Оцинкованный лист окрашенный: Лист оцинкованный с полимерным покрытием RAL
alexxlab | 27.07.2019 | 0 | Разное
Окрашенный лист изготавливается из рулонного оцинкованного холоднокатаного проката путем нанесения полиэстера. Нормативная документация:
Оперативная доставка по всей России собственным автотранспортом Индивидуальные скидки и отсрочка платежа постоянным клиентам Резка, гибка, оцинковка, покраска
Оставить заявку Изготовление оцинкованного окрашенного листаПервая обработка, которую проходит обычный металлопрокат, – оцинкование. Путем последующего окрашивания создается еще большая защита материала. Очередной слой является полимерным. Он достаточно эластичен, чтобы не терять свою целостность при сгибании, штамповке, профилировании металлоизделий. Цена оцинкованного окрашенного листа увеличивается, но это является вполне оправданным. Изделия, прошедшие двойную обработку, не только дольше эксплуатируются, но и выглядят более эстетично. Цветовая гамма материала с полимерным покрытием разнообразна. При этом красочный слой может наноситься:
Полимерный слой, защищающий цинк и сталь под ним, обладает устойчивостью к влаге и свету. Он легко переносит колебания температуры. С основой полимерное покрытие сцепляется очень прочно. Где востребован оцинкованный окрашенный листПрокат, обработанный таким образом, широкое применяется в строительной сфере. Путем гибки из него получают оцинкованный окрашенный профилированный лист. Изделия подобного рода очень разнообразны по высоте и форме волны. Профлистом отделывают кровлю и строят из него прочные заборы. При этом монтаж этого легкого материала не занимает много времени. Окрашенный прокат идет на изготовление цветной металлочерепицы. Из него выполняют фасадные панели. Материал для отделки кровли и фасада обязательно комплектуется доборными элементами. Помимо строительства, изделия с полимерным покрытием применяются для изготовления:
Оцинкованный окрашенный лист от нашей компанииПриобрести можно как рулонный материал, так и порезанный на отдельные листы разного размера. Предоставлена возможность выбора цвета. У нас также можно заказать изделия нестандартных оттенков. Цена гладкого оцинкованного окрашенного листа формируется исходя из его толщины, количества сторон с полимерным покрытием, размеров. Мы предлагаем стройматериалы разного вида и для любых нужд, в том числе трубу профильную нержавеющую. Вы можете обратиться к нам, если требуется изготовить штрипс, выполнить поперечную резку рулона, гибку металлопроката. Изготовление профнастила и доборных элементов входит в сферу нашей деятельности. Отправьте заявку или свяжитесь с нами по контактному телефону для создания заказа. При необходимости мы организуем доставку товара на объект. |
 Оно оберегает основу от коррозии. Процедура заключается в помещении заготовки в емкость с расплавленным цинком. После изъятия листа из ванны на его поверхности образуется прочный и плотный дополнительный слой, через который к основе не может проникнуть влага. Однако цинк, укрывающий сталь, сам в меньшей степени, но подвержен коррозии, которая сопровождается появлением белого налета.
Оно оберегает основу от коррозии. Процедура заключается в помещении заготовки в емкость с расплавленным цинком. После изъятия листа из ванны на его поверхности образуется прочный и плотный дополнительный слой, через который к основе не может проникнуть влага. Однако цинк, укрывающий сталь, сам в меньшей степени, но подвержен коррозии, которая сопровождается появлением белого налета. Эти детали прикрывают места стыка различных поверхностей, например кровельных скатов. Они нужны для оформления углов и переходов, защиты и декорирования торцов крыши. Подобные аксессуары тоже создаются из окрашенной оцинковки.
Эти детали прикрывают места стыка различных поверхностей, например кровельных скатов. Они нужны для оформления углов и переходов, защиты и декорирования торцов крыши. Подобные аксессуары тоже создаются из окрашенной оцинковки.МеталлСтройМаркет – Лист окрашенный
Лист окрашенный или как его называют Лист с полимерным покрытием представляет собой листовую оцинкованную сталь с полимерным покрытием.
Процесс оцинковки позволяет защитить металл от вредных воздействий внешней среды, ультрафиолетового излучения, неблагоприятных погодных условий, сделать его наиболее прочным и долговечным. Дополнительный слой полимерного покрытия повышает коэффициент износостойкости, позволяет защитить изделие от коррозии даже при механическом воздействии и увеличивает срок службы металла минимум до 10 лет.
В дополнение к этим преимуществам, покрашенный оцинкованный лист придает изготовленной продукции более эстетичный и декоративный вид, что позволяет использовать его для: фасадов, заборов, крыш. водостоков и т. д.
Современная оцинкованная сталь с полимерным покрытием устойчива к солнечному свету, выдерживает большие перепады температур. Кроме того, лист с полимерным покрытием может иметь различные поверхности: гладкую, рифлёную, матовую. Окраска оцинкованной стали может быть любого цвета и оттенка, что позволяет использовать её в дизайнерских целях, для оформления интерьера.
Испытания показали, что лист с полимерным покрытием не меняет своих качеств и функций даже после механических воздействий. То есть его можно изгибать, при этом он не ломается и сохраняет свою пластичность.
Прокат оцинкованный может быть покрыт полиэфирной эмалью любого необходимого цвета по шкале RAL , что обеспечивает его широкое применение в различных отраслях промышленности.
Лист гладкий:
– Толщина оцинкованного листа – 0,5/0,7/0,8мм
– Толщина окрашенного листа – 0,5/0,7мм
– Ширина листа – 1250 мм;
– Длина листа – 2500 мм
– Слой цинкового покрытия от 120 до 180 г/м2;
– Полимерное покрытие (полиэстер) min 20 мк.
Примерная схема покрытия:
Оцинкованные листы с полимерным покрытием. В чем разница от окрашенных?
Приобретая изделия из стали с полимерным покрытием, многие не понимают, в чем их отличие от окрашенных. Ведь, по сути, полимеры используются в обоих случаях, и они защищают сталь от внешних воздействий. Все так, но на самом деле есть существенная разница между той обработкой, которую называют полимерным покрытием, и покраской.
Технологии изготовления
Самое главное отличие – в используемых технологиях. Качественная сталь с покрытием производится исключительно в заводских условиях, на промышленном оборудовании.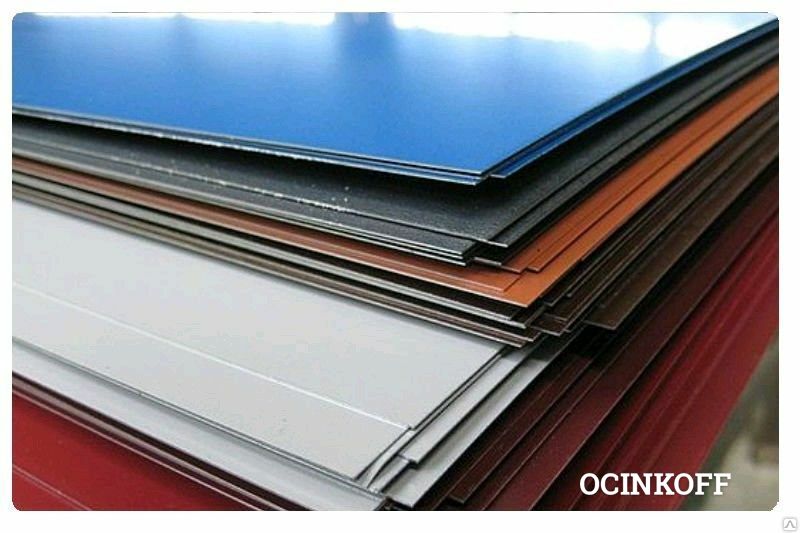 Наша компания закупает сталь с полимерным покрытием у известных металлургических комбинатов, в которых осуществляется весь цикл производства, начиная от проката металла, и заканчивая его упаковкой.
Наша компания закупает сталь с полимерным покрытием у известных металлургических комбинатов, в которых осуществляется весь цикл производства, начиная от проката металла, и заканчивая его упаковкой.
В дальнейшем, уже на нашем производстве, рулонная сталь покрывается защитной пленкой, режется на листы нужного размера и поставляется покупателю.
Так как мы сотрудничаем с ведущими металлургическими комбинатами, мы уверены в качестве материала. Используется та марка стали, которая имеет лучшие характеристики, с точки зрения производства кровельных материалов – прочность, эластичность, толщину.
Перед покрытием полимерами сталь проходит оцинкование – слой цинка обеспечивает защиту металла от коррозии. При этом нормами ГОСТ четко определена толщина цинкового покрытия, и те производители, с которыми мы работаем, строго соблюдают нормы.
Еще один, не менее важный момент – метод нанесения и толщина, тип полимерного покрытия. Даже если использовать одинаковое сырье, большое значение имеет технология его нанесения. Добиться получения ровного, достаточной толщины слоя с необходимыми характеристиками можно только в условиях современного производства, которые обеспечиваются на крупных металлургических заводах таких как НЛМК и Северсталь.
Но, помимо качественного продукта, есть и эконом вариант. Изготавливается он, преимущественно, на китайском оборудовании, далеко не всегда соответствует требованиям ГОСТ. Используется самая дешевая сталь, из которой формируют тонкие листы, толщина которых явно ниже требуемой, с точки зрения производства металлочерепицы или профлиста.
Экономят такие производители и на оцинковании – его проводят, но слой цинка слишком тонкий (40-60 грамм/м2). Эту сталь можно использовать для внутренних работ, но никак не для изготовления кровельных материалов. Даже в процессе формирования металлочерепицы краска начинает трескаться. В процессе эксплуатации кровли краска облазит, из-за нарушения технологии нанесения полимерного покрытия и подготовки рулонной стали перед покраской, что приводит к быстрому появлению коррозии стали – тонкий слой цинка не может полноценно защищать ее от осадков, а некачественное покрытие может выгорать.
А что такое полимерное покрытие? Это процесс полимерного окрашивания, при котором на сталь нносится полимер, состоящий из смеси пигментов и других компонентов. Полиэстер наносится равномерным слоем, после чего подвергается нагреву. В результате полимер высыхает, образуя на металле пленку.
Различия полимерных покрытий
Теперь – о разнице между покрытием стали полимерным покрытием в условиях крупного металлургического предприятия по сравнению с малым предприятием, а также порошковым окрашиванием. Полимерное покрытие, которое наносится в условиях малого предприятия, имеет толщину покрытия 18-20 мкм, а не 25-30 мкм как требует ГОСТ. Так же невозможно осуществить подготовку оцинкованного покрытия перед окрашиванием с соблюдением всех требований ГОСТ (промывка, сушка). Качество покрытия нанесенного на неподготовленную поверхность оставляет желать лучшего. Из самых распространенных дефектов встречаются наплывы и разнотолщинность покрытия. Из достоинств такой окраски можно выделить:
- экономичность
- скорость окрашивания
- средняя коррозионная стойкость
- большой выбор фактур и цветов
Недостатки:
- низкая долговечность и среднее качество покрытия
В условиях крупных металлургических комбинатов НЛМК и Северсталь нанесение полимерного покрытия на оцинкованную сталь полностью соответствует всем требованиям ГОСТ начиная от подготовки оцинкованной стали перед покраской, заканчивая упаковкой готового изделия. На всех этапах производства осуществляется строгий нормоконтроль качества нанесения полимерного покрытия. При этом оцинкованная сталь с полимерным покрытием значительно дешевле импортных аналогов и не уступает по качеству.
Достоинства:
- высокая эластичность (сталь пригодна для холодной формовки, без риска нарушения целостности полимерного слоя)
- достаточная толщина и равномерность окраски
- устойчивость к различным погодным факторам
- высокая коррозионная стойкость
- низкая стоимость
Недостатки:
- меньше выбор цветов и фактур по сравнению выбором цветов на малых предприятиях
Также получило распространение порошковое окрашивание. Это процесс «сухого» окрашивания, при котором на сталь наносится порошок, состоящий из смеси полимера (полиэстер), пигментов и других компонентов. Порошок наносится автоматически или вручную на готовое изделие, после чего подвергается нагреву. В результате полимеры плавятся, образуя на металле пленку. Такое покрытие имеет следующие достоинства:
Это процесс «сухого» окрашивания, при котором на сталь наносится порошок, состоящий из смеси полимера (полиэстер), пигментов и других компонентов. Порошок наносится автоматически или вручную на готовое изделие, после чего подвергается нагреву. В результате полимеры плавятся, образуя на металле пленку. Такое покрытие имеет следующие достоинства:
- значительный выбор фактур и цветов
- высокая устойчивость к внешним воздействиям
- значительная толщина покрытия
Но есть и недостатки:
- разнотолщинность покрытия
- ее низкая эластичность (сталь не пригодна для дальнейшей штамповки без риска нарушения целостности полимерного слоя покрытия;
- высокая стоимость
- шагрень покрытия
- низкая коррозионная стойкость
Подводя итог сравнения можно сделать вывод, что каждый способ нанесения полимерного покрытия имеет свои достоинства и недостатки, которые могут нивелироваться в зависимости от назначения и требований к готовому изделию, а также заложенному бюджету в строительство.
Преимущества листа окрашенного оцинкованного
Содержание:
- Преимущества материала и возможность его покраски
- Фабричное изготовление окрашенного оцинкованного листа
- Небольшой обзор красящих веществ
- Использование оцинкованных подсистем
Оцинкованная сталь является достаточно распространенным для использования материалом, однако покрытие цинком не позволяет полностью защитить металл от проявлений коррозии. Конечно благодаря тонкому слою цинка, материал становится долговечным и более защищенным от негативного атмосферного влияния, однако цинк хоть и в меньшей мере, но тоже подвержен процессам появления ржавчины. Я хочу рассказать, чем обусловлена популярность оцинкованных подсистем, а также окрашенного оцинкованного листа.
Лист оцинкованный
Преимущества материала и возможность его покраски
Оцинкованный окрашенный лист
Чтобы не отходить далеко от темы, я сразу хочу начать с плюсов использования оцинкованных листов, так как для любого мастера важны только факты:
- Низкая стоимость металла оцинкованного делает его очень популярным для кровельных работ
- Производители заверяют, что покрытие цинком позволяет продлить срок использования металла до 20-30 лет
- Материал является экологичным
- Приемлемый внешний вид оцинкованного листа
- Благодаря свойствам отражения, оцинкованный лист не так сильно нагревается под солнечными лучами
Несмотря на такие хорошие преимущества, цинковое покрытие также подвержено коррозии и в отличии от всем привычной ржавчины, на таком материале появляется белый налет.
Важно! Вместе с вышеописанным становится понятно, что для материала необходимо применение дополнительной защиты и таковая существует. Окраска оцинкованного листа является самым популярным способом, который используется как в домашних условиях, так и в производственных.
