Определение шероховатости поверхности детали: Измерение шероховатости поверхности – способы и методы. Работа профилометра
alexxlab | 06.06.2023 | 0 | Разное
Шероховатость поверхностей – Прочее – Презентации
Изучение и определение шероховатости поверхностей
Практическое занятие
ГБПОУ «Минераловодский региональный многопрофильный колледж» ОП. 05 Метрология и стандартизация преподаватель Константинова О.В.
Классификация неровностей поверхности деталей
Термины
Волнистость поверхности
совокупность периодически повторяющихся неровностей, у которых расстояния между смежными возвышенностями или впадинами превышают базовую длину
Wz – высота волнистости среднее арифметическое из пяти значений, определенных на участке измерения длиной Lw ., равной не менее пяти действительным наибольшим шагам волнистости
Sw – средний шаг волнистости среднее арифметическое расстояние между одноименными сторонами соседних волн, измеренных по средней линии профиля
Шероховатость поверхности
совокупность неровностей поверхности на базовой длине L образующих рельеф поверхности.
- Шероховатость определяет эксплуатационные свойства детали:
- износостойкость от истирания, прочность, плотность (герметичность) соединений, химическая стойкость, внешний вид.
- износостойкость от истирания,
- прочность,
- плотность (герметичность) соединений,
- химическая стойкость,
- внешний вид.
горизонтальный шаг неровностей находится в пределах от 1 до 1000 мкм, а высота — от 0,01 до 10 мкм.
Параметры шероховатости
- h imax — расстояние от высших точек пяти наибольших максимумов до линии, параллельной средней и не пересекающей профиль;
- h imin — расстояние от низших точек пяти наибольших минимумов до линии, параллельной средней и не пересекающей профиль;
- y i — отклонения профиля от линии m ;
- R max — наибольшая высота профиля;
- p — уровень сечения профиля;
- b n — длина отрезков, отсекаемых на уровне р.

- l — базовая длина;
- m — средняя линия профиля;
- S mi — средний шаг неровностей профиля;
- S i — средний шаг местных выступов профиля;
- H i max — отклонение пяти наибольших максимумов профиля;
- H i min — отклонение пяти наибольших минимумов профиля;
Высотные параметры:
Ra —среднее арифметическое отклонение профиля это среднее из абсолютных значений отклонений профиля в пределах базовой длины
Rz —высота неровностей профиля по десяти точкам это сумма средних абсолютных значений высот пяти наибольших выступов профиля и пяти наибольших впадин профиля в пределах базовой длины l , мкм:
Rmax — наибольшая высота профиля расстояние между линией выступов и линией впадин профиля в пределах базовой длины.
Шаговые параметры:
t p – относительная опорная длина профиля – отношение опорной длины профиля к базовой длине, %
Sm – средний шаг неровностей профил в пределах базовой длины l :
S – средний шаг неровностей по вершинам – среднее значение расстояний между вершинами характерных неровностей в пределах базовой длины l :
hp – опорная длина профиля – сумма длин отрезков bi , отсекаемых на заданном уровне р в материале профиля линией, экви-дистантной средней линии т в пределах базовой длины
Структура знака обозначения шероховатости на чертежах (ГОСТ 2.309-73)
Обозначение шероховатости поверхности
без указания способа обработки
при образовании которой обязательно удаление слоя материала
при образовании которой осуществляется без удаление слоя материала
Знаки дополнительных требований к параметрам шероховатости (направления неровностей)
параллельное
перпендикулярное
перекрещивающееся
произвольное
кругообразное
радиальное
ненаправленное
Пример обозначения шероховатости поверхности
Указание шероховатости одинаковой для всех поверхностей изделия
Указание шероховатости одинаковой для части поверхностей изделия
Указание шероховатости когда большая часть поверхностей не обрабатывается по данному чертежу
- Не допускается обозначение шероховатости или знак выносить в правый верхний угол чертежа при наличии в изделии поверхностей, шероховатость которых не нормируется
Пример обозначения различной шероховатости на одной поверхности
Пример обозначения различной шероховатости на одной поверхности
Примеры обозначения шероховатости рабочих поверхностей зубьев
Пример обозначения шероховатости наружной резьбы
Пример обозначения шероховатости внутренней резьбы
Обозначение одинаковой шероховатости поверхностей образующих замкнутый контур
- Если есть шероховатость поверхностей, образующих контур, должна быть одинаковой, обозначение шероховатости наносят один раз.
