Осциллятор для плазмотрона: Осциллятор для инвертора своими руками: схема, видео, устройство
alexxlab | 03.03.1987 | 0 | Разное
Осциллятор для инвертора своими руками: схема, видео, устройство
Plazmen.ru » Своими руками
Автор Валерий Шилков На чтение 4 мин Просмотров 2.9к.
Осциллятор для плазмореза — это устройство для бесконтактного возбуждения дуги и стабилизации её горения. Эти опции он получает благодаря преобразованию параметров электроэнергии.
Содержание
Самодельный осциллятор для плазмореза: немного теории
Внешний вид электронного блока осциллятора заводского изготовления представлен на рисунке.
Сварочный осциллятор марки ВСД-02, используемый для стабилизации горения дуги.Современные осцилляторы делятся на два класса действия:
- непрерывного действия. Этот класс к сварочному току добавляется ток высокой частоты (150…250 КГц) и с большим значением напряжения (3000…6000 В). В таких условиях дуга будет зажигаться даже без прикосновения электрода к поверхности соединяемых заготовок. Более того, она будет гореть очень устойчиво даже при небольших значениях сварочного тока (благодаря высокой частоте тока, вырабатываемого осциллятором).
 И, что тоже не маловажно, электроэнергия с такими характеристиками не опасна для здоровья рабочего, работающего на этом устройстве;
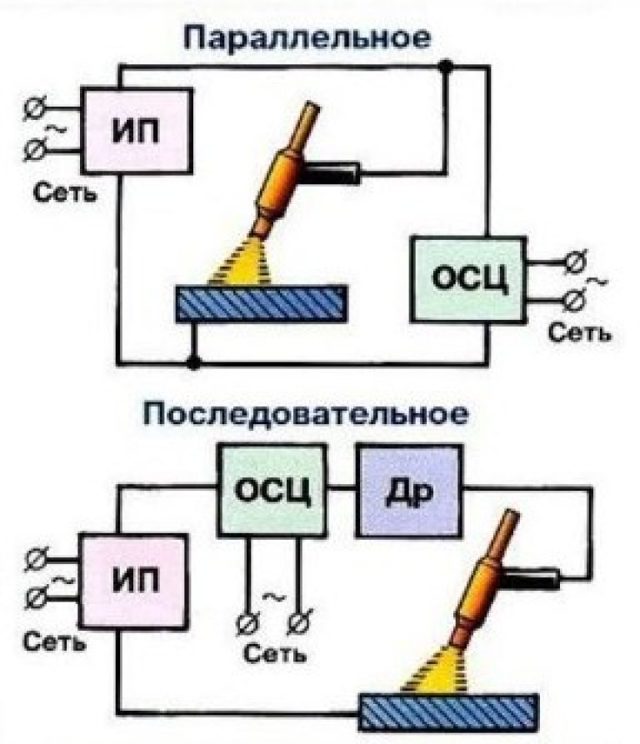
И, что тоже не маловажно, электроэнергия с такими характеристиками не опасна для здоровья рабочего, работающего на этом устройстве; - импульсные. Электрическая схема этого класса может предусматривать его параллельное или последовательное подключение.
Примеры электрических схем указаны на рисунке.
Параллельное и последовательное подключение осциллятора.Большую эффективность имеет устройства, которые подключены к электрической цепи плазмореза последовательно. Объясняется это тем, что в их схеме не применяется, за ненадобностью, защита от высокого напряжения. Применение осциллятора, кроме того, позволяет расширить опции плазмореза и обрабатывать «проблемные» металлы или сплавы:
- алюминий;
- «нержавейка» и т. п.
Осциллятор для плазмореза своими руками
Осциллятор, который при желании нетрудно изготовить своими руками, чаще всего, относится к устройствам непрерывного действия. Рассмотрим конструкцию гаджета.
Рассмотрим конструкцию гаджета.
В общем случае осциллятор состоит из следующих основных узлов:
- колебательный контур. Он играет роль искрового генератора затухающих колебаний. Колебательный контур состоит из следующих компонентов:
- накопительный конденсатор;
- катушка индуктивности. Её роль выполняет, как правило, обмотка высокочастотного трансформатора;
- разрядник;
- дроссельные катушки;
- трансформатор высокой частоты.
Если у вас есть необходимый инструмент, навыки работы с электронной техникой и желание собрать осциллятор для плазмореза своими руками, то вам предстоит собрать и настроить указанные выше узлы.
Схема для самодельного осциллятора
Чтобы было понятно, что вы будете создавать, расскажем, в общих чертах, о принципе действия осциллятора. Сетевое напряжение после повышающего трансформатора поступает на конденсатор колебательного контура и заряжает его. Когда конденсатор зарядился до оптимального значения, предусмотренного параметрами электросхемы, происходит его разряд через разрядник (пробой воздушного зазора).
Сетевое напряжение после повышающего трансформатора поступает на конденсатор колебательного контура и заряжает его. Когда конденсатор зарядился до оптимального значения, предусмотренного параметрами электросхемы, происходит его разряд через разрядник (пробой воздушного зазора).
Внешний вид самодельного разрядника приведён на рисунке.
Самодельный одноискровый разрядник.Импульс, возникший в этот момент на разряднике, возбуждает колебания в колебательном контуре (колебания представляют собой обмен энергией между ёмкостью конденсатора и индуктивностью обмотки высокочастотного трансформатора). В колебательном контуре возникают затухающие высокочастотные электрические колебания, соответствующие его резонансной частоте.
