Определение чпу – ,
alexxlab | 13.03.2020 | 0 | Разное
ЧПУ. Термины и определения | PureLogic R&D
- Статьи
- Теоретические и общие сведения о системах с ЧПУ
Определения терминов, вошедших в раздел по ГОСТ 20999 – 83 “Устройства числового программного управления для металлообрабатывающего оборудования”
Е. Computerized numerical control. Числовое программное управление станком.
- Цифровое программное управление станком
Е. Numerical control of machine. Управление обработкой заготовки на станке по управляющей программе, в которой данные заданы в цифровой форме.
- Позиционное числовое программное управление станком
Е. Positioning control. Числовое программное управление станком, при котором перемещение его рабочих органов происходит в заданные точки, причем траектории перемещения не задаются.
- Контурное числовое программное управление станком
Е. Contouring control. Числовое программное управление станком, при котором перемещение его рабочих органов происходит по заданной траектории и с заданной скоростью для получения необходимого контура обработки.
- Адаптивное числовое программное управление станком
Е. Adaptive control. Числовое программное управление станком, при котором обеспечивается автоматическое приспособление процесса обработки заготовки к изменяющимся условиям обработки по определенным критериям.
- Групповое числовое программное управление станками
Е. Direct numerical control. DNC. Числовое программное управление группой станков от ЭВМ, имеющей общую память для хранения управляющих программ, распределяемых по запросам от станков.
- Программное обеспечение системы числового программного управления станком
Е. Software. Совокупность программ и документации на них для реализации целей и задач системы числового программного управления станком.
Устройство числового программного управления станком. Е. Numerical control. Устройство, выдающее управляющие воздействия на исполнительные органы станка в соответствии с управляющей программой и информацией о состоянии управляемого объекта.
- Аппаратное устройство числового программного управления станком
Е. Numerical control. NC. Устройство числового программного управления станком, алгоритмы работы которого реализуются схемным путем и не могут быть изменены после изготовления устройства.
- Программируемое устройство числового программного управления станком
Е. Computerized numerical control. CNC. Устройство числового программного управления станком, алгоритмы работы которого реализуются с помощью программ, вводимых в его память, и могут быть изменены после изготовления устройства.
Система числового программного управления станком. Е. Control system. Совокупность функционально взаимосвязанных и взаимодействующих технических и программных средств, обеспечивающих числовое программное управление станком.
- Автоматическая работа
Автоматическая работа системы (устройства) числового программного управления станком. Е. Mode of operation, automatic. Функционирование СЧПУ (УЧПУ), при котором отработка управляющей программы происходит с автоматической сменой кадров управляющей программы.
- Работа с пропуском кадров
Работа системы числового программного управления станком с пропуском кадров. Е. Block skip. Автоматическая работа СЧПУ (УЧПУ), при которой не отрабатываются кадры управляющей программы, обозначенные символом Пропуск кадра.
- Покадровая работа
Покадровая работа системы (устройства) числового программного управления станком. Е. Mode of operation, single block. Функционирование СЧПУ (УЧПУ), при котором отработка каждого кадра управляющей программы происходит только после воздействия оператора.
- РВД. Ндп. Преднабор
Работа системы (устройства) числового программного управления станком с ручным вводом данных. Е. Manual data input. MDI. Функционирование СЧПУ (УЧПУ), при котором набор данных, ограниченный форматом кадра, производится вручную оператором на пульте.
- Ручное управление
Работа системы числового программного управления станком с ручным управлением. Е. Mode of operation, manual. Функционирование СЧПУ (УЧПУ), при котором оператор управляет станком с пульта без использования числовых данных.
- Зеркальная отработка
Зеркальная отработка системы (устройства) числового программного управления станком. Е. Machine program mirror execution. Функционирование СЧПУ (УЧПУ), при котором рабочие органы станка перемещаются по траектории, представляющей собой зеркальное отображение траектории, записанной в управляющей программе.
- Управляющая программа
Управляющая программа в числовом программном управлении. Совокупность команд на языке программирования, соответствующая заданному алгоритму функционирования станка по обработке конкретной заготовки.
- Ручная подготовка управляющей программы
Подготовка и контроль управляющей программы, в основном, без применения ЭВМ.
- Автоматизированная подготовка управляющей программы
Подготовка и контроль управляющей программы с применением ЭВМ.
- Системная программа
Системная программа в числовом программном управлении. Программа системы числового программного управления, обеспечивающая распределение ее ресурсов, организацию процесса обработки, ввода – вывода и управления данными.
- Технологическая программа
Технологическая программа в числовом программном управлении. Программа системы числового программного управления, обеспечивающая реализацию задач управления применительно к различным технологическим группам станков (токарные, фрезерные, сверлильные, КПО и др.).
- Функциональная программа
Функциональная программа в числовом программном управлении. Программа системы числового программного управления, обеспечивающая реализацию задач управления применительно к различным моделям станков внутри каждой группы.
- Программоноситель
Программоноситель в числовом программном управлении. Носитель данных, на котором записана управляющая программа. Примечание – В качестве носителя данных могут применяться перфолента, магнитная лента, магнитный диск и запоминающие устройства различного типа
Кадр управляющей программы в числовом программном управлении. Составляющая часть управляющей программы, вводимая и отрабатываемая как единое целое и содержащая не менее одной команды.
Слово управляющей программы в числовом программном управлении. Составляющая часть кадра управляющей программы, содержащая данные о параметре процесса обработки заготовки и (или) другие данные по выполнению управления.
Адрес в числовом программном управлении. Часть слова управляющей программы, определяющая назначение следующих за ним данных, содержащихся в этом слове.
Номер кадра управляющей программы в числовом программном управлении. Слово в начале кадра, определяющее последовательность кадров в управляющей программе.
- Главный кадр
Главный кадр управляющей программы в числовом программном управлении. Кадр управляющей программы, содержащий все данные, необходимые для возобновления процесса обработки заготовки после его перерыва.
