Одноточечная сварочная машина – Машины для точечной сварки арматурных стержней
alexxlab | 27.05.2020 | 0 | Разное
Таблица П32 Технические характеристики многоточечных сварочных машин
Таблица П33 Автоматизированные линии изготовления арматурных каркасов
Таблица П34 Технические характеристики станков для гнутья сварных сеток
Таблица П35 Технические характеристики сварочных машин и клещей
Таблица П36 пространственных каркасов
|
www.samsvar.ru
Одноточечные машины для контактной сварки — Бетонные и железобетонные работы
Главная » Бетонные и железобетонные работыАвтор Admin На чтение 2 мин. Просмотров 33 Опубликовано
Точечную контактную сварку применяют для получения крестообразных соединений арматурных стержней при изготовлении сварных арматурных сеток и каркасов из горячекатаной стали классов А-I, Α‑ΙΙ, A-III диаметром 3—40 мм и проволоки класса B-I и Bp-I диаметров 3—8 мм.
Для точечной сварки пересекающихся стержней применяют специальные одно-, двух — и многоточечные автоматические машины.
Показатели | Марки | |||||||
MT-1207, МТ-1210 МТ-1217 | MT-1607, МТ-1610, МТ-1613, МТ-1617 | |||||||
Номинальный сварочный ток, A | 12500 | 16000 | ||||||
Усилие на электродах, кН | 5,0; 5,0; 5,5 | 6,0; 6,0 6,0; 5,5 | ||||||
Класс и диаметр, мм, арматуры в сетках и каркасах | Поперечной В,‑1, A-I при сварке с продольной А-I, A-II1 A-III, Ат-Ш | 5—22 | 5—18 | 5—10 | 6—28 | 6-22 | 6—18 | |
| 5—22 | 5-36 | 5-40 | 6—28 | 6-40 | 6-50 | |||
| Поперечной A-II1 A-III, Αт-III | 5-14 | 5—10 | 5—8 | 5-18 | 5—14 | 5-10. | ||
| Bp-I при сварке с продольной тех же классов | 5-14 | 5-20 | 5-28 | 5—18 | 5-28 | 5—40 | ||
Ширина свариваемых изделий, мм | 500 | 500 | ||||||
Класс и диаметры, мм, арматуры в закладных деталях | A-I | 6—14 | 6—16 | |||||
| A-II1 A-III1 Aт-III | 6—10 | 6—14 | ||||||
Продолжение таблицы 64
Машин | ||||||||||
MiT-2507, МТ-2510, МТ-2517 | МТ-4001, МТ-4017 | МТП-150/1200 | МТП-200/1200, МТП-2002 | |||||||
25000 | 40000 | 25000 | 25000 | |||||||
16,0; 14,0; 20,0 | 32,0; 25,0 | 14,0 | 16,0 | |||||||
8-40 8—40 | 8—36 | 12—40 | 5-28 | 5—22 | 5-18 | 6-32 | 6-25 | 6—20 | ||
| 8-50 | 1-250 | 5-28 | 5-36 | 5—50 | 6—32 | 6-40 | 6—50 | |||
| 6—25 | 6-20 | 6-16 | 10-40 | 10-32 | 5—18 | 5-14 | 5-10 | 5—10 | 5—16 | 5-10 |
| 6—25 | 6—40 | 6-50 | 10—40 | 10—50 | 5-18 | 5—28 | 5—40 | 5-20 | 5—28 | 5-40 |
500 | <500 | <1200 | < 1200 | |||||||
8—16 | — | — | — | |||||||
6—16 | — | — | — | |||||||
arxipedia.ru
Одноточечные машины специального назначения | Сварочное оборудование
Применяемые в автомобильной промышленности для точечной сварки тонколистовых стальных крупногабаритных конструкций машины с распорными пистолетами представляют собой своеобразную комбинацию сварочного приспособления и подвесной точечной машины (рис. 104). Вначале применяли машины, в которых усилие 60—80 кгс на электродах создавалось рычагами (рис. 104, а) и было достаточно для сварки тонколистовой стали на мягких режимах. Однако это требовало от сварщика значительного напряжения и не гарантировало стабильности усилия сжатия. Поэтому появились пневмо- и пневмогидравлический (рис. 104, б, s) приводы рычага или распорные пистолеты (рис. 104, г).