В момент резонанса на обкладках конденсатора колебательного контура образуется высокое напряжение (величина зависит от добротности «Q» колебательного контура), которое через разделительный конденсатор и обмотку катушки поступает на резак и производит поджиг. Параметры разделительного конденсатора подбираются таким образом, чтобы его реактивное сопротивление препятствовало прохождению тока низкой (сетевой) частоты и не препятствовало высокой частоте.
Вот один из вариантов принципиальной электрической схемы самодельного осциллятора.
Принципиальная электрическая схема осциллятора, который можно собрать своими руками.Пояснения к схеме:
- Назначение индикатора «МТХ-90». В момент разряда накопительного конденсатора (при условии правильного подключения всего устройства) светится табло «Контроль фазировки».
- S1— выключатель дугообразователя.
- Дроссель Др1 представляет собой катушку из 15 витков провода сечением 2,5 кв. мм, намотанную на кольце R40 х 25 х 80 из феррита с магнитной проницаемостью M2000HM.
- Т1 – импульсный трансформатор генератора строчной развёртки (на сленге — «строчник») типа «ТС180-2».

Большим «плюсом» этой электрической схемы служит тот факт, что для её реализации не требуются какие-либо дефицитные или дорогостоящие детали (материалы).
Следует учесть, что осциллятор в процессе работы, благодаря разряднику, создаёт большие электропомехи. Для их нейтрализации, необходимо осуществлять монтаж всех компонентов в «глухом» металлическом корпусе.
Пример конструкции приведён на рисунке.
Настройка осциллятора должна осуществляться с тем плазморезом, с которым он будет в дальнейшем работать. Заключается она в подборе опытным путём тиристоров. Ориентироваться следует на устойчивость сварочной дуги.
Внимание! При настройке и последующей работе с осциллятором следует строго соблюдать правила техники безопасности при работе с электроприборами. Гаджет – устройство непрерывного действия с импульсным питанием, и на его выходных контактах остаётся напряжение после отключения питания от сети.

Видео о сборке осциллятора своими руками
Посмотрите небольшой ролик с описанием одного из вариантов осциллятора своими руками:
Оцените автора
Осциллятор для плазмореза
Назначение осциллятора — зажечь и стабилизировать сварочную дугу вне зависимости от условий сварки. Причем этот прибор одинаково эффективен на сварочных аппаратах как постоянного, так и переменного тока. Принцип действия основан на искровой генерации затухающих колебаний. Схема осциллятора достаточно сложна с точки зрения техники настройки. Однако работает она по простым законам физики.
Поиск данных по Вашему запросу:
Осциллятор для плазмореза
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.

По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Самодельный осциллятор
- осциллятор для плазмореза
- Как сделать осциллятор для плазмореза своими руками
- Как сделать плазморез из инвертора своими руками
- Как сделать сварочный осциллятор для алюминия своими руками: схема
- Как сделать плазморез из инвертора своими руками
- Осциллятор для плазмореза своими руками
- Осциллятор своими руками зачем платить производителям?
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Мощный и надежный осциллятор из 6 готовых деталей
Самодельный осциллятор
Для понимания того, что такое осциллятор, прежде всего, следует разобраться с тем, а зачем он вообще нужен и какую выполняет функцию при проведении рядовых сварочных работ.
Ответить на все эти вопросы совсем несложно, если напомнить о том, что посредством этого устройства другое его название — плазмотрон удаётся повысить качество плазменной сварки. Другое его преимущество состоит в том, что этот агрегат может быть изготовлен в виде вспомогательного модуля.
Помимо указанных достоинств, также необходимо отметить, что применение этих устройств позволяет стабилизировать режим горения дуги, что связано с особым методом преобразования получаемой от электросети энергии. В связи с большой популярностью систем плазменной сварки повышенный интерес вызывает вопрос о том, можно ли изготовить осциллятор своими руками. Однако прежде желательно ознакомиться с принципом работы этого сварочного преобразователя, а также с особенностями его электрической схемы.
Современные осцилляторы, работающие в паре с обычными трансформаторными аппаратами, позволяют получить заданные характеристики сварочного процесса путём одновременного повышения частоты и амплитуды напряжения. Продолжительность создаваемых аппаратом импульсов измеряется в десятках микросекунд. Мощность, развиваемая большинством известных моделей таких устройств, может иметь разброс от ти до ти Ватт.
Электрическая схема такого аппарата содержит следующие обязательные узлы и модули:. Помимо перечисленных узлов и деталей, в состав этого изделия должны входить элементы, позволяющие обезопасить все рабочие операции со сварочным агрегатом. К ним следует отнести специальный защитный конденсатор, а также предохранительный элемент, отключающий цепь питания при пробое защитной ёмкости.
Осциллятор для сварки, который применяется в паре с обычным аппаратом, работает в соответствии с рассмотренной выше схемой. Происходящие при этом процессы могут быть описаны следующим образом:. Обратите внимание! Блокирующий формирующие цепи конденсатор пропускает на выход устройства только колебания высокой частоты соответствующей амплитуды.
Подходящий для самостоятельного изготовления плазмотрон может иметь два различных исполнения, а именно:. Посредством осцилляторов с непрерывной подачей сигнала к основному сварочному току примешиваются ВЧ гармоники кГц с амплитудой напряжения порядка 3 киловольта. В устройствах этого типа дуга зажигается без особого труда, для этого даже не потребуется обязательного прикосновения электродом к самой обрабатываемой заготовке.
Отметим также, что она в этом случае всегда горит устойчиво, несмотря на относительно малую амплитуду сварочного тока. Сварочный ток с такими показателями не представляет опасности для оператора, так как его высоковольтная составляющая имеет безопасную амплитуду и действует кратковременно.