Главный кадр управляющей программы обозначают специальным символом
Термин | Определение |
1. (Исключен, Изм. N 1). | |
2. Числовое программное управление станком ЧПУ Ндп. Цифровое программное управление станком Е. Numerical control of machine | Управление обработкой заготовки на станке по управляющей программе, в которой данные заданы в цифровой форме |
3. Позиционное числовое программное управление станком Позиционное управление Е. Positioning control | Числовое программное управление станком, при котором перемещение его рабочих органов происходит в заданные точки, причем траектории перемещения не задаются |
4. Контурное числовое программное управление станком Контурное управление Е. Contouring control | Числовое программное управление станком, при котором перемещение его рабочих органов происходит по заданной траектории и с заданной скоростью для получения необходимого контура обработки |
5. Адаптивное числовое программное управление станком Адаптивное управление Е. Adaptive control | Числовое программное управление станком, при котором обеспечивается автоматическое приспособление процесса обработки заготовки к изменяющимся условиям обработки по определенным критериям |
6. Групповое числовое программное управление станками Групповое управление Е. Direct numerical control DNC | Числовое программное управление группой станков от ЭВМ, имеющей общую память для хранения управляющих программ, распределяемых по запросам от станков |
7-9. (Исключены, Изм. N 1). | |
10. Программное обеспечение системы числового программного управления станком Программное обеспечение Е. Software | Совокупность программ и документации на них для реализации целей и задач системы числового программного управления станком |
11. Устройство числового программного управления станком УЧПУ Е. Numerical control | Устройство, выдающее управляющие воздействия на исполнительные органы станка в соответствии с управляющей программой и информацией о состоянии управляемого объекта |
12. Аппаратное устройство числового программного управления станком Е. Numerical control NC | Устройство числового программного управления станком, алгоритмы работы которого реализуются схемным путем и не могут быть изменены после изготовления устройства |
13. Программируемое устройство числового программного управления станком Е. Computerized numerical control CNC | Устройство числового программного управления станком, алгоритмы работы которого реализуются с помощью программ, вводимых в его память, и могут быть изменены после изготовления устройства |
14. Система числового программного управления станком СЧПУ Е. Control system | Совокупность функционально взаимосвязанных и взаимодействующих технических и программных средств, обеспечивающих числовое программное управление станком |
15-22. (Исключены, Изм. N 1). | |
23. Автоматическая работа системы (устройства) числового программного управления станком Автоматическая работа Е. Mode of operation, automatic | Функционирование СЧПУ (УЧПУ), при котором отработка управляющей программы происходит с автоматической сменой кадров управляющей программы |
24. Работа системы числового программного управления станком с пропуском кадров Пропуск кадра Е. Block skip | Автоматическая работа СЧПУ (УЧПУ), при которой не отрабатываются кадры управляющей программы, обозначенные символом “Пропуск кадра” |
25. (Исключен, Изм. N 1). | |
26. Покадровая работа системы (устройства) числового программного управления станком Покадровая работа Е. Mode of operation, single block | Функционирование СЧПУ (УЧПУ), при котором отработка каждого кадра управляющей программы происходит только после воздействия оператора |
27. Работа системы (устройства) числового программного управления станком с ручным вводом данных РВД Ндп. Преднабор Е. Manual data input MDI | Функционирование СЧПУ (УЧПУ), при котором набор данных, ограниченный форматом кадра, производится вручную оператором на пульте |
28. Работа системы числового программного управления станком с ручным управлением Ручное управление Е. Mode of operation, manual | Функционирование СЧПУ (УЧПУ), при котором оператор управляет станком с пульта без использования числовых данных |
29. Зеркальная отработка системы (устройства) числового программного управления станком Зеркальная отработка Е. Machine program mirror execution | Функционирование СЧПУ (УЧПУ), при котором рабочие органы станка перемещаются по траектории, представляющей собой зеркальное отображение траектории, записанной в управляющей программе |
30-49. (Исключены, Изм. N 1). | |
Обеспечение программное | 10 |
Обеспечение системы числового программного управления станком программное | 10 |
Отработка зеркальная | 29 |
Отработка системы числового программного управления станком зеркальная | 29 |
Отработка устройства числового программного управления станком зеркальная | 29 |
Пропуск кадра | 24 |
Работа автоматическая | 23 |
Работа покадровая | 26 |
Работа системы числового программного управления станком автоматическая | 23 |
Работа системы числового программного управления станком покадровая | 26 |
Работа системы числового программного управления станком с ручным вводом данных | 27 |
Работа системы числового программного управления станком с ручным управлением | 28 |
Работа устройства числового программного управления станком автоматическая | 23 |
Работа устройства числового программного управления станком покадровая | 26 |
Работа устройства числового программного управления станком с ручным вводом данных | 27 |
Работа устройства числового программного управления станком с ручным управлением | 28 |
РВД | 27 |
Управление адаптивное | 5 |
Управление групповое | 6 |
Управление контурное | 4 |
Управление позиционное | 3 |
Управление ручное | 28 |
Управление станками программное числовое групповое | 6 |
Управление станком программное цифровое | 2 |
Управление станком программное числовое адаптивное | 5 |
Управление станком программное числовое контурное | 4 |
Управление станком программное числовое позиционное | 3 |
Устройство числового программного управления станком | 11 |
Устройство числового программного управления станком аппаратное | 12 |
Устройство числового программного управления станком программируемое | 13 |
УЧПУ | 11 |
Adaptive control | 5 |
Block skip | 24 |
CNC | 6* |
_______________ | |
Computerized numerical control | 13 |
Contouring control | 4 |
Control system | 14 |
Direct numerical control | 6 |
DNC | 6 |
Machine program mirror execution | 29 |
Manual data input | 27 |
MDI | 27 |
Mode of operation, automatic | 23 |
Mode of operation, manual | 28 |
Mode of operation, single block | 26 |
Numerical control | 11, 12 |
Numerical control of machine | 2 |
Positioning control | 3 |
Software | 10 |
Термин | Определение |
1. Управляющая программа в числовом программном управлении Управляющая программа | Совокупность команд на языке программирования, соответствующая заданному алгоритму функционирования станка по обработке конкретной заготовки |
2. Ручная подготовка управляющей программы | Подготовка и контроль управляющей программы, в основном, без применения ЭВМ |
3. Автоматизированная подготовка управляющей программы | Подготовка и контроль управляющей программы с применением ЭВМ |
4. Системная программа в числовом программном управлении Системная программа | Программа системы числового программного управления, обеспечивающая распределение ее ресурсов, организацию процесса обработки, ввода-вывода и управления данными |
5. Технологическая программа в числовом программном управлении Технологическая программа | Программа системы числового программного управления, обеспечивающая реализацию задач управления применительно к различным технологическим группам станков (токарные, фрезерные, сверлильные, КПО и др.). |
6. Функциональная программа в числовом программном управлении Функциональная программа | Программа системы числового программного управления, обеспечивающая реализацию задач управления применительно к различным моделям станков внутри каждой группы |
7. Программоноситель в числовом программном управлении | Носитель данных, на котором записана управляющая программа. Примечание. В качестве носителя данных могут применяться перфолента, магнитная лента, магнитный диск и запоминающие устройства различного типа |
