округлительные машины для бревен по технологическим схемам можно разделить на два типа:
- Проходные устройства с непрерывным движением бревен. Вход через станки обрабатывается при движении в инструментальной зоне без остановки. Перемещение бревен может осуществляться без зазора или с зазором между торцами соседних бревен.
- Циклические устройства с прерывистым движением бревен.
 За один цикл обработки в циклических машинах происходит повторяющийся набор движений. Велотренажеры делятся в свою очередь на два типа:
За один цикл обработки в циклических машинах происходит повторяющийся набор движений. Велотренажеры делятся в свою очередь на два типа:- Станки оцилиндровочные циклопрядные: бревно обрабатывается режущим инструментом, совершающим рабочие движения;
- Станки оцилиндровочные циклопозиционные: бревно обрабатывается при перемещении относительно площади рабочего инструмента.
Каждая комбинация движений позволяет определить кинематическую схему резания разными способами обработки. Работа станка представлена следующими сочетаниями движений бревна и рабочего органа: прямолинейным и двухвращательным, прямолинейным и вращательным.
Бревно при обработке в стаканах сквозного оцилиндровки совершает прямолинейное движение, а инструмент, соответственно, вращательное. Бревно в циклопроходных станках в момент обработки вдоль оси бревна совершает прямолинейное движение, а инструмент в положении – вращательное, как показано на видео о станке для оцилиндровки бревна. Бревно при обработке на позиционных токарных станках производит вращательное движение, а сам инструмент (резец) движется прямолинейно, параллельно оси бревна.
Бревно при обработке на позиционных токарных станках производит вращательное движение, а сам инструмент (резец) движется прямолинейно, параллельно оси бревна.
В зависимости от формы и типа инструмента и его режущих кромок все виды обработки бревен можно разделить на два вида – фрезерные и токарные. Токарная обработка характеризуется постоянным процессом образования стружки. Основное движение, которое происходит с достаточно большой скоростью при точении, — это вращение инструмента или бревна. Фрезерование характеризуется непостоянным процессом образования стружки. При фрезеровании основным движением является вращение инструмента.
Деревообрабатывающие станки в наше время по степени автоматизации и механизации делятся на следующие классы:
- В механизированных станках основные движения и движения подачи выполняются без участия человека. Оператор обеспечивает регулировку, регулировку и разгрузку, а также загрузку машины.
- В автоматах (автоматических станках) весь комплекс движений и операций выполняет машина.
 На человека отводится роль контроля за работой и периодической загрузки станка заготовками. В полностью автоматических станках загрузка заготовок также автоматизирована.
На человека отводится роль контроля за работой и периодической загрузки станка заготовками. В полностью автоматических станках загрузка заготовок также автоматизирована. - В полуавтоматах операции автоматизированы только в рамках одного цикла, а для выполнения следующего цикла обработки требуется участие человека.
Сравнивая различные оцилиндровочные станки, можно сказать, что отличается не только цена оцилиндровочных станков, но и их функции:
- Станки проходного типа имеют высокую производительность, но при этом демонстрируют низкую точность обработки и достаточно большая шероховатость поверхности из-за отсутствия системы базирования;
- Циклические позиционные устройства обеспечивают высокую точность и отличное качество поверхности, но их производительность значительно меньше, чем у проходных устройств;
- Циклические позиционные станки имеют надежную систему базирования, занимают сравнительно небольшую производственную площадь и широко используются в производстве.

Установка оцилиндровочного станка своими руками
Обычно самодельные станки для оцилиндровки бревен делают на базе пилорамы. Передний конус заменяется упором, а на заднюю бабку устанавливается подпятник или конический роликоподшипник. Неподвижное бревно вращается с помощью дополнительного мотора, либо вручную, что не так практично. Изготовление фрезы самое сложное. Для того, чтобы выполнить задание максимально легко, оно выполнено в наборном виде, то есть собрано из нескольких элементов. Следует отметить, что материал самого резца должен быть прочным, то есть мягкие сплавы для этих целей не подходят.
Самый простой способ обеспечить движение фрезы по самому бревну – это прокладка дополнительного рельсового пути, по которому будет двигаться установка. Это позволит исключить ручное перетаскивание. Принцип работы такой установки аналогичен принципу работы обычного фрезерного станка, когда заготовка, закрепленная в позах, вращается, а по ней движется фреза.
Помните, что станок для оцилиндровки бревен своими руками рекомендуется устанавливать на бетонную площадку. Также можно использовать округлитель на уплотненном грунте. В этом случае станок устанавливается на поперечные рельсы из деревянных шпал — например, бруса сечением не менее 1500Х1500 мм. Рекомендуемое расстояние между шпалами – один метр. Также необходимо исключить усадку грунта в местах, где будет установлена машина.
Монтаж машины начинается со сборки рамы. Необходимо собрать секции каркаса и установить его на ровном уровне в одной горизонтальной плоскости. Придерживайтесь погрешности установки не более 0,5 на 1000 миллиметров – как поперек направляющих, так и вдоль.
При установке каркаса на бетонную площадку каркас монтируется на высоте примерно 15-20 сантиметров, стыки секций бетонируются. На установленную раму монтируется силовой агрегат, передняя и задняя бабки, стойки, на которые натягивается трос для крепления электроподвижного троса. На силовом агрегате установлен фиксатор-стопор. Машина также заземлена на общую систему заземления.
Машина также заземлена на общую систему заземления.
Далее подключается двигатель, который вращает заготовку. Подключить машину к сети, проверить правильность подключения фаз источника питания к соответствующим режимам мощности. Для этого нажмите кнопку подъема и опускания фрезы. Если фактическое направление движения силовой головки совпадает с направлением, указанным на панели управления, то источник питания подключен правильно. В противном случае фазы необходимо поменять местами.
После этого нужно проверить направление вращения заготовки. При неправильном направлении вращения необходимо поменять местами фазы двигателя. Запрещается включать двигатель вращения заготовки и двигатель оцилиндровочного станка, пока не будет проверено правильное подключение фаз электропитания.
Если Вы после изготовления станка для оцилиндровки бревен производите первоначальный пуск более чем через два месяца, после длительного перерыва, или станок находился на хранении и при транспортировке в условиях повышенной влажности, то он Перед запуском необходимо выдержать некоторое время в сухом помещении. удаление влаги из электрооборудования.
удаление влаги из электрооборудования.
Помните, что передняя и задняя бабки оцилиндровочного станка должны располагаться параллельно направляющим и по выбранной длине быть жестко закреплены. Кроме того, необходимо проверить соосность задней и передней бабки оцилиндровочного станка. Для этого измерьте расстояние с точностью до миллиметра: между вертикальным продольным профилем и центром передней бабки, между ближней направляющей и центром передней бабки. Необходимо, чтобы эти расстояния были одинаковыми для задней и передней бабки.
Разбалансировка резцов и изменение угла заточки ножей может привести к выходу из строя оцилиндровочной машины, либо к ухудшению качества поверхности изделия. Фигурная фреза установлена на конической части вала и закреплена болтом. В корпус фигурной фрезы вкручивается универсальный резец, а затем затягивается специальным ключом.
Кроме того, если вы сделали станок для оцилиндровки бревен, проверьте правильность и горизонтальность установки рамы. Подложив прокладки под заднюю, можно определить параллельность осей задней и передней бабок с плоскостью движения фрезы. Толщина прокладки должна быть равна половине значения конусности.
Подложив прокладки под заднюю, можно определить параллельность осей задней и передней бабок с плоскостью движения фрезы. Толщина прокладки должна быть равна половине значения конусности.
strport.ru
Оцилиндровочный станок для бревен своими руками
Оцилиндровочные станки являются основными составляющими линий обработки древесины, которые применимы как в стандартных мастерских, так и при изготовлении подобных изделий своими руками. Основной функцией этого станка является снятие с каждого бревна гладкого верхнего слоя за счет фрезы сложной конструкции и различных видов заточки ножей.
Станок оцилиндровочный для бревен
В настоящее время в продаже имеется огромное количество однотипных товаров различного типа и назначения, среди которых совсем не сложно выбрать то оборудование, которое идеально подходит для вашего случая.
Вальцовочный станок – особенности оборудования
Станок для оцилиндровки бревен – механизм, в котором обработка бревен осуществляется за счет соприкосновения с ними нескольких специальных резцов. Последние приводятся в движение специальным мотором (в некоторых комплектациях их два).
Последние приводятся в движение специальным мотором (в некоторых комплектациях их два).
Все бревна надежно фиксируются системой во время подачи, что обеспечивает простую и равномерную обработку.
Также, в зависимости от типа оборудования, может иметь и рельсовый путь, установка которого для проходного варианта требует специального бетонного основания для монтажа.
Смотрите также: какие модели есть в линейке распиловочных станков Corvette?
В продаже имеются округлительные станки различных типов, в том числе оборудование типа Русь и Шервуд проходного типа, а также модульного типа.
Данное оборудование, как и аппараты Шервуд или Рус, может быть самостоятельными единицами или идти в составе деревообрабатывающего комплекса. Они бывают разной мощности.
Средний объем бревна, который свободно проходят станки Русь, Термит, Шервуд, составляет 240 мм, хотя некоторые модификации такого оборудования легко справляются с более крупными образцами.
Цилиндрово-фрезерный станок Шервуд ОФ-28Ц
Закругляющие станки позволяют выполнять различные виды обработки материалов. В частности, именно с его помощью производится непосредственное скругление бревна, подготовка продольного паза укладки, компенсационный вруб, а также специализированные элементы крепления – боковые чаши.
В частности, именно с его помощью производится непосредственное скругление бревна, подготовка продольного паза укладки, компенсационный вруб, а также специализированные элементы крепления – боковые чаши.
Данное оборудование подходит для всех без исключения пород материала, включая популярный бук, дуб, березу, ясень, грушу, ольху, сосну и другие породы дерева. в меню
Плюсы и минусы данной технологии обработки
К преимуществам данного типа станков для обработки бревен можно отнести:
- Высокая скорость обработки.
- Точность при многих видах обработки за счет разнообразия заточки ножей.
- Абсолютная безопасность оператора при работе с таким оборудованием.
- Простота в настройках, высокий уровень автоматизации таких устройств.
- Высококачественная обработка материала, независимо от качества перерабатываемой древесины
- Универсальность – с таким приспособлением можно делать любые заготовки из натурального дерева.

- Низкий расход древесины, который обеспечивается не только образцами Руси и Шервуда, но и самодельным оцилиндровочным станком.
Округлительные станки позволяют изготовить любую заготовку из натурального дерева
Что касается недостатков, присущих данному типу устройств, то среди них следует отметить:
- большие габариты оборудования, из-за которых любители деревообработки своими руками не всегда удается установить такие конструкции в собственном доме;
- высокие цены на запасные части, а также необходимую обработку изделий перед началом работы, например, заточку ножей.
Запасные части к оцилиндровочным станкам
Для простой обработки различных видов бревен на таких станках без изменения качества отделки материала таких конструкций необходимо приобрести следующие виды комплектующих:
- Сменные фрезы, особенно не -стандартные виды (при покупке этих комплектующих особое внимание следует уделить качеству заточки ножей под определенные породы древесины).
- Дополнительные электромеханические приводы для некоторых типов конструкций.
- Сменные детали чаш для обработки.
- Детали для выполнения компенсационных разрезов.
Также иногда для данного вида оборудования, в том числе станков Шервуд и Рус, можно купить специальные виды заточки ножей под отдельные бревна, а также некоторые гибкие сменные элементы. Их можно заменить своими руками. Список таковых для каждого устройства индивидуален. в меню
Популярные виды станка округлительного
В настоящее время существует несколько популярных разновидностей такого оборудования, используемого как профессионалами, так и любителями для выполнения строительных, ремонтных и отделочных работ в доме своими руками.
Станок кругляк Алтай-ос550
Среди моделей:
- Станок кругляк Алтай. Оборудование, благодаря особенностям заточки ножей, позволяет обрабатывать бревна диаметром до 550 мм. Комплектуется фрезами шарового, а также торцевого типа. Основные преимущества этой версии при обработке бревен: возможность выбора оптимальной скорости работы устройства, а также регулировка глубины проникновения ножей. Идеально подходит для всех видов производства, как Шервуд, в том числе для строительства небольших деревянных домов.
- Закругляющая машина Кедр. Еще один вид оборудования проходного типа для промышленных предприятий. Позволяет штабелировать до 7,5 метров бревен за одну обработку. Подходит для всех типов бревен благодаря уникальному типу заточки фрез.
- Станок оцилиндровочный Тайга ос 1. Оборудование, как и Шервуд, подходит для чернового, чистового видов обработки древесины. Позволяет работать с образцами максимального диаметра 240 мм. Как и другие образцы проходного типа, его можно использовать в промышленных целях, в том числе построить дом или баню из бруса. В зависимости от типа заточки ножа его можно использовать для различных задач.
- Округлительная машина Thermite. Универсальное оборудование проходного типа, наподобие станка «Русь», подходит для обработки различных пород древесины. Идеально подходит для промышленных предприятий, где может принимать до 900 погонных метров готовой древесины в смену. Современная конструкция этого оборудования исключает возможность прокрутки бревна в процессе обработки.
Общий вид и технические характеристики оцилиндровочного станка Термит
Все виды данного оборудования наиболее подходят для промышленного производства пиломатериалов, однако при наличии надлежащих условий для самостоятельного изготовления их можно использовать и в домашних условиях.
Стоимость таких изделий, а также моделей Русь или Шервуд зависит от комплектации оборудования, а также компании, продающей данный вид оборудования. Лучшие цены на него у официальных дилеров.
Для тех, кому такие изделия не подходят по техническим параметрам, можно изготовить самодельный оцилиндровочный станок, созданный по имеющимся эскизам технологии. в меню
Процесс округления бревна на станке (видео)
Главная » Деревообработка
ostanke. ru
ru
Оцилиндровочные станки своими руками
С деревом работают очень давно. С того времени использование этого сырья только набирало обороты. В настоящее время существуют целые предприятия, занимающиеся переработкой древесины. Однако некоторые приспособления опытные хозяева могут собрать самостоятельно, если им нужно обработать дерево в больших количествах. Округлительная машина стала довольно полезным устройством.
Назначение оборудования
Основное назначение этого станка в том, что он используется для придания правильной формы тем бревнам, которые идут на строительство срубов. Естественно, заготовку можно проводить и вручную, но использование автоматизированного устройства значительно ускоряет и облегчает весь процесс.
Округлительный станок выполняет следующие функции:
- подготавливает пазы в бревнах для дальнейшей установки;
- выполняет скругление материала;
- используется для производства обрезной доски от лафета;
- можно подготовить плашки для паркета;
- можно выполнять фрезерование гладкой древесины;
- доска необрезная разделочная;
- изготовление бруса необходимых размеров.
Кроме того, это оборудование может создавать расширительные канавки с помощью циркулярной пилы, а скорость обработки сырья регулируется.
Из чего сделан блок?
Округлительная машина включает несколько следующих компонентов:
- Металлический каркас, который чаще всего изготавливается из трубы прямоугольного типа.
- Необходимые направляющие для перемещения электропилы.
- Передняя бабка используется для крепления, а также кручения бревна. Передняя бабка должна быть снабжена делительной головкой, фиксирующей ствол. Там же будет установлена шпиндельная головка.
- Фреза является одним из основных элементов. Если фреза фигурного типа, то с ее помощью можно сделать паз для крепления, а если универсальная, то ее можно использовать для скругления, вырезания чашек венца, обработки плоскостей.
- Съемные режущие лезвия также будут важным элементом. Они должны быть сделаны из хорошей стали. Главное удобство в том, что их можно заменить, не снимая сам резец.
Разновидности агрегатов
На сегодняшний день существует несколько типов округлительных машин.
Станки проходного типа обеспечивают постоянное перемещение заготовки по столу, одновременно обрабатывая ее. Существуют также машины циклического типа, движение и обработка которых проходит через несколько циклов. Кроме того, этот вид оборудования делится еще на два – это циклопроходное и циклопозиционное. В первом случае деревянная заготовка остается неподвижной, а фреза движется; во втором случае, наоборот, обрабатывающий инструмент не движется, движется древесина.
Здесь также стоит отметить, что разделение машин осуществляется по уровню их автоматизации. Существуют механические, автоматические и полуавтоматические станки. Если используется механический тип машины, то загрузку материала и настройку всех процессов осуществляет оператор. В автоматах все это происходит без участия человека, нужно лишь контролировать ход работы. Полуавтоматы способны контролировать только один этап работы, тогда потребуется вмешательство оператора.
Небольшое сравнение классов
Сквозные оцилиндровочные станки отличаются высокой производительностью, но и у них есть определенная погрешность в процессе, и поверхность может оставаться слегка шероховатой.
Агрегаты, относящиеся к циклическому типу, значительно лучше обрабатывают поверхность, а также выполняют другие операции, но это существенно влияет на производительность.
Однако здесь стоит отметить, что более широкое распространение получила именно вторая категория устройств. Так как они более компактны, а их основание считается более устойчивым.
Оцилиндровочный станок своими руками
Самый простой способ собрать такое устройство своими руками – использовать в качестве основы пилораму. Вместо переднего конуса оборудования необходимо установить упор. Передняя бабка, расположенная сзади, будет снабжена подшипником для этой детали. Для того чтобы вращать заготовку, можно использовать электродвигатель или ручку.
Наибольшую сложность представляет изготовление резака, и поэтому его стараются собрать из нескольких отдельных элементов. Очень важно, чтобы материал, используемый для этой детали, был очень прочным. Для перемещения фрезы используется дополнительная рейка, которую также необходимо установить. Итоговое устройство очень похоже на обычный фрезерный станок. Заготовка входит в пазы и вращается, а фреза движется вместе с ней. Цилиндрические машины работают по тому же принципу.
Этапы сборки
Первым шагом является сборка рамы. Высота установки рамы 20 см. Погрешность наклона допускается в районе 0,5 мм на 1 метр. Второй шаг – установка силового механизма, а также крепление бабок. Далее нужно закрепить кабель для электрокабеля на установленных стойках. После этого можно переходить к креплению стопора к силовому механизму. Важной частью работы будет заземляющее оборудование для устройства, если в нем используется электродвигатель. Только обустроив заземление, можно приступать к подключению двигателя к сети. Когда это будет готово, необходимо проверить соответствие фаз режимам работы. Если они были подключены неправильно, то при включении мотора будет происходить обратное вращение. В этом случае необходимо поменять местами фазы. Когда все будет готово, следует еще раз проверить правильность поворота. Категорически запрещается закладывать лаг до успешного завершения всех проверочных работ.
Особое внимание следует уделить креплениям обслуживающего персонала. Их устанавливают максимально жестко и параллельно направляющим. Оси обоих элементов должны совпадать. Также важно отбалансировать фрезу, иначе станок довольно быстро выйдет из строя.
С древних времен человечество использовало деревья для строительства жилья. Этот материал широко распространен, не требует сложной подготовки и хорошо сохраняет тепло. В настоящее время дерево можно подвергать любой обработке для придания бревну нужной формы. Для получения ровных бревен с одинаковой площадью сечения применяют оцилиндровочные станки.
Такая установка позволяет выполнять различные операции по обработке древесины:
- Округление дерева.
- Изготовление канавок.
- Производство доски обрезной.
- Получение элементов для паркета.
- Разделочные доски.
- Производство балок.
- Фрезерование гладкого бревна.
- Распиловка древесины на лафете.
Округлительные станки используются на лесопильных предприятиях, крупных производствах и в частных хозяйствах. Основная функция оборудования заключается в снятии верхнего слоя древесины за счет использования фрезы и различных видов ножевого инструмента.
Разновидности оцилиндровочного оборудования
В зависимости от технологии станки оцилиндровочные делятся на:
- КПП – осуществляет обработку древесины во время движения, без остановки.