Для покраски листа необходимо использовать только определенные виды красок. Например, масляная краска для таких целей не подойдет из-за отсутствия ее эластичности и необходимых свойств адгезии. Если вы захотите окрасить лист оцинкованный в домашних условиях, то выбирайте из таких материалов, как:
- Огнезащитный состав
- Цинковая смесь Zinga
- Акриловая краска
Фабричное изготовление окрашенного оцинкованного листа
Лист окрашенный оцинкованный
В некоторых случаях проведения малярных работ у себя дома становится совсем не уместным. Это обусловлено возможностью приобретения недорого уже готового материала. Лист окрашенный оцинкованный является выгодным со стороны экономии финансовых средств, он выпускается производителями в рулонах. Такие предприятия также производят нарезку листов и некоторые фирмы предлагают нарезку по индивидуальному заказу. Стандартные размеры, выпускающиеся производителей, имеют такие параметры:
| Наименование | Значение |
| Толщина | От 0,4 до 1,2 |
| Длина | До 2,5 м (Индивидуальный заказ позволяет изготовление до 12 м) |
| Ширина | 710-1800 мм |
Важно! Производитель материала упаковывает свой товар в пленку из полиэтилена. Перед началом использования такая пленка снимается. Тем самым при транспортировке окрашенных листов, их поверхность не повреждается.
Интересно то, что данные листы могут окрашиваться с двух сторон, а для самого процесса используются смеси с антикоррозийными добавками. Благодаря этому мы можем отметить следующие плюсы:
- Влагоустойчивость
- Прекрасная адгезия с поверхностями окрашивания
- Стойкость к ультрафиолету.
 Не выгорает
Не выгорает - Легкая переносимость резких перепадов температуры
 Не выгорает
Не выгораетОкрашенные материалы получают улучшенные показатели долговечности. Металлический лист отличается:
- Намного долговечнее, чем обычная оцинковка
- Привлекательный внешний вид, вместе с возможностью выбора необходимо цвета
- Простая технология установки, при этом легкий вес позволяет выполнять работы самостоятельно заручившись помощью друга
- Используется не только для кровельных работ, но и для возведения перегородок, а также вентиляционных систем и облицовки фасадов
- С помощью данного материала изготавливаются элементы карнизов, водосточных систем, наружных подоконников. Вместе с возможностью выбора цвета любой покупатель с легкостью подберет окрашенный оцинкованный лист в тон оттенка кровли
Из недостатков я выделил всего пару моментов, которые во многих случаях можно откорректировать:
- Отсутствие звукопоглощения – все удары капель дождя, а также веток деревьев будут слышны жителям дома
- Низкие показатели теплоизоляции – для использования этого материала лучше всего проводить утепление перекрытий
Небольшой обзор красящих веществ
Оцинкованные листы
Так как мы уже выяснили, какие краски подойдут для покраски своими руками, давайте рассмотрим каждую из них:
- Акриловые составы прекрасно подходят для оцинкованных поверхностей. Благодаря хорошей адгезии они прочно сцепляются основанием отделки. Такой краской можно красить, как в один слой, так и в два. При этом все технические стандарты будут соблюдены в полной мере. По способу нанесения все очень просто: если у вас есть возможность использования краскопульта, то замечательно, если же нет, то подойдет и применение кисти или валика
- Zinga – является однокомпонентным составом на цинковой основе. При этом составляющая цинка достаточно велика – примерно 96%. Такая смесь может использоваться, чтоб восстановить оцинкованный лист после повреждения его покрытия. Перед окрашиваем необходимо проводить механическую зачистку основания, для создания необходимой шероховатости
- Полистил – является огнезащитной краской, которая может использоваться внутри помещений. Свои защитные свойства покрытие будет иметь в течении часа при наличии открытого огня. Высыхание данного состава происходит в течении суток, но не меньше
 Такая смесь может использоваться, чтоб восстановить оцинкованный лист после повреждения его покрытия. Перед окрашиваем необходимо проводить механическую зачистку основания, для создания необходимой шероховатости
Такая смесь может использоваться, чтоб восстановить оцинкованный лист после повреждения его покрытия. Перед окрашиваем необходимо проводить механическую зачистку основания, для создания необходимой шероховатостиИспользование оцинкованных подсистем
Листы оцинкованные и окрашенные
Благодаря своей доступности оцинкованная подсистема является популярной для использования. Помимо этого, она достаточно прочная и надежная, к тому же ее свойства позволяют выдерживать значительные по весу облицовочные материалы. В качестве материала можно использовать, как искусственный, так и натуральный камень или керамогранит.
Как уже говорилось при всей своей надежности, листы все-таки подвержены коррозии, поэтому не лишним будет провести дополнительное покрытие материала полимерами. Оцинкованные элементы призваны улучшать строительные процессы, особенно в случае проведения работ своими руками. Одним из них является уголок перфорированный оцинкованный, который используется под штукатурку. Используется он не только для защиты углов от механических повреждений, но и для точного их выведения. С его помощью многие мастера отделывают, как внутренние, так и наружные углы, при этом отделываемая поверхность становится более привлекательной, а процесс выведения 90 градусов намного упрощается.
Если вы решили использовать оцинкованные листы в качестве отделки у себя дома, то заранее подумайте о возможности приобретения уже готовых окрашенных материалов. Если данная возможность не исполнима, и вы хотите защитить уже имеющуюся кровлю, то используйте специальные лакокрасочные материалы, обладающие необходимыми требованиями и свойствами.
Самые лучшие посты
инструкция по покраске, как и чем покрасить, видео и фото
Оцинкованный крашенный лист – это материал с повышенным эксплуатационным сроком, который максимально защищен от воздействия коррозии. Дополнительное окрашивание в несколько раз увеличивает срок службы изделия за счет создания антикоррозийного покрытия на его поверхности, которое надежно защищает железо от губительного влияния влаги и других негативных атмосферных воздействий.
Дополнительное окрашивание в несколько раз увеличивает срок службы изделия за счет создания антикоррозийного покрытия на его поверхности, которое надежно защищает железо от губительного влияния влаги и других негативных атмосферных воздействий.
Из оцинкованных листов изготавливаются трубы, заборы, застилается кровля и многое другое. Данный материал является полностью самостоятельным изделием и в обычных условиях не нуждается в дополнительном покрытии.
Заводской оцинкованный окрашенный лист
Для защиты от коррозии на железо наносится слой цинка методом горячего или холодного цинкования – на поверхность листа наносится слой цинка, который не пропускает кислород к железу, тем самым предотвращая появление ржавчины.
Неокрашенный профнастил: фото
Многие задаются вопросом, можно ли покрасить оцинкованный лист, так как на нем уже есть защитный слой цинка. Не будет ли это лишней тратой средств, учитывая то, что цена специализированных лакокрасочных изделий достаточно высока?
Уникальным свойством цинка является высокая химическая активность – даже при нарушении целостности защитного слоя цинк и железо образуют гальваническую пару в которой цинк первый подвергается коррозии. Однако даже в этом случае, рано или поздно железо начнет окисляться и единственным способом усилить защиту изделия является окрашивание поверхности, для создания дополнительно защитного покрытия.
Данная статья будет посвящена вопросу, чем покрасить оцинкованный лист. В ней вы найдете описание и характеристики, наиболее подходящих для этой цели материалов. Также здесь будет описана подробная инструкция о том, как покрасить оцинкованный лист своими руками.
Покраска оцинкованных листов
Самостоятельная окраска оцинкованного профлиста
Существует несколько типов лакокрасочной продукции, посредством которых осуществляется покраска оцинкованного листа. Применять обыкновенные масляные краски не рекомендуется, так как они не обладают эластичностью и нужной степенью адгезии (см. также статью “Акриловая краска для дерева: характеристики и область применения”).
также статью “Акриловая краска для дерева: характеристики и область применения”).
На данный момент есть три наиболее подходящих для этой цели наименования – акриловые краски, цинковые смеси zinga и огнезащитные составы. Рассмотрим подробно каждый из вариантов.
Акриловые краски
Акриловые краски изготавливаются на основе полиакрилатов и сополимеров. Состав является водной дисперсией, то есть в качестве изначального растворителя используется вода. Акриловые смеси можно наносить как в один слой, так и в несколько – в обоих случаях покрытие будет отвечать всем необходимым техническим стандартам.
Высокая степень адгезии и гибкость сформированного покрытия делает данный состав идеальным для нанесения на оцинкованные поверхности.
Акриловый состав цикроль
Нанесение
- Перед нанесением изделие необходимо подготовить – очистить от загрязнений и ржавчины. Налет ржавчины удаляется посредством керосина или уайт-спирита: удалять коррозию механическим способом нельзя, так как это повредить защитный слой цинка. Лист обрабатывают стиральным порошком или другим щелочным средством. Затем чистящее средство тщательно вымывают водой, и поверхность оставляется до полного высыхания;
- Если изделие находилась под открытым небом, то под воздействием атмосферной влаги и кислорода на оцинкованной поверхности может появиться налет, так называемая “белая ржавчина”. Если таковая есть, то ее также необходимо в обязательном порядке удалить посредством шлифования;
Обратите внимание! Шлифование необходимо осуществлять максимально осторожно, чтобы не повредить слой цинка. Для удаления налета не следует использовать металлические или абразивные средства.
Инструменты для нанесения
- Нанесение краски на оцинкованный лист можно осуществлять как в несколько слоев, так и в один посредством пульверизатора, валика или кисти. Акриловая краска ложиться достаточно хорошо – независимо от слоев или способа нанесения на поверхности не должно быть излишков и подтеков;
Смеси Zinga
Смесь Zinga представляет собой однокомпонентный состав на цинковой основе – массовая доля цинка составляет не менее 96%. Ее можно использовать как альтернативу горячему цинкованию для восстановления поврежденного цинкового покрытия. Электропроводная краска Zinga создает защитную пленку, которая обладает всеми преимуществами изначального оцинковочного покрытия.
Ее можно использовать как альтернативу горячему цинкованию для восстановления поврежденного цинкового покрытия. Электропроводная краска Zinga создает защитную пленку, которая обладает всеми преимуществами изначального оцинковочного покрытия.
Смесь Zinga
Нанесение
Как и в предыдущем случае, поверхность должна быть тщательно очищена и обезжирена. Обязательным условием правильного нанесения является наличие шероховатостей на поверхности значением не менее 12,5мкм. Для создания необходимой текстуры можно использовать механическую зачистку посредством наждачной бумаги.
Нанесение краски можно осуществлять посредством валика, кисти или распылителя. Второй и третий слои наносятся с промежутком в один час. Перед нанесением смесь необходимо тщательно размешать, чтобы равномерно распределить цинковую составляющую по таре.
Краски Полистил
Огнезащитные краски по металлу Полистил состоит из меламиновых смол, огнеупорных солей и наполнителя, который расширяется при воздействии высокой температуры.
Ее применяют для защиты металлических конструкций внутри помещения от возгорания. Краска Полистил относиться к четвертой группе огнезащитных покрытий и может защищать поверхность листа от контакта с огнем в течение 45мин.
Продукция Полистил
Нанесение
Подготовка поверхности и нанесение осуществляется так же, как и в случае с акриловыми составами, время высыхания каждого слоя при создании многослойного покрытия составляет не менее 24часов.
Итог
Краска для оцинкованного листа поможет вам существенно продлить эксплуатационный срок металлической конструкции (читайте также статью “Краска для ванной комнаты – особенности выбора”).
Более подробную информацию по данной теме вы можете получить посредством просмотра видео в этой статье.
Понравилась статья? Подписывайтесь на наш канал Яндекс. Дзен Добавить в избранное
Версия для печати
Дзен Добавить в избранное
Версия для печатиЛист оцинкованный цветной – Каталог товаров | ООО «ТОЛА»
Пользовательское соглашение
Настоящее пользовательское соглашение (далее – «Соглашение») регулирует порядок работы настоящего сайта (далее – «Сайт»), определяет условия использования материалов и сервисов Сайта.
Администратор Сайта указывает информацию о себе, а также, контактные данные для обратной связи на Сайте.
Настоящее Соглашение является публичной офертой в соответствии с действующим законодательством Российской Федерации. Совершение конклюдентных действий физическими, либо юридическими лицами (далее – «Пользователь»), направленных на использование Сайта считается безусловным принятием (акцептом) данного Соглашения. Настоящим Пользователь подтверждает, что акцепт Соглашения равносилен подписанию и заключению Соглашения на условиях, изложенных в настоящем Соглашении.
Условия пользования сайтом
1. Использование любых материалов и сервисов Сайта регулируется нормами действующего законодательства Российской Федерации. Материалы и сервисы Сайта предназначены исключительно для использования в законных целях.
2. Пользователь вправе по своему усмотрению знакомиться с материалами сайта и сервисами Сайта, заказывать и приобретать товары и/или услуги предлагаемые на Сайте.
3. Пользователь соглашается использовать Сайт, не нарушая имущественных и/или неимущественных прав третьих лиц, а равно запретов и ограничений, установленных применимым правом, включая без ограничения: авторские и смежные права, права на товарные знаки, знаки обслуживания и наименования мест происхождения товаров, права на промышленные образцы, права использовать изображения людей, а также любых действий, которые приводят или могут привести к нарушению нормальной работы Сайта и сервисов Сайта, в частности используя программы для вмешательства или попытки вмешательства в процесс нормального функционирования Сайта.
4. Использование материалов Сайта без согласия правообладателя не допускается. Для правомерного использования материалов Сайта необходимо согласие Администратора сайта или правообладателя материалов.
5. При наличии технической возможности Пользователь вправе оставлять комментарии и иные записи на Сайте. Пользователь гарантирует, что комментарии или иные записи не нарушают применимого законодательства, не содержат материалов незаконного, непристойного, клеветнического, дискредитирующего, угрожающего, порнаграфического, враждебного характера, а также содержащих домогательства и признаки расовой или этнической дискриминации, призывающих к совершению действий, которые могут быть квалифицированы как уголовные преступления, равно как и считаться недопустимыми по иным причинам, материалов, пропагандирующих культ насилия и жестокости, материалов, содержащих нецензурную брань. Администрация Сайта не обязуется проводить предварительную модерацию материалов и записей на Сайте Пользователями. За комментарии и записи на Сайте оставленные Пользователем, Пользователь несет ответственность самостоятельно и в полном объеме.
6. Администратор Сайта не несет ответственности за посещение и использование Пользователем внешних ресурсов, ссылки на которые могут содержаться на Сайте, Пользователь переходит по ссылкам содержащимся на Сайте на внешние ресурсы, по своему усмотрению на свой страх и риск.