8. Кадр управляющей программы в числовом программном управлении Кадр | Составляющая часть управляющей программы, вводимая и отрабатываемая как единое целое и содержащая не менее одной команды |
9. Слово управляющей программы в числовом программном управлении Слово | Составляющая часть кадра управляющей программы, содержащая данные о параметре процесса обработки заготовки и (или) другие данные по выполнению управления |
10. Адрес в числовом программном управлении Адрес | Часть слова управляющей программы, определяющая назначение следующих за ним данных, содержащихся в этом слове |
11. Номер кадра управляющей программы в числовом программном управлении Номер кадра | Слово в начале кадра, определяющее последовательность кадров в управляющей программе |
12. Формат кадра управляющей программы в числовом программном управлении Формат кадра | Условная запись структуры и расположения слов в кадре управляющей программы с максимальным числом слов |
13. Главный кадр управляющей программы в числовом программном управлении Главный кадр | Кадр управляющей программы, содержащий все данные, необходимые для возобновления процесса обработки заготовки после его перерыва. Примечание. Главный кадр управляющей программы обозначают специальным символом |
14. Абсолютный размер в управляющей программе Абсолютный размер | Линейный или угловой размер, задаваемый в управляющей программе и указывающий положение точки относительно принятого нуля отсчета |
15. Размер в приращении в управляющей программе Размер в приращении | Линейный или угловой размер, задаваемый в управляющей программе и указывающий положение точки относительно координат точки предыдущего положения рабочего органа станка |
16. Ускоренная отработка управляющей программы Ускоренная отработка | Автоматическая работа СЧПУ (УЧПУ), при которой предусмотренные в управляющей программе скорости подач автоматически заменяются на ускоренную подачу |
17. Ввод управляющей программы в числовом программном управлении Ввод | Функционирование УЧПУ, при котором ввод данных в память УЧПУ с программоносителя происходит от ЭВМ верхнего ранга или с пульта оператора |
18. Вывод управляющей программы в числовом программном управлении Вывод | Функционирование УЧПУ, при котором происходит вывод хранимой в памяти УЧПУ управляющей программы на носитель данных. Примечание. При выводе управляющей программы могут выводиться дополнительные данные, используемые при отработке управляющей программы и хранящиеся в памяти УЧПУ, например, константы и т.п. |
19. Поиск кадра в управляющей программе в числовом программном управлении Поиск кадра | Функционирование УЧПУ, при котором на программоносителе или в запоминающем устройстве УЧПУ обнаруживается заданный кадр управляющей программы по его номеру или специальному признаку |
20. Редактирование управляющей программы в числовом программном управлении Редактирование | Функционирование УЧПУ, при котором управляющую программу изменяет оператор непосредственно у станка |
21. Контурная скорость | Результирующая скорость подачи рабочего органа станка, вектор которой равен геометрической сумме векторов скоростей перемещения этого органа вдоль осей координат станка |
22. Нулевая точка станка Нуль станка | Точка, принятая за начало системы координат станка |
23. Исходная точка станка | Точка, определенная относительно нулевой точки станка и используемая для начала работы по управляющей программе |
24. Фиксированная точка станка Фиксированная точка | Точка, определенная относительно нулевой точки станка и используемая для определения положения рабочего органа станка |
25. Точка начала обработки | Точка, определяющая начало обработки конкретной заготовки |
26. Нулевая точка детали Нуль детали | Точка на детали, относительно которой заданы ее размеры |
27. Плавающий нуль | Свойство СЧПУ (УЧПУ) помещать начало отсчета перемещения рабочего органа в любое положение относительно нулевой точки станка |
28. Дискретность задания перемещения | Минимальное перемещение или угол поворота рабочего органа станка, которые могут быть заданы в управляющей программе |
29. Дискретность отработки перемещения | Минимальное перемещение или угол поворота рабочего органа станка, контролируемое в процессе управления |
30. Максимальное программируемое перемещение | Наибольшее перемещение рабочего органа станка, которое может быть задано в одном кадре управляющей программы |
31. Коррекция инструмента | Изменение с пульта управления запрограммированных координат (координаты) рабочего органа станка |
32. Коррекция скорости подачи Коррекция подачи | Изменение с пульта оператора запрограммированного значения скорости подачи |
33. Коррекция скорости главного движения | Изменение с пульта оператора запрограммированного значения скорости главного движения станка |
34. Значение коррекции положения инструмента Коррекция на положение инструмента | Расстояние по оси координат станка, на которое следует дополнительно сместить инструмент |
35. Значение коррекции на длину инструмента Коррекция на длину инструмента | Расстояние вдоль оси вращающегося инструмента, на которое следует дополнительно сместить инструмент |
36. Значение коррекции на фрезу Коррекция на фрезу | Расстояние по нормали к заданному контуру перемещения фрезы, на которое следует дополнительно переместить центр фрезы |
37. Металлообрабатывающее оборудование | Станки для обработки металлов резанием: например, токарные, фрезерные, сверлильные, шлифовальные, расточные, обрабатывающие центры, электроэрозионные, а также оборудование для обработки металлов давлением, например, листогибочные машины, дыропробивные прессы, ножницы, станки для обработки и переработки проволоки и прочее |
38. Программируемое постоянное запоминающее устройство | Постоянное запоминающее устройство, содержание памяти которого может быть однократно изменено |
39. Перепрограммируемое постоянное запоминающее устройство ППЗУ | Постоянное запоминающее устройство, содержание памяти которого может быть многократно изменено электрическим способом. Примечание. Число циклов перепрограммирования равно 10-10 |
40. Программируемое постоянное запоминающее устройство с ультрафиолетовым стиранием СПЗУ | Постоянное запоминающее устройство, содержание памяти которого может быть изменено ограниченное число раз. Примечание. Число циклов перепрограммирования не превышает 100 раз |
docs.cntd.ru
Управляющая программа для станков с ЧПУ: разработка, типы, ошибки
Управляющая программа для станка с ЧПУ – составляющая станочного оборудования с числовым программным управлением. С ее помощью обеспечивается автономная или полуавтономная обработка заготовок. Этот компонент позволяет получить качественное и точное изготовление деталей, имеющих сложные формы. Разработка управляющей программы требует специальных навыков.
Предназначение
Управляющая программа обеспечивает контроль над станками на числовом программном управлении. без необходимости постоянного слежения. Она представляет собой комплекс команд, которые подаются рабочему оборудованию.
При помощи команд:
- перемещаются инструменты;
- перемещаются заготовки;
- контролируется скорость обработки.
Написание программы осуществляется под конкретные заготовки. Для ее создания необходимо установить на компьютер специальную программу. Наличие подобного софта позволит создать методики контроля самостоятельно при наличии базовых навыков.

Программное управление бывает дискретным и контурным. Первый вариант используется для обработки заготовок с простыми формами. Он позволяет выполнить базовые функции. УП второго типа предназначен для сложной обработки. Он чаще всего используется на токарных и фрезерных станках. Обработка осуществляется в зависимости от характеристик конкретного прибора. На их основе выполняются заданные функции.
Чтобы создать технологическую операцию, необходимо получить информацию о:
- поверхности детали;
- рабочих инструментах;
- величине припуска;
- числе проходов для каждой поверхности;
- режиме резания.
Также необходимо запомнить, в каком положении инструменты находились изначально, и по какой траектории они будут двигаться. Определение траектории вычисляется на основе координат опорных точек.
При помощи управляющей программы можно выполнить:
- токарные работы;
- фрезеровку;
- шлифовальные работы.