- Циклический – при обработке древесины прерывается движение бревна. Схема движения представляет собой цикл операций.
- А также циклические установки подразделяются на два подвида:
- Циклопозиционные – обработка материала происходит в процессе движения навстречу инструменту
- Цикло-сквозная древесина подвергается деревообработке инструментом, который сам совершает необходимые движения.
При сквозном способе обработки бревно производит линейное движение, а машина вращается. А циклопроходное оборудование обеспечивает движение бревна относительно оси, а движение инструмента происходит за счет кручения. Циклопозиционные станки осуществляют вращательные движения бревна, а инструмент совершает прямолинейное движение параллельно оси заготовки.
По механизму работы машины делятся на:
- Механические – предполагают наличие оператора, который регулирует режимы, настраивает, загружает и разгружает оборудование.
- Автомат – вся схема обработки выполняется машиной. Есть модели, где человеку нужно только загрузить материал.
- Полуавтоматическая – установка автоматически выполняет только один цикл операций, после чего человек должен снова запустить механизм.
Станок для оцилиндровки бревен в случае отдельного вида дает разную производительность. Проходное оборудование более производительно, но уступает по правильности обработки и формированию выраженной шероховатости материала.
Циклопозиционные установки дают хорошую четкость и высокое качество, но выход значительно меньше. Если сравнивать по занимаемой площади, то для размещения циклопозиционного оборудования требуется гораздо меньше места, чем для проходных установок.
Особенности станков для оцилиндровки
Установка состоит из основных блоков – металлической рамы, передней и задней бабок, фрез. Обычно квадратные трубы служат рамой, с направляющими для движения силовой конструкции и каретки. Передние бабки необходимы для закрепления бревна в центральной части и для придания импульса вращательному действию.
Фрезы являются основным спусковым инструментом. Они обеспечивают легкий вход в древесину, снижая вибрацию и повышая точность. Они универсальны и курчавы. Универсальная фреза используется для классического скругления, фрезерования и выборки коронок. Фигурная фреза используется при выборке канавок.
Резаки оснащены съемными ножами. Если полученные параметры бревна не совпадают, необходимо заменить ножи. Они изготовлены из прочной стали и служат долгое время.
Для сокращения времени и облегчения размещения бревна на раме используются рычаги, которые устанавливаются по центру бревна. Чтобы выбрать коронную чашку, вам необходимо надежное крепление каретки. Поэтому применяют тормозные устройства, размещаемые на концах вагона. Если вам нужно получить продольный паз, то используйте удобный регулятор поворота древесины.
Выбор станка для производства оцилиндрованного бревна
При выборе станка не стоит полагаться на рекламируемые параметры. Необходимо хорошо оценить предлагаемые образцы. Конечно, полезно посетить заводы, где используются такие машины. Общение с непосредственными операторами оборудования даст хорошие результаты при выборе установки.
На российском рынке широко представлены следующие модели: Русь, Шервуд и Термит. Оборудование «Шервуд» и «Русь» может быть как отдельными компонентами, так и частью деревообрабатывающей системы. Объем бревна, проходящего через эти установки, составляет 24 см. Есть модели, которые позволяют пропускать большие диаметры. Такие установки используются при обработке различных материалов: березы, дуба, ясеня, сосны и других.
Конечно, популярные машины можно купить, но иногда их приходится переделывать под собственные нужды. Поэтому более практичным способом иногда является изготовление оцилиндровочного станка своими руками.
Самостоятельное изготовление станка для работы с деревом
Самодельный оцилиндровочный станок желательно выполнять с использованием пилорамы. Для того чтобы бревно вращалось, используется электродвигатель, который устанавливается дополнительно. Вместо передней конической конической части выполнен упор, опорой для которого является бабка, расположенная сзади.
Изготовление фрезы происходит путем сборки из составных элементов. Для движения фрезы используется рельс. Установка напоминает фрезерный станок, так как установка бревна происходит в имеющиеся пазы, затем происходит кручение. В результате фреза начинает двигаться вдоль бревна.
Самодельный закруглитель монтируется на твердую поверхность, желательно бетонную. При изготовлении каркаса также используются шпалы или толстый брус.
Этапы сборки станка:
- Сборка рамы, с помощью уровня установить ее в устойчивое горизонтальное положение. Обычно высота каркаса достигает 20 см.
- Крепление силовой конструкции (передняя и задняя бабки), на которую натянут трос для крепления электрокабеля.
- Оснащение силовых стоек стопором.
- Обеспечение заземления.
- Подключение двигателя, вызывающего скручивание бревна. При этом следует ориентироваться на точное соединение фаз. При неправильном подключении направление силовой головки не будет совпадать с направлением кнопок.
- Проверка направления кручения бревна. При неправильном направлении необходимо заменить фазы на электродвигателе. Следует помнить, что до тех пор, пока фазы питания не будут правильно подключены, вращательные действия бревна и двигателя запрещены.
А также необходимо жестко зафиксировать передние бабки, установив их одновременно с направляющими. Линии движения осей стоек должны быть аналогичными. Для этого измеряется точная длина между продольным профилем и центральной частью стойки и между ближайшей рейкой и центром передней бабки. Эти расстояния должны быть равными для обоих сопровождающих.
Фрезы устанавливаются на конический элемент и фиксируются болтами. Необходимо поддерживать баланс резцов и менять скачок заточки ножей.
После всех операций по установке проверьте правильность сборки и горизонтальность рамы.
После длительного простоя вашей машины без работы или нахождения во влажном помещении необходимо выдержать установку в сухом помещении, прежде чем приступать к удалению лишней влаги.
Видео: самодельный оцилиндровочный станок.
Преимущества самодельного станка
Цилиндрический станок, сделанный своими руками, имеет определенные преимущества:
- Небольшое количество древесины.
- Получение материала для любых собственных нужд.
- Достижение хорошего качества полученного журнала.
- Наличие машины под рукой.
Конечно, как и любая покупная машина, самодельная техника требует покупки комплектующих. А вот обработка древесины на собственном оборудовании оказывается более подходящей для личных целей использования полученного бревна. Достижение определенных технических свойств изделий происходит при наличии самодельного оцилиндровочного оборудования.
Наша жизнь сегодня сильно отличается от той жизни, которую приходилось вести нашим далеким предкам. Используя различные возможности современности, мы редко задумываемся о том, какой работой, какой ценой мы получаем многое из того, чем так легко, радостно и безмятежно пользуемся на протяжении всех дней нашей жизни, не осознавая, что мы так легко наслаждаемся плоды чужого труда. Мы привыкли, что в нашей жизни есть все, что может сделать нашу жизнь более комфортной, избавить нас от всяких ненужных, неприятных проблем и трудностей.
Советы
Задача: Прочитал советы, в которых говорится об обязательном утеплении дома из оцилиндрованного бревна, но утепление нужно делать только снаружи, а деревянные дома стоят без утепления, т.е. бац снаружи, неужели морозно там?
Решение: При правильном монтаже таких домов стены НЕ ИЗОЛИРУЮТ, вполне достаточно их толщины и хорошей конопатки. Древесина является одним из лучших теплоизоляторов, то есть имеет низкий коэффициент теплопроводности. обшиты и отапливались одной русской печкой, которую топили два раза в день, утром и вечером, и никому не было холодно. Деревянный дом в этом случае гораздо эффективнее кирпичного, последний не надо утеплять. запекают в печи.
Чтобы из цельного бревна получить ровный строительный материал в виде прямого ровного цилиндра, одинакового размера, определенной длины, его необходимо обработать на специальном оборудовании. Качество этого бревна на выходе зависит от типа обрабатывающей машины. Оцилиндрованное бревно обычно чисто фрезеровано полностью и имеет один размер по всей длине.
Станки для изготовления бревен в зависимости от способа обработки заготовки бывают двух типов. Протяжной станок, также называемый ротационным станком, протягивает бревно через специальную головку, которая вращается и распиливает его. Большим недостатком такой обработки является необходимость предварительной обработки и то, что бревно остается естественной кривизны, что при установке или укладке в срубе оставит неровные зазоры между бревнами, что скажется на качестве конструкции . Хотя производительность этой машины очень высока.
Центровые или токарно-фрезерные станки для изготовления оцилиндрованного бревна позволяют добиться гораздо лучшего результата в обработке заготовки за счет того, что по бревну движется вращающаяся и режущая головка, которая также вращается. Они менее производительны, но менее энергоемки и обеспечивают более высокое качество обработки. Так станок ОСМ-500 снимает слой щепы до 80 миллиметров за один проход, это занимает около 5-8 минут, за смену обрабатывает до 10 кубометров древесины. Для повышения производительности модифицированный станок ОСМ2-500 обрабатывает сразу два бревна подряд одной тележкой. Экономия времени за счет одновременной перезарядки и обработки сразу двух заготовок. Также благодаря удлиненной раме машина может обрабатывать бревна длиной до 15 метров. Производительность модифицированной машины увеличивается на 40-50% при тех же энергозатратах. Современный станок Woodver, кроме черновой и чистовой оцилиндровки, производит выборку установочного паза, а также осуществляет плоскостное фрезерование и выборку чашек венца.
Характеристики
Человечество давно освоило строительство жилья из деревянного каркаса. Эта технология сохранилась до наших времен, только теперь вместо деревянного каркаса используется оцилиндрованное дерево. Благодаря механизации процесса обработки бревна возможно его округление до максимально точных размеров. В отличие от деревянного сруба, который изготавливается вручную, он отличается более высокой скоростью изготовления и монтажа, сохраняя при этом прекрасные природные свойства древесины.
Благодаря оцилиндровке деревянные дома снова набирают популярность. Но дерево — это не только материал для строительства различных зданий, это отличный материал для отделки. Изделия из оцилиндрованного бревна можно использовать для отделки как внутри помещения, так и снаружи во дворе или саду. На первый взгляд может быть непонятно, как с помощью бревна можно делать что-то еще, кроме построек, особенно декоративных вещей. Но при небольшом воображении становится понятно, что даже обычное оцилиндрованное бревно, поставленное в саду в нужном месте, вполне годится для выполнения функции декоративного столба. Казалось бы, в таком украшении нет смысла, но благодаря декорированию деревом создается уют и оригинальность.
Изделия из оцилиндрованного бревна с творческим подходом могут быть садовыми скамейками, клумбами, различными декоративными ограждениями вокруг фруктовых деревьев, беседками, навесами над бассейном, теплицами и детскими площадками. Особенно красиво можно оформить детскую площадку с помощью оцилиндрованного дерева. С помощью фантазии и умелых рук можно построить на детской площадке песочницу, качели, машинку, паровоз и даже самолет. От горки, построенной из бревен, дети будут в восторге. А без декоративных пеньков, на которых так любят прыгать дети, вообще не бывает детской площадки. Вот такие возможности есть у современного оцилиндрованного бревна, они безграничны, главное грамотно подойти к воплощению оригинальной идеи из этого материала.
Сделай сам
Древесные материалы всегда пользовались большим спросом, так как они идеально подходят для ремонта и строительства. Натуральная древесина обладает такими достоинствами, как экологичность, прочность и надежность, отличные звуко- и теплоизоляционные свойства, красивый и эстетичный внешний вид. Но чтобы дерево было пригодно для определенных работ, его необходимо тщательно просушить.
Сушка оцилиндрованного бревна, как правило, осуществляется в специальных камерах. Сушка в естественных условиях не обеспечивает необходимого уровня влажности материала, в результате чего он может деформироваться, покрыться трещинами уже в первые месяцы эксплуатации. Оцилиндрованное бревно камерной сушки сегодня широко используется в строительстве, так как практически не дает усадки, которая составляет максимум 5-10 миллиметров на этаж дома. Поэтому въезжать в дом можно сразу после завершения строительства.
Сушка оцилиндрованного бревна занимает несколько недель, в течение которых древесина приобретает влажность в пределах от 15 до 20%. Бревна, подвергнутые искусственной сушке, имеют значительно меньше трещин, чем материал, сохнущий естественным путем. Стены дома, построенного из хорошо просушенных бревен, можно красить любыми видами лакокрасочных материалов. Отделка допускается сразу после завершения строительства.
Для получения оцилиндрованного бревна камерной сушки производители используют специальные камеры. Учитывая, что стоимость таких камер довольно высока, это отражается на стоимости материала, цена которого относительно высока. Но в будущем стоимость бревна, высушенного в специальной камере, точно окупится. Ведь от качества всего дома, его отделки будет зависеть срок службы, пригодность здания для проживания в нем людей. Кроме того, дом из хорошо просушенной древесины требует меньше ухода, более долговечен и менее подвержен дефектам.
Цены/Заказ
Фирмы
Производственное предприятие ДИАКОМ основано в 2006 году и специализируется на изготовлении оборудования для деревянного домостроения для малого и среднего бизнеса и индивидуальных предпринимателей, поэтому основное отличие наших станков это универсальность, простота обслуживания и доступная цена.
Мы создаем деревообрабатывающее оборудование, чтобы вы на нем зарабатывали! Специалисты нашей компании помогут подобрать оптимальный вариант и комплектацию линии для оцилиндровки бревен, производства профилированного бруса или лесопильного оборудования, дадут консультацию по организации бизнеса.
Заказывая станки производства ПО «ДИАКОМ», вы получаете оборудование, разработанное под ваши нужды. Все лесопильные заводы стандартно оснащены высококачественными дисковыми пилами с подрезными ножами от ведущего европейского производителя Gass. Узлы траверсного перемещения имеют высокоточную винтовую подачу с бронзовыми гайками. Вы также получаете постоянную квалифицированную поддержку от наших технических специалистов.
Назначение, устройство и самостоятельная сборка оцилиндровочной машины. Станок для оцилиндровки бревен своими руками Самодельный станок для оцилиндровки
Наша жизнь сегодня сильно отличается от той жизни, которую приходилось вести нашим далеким предкам. Используя различные возможности нашего времени, мы редко задумываемся о том, какой именно работой, какой ценой мы получаем многое из того, чем так легко, радостно и безмятежно пользуемся на протяжении всех дней нашей жизни, не сознавая, что мы так легко пользоваться плодами чужого труда. Мы привыкли к тому, что в нашей жизни есть все, что может сделать нашу жизнь более комфортной, избавить нас от всяких ненужных, неприятных проблем и трудностей.
Консультация
Задача: Прочитал советы, в которых говорится об обязательном утеплении дома из цилиндрических цилиндров, но утепление нужно делать только снаружи, а деревянные дома стоят без утепления, т. е. реально там мерзнет?
Решение: При правильном монтаже таких домов стены НЕ ТЕПЛЫЕ, вполне достаточно их толщины и хорошей конопатки. Дерево является одним из лучших теплоизоляторов, то есть имеет низкую теплопроводность. Все остальное ерунда, которую не напишут. Россия веками жила в деревянных домах из бревенчатой обшивки и отапливалась одной русской печкой, которую топили два раза в день, утром и вечером, и никто не замерзал. Деревянный дом в этом случае гораздо эффективнее кирпичного, чем последний не утепляют. Кирпич – это глина, а глина – это глина, только обожженная в печи.
Чтобы из цельного бревна получить ровный строительный материал в виде прямого ровного цилиндра, одинакового размера, определенной длины, его необходимо обработать на специальном оборудовании. Качество этого бревна на выходе зависит от типа обрабатывающей машины. Оцилиндрованное бревно обычно чисто фрезеровано полностью и имеет одинаковый размер по всей длине.
Станки для производства оцилиндрованного бревна бывают двух типов в зависимости от способа обработки заготовки. Протяжной станок, также называемый ротационным станком, протягивает бревно через специальную головку, которая вращается и распиливает его. Большим недостатком такой обработки является необходимость предварительной обработки и то, что бревно сохраняет свою естественную кривизну, которая при установке или укладке в срубе будет оставлять неровные зазоры между бревнами, что скажется на качестве сруба. структура. Хотя производительность этой машины очень высока.
Центровочные или токарно-фрезерные станки для производства оцилиндрованного бревна позволяют добиться гораздо лучшего результата в обработке заготовки за счет того, что по бревну движется вращающаяся и режущая головка, которая также вращается. Они менее производительны, но менее энергоемки и обеспечивают более высокое качество обработки. Так станок ОСМ-500 снимает слой стружки до 80 миллиметров за один проход, это занимает около 5-8 минут, за смену обрабатывает до 10 кубометров древесины. Для повышения производительности модифицированный станок ОСМ2-500 одновременно обрабатывает два бревна подряд одной тележкой. Экономия времени за счет одновременной перезарядки и обработки сразу двух заготовок. Также благодаря удлиненной раме машина может обрабатывать бревна длиной до 15 метров. Производительность модифицированного станка увеличивается на 40-50% при том же энергопотреблении. Современный станок Woodver кроме черновой и чистовой оцилиндровки производит выборку посадочного паза, а также плоскостную фрезеровку и выборку чашек венца.
Технические характеристики
Человечество давно освоило строительство жилья из деревянного каркаса. Эта технология сохранилась до наших времен, только теперь вместо деревянного каркаса используется округлое дерево. Благодаря механизации процесса обработки бревна возможно его округление до максимально точных размеров. В отличие от деревянного каркаса, который изготавливается вручную, он имеет более высокую скорость изготовления и монтажа, сохраняя при этом замечательные природные свойства дерева.
Благодаря оцилиндровке деревянные дома снова набирают популярность. Но дерево — это не только материал для строительства различных зданий, это отличный материал для отделки. Изделия из оцилиндрованного бревна можно использовать для отделки как внутри помещения, так и снаружи во дворе или саду. На первый взгляд может быть непонятно, как с помощью бревна можно делать что-то еще, кроме построек, особенно декоративных вещей. Но при небольшом воображении становится понятно, что даже обычный оцилиндрованный бревно, поставленный в нужном месте в саду, вполне пригоден для выполнения функции декоративного столба. Казалось бы, в такой отделке нет смысла, но благодаря отделке деревом создается уют и оригинальность.
Креативными изделиями из оцилиндрованного бревна могут быть садовые скамейки, клумбы, декоративные ограждения вокруг фруктовых деревьев, беседки, навесы для бассейнов, теплицы и детские площадки. Особенно красиво можно украсить детскую площадку с помощью округлого дерева. С помощью фантазии и умелых рук можно построить на детской площадке песочницу, качели, машинку, паровоз и даже самолет. Дети будут в восторге от горки, построенной из бревен. А без декоративных пеньков, на которых так любят прыгать дети, вообще не бывает детской площадки. Вот такие возможности есть у современного оцилиндрованного бревна, они безграничны, главное правильно подойти к реализации оригинальной идеи из этого материала.
Своими руками
Древесные материалы всегда пользовались повышенным спросом, так как идеально подходят для ремонта и строительства. Натуральная древесина обладает такими преимуществами, как экологичность, прочность и надежность, отличные звукоизоляционные и теплоизоляционные свойства, красивый и эстетичный внешний вид. Но чтобы дерево было пригодно для выполнения тех или иных работ, его необходимо тщательно просушить.
Сушка оцилиндрованного бревна, как правило, осуществляется в специальных камерах. Сушка в естественных условиях не обеспечивает необходимого уровня влажности материала, в результате чего он может деформироваться, покрыться трещинами уже в первые месяцы эксплуатации. Оцилиндрованное бревно камерной сушки сегодня широко используется в строительстве, так как практически не дает усадки, которая составляет максимум 5-10 миллиметров на каждом этаже дома. Поэтому в дом можно заехать сразу после завершения строительства.
Сушка оцилиндрованного бревна занимает несколько недель, в течение которых древесина приобретает влажность в пределах от 15 до 20%. Искусственно высушенные бревна имеют значительно меньше трещин, чем естественно высушенные бревна. Стены дома, построенного из хорошо просушенных бревен, можно красить любыми видами лакокрасочных материалов. Отделка допускается сразу после завершения строительства.