Рис. 104. Точечная сварка распорными пистолетами
Свариваемую деталь устанавливают на нижние электроды столе машины. При необходимости детали фиксируют и зажимают соответствующими устройствами. Над местом сварки располагают верхние токоподводы 2, контактная поверхность которых параллельна плоскости нижних и соответствует конфигурации детали в месте сварки. Токоподводы соединяются с вторичным витком 3 сварочного трансформатора СТ, образуя вторичный контур машин.
Рычаг или распорный пистолет при приложении усилия замыкает электрическую цепь во вторичном контуре для пропускания сварочного тока. Рычаги или пистолеты не связаны с кабелем вторичного контура и имеют более простую и легкую конструкцию без громоздкой оснастки. На схеме, изображенной на рис. 104, г, второй полюс от сварочного трансформатора подведен непосредственно к сварочному пистолету распорного действия. В этом случае необходим гибкий кабель на одном из участков вторичного контура.
Схема управления такого оборудования аналогична схеме управления подвесных сварочных машин. При их проектировании широко применяют унифицированную аппаратуру точечных машин, выпускаемую электрической промышленностью. Рассмотрим действие пневматического пистолета (рис. 105, а). Электрод 1 подводят к месту сварки, после чего нажимают на пусковую кнопку 6, открывая через электропневмоклапан доступ воздуха в нижнюю камеру рабочего цилиндра. Шток начинает выталкиваться из корпуса цилиндра вверх до тех пор, пока связанный с ним упор 4 не дойдет до верхнего токоподвода. Цепь вторичного контура замыкается, и сварочный ток идет через упор 4, контактную гибкую шину 5, корпус пистолета 3 и электрод. Обратный ход обеспечивается возвратной пружиной 2, которая одновременно оказывает демпфирующее действие в начале цикла. Пистолет удерживается и перемещается ручкой 7.
Рис. 105. Типы распорных пистолетов
Пистолеты аналогичной конструкции, но гидравлического действия имеют меньшие габаритные размеры, так как рабочая жидкость подается в пистолет от пневмогидравлического усилителя под давлением 30—50 кгс/см2. Гидравлический пистолет распорного типа с токоподводящим корпусом и опорами, расположенными вдоль оси рабочего цилиндра, показан на рис. 105, б. Корпус пистолета одновременно является и его ручкой. Для удобства на его верхней поверхности нанесена крупная насечка.
На рис. 105, в показан пневматический пистолет, работающий с упором. Шток цилиндра 3 при рабочем ходе выдвигается и посылает электрод 2 к изделию. В это время упор, связанный с корпусом пистолета, упирается в нижнюю опорную планку 1, расположенную параллельно месту сварки. В работу пистолет включается кнопкой 4, расположенной на рукоятке пистолета 5. Кабель 6 от сварочного трансформатора подведен к электрододержателю 7. Детали собирают на токоподводах и приспособлении, расположенных на подъемном столе машины. После сборки детали прижимают зажимами и стол поднимается в положение для сварки.
При сварке деталей больших размеров применяют несколько сварочных трансформаторов для уменьшения пределов изменения размеров и сопротивления вторичного контура и стабилизацию сварочного тока. Стабилизировать ток в некоторых пределах можно, используя специальную электронную аппаратуру с обратной связью (например, УРТ-3, РСТ-1) за счет автоматического изменения угла зажигания игнитронов.
На ГАЗе для этой цели разработана специальная аппаратура на декатронах (регулятор РВДУ), отличающаяся высокой надежностью. Прибор задает и отрабатывает длительность пяти последовательных операций сварочного цикла и работает в любом из двух режимов, стабилизируя первичный ток сварочного
трансформатора или падение напряжения между электродами сварочной машины. Аппаратура позволяет также плавно вручную регулировать сварочный ток. Точность стабилизации сварочного тока ±3%.
Точечные машины с распорными пистолетами имеют большие вторичные контуры, поэтому на них устанавливают сварочные трансформаторы, по характеристикам близкие к сварочным трансформаторам подвесных машин. Оборудование этого типа обычно используют при сравнительно небольшом выпуске изделий.
www.stroitelstvo-new.ru
Автоматические многоточечные сварочные машины
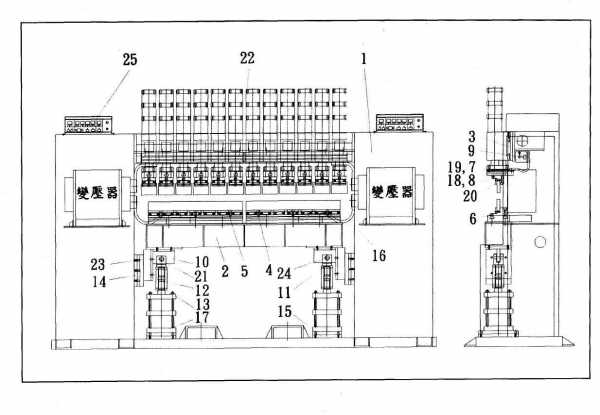
Автоматическая многоточечная сварочная машина
Руководство по эксплуатации
Пневматические многоточечные сварочные машины, изготавливаемые компанией Golden Spot, проходят строгий контроль качества. Это не только способствует росту производительности машин, но и также снижению уровня брака.