Софт может использоваться для нескольких задач сразу.
Его можно скачать в интернете бесплатно, или же воспользоваться платными приложениями. Платные приложения могут отличаться наличием дополнительных возможностей.
Создание
Методика создания УП включает несколько этапов. На первом этапе создания управляющей программы строится цифровая модель изделия. После этого проводится программный анализ. С его помощью модель можно разделить на точки, чтобы разработать систему координат. По ней будут двигаться инструменты и заготовка в ходе работы.
Создать программу без трехмерной модели изделия не получится. Данная задача выполняется специалистом. Также уже готовые модели можно скачать в интернете, но нет гарантии, что они подойдут для нужной работы.
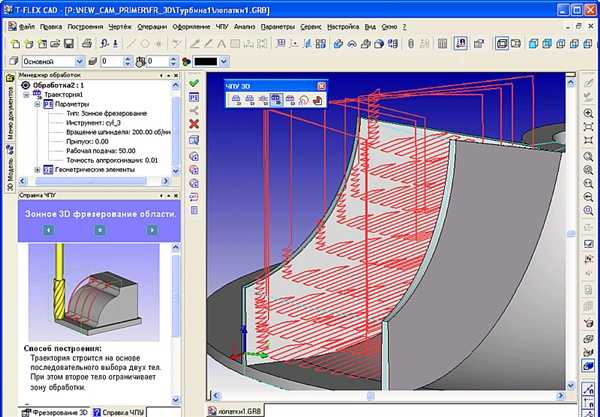
При изготовлении программ для станков с ЧПУ можно использовать системы автоматизированного программирования, самыми популярными из которых являются:
- AutoCAD;
- NanoCAD;
- T-FlexCAD;
- ArtCam;
- SolidWorks.
При помощи программного обеспечения можно изменить характеристики будущего изделия. Чем больше будет собранного информации, тем более точной будет обработка. На завершающем этапе разрабатываются управляющие команды, которые будут объединены в файл.
Обработкой файла будет заниматься процессор. Информация с файла считывается последовательно. Поэтому команды выполняются друг за другом. Программу легко записать на обычном компьютере и подключить ее при помощи флешки. Затем она будет записана в память компьютера, управляющего станком, и использовать ее не понадобится. С самой программой можно будет осуществлять серийную разработку деталей.
Основной составляющей управляющих программ является G-код. Он состоит из числовых символов. Символы числовой системы могут быть различными командами:
- технологическими;
- геометрическими;
- подготовительными;
- вспомогательными.
Первый тип отвечает за определение рабочего инструмента, скорость обработки, включение и выключение прибора. Второй тип определяет и контролирует заданные координаты. Третий тип позволяет программе управлять станком, а также задает режимы производства. Последний тип включает и выключает отдельные механизмы. Разобраться в коде может технолог-программист.
При покупке оборудования следует инструкция, в которой указано, как правильно создавать числовое программное управление, и использовать различные типы команд.
Виды программ
При создании программы для станков необходимо учесть целый комплекс вопросов:
- на каких оборотах способен работать шпиндель;
- на каких скоростях он может работать;
- с какой производительностью способен работать станок;
- насколько может перемещаться рабочий инструмент;
- сколько инструментов может использовать станок.
Большинство вопросов связаны с характеристиками станка. Для определения необходимых данных достаточно воспользоваться инструкцией, которая следует вместе с оборудованием при его покупке. Некоторые управляемые станки могут иметь дополнительные функции. Их также нужно учитывать при программировании, иначе обработка может осуществляться неточно. Список дополнительных функций также имеется в инструкции.
Не существует универсальных программ для передачи команд станку. Список самых востребованных состоит из программ для:
- разработки трехмерных моделей;
- быстрого просмотра и редактирования трехмерных моделей;
- конвертации файлов из одного формата в другой;
- создания и предварительного просмотра УП;
- выполнения задач на станке.
Управляющие программы позволяют станкам изготовлять сложные изделия. Детали со сложной формы могут быть изготовлены из древесины, металла, камня. На специальных станках можно обработать менее используемые материалы.

Преимущества
Управляющая программа помогает упросить производственный процесс в несколько раз. На станках с ЧПУ не требуется больше одного оператора агрегата, и работает по простой методике. УП экономят время и повышают точность обработки.
Они используются при:
- изготовлении рекламных баннеров;
- производстве мебели;
- дизайнерском оформлении помещения;
- порезке и раскрое листового материала;
- изготовлении сувенирных изделий.
При помощи современных приложений составить управляющую программу может человек, не имеющий образования в области программирования. Благодаря поддержке различных операционных систем, запустить УП можно практически на любом компьютерном устройстве, связанным со станком с системой числового программного управления. Недостаток программных приложений заключается в периодическом возникновении ошибок.

Виды ошибок
Ошибки возникают чаще всего при разработке УП для обработки деталей, имеющих сложные формы. Наиболее частой причиной является недостаточная подготовка оператора-программиста. Поэтому УП должны разрабатываться подготовленными сотрудниками.
Ошибки бывают трех типов:
- герметического;
- технологического;
- перфорационного.
Первый вид ошибок возникает на этапе расчетов. В большинстве случаев они связаны с нарушением параметров заготовки, вычислении координат опорных точек, определения положения рабочих инструментов станочного прибора.
Технологические ошибки возникают, когда станок настраивается. Их причина заключается в неправильно заданной скорости, параметров обработки, и других команд, задаваемых для оборудования с ЧПУ. Третий тип ошибок возникает в перфорированной ленте или перфораторе.
vseochpu.ru
Функциональные составляющие (подсистемы) ЧПУ
Для того чтобы сделать из обычного станка с ручным управлением станок с ЧПУ, необходимо внедрить определенные компоненты в его конструкцию. Недостаточно просто подключить станок к компьютеру, чтобы он работал по программе, – необходимо модернизировать механическую и электронную «начинку» станка. Давайте посмотрим, как устроена система ЧПУ (СЧПУ) на большинстве современных станков.
Условно СЧПУ можно разделить на три подсистемы:
- подсистему управления;
- подсистему приводов;
- подсистему обратной связи.
Далее в этом разделе мы подробнее остановимся на каждой из данных подсистем.
Подсистема управления
Центральной частью всей СЧПУ является подсистема управления. С одной стороны, она читает управляющую программу и отдает команды различным агрегатам станка на выполнение тех или иных операций. С другой – взаимодействует с человеком, позволяя оператору станка контролировать процесс обработки.
Сердцем подсистемы управления является контроллер (процессор), который обычно расположен в корпусе стойки ЧПУ. Сама стойка имеет набор кнопок и экран (все вместе называется пользовательским интерфейсом) для ввода и вывода необходимой информации.