Подключение осцилляторов этого типа в общую схему может осуществляться последовательно или параллельно. Самым простым и эффективным способом включения считается первый из этих вариантов, поскольку при его использовании нет необходимости в защите цепей от перенапряжений.
Такой тип питания в осцилляторах применяется обычно при подключении их к оборудованию, работающему с переменными токами. Он гарантирует быстрое зажигание дуги, а также эффективное её поддержание за счёт быстрой смены направления тока.
Работающие в непрерывном режиме осцилляторы в аналогичных условиях не могут обеспечить качественного повторного зажигания. Они не относятся к числу подходящих для инвертора схемных решений. Осцилляторы для сварки алюминия, например, должны изготавливаться по импульсным схемам. Приём бесконтактного зажигания удаётся реализовать в устройствах, работающих по принципу накопления заряда на конденсаторе, осуществляемого от отдельного источника.
В промежутки времени, отведенные для формирования импульсов повторного зажигания, конденсатор переключается в режим разряда, а образующийся при этом ток поступает непосредственно на дугу. Для синхронизации работы частей схемы в ней имеется специальный узел, обеспечивающий совпадение начала работы конденсатора с прохождением кривой разряда дуги через нулевое значение.
Для того чтобы изготовить сварочный осциллятор своими руками, подойдёт самая простая и хорошо проверенная на практике электрическая схема. Её основу должен составлять повышающий трансформатор, способный увеличить подаваемое от сети напряжение до требуемого значения минимум 3 киловольта.
Особое внимание следует уделить изготовлению входящего в состав схемы разрядника, посредством которого формируется электрическая искра нужной мощности. Один из важнейших узлов осциллятора — его колебательный контур совместно с подключаемой к нему блокирующей ёмкостью и самодельным разрядником.
Задача этого элемента схемы — обеспечить получение генерацию затухающих ВЧ импульсов, гарантирующих качественное зажигание дуги и её стабильность. Для сборки устройства своими руками можно воспользоваться следующими готовыми узлами и деталями:.
К достоинствам предложенной схемы следует отнести то, что для её сборки применяются сравнительно недорогие детали и узлы, оставшиеся от старых устройств и бытовой техники.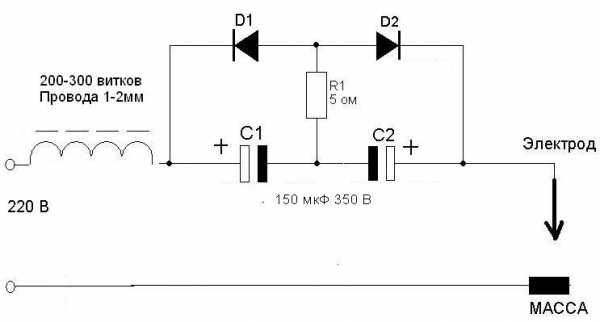
При изготовлении осциллятора также необходимо учесть тот факт, что в процессе его работы разрядником могут создаваться значительные по амплитуде импульсные помехи. При разработке самодельного сварочного приспособления также необходимо побеспокоиться об установке в схему особого элемента управления, выполненного в виде отдельной кнопки. С её помощью можно будет подключать разрядник к рабочей цепи и одновременно запускать механизм подачи инертного газа в зону сварки.
В заключение следует отметить, что собранный своими руками осциллятор позволит реализовать лишь те возможности, которые могут быть обеспечены входящими в его состав узлами. RU – интернет-энциклопедия про всё, что связано с домашней электрикой: выключатели, розетки, лампочки, люстры, проводка.
Советы, инструкции и наглядные примеры.
осциллятор для плазмореза
Здравствуйте, гость Вход Регистрация. Правила Форума “Электрик”. Файловый архив форумов. Искать только в этом форуме? Дополнительные параметры. Сайт Электрик.
Сайт Электрик.
Сварочный осциллятор: осциллограммы. С какой целью применяют при неплавящимся электроде? Аппарат для ремонта.
Как сделать осциллятор для плазмореза своими руками
Сделать плазморез из инвертора своими руками — это задача, которая под силу практически любому хорошему хозяину. Одно из главных достоинств этого прибора заключается в том, что после резки таким устройством не возникнет необходимости в дополнительной обработке краев металлических листов. В настоящее время существует множество вариантов ручных плазморезов, как и множество различных вариантов, их работы. Одна из таких установок — это резак с прямым принципом действия. Работа этого типа устройства основывается на применении электрической дуги. Эта дуга имеет вид цилиндра, к которому подведена струя газа. Именно за счет такой необычной конструкции, в этом аппарате можно достичь колоссальной температуры примерно в 20 градусов. Кроме того этот аппарат способен не только развивать огромную температуру, но и быстро охлаждать другие рабочие элементы.
Как сделать плазморез из инвертора своими руками
Если вы занялись утеплением бани, учтите, утепление потолка в бане Пленочный теплый пол своими руками Как по разному люди относятся к своим жилищам! Для кого-то дом – это крепость, для Системы водоподготовки: установка оборудования водоочистки для дома своими руками Установка систем водоподготовки решает множество проблем, связанных с повышенной
Резка листового металла плазмой обычно применяется на крупных производствах для изготовления сложных по конфигурации деталей. Резать на промышленных станках можно любые металлы — сталь обычную и нержавеющую, алюминий, медь, латунь, сверхтвердые сплавы.