 Диаметр вспомогательного знака ○ 4…5мм
Диаметр вспомогательного знака ○ 4…5мм
Пример обозначения шероховатости поверхности плавно переходящей одна в другую
- В обозначении одинаковой шероховатости поверхностей, плавно переходящих одна в другую, знак ○ не приводят
Пример обозначения поверхности сложной формы имеющей одинаковую шероховатость
допускается приводить в технических требованиях чертежа со ссылкой на буквенное обозначение поверхности, например: «шероховатость поверхности
Средства измерений и контроля волнистости и шероховатости
Высота неровностей от 0,025 мкм, шаг неровностей от 2 мкм
Практическая работа Изучение и определение шероховатости поверхностей
- Расшифруйте условное обозначение шероховатости поверхности (по варианту)
- Укажите способ образования поверхности
- Определите, какими параметрами нормирована шероховатость
- Укажите предельные отклонения параметров шероховатости
- Укажите длину базовой линии
- Укажите каким квалитетом, виду и методу обработки примерно соответствуют намеченные параметры шероховатости
Контроль шероховатости поверхности
Категория: Мебель
Контроль шероховатости древесины и древесных материалов осуществляется средствами измерения, предусмотренными ГОСТ 15612-85 «Изделия из древесины и древесных материалов.
Наибольшее практическое значение получили профильные методы, основанные на получении разными способами профиля сечения контролируемой поверхности и оценке ее шероховатости по этому профилю. Чаще получают профиль контролируемой поверхности способом светового сечения поверхности. Имеются две разновидности способа светового сечения поверхности, сущность которого видна из
Рис.
Оптические методы наблюдения профиля поверхности: а — по способу светового сечения; б — по способу «тени от ножа» поверхность проектируется тонкая прямая световая полоса. На неровной поверхности изображение световой полосы оказывается изломанным соответственно профилю поверхности (Рис. а). Изображение световой полосы на поверхности наблюдают через микроскоп и с помощью окулярмикрометра производят измерение неровностей.
При определении шероховатости поверхности по способу «тени от ножа» (Рис.) используется микроскоп теневого сечения (ТСП-4М). По этому способу контролируемая поверхность освещается также под углом 45° пучком света, который падает на лезвие ножа, лежащего на контролируемой поверхности. Кромка ножа отбрасывает на поверхность тень, контуры которой воспроизводят профиль неровностей.
Двойной микроскоп (МИС-11) позволяет измерять в зависимости от объектива неровности высотой 1,5-63 мкм. В основном это поперечные неровности древесины и древесных материалов прессования, плиения, фрезерования, строгания и шлифования. Для контроля более грубых поверхностей с высотой неровностей 60-1600 мкм применяется прибором ТСП-4М. В основном это поперечные и продольные неровности после рамного пиления, лущения и т. п. …
Оба прибора пригодны для измерения единичных неровностей поверхности и только в случаях, если высота и шаг неровностей поверхности мало отличаются друг от друга. Известно, что эти приборы дают увеличение по высоте неровностей только в 1,4 раза больше увеличения по шагу. Между тем высота неровностей поверхности древесины и древесных материалов в основном на один-два порядка меньше их шага. В этих условиях микроскопы малоэффективны, а использование объективов с различным увеличением результатов не дает.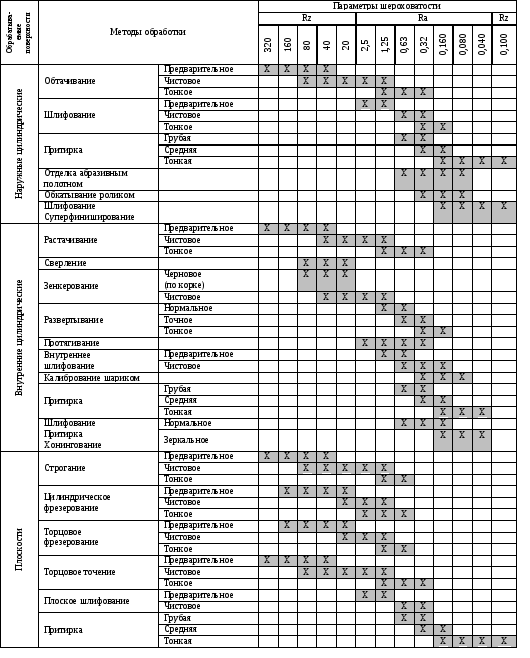
К приборам для измерения шероховатости профильным методом относятся также щуповые профилометры, профиографы и индикаторный глубиномер, т.е. приборы последовательного преобразования профиля.