Системы управления могут быть как закрытыми, так и открытыми, ПК-совместимыми. Закрытые системы управления имеют собственные алгоритмы и циклы работы, собственную логику. Производители таких систем, как правило, не распространяют информацию об их архитектуре. Скорее всего, вы не сможете самостоятельно обновить программное обеспечение и редактировать настройки такой системы. У систем закрытого типа есть важное преимущество – они, как правило, имеют высокую надежность, так как все компоненты системы прошли тестирование на совместимость.
В последнее время стало появляться все больше открытых, ПК-совместимых систем управления. Их аппаратная начинка практически такая же, как и у вашего домашнего персонального компьютера. Преимущество такого метода – в доступности и дешевизне электронных компонентов, большинство из которых можно приобрести в обычном компьютерном магазине, и в возможности обновления внутреннего программного обеспечения.
Самые современные СЧПУ могут быть оснащены CAM-системой, позволяющей автоматизировать процесс написания УП прямо на станке. Наиболее яркий пример – системы ЧПУ серии MAPPS IV японских станков Mori Seiki содержат встроенное программное обеспечение ESPRIT от компании DP Technology (США) и позволяют оператору не только создать УП любой сложности, но и произвести ее всестороннюю проверку.

Рис. 1.6. Стойка MAPPS IV c CAM-системой ESPRIT
Подсистема приводов
Подсистема приводов включает в себя различные двигатели и винтовые передачи для окончательного выполнения команд подсистемы управления – для реализации перемещения исполнительных органов станка.
Высокоточные ходовые винты
Важными компонентами подсистемы приводов являются высокоточные ходовые винты. Вы, наверное, знаете, что на станке с ручным управлением рабочий, вращая рукоятку, соединенную с ходовым винтом, перемещает рабочий стол. На днище стола укреплена гайка таким образом, что при повороте винта происходит линейное перемещение стола.
Усовершенствованный ходовой винт станка с ЧПУ позволяет выполнять перемещение исполнительного органа с минимальным трением и практически без люфтов. Устранение люфта очень важно по двум причинам. Во-первых, это необходимо для обеспечения сверхточного позиционирования. Во-вторых, только при соблюдении этого условия возможно нормальное попутное фрезерование.
Двигатели
Второй составляющей подсистемы является двигатель (а точнее – несколько двигателей). Вращение вала двигателя приводит к повороту высокоточного ходового винта и линейному перемещению рабочего стола или колонны. В конструкции станков используются шаговые электродвигатели и серводвигатели.
Шаговый электродвигатель – это электромеханическое устройство, преобразующее электрический сигнал управления в дискретное механическое перемещение. Существует несколько основных видов шаговых двигателей, отличающихся конструктивным исполнением:
- шаговые двигатели с переменным магнитным сопротивлением;
- шаговые двигатели с постоянным магнитным сопротивлением;
- гибридные двигатели.
Принцип работы у всех этих двигателей примерно одинаков и достаточно прост.
Шаговый двигатель с переменным магнитным сопротивлением имеет несколько полюсов на статоре и ротор из магнитно-мягкого материала (реактивный ротор). На рис. 1.7 показан двигатель, имеющий шесть полюсов на статоре, ротор с четырьмя зубьями и три независимые обмотки, каждая из которых приходится на противоположные полюса статора.
При подаче электрического тока в одну из обмоток ротор стремится занять положение, при котором возникший магнитный поток будет замкнут. То есть зубья ротора будут находиться прямо напротив тех полюсов статора, на обмотки которого подан ток. Если выключить ток в этой обмотке и подать его в следующую обмотку, то ротор повернется, чтобы в очередной раз замкнуть магнитный поток своими зубьями. Для непрерывного вращения ротора необходимо попеременно подавать электрический ток в 1, 2 и 3 обмотки, при этом шаг вращения для представленного двигателя составит 30°.
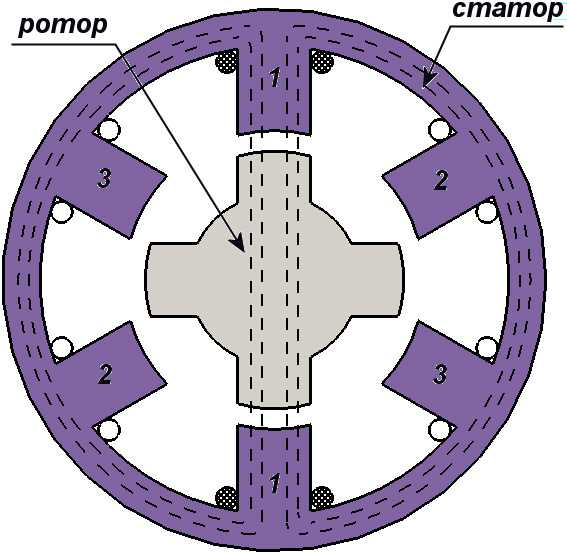
Рис. 1.7. Устройство шагового двигателя с переменным магнитным сопротивлением
Шаговый двигатель с постоянными магнитами состоит из статора с обмотками и ротора с постоянными магнитами. На рис. 1.8 показан двигатель, имеющий две пары полюсов статора и три пары полюсов ротора. При подаче электрического тока в одну из обмоток ротор займет положение, при котором разноименные полюса статора и ротора будут находиться напротив друг друга. Для непрерывного вращения ротора необходимо попеременно подавать электрический ток в 1 и 2 обмотки, при этом шаг вращения составит 30°.
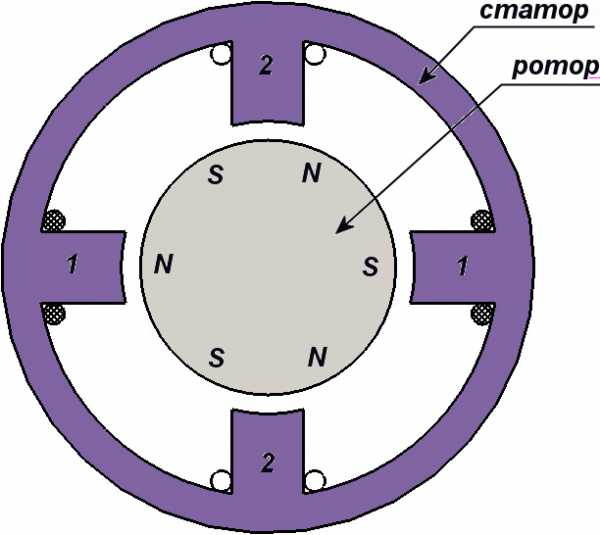
Рис. 1.8. Устройство шагового двигателя с постоянными магнитами
Большинство современных шаговых электродвигателей являются гибридными, то есть сочетают достоинства двигателей с переменным магнитным полем и двигателей с постоянными магнитами, имеют гораздо большее число полюсов статора и зубьев ротора, что обеспечивает меньший шаг вращения.