7. Пользователь согласен с тем, что Администрация Сайта не несет ответственности перед Пользователем в связи с любыми возможными или возникшими потерями или убытками, связанными с любым содержанием Сайта, товарами или услугами, доступными на Сайте или полученными через внешние сайты или ресурсы, либо иные контакты Пользователя, в которые он вступил, используя размещенную на Сайте информацию или ссылки на внешние ресурсы.
8. Предоставление в любой форме (регистрация на Сайте, осуществление заказов, подписка на рекламные рассылки и тд.) своих персональных данных Администрации сайта, Пользователь выражает согласие на обработку персональных данных Администрацией сайта в соответствии с Федеральным законом “О персональных данных” от 27. 07.2006 №152-ФЗ. Обработка персональных данных Пользователя регулируется действующим законодательством Российской Федерации и Политикой конфиденциальности Сайта.
07.2006 №152-ФЗ. Обработка персональных данных Пользователя регулируется действующим законодательством Российской Федерации и Политикой конфиденциальности Сайта.
9. Администратор Сайта вправе в любое время в одностороннем порядке, без каких либо уведомлений Пользователя, изменять содержимое Сайта, а также изменять условия настоящего Соглашения. Такие изменения вступают в силу с момента размещения новой версии Соглашения на данной странице. Актуальная версия Соглашения всегда расположена на данной странице. Для избежания споров по поводу изменения Соглашения Администратор Сайта рекомендует периодически ознакамливаться с содержимым Соглашения расположенного на данной странице. При несогласии Пользователя с внесенными изменениями он обязан отказаться от использования Сайта.
10. Администратор Сайта вправе в одностороннем порядке ограничивать доступ Пользователя на Сайт, если будет обоснованно считать, что Пользователь ведет неправомерную деятельность. Кроме того, администратор вправе удалять материалы Пользователей по требованию уполномоченных органов государственной власти или заинтересованных лиц в случае, если данные материалы нарушают применимое законодательство или права третьих лиц.
11. Администратор Сайта и Пользователь несут ответственность за неисполнение или ненадлежащее исполнение своих обязательств в соответствии с Соглашением и действующим законодательством Российской Федерации. Администратор Сайта не несет ответственность за технические перебои в работе Сайта, вместе с тем Администратор Сайта обязуется принимать все разумные меры для предотвращения таких перебоев.
12. Все возможные споры, вытекающие из настоящего Соглашения или связанные с ним, подлежат разрешению в соответствии с действующим законодательством Российской Федерации.
13. Все данные, размещенные или размещаемые на настоящем Сайте, находятся на оборудовании находящемся на территории Российской Федерации.
14. Администратор вправе прекращать работу Сайта, а равно частично или полностью прекращать доступ к сайту до завершения необходимого технического обслуживания и (или) модернизации Сайта.
15. Совершая действия по принятию настоящего Соглашения (оферты), Пользователь гарантирует, что ознакомлен, соглашается, полностью и безоговорочно принимает все условия Соглашения в целом, обязуется их соблюдать.
Политика конфиденциальности
Настоящая Политика конфиденциальности является составной частью Пользовательского соглашения Сайта и действует в отношении всей информации, в том числе персональных данных Пользователя, получаемых Администрацией Сайта в процессе работы Пользователя с Сайтом, исполнения Пользовательского соглашения и соглашений между Администрацией сайта и Пользователем. Использование Сайта означает безоговорочное согласие Пользователя с настоящей Политикой конфиденциальности и указанными в ней условиями обработки его персональных данных; в случае несогласия с этими условиями Пользователь должен воздержаться от использования Сайта.
Перед использованием Сайта Пользователю необходимо внимательно изучить настоящую Политику конфиденциальности.
1. ПЕРСОНАЛЬНЫЕ ДАННЫЕ
1.1. Предоставление в любой форме (регистрация на Сайте, осуществление заказов, подписка на рекламные рассылки и тд.) своих персональных данных Администрации сайта, Пользователь выражает согласие на обработку персональных данных Администрацией сайта в соответствии с Федеральным законом “О персональных данных” от 27.07.2006 №152-ФЗ.
1.2. Обработка персональных данных осуществляется в целях исполнения Пользовательского соглашения и иных соглашений между Администрацией сайта и Пользователем.
1.3. Обработка персональных данных производится исключительно на территории Российской Федерации, с соблюдением действующего законодательства Российской Федерации.
1.4. Согласие Пользователя на обработку его персональных данных дается Администрации сайта на срок исполнения обязательств между Пользователем и Администрацией сайта в рамках Пользовательского соглашения или других соглашений между Пользователем и Администрацией сайта.
1. 5. В случае отзыва согласия на обработку персональных данных Пользователя, Пользователь уведомляет об этом Администрацию Сайта письменно или по электронной почте. После получения данного уведомления Администрация Сайта прекращает обработку персональных данных Пользователя и удаляет.
5. В случае отзыва согласия на обработку персональных данных Пользователя, Пользователь уведомляет об этом Администрацию Сайта письменно или по электронной почте. После получения данного уведомления Администрация Сайта прекращает обработку персональных данных Пользователя и удаляет.
1.6. Сайт не имеет статуса оператора персональных данных. Персональные данные Пользователя не передаются каким-либо третьим лицам, за исключением случаев, прямо предусмотренных настоящей Политикой конфиденциальности.
2. Меры по защите персональных данных
2.1. В своей деятельности Администрация сайта руководствуется Федеральным законом “О персональных данных” от 27.07.2006 №152-ФЗ.
2.2. Администрация сайта принимает все разумные меры по защите персональных данных Пользователей и соблюдает права субъектов персональных данных, установленные действующим законодательством Российской Федерации.
2.3. Защита персональных данных Пользователя осуществляется с использованием физических, технических и административных мероприятий, нацеленных на предотвращение риска потери, неправильного использования, несанкционированного доступа, нарушения конфиденциальности и изменения данных. Меры обеспечения безопасности включают в себя межсетевую защиту и шифрование данных, контроль физического доступа к центрам обработки данных, а также контроль полномочий на доступ к данным.
3. Изменение политики конфиденциальности
3.1. Администрация сайта оставляет за собой право в одностороннем порядке вносить любые изменения в Политику конфиденциальности без предварительного уведомления Пользователя. Актуальный текст Политики конфиденциальности размещен на данной странице.
Лист гладкий
Array ( [ID] => 32 [~ID] => 32 [TIMESTAMP_X] => 17.06.2019 09:42:56 [~TIMESTAMP_X] => 17.06.2019 09:42:56 [MODIFIED_BY] => 1 [~MODIFIED_BY] => 1 [DATE_CREATE] => 01.03.2019 05:57:31 [~DATE_CREATE] => 01.03.2019 05:57:31 [CREATED_BY] => 1 [~CREATED_BY] => 1 [IBLOCK_ID] => 3 [~IBLOCK_ID] => 3 [IBLOCK_SECTION_ID] => 8 [~IBLOCK_SECTION_ID] => 8 [ACTIVE] => Y [~ACTIVE] => Y [GLOBAL_ACTIVE] => Y [~GLOBAL_ACTIVE] => Y [SORT] => 110 [~SORT] => 110 [NAME] => Лист гладкий [~NAME] => Лист гладкий [PICTURE] => 99 [~PICTURE] => 99 [LEFT_MARGIN] => 22 [~LEFT_MARGIN] => 22 [RIGHT_MARGIN] => 23 [~RIGHT_MARGIN] => 23 [DEPTH_LEVEL] => 2 [~DEPTH_LEVEL] => 2 [DESCRIPTION] =>На металлобазах «СтальГрад» представлен широкий ассортимент листа гладкого от производителя.
 Оптом и в розницу. Самовывоз и доставка по всему Дальнему Востоку. Изготавливаем лист гладкий оцинкованный и окрашенный. Купить лист гладкий можно за наличные или по банковской карте в офисах «СтальГрад», а также по счету.
[~DESCRIPTION] =>
Оптом и в розницу. Самовывоз и доставка по всему Дальнему Востоку. Изготавливаем лист гладкий оцинкованный и окрашенный. Купить лист гладкий можно за наличные или по банковской карте в офисах «СтальГрад», а также по счету.
[~DESCRIPTION] => На металлобазах «СтальГрад» представлен широкий ассортимент листа гладкого от производителя. Оптом и в розницу. Самовывоз и доставка по всему Дальнему Востоку. Изготавливаем лист гладкий оцинкованный и окрашенный. Купить лист гладкий можно за наличные или по банковской карте в офисах «СтальГрад», а также по счету. [DESCRIPTION_TYPE] => html [~DESCRIPTION_TYPE] => html [SEARCHABLE_CONTENT] => ЛИСТ ГЛАДКИЙ НА МЕТАЛЛОБАЗАХ «СТАЛЬГРАД» ПРЕДСТАВЛЕН ШИРОКИЙ АССОРТИМЕНТ ЛИСТА ГЛАДКОГО ОТ ПРОИЗВОДИТЕЛЯ. ОПТОМ И В РОЗНИЦУ. САМОВЫВОЗ И ДОСТАВКА ПО ВСЕМУ ДАЛЬНЕМУ ВОСТОКУ. ИЗГОТАВЛИВАЕМ ЛИСТ ГЛАДКИЙ ОЦИНКОВАННЫЙ И ОКРАШЕННЫЙ. КУПИТЬ ЛИСТ ГЛАДКИЙ МОЖНО ЗА НАЛИЧНЫЕ ИЛИ ПО БАНКОВСКОЙ КАРТЕ В ОФИСАХ «СТАЛЬГРАД», А ТАКЖЕ ПО СЧЕТУ. [~SEARCHABLE_CONTENT] => ЛИСТ ГЛАДКИЙ НА МЕТАЛЛОБАЗАХ «СТАЛЬГРАД» ПРЕДСТАВЛЕН ШИРОКИЙ АССОРТИМЕНТ ЛИСТА ГЛАДКОГО ОТ ПРОИЗВОДИТЕЛЯ. ОПТОМ И В РОЗНИЦУ. САМОВЫВОЗ И ДОСТАВКА ПО ВСЕМУ ДАЛЬНЕМУ ВОСТОКУ. ИЗГОТАВЛИВАЕМ ЛИСТ ГЛАДКИЙ ОЦИНКОВАННЫЙ И ОКРАШЕННЫЙ. КУПИТЬ ЛИСТ ГЛАДКИЙ МОЖНО ЗА НАЛИЧНЫЕ ИЛИ ПО БАНКОВСКОЙ КАРТЕ В ОФИСАХ «СТАЛЬГРАД», А ТАКЖЕ ПО СЧЕТУ. [CODE] => list-gladkiy [~CODE] => list-gladkiy [XML_ID] => [~XML_ID] => [TMP_ID] => [~TMP_ID] => [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [LIST_PAGE_URL] => / [~LIST_PAGE_URL] => / [SECTION_PAGE_URL] => /products/list-gladkiy/ [~SECTION_PAGE_URL] => /products/list-gladkiy/ [IBLOCK_TYPE_ID] => products [~IBLOCK_TYPE_ID] => products [IBLOCK_CODE] => [~IBLOCK_CODE] => [IBLOCK_EXTERNAL_ID] => [~IBLOCK_EXTERNAL_ID] => [EXTERNAL_ID] => [~EXTERNAL_ID] => [ELEMENT_CNT] => 1 [~ELEMENT_CNT] => 1 [UF_FILTERS] => Наименование Цвет/цинк Толщина, мм Ширина общая/рабочая, мм Длина, мм Лист гладкий Оцинкованный 0,45 – 0,5 1250/1250 до 4000 Лист гладкий Оцинкованный 0,7 1250/1250 до 4000 Лист гладкий Оцинкованный 0,8 1250/1250 до 4000 Лист гладкий Оцинкованный 0,9 1250/1250 до 4000 Лист гладкий Оцинкованный 1 1250/1250 до 4000 Лист гладкий Окрашенный 0,5 1250/1250 до 4000 Лист гладкий Окрашенный 0,7 1250/1250 до 4000 Лист гладкий Окрашенный 0,8 1250/1250 до 4000 [~UF_FILTERS] =>
| Наименование | Цвет/цинк | Толщина, мм | Ширина общая/рабочая, мм | Длина, мм |
|---|---|---|---|---|
| Лист гладкий | Оцинкованный | 0,45 – 0,5 | 1250/1250 | до 4000 |
| Лист гладкий | Оцинкованный | 0,7 | 1250/1250 | до 4000 |
| Лист гладкий | Оцинкованный | 0,8 | 1250/1250 | до 4000 |
| Лист гладкий | Оцинкованный | 0,9 | 1250/1250 | до 4000 |
| Лист гладкий | Оцинкованный | 1 | 1250/1250 | до 4000 |
| Лист гладкий | Окрашенный | 0,5 | 1250/1250 | до 4000 |
| Лист гладкий | Окрашенный | 0,7 | 1250/1250 | до 4000 |
| Лист гладкий | Окрашенный | 0,8 | 1250/1250 | до 4000 |
Толщина
0,45 – 1 мм
Общая ширина
1250 мм
Рабочая ширина
1250 мм
На металлобазах «СтальГрад» представлен широкий ассортимент листа гладкого от производителя. Оптом и в розницу. Самовывоз и доставка по всему Дальнему Востоку. Изготавливаем лист гладкий оцинкованный и окрашенный. Купить лист гладкий можно за наличные или по банковской карте в офисах «СтальГрад», а также по счету.
Оптом и в розницу. Самовывоз и доставка по всему Дальнему Востоку. Изготавливаем лист гладкий оцинкованный и окрашенный. Купить лист гладкий можно за наличные или по банковской карте в офисах «СтальГрад», а также по счету.
Пилинг – от оцинкованного металла
Пилинг – от оцинкованного металла – Sherwin-Williams Диалог сообщений Показать сообщение об обновленииОПИСАНИЕ
Краска, утратившая адгезию к оцинкованной металлической основе (например,грамм. окрашенная поверхность).
ВОЗМОЖНАЯ ПРИЧИНА
Новый оцинкованный металл, продукт, используемый для изготовления гофрированных листов, желобов и водосточных труб, обычно гладкий и покрыт слоем масла для предотвращения появления белой ржавчины или пассивирован. Краска, нанесенная на масляную поверхность или прозрачный пассиватор, быстро отслаивается.
Алкидные / масляные краски, наносимые на оцинкованный металл, сначала прилипают, но быстро выходят из строя.Оцинкованный цинк вступает в химическую реакцию с алкидным связующим в краске, образуя «мыльную» пленку (омыление) на оцинкованном металле и вызывая отслаивание покрытия.
Когда неокрашенный оцинкованный металл подвергается воздействию атмосферы и выдерживает атмосферные воздействия без окраски и подвергается воздействию атмосферы, защитное цинковое покрытие окисляется до белой ржавчины, пока в конечном итоге металлический цинк не истощится. Основная сталь тогда ржавеет.