Как сделать сварочный осциллятор для алюминия своими руками: схема
Для понимания того, что такое осциллятор, прежде всего, следует разобраться с тем, а зачем он вообще нужен и какую выполняет функцию при проведении рядовых сварочных работ. Ответить на все эти вопросы совсем несложно, если напомнить о том, что посредством этого устройства другое его название — плазмотрон удаётся повысить качество плазменной сварки. Другое его преимущество состоит в том, что этот агрегат может быть изготовлен в виде вспомогательного модуля. Помимо указанных достоинств, также необходимо отметить, что применение этих устройств позволяет стабилизировать режим горения дуги, что связано с особым методом преобразования получаемой от электросети энергии. В связи с большой популярностью систем плазменной сварки повышенный интерес вызывает вопрос о том, можно ли изготовить осциллятор своими руками.
Другое его преимущество состоит в том, что этот агрегат может быть изготовлен в виде вспомогательного модуля. Помимо указанных достоинств, также необходимо отметить, что применение этих устройств позволяет стабилизировать режим горения дуги, что связано с особым методом преобразования получаемой от электросети энергии. В связи с большой популярностью систем плазменной сварки повышенный интерес вызывает вопрос о том, можно ли изготовить осциллятор своими руками.
Как сделать плазморез из инвертора своими руками
Технология плазменной резки листового металла и различных металлических изделий с одинаковым успехом применяется в быту и на крупных промышленных производствах. С помощью специального оборудования можно с легкостью разрезать цветные металлы, а также качественно работать с нержавеющей сталью, алюминием и другими сплавами. Разрезание цветных металлов осуществляется при помощи специальных плазморезов, которые одновременно просты в использовании, функциональны и надёжны. Расскажем поподробнее об этом оборудовании и поговорим о том, как изготовить плазменный резак своими руками из инвертора. Промышленные плазменные резаки — это производительное оборудование, которое позволяет осуществлять максимально точный раскрой различных по показателям тугоплавкости металлов. Такие промышленные плазморезы предназначены в первую очередь для эксплуатации в условиях повышенных нагрузок и оснащаются ЧПУ, что обеспечивает возможность изготовления деталей серийным способом. Если вам необходим плазморез для бытового использования, а также для применения такого оборудования в строительстве, то такой резак можно изготовить своими руками из простейшего сварочного инвертора. В последующем выполненное своими руками оборудование будет отличаться универсальностью в использовании, позволит эффективно разрезать цветные металлы и толстую листовую сталь.
Расскажем поподробнее об этом оборудовании и поговорим о том, как изготовить плазменный резак своими руками из инвертора. Промышленные плазменные резаки — это производительное оборудование, которое позволяет осуществлять максимально точный раскрой различных по показателям тугоплавкости металлов. Такие промышленные плазморезы предназначены в первую очередь для эксплуатации в условиях повышенных нагрузок и оснащаются ЧПУ, что обеспечивает возможность изготовления деталей серийным способом. Если вам необходим плазморез для бытового использования, а также для применения такого оборудования в строительстве, то такой резак можно изготовить своими руками из простейшего сварочного инвертора. В последующем выполненное своими руками оборудование будет отличаться универсальностью в использовании, позволит эффективно разрезать цветные металлы и толстую листовую сталь.
Под заказ, 25 дней. Сварочный трактор HK со встроенным механизмом подачи и осциллятором. г. Одесса. 4 отзыва. Плазморез Verona LGKG.
Осциллятор для плазмореза своими руками
Осциллятор для плазмореза
Осциллятор для плазмореза — это устройство для бесконтактного возбуждения дуги и стабилизации её горения. Эти опции он получает благодаря преобразованию параметров электроэнергии. Сварочный осциллятор марки ВСД, используемый для стабилизации горения дуги.
Осциллятор своими руками зачем платить производителям?
ВИДЕО ПО ТЕМЕ: Осциллятор из микроволновки
В отличие от сварочного трансформатора , инвертор отличается компактностью, малым весом и высоким КПД, что объясняет его популярность в домашних мастерских, небольших гаражах и цехах. Он позволяет закрывать большинство потребностей в сварочных работах, но для качественной резки требуется лазерный аппарат или плазморез. Лазерное оборудование очень дорогое, плазморез тоже стоит недешево. Плазменная резка и сварка металла небольшой толщины имеет прекрасные характеристики, недостижимые при использовании электросварки.
Схема осциллятора плазмореза Plasma cut zamka Кому нужна схема пишите помогу, но для меня затрудлительно отправлять на mail.
Качество сварки цветных металлов, нержавеющей стали и других, тяжело свариваемых материалов, во многом зависит от стабильности параметров сварочной дуги. Для обеспечения этой стабильности к стандартному сварочному аппарату, в том числе и инвертору, подключают параллельно дополнительные электронные устройства, называемые осцилляторами. Осциллятор для инвертора предназначен для непосредственного возбуждения электрической дуги в сварочном аппарате и поддержания её стабильных параметров во время всего процесса работы. Одним из существенных достоинств подобных устройств является возможность создания сварочной дуги без непосредственного контакта электрода с поверхностью свариваемых деталей. Эта возможность реализуется за счёт сложения двух токов от различных источников. На свой ток, формируемый сварочным аппаратом, накладывается ток, который формируется в осцилляторе.
Плазменная резка активно используется во многих промышленных областях. Однако плазморез вполне способен пригодиться частному мастеру. Аппарат позволяет с высокой скоростью и качеством резать любые токопроводящие и не токопроводящие материалы.
Схема осцилятора (плазмотрона) для сварки алюминия своими руками
В работе с электродуговой сваркой необходимо обладать определенным навыком. Он потребуется не только при формировании шва, но и уже на начальной стадии, когда происходит процесс розжига дуги.
В классическом представлении дуга возникает в результате соприкосновения электрода с поверхностью металла. Чтобы 1 см воздуха стал проводником, необходимо приложить разность потенциалов примерно в 30 тысяч вольт.