Когда подсистема управления посылает шаговому двигателю электрический импульс, то происходит поворот на определенный угол, который зависит от конструкции двигателя (например, 0,7°). Если ходовой винт имеет шаг 1 мм, то один импульс заставит исполнительный орган станка линейно переместиться на 0,7/360 × 1 = 0,0019 мм. Эта величина называется разрешением системы, или ценой импульса. Нельзя переместить исполнительный орган на величину, меньшую, чем разрешение системы. Таким образом, вы видите, что существует прямая взаимосвязь между двигателем, ходовым винтом и точностью перемещений станка.
Простота конструкции и легкость управления сделали шаговые электродвигатели очень популярными. Основным минусом двигателей этого типа является их толчковая или дискретная работа, которая может привести к ухудшению качества чистовой обработки поверхностей и эффекту «ступенек» при выполнении обработки по наклонной прямой или дуге. Однако шаговые двигатели могут работать без использования дорогостоящей и сложной обратной связи. Это позволяет создавать недорогие, хотя и не высокоточные станки.
Самые современные станки с ЧПУ не оснащаются шаговыми двигателями. На смену им пришли серводвигатели, которые имеют более сложную конструкцию. Серводвигатели, в отличие от шаговых двигателей, работают гладко, имеют лучшие характеристики, но ими тяжелее управлять.
Для работы с серводвигателем необходимо наличие специальных контроллеров и устройств обратной связи, что, несомненно, приводит к увеличению стоимости станка.
Подсистема обратной связи
Подсистема обратной связи главным образом призвана обеспечивать подсистему управления информацией о реальной позиции исполнительного органа станка и о скорости двигателей. Подсистема обратной связи может быть открытого или замкнутого типа.
Системы открытого типа регистрируют наличие или отсутствие сигнала из подсистемы управления. К сожалению, они не могут дать информации о реальной позиции исполнительного органа и скорости двигателей, поэтому в современных станках с ЧПУ практически не используются.
Системы замкнутого типа используют внешние датчики для проверки необходимых параметров.
Функционирование системы ЧПУ
Мы рассмотрели по отдельности работу трех подсистем, составляющих основу СЧПУ. Теперь поговорим о функционировании всей системы в целом.
Программист создает управляющую программу, в которой содержится закодированная информация о траектории и скорости перемещения исполнительных органов станка, частоте вращения шпинделя и другие данные, необходимые для выполнения обработки. Подсистема управления читает эту программу, расшифровывает ее и вырабатывает профиль перемещения.
Профиль перемещения можно представить в виде графика, который показывает, в какой точке должен находиться исполнительный орган станка через определенные промежутки времени. В соответствии с профилем перемещения подсистема управления посылает на соответствующий двигатель строго определенное количество электрических импульсов. Двигатель вращает ходовой винт, и исполнительный орган станка перемещается в указанную позицию (координату). Датчики обратной связи отправляют в подсистему управления информацию о действительной достигнутой позиции исполнительного органа. Происходит сравнение фактической и требуемой (теоретической) позиций. Если между ними есть разница (ошибка перемещения), то подсистема управления посылает скорректированное на величину ошибки число электрических импульсов на двигатель. Этот процесс повторяется снова и снова, пока исполнительный орган станка не достигнет требуемой позиции с определенной (очень высокой) точностью. Вообще, некоторая ошибка перемещения присутствовать будет всегда. Главное, чтобы она была настолько маленькой, что ей можно было бы пренебречь.
Мы рассмотрели простейший вариант – перемещение вдоль одной оси. Давайте усложним задачу. Пусть требуется переместить рабочий стол прямолинейно, но не параллельно ни одной из осей станка (рис. 1.12). Для того чтобы выполнить такое перемещение, система ЧПУ вынуждена строить между точками 1 и 2 множество опорных точек и двигать рабочий стол по этим точкам «ступенчато», попеременно включая подачу то по одной оси, то по другой. При этом нужно поддерживать такое соотношение скоростей движения по осям, чтобы траектория перемещения соответствовала заданной траектории. Работу по расчету этих промежуточных опорных точек выполняет специальное устройство, входящее в состав подсистемы управления, – интерполятор. Интерполятор непрерывно в соответствии с заданными перемещениями поддерживает функциональную связь между опорными точками и оценивает отклонения от заданной траектории, стремясь свести их к минимуму. Эти «ступеньки» имеют некоторое отклонение от заданной траектории перемещения. Величина отклонения полученной «ступенчатой» траектории будет равна или кратна цене импульса (разрешению) системы ЧПУ или импульса, формируемого датчиком обратной связи. Так как в современных станках разрешение системы ЧПУ приближается к 0,001 мм (1 мкм), то получаемое перемещение можно рассматривать как гладкое.
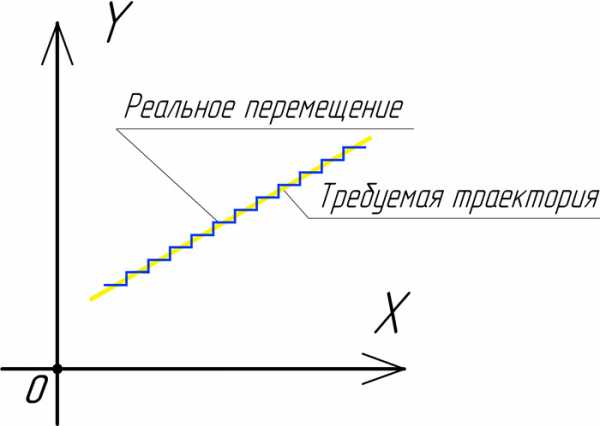
Рис. 1.12. При перемещении из точки 1 в точку 2 система ЧПУ строит множество опорных точек и перемещает исполнительный орган «ступенчато», попеременно включая подачу то по одной оси, то по другой
Рассмотренная интерполяция называется линейной. Если же необходимо выполнить перемещение по дуге, то интерполяция будет круговой (рис. 1.13). В случае перемещения по дуге выполняется так называемая линейная аппроксимация дуги, то есть замена дуги маленькими прямолинейными отрезками. Поэтому исполнительный орган станка также будет двигаться по «ступенчатой» траектории, которая визуально будет казаться абсолютно гладкой.
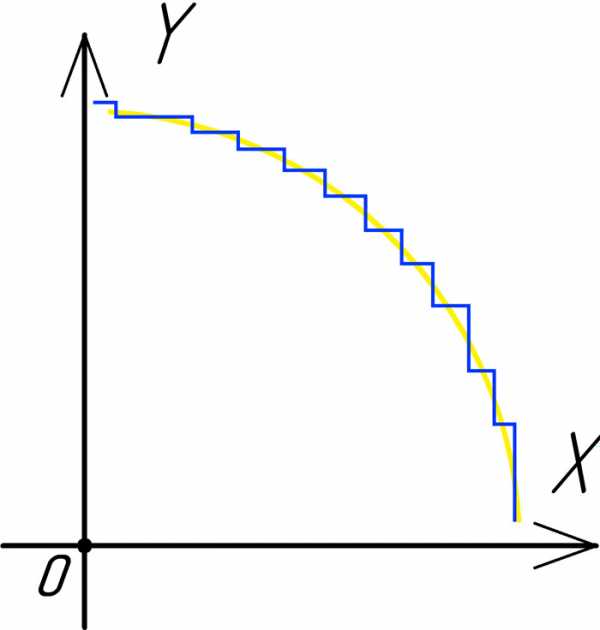
Рис. 1.13. Схема круговой интерполяции
planetacam.ru
Нулевая точка станка и направления перемещений
Система координат станка с ЧПУ является главной расчетной системой, определяющей перемещения исполнительных органов. Оси координат располагают параллельно направляющим станка, что позволяет при создании УП легко задавать направления и расстояния перемещений.