Обязательно следует изучить данное «Руководство по эксплуатации» перед началом работы для того, чтобы понять принцип работы оборудования и повысить его производительность.
Данная машина контактной сварки оборудована полупроводниковым электронным выключателем, синхронным регулятором на ИС и сенсорным выключателем, которые удобны не только для проведения регулировки, но также и для изменения состояний. В цилиндре сжатия применена конструкция прямой сборки, в скользящей части которой используются подшипники, где не используется масло, с целью обеспечения высокоскоростной работы и увеличения срока эксплуатации. Поэтому при проведении сравнения с другой машиной для точечной сварки компания уверена, что этот тип сварочной машины обеспечивает наилучшие характеристики.
Содержание:
I. Технические требования
II. Источник питания
III. Расположение провода и шланга
IV. Приготовление к сварке
V. Контрастное табло значений давления электрода и сварочного тока
VI. Обслуживание оборудования
VII. Отладка оборудования
VIII. Приложение
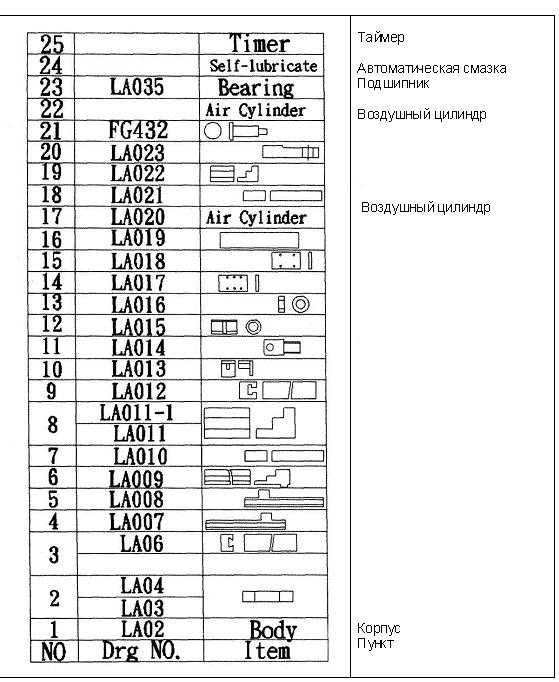
a. Чертежи машины
b. Схема цепи
c. Схема соединения проводов
Спецификации
| Модель | Мощность, КВА | Номинальное напряжение, В | Номинальная частота, Гц | Максимальный ток короткого замыкания, А | Максимальное нагнетательное давление, кг | Число цилиндров | Ширина сварки, мм | Габариты, ШхВхД | |
| Многоточечная машина для точечной сварки | SA-800DD | 80 | 220/380 | 50/60 | 16,000 | 500 | 10 | 1200 | 2800x1700x700 |
| SA-1000DD | 100 | 220/380 | 50/60 | 18,000 | 500 | 12 | 1200 | 2800x1700x700 | |
| SA-1200DD | 120 | 220/380 | 50/60 | 20,000 | 500 | 12 | 1500 | 3100x1700x700 | |
| SA-1500DD | 150 | 220/380 | 50/60 | 22,000 | 500 | 14 | 1500 | 3100x1700x700 | |
| SA-2000DD | 200 | 220/380 | 50/60 | 38,000 | 500 | 16 | 1800 | 3100x1700x700 | |
| Машина многоточечной сварки со столом автоподачи | SA-800AF | 80 | 220/380 | 50/60 | 16,000 | 500 | 10 | 900 | |
| SA-1000AF | 100 | 220/380 | 50/60 | 18,000 | 500 | 12 | 900 | ||
| SA-1200AF | 120 | 220/380 | 50/60 | 20,000 | 500 | 12 | 1200 | ||
| SA-1500AF | 150 | 220/440 | 50/60 | 22,000 | 500 | 14 | 1200 | ||
| SA-2000AF | 200 | 220/440 | 50/60 | 38,000 | 500 | 16 | 1500 |
Замечание: максимальный ток сварки составляет около 90% от максимального тока короткого замыкания.