Ощупывающим прибором для контроля шероховатости поверхности служит индикаторный глубиномер И402 или И405. При использовании индикаторного глубиномера индикаторную головку закрепляют в колодке так, чтобы ее наконечник выступал над опорной плоскостью на величину хода равную 1,6-2 мм. Прибор устанавливают опорной плоскостью на контролируемую поверхность так, чтобы конец стержня касался дна наибольшей впадины, глубину которой хотят измерить. Индикаторный глубиномер измеряет неровности высотой 500-1600 мкм, т.е. поверхностей, получающихся после рамного пиления, круглопильных станков с большой подачей на зуб и т. п.
Более точные ощупывающие приборы — профилографы и профилометры, в которых щуп (алмазная игла) скользит по контролируемой поверхности, неровности которой вызывают соответствующие им вертикальные колебательные перемещения щупа. Перемещения щупа могут быть записаны на бумаге в виде кривой профиля — профилограммы или зафиксированы на показывающем приборе. Щуповые приборы — профилографы записывают неровности поверхности в виде профилограмм, а щуповые приборы — профилометры дают средний результат измерения неровностей в числовом выражении параметра шероховатости.
Перемещения щупа могут быть записаны на бумаге в виде кривой профиля — профилограммы или зафиксированы на показывающем приборе. Щуповые приборы — профилографы записывают неровности поверхности в виде профилограмм, а щуповые приборы — профилометры дают средний результат измерения неровностей в числовом выражении параметра шероховатости.
Отечественная промышленность выпускает два прибора для измерения параметров профиля технических поверхностей —
гп тэх
пазонах 0,02-250 мкм. Профилометр модели 283 контролируй от Ra в диапазонах 0,02-10 мкм.
Как уже было сказано, контроль шероховатости поверхности древесных материалов можно выполнить по образцовым деталям. В этом случае контролируемая поверхность сравнивается с поверхность эталона, параметры шероховатости поверхности которого были определены ранее с помощью приборов. Этот способ весьма прост и используется в производственных условиях.
Числовые значения параметров шероховатости Rmmax, Rm, Rz, Ra и Sz выбираются по ГОСТ 7016-82, где даны рекомендуемые границы применения параметров по видам обработки. Требования к шероховатости поверхности устанавливаются без учета анатомических неровностей древесины, т.е. не отражают формы неровностей, а также наличия ворсистости или мшистости на поверхности. В тех случаях, когда форма неровности имеет значение, она обусловливается указанием на вид обработки.
В технической документации и чертежах на детали и изделия при указании значений параметров должны быть оговорены случаи, когда ворсистость и мшистость на поверхности не допускаются.
Требования к шероховатости поверхности в мебельном производстве определяются характером дальнейших операций (например, облицовывание, отделка), а также эксплуатационными требованиями. Так, шероховатость склеиваемых поверхностей для шипа должна быть не более 60 мкм, для гнезда — не более 200 мкм по ГОСТ 7016-82. Шероховатость поверхности плит должна быть не более 200 мкм под облицовывание шпоном строганым или лущеными 60 мкм — под облицовывание пленками на основе бумаг.
Шероховатость поверхности деталей, сборочных единиц и изделий мебели, изготовленных из массива древесины, ДСтП, облицованных натуральным шпоном, или из гнутоклееных деталей, подготовленных под отделку нитроцеллюлозными или полиэфирными лаками, должна быть не более 16 мкм.