Рис. 4.1. Оси координатной системы расположены параллельно направляющим
Правая система координат является стандартной для всех станков с ЧПУ. В этой системе положительные направления координатных осей определяются по правилу «правой руки». Если большой палец указывает положительное направление оси X, указательный – оси Y, то средний укажет на положительное направление оси Z. В качестве положительного направления оси Z принимают вертикальное направление вывода инструмента (например, сверла) из заготовки. То есть ось Z всегда связана со шпинделем станка. Как правило, за X принимают ось, вдоль которой возможно наибольшее перемещение исполнительного органа станка. При этом ось X перпендикулярна оси Z и параллельна плоскости рабочего стола. Если вы определили на станке направления осей X и Z, то по правилу «правой руки» вы однозначно сможете сказать, куда «смотрит» ось Y. Оси X, Y, Z указывают положительные направления перемещений инструмента относительно неподвижных частей станка.
При создании УП программист всегда исходит из правила, что именно инструмент перемещается относительно неподвижной заготовки.
Дело в том, что одни станки с ЧПУ действительно перемещают колонну, шпиндель и, соответственно, вращающийся инструмент относительно неподвижной заготовки, а другие станки, наоборот, перемещают рабочий стол с заготовкой относительно вращающегося инструмента. Получаем противоположные направления перемещений. Если бы не было этого правила, то программист вынужден был бы думать: а что, собственно, перемещается и в какую сторону. А так все просто – система ЧПУ сама определит, в каком направлении нужно переместить тот или иной узел станка.
 Рис. 4.2. Воспользуйтесь правилом «правой руки» для определения положительных направлений осей координатной системы станка |
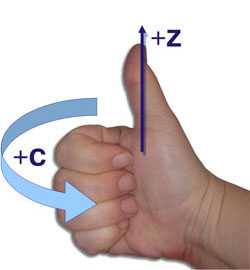 Рис. 4.3. Если расположить большой палец правой руки в положительном направлении оси, то остальные согнутые пальцы обозначат положительное направление вращения вокруг этой оси |
Кроме линейных перемещений, конструкция некоторых станков позволяет совершать круговые перемещения. Под круговым перемещением подразумевается, например, поворот оси шпинделя фрезерного станка. Однако само рабочее вращение шпинделя не входит в это понятие. Круговые перемещения инструмента обозначают латинскими буквами А (вокруг оси X), В (вокруг оси Y) и С (вокруг оси Z). Положительные направления вращений вокруг этих осей определяются очень просто. Если расположить большой палец по направлению оси, то другие согнутые пальцы покажут положительное направление вращения.
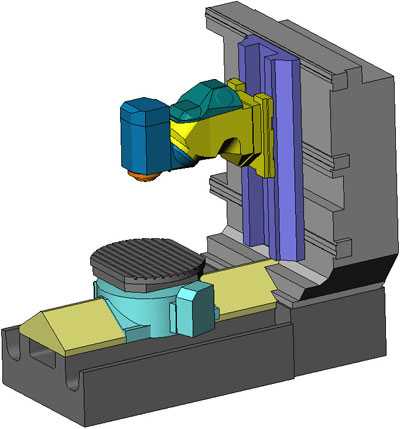
Рис. 4.4. Головка этого станка способна поворачиваться вокруг своей оси
Положения исполнительных органов характеризуют их базовые точки, которые выбираются с учетом конструкции станка. Например, базовой точкой для шпинделя фрезерного станка с ЧПУ является точка пересечения его торца с собственной осью вращения. Для рабочего стола – точка пересечения его диагоналей или один из углов. Положение базовой точки относительно начала координат станка с ЧПУ (нулевой точки станка) называется позицией исполнительного органа в системе координат станка или машинной позицией (от англ. machine станок). При работе станка в любой момент времени вы можете увидеть на экране стойки ЧПУ текущую машинную позицию (например, рабочего стола) по любой из осей относительно «нуля станка». В документации станка пределы возможных перемещений рабочих органов, как правило, указывают пределами смещений базовых точек. Эти данные являются очень важной характеристикой станка, так как они определяют максимально возможные габариты обрабатываемой заготовки.
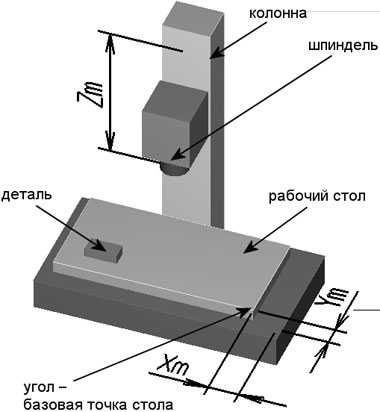
Рис. 4.5. Расстояния Xm, Ym и Zm от нулевой точки станка до базовых точек исполнительных органов определяют машинные позиции
Нулевая точка станка – это физическая позиция, установленная производителем станка при помощи концевых выключателей или датчиков. После включения станка необходимо переместить исполнительные органы в его нулевую точку, для того чтобы СЧПУ смогла определить или «обнулить» их машинную позицию, или, другими словами, нужно синхронизировать СЧПУ и станок. Дело в том, что в момент включения станка СЧПУ еще не знает реального положения исполнительных органов, и если не выполнить возврата в нуль, то станок просто «откажется» работать. Когда исполнительный орган приходит в нулевую точку станка, то происходит замыкание контактов специального датчика или конечного выключателя, СЧПУ получает электрический сигнал и машинная позиция обнуляется. Процедура возврата в нуль станка является стандартной, и для ее осуществления любой станок имеет специальный режим и соответствующие клавиши на панели УЧПУ.
planetacam.ru
Оператор фрезерного станка с ЧПУ: требования, обязанности, востребованость
Любые фрезерные станки самостоятельно работать не могут. Чтобы обеспечить соответствующее качество обработки деталей, таким устройством должен управлять оператор фрезерного станка с ЧПУ, который, имея соответствующую техническую подготовку, может правильно корректировать выполнение любых операций.
Роли оператора, обслуживающего фрезерные станки
Никакие производственные устройства, даже автоматизированные с числовым программным управлением, не смогут работать сами по себе. Их обязательно должен обслуживать оператор фрезерного станка. Об обязанностях, требуемых знаниях, навыках для успешной деятельности оператором на таких станках, написана эта статья.