Режим работы при номинальной мощности составит 9,7% при максимальном токе сварки.
Контроллер
| Модель | SA-серия |
| Тип | T-9000CC |
| Напряжение (220 В) | 220 В ± 10 % |
| Напряжение (380 В) | 380 В ± 10 % |
| Максимальное напряжение сварки (220 В) | 220 В ± 10 % |
| Максимальное напряжение сварки (380 В) | 380 В ± 10 %/td> |
| Номинальная частота | 50/60 Гц |
| Метод | синхронный |
| Основное время | 1-99 Гц |
| Период сварки (I) | 0-99 Гц |
| Время охлаждения | 0-99 Гц |
| Период сварки (II) | 0-99 Гц |
| Время выдержки | 0-99 Гц |
| Время открытия | 0-99 Гц |
| Время выключения | 0-99 Гц |
| Время возрастания тока | 0-99 Гц |
| Диапазон регулировки тока (I) | 100-130% |
| Диапазон регулировки тока (II) | 100-130% |
| Тип подачи-отключения сварочного тока | полупроводниковый |
| Число систем управления | 2 |
| Сглаживание скачков напряжения | да |
| Способ регулировки времени | cенсорный переключатель |
Источник питания
Расстояние между машиной для точечной сварки и трансформатором должно составлять 20 метров. Сварочная машина должна находиться на определенном расстоянии от источников влажности, пыли, газа, кислоты, щелочи и горючих материалов. Расстояние между местом монтажа и стеной должно составлять, по крайней мере, 30 метров. При необходимости использования устройства сварки, устройство сварки должно быть установлено, и его основной корпус должен быть изолирован, его электрод должен быть очищен и установлен. В противном случае, он может генерировать различные потоки искр.
| Модель | SA-800AF SA-800DD |
SA-1000AF SA-1000DD |
SA-1200AF SA-1200DD |
SA-1500AF SA-1500DD |
SA-2000AF SA-2000DD |
||
| Источник питания 220 В | Мощность прерывателя | A | 300 | 400 | 500 | 600< | 1000 |
| Мощность плавкого предохранителя | A | 200 | 250 | 300 | 400 | 500 | |
| Сечение входного питающего кабеля | мм2 | 80 | 100 | 125 | 150 | 200 | |
| Источник питания 380 В | Мощность прерывателя | A | 3-фазы 200 | 3-фазы 250 | 3-фазы 300 | 3-фазы 400 | 3-фазы 500 |
| Мощность плавкого предохранителя | A | 150 | 175 | 210 | 300 | 400 | |
| Сечение входного питающего кабеля | мм2 | >60 | >60 | >80 | >100 | >150 | |
| Водяное охлаждение | Давление воды | кг/см2 | 1-3 | 1-3 | 1-3 | 1-3 | 1-3 |
| Расход воды | л/мин | 40 | 40 | 40 | 50 | 80 | |
| Температура воды | ºC | <30 | <30 | <30 | <30 | <30 | |
| Электрическое сопротивление воды | Ω | >5K | >5K | >5K | >5K | >5K | |
| Сжатый воздух | л/мин | 61 | 73 | 73 | 86 | 98 | |
| Заземление | Сечение провода | мм | >14 | >14 | >14 | >14 | >14 |
Подключение к сети. Расположение проводов и трубопровода
1. Силовая коробка, расположенная на боковой стороне аппарата, является соединением с источником питания.
2. В случае, если мощность источника питания недостаточна, сечение провода мало или номинальное напряжение превышает указанное в характеристиках на 10%, то для обеспечения необходимых режимов сварки рекомендуется изменить входную мощность.
3. Каждый аппарат сварки должен иметь свой собственный рубильник питания. Если два или более аппарата используют один рубильник, то могут возникнуть перегрузки, сбои в работе и т.д.
4. Питание контроллера. В системе питания контроллера не используются провода.
5. Расположение подключений для охлаждения. Питающий и сливной штуцеры расположены на корпусе аппарата. Верхний штуцер является питающим, а нижний – сливным. Во время работы важно не допускать утечки воды.