Когда новый, этот масляный / пассивированный оцинкованный металл окрашивается в холодных или очень влажных условиях, отверждение пленки краски замедляется, что приводит к образованию складок и потере адгезии.
РЕШЕНИЕ
См. Информацию о свинце.
Защитный слой масла / пассиватора оцинкованного металла должен быть полностью удален.
Обычно при очистке водорастворимым чистящим средством удаляются маслянистые остатки.Однако такие чистящие средства не повреждают и не удаляют пассиватор. Это можно легко подтвердить, очистив небольшую испытательную площадку с помощью очистителя на водной основе или на основе растворителя. Когда эта область высохнет, проверьте чистую оцинкованную поверхность раствором сульфата меди. Если оцинкованная поверхность не почернеет, пассиватор остается на поверхности. Его необходимо удалить с помощью SSPC-SP7, чтобы покрыть основу.Большинство углеводородных растворителей, включая уайт-спирит, оставляют тонкий слой осадка, который приводит к нарушению адгезии пленки краски.Вместо этого используйте очиститель / обезжириватель на водной основе для очистки оцинкованной поверхности. Большинство акриловых покрытий приклеиваются непосредственно к очищенному оцинкованному металлу.
На оцинкованной поверхности, подвергшейся атмосферным воздействиям, образуется слой белой ржавчины, которую необходимо удалить для обеспечения хорошей адгезии покрытия. Для удаления белой ржавчины рекомендуется чистка проволочной щеткой или жесткой щеткой или абразивным диском.
Удалите железную ржавчину проволочной щеткой, шлифованием или другим методом шлифования; загрунтовать голую сталь в день очистки.Сильно заржавевшие желоба следует заменить.
Протестируйте покрытие в радиусе от 6 до 12 дюймов вокруг любых отслоившихся участков, чтобы убедиться, что адгезия достаточная.
 Обычно при очистке водорастворимым чистящим средством удаляются маслянистые остатки.Однако такие чистящие средства не повреждают и не удаляют пассиватор. Это можно легко подтвердить, очистив небольшую испытательную площадку с помощью очистителя на водной основе или на основе растворителя. Когда эта область высохнет, проверьте чистую оцинкованную поверхность раствором сульфата меди. Если оцинкованная поверхность не почернеет, пассиватор остается на поверхности. Его необходимо удалить с помощью SSPC-SP7, чтобы покрыть основу.
Обычно при очистке водорастворимым чистящим средством удаляются маслянистые остатки.Однако такие чистящие средства не повреждают и не удаляют пассиватор. Это можно легко подтвердить, очистив небольшую испытательную площадку с помощью очистителя на водной основе или на основе растворителя. Когда эта область высохнет, проверьте чистую оцинкованную поверхность раствором сульфата меди. Если оцинкованная поверхность не почернеет, пассиватор остается на поверхности. Его необходимо удалить с помощью SSPC-SP7, чтобы покрыть основу.ИНТЕРЬЕР
Primer
(при необходимости)
All Surface Enamel Latex Primer
Pro Industrial ™ Pro-Cryl ® Universal Primer
DTM Primer / Finish
DTM Wash Primer
Предлагаемое покрытие
Duration Home ®
Кашемир ®
SuperPaint ®
ProClassic ®
См. Внутренние краски
Внутренние краски
НАРУЖНЫЙ
Primer
(при необходимости)
All Surface Enamel Latex Primer
Pro Industrial ™ Pro-Cryl ® Универсальный акриловый грунт
DTM Primer / Finish
DTM Wash Primer
Предлагаемое покрытие
Продолжительность ®
SuperPaint ®
A-100 ®
WoodScapes ®
См. Краски для фасадов
Канада
Мексика
Общая информация
Наши продукты доступны по всей Южной Америке, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Аргентина
Наши продукты доступны по всей Южной Америке, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Бразилия
Наши продукты доступны по всей Южной Америке, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Чили
Наши продукты доступны по всей Южной Америке, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Колумбия
Наши продукты доступны по всей Южной Америке, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Эквадор
Наши продукты доступны по всей Южной Америке, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Адреса ниже или свяжитесь с нами по адресу [email protected].
Уругвай
Наши продукты доступны по всей Южной Америке, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Общая информация
Наши продукты доступны по всей Центральной Америке, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Коста-Рика
Наши продукты доступны по всей Центральной Америке, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Сальвадор
Наши продукты доступны по всей Центральной Америке, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Гватемала
Наши продукты доступны по всей Центральной Америке, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Гондурас
Наши продукты доступны по всей Центральной Америке, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Мексика
Наши продукты доступны по всей Центральной Америке, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Никарагуа
Наши продукты доступны по всей Центральной Америке, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Адреса ниже или свяжитесь с нами по адресу [email protected].
Панама
Наши продукты доступны по всей Центральной Америке, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Общая информация
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Багамы
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Bermuda
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Бонайре, Синт-Эстатиус и Саба
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Каймановы острова
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Доминиканская Республика
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Гаити
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Адреса ниже или свяжитесь с нами по адресу [email protected].
Ямайка
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Пуэрто-Рико
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Сент-Китс и Невис
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Острова Теркс и Кайкос
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Виргинские острова (Британские)
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Другие островные страны Карибского бассейна
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Общая информация
Наши продукты доступны во всем Азиатско-Тихоокеанском регионе, см. Адреса ниже или свяжитесь с нами по адресу globalsales@sherwin. com.
com.
Китай
Наши продукты доступны во всем Азиатско-Тихоокеанском регионе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Индонезия
Наши продукты доступны во всем Азиатско-Тихоокеанском регионе, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Япония
Наши продукты доступны во всем Азиатско-Тихоокеанском регионе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Малайзия
Наши продукты доступны во всем Азиатско-Тихоокеанском регионе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Сингапур
Наши продукты доступны во всем Азиатско-Тихоокеанском регионе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Южная Корея
Наши продукты доступны во всем Азиатско-Тихоокеанском регионе, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Таиланд
Наши продукты доступны во всем Азиатско-Тихоокеанском регионе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Вьетнам
Наши продукты доступны во всем Азиатско-Тихоокеанском регионе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Адреса ниже или свяжитесь с нами по адресу [email protected].
Общая информация
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Хорватия
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Кипр
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Чешская Республика
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Дания
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Общие промышленные покрытия
Danske
Промышленные покрытия для древесины
Danske
Упаковочные покрытия
Английский
Защитные и морские покрытия
Danske
Финляндия
свяжитесь с нами по адресу globalsales @ sherwin.com.
General Industrial Coatings
Suomi
Industrial Wood Coatings
Suomi
Packaging Coatings
English
Protective & Marine Coatings
Suomi
France
Наши местоположения доступны ниже или по всей Европе. свяжитесь с нами по адресу [email protected].
свяжитесь с нами по адресу [email protected].
Германия
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Венгрия
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Италия
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Литва
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Норвегия
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
General Industrial Coatings
Norsk
Industrial Wood Coatings
Norsk
Packaging Coatings
English
Protective & Marine Coatings
Nynorsk
Польша
свяжитесь с нами по адресу [email protected].
Общие промышленные покрытия
Polski
Промышленные покрытия для древесины
Polski
Упаковочные покрытия
Английский
Защитные и морские покрытия
Polski
Португалия
Наши продукты доступны по всей Европе или по всей Европе. свяжитесь с нами по адресу globalsales @ sherwin.com.
Румыния
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Россия
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Сербия
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Словакия
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Словения
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Испания
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Швеция
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Украина
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Великобритания
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Ближний Восток
Наши продукты доступны по всему Ближнему Востоку, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Австралия
Наши продукты доступны по всей Австралии, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
сгенерировано: Вс, 11 апреля, 12:44:34 UTC 2021
Хост: tsapp-77988f8f65-7f8ks
Порт сервера: 443
Локальный порт: 5443
Экземпляр: server1
Создание этой страницы заняло 0 миллисекунд.
Как красить оцинкованный листовой металл
Да , Оцинкованную сталь можно красить. Сталь используется для многих целей, а также является наиболее агрессивным элементом. Цинкование – это металлургический процесс, при котором на стальную поверхность наносится слой металлического цинка во избежание коррозии. Во время процесса слой цинка используется для защиты нижележащей основы.
Определите состояние покрытия перед покраской:
Оцинкованная сталь подвергается суровым климатическим условиям, поэтому компоненты цинка образуют на поверхности различные органические соединения.Так что в зависимости от состояния гальванизации следует проводить покраску. Оцинкованные состояния могут быть новыми, частично или полностью изношенными.
1. Новое оцинкование:
Это стальная поверхность, которая подвергалась воздействию атмосферы всего 48 часов, и на поверхности присутствует небольшое количество соединений цинка. Поверхность блестящая, поэтому процесс покраски прост.
2. Частично выветренная:
Здесь поверхность подвергается воздействию окружающей среды от двух дней до одного года.На поверхности присутствует немного больше соединений цинка, которые прочно прикрепляются к поверхности. Эти составы сложно чистить, поэтому покраска немного затруднена.
3. Полностью выветренная:
Здесь поверхность подвержена влиянию климата более одного года. На поверхности присутствует относительно больше соединений цинка. Чаще всего используется карбонат цинка, который плотно прилегает к поверхности и не смывается водой. Соединения цинка не растворяются в воде.Но соединения цинка не следует удалять с поверхности, так как краска, нанесенная на поверхность, образует прочную связь с соединениями цинка.
Материалы, необходимые для окраски поверхности оцинкованной стали:
- Грунтовка по металлу
- Акриловая краска
- Малярные инструменты
- Кисть для чистки
- Наждачная бумага для очистки
- Чистящее средство
Процесс покраски оцинкованной стали:
Процесс покраски оцинкованной стали1. Очистка и ремонт поверхности
Поверхность листа перед окраской необходимо очистить, отшлифовать наждачной бумагой и удалить грязь.По окончании шлифования промойте поверхность чистящим средством. Если на поверхности присутствуют пятна ржавчины, то удалите их с помощью наждачной бумаги.
2. Нанесение грунтовки:
Перед нанесением краски на поверхность нанесите грунтовку на поверхность стальной панели. Грунтовка позволит краске быстро прилипнуть к поверхности. Для нанесения грунтовки можно использовать валик, а остальные места покрасить кистью. Дайте грунтовке высохнуть в соответствии с инструкциями на банке с грунтовкой.
3. Окраска поверхности листа:
После высыхания грунтовки пора наносить краску. С помощью валика равномерно нанесите краску на поверхность, точно так же, как наносилась грунтовка. Следите, чтобы не было зазоров и нужно покрыть краской всю поверхность. Если есть места, которые валик не может покрасить, воспользуйтесь кистью, чтобы завершить процесс. После того, как вся поверхность будет окрашена, дайте краске высохнуть в течение ночи.
Меры предосторожности перед покраской:
- Всегда надевайте перчатки, чтобы защитить руки от агрессивных химикатов краски и грунтовки.
- Используйте брезент или ткань для защиты поверхности от краски.
- Воспользуйтесь помощью другого человека при покраске двери гаража.
Заключение
О оцинкованных листах необходимо позаботиться, поскольку существует большая вероятность осаждения соединений цинка на поверхности. Ржавчина и повреждения должны быть устранены, чтобы получить стальную крышу уникального вида. Свяжитесь со специалистами Executive Touch Painters в Торонто, чтобы удалить ржавчину и покрасить поверхность листа в тон вашему экстерьеру. Позвоните нам сегодня (416) -410-0164 , чтобы получить бесплатную оценку прямо сейчас!
Подготовка горячеоцинкованной стали к покраске или порошковому покрытию
Эта статья написана Кимберли Дж.Данэм, М. Вы можете скачать его по адресу http://www.galvanizeit.org/images/uploads/articles/paintprep.pdf
.В течение многих лет защита стали от коррозии обычно заключалась в использовании горячего цинкования или какой-либо системы окраски. Однако все больше и больше специалистов используют комбинацию обоих методов защиты в так называемой «дуплексной системе». Дуплексная система представляет собой простую окраску или порошковое покрытие стали, оцинкованной горячим способом после изготовления.
В течение многих лет защита стали от коррозии обычно заключалась в использовании горячего цинкования или какой-либо системы окраски. Однако все больше и больше специалистов используют комбинацию обоих методов защиты в так называемой «дуплексной системе». Дуплексная система представляет собой простую окраску или порошковое покрытие стали, оцинкованной горячим способом после изготовления.
Когда краска и оцинкованная сталь используются вместе, предусмотренный контроль коррозии превосходит любую систему, используемую по отдельности.Оцинкованное покрытие защищает стальную основу, обеспечивая катодную и барьерную защиту. Кроме того, гальваническое покрытие предотвращает образование под пленкой оксида железа, давление которого наружу может привести к образованию пузырей и отслаиванию краски. Краска, в свою очередь, придает оцинкованному покрытию барьерную защиту. Краска замедляет расход цинка, значительно продлевая срок службы оцинкованной стали. В свою очередь, после того, как краска выветрилась или повредилась, цинк становится доступным для обеспечения катодной и барьерной защиты, поэтому ржавчина не будет расти, а краска не отслаивается.Благодаря этому синергетическому эффекту дуплексная система обычно обеспечивает защиту от коррозии в 1,5–2,5 раза дольше, чем сумма сроков службы цинка и краски, используемых по отдельности. Например, если предполагается, что гальваническое покрытие прослужит 40 лет, а система окраски – 10 лет, гальванизация и краска вместе должны прослужить 75 лет без обслуживания, или, по консервативным оценкам, в 1,5 раза больше, чем у обеих систем.
ПРОЦЕСС ГОРЯЧЕГО ЦИНКОВАНИЯ ПОСЛЕ ПРОИЗВОДСТВА
Удаление грязи и жира – Горячий щелочной раствор удаляет грязь, масло, жир, промышленное масло и растворимую маркировку.Некоторые поверхностные остатки, такие как мельничный лак, сварочный шлак, лак, нерастворимые в воде краски, клеи и песок, используемые при изготовлении отливок, не удаляются очисткой горячим щелочным раствором и требуют удаления механической очисткой, такой как шлифовка или струйная очистка.
Травление – Разбавленные растворы соляной или серной кислоты удаляют ржавчину и прокатную окалину, обеспечивая химически чистую металлическую поверхность.
Флюс – Сталь погружается в жидкий флюс (раствор хлорида цинка и аммония) для удаления оксидов и предотвращения окисления перед погружением в ванну с расплавленным цинком.В процессе «сухого» цинкования изделие отдельно погружается в ванну с жидким флюсом, снимается, сушится и затем оцинковывается. В процессе «мокрого» цинкования флюс плавает поверх расплавленного цинка, и изделие проходит через флюс непосредственно перед цинкованием. Любой метод эффективно способствует металлургической связи между цинком и сталью.