Для получения бревна камерной сушки цилиндрической формы производители используют специальные камеры. Учитывая, что стоимость таких камер довольно высока, это отражается на стоимости материала, цена которого относительно высока. Но в дальнейшем стоимость оцилиндрованного бревна, высушенного в специальной камере, обязательно окупится. Ведь от качества всего дома, его отделки будет зависеть срок службы, пригодность здания для проживания в нем людей. Кроме того, дом из хорошо просушенной древесины требует меньше ухода, более долговечен и менее подвержен дефектам.
Цены/Заказ
Фирмы
Производственное предприятие «ДИАКОМ» основано в 2006 году и специализируется на изготовлении оборудования для деревянного домостроения для малого и среднего бизнеса и индивидуальных предпринимателей, поэтому основным отличием наших станков является их универсальность, простота в обслуживании и доступная цена.
Мы создаем деревообрабатывающее оборудование, чтобы вы могли на нем зарабатывать! Специалисты нашей компании помогут выбрать наиболее оптимальный вариант и комплектацию линии оцилиндровки бревен, производства профилированного бруса или лесопильного оборудования, дадут консультацию по организации бизнеса.
Заказывая машины производства ДИАКОМ, вы получаете оборудование, адаптированное к вашим потребностям. Все лесопильные заводы стандартно оснащены высококачественными дисковыми пилами с подрезными дисками от ведущего европейского производителя Gass. Узлы траверсного перемещения имеют высокоточную винтовую подачу с бронзовыми гайками. Вы также получаете постоянную квалифицированную поддержку наших технических специалистов.
Обработка древесины осуществляется уже несколько столетий. Издавна оцилиндрованное бревно используют для строительства домов, бань и других сооружений. Процесс придания правильной формы бревнам достаточно сложен; она предполагает использование специальных оцилиндровочных машин. Многие люди, часто работающие с бревнами, решают создать оцилиндровочный станок своими руками. Провести обработку ручным методом практически невозможно, да и времени занимает много. Рассмотрим особенности того, как сделать оцилиндровочный станок своими руками, какие бывают виды такого оборудования и многие другие моменты.
Использование оборудования
Современные станки позволяют производить оцилиндровку таким образом, что подготовленное бревно пригодно для установки в стеновые конструкции без отделки. Функционал может существенно различаться, в зависимости от конструктивных особенностей оцилиндровочной машины и ее стоимости.
При рассмотрении всех чертежей и моделей оборудования, которое применяется для оцилиндровки бревен, следует обратить внимание на следующие моменты:
- Создание пазов, которые можно использовать при монтаже для решения различных задач.
- Производство доски обрезной, паркета, плашек.
- Выполнение работ по оцилиндровке, в том числе завершающий этап рассматриваемой задачи.
- Фрезерование деревянных поверхностей для достижения желаемых значений шероховатости.
- Изготовление коронной чашки.
- Производство вагонов распиливанием древесины.
- Создание слота расширения с установленной циркулярной пилой.
Следует учитывать, что самодельный оцилиндровочный станок может не обладать всеми функциями, так как для этого нужно использовать сложные проекты в его производстве. Проще всего создать неуниверсальное оборудование, предназначенное для решения конкретных задач, например, оцилиндровки заготовок.
Особенности современных промышленных моделей
Главной особенностью моделей станков, которые сегодня выпускают известные производители, является использование лазерной указки для управления движением каретки. Этот момент определяет высокую точность обработки и возможность осуществлять весь процесс без переустановки заготовки. Таким образом, каретка с ЧПУ с набором инструментов перемещается по направляющим и выполняет разного рода операции.
Как показывает практика, своими руками можно изготовить модель, которая будет иметь ручное управление и возможность обработки заготовок длиной до 7 метров.
Особенности устройства рассматриваемой конструкции
При рассмотрении того, какой может быть цилиндрообрабатывающий станок по чертежам самоделки, отметим, что зачастую в конструкции присутствуют следующие элементы в том или ином виде их выполнения:
- Основные и наиболее громоздким элементом является рама. Именно на нем концентрируется напряжение и крепятся все остальные элементы. При изготовлении каркаса рекомендуется использовать рулон прямоугольной трубы. Соединение всех элементов часто осуществляется с помощью сварки, что позволяет ускорить работу и создать действительно прочную конструкцию. Однако вы можете создать раму, используя комбинацию болта и гайки. Складные кровати более мобильны, но менее жесткие.
- Направляющие, по которым будет перемещаться пильный агрегат и пильный агрегат. Длина бревен может достигать нескольких метров, а вес – десятков килограммов. Чтобы значительно упростить задачу обработки, следует создать самодельный оцилиндровочный станок, на котором движется инструмент, а не заготовка.
- Передняя бабка: передняя и задняя, в некоторых случаях только одна. Они необходимы для того, чтобы скручивать бревна во время их обработки. Отметим, что передний довольно часто имеет делительную головку и систему крепления заготовки. С помощью делительной головки можно задавать угол поворота на каждом этапе обработки, что необходимо для повышения качества заготовки.
- В качестве режущего инструмента обычно используется фреза. Разновидностей этого режущего инструмента довольно много. При рассмотрении вопроса о том, как сделать фрезер своими руками, отметим, что работа сложная, она предполагает использование катаной инструментальной стали, обладающей повышенной прочностью и низкой степенью обрабатываемости.
- Качественный куттер имеет сменные ножи, которые при необходимости можно затачивать и заменять. Сама фреза со временем не изнашивается.
- Для правильного размещения тяжелого бревна устанавливаются специальные рычаги.
- Ролики, выполняющие роль упора, не дают бревну провисать в процессе обработки, тем самым значительно повышая качество получаемого материала.
- Почти все модели имеют механические тормоза, которые устанавливаются с обеих сторон каретки. Они необходимы для проведения работ по отбору проб коронной чаши.
- Устройство, обеспечивающее ручное вращение стали во время прорезания продольного паза.
Принцип работы
Эти элементы имеют множество чертежей, которыми можно воспользоваться при создании цилиндроцилиндра своими руками в домашних условиях. Однако можно существенно упростить конструкцию, учитывая решения, для каких задач она создается.
Изготовление самодельного станка
Схема создания рассматриваемого станка своими руками предусматривает использование в качестве основы пилорамы. При проведении работ вместо переднего упора будет установлен упор; для вращения заготовки будет установлена ручка или мотор.
Создать свой режущий инструмент – сборный резак довольно сложно. Как правило, изготавливается путем соединения нескольких кусков прочного материала. Для перемещения резака устанавливается рельс.
Последовательность обработки
При планировании монтажа оборудования стоит помнить, что конечный вес, как самой конструкции, так и заготовки, может достигать нескольких сотен килограммов. Именно поэтому установка машины должна производиться исключительно на бетонное основание или плотно утрамбованный грунт, на который укладывается толстый и прочный брус.
Заводской образец
Самодельный оцилиндровочный станок не будет обладать высокой точностью и универсальностью, как промышленные версии, но его все равно будет достаточно для решения большого количества задач в быту. Процесс сборки выглядит следующим образом:
- Сначала нужно собрать рамку. Для этого вам понадобится строительный уровень, так как погрешность не должна превышать 0,5 мм на метр. При сборке чаще всего используют прямоугольный брусок из стали, реже трубы. Соединить их можно сваркой или разборным креплением, совместить для упрощения процесса переустановки машины.
- Следующим шагом будет установка силовых агрегатов и передней бабки. Следует учитывать важность выбора правильного двигателя. Ранее для рассматриваемого случая подходили только трехфазные версии, но появилась возможность использования и современных версий двухфазных двигателей (правда, их стоимость достаточно высока).
- Обращаем внимание на правильное и надежное крепление силового кабеля. По возможности его защищают от механических воздействий.
- Установленный подъемный механизм может быть оснащен стопором.
- Выполняется заземление. На этот момент также необходимо обратить внимание, так как металлическая конструкция выступает проводником, и при незначительном повреждении силового кабеля электродвигателя ток может уйти на раму.
- При установке электродвигателя с тремя фазами для вращения бревна следует учитывать, что положение фаз определяет направление движения выходного шпинделя. При смене фаз можно также изменить направление вращения. Стоит помнить о технике безопасности при работе с электричеством, особенно в случае трехфазной сети напряжением 380 В.
При креплении передней бабки обратите внимание на надежность соединения. При этом их оси должны совпадать, так как в противном случае скругленный брусок на подобном станке будет иметь большую погрешность в размерах, и в процессе работы может возникнуть биение. Особое внимание уделяется балансировке фрезы – несбалансированная фреза приводит к быстрому износу всего оцилиндровочного станка. Завершающим этапом является установка самого резака, который должен быть закреплен очень надежно, наличие предохранительного элемента предусмотрено.
Вас также могут заинтересовать следующие статьи:
Токарный станок по металлу своими руками Как сделать болгарку своими руками Строгальный станок своими руками
Люди работают с деревом очень давно. С того времени использование этого сырья только набирало обороты. В настоящее время имеются целые деревообрабатывающие предприятия. Однако некоторые приспособления умелые хозяева могут собрать и самостоятельно, если им необходимо обработать дерево в больших количествах. Цилиндровая машина стала довольно полезным устройством.
Назначение оборудования
Основное назначение данного станка в том, что он используется для придания правильной формы тем бревнам, которые используются для строительства срубов. Естественно, закупку можно осуществлять и вручную, однако использование автоматизированного устройства значительно ускоряет и облегчает весь процесс.
Округлительный станок выполняет следующие функции:
- подготавливает пазы в бревнах для дальнейшей установки;
- осуществляет оцилиндровку материала;
- используется для производства обрезной доски от лафета;
- можно приготовить штампы для паркета;
- гладкая древесина может быть фрезерована;
- доски обрезки необрезные;
- Изготовление бруска необходимого размера.
Кроме того, это оборудование может создавать компенсационные канавки с помощью циркулярной пилы, а скорость обработки сырья регулируется.
Из чего состоит устройство
Округлительная машина включает несколько следующих компонентов:
- Металлический каркас, который чаще всего изготавливается из рулонов прямоугольных труб.
- Необходимые направляющие для перемещения электропилы.
- Передняя бабка используется для крепления, а также скручивания бревна. Передняя бабка должна быть приспособлена для фиксации ствола. Там же будет установлена шпиндельная головка.
- Цилиндрическая фреза является одним из основных элементов. Если фреза фигурного типа, то с ее помощью можно сделать паз под установку, а если универсальная, то ее можно использовать для оцилиндровки, вырезания корончатых чашек, обработки плоскостей.
- Съемные лезвия для резака также будут важным элементом. Они должны быть сделаны из хорошей стали. Главное удобство в том, что их можно заменить, не снимая сам резец.
Разновидности агрегатов
На сегодняшний день существует несколько типов оцилиндровочных машин.
Станки проходные обеспечивают постоянное перемещение заготовки по столу, одновременно обрабатывая ее. Существуют также машины циклического типа, движение и обработка в которых происходит в несколько тактов. Кроме того, этот делится еще на два — это циклопроходной и циклопозиционный. В первом случае заготовка из дерева остается неподвижной, а фреза движется, во втором случае, наоборот, инструмент для обработки не движется, движется древесина.
Здесь также стоит отметить, что разделение станков осуществляется по уровню их автоматизации. Существуют механические, автоматические и полуавтоматические станки. Если используется механический тип машины, то загрузку материала и настройку всех процессов осуществляет оператор. В автоматах все это происходит без участия человека, нужно лишь контролировать ход работы. Полуавтоматы способны контролировать только один этап работы, тогда потребуется вмешательство оператора.
Сравнение малых классов
Проходные оцилиндровочные станки отличаются высокой производительностью, однако и у них есть определенная погрешность в процессе работы, а поверхность может оставаться слегка шероховатой.
Агрегаты, относящиеся к цикловому типу, гораздо лучше обрабатывают поверхность, а также выполняют другие операции, но это существенно влияет на производительность.
Однако здесь стоит отметить, что более широкое применение получила именно вторая категория устройств. Так как они более компактны, а их основание считается более устойчивым.
Простейшим способом сборки такого устройства своими руками будет использование в качестве основы пилорамы. Вместо переднего конуса оборудования необходимо установить упор. Подшипник для этой детали будет оснащен передней бабкой, расположенной сзади. Для того чтобы вращать заготовку, можно использовать электродвигатель или ручку.
Наибольшую сложность представляет изготовление резака, и поэтому его стараются собрать из нескольких отдельных элементов. Очень важно, чтобы материал, используемый для этой детали, был очень прочным. Для перемещения фрезы используется дополнительная рейка, которую также необходимо установить. Окончательное расположение очень похоже на обычное. Заготовка помещается в пазы и вращается, в то время как фреза перемещается. Округлительные машины работают по тому же принципу.
Этапы сборки
Первым шагом является сборка рамы. Высота установки рамы – 20 см. Погрешность наклона допускается в районе 0,5 мм на 1 метр. Второй шаг – установка подъемного механизма, а также крепление передней бабки. Далее нужно закрепить трос для электрокабеля на установленных стойках. После этого можно приступать к креплению стопора к силовому механизму. Важной частью работы будет оборудование для заземления устройства, если в нем используется электродвигатель. Только после обустройства заземления можно приступать к подключению двигателя к электросети. Когда он будет готов, необходимо проверить соответствие фаз режимам работы. Если они были подключены неправильно, то при включении мотора будет происходить обратное вращение. В этом случае необходимо поменять местами фазы. Когда все будет готово, следует еще раз проверить правильность поворота. Категорически запрещается складывать журнал до успешного завершения всех тестовых работ.
Особое внимание следует уделить креплению передней бабки. Их устанавливают максимально жестко и параллельно направляющим. Оси обоих элементов должны совпадать. Также важно отбалансировать фрезу, иначе станок довольно быстро выйдет из строя.
С древних времен человечество использовало деревья для строительства жилья. Этот материал широко распространен, не требует сложной подготовки и хорошо сохраняет тепло. В наше время дерево можно подвергать любой обработке для придания бревну нужной формы. Для получения ровных бревен с одинаковой площадью поперечного сечения применяют оцилиндровочные станки.
Такая установка позволяет выполнять различные операции по обработке древесины:
- Оцилиндровка древесины.
- Изготовление канавок.
- Производство доски обрезной.
- Приемные элементы для паркета.
- Обрезные доски.
- Производство древесины.
- Фрезерование гладких бревен.
- Распиловка древесины на лафете.
Цилиндрические установки используются на лесопильных заводах, крупных производствах и в частных хозяйствах. Основная функция оборудования заключается в снятии верхнего слоя древесины с помощью фрезы и различных видов ножевого инструмента.
Разновидности оцилиндровочного оборудования
В зависимости от технологии оцилиндровочная машина подразделяется на:
- КПП – осуществляет обработку древесины на ходу, без остановки.
- Циклический – при обработке древесины прерывается движение бревна. Модель движения представляет собой цикл операций.
- А также циклические установки подразделяются на два подвида:
- Циклопозиционные – обработка материала происходит в процессе продвижения по отношению к инструменту
- Цикло – проходные – древесину подвергают деревообработке инструментом, который сам совершает необходимые движения.
При сквозном способе обработки бревно совершает линейное движение, а станок вращается. А проходное оборудование предусматривает перемещение бревна по отношению к оси, а перемещение инструмента происходит методом кручения. Циклопозиционирующие станки осуществляют вращательные движения бревна, а инструмент совершает прямолинейное движение параллельно оси заготовки.
По механизму работы машины делятся на:
- Механические – предполагают наличие оператора, который регулирует режимы, настраивает, загружает и разгружает оборудование.
- Автомат – вся схема обработки выполняется машиной. Есть модели, где человеку нужно только загрузить материал.
- Полуавтоматическая – установка автоматически выполняет только один цикл операций, после чего человек должен снова запустить механизм.
Станок для оцилиндровки бревен в случае отдельного вида дает разную производительность. Проходное оборудование более производительно, но уступает по корректности обработки и формированию выраженной шероховатости материала.
Циклопозиционные настройки дают хорошую четкость и высокое качество, но на выходе намного меньше. Если сравнивать по занимаемой площади, то для размещения циклопозиционного оборудования требуется гораздо меньше места, чем для проходных установок.
Особенности устройства станков для оцилиндровки
Установка состоит из основных блоков – металлического каркаса, передней и задней бабки, резцов. Обычно каркасом служат квадратные трубы с направляющими для движения несущей конструкции и каретки. Передние бабки необходимы для закрепления бревна в центральной части и для толкания поворотного действия.
Основной спусковой инструмент – фрезы. Они обеспечивают легкий вход в древесину, уменьшая вибрацию и повышая точность. Они универсальны и курчавы. Универсальная фреза используется для классического скругления, фрезерования и вырезания чашек коронок. Фасонная фреза используется для нарезания канавок.
Резаки оснащены съемными ножами. Если полученные параметры бревна не совпадают, необходимо заменить ножи. Они изготовлены из прочной стали и служат долгое время.
Для сокращения времени и облегчения размещения бревна на раме используются рычаги, устанавливаемые в центре бревна. Для выбора коронной чашки требуется надежное крепление каретки. Поэтому применяют тормозные устройства, расположенные на концах вагона. Если вам нужно получить продольный паз, то используйте удобный регулятор поворота древесины.
Выбор станка для производства оцилиндрованного бревна
При выборе станка не стоит полагаться на разрекламированные установки. Предлагаемые образцы должны быть хорошо оценены. Конечно, полезно посетить заводы, где используются такие машины. Общение с непосредственными операторами оборудования даст хорошие результаты при выборе установки.
На российском рынке широко представлены следующие модели: Русь, Шервуд и Термит. Оборудование Шервуд и Рус может быть отдельными компонентами, либо входить в состав деревообрабатывающей системы. Объем бревна, проходящего через эти установки, составляет 24 см. Есть модели, допускающие большие диаметры. Такие установки используются при обработке различных материалов: березы, дуба, ясеня, сосны и других.
Конечно, популярные машины можно купить, но иногда их приходится переделывать под собственные нужды. Поэтому более практичным способом иногда является изготовление оцилиндровочного станка своими руками.
Деревообрабатывающий станок своими руками
Самодельный оцилиндровочный станок предпочтительнее изготовить на пилораме. Для того чтобы бревно закручивалось, используется дополнительный электродвигатель. Вместо передней клиновидной конической части делается упор, опорой для которого является бабка, расположенная сзади.
Фреза изготавливается методом сборки из составных элементов. Для перемещения резака используется рельс. Установка напоминает фрезерный станок, так как установка бревна происходит в имеющиеся пазы, затем происходит скручивание. В результате фреза начинает двигаться вдоль бревна.
Самодельный станок из цилиндров устанавливается на твердую поверхность, желательно бетонную. При изготовлении каркаса также используются шпалы или толстый брус.
Этапы сборки машины:
- Соберите раму, используя уровень для установки в стабильном горизонтальном положении. Обычно высота рамы достигает 20 см.
- Монтаж несущей конструкции (передняя и задняя бабки), на которую натягивается трос крепления электрокабеля.
- Оснащение силовых стоек стопором.
- Обеспечение заземления.
- Подключение двигателя, вызывающего скручивание бревна. При этом следует ориентироваться на точное соединение фаз. При неправильном подключении направление силовой головки не будет совпадать с направлением кнопок.
- Проверка направления скручивания бревна. При неправильном направлении необходимо заменить фазы на электродвигателе. Следует помнить, что до тех пор, пока фазы питания не будут правильно подключены, вращательные действия бревна и двигателя запрещены.
А также следует жестко зафиксировать передние бабки, установив их одновременно с направляющими. Линии движения осей стоек должны быть одинаковыми. Для этого измеряется точная длина между продольным профилем и центром стойки и между ближайшей направляющей и центром передней бабки. Эти расстояния должны быть одинаковыми для обеих передних бабок.