6. Подключение пневматической системы. Питающий штуцер пневматической системы находится в верхней части корпуса. Перед подключением необходимо тщательно прочистить шланг от пыли грязи. Важно не допускать утечки сжатого воздуха во время работы. Шланг пневматической системы должен быть изготовлен из пластика и должен выдерживать давление не менее 10 кг/см2. Давление воздуха должно составлять 5-7 кг/см2. Длина шланга может повлиять на скорость потока воздуха, скорость и качество сварки, поэтому необходимо правильно выбрать длину шланга.
7. Установка ножного переключателя. Штепсель ножного переключателя, расположенный в нижней части корпуса, необходимо вставить в гнездо, а затем затянуть гайку.
8. Установка заземления. Заземление защищает оператора от поражения током в случае пробоя изоляции корпуса. Каждый аппарат должен быть оснащен проводом заземления с сечением провода более 14 мм2. Место подключения заземления расположено в задней части корпуса.
Подготовка к сварке
Следует прочитать следующие инструкции для того, чтобы понять принцип работы аппарата и обеспечить хорошее качество сварочных работ.
1. Убедитесь, что вода поступает в систему охлаждения с нужной скоростью и температурой. Кран подачи воды должен быть открыт, и вода должна вытекать из всех сливных отверстий. Температура воды должна быть ниже 30°С. В случае применения системы циркуляции воды необходимо следить за температурой воды. Высокая температура или недостаточное количество воды может повлиять на скорость и качество сварки. В случае течи воды существует опасность возгорания трансформатора.
2. Регулировка давления электрода. Для регулировки подачи сжатого воздуха используется регулировочный кран. Величина давления связана с толщиной свариваемого материала. При повороте крана вправо давление увеличивается, при повороте влево – уменьшается. После настройки сварочного аппарата и выбора заготовки необходимо уменьшить давление для того, чтобы избежать повреждения аппарата или заготовки. Величина давления будет отображаться на манометре. Для определения величины давления электрода см. таблицу.
3. Регулировка хода цилиндра. Для регулировки хода цилиндра при сварке специальных материалов необходимо нажать на ножной переключатель и утопить стержень в правой нижней части цилиндра. Когда ножной переключатель отпущен и стержень вынут, цилиндр возвращается в первоначальное состояние.
* Данная регулировка производится только при сварке материалов с особыми свойствами.
4. Регулировка зазора между электродами. Зазор между верхним и нижним электродами зависит от свариваемого материала. Фактически, чем меньше зазор, тем быстрее идет процесс сварки.
5. Регулировка скорости подъема и опускания электродов. Скорости подъема и опускания электродов регулируются раздельно. Регулятор в верхней части цилиндра отвечает за скорость подъема, регулятор в нижней части – за скорость опускания. При повороте регуляторов вправо скорость увеличивается, при повороте влево – уменьшается. В процессе работы скорость имеет тенденцию меняться из-за вибрации.
Увеличение давления
| Давление сжатого воздуха, кг/см2 | 1 | 2 | 3 | 4 | 5 |
| Давление электрода (500 кг) | 100 | 210 | 315 | 420 | 520 |
| Давление электрода (1000 кг) | 250 | 485 | 720 | 950 | 1150 |
Технический осмотр и обслуживание
1. В процессе работы необходимо проверить:
1-1 Переключатель питания, который должен быть в положении ВКЛ.
1-2 Источник сжатого воздуха. Проверить в отсутствии утечек воздуха и наличии смазки.
1-3 Система охлаждения включена, давление достаточно и слив воды происходит нормально. Следует проверить отсутствие засора.
1-4 Изоляцию ножного переключателя.
1-5 Изоляцию всех основных узлов аппарата во избежание поражения электрическим током.
1-6 Медное покрытие электродов должно быть чистым и без повреждений.
1-7 Заземление должно быть подключено.
1-8 Для предотвращения поражения электрическим током следует следить за изоляцией силовой коробки.
1-9 Запрещается протягивать руки в рабочую зону аппарата во время работы.
2. При отключении аппарата:
2-1 Источник питания должен быть отключен.
2-2 Системы охлаждения и пневматики должны быть отключены.
3. Обслуживание:
3-1 Проверить цилиндры и электромагнитный клапан на предмет утечки.
3-2 В случае неправильной работы цилиндров может произойти износ уплотнительных колец и поломка электромагнитного клапана.