Цинкование – Изделие погружают в ванну с расплавленным цинком при температуре более 800 F / 427 C. Во время цинкования цинк металлургически связывается со сталью, создавая серию слоев из высокопрочного сплава цинка и железа, обычно стойких к истиранию. покрыт слоем ударопрочного чистого цинка.
Чистовая обработка – после того, как сталь извлекается из ванны для цинкования, излишки цинка удаляются с помощью дренажа, вибрации или – для мелких предметов – центрифугирования. Затем оцинкованное изделие охлаждается на воздухе или иногда закаливается в жидкости. Если оцинкованная сталь должна иметь дуплексное покрытие, ее нельзя закаливать после цинкования. Загрязнения поверхности закалочной ванны будут откладываться на стали с новым покрытием и будут мешать адгезии краски. Методы закалки различаются в зависимости от предприятия по цинкованию, поэтому разумно не указывать закалку, чтобы гарантировать, что она не будет проводиться.
Проверка – Проверка толщины покрытия и состояния поверхности завершает процесс. В целях проверки оцинкованной стали, на которую наносится дуплексное покрытие, важно понимать, что из-за немедленного затвердевания цинка при контакте с воздухом на оцинкованном покрытии иногда могут появляться потеки или потеки. Кроме того, также могут возникать включения окалины или золы или другие типы дефектов покрытия. Хотя эти условия не влияют на свойства защиты от коррозии, их необходимо удалить, а оцинкованную поверхность зачистить перед окраской или порошковым покрытием.
ХАРАКТЕРИСТИКИ ПОКРЫТИЯ
Важно понимать, что характеристики покрытия стали, оцинкованной с помощью периодического процесса, описанной выше, и характеристики покрытия листовых изделий, оцинкованных с помощью непрерывного процесса, не совпадают. Непрерывное цинкование включает в себя листовую сталь, которую оцинковывают в рулонах, а затем превращают в изделия. Цинкование после изготовления («партиями») включает в себя листовую, прутковую и конструкционную сталь, которая была изготовлена в виде частей, а затем оцинкована.Поскольку два типа оцинкованных покрытий имеют очень разные характеристики, они не могут считаться взаимозаменяемыми для целей подготовки дуплексного покрытия.
Самым важным компонентом нанесения покрытия на горячеоцинкованную сталь является понимание характеристик цинкового покрытия на каждой стадии его выветривания. Хотя цинк начинает вступать в реакцию с окружающей средой сразу после извлечения из ванны для цинкования, полное выветривание цинкового покрытия может занять до двух лет, в зависимости от окружающей среды.
Для определения стадии выветривания, также называемой проявлением «цинковой патины» (оксиды цинка, гидроксиды цинка и карбонат цинка), оцинкованная сталь делится на три категории: недавно оцинкованная, частично подвергшаяся атмосферным воздействиям и полностью подвергшаяся атмосферным воздействиям. Каждый этап атмосферного воздействия на оцинкованную сталь должен быть подготовлен к нанесению дуплексного покрытия несколько иначе, поскольку оцинкованная поверхность имеет разные характеристики и разные материалы поверхности.
Когда сталь вынимается из ванны для цинкования, цинк немедленно начинает вступать в реакцию с окружающей средой.Продукты коррозии оксида цинка образуются от 24 до 48 часов после цинкования. Оксид цинка представляет собой порошкообразный, слегка прилипающий продукт коррозии и является первым шагом в разработке защитной цинковой патины. Эта недавно оцинкованная сталь (до образования оксида цинка) практически не требует подготовки поверхности, возможно, просто небольшого профилирования для улучшения адгезии краски или порошкового покрытия.
Когда оксид цинка подвергается воздействию свободно движущегося воздуха, поверхность вступает в реакцию с атмосферной влагой, такой как роса, осадки или даже влажность, с образованием пористой желатиновой серовато-белой смеси оксида цинка и гидроксида цинка. .Эта оцинкованная сталь, частично подвергшаяся атмосферным воздействиям, обычно образуется от 48 часов до 2 лет после цинкования. Цинк начал образовывать защитную цинковую патину, но еще не завершил этот процесс. Оксид и гидроксиды цинка представляют собой шарообразные частицы, электростатически связанные со стальной поверхностью, и их необходимо удалить или нейтрализовать с помощью струйной очистки и / или химической очистки. Удаление струйной очисткой (со средой мягче, чем цинк) или с использованием грунтовки для травления рекомендуется для придания поверхности немного шероховатости и улучшения адгезии краски.Сами по себе растворители не удаляют оксиды и гидроксиды цинка.
Во время продолжающегося процесса выветривания оксиды и гидроксиды цинка вступают в реакцию с диоксидом углерода в атмосфере и превращаются в тонкий, плотный, плотно прилегающий слой основного карбоната цинка. Этот переход к карбонату цинка усиливает превосходную барьерную защиту, обеспечиваемую гальваническим покрытием. Поскольку цинковая патина относительно нерастворима, она предотвращает быструю атмосферную коррозию цинка на поверхности оцинкованной стали.Возраст этой полностью состаренной оцинкованной стали составляет от 8 месяцев до 2 лет, и она имеет полностью сформированную цинковую патину. Патина имеет очень стабильную и мелко протравленную поверхность, обеспечивающую отличную адгезию краски. Единственная необходимая подготовка поверхности – это механическая мойка с теплой водой для удаления с поверхности рыхлых частиц оксида цинка и гидроксида цинка.
ПОДГОТОВКА ОЦИНКОВАННОЙ ПОВЕРХНОСТИ К ПОКРАСКЕ
Успешная покраска или порошковое покрытие горячеоцинкованной стали не должно быть трудным или запутанным.Так же, как покраска или порошковое покрытие чего-либо еще, правильная подготовка поверхности имеет решающее значение для обеспечения эффективного склеивания. Два ключа к правильной подготовке поверхности:
- очистка (для удаления поверхностных загрязнений и продуктов коррозии цинка) и
- профилирование (для обеспечения хорошего механического склеивания).
Если эти две вещи выполнены правильно, совместимая система окраски или порошкового покрытия легко приклеится к оцинкованной стали.
Очистка
При очистке оцинкованной поверхности перед окраской цель состоит в том, чтобы удалить любую грязь, жир или масло с целью обеспечения «водоразрушающей» чистоты, т.е.е. вода не должна образовывать капли на поверхности, а должна поддерживать равномерно влажную поверхность. При этом нужно следить за тем, чтобы не удалить слишком много оцинкованного покрытия. Сильнокислые или щелочные чистящие растворы удаляют часть цинкового покрытия. Щелочная очистка, очистка аммиаком и очистка растворителем – наиболее распространенные способы удаления грязи с оцинкованной поверхности. Поскольку некоторые чистящие средства могут по-разному реагировать с различными системами окраски, следует проконсультироваться с производителем краски для получения конкретных сведений о взаимодействии краски / очистителя.
Способы очистки
Очистка щелочным раствором
Масло, жир и грязь можно удалить с помощью щелочного раствора с pH в диапазоне от 11 до 12, но не выше 13. Раствор можно наносить окунанием, распылением. или чистка. При чистке рекомендуется использовать нейлоновую щетку с мягкой щетиной. При погружении или распылении температура раствора должна быть от 140 до 185 F / от 60 до 85 C.
Для недавно оцинкованных поверхностей можно использовать эмульгатор на водной основе для удаления загрязнений.
После очистки тщательно промойте поверхность чистой горячей водой и дайте полностью высохнуть перед профилированием или покраской.
Очистка аммиаком
Также можно использовать раствор аммиака от 1% до 2%, нанесенный нейлоновой щеткой с мягкой щетиной, хотя этот метод обычно применяется для очистки деталей с остатками золы, которые иногда остаются после процесса цинкования. После очистки тщательно промойте поверхность чистой горячей водой и дайте полностью высохнуть перед профилированием или покраской.
Очистка растворителем
Уайт-спирит, скипидар, нафта с высокой степенью вспышки и другие типичные чистящие растворители могут использоваться при их нанесении безворсовой тряпкой или нейлоновыми щетками с мягкой щетиной, которые часто меняются во избежание повторного распространения загрязнений. (Растворители, используемые для очистки, содержат летучие органические соединения и могут повлиять на общий объем выбросов окрасочного цеха. Доступны новые растворители, не содержащие летучих органических соединений, которые могут обеспечить эквивалентную чистоту.) Поскольку уайт-спирит и другие растворители могут оставлять масляные отложения, поверхности следует тщательно промыть чистой горячей водой и дать высохнуть перед профилированием или покраской.
Поскольку некоторые растворители могут по-разному реагировать с различными системами окраски, проконсультируйтесь с производителем краски для получения конкретных сведений о взаимодействии растворителя и краски.
Герметики
Проникающие герметики обычно представляют собой двухкомпонентную эпоксидную смолу, которая образует покрытие толщиной около двух мил (50 микрон). Они использовались в качестве метода обработки поверхностей, которые трудно поддаются очистке, таких как оцинкованная сталь, частично подвергшаяся атмосферным воздействиям. Следуйте инструкциям производителя по применению; всегда наносите верхнее покрытие поверх герметика.
Профилирование
Чтобы обеспечить хороший профиль адгезии для краски, оцинкованная поверхность должна быть без выступов и слегка шероховатой для обеспечения анкерного профиля. Для удаления выступов можно использовать ручной или электроинструмент. Абразивоструйная очистка, фосфатирование и использование грунтовок для травления на основе винилбутиральной кислоты или акриловой пассивации являются наиболее распространенными методами увеличения профиля оцинкованной поверхности. Опять же, следует позаботиться о том, чтобы удалить как можно меньше цинка.
Способы профилирования
Абразивная очистка или струйная очистка
Для придания шероховатости обычно гладкой оцинкованной поверхности можно использовать абразивную очистку или струйную очистку. Размер частиц пескоструйного материала для профилирования оцинкованной стали должен находиться в диапазоне от 8 до 20 мил (от 200 до 500 микрон). Силикат алюминия / магния успешно применялся для очистки профильной оцинкованной стали. Также можно использовать органические среды, такие как сушеные кукурузные початки, сушеная скорлупа грецких орехов, корунд, известняк и минеральный песок с твердостью по шкале Мооса пять или меньше.Профиль струи на оцинкованной поверхности должен быть менее 2,0 мил / 51 микрон.
Температура оцинкованной детали при пескоструйной очистке может существенно повлиять на профиль готовой поверхности. Пескоструйная очистка, пока оцинкованная деталь еще теплая (от 175 до 390 F / от 79 до 199 C), обеспечивает отличный профиль. Рекомендуемые условия окружающей среды для струйной очистки: относительная влажность менее 50% и минимальная температура 70 F / 21 C.
Конверсионные покрытия
Фосфатирование – это конверсионное покрытие, которое может повысить адгезию и долговечность лакокрасочной пленки.Обработка фосфатом железа или цинка (немного более эффективная) может наноситься погружением, распылением или нейлоновой щеткой с мягкой щетиной. Фосфат следует оставлять на оцинкованной стали не более трех-шести минут. Затем изделие следует промыть чистой водой и дать полностью высохнуть перед окраской или порошковой окраской. Следует проконсультироваться с производителями продукции относительно требований к конкретному времени нанесения и температуре для их продукции.
Акриловая пассивация
Акриловая пассивация (кислотный раствор акрила) также может использоваться для пассивирования оцинкованной поверхности и улучшения адгезии краски.Акриловая пассивация происходит погружением и должна наноситься толщиной примерно 0,04 мил / 1 микрон на чистую оцинкованную поверхность. Перед покраской или порошковой окраской покрытие должно полностью высохнуть. Акриловые пассивации являются подходящими заменителями грунтовок для травления на основе винилбутираловой кислоты.
При очистке и / или профилировании необходимо соблюдать осторожность, чтобы не удалить слишком много цинкового покрытия. Естественно, чем больше цинка удаляется, тем меньше обеспечивается защита от коррозии.
Составы красок
Многие типы красок и систем окраски довольно успешно использовались с оцинкованной сталью.За исключением некоторых алкидных составов, для окраски оцинкованной стали эффективно использовались различные составы красок. Бытовые алкидные эмали нельзя наносить непосредственно на оцинкованные поверхности, так как алкид омыляется, то есть вступает в реакцию с цинковой поверхностью с образованием мыла, что приводит к потере адгезии красочного слоя. Некоторые типы красок плохо держатся на гальванизированной стали или будут держаться только при определенных условиях. Чтобы обеспечить успешную дуплексную систему, важно найти подходящую систему окраски с первым слоем, полностью совместимым с цинковой поверхностью.Первый слой служит «связующим слоем» или границей раздела между оцинкованной сталью и верхним слоем. Чтобы добиться хорошего интерфейса, важно понимать характеристики всех типов красок, которые будут использоваться. Каждый индивидуальный состав краски обладает уникальными характеристиками, которые могут повлиять на ее пригодность для использования с оцинкованной сталью. По этой причине только отдельные производители красок могут дать конкретные рекомендации по использованию своей продукции. Свяжитесь с производителями красок для получения конкретной информации о пригодности систем окраски для использования на гальванизированной стали.
Следующий список комбинаций содержит указания, в которых могут использоваться комбинации систем окраски, но не включает все комбинации, доступные для использования:
Следующий список комбинаций содержит указания, в которых можно использовать комбинации систем окраски, но не включает все комбинации, доступные для использования: Грунтовка Wash | + | Акриловый латекс |
Грунтовка Wash | + | Акриловое верхнее покрытие на основе растворителя |
Грунтовка Wash | + | Эпоксидное финишное покрытие |
Грунтовка эпоксидная | + | Финишное покрытие из акрилового латекса |
Грунтовка эпоксидная | + | Акриловое верхнее покрытие на основе растворителя |
Грунтовка эпоксидная | + | Эпоксидное финишное покрытие |
Грунтовка эпоксидная | + | Полиуретановое верхнее покрытие |
Грунтовка с содержанием неорганического цинка | + | Эпоксидное финишное покрытие |
Грунтовка с высоким содержанием цинка неорганическая | + | Промежуточное эпоксидное покрытие и верхнее полиуретановое покрытие |
Акриловая грунтовка на водной основе | + | Акриловое верхнее покрытие на водной основе |
Дуплексное покрытие, окрашивание или порошковое покрытие оцинкованной стали, является высокоэффективным, легко наносимым методом значительного увеличения срока службы практически любого проекта.Для получения дополнительной информации о подготовке горячеоцинкованных стальных поверхностей после изготовления для дуплексных покрытий см. ASTM D 6386, Практика подготовки поверхностей изделий из железа и стали с цинковым (горячеоцинкованным) покрытием и поверхностей оборудования для окраски.