Резцы устанавливаются на конический элемент и фиксируются болтами. Необходимо соблюдать баланс резцов и изменение скачка заточки ножей.
После всех операций по установке проверьте правильность сборки и горизонтальность рамы.
После длительного простоя без использования машины или пребывания во влажном помещении необходимо выдержать установку в сухом помещении, прежде чем приступать к удалению избыточной влаги.
Видео: самодельный оцилиндровочный станок.
Преимущества самодельного станка
Оцилиндровочный станок, сделанный своими руками, имеет определенные преимущества:
- Низкий расход древесины.
- Получение материала для любых собственных нужд.
- Достижение хорошего качества получаемого бревна.
- Наличие машины под рукой.
Конечно, как и любая покупная машина, самодельная техника требует покупки комплектующих. А вот обработка древесины на нашем оборудовании оказывается более подходящей для личных целей использования полученного бревна. Достижение определенных технических свойств изделий происходит при наличии самодельного оцилиндровочного оборудования.
Дома, дачи, срубы, бани из оцилиндрованного дерева всегда популярны. Качественная обработка древесины осуществляется на специальных станках, позволяющих получить бревно одинакового диаметра по всей длине.
Последние модели оцилиндровочных станков выполняют ряд других функций, но для несложных действий можно сделать такой агрегат своими руками.
Функции
Основная функция, которой обладает любой цилиндрический станок, это обработка бревен как тел вращения путем фрезерования. Но чтобы сложить сруб, одних только цилиндрических заготовок недостаточно. И в этом случае на помощь придут дополнительные возможности оборудования:
- выемка канавок для формирования различных замков;
- производство паркетных досок, пиломатериалов;
- распиловка ходовых частей;
- распиловка древесины на лафет и затем на обрезные доски;
- все стадии оцилиндровки бревен от черновой до чистовой;
- снятие монтажных чаш и расширительных пазов.
При этом само бревно не переустанавливается, а в процессе работы меняются фрезы и отдельные узлы. В результате получаются детали с широким диапазоном диаметров. Ограничение касается длины обрабатываемых бревен: салазки рассчитаны на семиметровые заготовки. Умелое сочетание фрез с приемами работы позволяет изготавливать сложные деревянные конструкции.
Устройство
Установка состоит из нескольких основных компонентов. Кровать выполнена в виде металлического каркаса. Может иметь жесткое сварное соединение в виде прямоугольной трубы или подвижное соединение отдельных металлических элементов с помощью болтов и гаек. Он является основой для крепления всех элементов конструкции.
Цилиндрический станок имеет направляющие, по которым перемещается пильный инструмент. Обычно они образуют единую конструкцию с металлическим каркасом. В некоторых типах установок бревно движется по направляющим.
Может быть одна или две (передняя и задняя) бабки. Их цель – закрепить и закрутить бревно. На передней бабке в некоторых моделях станков имеется делительная головка, служащая для установления определенного угла поворота на разных этапах обработки.
Узел крепления инструментов и механизмов перемещения – опора.
Основное назначение фрезы – установка режущего инструмента. Он также снижает вибрацию, повышает точность выполняемых операций и легкость входа в заготовку. Существуют фигурные и универсальные фрезы.
Ножи закругляющего станка изготовлены из высококачественной стали. Режущий инструмент прикреплен к резаку, поэтому его можно легко заменить или снять для заточки.
Дополнительно устанавливаются дополнительные элементы. Это рычаги, обеспечивающие легкую установку заготовки на раму, и стопорные ролики, препятствующие ее провисанию. Есть также тормоза и блокировка каретки. Применяются в машинах с функцией пробоотбора коронной чаши и устанавливаются в конце каретки. Регулятор вращения бревна используется для нарезки продольного паза.
Современные производители деревообрабатывающего оборудования комплектуют такие оцилиндровочные станки автоматизированными модулями с компьютерным управлением.
Классификация
Специалисты предлагают классифицировать цилиндровые машины по пяти параметрам:
- тип механизма;
- способ перемещения бревен;
- уровень автоматизации;
- тип питания привода;
- диаметр используемой заготовки (минимальный – 80 м, максимальный – 500 м).
В установках используются два типа механизмов. Первый – прямоточный (роторный), позволяющий непрерывно перемещать древесину через фрезу. Вторая – циклическая (токарная), при которой обработка выполняется при повторении цикла действий.
Если режущий инструмент совершает циклические действия, то станок относится к циклопроходному типу, а если бревно движется – к циклопозиционному типу. В механизмах бревна имеют возможность как вращаться, так и двигаться прямолинейно по направляющим.
Для выбранного уровня производительности важно учитывать степень автоматизации оцилиндровочной машины.
В механизированных моделях оператор загружает и выгружает бревна, регулирует и регулирует механизмы. Также он контролирует качество выполняемых работ, на всех этапах операций.
В автоматизированных оцилиндровочных машинах за обслуживающим его специалистом отводится роль контролера технологического процесса.
В полуавтоматических установках мастер подключается к процессу после того, как машина выполнила один цикл операций.
Внимание! Для оптимальной и бесперебойной работы важно выбрать правильный тип источника питания привода.
Электрик может работать без перебоев при условии надежности линий электропередач или наличия дополнительного электрогенератора. Бензин требует постоянной дозаправки, но не зависит от внешних факторов.
Но основной выбор между проходным и циклическим типами. Проходная обеспечит высокую производительность, иногда за счет качества обработки. Большинство моделей таких станков не имеют возможности сделать поверхность бревна гладкой, без заусенцев и шероховатостей. Циклические агрегаты работают намного медленнее, но при этом имеют ряд преимуществ:
- обеспечивают очень высокое качество обработки;
- выполнить весь набор операций;
- имеют компактные размеры;
- конструкция устойчива и проста в обслуживании.
Помимо всего вышеперечисленного большую роль играет цена, производитель оборудования и требуемое качество обработки.
Предложения для профессиональной работы
На рынке деревообрабатывающего оборудования есть предложения любой ценовой категории и под разные технические запросы. Наиболее популярны такие модели, как «Шервуд», «Термит», «Кедр», «Тайга», «Терем» с полным циклом функций.
Технические характеристики представлены в таблице.
Этапы проектирования станка самостоятельно
Покупать профессиональный станок для производства обработанной древесины дорого. Но есть и альтернативное решение: можно сделать станок для оцилиндровки бревна своими руками.
В качестве базы используется лесопилка. Конус в передней части заменен упором. В заднюю бабку вставляется подшипник. Также вам понадобится электродвигатель для вращения бревна. Вращение может быть ручным, тогда нужно делать ручку.
Резак собран как отдельная единица из очень прочного материала. Его перемещение может быть обеспечено путем прокладки рельсов. Это путь, по которому будет следовать резак. В этой конструкции заготовку необходимо расположить вдоль рельса и повернуть так, чтобы фреза скользила по нему.
Перед установкой оцилиндровочной машины проводится бетонирование (при его отсутствии) или уплотнение площадки необходимых размеров. Далее собираются секции каркаса, выравнивая их в горизонтальной плоскости. Максимальная погрешность монтажа не должна превышать 0,5 мм на 1 м во всех направлениях. Высота установки 20 см.
Последующие этапы сборки следующие:
- установка подъемного механизма;
- установка передней и задней бабки так, чтобы их оси совпадали и были параллельны направляющим;
- стойки крепления кабеля для мобильного силового кабеля;
- натяжение троса;
- зажимно-стопорное оборудование механизма подъема;
- установка заземления;
- подключение двигателя и проверка направления вращения пиломатериала. Необходимое направление регулируется изменением порядка подключения фаз двигателя;
- крепление фасонного резца на коническую деталь с помощью болтов;
- вкручивание универсальной фрезы в фигурный корпус. Во избежание дисбаланса узел затягивается гаечным ключом;
- проверка правильности сборки.
Самодельный станок требует профилактики при длительном простое или установке в сыром помещении.
Для строительства частного дома, дачи, жилого сруба необходим качественный брус, который обрабатывается на профессиональном оборудовании. Для технических построек можно оцилиндровать древесину самостоятельно.
функций приложения, советы DIY. Оцилиндровочные станки своими руками Делаем оцилиндровочный станок своими руками
Главная > Двери > Оцилиндровочный станок: особенности применения, советы своими руками. Цилиндровые станки своими руками Изготовить цилиндрический станок своими руками
Наша жизнь сегодня сильно отличается от той жизни, которую приходилось вести нашим далеким предкам. Используя различные возможности нашего времени, мы редко задумываемся о том, какой именно работой, какой ценой мы получаем многое из того, чем так легко, радостно и безмятежно пользуемся на протяжении всех дней нашей жизни, не сознавая, что мы так легко пользоваться плодами чужого труда. Мы привыкли к тому, что в нашей жизни есть все, что может сделать нашу жизнь более комфортной, избавить нас от всяких ненужных, неприятных проблем и трудностей.
Консультация
Задача: Прочитал советы, в которых говорится об обязательном утеплении дома из цилиндрических цилиндров, но утепление нужно делать только снаружи, а деревянные дома стоят без утепления, т.е. реально там мерзнет?
Решение: При правильном монтаже таких домов стены НЕ ТЕПЛЫЕ, вполне достаточно их толщины и хорошей конопатки. Дерево является одним из лучших теплоизоляторов, то есть имеет низкую теплопроводность. Все остальное ерунда, которую не напишут. Россия веками жила в деревянных домах из бревенчатой обшивки и отапливалась одной русской печкой, которую топили два раза в день, утром и вечером, и никто не замерзал. Деревянный дом в этом случае гораздо эффективнее кирпичного, чем последний не утепляют. Кирпич – это глина, а глина – это глина, только обожженная в печи.
Чтобы из цельного бревна получить ровный строительный материал в виде прямого ровного цилиндра, одинакового размера, определенной длины, его необходимо обработать на специальном оборудовании. Качество этого бревна на выходе зависит от типа обрабатывающей машины. Оцилиндрованное бревно обычно чисто фрезеровано полностью и имеет одинаковый размер по всей длине.
Станки для производства оцилиндрованного бревна бывают двух типов в зависимости от способа обработки заготовки. Протяжной станок, также называемый ротационным станком, протягивает бревно через специальную головку, которая вращается и распиливает его. Большим недостатком такой обработки является необходимость предварительной обработки и то, что бревно сохраняет свою естественную кривизну, которая при установке или укладке в срубе будет оставлять неровные зазоры между бревнами, что скажется на качестве сруба. структура. Хотя производительность этой машины очень высока.
Центровочные или токарно-фрезерные станки для производства оцилиндрованного бревна позволяют добиться гораздо лучшего результата в обработке заготовки за счет того, что по бревну движется вращающаяся и режущая головка, которая также вращается. Они менее производительны, но менее энергоемки и обеспечивают более высокое качество обработки. Так станок ОСМ-500 снимает слой стружки до 80 миллиметров за один проход, это занимает около 5-8 минут, за смену обрабатывает до 10 кубометров древесины. Для повышения производительности модифицированный станок ОСМ2-500 одновременно обрабатывает два бревна подряд одной тележкой. Экономия времени за счет одновременной перезарядки и обработки сразу двух заготовок. Также благодаря удлиненной раме машина может обрабатывать бревна длиной до 15 метров. Производительность модифицированного станка увеличивается на 40-50% при том же энергопотреблении. Современный станок Woodver кроме черновой и чистовой оцилиндровки производит выборку посадочного паза, а также плоскостную фрезеровку и выборку чашек венца.
Технические характеристики
Человечество давно освоило строительство жилья из деревянного каркаса. Эта технология сохранилась до наших времен, только теперь вместо деревянного каркаса используется округлое дерево. Благодаря механизации процесса обработки бревна возможно его округление до максимально точных размеров. В отличие от деревянного каркаса, который изготавливается вручную, он имеет более высокую скорость изготовления и монтажа, сохраняя при этом замечательные природные свойства дерева.
Благодаря оцилиндровке деревянные дома снова набирают популярность. Но дерево — это не только материал для строительства различных зданий, это отличный материал для отделки. Изделия из оцилиндрованного бревна можно использовать для отделки как внутри помещения, так и снаружи во дворе или саду. На первый взгляд может быть непонятно, как с помощью бревна можно делать что-то еще, кроме построек, особенно декоративных вещей. Но при небольшом воображении становится понятно, что даже обычное оцилиндрованное бревно, поставленное в саду в нужном месте, вполне годится для выполнения функции декоративного столба. Казалось бы, в такой отделке нет смысла, но благодаря отделке деревом создается уют и оригинальность.
Креативными изделиями из оцилиндрованного бревна могут быть садовые скамейки, клумбы, декоративные ограждения вокруг фруктовых деревьев, беседки, навесы для бассейнов, теплицы и детские площадки. Особенно красиво можно украсить детскую площадку с помощью округлого дерева. С помощью фантазии и умелых рук можно построить на детской площадке песочницу, качели, машинку, паровоз и даже самолет. Дети будут в восторге от горки, построенной из бревен. А без декоративных пеньков, на которых так любят прыгать дети, вообще не бывает детской площадки. Вот такие возможности есть у современного оцилиндрованного бревна, они безграничны, главное правильно подойти к реализации оригинальной идеи из этого материала.
Своими руками
Древесные материалы всегда пользовались повышенным спросом, так как идеально подходят для ремонта и строительства. Натуральная древесина обладает такими преимуществами, как экологичность, прочность и надежность, отличные звукоизоляционные и теплоизоляционные свойства, красивый и эстетичный внешний вид. Но чтобы дерево было пригодно для выполнения тех или иных работ, его необходимо тщательно просушить.
Сушка оцилиндрованного бревна, как правило, осуществляется в специальных камерах. Сушка в естественных условиях не обеспечивает необходимого уровня влажности материала, в результате чего он может деформироваться, покрыться трещинами уже в первые месяцы эксплуатации. Оцилиндрованное бревно камерной сушки сегодня широко используется в строительстве, так как практически не дает усадки, которая составляет максимум 5-10 миллиметров на каждом этаже дома. Поэтому в дом можно заехать сразу после завершения строительства.
Сушка оцилиндрованного бревна занимает несколько недель, в течение которых древесина приобретает влажность в пределах от 15 до 20%. Искусственно высушенные бревна имеют значительно меньше трещин, чем естественно высушенные бревна. Стены дома, построенного из хорошо просушенных бревен, можно красить любыми видами лакокрасочных материалов. Отделка допускается сразу после завершения строительства.
Для получения бревна камерной сушки цилиндрической формы производители используют специальные камеры. Учитывая, что стоимость таких камер довольно высока, это отражается на стоимости материала, цена которого относительно высока. Но в дальнейшем стоимость оцилиндрованного бревна, высушенного в специальной камере, обязательно окупится. Ведь от качества всего дома, его отделки будет зависеть срок службы, пригодность здания для проживания в нем людей. Кроме того, дом из хорошо просушенной древесины требует меньше ухода, более долговечен и менее подвержен дефектам.
Цены/Заказ
Фирмы
Производственное предприятие «ДИАКОМ» основано в 2006 году и специализируется на изготовлении оборудования для деревянного домостроения для малого и среднего бизнеса и индивидуальных предпринимателей, поэтому основным отличием наших станков является их универсальность, простота в обслуживании и доступная цена.
Мы создаем деревообрабатывающее оборудование, чтобы вы могли на нем зарабатывать! Специалисты нашей компании помогут выбрать наиболее оптимальный вариант и комплектацию линии оцилиндровки бревен, производства профилированного бруса или лесопильного оборудования, дадут консультацию по организации бизнеса.
Заказывая машины производства ДИАКОМ, вы получаете оборудование, адаптированное к вашим потребностям. Все лесопильные заводы стандартно оснащены высококачественными дисковыми пилами с подрезными дисками от ведущего европейского производителя Gass. Узлы траверсного перемещения имеют высокоточную винтовую подачу с бронзовыми гайками. Вы также получаете постоянную квалифицированную поддержку наших технических специалистов.
Дома, дачи, срубы, бани из оцилиндрованного дерева всегда популярны. Качественная обработка древесины осуществляется на специальных станках, позволяющих получить бревно одинакового диаметра по всей длине.
Последние модели оцилиндровочных станков выполняют ряд других функций, но для несложных действий можно сделать такой агрегат своими руками.
Функции
Основная функция, которой обладает любой цилиндрический станок, это обработка бревен как тел вращения путем фрезерования. Но чтобы сложить сруб, одних только цилиндрических заготовок недостаточно. И в этом случае на помощь придут дополнительные возможности оборудования:
- выемка канавок для формирования различных замков;
- производство паркетных досок, пиломатериалов;
- распиловка ходовых частей;
- распиловка древесины на лафет и затем на обрезные доски;
- все стадии оцилиндровки бревен от черновой до чистовой;
- снятие монтажных чаш и расширительных пазов.
При этом само бревно не переустанавливается, а в процессе работы меняются фрезы и отдельные узлы. В результате получаются детали с широким диапазоном диаметров. Ограничение касается длины обрабатываемых бревен: салазки рассчитаны на семиметровые заготовки. Умелое сочетание фрез с приемами работы позволяет изготавливать сложные деревянные конструкции.
Устройство
Установка состоит из нескольких основных компонентов. Кровать выполнена в виде металлического каркаса. Может иметь жесткое сварное соединение в виде прямоугольной трубы или подвижное соединение отдельных металлических элементов с помощью болтов и гаек. Он является основой для крепления всех элементов конструкции.
Цилиндрический станок имеет направляющие, по которым перемещается пильный инструмент. Обычно они образуют единую конструкцию с металлическим каркасом. В некоторых типах установок бревно движется по направляющим.
Может быть одна или две (передняя и задняя) бабки. Их цель – закрепить и закрутить бревно. На передней бабке в некоторых моделях станков имеется делительная головка, служащая для установления определенного угла поворота на разных этапах обработки.
Узел крепления инструментов и механизмов перемещения – опора.
Основное назначение фрезы – установка режущего инструмента. Он также снижает вибрацию, повышает точность выполняемых операций и легкость входа в заготовку. Существуют фигурные и универсальные фрезы.
Ножи закругляющего станка изготовлены из высококачественной стали. Режущий инструмент прикреплен к резаку, поэтому его можно легко заменить или снять для заточки.
Дополнительно устанавливаются дополнительные элементы. Это рычаги, обеспечивающие легкую установку заготовки на раму, и стопорные ролики, препятствующие ее провисанию. Есть также тормоза и блокировка каретки. Применяются в машинах с функцией пробоотбора коронной чаши и устанавливаются в конце каретки. Регулятор вращения бревна используется для нарезки продольного паза.
Современные производители деревообрабатывающего оборудования комплектуют такие оцилиндровочные станки автоматизированными модулями с компьютерным управлением.
Классификация
Специалисты предлагают классифицировать цилиндровые машины по пяти параметрам:
- тип механизма;
- способ перемещения бревен;
- уровень автоматизации;
- тип питания привода;
- диаметр используемой заготовки (минимальный – 80 м, максимальный – 500 м).
В установках используются два типа механизмов. Первый – прямоточный (роторный), позволяющий непрерывно перемещать древесину через фрезу. Вторая – циклическая (токарная), при которой обработка выполняется при повторении цикла действий.
Если режущий инструмент совершает циклические действия, то станок относится к циклопроходному типу, а если бревно движется – к циклопозиционному типу. В механизмах бревна имеют возможность как вращаться, так и двигаться прямолинейно по направляющим.
Для выбранного уровня производительности важно учитывать степень автоматизации оцилиндровочной машины.
В механизированных моделях оператор загружает и выгружает бревна, регулирует и регулирует механизмы. Также он контролирует качество выполняемых работ, на всех этапах операций.
В автоматизированных оцилиндровочных машинах за обслуживающим его специалистом отводится роль контролера технологического процесса.
В полуавтоматических установках мастер подключается к процессу после того, как машина выполнила один цикл операций.