Естественно, такое напряжение слишком высоко даже для современных инверторов, поэтому единственной возможностью зажечь дугу является соприкосновение с постепенным удалением электрода.
Результат такой манипуляции напрямую зависит от мастерства сварщика, однако даже профессионалы не гарантируют того, что стабильная дуга образуется после первого соприкосновения.
Зачастую сварщик совершает колебательные движения держателем, выполняя при этом постукивания о поверхность детали с целью нарушения слоя окисла. Особенно явно такие сложности возникают при работе с цветными металлами. Если учесть то, что по регламенту сварка цветных металлов ведется малыми токами, то вероятность получить стабильную дугу резко снижается.
Избежать подобных проблем помогает устройство, более известное, как осциллятор для сварки. Он выступает в качестве дополнительного оборудования к источнику питания при ведении аргонодуговой сварки. Для его использования мастер обязан обладать достаточным объемом знаний, начиная от устройства и заканчивая способом подключения.
Принцип действия и назначение
Применение осциллятора позволяет обеспечить бесконтактный розжиг дуги, что существенно облегчает задачу сварщика, а также влияет на стабильность электрической дуги в процессе работы.
Хотя мы отметили, что устройство является обособленным элементом, иногда оно интегрировано в сварочный инвертор, то есть, источник питания и осциллятор находятся в одном корпусе. При достаточном объеме знаний в области электроники и электричества возможно изготовление самодельного осциллятора.
При достаточном объеме знаний в области электроники и электричества возможно изготовление самодельного осциллятора.
Именно на этом обычно концентрируют свое внимание читатели, так как экономия денежных средств всегда выглядит привлекательно.
Начнем с того, что сформулируем основную идею работы данного устройства. При работе сварочного инвертора на электроды подается напряжение 220 В. Если сварка ведется переменным током, то его частота составляет 50 Гц. «Поверх» этого напряжения в импульсном режиме подается высокая разность потенциалов и высокая частота.
Количество таких импульсов, как правило, невелико. Добавочный высокочастотный ток должен лишь разжечь дугу. На это уходят доли секунды. Для качественно оценки следует подчеркнуть, что амплитуда колебаний напряжения достигает 6 кВ, а частота при этом составляет 500 кГц.
Но за счет малой продолжительности импульса мощность электрического тока не превышает 300 Вт.
Среди пользователей возникает лаконичный вопрос: «Может ли осциллятор генерируемым током проводить сварку металлов?».
Действительно, это было бы логично, однако низкая мощность не позволяет расплавить металл и присадку, поэтому импульс используется исключительно для пробоя воздушного зазора. В задачи сварщика входит лишь приближение электрода на расстояние примерно 5 мм и нажатие кнопки.
В осцилляторах интегрированного типа кнопка локализуется прямо на держателе. Длительность импульса соответствует времени удержания кнопки. Далее сварка проводится в обычном режиме.
Высокочастотный ток протекает через диэлектрик (воздух) после активной ионизации. Практически моментально возникает дуговой разряд. Одновременно ионизированный воздух становится проводником, и основной ток сварочного аппарата течет, образуя электрическую дугу.
Если процесс сварки автоматизирован и инвертор обладает микропроцессором, то осциллятор в процессе формирования шва автоматически включается при необходимости, когда возникает тенденция гашения дуги. Примером может служить ситуация с перепадом напряжения или случайного движения руки сварщика в сторону.
В результате работы осциллятора можно получить качественный и равномерный шов.
Устройство и работа
Если с назначением осциллятора разобраться не так сложно, то для понимания его работы потребуются некоторые знания в области физики. Первым делом необходимо понимать, что с помощью этого прибора мы получаем дистанционный розжиг дуги и в процессе сварки стабильную дугу, которая статична по отношению к изменяющемуся зазору между электродом и поверхностью металла.
Осциллятор принципиально состоит из нескольких блоков:
- Повышающий трансформатор служит для преобразования амплитуды напряжения.
- Колебательный контур, имеющий классическое строение. Он состоит из конденсатора и катушки индуктивности. В этом контуре возникают высокочастотные колебания.
- Разрядник. Его основной элемент – воздушный зазор, в котором возникает искра.
Естественно, нами не учтены различные датчики, обеспечивающие автономность работы и систему контроля. При реализации интегрированной схемы, когда осциллятор является составной частью аргонодугового инвертора, устройство оснащено клапаном подачи газа.
При реализации интегрированной схемы, когда осциллятор является составной частью аргонодугового инвертора, устройство оснащено клапаном подачи газа.
Последний управляется микропроцессором и подает аргон в нужный момент времени. Осциллятор оснащен системой безопасности, обеспечивающей бесперебойную работу электрической цепи, а также сохранность жизни и здоровья самого сварщика. От поражения электрическим током защищает конденсатор.
В случае его пробоя в работу вступает плавкий предохранитель, размыкающий цепь при превышении силы тока.
Алгоритм работы осциллятора можно представить в виде последовательности процессов. Рабочее напряжение бытовой сети поступает на первичную обмотку повышающего трансформатора. После преобразования тока на вторичной обмотке индуцируется ЭДС заданной величины (5-6 тысяч вольт). На данный момент частота тока равна промышленной частоте, то есть, 50 Гц.
К обмотке вторичной катушки подключен конденсатор колебательного контура. Он начинает заряжаться, но так как собственная частота колебательного контура превышает частоту тока на обмотке, то в контуре возникают колебания. Изначально контур разомкнут, но пробой в разряднике играет роль своеобразного ключа и замыкает цепь.