Кимберли Данэм, магистр медицины, менеджер по маркетингу Американской ассоциации гальванизаторов. Она много путешествует, проводя образовательные семинары по процессу горячего цинкования и его применениям , и отвечает на технические вопросы архитекторов, инженеров и пользователей оцинкованной стали относительно характеристик горячего цинкования, характеристик оцинкованной стали и различных материалов. -использовать аппликации из оцинкованной стали.С ней можно связаться по электронной почте: [email protected].
Дополнительные ресурсы
- Дуплексные системы: окраска горячеоцинкованной стали , 1998, Американская ассоциация гальванизаторов
- Предлагаемые технические условия для окраски горячеоцинкованной стали , 2002, Американская ассоциация гальванизаторов
- Стандартная практика подготовки поверхностей изделий из железа и стали с цинковым (горячеоцинкованным) покрытием и поверхностей оборудования для окраски , 1999, Американское общество испытаний и материалов
Для получения информации о синергетическом эффекте дуплексных покрытий
- Ван Эйнсберген, Дж.F.H. Дуплексные системы: горячее цинкование плюс окраска, 1994 Elsevier
PaintInfo | Предостережения | Краски для красок и проблемы с оттенками
Текст взят из учебного курса MPI для специалистов по покрытиям уровня 2 и опыта инспектора по обеспечению качества красок Дэйва Лика
« оцинкованный» описывает стальные или железные поверхности, покрытые в заводских условиях слоем горячего цинка. Само по себе цинкование может длиться десятилетия в мягких условиях, но органические покрытия могут применяться в качестве финишных покрытий для придания цвета или продления срока службы конструкции, особенно в агрессивных средах.
Самой большой проблемой при окраске оцинкованного металла является обеспечение надлежащей адгезии, и большинство проблем начинается либо с предварительной обработки, либо с плохой подготовки поверхности, либо с неправильного выбора системы покрытия.
Проблема с предварительной обработкой
Гальванизаторы иногда предварительно обрабатывают поверхность хроматами или другими пассивирующими средствами для предотвращения образования «белой ржавчины» во время транспортировки или хранения оцинкованных деталей. Однако такая обработка может повлиять на адгезию нанесенного покрытия, поэтому разработчики должны позаботиться о том, чтобы оцинкованные поверхности не пассивировались, если детали должны быть окрашены.И если присутствует какая-либо пассивирующая обработка, ее необходимо удалить перед нанесением покрытия. Новые оцинкованные поверхности всегда следует проверять на наличие хроматов, если нет полной уверенности в том, что хроматная обработка не применялась.
Подготовка поверхности
Недавно оцинкованный металл блестящий и гладкий, практически без анкерного рисунка. Очень частой причиной выхода краски из строя является плохая адгезия покрытия к негрубой, не матовой и чрезмерно гладкой оцинкованной поверхности.
Правильная подготовка поверхности может начинаться с очистки растворителем SSPC SP-1 для удаления масляных / жировых загрязнений. Но если оцинкованная поверхность блестящая, ее необходимо отшлифовать и придать шероховатость одним из двух способов:
- в мягких условиях здания, промывка раствором химического травления, например MPI # 25
- в агрессивных средах, где практично, абразивоструйная очистка щеткой (SSPC-SP 7). Пескоструйная очистка при более низком давлении (50 фунтов на квадратный дюйм) и / или с использованием более мягких абразивов (губка, кукурузные початки, скорлупа грецких орехов и т. Д.) Может обеспечить подходящий профиль поверхности при минимальном повреждении нижележащего цинка.
Отказ торгового центра: без грунтовки, без подготовки поверхности
Наружные детали из оцинкованной стали в торговом центре были покрыты финишным покрытием в эстетических целях, но постепенно демонстрировали широко распространенные серьезные разрушения, особенно на поручнях и поверхностях с интенсивным движением.Хотя для верхнего покрытия может быть приемлемым проявление некоторых признаков износа, побледнения или выцветания с течением времени, владелец не был готов наблюдать, как его краска осыпается крупными сколами на металл в течение пяти лет после покраски. В конце концов, был вызван консультант, чтобы определить причину сбоя.
Инспекция подтвердила, что не использовалась грунтовка для улучшения сцепления с гальваническим покрытием. При окраске оцинкованных поверхностей основная роль грунтовки – это , а не коррозионная стойкость – цинковое цинкование предназначено для этого, – а скорее для обеспечения сцепления, достаточного для улучшения адгезии верхнего покрытия.Обычно используемые сегодня грунтовки представляют собой акриловые продукты на водной основе, предназначенные для оцинкованных поверхностей, такие как MPI # 134, или такие продукты, как MPI # 101 Epoxy Primer для агрессивных сред.
В этом проекте торгового центра высокоэффективный латекс был нанесен непосредственно на незагрунтованную оцинкованную поверхность, и это, безусловно, могло способствовать преждевременному выходу из строя. Но настоящим виновником была подготовка поверхности, или, точнее, ее отсутствие: оцинкованная сталь под разрушившимся покрытием оказалась все еще блестящей, что свидетельствует о том, что для придания поверхности шероховатости не использовалась подготовка.Примечательно, что технические условия не требовали проверки малярных работ – и подрядчик по окраске явно не соблюдал эти спецификации.
Этого сбоя можно было бы избежать, если бы вновь установленные оцинкованные конструкции промыли травильным грунтом (например, MPI # 25) для придания шероховатости и матовости поверхности, дали высохнуть в течение одного дня, а затем загрунтовали акриловая грунтовка на водной основе, такая как MPI # 134, перед нанесением высококачественного латексного финишного покрытия.
Q-Deck Failure из Alkyd Dryfall
Другой проект включал реконструкцию старого здания, где Q-дека из оцинкованной стали была окрашена много лет назад алкидным покрытием, нанесенным сухим падением. Лакокрасочная пленка оказалась неповрежденной, когда ее приобрел новый владелец. Но одно правило для верхнего покрытия гальваники: не наносите алкиды непосредственно на незагрунтованные оцинкованные поверхности : цинк при цинковании образует щелочные соли, которые могут вступать в реакцию с алкидом и приводить к отказу от «омыления» с образованием пузырей, отслаивания и плохой адгезии .
Кроме того, эти разрушения могут оставаться скрытыми от глаз: даже при практически нулевом сцеплении между покрытием и лежащей под ним основой пленка краски может оставаться неповрежденной на поверхности до тех пор, пока нет напряжения (контакт руки, истирание, расширение / сжатие) применены.
Конечно же, когда здание открыли, а стальной настил подвергся воздействию высокой влажности и расширению / сжатию из-за теплового удара, последовало крупномасштабное расслоение, когда рыхлое покрытие сотрясалось с поверхности на листы размером больше, чем стопа бесстрашного инспектора.
Единственным решением было полное удаление алкидного покрытия с помощью химического стриппера и механической мойки – нежелательные расходы, которые, конечно, не ожидались ни генеральным подрядчиком, ни новым владельцем!
Сводка
Оцинкованный металл может быть проблемной основой для нанесения краски по причинам, описанным выше, и по многим другим причинам: поскольку в разных цехах цинкования могут использоваться разные обработки поверхности или процессы, то, что хорошо сработало в одном проекте, не обязательно сработает для другого.Поскольку получение стабильных результатов от одного проекта к другому может оказаться сложной задачей, владельцу объекта может быть сложно получить гарантию от подрядчика или поставщика покрытия. Однако пристальное внимание к описанным здесь методам может помочь обеспечить успех проекта.
Будьте в курсе лучших отраслевых практик
и тенденции с БЕСПЛАТНО Обновления MPI |
Результаты 12 лет воздействия
Стальные листы, покрытые цинком или 55% Al-Zn, голые или покрытые различными системами окраски, в течение 12 лет подвергались воздействию городской атмосферы на CIDEPINT Станция расположена в Ла-Плате (34 ° 50 ′ южной широты, 57 ° 53 ′ западной долготы), провинция Буэнос-Айрес, Аргентина.Открытая поверхность образцов оценивалась посредством периодических визуальных осмотров, стандартизированных испытаний на адгезию и измерений электрохимического импеданса. Контролируемыми параметрами окружающей среды были среднегодовые осадки и температура, время влажности, концентрация серы и хлоридов, относительная влажность, а также скорость и направление ветра. Было обнаружено, что в этой атмосфере коррозионная стойкость голых 55% Al-Zn / стальных листов была выше, чем у оцинкованной стали, а система окраски полиуретаном была более защитной, чем алкидные и эпоксидные, которые разлагались после 6- 7 лет выдержки.
1. Введение
При воздействии определенных агрессивных сред, стабильность металла или сплава зависит от защитных свойств образующейся поверхностной пленки, поскольку ее химический состав, проводимость, адгезия, растворимость, гигроскопичность и морфологические характеристики определяют способность пленки работать как управляющий барьер [1]. В этом смысле гальваническая защита стали с помощью цинка или цинковых сплавов является распространенным примером не только из-за того, что цинк, будучи электрохимически более активным, чем сталь, корродирует преимущественно, но также из-за барьерного эффекта коррозии. продукты осаждаются на металлической поверхности.В частности, покрытия на основе цинка широко используются для защиты стальных конструкций от атмосферной коррозии [2] из-за защитных свойств, обеспечиваемых нерастворимой пленкой основного карбоната. Однако, если условия воздействия таковы, что есть изменения переменных окружающей среды, таких как атмосферные условия, интенсивность УФ-излучения, тип и уровень загрязняющих веществ, влажно-сухие циклы, истощение воздуха, но высокая влажность, или среда, содержащая сильно агрессивные виды, такие как ионы хлорида или сульфата, цинк может растворяться, образуя растворимые, менее плотные и мало защищающие от коррозии продукты, которые иногда приводят к локальной коррозии [2–5].Это условие может быть достигнуто во время хранения и транспортировки оцинкованных стальных листов или когда они подвергаются воздействию морской и / или промышленной среды [6]. Алюминиевые покрытия преодолели эти два фактора. Тем не менее, поскольку они не могут обеспечить катодную защиту незащищенной стали в большинстве сред, на дефектах покрытия и кромках среза возникает ранняя ржавчина; кроме того, эти покрытия также подвергаются щелевой коррозии в морской среде [7].
В течение многих лет предпринимались попытки улучшить коррозионную стойкость цинковых и алюминиевых покрытий путем легирования.Хотя защитный эффект комбинаций этих двух элементов был известен, они не использовались до тех пор, пока не было обнаружено, что кремний ингибирует реакцию быстрого легирования со сталью [8]. Таким образом, возник сплав, коммерчески известный как Galvalume или Zincalum, и его состав: 55% Al, 1,6% Si, остальное цинк, был выбран в результате систематического исследования, обеспечивающего отличное сочетание гальванической защиты и низкой скорости коррозии.
Когда важна более высокая степень защиты этих металлических поверхностей, правильно выбранные системы окраски могут обеспечить более эффективный барьер, препятствующий коррозии, а также лучший эстетический вид [9].Некоторые условия воздействия настолько агрессивны, что для обеспечения большей эффективности необходимо применять обе защитные системы (металлическое + органическое покрытие). Такая комбинация, называемая дуплексной системой, продемонстрировала синергетический эффект по сравнению с отдельными системами покрытия. Эта лучшая защита от коррозии объясняется двойным действием, обеспечиваемым слоем цинка или 55% Al-Zn (катодная защита + блокирование его дефектов продуктами коррозии), а также системой пигментной окраски (барьерный эффект + ингибирование коррозии стали. ) [10].Кроме того, эта дуплексная система требует меньше ремонта и ремонта систем покрытия после транспортировки и сборки на месте.
Механизм, ответственный за защитное действие лакокрасочного покрытия, очень сложен, потому что он зависит от одновременного действия различных факторов. Независимо от своей предполагаемой функции (функциональной, декоративной или защитной) краска должна удовлетворительно прилипать к лежащей ниже основе [11, 12].
Проницаемость органической пленки важна для коррозии металлической подложки, поскольку это свойство напрямую связано с проникновением химических веществ, вызывающих коррозию окружающей среды, через полимерную матрицу, химическим составом последней и наличием пор, пустот и т. Д. дефекты покрытия.Важно отметить, что, в частности, вода и кислород могут проникать сквозь пленку, по крайней мере, до некоторой степени, даже если отсутствуют какие-либо внутренние структурные дефекты. По этим причинам стойкость окрашенного металла к разрушению, вызванному атмосферными воздействиями, является очень важной переменной, поскольку она определяет долговечность материала. В рамках этой концепции коррозия и устойчивость к атмосферным воздействиям (разрушение из-за УФ-излучения, кислорода, влажности и т. Д.) Оцениваются отдельно. Коррозионная стойкость зависит от проницаемости (барьерного эффекта) грунтовочного и гальванического слоя, а также от ингибирующей способности содержащихся антикоррозионных пигментов.Деградация под воздействием погодных условий (потеря блеска и / или адгезии, меление, растрескивание, образование пузырей и т. Д.) Происходит в более короткие сроки и зависит в основном от свойств краски верхнего слоя.
Все еще нерешенная проблема расслоения краски или образования пузырей из-за плохой связи на границе раздела подложка / краска, зависит от химической природы и степени сшивания полимера, а также от металлической подложки и ее обработки поверхности [13]. В принципе, адгезия краски может быть улучшена путем нанесения на основу слоя предварительной обработки с последующим нанесением антикоррозийной грунтовки + промежуточных и / или верхних покрытий.В соответствии с этим определением грунтовка считается критическим элементом в большинстве систем окраски, поскольку она в основном отвечает за сохранение металлического состояния основы, а также должна закрепить все лакокрасочное покрытие на стали. Большинство покрытий прикрепляются к металлу за счет чисто физических притяжений (например, водородных связей), которые возникают, когда две поверхности сближаются [14, 15]. Лакокрасочные материалы с полярными группами (–OH, –COOH и т. Д.) Обладают хорошими смачивающими свойствами и демонстрируют отличные характеристики физической адгезии (эпоксидные, алкидные, масляные краски и т. Д.)). Гораздо более сильная химическая адгезия возможна, когда грунтовка действительно может реагировать с металлом, как в случае нескольких предварительных обработок [16–18].
Срок службы краски зависит от нескольких факторов, таких как металлическая подложка, выбранная система окраски и граница раздела краска-подложка [19]. Выбор краски обычно основан на свойствах агрессивной среды, в то время как обработка металла перед покраской оказывает существенное влияние на срок службы выбранной системы.