Устранение неполадок
| Код неисправности | Показания индикатора | Причина | Устранение |
| Е1 | Требует осмотра и наладки | Обратиться к продавцу | |
| Е2 | Мощность сварки имеет неправильную величину | Проблемы и главным источником питания | Проверить изоляцию и главный переключатель питания. |
| Е3 | Недостаточное охлаждение | Высокая температура воды | Проверить температуру воды и ее объем. |
| Е4 | Неисправен пульт управления | Поврежден полупроводниковый переключатель и оборван провод | Обратиться к продавцу |
| Не горят световые индикаторы на пульте | Нет питания | ||
| Не работает ножной переключатель | Неисправен переключатель или интегральная плата | Проверить коды LED1-LED8 | |
| Нет давления | Неисправен электромагнитный клапан или источник давления | Код LED9 – 10 | |
| Самопроизвольное отключение – включение | Плохое охлаждение: включается защитная система. | ||
| Есть движение, но сварка не происходит | 1. Включить переключатель процесса сварки 2. Изолирующее покрытие на заготовке. Удалить. 3. Электрод не касается заготовки. Отрегулировать электроды. 4. Отрегулировать предварительное время. Оно может быть недостаточным. |
||
| Нет питания | Подсоединение к пульту управления | Код LED 16-17 |
m-w-l.ru
Таблица П32 Технические характеристики многоточечных сварочных машин
Таблица П33 Автоматизированные линии изготовления арматурных каркасов
Таблица П34 Технические характеристики станков для гнутья сварных сеток
Таблица П35 Технические характеристики сварочных машин и клещей
Таблица П36 Технические характеристики установок для сварки пространственных каркасов
Таблица П37 Технические характеристики полуавтомата АДФ-2001 для сварки закладных деталей под слоем флюса
Таблица П38 Технические характеристики сварочных трансформаторов
Таблица П39 Технические характеристики компрессоров
Бетоносмесительные и растворосмесительные цехи (отделения, установки) Таблица П40 Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте: |
zdamsam.ru
Оборудование для сварки арматурных конструкций
Строительные машины и оборудование
Соединение пересекающихся арматурных стержней и наращивание их длины производятся сваркой с помощью специальных машин для стыковой и точечной сварки, обеспечивающих большую производительность и высокое качество сварки.
В стыковых сварочных машинах электрический ток большой силы подают к свариваемым стержням, концы которых при соприкосновении замыкают электрическую цепь, разогреваются до пластически жидкого состояния и при осевом сжатии свариваются. Осевое сжатие свариваемых стержней в зависимости от их диаметра может быть рычажно-ручным, рычажно-пневматическим и с помощью гидроцилиндров. На рис. 16.8 дана стыковая сварочная машина, применяемая при небольших объемах работ. Она состоит из станины 4, изолированной подвижной каретки 6, токо – проводящих плит 3, контактных зажимов 2 для свариваемых стержней 1, осадочного рычага5, трансформатора 7с первичной 8
Г
И вторичной 10 обмотками, устройства 9 для регулирования силы” электрического тока переключением витков первичной обмотки и? [і токопроводящих медных шин 11.
Для точечной сварки крестообразно расположенных стержней^ арматуры применяют контактные точечные машины, принцип действия которых заключается в сжатии стержней электродами, через которые пропускают электрический ток. Благодаря большому”
|
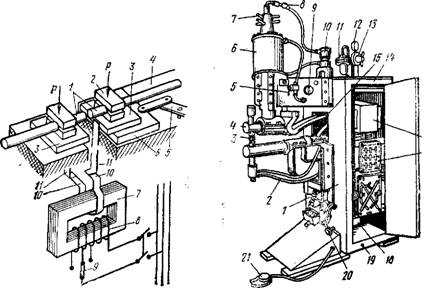
Рис. 16.9. Стационарная одноточечная сварочная машина |
Рис. 16.8. Стыковая сварочная машина |
Сопротивлению в точке контакта цилиндрических поверхностей’ выделяется теплота, разогревающая место контакта до плавления металла и сварки стержней при их сжатии. Машины точечно» сварки бывают одно – и многоточечными. Сжатие свариваемых стержней производится с помощью пневматических или пневмо- гидравлических устройств. Одноточечные контактно-сварочные машины бывают стационарными, передвижными и подвесными.