Требования к шероховатости поверхности устанавливаются без учета анатомических неровностей древесины, т.е. не отражают формы неровностей, а также наличия ворсистости или мшистости на поверхности. В тех случаях, когда форма неровности имеет значение, она обусловливается указанием на вид обработки.
В технической документации и чертежах на детали и изделия при указании значений параметров должны быть оговорены случаи, когда ворсистость и мшистость на поверхности не допускаются.
Требования к шероховатости поверхности в мебельном производстве определяются характером дальнейших операций (например, облицовывание, отделка), а также эксплуатационными требованиями. Так, шероховатость склеиваемых поверхностей для шипа должна быть не более 60 мкм, для гнезда — не более 200 мкм по ГОСТ 7016-82. Шероховатость поверхности плит должна быть не более 200 мкм под облицовывание шпоном строганым или лущеными 60 мкм — под облицовывание пленками на основе бумаг.
Шероховатость поверхности деталей, сборочных единиц и изделий мебели, изготовленных из массива древесины, ДСтП, облицованных натуральным шпоном, или из гнутоклееных деталей, подготовленных под отделку нитроцеллюлозными или полиэфирными лаками, должна быть не более 16 мкм.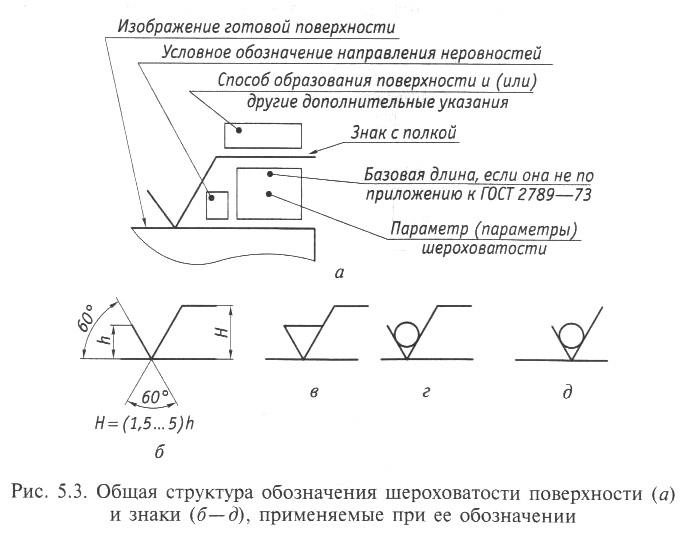 Шероховатость поверхности Rm древесностружечных плит, облицованных шпоном, древесноволокнистой плитой, и деталей и массива, подготовленных под непрозрачную отделку (шпатлевание, окрашивание эмалями и т. п.) — не более 32 мкм. В этом случае от величины параметра шероховатости поверхности зависит трудоемкость обрабатываемой поверхности, ее качество, расход клеевых и лакокрасочных материалов и т. п.
Требования к шероховатости поверхности диктуются также ГОСТ 16371-84 «Мебель. Общие технические условия», в котором определены требования к видимым и невидимым поверхностям. Параметр шероховатости видимых при эксплуатации поверхностей деталей из древесины и древесных материалов R, для которых не предусмотрены защитно-декоративные покрытия (например, боковые поверхности выдвижных ящиков), а также невидимых поверхностей, с которыми в процессе эксплуатации соприкасаются человек и предметы, должны быть не более 63 мкм, остальных невидимых поверхностей — не более 200 мкм.
Шероховатость поверхности Rm древесностружечных плит, облицованных шпоном, древесноволокнистой плитой, и деталей и массива, подготовленных под непрозрачную отделку (шпатлевание, окрашивание эмалями и т. п.) — не более 32 мкм. В этом случае от величины параметра шероховатости поверхности зависит трудоемкость обрабатываемой поверхности, ее качество, расход клеевых и лакокрасочных материалов и т. п.
Требования к шероховатости поверхности диктуются также ГОСТ 16371-84 «Мебель. Общие технические условия», в котором определены требования к видимым и невидимым поверхностям. Параметр шероховатости видимых при эксплуатации поверхностей деталей из древесины и древесных материалов R, для которых не предусмотрены защитно-декоративные покрытия (например, боковые поверхности выдвижных ящиков), а также невидимых поверхностей, с которыми в процессе эксплуатации соприкасаются человек и предметы, должны быть не более 63 мкм, остальных невидимых поверхностей — не более 200 мкм.