Подверженность разложению окрашенных металлов оценивается ускоренными лабораторными испытаниями и естественным атмосферным воздействием в течение нескольких лет [20–31].Хотя экстраполяция результатов ускоренных испытаний не дает линейного сравнения с фактическими характеристиками покрытий в течение срока их службы, она может предоставить полезную информацию, касающуюся скорости и формы деградации антикоррозионной системы. В большинстве случаев такая информация может помочь улучшить рецептуру краски и / или дизайн схемы окраски. Следовательно, в этой статье приводится сравнительная оценка защитных характеристик трех различных систем окраски без покрытия или с нанесенным покрытием.Коррозионная стойкость этих образцов была проверена 12-летним воздействием городской атмосферы на станции CIDEPINT, расположенной в Ла-Плате (34 ° 50 ′ южной широты, 57 ° 53 ′ западной долготы), провинция Буэнос-Айрес, Аргентина.
Эволюция открытой поверхности образцов оценивалась посредством периодических визуальных осмотров, испытаний на адгезию в соответствии со стандартом ASTM D-3359/09 и измерений электрохимического импеданса, применяемых к образцам, погруженным на 1 час в 0,5 М Na 2 SO 4 раствор.Контролируемыми параметрами окружающей среды были среднегодовые осадки и температура, время влажности, концентрация серы и хлоридов, относительная влажность, а также скорость и направление ветра.
2. Детали эксперимента
Всего в качестве металлической подложки использовалось 280 стальных листов товарного качества (15 × 8 × 0,2 см), покрытых горячим погружением цинком или пластинами с 55% Al-Zn. Их обезжирили погружением в 5% раствор Na 2 CO 3 , а затем промыли дистиллированной водой для устранения любых возможных поверхностных загрязнений.
Промышленные защитные системы окраски (таблица 1) наносили кистью для поддержания одинаковых условий для всех образцов. После нанесения системы окраски окрашенные пластины помещали в шкаф эксикатора при контролируемой температуре (30 ± 2 ° C) до полного высыхания. Затем были проведены измерения толщины сухой пленки (таблица 1) с помощью измерителя толщины покрытия Elcometer 300 с использованием шлифованной пластины без покрытия и эталонов известной толщины в качестве эталонов. Пластины экспонировались под углом 45 ° от горизонтали, и они были ориентированы на восток, обеспечивая максимальную инсоляцию на них.Испытательный полигон образован деревянными конструкциями, на которые устанавливаются плоские плиты. Координаты местоположения, метеорологические данные, атмосферные загрязнители, время увлажнения и категория коррозии места расположения согласно ISO 9223 приведены на Рисунке 1 и в таблицах 2 и 3 соответственно. Все экологические данные были получены от отдела сейсмологии и метеорологии факультета астрономических и геофизических наук Национального университета Ла-Платы, расположенного в непосредственной близости от станции CIDEPINT.
Для проверки воспроизводимости в общей сложности 280 образцов, включая голые или окрашенные листы из стали / цинка или стали / 55% Al-Zn, подвергались естественному атмосферному воздействию на станции Ла-Плата в течение 12 лет.Окрашенные образцы были созданы с помощью трех систем окраски, упомянутых в таблице 1, и их края были замаскированы толстым восковым базовым покрытием, чтобы избежать краевого эффекта. Гравиметрические определения для измерения потери веса образцов стали / металлического покрытия без покрытия были выполнены в трех экземплярах для каждого испытанного материала. Визуальные осмотры и отборы проб проводились по следующей программе: в течение первого года каждый 1-й, 3-й, 6-й, 9-й, 12-й месяц, а затем каждый 2-й, 4-й, 8-й и 12-й год.В то же время были проведены испытания на адгезию в соответствии со стандартом Test Tape ASTM D-3359/09 на дубликатах каждого типа окрашенных образцов. 2.1. Электрохимические измеренияДля измерений импеданса, периодически выполняемых на других репликах каждого типа образцов, цилиндрическую накладную акриловую (полиметилметакрилатную) ячейку помещали на окрашенную панель с помощью уплотнительного кольца, определяя площадь поверхности 15,9 см 2 . Отверстие в верхней части этой трехэлектродной электрохимической ячейки содержало противоэлектрод из Pt-Rh-сетки с пренебрежимо малым импедансом, ориентированный параллельно рабочему электроду (окрашенная металлическая поверхность).Стекло-линейный электрод сравнения насыщенной Hg / HgSO 4 с наконечником был помещен вместе с противоэлектродом рядом с открытой окрашенной стальной панелью. Для дальнейшего легкого сравнения с предыдущей информацией все данные о потенциале в тексте и на рисунках были отнесены к насыщенному каломельному электроду (SCE). Перед получением спектра электрохимического импеданса каждой копии образец подвергали смачиванию в течение 1 часа в 0,5 М растворе Na 2 SO 4 .Спектры импеданса были получены от Solartron 1255 FRA, соединенного с Solartron EI 1286 и ПК, все под контролем программного обеспечения Zplot. Спектры импеданса, собранные в диапазоне частот 10 -2 ≤ f (Гц) ≤ 10 6 , были проанализированы и интерпретированы на основе эквивалентных электрических схем, оптимизируя значения параметров схемы с помощью программы Boukamp [32]. Все электрохимические эксперименты проводились при лабораторной температуре (23 ± 2 ° C) и с электрохимической ячейкой в клетке Фарадея для максимального уменьшения внешних помех. Для повышения надежности экспериментальных данных во всех тестах были измерены три копии каждого типа образца. 3. Результаты экспериментов и обсуждение3.1. Испытание атмосферным воздействием3.1.1. Коррозия металлических покрытийИзвестно, что все материалы разлагаются под воздействием атмосферных факторов, таких как кислород, влажность и / или загрязняющие вещества (SO 2 , NaCl, NO x и т. Д.). Другой важный источник разложения – солнечное излучение, особенно его УФ-лучи.Все эти влияния составляют так называемый «макроклимат» определенной зоны [33]. В свою очередь, «микроклимат» определяется как особый климат, сформированный вокруг объекта, и поэтому очень важно понимать атмосферные механизмы, вызывающие деградацию материалов. Среди параметров, используемых для его определения, – время влажности поверхности (TOW), нагревание солнечным излучением, в основном инфракрасным, и ионы кислой природы (,, Cl –), собирающиеся в водном слое, нанесенном на объект.С другой стороны, процесс атмосферной коррозии представляет собой сумму процессов частичной коррозии, происходящих каждый раз, когда слой электролита осаждается на поверхности металла. Дождь, снег, туман и / или конденсация влаги, возникающая при изменении температуры, являются основными стимуляторами атмосферной коррозии. В этом смысле значения некоторых климатологических переменных, характеризующих средние условия воздействия, соответствующие станции, использованной в настоящей работе, показаны в таблицах 2 и 3. Агрессивность станции Ла-Плата объяснялась ее высокой относительной влажностью, суровым и длительным TOW а также поверхностный сток, поддерживаемый тестируемыми репликами. Горячий цинк широко используется в качестве покрытия для углеродистой стали из-за его хорошей коррозионной стойкости и относительно невысокой цены [34]. В связи с его практическим использованием атмосферная коррозия цинка изучалась как в полевых условиях, так и в лаборатории с контролируемой средой [35, 36]. Цинкит, ZnO, является первым продуктом, который образуется, когда обнаженный металл подвергается воздействию воздуха, образуя защитную пленку, препятствующую процессу коррозии. В условиях влажности выше 80% цинк окисляется с образованием гидроксида цинка.Если pH на поверхности достаточно высок, этот гидроксид может реагировать с атмосферными компонентами, такими как CO 2 , SO x и Cl –, образуя на границе раздела гидроксид / воздух соответствующий основной цинк соли [37]. Некоторые из этих продуктов образуют компактную пленку, которая защищает металл от последующих агрессивных воздействий [38]. Важным промежуточным звеном в последующем образовании других продуктов коррозии является гидроцинкит Zn 4 CO 3 (OH) 6 · H 2 O [39, 40].Если pH влажной поверхности низкий, ни гидроксид, ни основные соли не образуются [37]. В присутствии загрязненного воздуха SO 2 основным продуктом коррозии является гидроксисульфат Zn 4 SO 4 (OH) 6 · 4H 2 O, а в присутствии загрязнения Cl – осадки нерастворимый гидроксихлорид Zn 5 (OH) 8 Cl 2 · H 2 O возможен. Алюминиево-цинковый сплав горячего погружения, известный как Zincalume, на самом деле содержит около 55% алюминия, 1.5% кремний, остальное цинк. Микроструктура стали с легированным покрытием, которая образуется при охлаждении, по существу является двухфазной, содержащей около 80% по объему дендритной фазы, богатой алюминием, а остальное – междендритной фазы, богатой цинком, с тонким интерметаллическим слоем рядом со стальной подложкой. Когда покрытие корродирует вначале, цинковая фаза корродирует преимущественно до тех пор, пока образование продуктов коррозии не снизит дальнейшую активность в этих областях. На начальной стадии коррозии покрытие ведет себя как цинковое покрытие.На более поздних стадиях коррозии, когда покрытие в основном состоит из продуктов коррозии цинка, содержащихся в богатой алюминием матрице, коррозия становится более характерной для богатой алюминием фазы, что приводит к более низкой скорости коррозии, более типичной для алюминия [41, 42]. Измерения потери веса дают наиболее надежные данные об агрессивности данной атмосферы, так что соответствующие данные о коррозии подходят к условиям эксплуатации больше, чем любые другие испытания.В данном случае, как показано на Рисунке 2, оба материала имеют линейную зависимость между потерей веса и временем выдержки, и, учитывая 12-летнюю выдержку, гальваническое покрытие показало степень коррозии в 4,94 раза больше, чем у гальванического покрытия. Покрытие 55% Al-Zn. В целом цинковое покрытие подвергалось равномерной коррозии с образованием слоя продуктов коррозии, в основном ZnO и Zn 4 CO 3 (OH) 6 · H 2 O, но в особенности В некоторых местах поверхности скопление атмосферной пыли вызвало локальную коррозию, как это можно видеть на изображениях, полученных с помощью SEM, показанных на рисунке 3.С другой стороны, на покрытии 55% Al-Zn и из-за сложной структуры сплава наблюдалось развитие локальной коррозии как следствие преимущественного растворения междендритной фазы, обогащенной цинком, что спровоцировало потерю поверхности. ‘яркость и появление тонких темных линий, связанных с процессом коррозии алюминия. В течение всего периода атмосферных воздействий оба металлических покрытия смогли обеспечить катодную защиту подложки, как показано на Рисунке 4. Эти результаты могут быть объяснены рассмотрением климатических условий, преобладающих во время воздействия на открытом воздухе перед удалением образцов, то есть уровня соединений серы, влажных / сухих циклов, высокого TOW и плювиальных осадков, растворяющих продукты коррозии цинка и выделяющих ионы цинка с корродированной поверхности, которые рассеиваются в окружающую среду. Это явление известно сегодня как процесс стекания металлов [43–50]. 3.1.2. Duplex SystemsВ качестве прямого способа оценки антикоррозионных свойств органических покрытий, испытание на воздействие естественной атмосферы, как для неповрежденных, так и для окрашенных поверхностей с царапинами, несомненно, является лучшим. Экспериментальные результаты испытаний на воздействие естественных погодных условий также являются репрезентативными для защитных и эстетических свойств, обеспечиваемых краской верхнего покрытия. В этом смысле результаты визуальных осмотров, периодически проводимых в течение 12 лет воздействия на станции Ла-Плата, подтвердили, что выветривание рассматриваемых дуплексных систем происходит очень медленно. Периодический визуальный осмотр показал, что на образцах не обнаружено подъёмов, отслаивания, трещин или проверок.После 4-го года выветривания и из-за воздействия УФ-излучения системы эпоксидных красок показали значительное разрушение из-за меления, а алкидная краска верхнего слоя начала проявлять значительные изменения цвета, яркости и мелования, что привело к обнажению грунтовки. с 8-го года тестирования. В любом случае наблюдалась пузырчатая или нитевидная коррозия возле нарисованного креста. Примеры такого поведения представлены на рисунках 5 и 6. Эти результаты были приписаны наивысшей стойкости полиуретановой краски для верхнего покрытия к УФ-излучению, дождю и перепадам температуры из-за сильного взаимодействия между реактивными компонентами полимера и химически стабильными. пигмент (TiO 2 ), добавленный к эффективной антикоррозионной защите, обеспечиваемой грунтовкой. Здесь стоит отметить, что помимо знания поведения окрасочных систем, когда они не повреждены, важно оценить, как они работают при механическом повреждении. С этой целью некоторые образцы были нанесены в виде буквы X перед тем, как подвергнуться воздействию естественной атмосферы. Основной характеристикой дуплексных систем является получение и поддержание хорошей адгезии к стальной поверхности с металлическим покрытием в период ее атмосферного воздействия.Как показано на Рисунке 7, независимо от металлической основы полиуретановое покрытие демонстрирует наибольшую потерю адгезии во время атмосферных воздействий. В связи с ранее упомянутым поведением систем эпоксидной и алкидной краски после 4-го года атмосферных воздействий важно отметить, что в случае обеих алкидных систем при испытании на адгезию в основном учитывалась грунтовка, а в случае образцов на эпоксидной основе оценка был прерван из-за наблюдаемой степени меления. 3.2. Электрохимические испытанияВо время атмосферной коррозии, как правило, металл не погружается в большое количество электролита, а контактирует с тонкими слоями или монослоями влаги, из-за чего процесс коррозии развивается в виде локализованных ячеек коррозии. В этой ситуации измерение потенциала коррозии, а также резистивных и емкостных параметров, определяющих электрохимическое поведение границы раздела металл / покрытие, не всегда возможно во время атмосферной коррозии [51, 52]. Согласно Zhang и Lyon [52], катодный процесс для металлов, таких как сталь, цинк и медь, покрытых тонкими (<100 мкм мкм) пленками воды, выявляет ограничивающий ток диффузии, величина которого зависит от толщины пленки воды. Для более тонких толщин, как и в большинстве случаев атмосферной коррозии, основной катодный процесс контролируется активацией. В случае цинка из-за его высокой электроотрицательности катодный процесс нечувствителен к толщине водной пленки на поверхности.С другой стороны, как упоминалось ранее, защитная способность продуктов коррозии, образующихся при атмосферном воздействии, зависит от множества свойств, которые также зависят от состава и металлургической истории металла, а также от атмосферных переменных. [1, 5, 53]. 3.2.1. Потенциал коррозии и результаты импеданса для чистых листов S / Z и S / ZAИзмеренные значения потенциала коррозии указывают на подверженность металла коррозии.В общем, когда значение для данной среды более благородное (положительное), это приводит к большей устойчивости к коррозии. Как можно видеть на Рисунке 8, эволюция потенциала коррозии для незащищенных материалов покрытия (Z и ZA) в течение 12 лет воздействия была очень похожей. В этом случае поверхность обоих листов S / Z и S / ZA оставалась активной до конца испытательного воздействия со значениями потенциала в диапазоне от -1,04 В / SCE до -1,00 В / SCE, которые являются характеристиками эти металлы при процессах свободной коррозии.