Внимание! Для оптимальной и бесперебойной работы важно выбрать правильный тип источника питания привода.
Электрик может работать без перебоев при условии надежности линий электропередач или наличия дополнительного электрогенератора. Бензин требует постоянной дозаправки, но не зависит от внешних факторов.
Но основной выбор между проходным и циклическим типами. Проходная обеспечит высокую производительность, иногда за счет качества обработки. Большинство моделей таких станков не имеют возможности сделать поверхность бревна гладкой, без заусенцев и шероховатостей. Циклические агрегаты работают намного медленнее, но при этом имеют ряд преимуществ:
- обеспечивают очень высокое качество обработки;
- выполнить весь набор операций;
- имеют компактные размеры;
- конструкция устойчива и проста в обслуживании.
Помимо всего вышеперечисленного большую роль играет цена, производитель оборудования и требуемое качество обработки.
Предложения для профессиональной работы
На рынке деревообрабатывающего оборудования есть предложения любой ценовой категории и под разные технические запросы. Наиболее популярны такие модели, как «Шервуд», «Термит», «Кедр», «Тайга», «Терем» с полным циклом функций.
Технические характеристики представлены в таблице.
Этапы проектирования станка самостоятельно
Покупать профессиональный станок для производства обработанной древесины дорого. Но есть и альтернативное решение: можно сделать станок для оцилиндровки бревна своими руками.
В качестве базы используется лесопилка. Конус в передней части заменен упором. В заднюю бабку вставляется подшипник. Также вам понадобится электродвигатель для вращения бревна. Вращение может быть ручным, тогда нужно делать ручку.
Резак собран как отдельная единица из очень прочного материала. Его перемещение может быть обеспечено путем прокладки рельсов. Это путь, по которому будет следовать резак. В этой конструкции заготовку необходимо расположить вдоль рельса и повернуть так, чтобы фреза скользила по нему.
Перед установкой оцилиндровочной машины проводится бетонирование (при его отсутствии) или уплотнение площадки необходимых размеров. Далее собираются секции каркаса, выравнивая их в горизонтальной плоскости. Максимальная погрешность монтажа не должна превышать 0,5 мм на 1 м во всех направлениях. Высота установки 20 см.
Последующие этапы сборки следующие:
- установка подъемного механизма;
- установка передней и задней бабки так, чтобы их оси совпадали и были параллельны направляющим;
- стойки крепления кабеля для мобильного силового кабеля;
- натяжение троса;
- зажимно-стопорное оборудование механизма подъема;
- установка заземления;
- подключение двигателя и проверка направления вращения пиломатериала. Необходимое направление регулируется изменением порядка подключения фаз двигателя;
- крепление фасонного резца на коническую деталь с помощью болтов;
- ввинчивание универсального резака в изогнутый корпус. Во избежание дисбаланса узел затягивается гаечным ключом;
- проверка правильности сборки.
Самодельный станок требует профилактики при длительном простое или установке в сыром помещении.
Для строительства частного дома, дачи, жилого сруба необходим качественный брус, который обрабатывается на профессиональном оборудовании. Для технических построек можно оцилиндровать древесину самостоятельно.
Обработка древесины осуществляется уже несколько столетий. Издавна оцилиндрованное бревно используют для строительства домов, бань и других сооружений. Процесс придания правильной формы бревнам достаточно сложен; она предполагает использование специальных оцилиндровочных машин. Многие люди, часто работающие с бревнами, решают создать оцилиндровочный станок своими руками. Провести обработку ручным методом практически невозможно, да и времени занимает много. Рассмотрим особенности того, как сделать оцилиндровочный станок своими руками, какие бывают виды такого оборудования и многие другие моменты.
Использование оборудования
Современные станки позволяют производить оцилиндровку таким образом, что подготовленное бревно пригодно для установки в стеновые конструкции без отделки. Функционал может существенно различаться, в зависимости от конструктивных особенностей оцилиндровочной машины и ее стоимости.
При рассмотрении всех чертежей и моделей оборудования, которое применяется для оцилиндровки бревен, следует обратить внимание на следующие моменты:
- Создание пазов, которые можно использовать при монтаже для решения различных задач.
- Производство доски обрезной, паркета, плашек.
- Выполнение работ по оцилиндровке, в том числе завершающий этап рассматриваемой задачи.
- Фрезерование деревянных поверхностей для достижения желаемых значений шероховатости.
- Изготовление коронной чашки.
- Производство вагонов распиливанием древесины.
- Создание расширительного паза с установленной циркулярной пилой.
Следует учитывать, что самодельный оцилиндровочный станок может не обладать всеми функциями, так как для этого нужно использовать сложные проекты в его производстве. Проще всего создать неуниверсальное оборудование, предназначенное для решения конкретных задач, например, оцилиндровки заготовок.
Особенности современных промышленных моделей
Главной особенностью моделей станков, которые сегодня выпускают известные производители, является использование лазерной указки для управления движением каретки. Этот момент определяет высокую точность обработки и возможность осуществлять весь процесс без переустановки заготовки. Таким образом, каретка с ЧПУ с набором инструментов перемещается по направляющим и выполняет разного рода операции.
Как показывает практика, своими руками можно изготовить модель, которая будет иметь ручное управление и возможность обработки заготовок длиной до 7 метров.
Особенности устройства рассматриваемой конструкции
При рассмотрении того, какой может быть цилиндрообрабатывающий станок по чертежам самоделки, отметим, что зачастую в конструкции присутствуют следующие элементы в том или ином виде их выполнения:
- Основные и наиболее громоздким элементом является рама. Именно на нем концентрируется напряжение и крепятся все остальные элементы. При изготовлении каркаса рекомендуется использовать рулон прямоугольной трубы. Соединение всех элементов часто осуществляется с помощью сварки, что позволяет ускорить работу и создать действительно прочную конструкцию. Однако вы можете создать раму, используя комбинацию болта и гайки. Складные кровати более мобильны, но менее жесткие.
- Направляющие, по которым будет перемещаться пильный агрегат и пильный агрегат. Длина бревен может достигать нескольких метров, а вес – десятков килограммов. Чтобы значительно упростить задачу обработки, следует создать самодельный оцилиндровочный станок, на котором движется инструмент, а не заготовка.
- Передняя бабка: передняя и задняя, в некоторых случаях только одна. Они необходимы для того, чтобы скручивать бревна во время их обработки. Отметим, что передний довольно часто имеет делительную головку и систему крепления заготовки. С помощью делительной головки можно задавать угол поворота на каждом этапе обработки, что необходимо для повышения качества заготовки.
- В качестве режущего инструмента обычно используется фреза. Разновидностей этого режущего инструмента довольно много. При рассмотрении вопроса о том, как сделать фрезер своими руками, отметим, что работа сложная, она предполагает использование катаной инструментальной стали, обладающей повышенной прочностью и низкой степенью обрабатываемости.
- Качественный куттер имеет сменные ножи, которые при необходимости можно затачивать и заменять. Сама фреза со временем не изнашивается.
- Для правильного размещения тяжелого бревна устанавливаются специальные рычаги.
- Ролики, выполняющие роль упора, не дают бревну провисать в процессе обработки, тем самым значительно повышая качество получаемого материала.
- Почти все модели имеют механические тормоза, которые устанавливаются с обеих сторон каретки. Они необходимы для проведения работ по отбору проб коронной чаши.
- Устройство, обеспечивающее ручное вращение стали во время прорезания продольного паза.
Принцип работы
Эти элементы имеют множество чертежей, которыми можно воспользоваться при создании цилиндроцилиндра своими руками в домашних условиях. Однако можно существенно упростить конструкцию, учитывая решения, для каких задач она создается.
Изготовление самодельного станка
Схема создания рассматриваемого станка своими руками предусматривает использование в качестве основы пилорамы. При проведении работ вместо переднего упора будет установлен упор; для вращения заготовки будет установлена ручка или мотор.
Создать свой режущий инструмент – сборный резак довольно сложно. Как правило, изготавливается путем соединения нескольких кусков прочного материала. Для перемещения резака устанавливается рельс.
Последовательность обработки
При планировании монтажа оборудования стоит помнить, что конечный вес, как самой конструкции, так и заготовки, может достигать нескольких сотен килограммов. Именно поэтому установка машины должна производиться исключительно на бетонное основание или плотно утрамбованный грунт, на который укладывается толстый и прочный брус.
Заводской образец
Самодельный оцилиндровочный станок не будет обладать высокой точностью и универсальностью, как промышленные версии, но его все равно будет достаточно для решения большого количества задач в быту. Процесс сборки выглядит следующим образом:
- Сначала нужно собрать рамку. Для этого вам понадобится строительный уровень, так как погрешность не должна превышать 0,5 мм на метр. При сборке чаще всего используют прямоугольный брусок из стали, реже трубы. Соединить их можно сваркой или разборным креплением, совместить для упрощения процесса переустановки машины.
- Следующим шагом будет установка силовых агрегатов и передней бабки. Следует учитывать важность выбора правильного двигателя. Ранее для рассматриваемого случая подходили только трехфазные версии, но появилась возможность использования и современных версий двухфазных двигателей (правда, их стоимость достаточно высока).
- Обращаем внимание на правильное и надежное крепление силового кабеля. По возможности его защищают от механических воздействий.
- Установленный подъемный механизм может быть оснащен стопором.
- Выполняется заземление. На этот момент также необходимо обратить внимание, так как металлическая конструкция выступает проводником, и при незначительном повреждении силового кабеля электродвигателя ток может уйти на раму.
- При установке электродвигателя с тремя фазами для вращения бревна следует учитывать, что положение фаз определяет направление движения выходного шпинделя. При смене фаз можно также изменить направление вращения. Стоит помнить о технике безопасности при работе с электричеством, особенно в случае трехфазной сети напряжением 380 В.
При креплении передней бабки обратите внимание на надежность соединения. При этом их оси должны совпадать, так как в противном случае скругленный брусок на подобном станке будет иметь большую погрешность в размерах, и в процессе работы может возникнуть биение. Особое внимание уделяется балансировке фрезы – несбалансированная фреза приводит к быстрому износу всего оцилиндровочного станка. Завершающим этапом является установка самого резака, который должен быть закреплен очень надежно, наличие предохранительного элемента предусмотрено.
Вас также могут заинтересовать следующие статьи:
Токарный станок по металлу своими руками Как сделать болгарку своими руками Строгальный станок своими руками
В настоящее время представлено огромное количество зарубежных и отечественных станков для оцилиндровки бревен в продаже. Но некоторые задаются вопросом, можно ли сделать оцилиндровочный станок своими руками. Цилиндровый станок своими руками – не редкость, и можно с уверенностью сказать, что любой новый станок со временем становится самодельным, ведь каждый мастер доводит его по своему вкусу.
Оцилиндрованное бревно своими руками
Оцилиндрованное бревно на строительном рынке представлено многими организациями и, в зависимости от уровня используемого оборудования, каждая организация имеет разное качество продукции. Чтобы оцилиндровать бревно, поэтому сделать оцилиндрованное бревно своими руками не получится, так как это не деревянный сруб, а технологическое изделие, практически не зависящее от человеческого фактора.
В производстве бревно оцилиндровывают фрезерованием на специальных фрезерных станках. Есть два типа таких станков: протяжные станки и центрирующие станки с более точным результатом оцилиндровки. Протяжной станок работает по принципу обработки бревна в процессе его протягивания через станок, точнее через его режущую головку, которая вращается и срезает поверхность бревна. Такой станок имеет низкую точность, так как сохраняет естественную кривизну бревна по всей его длине. Это существенно влияет на качество возводимых из такого бревна стен, так как между бревнами будет небольшая плотность. Центровочный станок в итоге дает качественный продукт в виде оцилиндрованного бревна правильной формы и размера. На этом станке режущая головка выбирает естественную кривизну бревна по всей его длине, и бревно получается плоским. Это хорошее бревно для создания стен с низкой теплопроводностью за счет плотной усадки бревен друг к другу.
Производственные мощности можно устанавливать только на предприятии, но не дома. А сделать оцилиндрованное бревно своими руками с помощью топора и стамески невозможно. Если вы не можете себе позволить купить бревно, обработанное на предприятии, то остается только один вариант – использовать деревянный сруб. Оно менее эффективно по своим характеристикам, чем оцилиндрованное бревно, но при этом сохраняет те же свойства по теплопроводности и натуральности. Кроме того, деревянный сруб можно сделать самостоятельно с помощью не хитрых инструментов, с которыми справится каждый мужчина.
Станок деревообрабатывающий для вырезания венца “чашка” стационарный СЗ-280
Разметка и оформление чашек занимает некоторое время, в течение которого оцилиндровочный станок ничего не “оцилиндровывает”, то есть не выполняет свою основную функцию – оцилиндровка бревна. Для повышения производительности СЦ-6,5 МАГР предлагает станки для оцилиндровки, которые предназначены для изготовления чашек на цилиндрических заготовках.
Практически все современные «стаканкорезы» режут стаканчики фрезами определенного диаметра, что требует использования фрез стандартных размеров для всех диаметров стаканчиков. Мощность привода таких «чашкорезов» достаточно высока и составляет от 5,5 до 11 кВт. Оригинальность станка СЗ-280 заключается в том, что режущий инструмент здесь представляет собой узкую ленту, т. н. Лобзик, пила
Станок для нарезки венца “чашка” стационарный СЗ-280
Предназначен для оцилиндровки и создания элемента поперечного крепления цилиндрических деталей – “чашки”, как перпендикулярно, так и под углом к оси бревна который был цилиндрическим. Предлагаемый нами станок для оцилиндровки позволяет без смены инструмента изготавливать чашку практически любого диаметра на оцилиндрованном бревне в диапазоне от 160 до 280 мм. Плавная регулировка диаметра чашки достигается вращением маховика с контролем по шкале.
Станок может изготавливать чашки под углом 90°±45° относительно оси бревна. При необходимости можно сделать т.н. «Конечная» чашка. Работу осуществляет один электродвигатель мощностью 1,5 кВт. Небольшие габариты и вес станка дадут вам возможность установить его недалеко от места сборки сруба.
Одна пила выдерживает около сотни изготовленных чашек с диаметром оцилиндрованного бревна до 200 мм.
Технические характеристики
Диаметры обрабатываемых бревен (мм): 160; 180; 200;
220; 240; 260
Длина бревна наименьшего (не менее) (мм): 1500
Диаметр пильного диска (мм): 280
Частота вращения пильного диска, номинальная (об/мин): 1500
Количество одновременно работающих ленточных пил (шт) : 1
Длина пильного полотна (мм): 3190 ± 2,2
Номинал пильного диска (ширина x шаг x толщина) (мм): 10 x 6 x 0,6
Скорость резания (м/с): 21
Количество оборотов ленточная пила относительно оси бревна (град.): 0 … + 45
Мощность приводного двигателя (кВт): 1,5
Параметры электропитания (В; Гц): 380; 50
Габаритные размеры станка (без стола) (мм):
длина 2000
ширина 1920
высота 1046
Масса станка (без боковых столов) (кг): 443
Данное приспособление необходимо для выполнения элемента поперечного крепления цилиндрических деталей (так называемого стакана) в деталях каркаса при возведении конструкций из бревен, перешедших на цилиндрическую форму.
Устройство предназначено для быстрого изготовления чашек на месте монтажа сруба или подгонки взамен отдельных частей сруба. Бревна, обработанные на этом устройстве, должны быть предварительно обработаны на оцилиндровочном станке. Устройство может изготавливать чашечки, как под углом 90° к оси бревна, так и под углом ±45°.
Мы разработали этот станок, чтобы он был функциональным и мобильным, он обеспечивает точность и высокое качество обработки, используя непосредственно при установке
Технические характеристики
Диаметр заготовки (мм): 2001
Диаметр пильного барабана (мм): 18542
Длина пильного полотна (мм): 2023
Частота вращения пильного барабана, номинальная (об/мин): 1580
Мощность двигателя (кВт): 0,55
Заготовка диаметр (мм): 160; 180; 200; 220; 240
Диаметр пильного барабана (мм) (± 1,85): 1728; 1794 г.; 1854 г.;
1920; 1980
Длина пильного полотна (мм): 162; 182; 202; 222; 242
Габаритные размеры машины (мм):
длина 1330
ширина 470
высота 475
Масса станка, не более (кг): 45
Примечания:
123 по согласованию с заказчиком характеристики могут быть изменены на следующие: Имеется модификация станка – УНВЧ-200-0-45, позволяющая производить резку «чашка» под углом от 0° до 45°
вручную
Станок оцилиндровочный/оцилиндровочный предназначен для изготовления круглых бревен из круглого леса и используется в производстве. Благодаря тому, что современные станки очень многофункциональны и оснащены большим ассортиментом различных приспособлений и инструментов, можно обеспечить выполнение всех производственных операций по изготовлению сруба с использованием только одного оцилиндровочного станка.
Среди возможностей станков для бревен также фрезерование продольного паза и плоскости и выбор венца чаши. Такой функционал делает цилиндрический станок своеобразным мини-производством по изготовлению древесины. Обработка изделий на оцилиндровочном станке позволяет собрать сруб как из деталей конструктора, без дополнительной подгонки деталей. После обработки на станке нет необходимости в шлифовке поверхности бревна или какой-либо другой постобработке.
Основными элементами токарно-карусельного станка являются станина и перемещающаяся по ней каретка. Заготовка, закрепленная на концах между специально жестко установленными регулируемыми центрами (бабками), приводится во вращение, при этом вращающаяся с высокой частотой комбинированная фреза начинает двигаться вдоль бревна, тем самым обрабатывая его. Продольная подача (движение каретки вдоль станины вдоль бревна) может быть как ручной, так и электромеханической.
Фрезы своими руками, устанавливаемые на оцилиндровочный станок, позволяют, кроме оцилиндровки, выполнять такие операции, как выбор продольного посадочного паза, выбор установочных чаш, фрезерование гладкой внутренней поверхности стенки, изготовление балки прямоугольного или квадратного сечения без переустановки журнал и инструменты. При использовании пильного агрегата (), также без снятия бревен с центров, можно сделать распорный паз для снятия внутренних напряжений, возникающих при сушке бревен.
Для облегчения и сокращения времени при размещении бревна по центру используются специальные механические рычаги, которые можно установить в любом месте станины. При прохождении монтажного паза на малых диаметрах (до 200 мм) возможен некоторый изгиб бревна; для предотвращения этого используется роликовый упор, регулируемый по обрабатываемому диаметру, устанавливаемый на стороне бревна, противоположной фрезе.
При выборе коронной чаши в бревне необходима надежная фиксация каретки; для этого используются механические тормозные устройства, установленные на обоих концах каретки и надежно фиксирующие ее, кроме того, установлен механизм фиксации бревна, препятствующий его вращению при выборе чаш. При выборе монтажной чаши или продольного монтажного паза также требуется более точная (ручная) регулировка – для этого устанавливается механизм ручного поворота бревна.
Станок закругляющий Ф-1
Основные технические характеристики: Диаметр оцилиндровки при длине менее 1 м: 0 – 1 м Длина обрабатываемых деталей (включая оцилиндровку): 0 – 8 м Максимально возможный диаметр заготовки: 43 мм Цилиндр скорость: до 200 м в смену Объем обрабатываемого материала: до 5 куб.м в смену
Количество обслуживающего персонала: 1 – 3 человека
Полезная мощность при оцилиндровке: до 5 кВт/ч
Суммарная мощность электродвигателей: 14,5 кВт /ч Мощность главного привода: 2,2 кВт/ч при 380 В Мощность двигателя 1-й (траверсной) тележки: 5,5 – 7,5 кВт/ч при 380 В
Мощность двигателя 2-й (траверсной) тележки: 4 кВт/ч при 380 В
Масса (с 12-метровыми рельсами для оцилиндровки 8-метровых бревен и 2-мя тележками): 1200 кг
Операции, выполняемые на станке:
– Изготовление профилированного бруса – Производство оцилиндрованного бревна – Распиловка лафета на обрезную доску (до 1,5 см)
– Распиловка бревен диаметром до 8,5 см на лафет и доску ()
– Производство заготовок для торцевого паркета
– Производство погонаж (собственный), рейсмусование – Изготовление доски обрезной из необрезной
Назначение модели “Ф-1” – изготовление деревянных деталей при строительстве домов, а также монтаж сборных домов, выполнение оцилиндровки, профилирование продольных сечений деталей, изготовление плоской кромки и термической замок (при изготовлении профилированного бруса), вырезание чашек во всех местах оцилиндрованного бревна, под любым углом к его продольной оси.