Причины шероховатости поверхности | Факторы, влияющие на шероховатость поверхности
понедельник, 10 февраля 2020 г.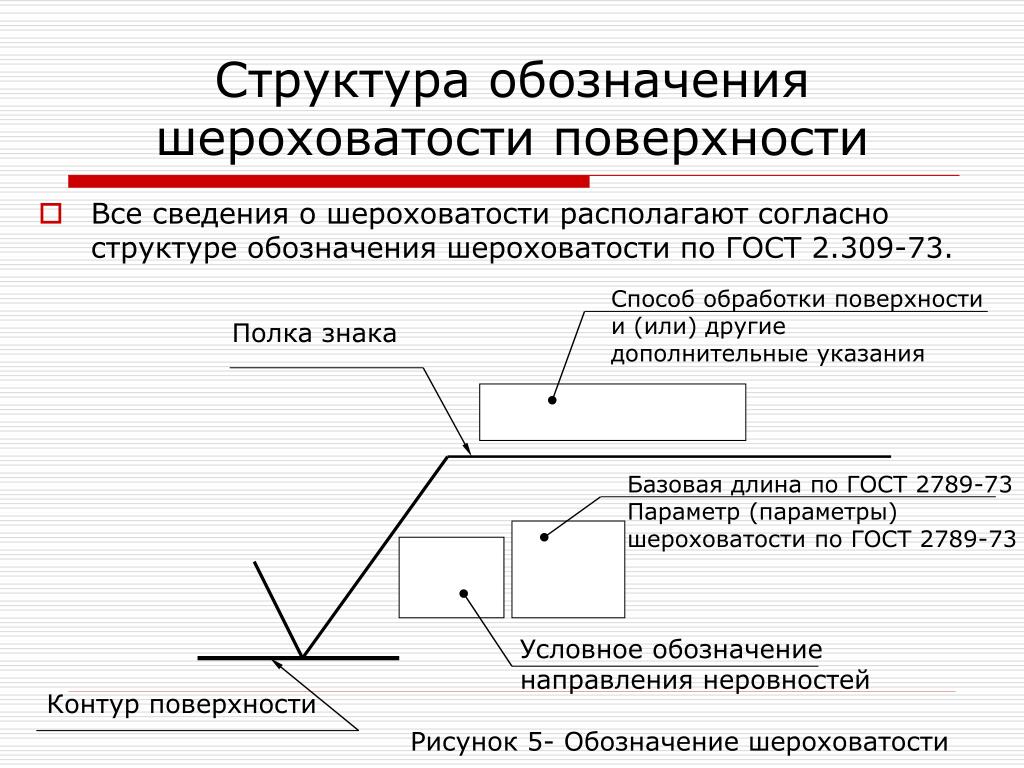
Категория : Автомобильный Станки и оснастка Медицинский Металлообработка Аэрокосмическая промышленность Космос Другое промышленное
Ярлык : Метрология Чистота поверхности Шероховатость поверхности
СОДЕРЖАНИЕ
- Что такое отделка поверхности (текстура поверхности)?
- Какие факторы вызывают шероховатость поверхности?
- Почему важна отделка поверхности — шероховатость или волнистость поверхности?
- Как улучшить или уменьшить чистоту поверхности (шероховатость поверхности)?
Поверхность также известна как текстура поверхности или топография поверхности — характер поверхности. Он включает в себя малые локальные отклонения поверхности от идеально плоского идеала (истинной плоскости).
Он включает в себя малые локальные отклонения поверхности от идеально плоского идеала (истинной плоскости).
Когда деталь подвергается механической обработке, частица отделяется в процессе, оставляя на детали царапину, которая представляет собой крошечную канавку. Формирование этих канавок инструментом при его прохождении по детали обеспечивает чистоту поверхности. Внутри каждой канавки текстура определяется тем, как материал отделяется от твердого материала.
Если инструмент идеально настроен и направлен, то частицы будут одинакового размера и глубины, а деталь будет образовывать плоскую плоскость. Если это не так, то компонент будет образовывать волнистую поверхность.