Изначально контур разомкнут, но пробой в разряднике играет роль своеобразного ключа и замыкает цепь.
Колебания тока в контуре поступают на электрод.
Одним из примечательных свойств конденсатора является пропускание переменного электрического тока. Емкостное сопротивление с повышением частоты уменьшается. Блокировочный конденсатор является препятствием для низкочастотного тока, которым питается сам инвертор, однако пропускает высокочастотный ток. Таким образом, обеспечивается защита осциллятора от короткого замыкания.
Виды, подключение
По принципу работы устройства делятся на два типа:
- Осцилляторы непрерывного действия.
- Осцилляторы импульсного действия.
При работе осциллятора первого типа сварочный ток суммируется с высокочастотным током высокого напряжения. Зажигание дуги происходит без непосредственного контакта электрода с поверхностью металла. При малом значении силы тока дуга остается стабильной.
Исключается разбрызгивание металла и поражение сварщика электрическим разрядом. Такой осциллятор может быть включен в сеть последовательно или параллельно. При последовательном соединении устройство включается в разрыв кабеля электрода. Подобное подключение позволяет использовать осциллятор более эффективным образом.
Такой осциллятор может быть включен в сеть последовательно или параллельно. При последовательном соединении устройство включается в разрыв кабеля электрода. Подобное подключение позволяет использовать осциллятор более эффективным образом.
Нет потери энергии на обеспечение защиты от высокого напряжения.
Импульсный осциллятор подключается параллельно и используется преимущественно в тех случаях, когда требуется вести сварочные работы переменным током. Вся сложность заключается в том, что устройство должно реагировать на смену полярности, причем за минимальное время.
Поддержать дугу, повысив ее стабильность, может только ток высокой частоты импульсного типа.
Если применить при такой сварке аппараты непрерывного действия, то дуга будет получена без особых проблем, однако повторное ее зажигание уже невозможно, то есть осциллятор будет выполнять только одну свою функцию.
Наличие в схеме конденсаторов позволяет сделать более функциональное устройство. Накопленный электрический заряд позволяет производить повторные импульсы и поджигать дугу в процессе формирования шва, если сварщик случайно отклонил электрод на большое расстояние. В схеме устройства без обратной связи не обойтись. Именно управляющая система обеспечивает синхронизированный разряд конденсатора.
В схеме устройства без обратной связи не обойтись. Именно управляющая система обеспечивает синхронизированный разряд конденсатора.
Источник:
Осциллятор для инвертора
Источник: https://regionvtormet.ru/metally/sozdanie-ostsillyatora-dlya-invertora-i-dlya-svarki-svoimi-rukami.html
Устройство осциллятора для сварочных работ
При работе с аппаратами электродуговой сварки возбуждение электрической дуги осуществляется соприкосновением электрода и заготовки. Не всегда зажечь дугу удается с первого касания.
Иногда для возбуждения дуги касание приходится заменять неоднократным постукиванием, чтобы пробить непроводящий слой окисла на поверхности заготовки.
Выполнение тонких сварочных работ с цветными металлами производится на малых токах, усугубляющих нестабильность зажигания дуги. Для решения проблем подобного рода используется так называемый осциллятор. Его используют при сварке в среде аргона, которая как раз и применяется к цветным металлам и сплавам.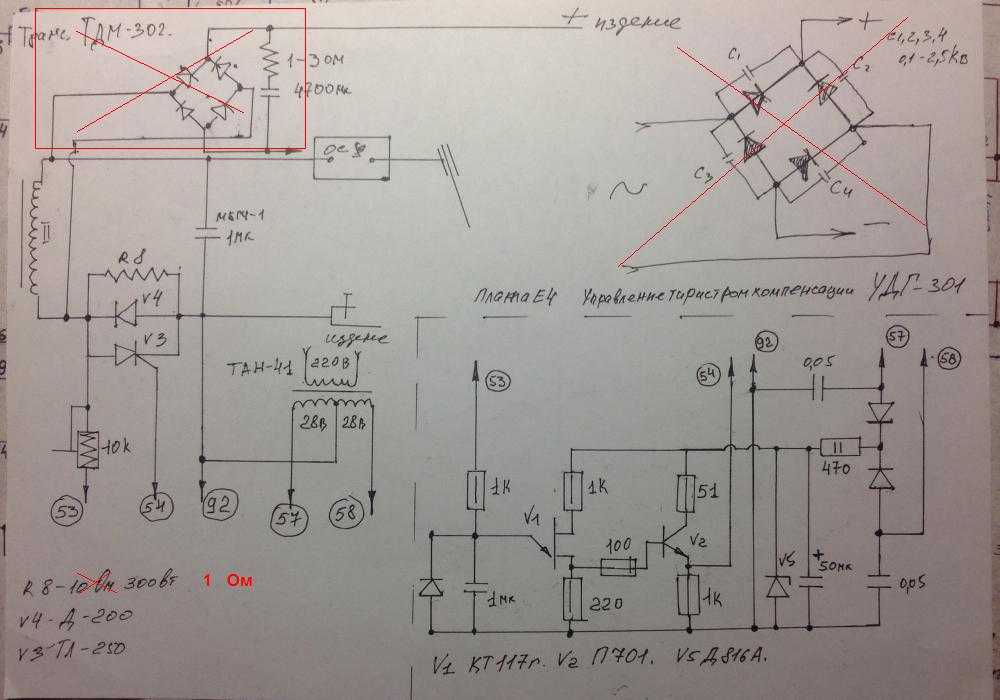
Принцип работы
Осциллятор предназначен для бесконтактного розжига сварочной электрической дуги и поддержания ее стабильности в процессе дальнейшей работы. Прибор является дополнением к используемому аппарату электродуговой сварки, и может располагаться в одном корпусе с ним. Можно сделать осциллятор для сварки своими руками, и подключить его отдельно, улучая условия работы.