Стационарная одноточечная сварочная машина (рис. 16.9) состоит из корпуса 14, обшитого листовой сталью 1, трансформаторов 16, переключателя ступеней 17, контактора 18, электродов & с электрододержателями 4, токопроводящих шин 15 и шлангов 2 охлаждающей жидкости, поступающей от крана 20. Опусканиег нажатие и подъем верхнего электрода обеспечивает пневмосисте – ма с цилиндром 6, манометром 12, редуктором 13, электропневматическим клапансш 10, лубрикатором 11 и дросселирующим клапаном 8, ^смягчающим удар электрода при его, опускании на ар-
члатурные стержни. В цилиндре на общем штоке укреплены два аюршня, из которых нижний служит для перемещения электрода, а верхний ограничивает ход электродов и регулирует их ход соответствующей установкой гаек 7. Ручной кран 5 подъема верхнего электрода, выключатель 9 для подготовки машины к работе, – спускной воздушный вентиль 19 и пусковая переносная педаль 21 обеспечивают работу машины как в неавтоматическом, так и в автоматическом режиме.
|
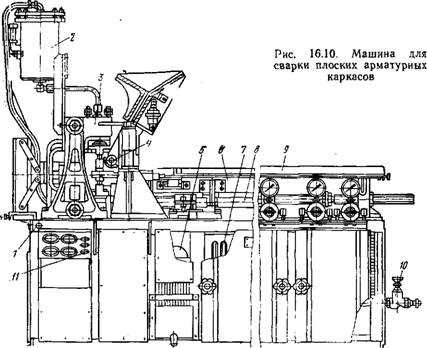
Многоточечные контактно-сварочные машины представляют собой высокопроизводительные автоматические и полуавтоматические многоэлектродные устройства, применяемые для массового производства плоских и пространственных каркасов и сеток. Машина для автоматической сварки плоских арматурных каркасов •состоит из станины 1 (рис. 16.10), пневмогидравлических преобразователей 2, обеспечивающих сжатие электродов, скобы 3 с электрододержателями, механизма 4 подачи поперечных стержней – из бункера, трех сварочных трансформаторов 5, каретки 6 для ^перемещения каркаса на шаг, переключателя ступеней 7, амортизирующего устройства 8, направляющего устройства 9 для готового каркаса, крана 10 для подвода сжатого воздуха и пульта управления 11. К каждому сварочному трансформатору подклю-
г
Чается два электрода. Механизмы машины обеспечивают в необходимой последовательности подачу под сварочные электроды»” ) поперечных стержней на продольные и сварку в точках пересечения стержней и перемещение каркаса в продольном направлении – на заданный шаг. Стержни к машине подают предварительно» очищенными, выправленными и нарезанными.
Наша организация, помимо оказания такой популярной услуги, как передача в аренду автотехники для строительства, дополнительно специализируется на осуществлении
Наша организация, помимо оказания такой популярной услуги, как передача в аренду автотехники для строительства, дополнительно специализируется на осуществлении Строительная спецтехника – главный аспект выручки строительных организаций, так как за счет …
Щековая дробилка 4 тонны в час
Дробилка щековая ДЩ-4000 Оборудование для измельчения камней, скомканных сыпучих, щебня. Предназначение: Дробилка предназначена для дробленият оходов строительства, камней, мрамора, углей, окаменевших сыпучих материалов, кирпичей и т.д. на фракции от 10 …
Калибратор — рассев сыпучих
Рассев 3х ярусный Р-4ф Оборудование для рассева сыпучих на 4 фракции Принцип работы Рассева р-4ф Куски сыпучих материалов размерами до 10 мм засыпаются в верхнее приемное отделение и после обработки …
msd.com.ua
Одно-и двухточечные машины
Категория:
Машины и оборудование для арматурных работ
Публикация:
Одно-и двухточечные машины
Читать далее:
Одно-и двухточечные машины
Основная масса арматурных сеток и каркасов изготавливается на автоматизированных многоэлектродных машинах, но в небольших арматурных цехах применяются еще одно- и двухточечные машины.
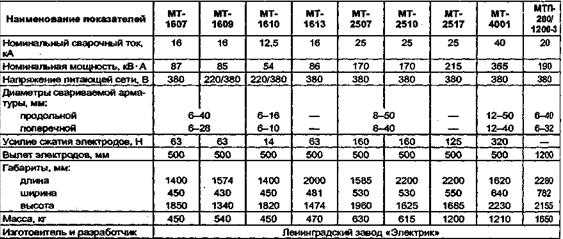
К одноточечным машинам новых выпусков относятся: МТ-1607, МТ-1609, МТ-1610, МТ-1613, МТ-2507, МТ-2510, МТ-2517, МТ-4001, МТП-200/1200-3.
В арматурных цехах применяются также одноточечные стационарные машины серии МТП мощностью 75, 100, 150 и 300 кВ-А с осевым ходом электродов и двухточечные машины МГПД-100, МТМ-33.