Какие факторы вызывают шероховатость поверхности?Факторы, вызывающие шероховатость поверхности у метролога у.
- Следы подачи режущих инструментов.
- Следы вибрации на заготовке из-за вибраций, вызванных производственной операцией.

- Неровности на поверхности из-за разрыва материала заготовки при резке металла.
- Изменения поверхности, вызванные деформацией заготовки под действием сил резания.
- Неисправности самого станка, такие как непрямолинейность направляющих.
Основная цель оценки отделки поверхности состоит в том, чтобы убедиться, что деталь «пригодна для использования» и что она будет соответствовать заявленным критериям производительности и ожидаемому сроку службы или превосходить их.
Шероховатость поверхности, часто сокращенная до шероховатости, является компонентом текстуры поверхности. Количественно она определяется отклонениями направления вектора нормали реальной поверхности от ее идеальной формы. Если эти отклонения велики, поверхность шероховатая; если они маленькие, поверхность гладкая.
С этой точки зрения дизайнер и инспектор должны работать вместе, чтобы гарантировать, что идеальный фильтр и параметры шероховатости выбраны на основе желаемых рабочих характеристик. Конструктор должен четко сформулировать ключевые особенности поверхности, которые являются «идеальными» с точки зрения обеспечения хороших характеристик (например, достаточно глубокие узкие канавки для удержания масла на гильзе цилиндра).
Конструктор должен четко сформулировать ключевые особенности поверхности, которые являются «идеальными» с точки зрения обеспечения хороших характеристик (например, достаточно глубокие узкие канавки для удержания масла на гильзе цилиндра).
Кроме того, те особенности, которые считаются «неприемлемыми», также должны быть сочленены (например, глубокие узкие канавки будут катастрофой на радиусах галтелей коленчатых валов из-за высоких напряжений и являются вероятными точками распространения трещины и выхода из строя из-за глубокой узкой канавки) .
В идеале хорошая спецификация отделки поверхности должна использовать фильтры и параметры, которые четко определят неприемлемые дефекты, а также подтвердят, что поверхность в целом приемлема. Часто это может означать использование усредненных параметров шероховатости (например, Ra, Rq, Rpm и т. д.) для подтверждения общего качества поверхности и использование пиковых параметров (например, Rp, Rv, Rt и т. д.) для идентификации потенциальных дефектов.
д.) для идентификации потенциальных дефектов.
Аналогичный выбор должен сделать инженер по управлению технологическим процессом при выборе фильтра. Некоторые комбинации параметров/фильтров могут служить хорошим средством управления основным условием процесса обработки. Ухудшение состояния режущего инструмента и/или смазки можно обнаружить, просто наблюдая за изменением шероховатости. Точно так же можно наблюдать изменения в основном состоянии самого станка, измеряя волнистость компонента.
Часто при проектировании новой детали рекомендуется записывать «благоприятные» характеристики поверхности, а также те характеристики, которые можно считать «неблагоприятными». Если возможно, нарисуйте эскиз элемента(ов) профиля в каждой категории. По этим эскизам определите, расположены ли интересующие элементы близко друг к другу (в этом случае будет использоваться фильтр шероховатости поверхности) или далеко друг от друга (в этом случае будет использоваться фильтр волнистости).
Посмотреть здесь Taylor hobson Приборы для измерения шероховатости поверхности
Родственный:- Методы измерения диаметра – PGI Novus
- Осевые измерения шариковых винтов и шариковых гаек с использованием PGI Novus
- Бывшая шероховатость поверхности перчатки [инфографика]
- Принцип работы прибора для измерения шероховатости поверхности
Все об обработанной поверхности
Введение
Чистота поверхности вашей детали должна быть указана на каждом чертеже, который вы отправляете в механический цех. Он может определить, насколько хорошо работает ваша деталь и насколько дорого ее изготовить. В этом кратком руководстве мы объясним все, что вам нужно знать об обработке поверхности в производстве.
Что такое отделка поверхности?