Основная идея применения осциллятора заключается в следующем. На электрод обычного сварочного аппарата поверх номинального напряжения сварки накладываются импульсы повышенного напряжения и частоты.
Амплитуда импульсов достигает 3000 – 6000 Вольт, частота – от 150 до 500 кГц. Эти высокочастотные импульсы имеют очень малую длительность, мощность сигнала составляет 200 – 300 Ватт.
Такая мощность импульсов слишком мала, чтобы они могли служить генератором сварочного тока, их роль заключается в кратковременном электрическом пробое воздушного промежутка.
Работает осциллятор следующим образом. Сварщик приближает кончик электрода к свариваемой заготовке на расстояние около 5 мм.
Сварщик приближает кончик электрода к свариваемой заготовке на расстояние около 5 мм.
Нажимает кнопку, которая обычно располагается в удобном месте держателя электрода (или горелки, как называют держатель электрода в аргонодуговых аппаратах), запуская осциллятор.
Электрические импульсы высокой частоты напряжением несколько киловольт мгновенно ионизируют воздушный промежуток, который при этом пробивается тонким разрядом. Поскольку ионизированный воздух становится электропроводящим, по нему начинает протекать сварочный ток основного аппарата, то есть, загорается полноценная сварочная дуга.
Далее в процессе работы импульсы, генерируемые осциллятором, поддерживают горение основной сварочной дуги в моменты, когда возникают предпосылки для ее гашения.
Например, ошибочное движение руки сварщика, случайно увеличившее воздушный промежуток, не приводит к немедленному гашению дуги, и процесс может продолжаться.
Устройство
Таким образом, применение осциллятора для сварки позволяет повысить стабильность работы сварочного аппарата и качество выполняемой работы за счет обеспечения следующих возможностей:
- дистанционный розжиг электрической дуги;
- сохранение устойчивости дуги при случайном изменении величины воздушного зазора.

Основными элементами осциллятора являются: трансформатор, обеспечивающий повышение сетевого напряжения 220 Вольт до 3 – 6 кВ, колебательный контур, генерирующий колебания высокой частоты, а также искровой промежуток.
Очень часто осцилляторы используются совместно с аппаратами аргонодуговой сварки, поскольку именно такими аппаратами производятся работы с цветными металлами. В этом случае, включение прибора синхронизируется с клапаном, открывающим каналы подачи аргона.
Подключение
Схема подключения осциллятора к основному сварочному аппарату зависит от конструкции прибора. Прежде всего, осциллятор должен быть подключен к питанию 220 Вольт.
Подключение к сварочному аппарату может быть двух типов: параллельное и последовательное. На рисунке ниже представлены варианты подключения осциллятора, а также пример компоновки прибора, выполненного в виде отдельного блока.
При параллельном подключении, выводы осциллятора присоединяются к сварочному электроду и заготовке. При последовательном варианте, осциллятор включается в разрез кабеля, питающего сварочный электрод.
При последовательном варианте, осциллятор включается в разрез кабеля, питающего сварочный электрод.
Можно найти большое количество схем и описаний этого полезного прибора, пользуясь которыми, его несложно сделать своими руками. Устройство не содержит дорогих и дефицитных деталей и доступно для исполнения человеку с начальными познаниями в электротехнике.
Применение
Основное применение данного прибора, как уже было сказано выше, относится к сварке цветных металлов, хотя и не ограничивается этой сферой. Описываемое устройство с успехом может применяться в сочетании со сварочными аппаратами любого типа.
- Использование осциллятора с трансформатором для сварки переменным током, позволяет устранить недостатки этого вида сварки, порождающие нестабильное горение дуги.
- Более того, в этом варианте становится возможным кроме штатных электродов, использовать при сварке электроды, предназначенные для работы с постоянным током.
- Это расширяет технические возможности сварочных трансформаторов переменного тока и позволяет с их помощью выполнять сварочные соединения, по качеству не уступающие тем, которые выполнены сваркой на постоянном токе.

Использование осциллятора для работы с инвертором дает возможность производить сварочные работы с меньшими значениями токов, следовательно, работать с более тонкими и деликатными заготовками.
Осциллятор, предназначенный для сварки алюминия, часто сочетается с аппаратом аргонодуговой сварки. Алюминий является одним из самых «капризных» цветных металлов, не прощающих сварщику малейшей ошибки.
Он склонен к разбрызгиванию и быстрому сквозному прогару благодаря низкой температуре плавления. По этой причине, именно для работы с этим металлом актуально применение технологий, позволяющих работать малыми токами с высокой стабильностью сварочной дуги.
Примеры схем
Если есть желание сделать осциллятор самостоятельно, то стоит обратить внимание на самые простые схемы.
На приведенной ниже схеме представлен аппарат непрерывного действия, поэтому подключение к сети осуществляется исключительно через трансформатор. Чтобы собрать данную схему, не придётся использовать дорогостоящие элементы.
Недостатком является выбор тиристоров. Их надо подбирать, что называется, методом «тыка», пробовать, при каких тиристорах сварочная дуга наиболее устойчива.
Вторая схема самодельного осциллятора для сварки так же достаточно проста и лишена недостатков предыдущей. Собрать по ней устройство можно с минимальными навыками в монтаже электросхем.
- На третьей схеме более подробно представлены элементы сборки.
- При сборке надо помнить о технике безопасности, поскольку устройство работает с большими токами.