Округление бревна осуществляется вращением заготовки и одновременным перемещением каретки с фрезерным инструментом вдоль бревна; получают термопаз на неподвижном бревне (выключается главный привод каретки и шпиндельная подача) изменением положения каретки фрезерным инструментом; получение ровной кромки и вырезание чашек осуществляется с помощью фрезерной головки второй каретки, при этом при получении плоской кромки в целях экономии резец можно заменить дисковой пилой, чтобы заготовка для изготовления Блок-хаус можно получить.
Кубки можно резать прямо на стройплощадке. У этой машины нет металлоемкой и прочной станины. Для заготовки не требуется операции обрезки, имеется возможность обработки криволинейных стволов и стволов с сучками, выступающими до 7 см от предполагаемой обрабатываемой поверхности. Станок позволяет эффективно использовать древесину без предварительного отбора. Станок имеет упоры для регулировки опорной силы и снижения вибрации бревна при неравномерном обрабатываемом поверхностном слое и высокой скорости обработки.
Качество обрабатываемой поверхности в первую очередь зависит от степени заточки режущих кромок. Ось бревна и режущая кромка фрезы в горизонтальной плоскости имеют вид пересекающихся прямых линий. Хотя в современном домостроении требуется последующая шлифовка бревна для получения высокодекоративного вида, этот станок позволяет выполнять как черновую, так и чистовую обработку за один проход при оцилиндровке. Машина очень надежная и простая по конструкции.
Иметь в хозяйстве собственную лесопилку – крайне полезное производство. Деревянный дом и участок требуют постоянной работы и обновления, но в то же время имеет массу недостатков: гниение, порча, горение. Чтобы вовремя заменить один из элементов дома или хозяйственной постройки, требуется материал. Иногда просто дорого везти. Поэтому самодельные станки для оцилиндровки бревен пригодятся. Типы, преимущества и недостатки описаны ниже.
Заводское производство
Сегодня бревна оцилиндровываются на высокоточном оборудовании за один цикл обработки натурального неокоренного бревна. Стоят такие технические новинки недешево, но они полностью себя оправдывают – семикратную окупаемость подтверждают владельцы лесного и домостроительного бизнеса. Начинающие предприниматели не успевают сразу усваивать новшества прогресса, и поэтому используют устройства следующего типа:
Каждая из машин требует специального помещения для бесперебойной отгрузки готовой продукции и наличия обслуживающего и ремонтного персонала . Поэтому частные хозяйства предпочитают обустраивать самодельное оборудование, производящее качественные хлысты для самостоятельной сборки сруба.
Самодельные установки
Чтобы самодельная оцилиндровка бревен не уступала по качеству производственной, соберите свой механизм по всем правилам, учтите все вопросы техники безопасности, иначе при отсутствии опыта риск поломки или угроза здоровью возрастает. Требования к установке своими руками следующие:
Для сборки самодельного оцилиндровочного станка важно иметь аналогичный опыт и понимание работы каждого агрегата. В противном случае механизм с электрическим приводом станет опасным.
Крепление
Для работы используется старая лесопилка, на которой заменен корпус с упором и задней бабкой для зажима неокоренного ствола. В качестве обоймы устанавливается конический или другой роликовый подшипник. Чтобы бревно легко вращалось вокруг собственной оси, требуется дополнительный мотор, ручной процесс займет много времени.
Для перемещения фрезы самое простое решение – проложить гусеницу. Нет необходимости перетаскивать тяжелые кнуты вручную. Расстояние между поперечными шпалами, усиливающими конструкцию, и на которые крепится рельс, не более 1 м; для монтажа используется брус, пропитанный специальными составами, или готовые шпалы.
Монтаж самодельного оцилиндровочного станка начинается со сборки рамы. Работая сварочным аппаратом, отдельно подготовьте его секции. А при сборке их проверяют уровнем, чтобы конструкция оказалась в одной плоскости. Допускается погрешность в 0,5 мм на метр, так как добиться идеальной ровности все равно не удастся, а тяжелое бревно в дальнейшем сгладит несоответствие.
Усиление фрезерного узла, собранного из деталей токарного станка. Ведь помимо оцилиндровки нужно выпилить чашку на стволе. Для этого требуется специальный вертикальный фрезер, который изготавливается самостоятельно или заказывается по каталогу производителя.
Для формирования укладочного паза и компенсационного выреза необходимы соответствующие принадлежности. Подойдет циркулярная пила. Установите его сбоку фрезерного узла.
Теперь подключите двигатель для вращения. Немедленно обеспечьте электропитание с рекомендуемым напряжением в помещении, предназначенном для домашней пилорамы, силовой кабель должен идти отдельно и подключаться к независимому щитку, иначе не избежать постоянного выбивания бытовых приборов в доме, чего нельзя повлиять на их работу. Двигатель закреплен анкерными болтами. Правильность подключения указана на корпусе; движение силовой головки должно соответствовать ему. В случае несоответствия поменяйте местами фазы.
Кабели подключения различных узлов устанавливаются по всей длине готовой машины с запасом. Безопасность использования заключается в их усилении над станком гибкими держателями. Не позволяйте кабелю провисать и уж тем более касаться рабочей поверхности — перерезка чревата последствиями.
Перед вводом в эксплуатацию станок для оцилиндровки бревен проверяют на параллельность осей передней бабки, передней и задней. Трансферный резак должен двигаться строго горизонтально. Если этого не сделать, то самая маленькая неприятность, которая возникает при эксплуатации, это искривление ствола. Большой – выход из строя всей системы. Кроме того, ошибка параллельных линий приводит к люфту бревна, особенно при плохой фиксации.
Эксплуатация и уход
На производственных площадках выпуск готовых бревен может составлять до 800 м за рабочую смену. В домашних условиях это вряд ли возможно, да и не нужно. Чтобы получать в день несколько штук качественного ОСП для будущего строительства, соблюдайте правила безопасной эксплуатации и своевременно проводите профилактические работы. Итак:
Своевременно производить техническое обслуживание и капитальный ремонт самодельного оцилиндровочного станка. Полная разборка в первом варианте может и не понадобиться, если вовремя была проведена профилактика. На этом этапе замените подшипники, болты, крепежные детали, проверьте остроту режущих инструментов и при необходимости замените их.
Капитальный ремонт производится только силами специалиста по обслуживанию электродвигателей и слесаря-сборщика. То есть силовой агрегат снимается и отправляется в мастерскую. Делать что-то самостоятельно, при отсутствии знаний и опыта, не рекомендуется. Заменить подшипники на вращающемся валу можно только самостоятельно.
Как работать безопасно с
Бюллетени OSH Answers
Легко читаемые информационные бюллетени с вопросами и ответами, охватывающие широкий спектр тем, касающихся здоровья и безопасности на рабочем месте, от опасностей и болезней до эргономики и продвижения по службе. ПОДРОБНЕЕ >
Загрузите бесплатное приложение OSH Answers
Поиск по всем информационным бюллетеням:
Поиск
Введите слово, фразу или задайте вопрос
ПОМОЩЬ
Что такое баллоны и фитинги?
Сжатые газы хранятся в толстостенных металлических баллонах, спроектированных, изготовленных и испытанных для использования со сжатыми газами. Цилиндры изготавливаются самых разных размеров и форм. Они варьируются от небольших бутылочек для лекций, часто используемых в демонстрационных целях, до больших цилиндров длиной более 3 метров. Баллоны для транспортировки должны соответствовать стандарту CSA CAN/CSA-B339.«Цилиндры, сферы и трубы для перевозки опасных грузов». Этот стандарт охватывает требования к производству, осмотру, испытаниям, маркировке, повторной аттестации, повторной термообработке, ремонту и восстановлению баллонов, сфер и труб (контейнеров) для перевозки опасных грузов. Кроме того, он включает требования к квалификации новых образцов и регистрационные требования. Вам также следует ознакомиться с CAN/CSA-B340 «Выбор и использование цилиндров, сфер, труб и других контейнеров для перевозки опасных грузов, класс 2».
Баллоны, отвечающие этим критериям, часто называются баллонами, одобренными ТС. Цилиндры имеют постоянную маркировку, как правило, на плече или верхней поверхности шеи.
Обычно баллоны необходимо повторно проверять или проверять каждые пять или десять лет. Дата каждого испытания должна быть проштампована на баллоне.
Клапаны баллонов и соединения
Баллоны со сжатым газом должны подключаться только к регуляторам и оборудованию, предназначенным для газа в баллоне. Поскольку подключение неправильного оборудования может быть опасным, для разных классов газа имеется ряд различных стандартных выпускных клапанов баллонов. Например, эти стандартные соединения препятствуют тому, чтобы соединение клапана для воспламеняющегося газа подходило к соединениям для несовместимого газа, такого как окисляющий газ.
Большинство баллонов со сжатым газом снабжены крышками клапанов или каким-либо другим способом защиты клапана от повреждений при обращении и транспортировке. На выходное отверстие клапана можно надеть пылезащитный колпачок, чтобы содержать его в чистоте.
Что такое предохранительные устройства цилиндра?
Большинство баллонов имеют одно или несколько предохранительных устройств. Эти устройства могут предотвратить разрыв баллона, если внутреннее давление превысит расчетные пределы. Давление может стать опасно высоким, если баллон подвергается воздействию огня или тепла, включая высокие температуры хранения.
Предохранительные устройства бывают трех типов. Каждый из них снижает избыточное давление газа по-своему:
- Предохранительные клапаны или клапаны сброса давления : Эти клапаны обычно являются частью баллона. Обычно они удерживаются в закрытом состоянии пружиной. Усилие, удерживающее клапан в закрытом состоянии, устанавливается в зависимости от типа газа в баллоне. Клапан открывается, если давление в баллоне превышает установленный предел безопасности. Газ сбрасывается до тех пор, пока давление в баллоне не упадет до безопасного предела. Затем клапан закрывается и удерживает оставшийся газ в баллоне.
- Разрывные мембраны (также известные как ломкие или разрывные мембраны): Эти мембраны обычно изготавливаются из металла. Они лопаются или разрываются при определенном давлении, высвобождая газ в цилиндре. Разрывное давление рассчитано таким образом, что диск разрывается до того, как будет достигнуто испытательное давление баллона. Эти устройства не могут быть повторно закрыты, поэтому все содержимое цилиндра высвобождается.
- Плавкие вставки (также называемые предохранителями или плавкими вставками): температура, а не давление, приводит в действие плавкие вставки. Эти предохранительные устройства используются там, где тепло может инициировать взрывоопасную химическую реакцию. Клапан сброса давления или разрывная мембрана срабатывают слишком медленно и слишком поздно, чтобы предотвратить разрыв баллона, если взрывная реакция уже началась. Плавкая пробка выпускает газ до того, как может начаться опасная реакция. Плавкие пробки изготавливаются из металлов, которые плавятся при низких температурах. Например, баллоны с ацетиленом имеют плавкий предохранитель, плавящийся при температуре около 100°C (212°F). Эта температура безопасно ниже температуры, при которой может произойти опасная полимеризация.
Не все баллоны со сжатым газом оснащены предохранительными устройствами. Некоторые газы настолько токсичны, что их выпуск через защитное устройство может быть опасным. Баллоны для этих газов рассчитаны на более высокое давление, чем обычные баллоны. Когда эти баллоны с «ядовитым газом» вовлечены в пожар, необходимо эвакуировать людей.
Почему следует использовать замещение в качестве метода контроля воздействия сжатых газов?
Замена может быть лучшим способом избежать или уменьшить опасность. Но не всегда легко или даже возможно найти менее опасную замену тому или иному сжатому газу, используемому для определенной работы. Поговорите с поставщиком химикатов, чтобы узнать, доступны ли более безопасные заменители. Например, в некоторых случаях газ метилацетилен-пропадиен (МАПП), пропилен, пропан или смеси сжиженных нефтяных газов могут быть заменены ацетиленом в качестве горючих газов для резки, сварки и пайки. Эти газы более стабильны и могут храниться в обычных баллонах. Их пределы воспламенения намного уже, чем у ацетилена (например, от 3,4 до 10,8 процента для MAPP против от 2,5 до 82 процентов для ацетилена), поэтому они представляют собой меньшую пожароопасность.
Получите паспорта безопасности для всех возможных заменителей. Прежде чем вносить какие-либо изменения, узнайте обо всех опасностях (для здоровья, возгорания, коррозии, химической активности) этих материалов.
Иногда изменения или модификации процесса могут снизить опасность материала. Например, несколько баллонов с одним и тем же газом могут использоваться в разных местах на рабочем месте. Установка стационарных трубопроводов, подключенных к центральному газоснабжению в безопасной зоне, часто может снизить опасность. Это также может уменьшить потребность во многих комплектах переносного оборудования, поставляемого через гибкие шланги. Точно так же заказ баллонов, оснащенных ограничителями расхода, может свести к минимуму опасность внезапного выхода из строя линии технологического газа.
Выберите наименее опасный материал и процесс, которые могут выполнять работу эффективно и безопасно. Затем научитесь безопасно с ними работать.
Почему важна надлежащая вентиляция?
Хорошо спроектированные и обслуживаемые системы вентиляции удаляют газы с рабочего места и снижают их опасность.
Необходимое количество и тип вентиляции зависит от таких факторов, как тип работы, вид и количество используемых материалов, а также размер и планировка рабочей зоны.
Оцените конкретные способы хранения, обработки, использования и утилизации сжатых газов на вашем рабочем месте. Оценка может показать, адекватны ли существующие средства управления вентиляцией и другие методы контроля опасностей. На некоторых рабочих местах может потребоваться полная система вытяжек и воздуховодов для обеспечения приемлемой вентиляции. Другим может потребоваться один хорошо расположенный вытяжной вентилятор. В хранилищах особо опасных материалов, таких как хлор, может потребоваться дополнительная система аварийной вентиляции или постоянный мониторинг с помощью соответствующих сигналов тревоги. Другие рабочие места, использующие небольшое количество инертных газов, могут не требовать специальной системы вентиляции.
Убедитесь, что системы вентиляции спроектированы и изготовлены таким образом, что они не создают непреднамеренной опасности. Убедитесь, что колпаки, воздуховоды, воздухоочистители и вентилятор изготовлены из материалов, совместимых с используемым газом. Для систем может потребоваться взрывозащищенное и коррозионностойкое оборудование. Для некоторых сжатых газов могут потребоваться отдельные системы вентиляции, чтобы они не попадали в системы, выпускающие несовместимые вещества.
Как хранить баллоны со сжатым газом?
Храните баллоны со сжатым газом в соответствии с правилами охраны труда и техники безопасности, а также пожарными и строительными нормами, действующими на вашем рабочем месте. В этих законах могут быть указаны разрешенные виды складских помещений и конструкция этих складских помещений. В них также могут быть указаны виды и количества различных газов, которые могут храниться в каждой безопасной зоне хранения.
Что делать при получении баллонов?
Осмотрите все поступающие баллоны перед хранением, чтобы убедиться, что они не повреждены и имеют надлежащую маркировку. Не принимайте бракованные баллоны. Убедитесь, что они не издают запахов, видимых паров или шипящих звуков. Убедитесь, что последний раз баллон испытывался в течение требуемого времени (обычно 5 или 10 лет, но для некоторых контейнеров может быть от 3 до 12 лет).
Также убедитесь, что этикетки цилиндров не повреждены и совпадают с другими идентификационными метками на цилиндре. Не полагайтесь на цвет баллона для идентификации газа. Разные поставщики могут использовать разные цвета баллонов с одним и тем же газом. Кроме того, цвета кажутся разными при искусственном освещении, а некоторые люди страдают дальтонизмом. Не следует использовать газы, которые невозможно четко идентифицировать.
Обозначайте сжатые газы по названию на этикетке поставщика. Это уменьшает путаницу, способствует осознанию связанных с этим опасностей и мер предосторожности, а также может предотвратить случайное использование неподходящего газа. Если кислород называется «воздухом», тот, кто хочет использовать воздух для работы инструмента, может использовать кислород с возможными серьезными последствиями. Оставьте крышку клапана надежно на месте до использования баллона. Осмотрите клапан баллона, посмотрев через отверстия в крышке клапана. Не принимайте грязные, ржавые или иным образом поврежденные клапаны и приспособления.
Как перевозить или перемещать баллоны?
Всегда перевозите баллоны с установленными крышками клапанов или другими средствами защиты клапанов. Если тянуть баллоны за крышки клапанов, перекатывать их по бокам, тянуть или сдвигать, это может привести к повреждению. Перекатывание цилиндров по нижнему краю («сбивание молока») может быть приемлемым для коротких расстояний. Никогда не поднимайте цилиндры с помощью магнитов, цепных или тросовых стропов. Транспортируйте баллоны на специально изготовленных ручных тележках или тележках или других приспособлениях, предназначенных для этого. Все транспортные устройства должны иметь какой-либо способ крепления баллонов, чтобы предотвратить их падение.
Что нужно знать о хранилище сжатого газа?
Баллоны со сжатым газом храните отдельно, вдали от зон обработки и обработки, а также от несовместимых материалов. Отдельное хранение может свести к минимуму травмы и ущерб в случае пожара, разлива или утечки. Многие сжатые газы могут подвергаться опасным реакциям при контакте с несовместимыми материалами (газами, жидкостями или твердыми веществами), поэтому храните их отдельно друг от друга. Например, храните окисляющие газы на расстоянии не менее 6 метров (20 футов) от топливных газов или других горючих материалов или отделяйте их с помощью утвержденной противопожарной стены. Подробную информацию о том, какие материалы несовместимы с определенным сжатым газом, см. в разделах информации о реакционной способности и требованиях к хранению в паспорте безопасности. В Национальном противопожарном кодексе рассматриваются требования по разделению различных газов при хранении.
Если баллоны со сжатым газом хранятся снаружи, используйте хорошо дренированное, надежно огороженное место. Храните их на приподнятой бетонной подушке или негорючей стойке. Защищайте баллоны от непогоды и не позволяйте им стоять прямо на влажной почве, так как это может вызвать коррозию.
Внутренние складские помещения должны иметь стены, полы и фурнитуру из подходящих материалов. Например, используйте негорючие строительные материалы в местах хранения окисляющего газа и коррозионностойкие материалы в местах хранения агрессивного газа. Убедитесь, что полы ровные, и защитите цилиндры от сырости. Избегайте переполненности складских помещений или хранения баллонов в труднодоступных местах.
Всегда прикрепляйте или надежно закрепляйте цилиндры в вертикальном положении к стене, стойке или другой прочной конструкции, где бы они ни хранились, не переносились и не использовались. Лучше всего закрепить каждый цилиндр отдельно. Укладка групп цилиндров вместе обеспечивает некоторую защиту, но если это сделать неправильно, вся группа или отдельные цилиндры могут упасть.
Храните баллоны со сжатым газом в следующих местах:
- Хорошо проветриваемых и сухих.
- Огнестойкие и поставляются с соответствующим противопожарным оборудованием, включая спринклеры, где это необходимо.
- Вдали от электрических цепей и источников воспламенения, таких как искры, пламя или горячие поверхности.
- Доступен в любое время, но вдали от лифтов, лестниц или основных транспортных путей, где цилиндры могут быть опасными препятствиями.