Чистота поверхности детали указывает на то, насколько шероховатая она. Это связано с неровностями поверхности из-за механической обработки, производственных процессов, воздействия элементов, обработки и характеристик материала заготовки.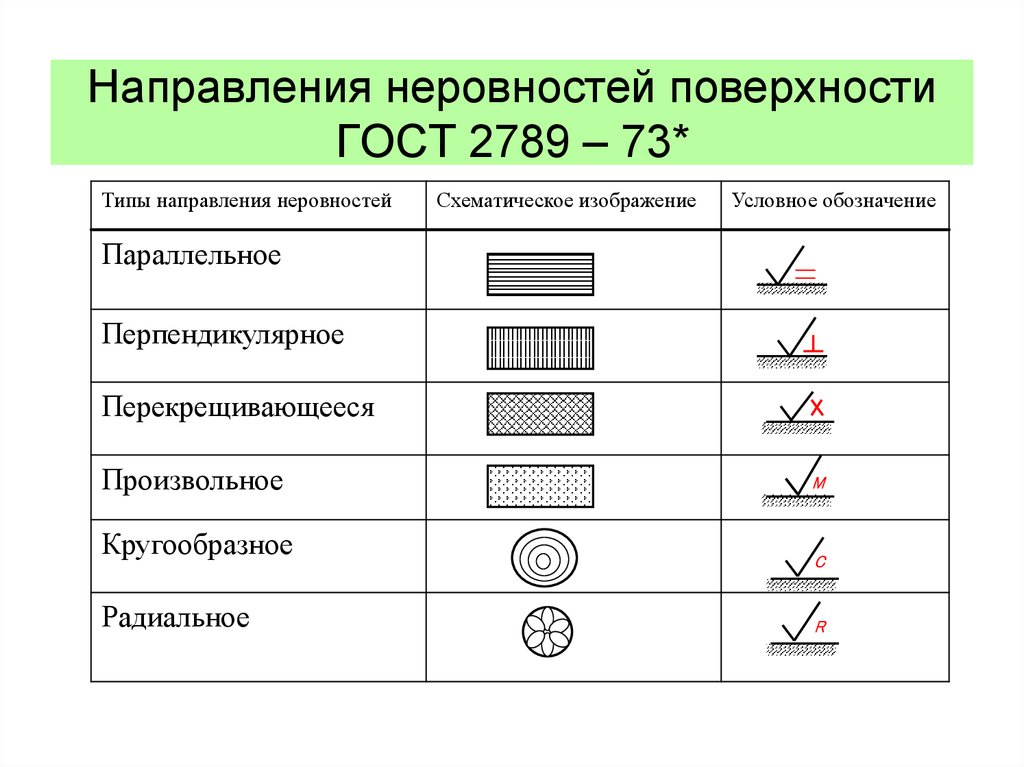
Когда фрезерный станок с ЧПУ режет кусок металла, на материале остается ряд крошечных выступов и следов зубьев. Это побочный эффект обработки битами с режущими зубьями.
Невозможно создать идеально гладкую деталь после использования станка для резки или изготовления детали. Однако машинист может выполнить чистовые операции после изготовления, чтобы сгладить деталь.
Качество обработки поверхности определяет, насколько гладкой должна быть деталь, прежде чем оператор сможет отправить ее заказчику.
Если спецификации шероховатости поверхности нет, то клиент говорит, что деталь в порядке, как есть со станка. При очень малой шероховатости поверхности машинисту придется после полировать деталь.