[54]. Непрерывная электрохимическая реакционная способность объясняется воздействием дождевого стока на продукты коррозии, что позволяет избежать образования оксида, гидроксида и / или пассивного защитного слоя на голых поверхностях. Эти данные согласуются не только с визуальным осмотром, но и с результатами, полученными в другом месте [55] методами оптической и электронной микроскопии, которые свидетельствуют о развитом процессе коррозии. Поверхность имела пустоты и продукты коррозии в виде оксидов и основных карбонатов.С другой стороны, у сплава 55% Al-Zn была большая катодная область, где металлы, подвергающиеся воздействию атмосферы, будут подвергаться коррозии из-за взаимодействия с реакцией катодного восстановления кислорода: хотя при высоком уровне загрязнения кислотными продуктами выделение водорода приобретает значение как катодная реакция: независимо от того, какая реакция преобладает, pH в катодной области увеличивается. При определенном уровне кислотности возможно, что SO 2 загрязненной атмосферы действует как окислитель, способный придать большое ускорение катодному процессу. Спектры импеданса покрытия Zn (рис. 9) можно интерпретировать с точки зрения пленочной структуры продуктов коррозии, которая обычно образуется на поверхности. Первая постоянная времени может быть связана с компактным внутренним слоем ZnO, а вторая – с внешним пористым слоем Zn 4 CO 3 (OH) 6 · H 2 O [55, 56] . Эта поверхностная пленка, по-видимому, препятствует дальнейшему растворению металла, хотя условия окружающей среды определяют степень развития коррозии из-за конкуренции между реакциями образования пленки и ее удаления.Было обнаружено, что данные измерений коррозии цинка коррелируют с уровнями загрязнения воздуха, приведенными в зависимости от концентраций SO 2 и Cl – [57]. Для аналогичных условий воздействия влияние состава покрытия на значения импеданса неизолированного листа показано на рисунке 10. На нем можно увидеть, что значения сопротивления переносу заряда, показанные для сплава 55% Al-Zn, были немного выше. чем у цинкового слоя, но резистивный вклад внешнего и пористого слоев в общий импеданс системы был очень похож.Эти результаты соответствуют электрохимической активации, продемонстрированной обеими металлическими поверхностями. 3.2.2. Результаты коррозионного потенциала и импеданса для окрашенных листов S / Z и S / ZAИзмерения остаточного потенциала или потенциала коррозии для окрашенных металлов и их зависимость от времени были подвергнуты сомнению в связи с их использованием в качестве метода оценки антикоррозионной стойкости органических покрытий [58 ]. Однако его изменение в зависимости от времени воздействия водной среды было успешно использовано в качестве простого инструмента для изучения защиты от коррозии, обеспечиваемой органическими покрытиями [59–62].В зависимости от микроструктуры лакокрасочного покрытия, особенно степени его полимеризации, проходит определенный период до установления каналов проникновения электролита, через которые находящийся под ним металл входит в контакт со средой. Поэтому неудивительно, что, когда компактная структура и высокий уровень сшивки сопровождаются также высокой толщиной пленки, несколько дней испытаний недостаточно для того, чтобы электролит вступил в контакт с основным металлом образцов с покрытием, образуя электрохимический двойной слой и позволяет измерять потенциал коррозии. На рис. 11 показаны значения потенциала коррозии, измеренные для каждого стального листа с покрытием, подвергающегося воздействию естественной атмосферы на станции Ла-Плата. Как видно, значения, измеренные практически с начала и до конца теста для S / Z / AS, S / ZA / AS, S / Z / ES и S / ZA / ES, были весьма схожи с таковыми. полученные для голых листов S / Z и S / ZA (от -0,9 до -1,1 В / SCE). Это означает, что, по крайней мере, с термодинамической точки зрения, защитные свойства, обеспечиваемые лакокрасочными системами на основе алкидных и эпоксидных смол, были недостаточно эффективными, чтобы избежать появления цинковой или 55% -ной коррозии Al-Zn.С другой стороны, система окраски на основе полиуретана предлагала гораздо более многообещающие защитные свойства, особенно при нанесении на листы S / Z, поскольку значения потенциала системы S / Z / PS оставались в электрохимически пассивной зоне. Аналогичные характеристики были обеспечены S / ZA / PS почти до достижения 12-летнего воздействия, когда вместе с измерением an, первый признак локальной коррозии был обнаружен EIS. Поскольку основное различие между системами окраски S / Z / и системами окраски S / ZA / заключалось в нанесении состава краски, используемом в каждом случае, предполагается, что величина смещений может быть особенно связана как с относительными легкость, с которой климатические переменные влияют на структуру лакокрасочной пленки и, следовательно, на ее защитные свойства.Тем не менее, и это будет обсуждаться в следующем абзаце, за исключением случая системы окраски на основе эпоксидной смолы, две другие были способны относительно (AS) и эффективно (PS) защитить металлическую основу от агрессивной атмосферы. Этот вывод следует из того факта, что значения потенциала коррозии, измеренные для панелей S / Z / PS и S / ZA / PS, были в основном лучше, чем соответствующие значения для листов S / Z или S / ZA без покрытия, подвергнутых тем же экспериментальным условиям. Эта эффективная защита была в основном связана с системой окраски барьеров PS, которая могла противостоять сильному агрессивному воздействию, исходящему от атмосферных условий. Модуль импеданса () реплицированных образцов в зависимости от времени их выдержки в естественной атмосфере станции Ла-Плата иллюстрирует рисунок 12. Быстрый и простой качественный анализ этого рисунка позволяет сделать вывод, что и форма всех экспериментальных диаграмм было довольно похоже, и можно предположить наличие по крайней мере двух постоянных времени, одна на низких частотах, а другая на высоких частотах. Как видно на Рисунке 12, все испытанные системы показали более или менее значительные изменения их () и фазового угла (Тета) во время периода выветривания.Колеблющиеся значения импеданса могут быть отнесены к динамическому поведению конструкции системы окраски, часто подвергающейся циклам влажной / сухой и / или другим климатическим изменениям, а также к поверхности раздела металл / краска, через которую продукты коррозии собираются внизу и / или внутри дефектов покрытия усиливается барьерная защита покрытия и, следовательно, увеличивается импеданс защитной системы на средних и низких частотах; однако со временем появляются новые дефекты в более слабом слое краски (меньше защитных областей), что способствует проникновению вызывающих коррозию частиц и, как следствие, развитию новых электрохимически активных зон. Тот факт, что начальная атака подложки локализована, можно объяснить наличием очень мелких дефектов в слое краски, которые действуют как электрический шунт. По мере того, как время воздействия продолжается, может быть достигнуто равновесие между скоростью развития продуктов коррозии и скоростью их диффузии в наружную среду, и, следовательно, общие флуктуации полного сопротивления становятся небольшими. Модели эквивалентных схем Временная зависимость резистивной и емкостной составляющих импеданса 4. ВыводыВ конце работы можно подвести некоторые выводы, применимые к исследованным материалам. Все лабораторные и полевые испытания, включенные в эту работу, были полезны для понимания поведения изучаемых дуплексных систем, подвергшихся естественному выветриванию на станции Ла-Плата. Хорошая корреляция между визуальным осмотром и электрохимическими испытаниями позволила объяснить некоторые проблемы, наблюдаемые на практике, и на этой основе внести свой вклад в их решение, чтобы максимально продлить срок его службы. Во время длительного воздействия естественной атмосферы на станции Ла-Плата была обнаружена почти постоянная скорость коррозии голых цинковых и цинк-алюминиевых слоев, действующих как гальваническое покрытие стальных листов.Оба материала были способны катодно защитить стальную основу в течение 12 лет. Что касается сравнительного исследования трех систем окраски, применяемых на листах S / Z или S / ZA, были получены различные изменения и дл в зависимости, главным образом, от краски. Наилучшие защитные свойства лакокрасочной системы на основе полиуретана были объяснены в принципе с учетом ее лучших барьерных свойств. Экспериментальные результаты, полученные для систем окраски на основе алкидных и эпоксидных смол, были неудовлетворительными из-за их низкой устойчивости к атмосферным условиям, существующим на станции Ла-Плата. Несмотря на деградацию границы раздела (потеря адгезии), проявляемую всеми системами окраски, процесс коррозии не продвигался от поперечного среза к лежащей ниже металлической основе. БлагодарностиАвторы выражают благодарность Comisión de Investigaciones Científicas de la Provincia de Buenos Aires (CICPBA), Consejo Nacional de Investigaciones Científicas y Técnicas (CONICET) и Universidad Nacional de La Plata за финансовую поддержку настоящий документ. Как правильно красить оцинкованную стальную крышуНе смешиваются масло и вода. два индивидуальных слоя масла. Это проблема, когда вы пытаетесь рисовать оцинкованная сталь без предварительной обработки. Делать не позволяйте себе бороться за то, чтобы это произошло, этого никогда не произойдет. Прежде чем мы попытаемся выяснить, как сводить концы с концами, давайте сначала начнем с пытаясь понять, из чего состоит гальванизированная сталь, и краска, чтобы в дальнейшем понять, почему эти двое просто не будут друзьями. Стальв своей основной форме представляет собой смесь железо и углерод вместе с другими элементами, которые помогают ему стать сильным сплав. Для нержавеющей стали, которая стоит очень дорого, необходимо около 11% хром, чтобы сделать его устойчивым к коррозии и окислению. Но мы не готовы что, мы хотим себе оцинкованную сталь. Для формования оцинкованной стали наносится цинковое покрытие. наносится на углерод-железный сплав, предотвращая появление белой или коричневой ржавчины. Наиболее распространенным процессом при этом будет горячее цинкование, при котором сталь можно было бы окунуть в расплавленный цинк, чтобы покрыть ее, как кусок курицу в панировке перед жаркой. Другой используемый метод – гальваническое цинкование, используя ионы в металле и максимизируя их потенциал, чтобы добавить тонкий слой цинка к данному металлу. Обычно это делается для стали, которая должна быть обработаны декоративным покрытием после цинкования. И, наконец, цинкование термическим плавлением или при условии, что в нем используется диффузионное цинковое покрытие. Это должно быть наносится на предпочтительный металл из стали или железа посредством герметичного вращающегося барабан. Вы продолжаете, перемешивая металл и цинковый порошок примерно на 300 градусов по Цельсию, образуя сплав цинка к концу процесса. Общей особенностью оцинкованной стали является очень заметный блесток на его поверхности, который представляет собой кристаллиты, образованные через гетерогенное зародышеобразование в процессе горячего погружения. Размер кристаллами, конечно, можно управлять; возможность иметь зерна, которые сантиметры шириной или даже кристаллиты слишком малы, чтобы их можно было различить невооруженным глазом. Paint обычно состоит из трех компонентов: связующее, пигмент и разбавитель. Когда краска на масляной основе, известно связующее должно быть изготовлено из льняного семени (натуральное масло) или алкидного ( синтетическое масло).Конечно, масло на синтетической основе сравнительно дешевле, но известно, что он работает намного сильнее. Хотя известны оба типа красок на масляной основе. быть прочным и прочным, выдерживать большой износ. Поэтому обычно используется для окраски фасада дома, ванных комнат, кухонные шкафы, планки или даже двери. При использовании масляных красок по оцинковке сталь, краска будет держаться на некоторое время, пока не начнет быстро тускнеть, не разрушится, и отслаивается. Это связано с тем, что оба материала подвергаются омылению, при котором на поверхности образуется мыльная пленка. реакция алкидного связующего краски с покрытием из цинка, защищает оцинкованную сталь от ржавчины и коррозии. Кому убедитесь, что вы получите самые оптимальные результаты при окраске оцинкованных сталь, вот что вам нужно собрать:
Сейчас у вас есть все необходимое, вот инструкции, как продолжить живопись:
Предварительно окрашенные продукты Union Galvasteel Если вы хотите избавиться от лишних хлопот, мы здесь, в Union Galvasteel Corporation (UGC) предлагает кровельные материалы, которые уже окрашены для вашего удобства.Являясь одним из ведущих производителей кровельных материалов и подрядчиков на Филиппинах, вы уверены, что мы обеспечиваем только качество, которое прослужит вам очень долго. Получите только самые низкие цены на крышу на Филиппинах с Union Galvasteel Корпорация. Для больше информации о продуктах и услугах Union Galvasteel Corporation, Вы можете позвонить в наш офис в Каламбе по тел. № (02) 8520-8823; 8520-8831 Ствол линия или (049) 545-0084 до 86 Магистральная линия или щелкните здесь. Бондеризованная сталь – Поставщик оцинкованной стали для захвата краскиЧто такое бондеризованная сталь?Бондеризованная сталь, также называемая сталью для захвата краски, представляет собой оцинкованную сталь, прошедшую через фосфатную ванну и высушенную хроматом.В результате этого процесса получается тускло-серый цвет, характерный для оцинкованной стали, обеспечивающей захват краски, что обеспечивает отличную «грунтовку» для окраски. Бондеризованный материал следует сразу же после укладки покрасить, так как открытое фосфатное покрытие склонно к образованию белой ржавчины. Обработка бондеризованной сталиВ непрерывном контролируемом процессе рулоны оцинкованной стали сначала тщательно очищаются и ополаскиваются. Затем наносится кондиционирующий агент, способствующий образованию мелкокристаллического покрытия из фосфата цинка.Затем в ходе этого процесса оголенная оцинкованная поверхность преобразуется в инертный кристаллический фосфат цинка, который затем промывается и герметизируется нанесенным на место конверсионным хроматным покрытием. Весь этот процесс создает то, что называется бондеризованной поверхностью. Давний фаворит в производстве водосточных изделий, фосфат цинка обеспечивает идеальную поверхность для окраски в полевых условиях гидроизоляции, водостоков, водосточных труб и других кровельных материалов, а также вывесок и даже внутренней отделки с эмалевым покрытием. Преимущества захвата краски оцинкованной стали
Мы также предлагаем отожженную оцинкованную сталь, альтернативу стали со связующим, которая представляет собой углеродистую сталь, покрытую цинком с обеих сторон путем непрерывного процесса горячего погружения. Таблица размеров бондеризованной сталиС покрытием: бондеризованный / сцепление краски | ASTM: A653 | Оценка: CS-B | Покрытие: G90 | Поверхность: N / A | Лечение: CT-Dry
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||