- Маркировка соответствующими предупреждающими знаками.
Всегда храните полные баллоны отдельно от пустых баллонов.
Что следует знать о температуре хранения сжатого газа?
Храните баллоны со сжатым газом в сухих прохладных местах, вдали от прямых солнечных лучей и паровых труб, котлов и других источников тепла.
Следуйте рекомендациям поставщика газа по температуре хранения и использования. Во избежание чрезмерного повышения давления никогда не подвергайте баллоны воздействию температур выше 52°C (125°F). Не подвергайте их воздействию температур ниже -29°C (-20°F), если только они не предназначены для этого. Цилиндры, примерзшие к поверхности, можно освободить с помощью теплой воды (менее 52°C). Никогда не применяйте прямой нагрев к цилиндру.
Каковы некоторые общие меры предосторожности при хранении сжатого газа?
Всегда:
- Допускать в складские помещения только обученных и уполномоченных людей.
- Количество сжатых газов на складе должно быть как можно меньше.
- Регулярно проверяйте складские помещения на наличие дефектов, таких как поврежденные или протекающие баллоны, а также плохое ведение хозяйства.
- Как можно скорее устраните все недостатки.
Что следует знать об использовании и разрядке баллонов со сжатым газом?
Общие меры предосторожности
При перемещении баллонов надежно закрепите их на подходящем устройстве для транспортировки баллонов. На месте закрепите цилиндр цепью или другим способом. Снимите колпачок клапана только после того, как баллон будет надежно установлен, затем проверьте клапан баллона и его крепление. Удалите грязь или ржавчину. Песок, грязь, масло или грязная вода могут вызвать утечку газа, если они попадут в вентиль баллона или газовое соединение.
Никогда не открывайте поврежденный клапан. Обратитесь за консультацией к поставщику газа.
Существует четыре стандартных типа выпускных клапанов баллонов для предотвращения замены оборудования для работы с газами несовместимыми газами. Используйте только подходящее оборудование для выпуска определенного газа из его баллона. Никогда не используйте самодельные адаптеры и не применяйте принудительное соединение между выпускным отверстием вентиля баллона и оборудованием для работы с газами.
Независимо от того, является ли сжатый газ сжиженным, несжиженным или растворенным, поставщик газа может дать лучший совет по наиболее подходящему газоразрядному оборудованию и наиболее безопасному способу его использования для конкретной работы.
Как правило, не смазывайте клапаны баллона, фитинги или резьбу регулятора, а также не наносите герметик и ленту. Используйте только смазочные материалы и герметики, рекомендованные поставщиком газа.
Баллоны, хранящиеся в холодных местах, могут иметь замерзшие клапаны. Для оттаивания клапана используйте только теплую воду или перенесите баллон в теплое место и дайте ему оттаять при комнатной температуре.
Для открытия клапанов используйте только рекомендованные ключи или маховики. Никогда не используйте более длинные ключи и не модифицируйте ключи, чтобы увеличить их эффективность. Не используйте даже правильный ключ, если он сильно изношен. Не используйте трубные ключи или подобные инструменты на маховиках. Любой из этих методов может легко повредить седло клапана или шпиндель.
Всегда открывайте вентили на всем газоразрядном оборудовании медленно. Быстрое открытие клапанов приводит к быстрому сжатию газа в каналах высокого давления, ведущих к седлам. Быстрое сжатие может привести к достаточно высоким температурам, чтобы сжечь регулятор и седла клапанов. Многие несчастные случаи, связанные с окисляющими газами, происходят из-за перегоревших регуляторов и седел клапанов, обычно вызванных слишком быстрым открытием клапанов.
Не прилагайте чрезмерных усилий при открытии вентилей баллонов — по возможности не более чем на три четверти оборота. Если возникает проблема, клапан можно быстро закрыть. Оставляйте ключи на баллонах, когда клапаны открыты, чтобы клапан можно было быстро закрыть в экстренной ситуации. Некоторые клапаны баллонов, такие как кислородные клапаны, имеют двойное седло. Эти клапаны должны быть полностью открыты, иначе они могут протечь.
Не применяйте чрезмерную силу при открытии или закрытии вентиля баллона. При закрытии поверните его ровно настолько, чтобы полностью остановить поток газа. Никогда не закрывайте клапан силой.
Закрывайте клапаны баллона, когда баллон фактически не используется. Не останавливайте поток газа из баллона простым нажатием на регулятор. В регуляторах могут возникать протечки седла, что приводит к повышению давления в оборудовании, присоединенном к регулятору. Кроме того, если клапан баллона остается открытым, посторонние предметы могут попасть в баллон, если давление в баллоне упадет ниже, чем давление в подключенном оборудовании. Сначала закройте клапан баллона, а затем закройте регулятор.
Сжиженные газы
Ручные клапаны обычно используются на баллонах, содержащих сжиженные газы. Также доступны специальные регуляторы расхода жидкости. Если необходимо удалить из баллона не только газ, но и жидкость, перед заказом обсудите это с поставщиком газа. Некоторые баллоны со сжиженным газом имеют эжекторные трубки, которые позволяют отводить жидкость из баллона. Поставщик может предоставить подходящие баллоны и специальные инструкции.
Не удаляйте газ быстро. Давление в цилиндре могло упасть ниже требуемого уровня. В этом случае или если требуется быстрое удаление газа, следуйте советам поставщика газа.
Несжиженные и растворенные газы
Используйте автоматические регуляторы давления для снижения давления газа с высокого уровня в баллоне до безопасного уровня для конкретной работы.
Существует два основных типа автоматических регуляторов давления: одноступенчатые и двухступенчатые или двухступенчатые. Как правило, двухступенчатые регуляторы обеспечивают более постоянное давление в более точных условиях, чем одноступенчатые регуляторы. Иногда для несжиженных газов используются ручные регуляторы расхода. Точное управление потоком может быть достигнуто, но оператор должен постоянно присутствовать. Ручные регуляторы расхода не регулируются автоматически в случае повышения давления в заблокированных системах.
Каковы некоторые рекомендации по безопасному обращению и использованию?
Используйте наименьший возможный размер цилиндра для конкретной работы. Не храните баллоны дольше, чем рекомендует поставщик. Баллоны со сжатым газом в основном представляют собой транспортные контейнеры. Они созданы максимально легкими, но при этом безопасными и прочными. Не роняйте баллоны и не допускайте их ударов друг о друга. Неосторожное обращение, в том числе использование цилиндров в качестве молотков или роликов для перемещения оборудования, может серьезно их повредить.
Не зажигайте электрическую дугу на цилиндре. Ожоги дугой могут сделать металл хрупким и ослабить цилиндр.
Ни в коем случае не вмешивайтесь в цилиндры. Не перекрашивайте их, не меняйте маркировку или идентификацию, не вмешивайтесь в резьбу клапана или предохранительные устройства.
Помимо того, что это незаконно, заправка баллонов или изменение их содержимого может быть опасна для неспециалистов. Это может привести к взрыву, загрязнению цилиндра или коррозии.
Что я должен знать об оборудовании, связанном со сжатыми газами?
Все оборудование, используемое со сжатыми газами, должно быть чистым, правильно спроектированным и обслуживаемым, а также изготовленным из материалов, совместимых с используемым газом. Например, ацетилен образует взрывоопасные соединения при контакте с медью, серебром и ртутью или их сплавами, в том числе с бронзой или латунью, содержащей более 65% меди. Аммиак разъедает латунь и может реагировать с ртутью, образуя взрывоопасное соединение. Не используйте ртутные манометры в аммиачных системах.
В общем, избегайте герметизации обычного стеклянного оборудования. Используйте специально разработанное стеклянное оборудование и защитные устройства. Если баллоны подключены к коллектору или коллектору, убедитесь, что специалисты правильно спроектировали и установили систему. Используйте эффективные пламегасители в системах с ацетиленом и другими горючими газами.
Всегда следуйте правильным процедурам сборки и разборки газового оборудования. Убедитесь, что все соединения чистые и не имеют утечек. Проверьте наличие утечек, используя метод, рекомендованный поставщиками газа, после сборки и перед началом использования оборудования. Никогда не используйте старые хомуты или витую проволоку для соединения шлангов. Если шланг ослаблен и болтается, это может привести к серьезной травме. Плохое соединение шлангов является частой причиной несчастных случаев.
Ацетилен под давлением может взорваться. Никогда не используйте ацетилен вне баллона при давлении выше 103 кПа (15 фунтов на кв. дюйм), если вы не принимаете особых мер предосторожности. Если баллон с ацетиленом был случайно оставлен на боку, поставьте его вертикально как минимум на час перед использованием. В противном случае при открытии клапана вместо газа будет вырываться выброс растворителя.
Коррозионно-активные газы могут «заморозить» шток клапана, что затруднит открытие клапана. Это происходит из-за того, что газ разъедает металл клапана. Сведите к минимуму «замерзание», поворачивая шток клапана не реже одного раза в день во время использования баллона. Кроме того, как можно скорее после использования промойте регулятор или ручной регулирующий клапан сухим азотом или сухим воздухом.
Существуют ли специальные меры предосторожности для окисляющих газов?
Специальные процедуры очистки (эквивалентные работе с кислородом) требуются для всего оборудования, которое будет использоваться с окисляющими газами. Есть несколько способов сделать это. Свяжитесь с вашим поставщиком газа для получения информации о лучших методах для конкретных систем.
Не смазывайте маслом или смазкой любое оборудование, которое может контактировать с окисляющими газами. Держите замасленные руки, тряпки и перчатки подальше от каких-либо частей цилиндра и фитингов. Обычные масла для тела обычно не представляют опасности, хотя рекомендуется никогда не прикасаться к каким-либо поверхностям, которые могут контактировать с окисляющим газом. Используйте смазочные материалы и герметики для соединений или стыков, рекомендованные поставщиком газа.
Используйте кислород только по назначению. Никогда не используйте его для продувки трубопроводов или для обеспечения вентиляции. Освежение воздуха кислородом может сделать людей более комфортными, но оно также обогащает содержание кислорода в помещении, что может быстро создать серьезную опасность пожара. Серьезные несчастные случаи произошли, когда кислород использовался для запуска инструментов, предназначенных для сжатого воздуха. Высокое давление кислорода может привести к взрыву смазки в инструменте.
Можно ли использовать сжатые газы в замкнутом пространстве?
Всегда соблюдайте применимые законы по охране труда и технике безопасности при работе в замкнутом пространстве. При использовании сжатых газов, в том числе инертных, в замкнутом пространстве обязательно проверьте герметичность всех соединений оборудования. Удаляйте неиспользуемые баллоны или подсоединенное оборудование из замкнутого пространства даже во время коротких перерывов. Проверьте воздух на уровень кислорода (высокий и низкий). Также проверяйте наличие возможных токсичных, коррозионных или легковоспламеняющихся газов перед входом в замкнутое пространство и во время длительных периодов работы. Никогда не работайте в одиночку.
Как обращаться с «пустыми» баллонами и хранить их?
Несжиженные и растворенные газы
Количество материала, оставшегося в баллоне с несжиженным или растворенным газом (ацетиленом), прямо пропорционально показаниям манометра баллона. По мере использования газа показания манометра баллона падают. Когда манометр баллона показывает ноль, баллон на самом деле не пустой. Баллон все еще содержит газ при атмосферном давлении. Поддерживайте небольшое положительное давление в цилиндре. Считайте его «пустым», когда манометр баллона показывает около 172 кПа (25 фунтов на квадратный дюйм) или когда баллон не подает по крайней мере 172 кПа на манометр на выходе.
Сжиженные газы
Давление в баллонах со сжиженным газом остается постоянным при заданной температуре до тех пор, пока в баллоне остается жидкость. Единственный способ узнать, сколько материала осталось в баллоне со сжиженным газом, — это взвесить баллон. Пустой (тарный) вес баллона выбит на его горловине или штоке клапана. Запишите вес нетто содержимого баллона на прикрепленной к нему карточке. Как и в случае с несжиженными и растворенными газами, никогда не опорожняйте баллон полностью. Держите небольшое количество материала в цилиндре, чтобы поддерживать небольшое положительное давление.
Каковы общие меры предосторожности для «пустых» баллонов?
Поддержание положительного давления в «пустом» баллоне со сжатым газом помогает предотвратить обратный поток или обратный отсос. Этот обратный поток представляет собой втягивание в цилиндр загрязняющих веществ или влажного воздуха из системы с более высоким давлением или из атмосферы.
Держите клапаны на всех «пустых» баллонах закрытыми. Эта практика поддерживает в них положительное давление. «Пустые» баллоны с открытыми клапанами могут «дышать». Повышение температуры или падение атмосферного давления могут вытеснить газ из открытого клапана пустого баллона. Этот выброс может привести к опасным условиям в зависимости от газа и его количества. Падение температуры или повышение атмосферного давления могут привести к втягиванию воздуха через открытый клапан. Воздух может вызвать серьезное загрязнение и коррозию внутри цилиндра. Когда баллон со сжатым газом «пустой», обращайтесь с ним так, как если бы он был полным, поскольку в нем есть газ.
Всегда:
- Закройте вентиль баллона перед снятием газоразрядного устройства.
- Четко пометьте или наклейте на цилиндр «пустой» или «МТ».
- Поместите баллон в отдельное место для хранения полных баллонов.
- Держите несовместимые материалы вдали от цилиндра.
- Сообщите поставщику газа, если баллон или какая-либо его часть повреждены или неисправны, загрязнены или могли подвергнуться потенциально опасным условиям, таким как пожар или электрическая дуга.
Будьте осторожны при утилизации неисправных баллонов. Перед утилизацией сначала уничтожьте баллон как сосуд высокого давления. Обратитесь к поставщику газа за консультацией по утилизации неисправных баллонов.
Каковы некоторые правила домашнего хозяйства при работе с баллонами со сжатым газом?
Всегда поддерживайте порядок на рабочем месте:
- Никогда не вешайте одежду или оборудование на баллон со сжатым газом.*
- Никогда не используйте кислород или даже сжатый воздух для удаления пыли с одежды или оборудования.
- Незамедлительно убирайте горючие отходы, включая древесину, бумагу или тряпки, из рабочей зоны.
- Правильно и своевременно утилизируйте «пустые» или немаркированные баллоны.
*Примечание. Подвешивание предметов над цилиндром затрудняет управление клапаном. Кроме того, одежда может пропитаться опасным газом. Одежда, пропитанная окисляющим или горючим газом, легко загорается и интенсивно горит. Повесьте одежду, даже частично пропитанную окисляющим газом или горючим газом, в хорошо проветриваемом помещении не менее чем на 15 минут, чтобы удалить скопившийся газ.
Почему важна личная чистота?
Личная гигиена помогает защитить людей, работающих с опасными материалами:
- Мойте руки перед едой, питьем, курением или посещением туалета.
- Снимите загрязненную одежду, так как это может привести к серьезному пожару или опасности для здоровья.
- Не носите и не переносите предметы, загрязненные окисляющими или горючими газами, в места с источниками воспламенения или в места, где разрешено курение.
- Храните продукты питания и табачные изделия в незагрязненных местах.
- Тщательно мойте себя в конце рабочего дня.
Почему важно обслуживание оборудования?
Регулярные проверки рабочих мест могут помочь выявить ситуации, когда сжатые газы хранятся, обрабатываются или используются потенциально опасными способами.
Регулярный осмотр оборудования может предупредить о потенциальных опасностях:
- Осмотрите регуляторы, предохранительные клапаны и соединения баллонов.
- Убедитесь, что на цилиндрах нет коррозии, утечек, точечной коррозии, вмятин или выбоин.
- Регулярное техническое обслуживание оборудования может предотвратить опасные условия на рабочем месте.
Перед началом работы убедитесь, что обслуживающий персонал:
- ознакомлен с возможными опасностями материалов, с которыми он может столкнуться, и о любых специальных процедурах и мерах предосторожности.
- Выполняйте ремонт оборудования должным образом, используя оборудование, подходящее для содержимого баллона со сжатым газом.
- Избегайте принудительного соединения, использования самодельных адаптеров или любого другого вмешательства в цилиндры.
- Соблюдайте применимые нормы и обращайтесь за консультацией к поставщику газа.
Что я должен знать о средствах индивидуальной защиты?
Если другие методы, такие как технические средства контроля, недоступны или эффективны для контроля воздействия сжатых газов, используйте подходящие средства индивидуальной защиты (СИЗ). Очень важно правильно подобрать СИЗ для конкретной работы. Паспорта безопасности материалов (MSDS) должны содержать общее руководство. Также обратитесь за помощью к тому, кто знает, как оценить опасность работы и как выбрать подходящие СИЗ.
Избегайте контакта с кожей
При использовании газов, которые вредны при контакте с кожей, надевайте защитные перчатки, фартуки или другую одежду в зависимости от риска контакта с кожей. Выбирайте одежду из материалов, устойчивых к проникновению или повреждению химическим веществом. В MSDS должны быть рекомендованы соответствующие материалы. Если это не так, обратитесь к поставщику газа за конкретной информацией.
Защитите глаза и лицо
Всегда надевайте защитные очки при работе со сжатыми газами. Избегайте обычных защитных очков. Вместо этого используйте химические защитные очки. В некоторых случаях вам также следует носить лицевой щиток (с защитными очками или очками), чтобы защитить лицо. Текущий стандарт CSA Z94.3, «Защита глаз и лица», содержит рекомендации по выбору и использованию средств защиты глаз и лица.
Избегайте вдыхания вредных газов
Если для защиты органов дыхания необходимо использовать респираторы, необходимо соблюдать письменную программу защиты органов дыхания. Текущий стандарт CSA Z94.4 «Выбор, уход и использование респираторов» содержит рекомендации по разработке программы. Соблюдайте все юридические требования по использованию и одобрению респираторов. Они могут различаться в зависимости от юрисдикции Канады.
Сорбенты в картриджах и контейнерах для очищающих воздух респираторов должны быть совместимы с химическими веществами, от которых они должны защищать. Например, окисляемые сорбенты, такие как активированный уголь, могут быть неприемлемы, если присутствуют высокие концентрации окисляющих газов. Может произойти опасная реакция. Имейте в виду, что респираторы с очисткой воздуха не защищают от среды с дефицитом кислорода.
Знать и быть знакомым с правильными СИЗ для использования в чрезвычайных ситуациях, а также во время обычных операций.
Носите средства индивидуальной защиты, необходимые для выполнения определенной работы. Он не может обеспечить защиту, если его не носят.
Что делать в экстренной ситуации?
Действуйте быстро в чрезвычайных ситуациях, таких как химический пожар или утечка газа из баллона.
- Немедленно покиньте территорию, если вы не обучены решать проблему или если она явно находится вне вашего контроля.
- Предупредите других людей в этом районе о чрезвычайной ситуации.
- Немедленно позвоните в пожарную службу.
- Сообщите о проблеме людям, ответственным за решение чрезвычайных ситуаций, где вы работаете.
- Получите первую помощь и снимите всю загрязненную одежду, если вы подверглись воздействию вредных химических веществ.
Примечание. Все основные поставщики сжатого газа имеют аварийно-спасательные группы. Эти команды можно активировать, позвонив по номеру телефона, который обычно указан в отгрузочных документах и паспортах безопасности.
Располагайте станции экстренной промывки глаз и аварийные души везде, где возможно случайное воздействие газов, которые могут повредить кожу или глаза.
Только специально обученные и должным образом экипированные люди должны действовать в чрезвычайных ситуациях. Никто другой не должен приближаться к этому месту, пока оно не станет безопасным.
Планирование, обучение и практика действий в чрезвычайных ситуациях помогают людям понять, что они должны делать.