Рекламные предложения на основе ваших интересов:
Точечные машины изготавливаются с вылетами хоботов-электрододержателей 350—1200 мм, что обеспечивает сварку сеток шириной до 1,2 м. Сварка сеток и каркасов, ширина которых больше этого вылета может быть произведена с перевертыванием изделия.
Тогда охват электрододер-жателей обеспечивает сварку изделий шириной:
Н = 21 + а,
где I — вылет электродов, мм; а — шаг продольных стержней, мм.
Точечные машины всех типов состоят из корпуса, нижнего регулируемого неподвижного хобота с электродом, верхнего подвижного хобота с электродом, механизма сжатия, сварочного трансформатора с переключателем ступеней и однополюсного прерывателя неавтоматического или автоматического действия.
На рис. 18.24 показана одноточечная машина МТ-1610. В ее корпусе встроены сварочный трансформатор, переключатель ступеней, игнитронный контактор и панель зажимов. Пневматический цилиндр, обеспечивающий вертикальное перемещение верхнего электрододержателя, установлен на кронштейне корпуса. Электропневматический клапан, маслораспылитель и регулятор давления с манометром размещены на крышке корпуса. На передней раме установлен кран дополнительного хода электрода, а на задней стенке рамы — фильтр с вентилем, регулятор времени и автоматический выключатель. Нижний электрододержатель помещен на кронштейне.
Схема пневматической системы машины приведена на рис. 18.25. Сжатый воздух из сети поступает через запорный вентиль и фильтр в распределитель, а оттуда по одной ветви через воздушный кран проходит в верхнюю камеру пневматического цилиндра, по другой — через регулятор давления, маслораспределитель и электропневматический клапан — в среднюю или нижнюю камеры пневматического цилиндра, сообщается с атмосферой или включается в сеть сжатого воздуха. Для безударной работы машины предусмотрены дросселирующие клапаны, регулирующие скорость выпуска сжатого воздуха из камер. Пневматический цилиндр имеет два поршня, к которым подходят образующие 3 камеры. Рабочий ход верхнего электрода и сжатие свариваемых деталей осуществляются при выпуске воздуха в среднюю камеру, а обратный ход — при впуске воздуха в нижнюю камеру. Токоведущие части машины, подверженные нагреву, охлаждаются водой. Технические характеристики одноточечных машин приведены в табл. 18.20.
Из двухточечных сварочных машин чаше всего применяют типа МТМ-33. Она работает в полуавтоматическом режиме. После укладки двух продольных стержней и 1 поперечного и приварки его каркас перемешается на шаг, под электроды укладывается следующий пруток и т. д. Для укладки продольных стержней предусмотрен металлический стол. На нем имеется устройство для перемещения каркаса в процессе сварки.
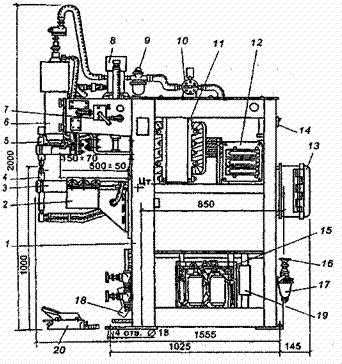
Рис. 18.24. Машина МТ-1610 для точечной сварки:
1 —- рама; 2 — кронштейн; 3, 4, 5 — нижний и верхний электродвигатели; б — пневматический цилиндр; 7 — кран дополнительного хода электрода; 8 — электропневматический клапан; 9 — маслораспылитель; 10 — регулятор давления; 11 — сварочный трансформатор; 12— переключатель ступеней; 13 — регулятор времени; 14 — автоматический выключатель; 15 — игнитронный контактор; 16—вентиль; 17 — фильтр; 18 — сливная коробка; 19 — панель зажимов; 20 — пусковая педаль
Таблица 18.21
Технические характеристики одноточечных сварочных машин
Верхняя электродная часть машины состоит из качающейся пластины с двумя подвижными устанавливаемыми в требуемом положении электродами. Опускание ее для сжатия свариваемых прутков осуществляется пневмоцилиндром. На нижнем кронштейне машины также имеются два электрода.
Двухточечные машины имеют по сравнению с одноточечными более высокую производительность (примерно вдвое).
Рекламные предложения:
Читать далее: Подвесные точечные машины
Категория: – Машины и оборудование для арматурных работ
Главная → Справочник → Статьи → Форум
stroy-technics.ru