Любое приобретение фрезерных устройств должно быть согласовано с техническими характеристиками конкретного производства. Должны быть соблюдены соответствующие условия, обеспечивающие рентабельность, возможность правильного интегрирования его с общим технологическим процессом.
О некоторых критериях выбора производственного станка
Приобретать фрезерный станок, чтобы 2-3 раза/год выполнить ряд необходимых операций, смысла нет. Но даже для запуска серийного производства, необходимо оценивать соотношение объема вложенных средств с последующей окупаемостью этого оборудования.
Необходимо учитывать, что такое оборудование должно обслуживаться квалифицированными техническими специалистами, например, оператор фрезерного станка с ЧПУ в задачи которого, как правило, входят:
- Исполнение необходимых чертежей с «нулевой» отметки или оцифровка данных, уже имеющихся в архиве;
- Представление в 3D измерении нужных деталей, сборочных изделий, узлов с учетом электронных чертежей в измерении 2D и ранее созданных математических моделей;
- Создание программ управления системами ЧПУ, встроенных на фрезерных устройствах;
- Обслуживание фрезеровочных станков, контроль всех этапов их деятельности.

Первые из этих трех задач, большей частью относятся к обслуживанию CAD/CAM автоматических систем, применяющихся в самых разнообразных промышленных областях, а также медицине, стоматологии.
Интересно. Кстати, при производстве зубных протезов с помощью современных технологий, применяют компьютерное моделирование их с последующим фрезерованием на устройствах со встроенными системами ЧПУ. И здесь также необходима качественная, грамотная работа оператора по управлению станком ЧПУ.
К четвертому типу задач оператора относят работу по обслуживанию станка, связанную с навыками наладчика, квалифицированного работника, грамотного специалиста по использованию систем автоматического программирования CAD/CAM. Все эти работы вполне может сочетать один человек с высокой квалификацией, хорошим уровнем подготовки.
На качество изготовления любой продукции влияют многие факторы от создания необходимой управляющей программы на алгоритмическом языке до надежности закрепления фрез, самих заготовок, перед тем как запустить станок.
Важно. Часто поставщики фрезерного оборудования кроме наладочных работ по установке своих промышленных устройств организовывают обучение для персонала, по специализации «оператор станка», который будет правильно и грамотно обслуживать их оборудование. Причем допуск к работе получит только тот работник, который пройдет необходимый инструктаж.
Выбирая новые фрезерные устройства для своего предприятия, необходимо всегда думать о будущем, так как современное оборудование обычно имеет более широкие возможности. Но нужно рационально подходить к их приобретению, не переплачивая за опции, которые не скоро могут быть востребованы. Самое оптимальное в таких случаях, это ориентироваться на свой бизнес-план, где должны быть отображены планируемые сроки окупаемости.

Требования к оператору
Результативная эксплуатация фрезерного устройства, при которой выпускаются качественные детали, увеличивается прибыль, напрямую зависит от квалификации обслуживающего персонала. При наборе на производство рабочих по специализации «оператор ЧПУ», необходимо придерживаться следующих требований:
- Работая, на промышленном фрезерном станке, работник обязан уметь грамотно направлять, контролировать выполнение производственного процесса. Ведь само устройство функционирует под управлением заданной обслуживающим работником программы, которую он зачастую самостоятельно разрабатывает, занимается ее техническим обслуживанием.
- Также требования к оператору включают в себя:
- наличие у него хорошего глазомера;
- внимательное, ответственное отношение к работе;
- отличная зрительно-моторная согласованность координации;
- хорошо развитое пространственно-временное воображение;
- инженерно-техническое мышление.
Важно. Выполненная работа оператор, для которой применил все свои инженерно-технические способности и знания, всегда будет отличаться своим высоким качеством. К требованиям по характеристике оператора относятся обладание ним определенными знаниями физико-математического характера, преимущественно разделов механики, сведений по электротехнике.
Также оператор ЧПУ обязан:
- уметь читать любые схемы, чертежи;
- делать различные расчеты, вычисления;
- иметь логическое мышление;
- разбираться в алгоритмических языках, алгоритмах, основах информатики.

К многочисленным обязанностям и требованиям к должности оператор фрезерного станка с ЧПУ причисляются:
- наличие необходимых знаний по устройству электронных систем;
- умение разбираться в типах разных режущих инструментов;
- ориентирование в режимах фрезеровки с целью их правильного выбора в конкретных случаях;
- знание технических норм, требований по технике безопасности;
- умение определить уровень качества готовых изделий, применяя знания по метрологии.
Нужно отметить, что все приведенные знания, умения, навыки не находятся в человеке изначально, с рождения. Чтобы их приобрести, нужно в первую очередь иметь желание учиться, проявлять интерес к электронной технике, освоению новых приемов работы, закрепляя полученный опыт, знания на практике.
Интересно. Название специальности «оператор» на латинском языке означает «производитель, работник».
О востребованности специальности
В современном производстве важнейшей его частью считается фрезерная обработка металлов, которая часто занимает первое место в разных промышленных областях, таких как:
- приборостроение;
- машиностроение;
- строительство.
Во всех этих отраслях одной из наиболее востребованных специальностей является оператор фрезерного станка с ЧПУ, потребность в которых постоянно растет, особенно в отрасли металлообработки.
Эта рабочая специальность входит в производственную базу предприятий, занимающихся изготовлением деталей из жаропрочной и нержавеющей стали. Такие предприятия имеют свои современные устройства с ЧПУ, такие как фрезерные или токарные станки. Для работы на этих современных станках требуются специалисты, которые могут не просто так нажимать различные кнопки, а люди, имеющие четкие знания и представления о технологических процессах, применяемых в них инструментах.
Внимание. Обобщим все обязанности, которых должен придерживаться оператор, обслуживающий устройства с ЧПУ:
- наладка и подготовка станка к работе;
- настройка необходимых программ;
- переналаживать устройство на выполнение требуемых операций;
- установка и смена режущих инструментов;
- установка деталей для последующей обработки;
- наблюдение и контроль работы устройства.

В современных станках выполняемые ими операции все время усложняются, поэтому обслуживающий их оператор обязан владеть самыми разными знаниями:
- по методам и способам обработки металла;
- об особенностях работы фрезерных станков;
- по технике безопасности и эксплуатации оборудования;
- всех правил измерительных работ;
- о стандартизированных допусках и оптимальному отклонению в размерах деталей.
Устройства с ЧПУ являются оборудованием со встроенным компьютером и потому так важно, чтобы оператор станка был не просто пользователем ПК, но мог разбираться в программном обеспечении. Его ответственное отношение к профессиональным обязанностям, регулярное отслеживание новых способов и методов технологической обработки деталей на устройствах с ЧПУ повысит существенно производительность таких станков.
vseochpu.ru