Паспорта безопасности используемых газов являются отправной точкой для составления плана действий в чрезвычайных ситуациях. В MSDS есть специальные разделы, посвященные процедурам разлива и утечки, инструкциям по оказанию первой помощи и опасностям пожара и взрыва. Если указания в каждом разделе MSDS неясны или кажутся неполными, обратитесь за помощью к поставщику газа или производителю. Многие другие источники также могут помочь в разработке планов действий в чрезвычайных ситуациях. Местные пожарные части могут помочь с планами действий при пожаре и обучением. Полезную информацию могут предоставить агентства по охране труда и технике безопасности и охране окружающей среды, провинциальные ассоциации безопасности, Compressed Gas Association Inc., St. John Ambulance, страховые компании, профессиональные общества по охране труда и технике безопасности, профсоюзы, некоторые колледжи и университеты, а также CCOHS. Также доступны специализированные частные консультанты.
Каковы основные правила техники безопасности при работе со сжатыми газами?
Соблюдение следующих основных правил техники безопасности поможет защитить вас от опасностей, связанных со сжатыми газами:
- Прочтите паспорта безопасности и этикетки для всех материалов, с которыми вы работаете.
- Знайте обо всех опасностях (пожар/взрыв, опасность для здоровья, химическая активность, коррозия, давление) материалов, с которыми вы работаете.
- Узнайте, с какими материалами вы работаете, сжатые газы, и проверьте этикетку, а не цвет баллона, чтобы идентифицировать газ.
- Храните баллоны со сжатым газом в прохладных, сухих, хорошо проветриваемых помещениях, вдали от несовместимых материалов и источников воспламенения. Убедитесь, что температура хранения не превышает 52°C (125°F).
- Храните, обращайтесь и используйте баллоны со сжатым газом, надежно закрепленные в вертикальном положении. Никогда не катите, не тяните и не роняйте цилиндры и не допускайте их ударов друг о друга.
- Перемещение баллонов на ручных тележках или других устройствах, предназначенных для перемещения баллонов.
- Оставьте защитный колпачок клапана баллона на месте до тех пор, пока баллон не будет закреплен и готов к использованию.
- Безопасный сброс сжатых газов с помощью устройств, таких как регуляторы давления, одобренные для данного газа.
- Никогда не применяйте силовые соединения и не используйте самодельные адаптеры.
- Убедитесь, что оборудование совместимо с давлением и содержимым баллона.
- Внимательно проверяйте все соединения цилиндра с оборудованием перед использованием и периодически во время использования, чтобы убедиться, что они затянуты, чисты, в хорошем состоянии и не имеют утечек.
- Осторожно откройте все клапаны, медленно, от себя и других, используя соответствующие инструменты.
- Закройте все клапаны, когда баллоны не используются.
- Никогда не вмешивайтесь в предохранительные устройства в цилиндрах, клапанах или оборудовании.
- Не допускайте контакта пламени с цилиндрами и не зажигайте электрическую дугу на цилиндрах.
- Всегда используйте баллоны в прохладных хорошо проветриваемых помещениях.
- Обращайтесь с «пустыми» баллонами безопасно: оставьте в них небольшое избыточное давление, закройте клапаны баллонов, разберите оборудование надлежащим образом, замените защитные колпачки клапанов баллонов, пометьте баллоны «пустыми» или «МТ» и храните их отдельно от полных баллонов.
- Носите надлежащие средства индивидуальной защиты для каждой работы, которую вы выполняете.
- Знайте, как действовать в чрезвычайных ситуациях, таких как пожары, утечки или травмы.
- Соблюдайте правила охраны труда и техники безопасности, применимые к вашей работе.
Последний раз документ обновлялся 8 июля 2008 г.
Добавьте значок на свой веб-сайт или в интранет, чтобы ваши сотрудники могли быстро найти ответы на свои вопросы по охране труда и технике безопасности.
Что нового
Ознакомьтесь с нашим списком «Что нового», чтобы узнать, что было добавлено или изменено.
Нужна дополнительная помощь?
Свяжитесь с нашей информационной линией безопасности
905-572-2981
Бесплатный номер 1-800-668-4284
(в Канаде и США)
Расскажите нам, что вы думаете
Как мы можем сделать наши услуги более полезными для вас? Свяжитесь с нами, чтобы сообщить нам.
Сопутствующие товары и услуги
Вас также могут заинтересовать следующие сопутствующие товары и услуги CCOHS:
Отказ от ответственности
Несмотря на то, что предпринимаются все усилия для обеспечения точности, актуальности и полноты информации, CCOHS не гарантирует, не гарантирует, не заявляет и не ручается за правильность, точность или актуальность предоставленной информации. CCOHS не несет ответственности за любые убытки, претензии или требования, возникающие прямо или косвенно в результате любого использования или доверия к информации.
© Copyright 1997-2022 Canadian Center for Occupational Health & Safety
Как безопасно перевозить газовые баллоны
Меню
Предпочтительным методом транспортировки газовых баллонов является поручить это профессиональной газотранспортной компании, но могут быть случаи, когда это невозможно. В таких случаях нужно знать, как сделать это правильно.
Транспортная стойка г.
Модель № GR2275FS
Вот рекомендации по безопасной транспортировке газовых баллонов:
- Постарайтесь ограничить количество перевозимых баллонов.
- Убедитесь, что содержимое цилиндра четко обозначено.
- Убедитесь, что вентиль баллона находится в полностью закрытом положении.
- Перед перемещением используйте защитные колпачки клапанов.
- Устройство сброса давления должно сообщаться с паровым пространством баллона.
- Используйте тележки для цилиндров или другие механические подъемные устройства для перемещения цилиндров к автомобилю.
- Никогда не роняйте баллоны и не допускайте ударов по ним предметов.
- Предпочтителен открытый автомобиль или прицеп.
- Всегда предпочтительнее транспортировать баллоны в вертикальном положении.
- Баллоны следует размещать только на ровных полах или платформах.
- Если баллоны прикреплены к поддону, поддон должен быть в состоянии транспортировать 3500 фунтов на поддон, а баллоны должны быть закреплены ленточным ремнем, рассчитанным на 10 000 фунтов.
- Закрепите баллоны в автомобиле или прицепе, чтобы предотвратить их перемещение во время перевозки. Баллоны не должны смещаться относительно друг друга или несущей конструкции.
- При перевозке баллонов с водородом или криогенной жидкостью транспортное средство должно иметь открытый кузов с опорой, способной удерживать баллон в вертикальном положении при ускорении 2g, и транспортное средство не должно въезжать в туннель.
Рекомендации для домашних медицинских работников и пациентов, носящих кислородные баллоны
- Используйте тележку или кобуру для переноски переносного кислорода. Кобура выглядит как наплечная сумка с отверстием сверху. Баллоны нельзя размещать в закрытых сумках или рюкзаках.
- Закрепите баки, чтобы они не катились в машине. Баллоны с жидким кислородом никогда не следует класть на бок. Переносные баллоны можно укладывать на бок, но клапаны должны быть защищены от ударов. Баки никогда не должны размещаться в плотно закрытом пространстве типа багажника.
- При использовании кислорода сидите возле частично открытого окна, чтобы предотвратить скопление кислорода и тепла в автомобиле.
- Если вы путешествуете на автобусе, заблаговременно уведомите автобусную службу о том, что вы будете путешествовать с кислородом. Если вы путешествуете на Greyhound с кислородом, вам разрешено 4 баллона: два на борту и два в грузовом отсеке.
Безопасное обращение и использование медицинских газов в условиях домашнего ухода
Безопасный с подставкой
Стойки для перевозки грузовых автомобилей USA обеспечивают более безопасный способ транспортировки газовых баллонов. Когда подставка правильно прикреплена болтами к кузову автомобиля или прицепа, входящие в комплект полипропиленовые ремни предотвращают падение цилиндров, а стопорная стойка и кольцевая пластина предотвращают движение цилиндра вверх и вниз.
Для правильного использования требуется защитный колпачок баллона с подставкой. Если у вас есть какие-либо вопросы об этих подставках или других продуктах, которые мы предлагаем, свяжитесь с нами.
Требования к транспортному средству, перевозящему баллоны:
Любое транспортное средство, перевозящее газовые баллоны, также должно иметь следующие предметы:
- Транспортные документы. Также называется манифестами об опасности, билетами на выбор, путевыми листами или ежедневными путевыми листами. Они содержат информацию о типе, размере и количестве опасных материалов. Они всегда должны быть в пределах досягаемости водителя. Это требование не распространяется на случаи, когда материал используется в качестве предмета торговли, т.е. сварщик транспортирует газ к месту работы. Медицинский кислород не подпадает под это исключение.
- При транспортировке медицинского кислорода для домашнего использования транспортные документы обычно называются кислородными манифестами.
- Североамериканское руководство по реагированию на чрезвычайные ситуации или аналогичный
- Если транспортное средство перевозит более одного литра вещества, ядовитого при вдыхании, или сжатого газа с содержанием метана не менее 85 процентов, оно также должно иметь разрешение на безопасность, выданное Федеральным управлением безопасности автотранспортных средств. Заявку на получение разрешения можно найти в Интернете по адресу http://www.fmcsa.dot.gov/urs 9.0125
Требования к водителю или автотранспортной компании, перевозящей баллоны:
- Любой сотрудник, который вступает в контакт или управляет транспортным средством, перевозящим 1001 или более фунтов опасных материалов, должен:
- Пройти обучение по опасным веществам. Обучение должно проходить в течение 90 дней после трудоустройства и обновляться каждые три года.
- Водители должны пройти обучение на получение коммерческих водительских прав (CDL).
- Водители должны получить информацию о наркотиках и алкоголе.
- Начальник водителей должен пройти обучение тестированию на наркотики.
- Автоперевозчик, перевозящий более 3500 галлонов сжиженного нефтяного газа (LPG), должен иметь покрытие финансовой ответственности в размере 5 миллионов долларов.
- Автомобильный перевозчик, перевозящий сжиженный нефтяной газ в системах локализации, не превышающий 3500 галлонов воды, в межштатных или зарубежных коммерческих перевозках требует страхового покрытия в размере 1 миллиона долларов.
- Транспортировка сжиженного нефтяного газа внутри штата в системах объемом менее 3500 галлонов регулируется только требованиями финансовой ответственности штата.
- Перевозчики опасных грузов должны застраховать свою ответственность на сумму от 1 до 5 миллионов долларов, в зависимости от груза.
Катастрофа при транспортировке баллонов на видео
Чтобы получить представление о том, насколько опасной может быть перевозка газовых баллонов, посмотрите это видео о дорожно-транспортном происшествии с грузовиком для доставки газовых баллонов:
Дополнительная информация
Каждая ситуация уникальна, и лучше всего проконсультироваться с местными властями, имеющими юрисдикцию (AHJ), чтобы убедиться, что все требования безопасности соблюдаются.
Ознакомьтесь с нашими страницами «Руководство по безопасности газовых баллонов» и «Правила и рекомендации по газовым баллонам», чтобы получить дополнительную информацию о безопасном перемещении и хранении газовых баллонов.
Страховые брокеры и перевозчики , предлагающие страховой полис перевозки опасных материалов
- Транспортное покрытие ACE Insurance Hazmat (Chubb)
- Колониальное страхование грузовиков Hazmat
- Экологическое страхование Фреберг
Списки контактов штата и региона
- Федеральное управление безопасности автомобильных перевозчиков (FMCSA) Контакты штата и региона по опасным материалам
- Государственные программы по опасным веществам
- WI DOT подчиняется требованиям FMCSA по страхованию транспортных средств, перевозящих опасные материалы
Источники
- COPD. net: Travel with Oxygen
- Федеральное управление безопасности автомобильных перевозчиков
- Федеральное управление безопасности автотранспортных средств, эксплуатационные требования, перевозка опасных материалов
- Медицинский осмотр первого класса: Путешествие с кислородом
- Статья о HomeCare со ссылкой на информацию из Закона Министерства транспорта, раздел 49 Свода федеральных правил
- Управление по безопасности трубопроводов и опасных материалов, Министерство транспорта США, материалы класса 2, федеральное постановление 177.840
- Раздел 49 правил Федерального департамента транспорта
- Раздел 49, Транспорт, Перевозка по дорогам общего пользования, материалы класса 2, Федеральное постановление Министерства транспорта США 177.840
- Страхование перевозки опасных материалов
- Департамент транспорта, исследований и специальных программ США
- Vitas Healthcare: как путешествовать с кислородом
- Руководство водителя коммерческого транспорта штата Висконсин
Как звучал 1889 год?
В: Что такое цилиндрическая фигура, сделанная из воска и являющаяся частью одной из величайших битв в истории?
A: Эти записи в коллекции музея с аудиозаписи 130-летней давности.
Одна из этих пластинок была создана на вершине Эйфелевой башни, другая — на свободно парящем воздушном шаре, а третья — в причудливой звуковой лаборатории. Вероятно, эти записи хранили молчание более века.
То есть до сих пор.
Цилиндры недавно были отсканированы с помощью IRENE, системы специального оборудования, которая преобразует канавки этих цилиндров в цифровые звуковые файлы (все без прикосновения к объекту) в Библиотеке Конгресса. IRENE означает этапы процесса: «Изображение», «Реконструкция», «Стереть шум» и так далее. Благодаря IRENE мы можем слушать записанный звук, когда это была новая технология.
Эти пластинки с тремя цилиндрами являются одними из самых ранних примеров записанного звука. Они также являются свидетельством решающего противостояния в 1889 году.между двумя известными техническими титанами той эпохи: Томасом Эдисоном и Александром Грэмом Беллом.
Эдисон создал фонограф из фольги, первый инструмент для записи и воспроизведения звука в 1877 году. В процессе усовершенствования фонографа из фольги Эдисона Александр Грэм Белл и его сотрудники из лаборатории Volta изобрели восковой цилиндр для записи и воспроизведения, а также машину. играть на (графофоне).
Ко времени этих записей в 1889 г.Эдисон усовершенствовал собственное звукозаписывающее устройство. Он отказался от фольги своего прототипа машины для восковых цилиндров. Изобретатели вели жесткую конкуренцию.
Эдисон представил свои изобретения на Всемирной выставке 1889 года в Париже. Там его экстравагантная демонстрация показала технологию миллионам посетителей, многие из которых никогда раньше не слышали записанный звук. Соратник Белла Чарльз Самнер Тейнтер также укомплектовал выставку звукозаписи и воспроизведения на Всемирной выставке в Париже, но это было жалкое пятно по сравнению с гигантской выставкой Эдисона.
Один из восковых цилиндров команда Эдисона записала в Париже. Во Франции команда Эдисона сделала две записи из нашей коллекции. Самый ранний из этих цилиндров начинается с ключевой информации о времени и месте на французском языке:
«…le six novembre [6 ноября] en Haut de la Tour de Monsieur Eiffel [на вершине башни мистера Эйфеля]»
Затем очень слабо начинает играть скрипка. Слушайте внимательно (звуковые файлы все еще плохо слышны) и вы можете услышать это сами.
«Г-н. Эйфелева башня» была построена для ярмарки и служила ее входной аркой. Эйфель построил себе убежище на самом верхнем уровне, на высоте около 900 футов. Эдисон посетил ярмарку, где, как сообщается, к нему относились как к королевской особе. Эйфель пригласил его в башню, и Эдисон подарил своему хозяину самую последнюю версию фонографа.
Сама запись была сделана в последний день ярмарки — 6 ноября 1889 года — на чистом восковом цилиндре, изготовленном Фонографическим заводом Эдисона в Оранже, штат Нью-Джерси. Неясно, кто сделал запись, но цилиндр оказался в руках Уильяма Дж. Хаммера, представителя Эдисона на Всемирной выставке в Париже.
После того, как обязанности Хаммера на ярмарке закончились, он сделал то, что всегда хотел сделать, — поднялся на воздушном шаре. 14 ноября 1889 года в компании двух других американцев он совершил эту поездку. Вместе они проплыли почти 100 миль над сельской местностью Франции и благополучно приземлились.
У. Дж. Хаммер и его помощники готовятся к полету на воздушном шаре. Хаммер также позаимствовал гигантский рожок фонографа с выставки Эдисона, чтобы общаться с людьми внизу, когда они проплывают мимо. Предоставлено архивом Национального музея авиации и космонавтики, коллекция Уильяма Дж. Хаммера. Цилиндр Хаммера, записанный для полета на воздушном шаре. Сообщается, что во время полета Хаммер сбросил дюжину запечатанных коробок с записями, прикрепленных к парашютам. Он предполагал, что эту технику можно будет использовать для военной разведки: «офицер, проводящий наблюдения с военного аэростата, может диктовать такие наблюдения на небольшой фонограф, прикрепленный к его боку». На самом деле Эдисон только что закончил миниатюрный инструмент, который он назвал «военным фонографом».
Одна из таких записей есть в нашей коллекции. Он меньше стандартного размера пластинки и поставляется с нестандартной коробкой, примерно трехдюймовым кубом. На коробке надпись: «Отправлено с моего бесплатного воздушного шара 14 ноября 1889 г.Paris from WJH», а другой инструктирует, если найдёте, пожалуйста, верните Уильяму Дж. Хаммеру по адресу его парижского отеля.
В этом цилиндре очень большая трещина, поэтому восстановить звук из него было непросто. Те из нас, кто работал с пластинкой, думают, что мы слышим на ней следующее:
«Фонограф Эдисона […] Американская индустриальная нация, Парижская выставка 1889 года. Вы готовы? Не уходи пока. Добрый день, господа и госпожи. […] В […] фонограф […] все на веревках. Сними! […]»
Вы слышите то, что слышим мы?
Третий цилиндр в нашей коллекции рассказывает другую историю. Тем временем в Соединенных Штатах Александр Грэм Белл тоже делал записи. В музее есть одна из этих записей, вторая подтвержденная запись голоса Белла, о которой известно, что она существует. Запись была сделана 6 декабря 1889 года в лаборатории Белла, сарае за домом его отца в Вашингтоне, округ Колумбия. Белл записал себя; его отец, Александр Мелвилл Белл; мужчина, называющий себя Дэвидом Гессом или Хаасом; и, возможно, четвертый оратор. Вот первые слова записи:
«В тысяча восемьсот восемьдесят девятом году, 6 декабря, фонографофон впервые появился в лаборатории Вольта в Джорджтауне, округ Колумбия, в этот день. Как это выходит? Александр Грэхем Белл.”
Белл и его сотрудники из лаборатории Volta Чарльз Самнер Тейнтер и Чичестер Белл изобрели эту машину для воспроизведения восковых цилиндров. Обратите внимание: в ходе коммерческой сделки 1888 года компания North American Phonograph Company переименовала машину Volta в фонограф-графофон, громоздкое название, сокращенное до фонографофона в записи здесь, которое так и не прижилось. 1889 год, когда были сделаны эти записи, знаменует собой серьезное изменение в том, как американцы относятся к записанному звуку. На Всемирной выставке Эдисон познакомил миллионы посетителей с новой технологией. Вернувшись в Соединенные Штаты, предприимчивые агенты фонографов Эдисона начали прикреплять к ним слоты для монет и настроить их для воспроизведения пластинок в вестибюлях отелей, на вокзалах и других общественных местах. Спрос на предварительно записанные отрывки — музыку и устные презентации — начал создавать спрос на записи, сделанные Эдисоном. Похоже, Эдисон вышел победителем в соревновании за записанный звук.
Но триумф может быть мимолетным. Эмиль Берлинер добился коммерческого успеха с дисками, которые снова изменили звуковой ландшафт. В то время как Эдисон и Белл поощряли запись, все пластинки Берлинера были предварительно записаны. Слушание, а не запись, стало основным опытом для большинства людей.
Работы всех трех пионеров звука — Эдисона, Белла и Берлинера — выставлены в музее.Вы можете прослушать эти ранние записи в музее или онлайн.
Особая благодарность специалисту по восстановлению звука Питеру Алиеа, который отсканировал записи для создания аудиофайлов.