Почему важна отделка поверхности в производстве
Даже если вы не сможете увидеть шероховатость поверхности детали, она может оказать существенное влияние на деталь. В определенных химических средах или чистых помещениях любой уровень обработки поверхности может сделать деталь непригодной для использования.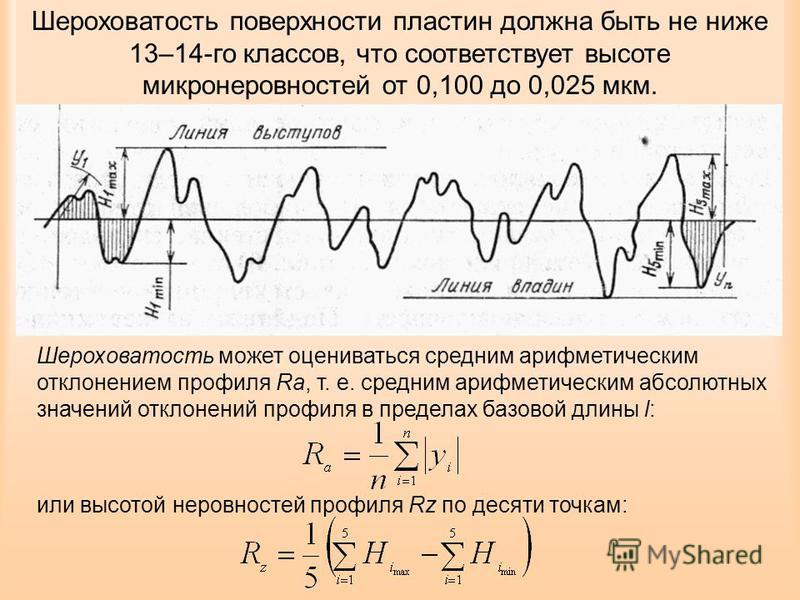
Когда дело доходит до сопряжения деталей, качество поверхности определяет, насколько легко установить детали и какой зазор останется. Для герметичных деталей требуется очень малая шероховатость поверхности, чтобы получить хорошее уплотнение.
Еще одно преимущество гладкой поверхности связано с эстетикой. Детали с очень низкой шероховатостью поверхности могут выглядеть почти зеркально. Они будут идеально гладкими на ощупь и выглядеть высокопрофессионально.
При большой шероховатости поверхности деталь будет выглядеть как проржавевшая — по всей поверхности будут большие бугорки.
Еще одна причина, по которой важна отделка поверхности, связана с красками и покрытиями. Правильная шероховатость поверхности обеспечит равномерное нанесение покрытия и более продолжительное держание краски.
Суть? Отделка поверхности очень важна, когда дело доходит до проектирования.
Как измеряется шероховатость поверхности
Мы упоминали, что часто невозможно увидеть шероховатость детали без микроскопа. Характеристики шероховатости поверхности обычно указываются в микрометрах или 0,00004 дюйма — это очень мало. Итак, как машинисты измеряют шероховатость поверхности, чтобы убедиться, что они соответствуют спецификации?
Характеристики шероховатости поверхности обычно указываются в микрометрах или 0,00004 дюйма — это очень мало. Итак, как машинисты измеряют шероховатость поверхности, чтобы убедиться, что они соответствуют спецификации?
У нас есть несколько вариантов, которые мы можем использовать. Самый распространенный вариант — использовать стилус и провести им по лицевой стороне детали. Стилус будет двигаться вверх и вниз по пикам и впадинам поверхности. Эти особенности являются шероховатостью поверхности.
При перемещении щупа он вычисляет среднюю шероховатость на основе того, насколько сильно он перемещался вверх и вниз по длине перемещения. Это приводит к значению шероховатости поверхности, которое мы затем можем сравнить с вашей спецификацией.
Другой вариант — использовать инструменты, использующие звук или свет. Эти измерительные инструменты будут отражать звуковые или световые волны от поверхности вашей детали, а затем измерять точное расстояние. Он создает профиль детали, определяет общую шероховатость, затем сводит ее к среднему значению шероховатости.![]()
Как выбрать правильную шероховатость поверхности
Специфицируемая шероховатость поверхности будет выражена в микродюймах (одна миллионная часть дюйма).
Номинал 1000 микродюймов — это шероховатая поверхность низкого качества. Это используется, когда вы не заботитесь о чистоте поверхности. Это может быть результат ковки или распиловки без каких-либо доводочных операций.
Номинал 250 микродюймов является результатом фрезерования, шлифования или сверления. Это означает, что вы не хотите выполнять чистовую обработку после завершения процесса обработки.
Для номинала 63 микродюйма требуется одно из двух. Либо в цеху придется полировать и очищать деталь после обработки, либо в процессе изготовления им придется использовать медленную подачу и высокую скорость. В любом случае, это один из самых популярных вариантов, которые мы видим в нашем магазине. Его следует использовать, когда нужно минимизировать шероховатость при оптимизации стоимости детали (поскольку за такую отделку поверхности не придется переплачивать).