Источник: https://svaring.com/welding/prinadlezhnosti/oscilljator-dlja-svarki
Осциллятор для плазмореза своими руками: схема, видео, самодельный для плазмы
Главная страница » Своими руками » Плазморез » Осциллятор
Осциллятор для плазмореза — это устройство для бесконтактного возбуждения дуги и стабилизации её горения. Эти опции он получает благодаря преобразованию параметров электроэнергии.
Самодельный осциллятор для плазмореза: немного теории
Внешний вид электронного блока осциллятора заводского изготовления представлен на рисунке.
Сварочный осциллятор марки ВСД-02, используемый для стабилизации горения дуги. Ист. http://met-all.org/oborudovanie/svarochnye/svarochnyj-oscillyator-svoimi-rukami.html.
Современные осцилляторы делятся на два класса действия:
- непрерывного действия. Этот класс к сварочному току добавляется ток высокой частоты (150…250 КГц) и с большим значением напряжения (3000…6000 В). В таких условиях дуга будет зажигаться даже без прикосновения электрода к поверхности соединяемых заготовок. Более того, она будет гореть очень устойчиво даже при небольших значениях сварочного тока (благодаря высокой частоте тока, вырабатываемого осциллятором). И, что тоже не маловажно, электроэнергия с такими характеристиками не опасна для здоровья рабочего, работающего на этом устройстве;
- импульсные. Электрическая схема этого класса может предусматривать его параллельное или последовательное подключение.
Примеры электрических схем указаны на рисунке.
Параллельное и последовательное подключение осциллятора. Ист. http://met-all.org/oborudovanie/svarochnye/svarochnyj-oscillyator-svoimi-rukami.html.
Большую эффективность имеет устройства, которые подключены к электрической цепи плазмореза последовательно. Объясняется это тем, что в их схеме не применяется, за ненадобностью, защита от высокого напряжения. Применение осциллятора, кроме того, позволяет расширить опции плазмореза и обрабатывать «проблемные» металлы или сплавы:
- алюминий;
- «нержавейка» и т. п.
Осциллятор для плазмореза своими руками
Осциллятор, который при желании нетрудно изготовить своими руками, чаще всего, относится к устройствам непрерывного действия. Рассмотрим конструкцию гаджета.
В общем случае осциллятор состоит из следующих основных узлов:
- колебательный контур. Он играет роль искрового генератора затухающих колебаний. Колебательный контур состоит из следующих компонентов:
- накопительный конденсатор;
- катушка индуктивности.
 Её роль выполняет, как правило, обмотка высокочастотного трансформатора;
Её роль выполняет, как правило, обмотка высокочастотного трансформатора;
- разрядник;
- дроссельные катушки;
- трансформатор высокой частоты.
Если у вас есть необходимый инструмент, навыки работы с электронной техникой и желание собрать осциллятор для плазмореза своими руками, то вам предстоит собрать и настроить указанные выше узлы.
Схема
Чтобы было понятно, что вы будете создавать, расскажем, в общих чертах, о принципе действия осциллятора. Сетевое напряжение после повышающего трансформатора поступает на конденсатор колебательного контура и заряжает его. Когда конденсатор зарядился до оптимального значения, предусмотренного параметрами электросхемы, происходит его разряд через разрядник (пробой воздушного зазора).
Внешний вид самодельного разрядника приведён на рисунке.
Самодельный одноискровый разрядник. Ист. http://met-all.org/oborudovanie/svarochnye/svarochnyj-oscillyator-svoimi-rukami. html.
html.
Импульс, возникший в этот момент на разряднике, возбуждает колебания в колебательном контуре (колебания представляют собой обмен энергией между ёмкостью конденсатора и индуктивностью обмотки высокочастотного трансформатора). В колебательном контуре возникают затухающие высокочастотные электрические колебания, соответствующие его резонансной частоте.
В момент резонанса на обкладках конденсатора колебательного контура образуется высокое напряжение (величина зависит от добротности «Q» колебательного контура), которое через разделительный конденсатор и обмотку катушки поступает на резак и производит поджиг. Параметры разделительного конденсатора подбираются таким образом, чтобы его реактивное сопротивление препятствовало прохождению тока низкой (сетевой) частоты и не препятствовало высокой частоте.
Вот один из вариантов принципиальной электрической схемы самодельного осциллятора.
Принципиальная электрическая схема осциллятора, который можно собрать своими руками. Ист. http://ismith.ru/welding-equip/svarochnyj-oscillyator-svoimi-rukami/.
Ист. http://ismith.ru/welding-equip/svarochnyj-oscillyator-svoimi-rukami/.
Пояснения к схеме:
1. Назначение индикатора «МТХ-90». В момент разряда накопительного конденсатора (при условии правильного подключения всего устройства) светится табло «Контроль фазировки».
2. S1- выключатель дугообразователя;
3. Дроссель Др1 представляет собой катушку из 15 витков провода сечением 2,5 кв. мм, намотанную на кольце R40 х 25 х 80 из феррита с магнитной проницаемостью M2000HM.
4. Т1 – импульсный трансформатор генератора строчной развёртки (на сленге — «строчник») типа «ТС180-2».
Большим «плюсом» этой электрической схемы служит тот факт, что для её реализации не требуются какие-либо дефицитные или дорогостоящие детали (материалы).
Следует учесть, что осциллятор в процессе работы, благодаря разряднику, создаёт большие электропомехи. Для их нейтрализации, необходимо осуществлять монтаж всех компонентов в «глухом» металлическом корпусе.
Пример конструкции приведён на рисунке.
Пример монтажа осциллятора в «глухом» корпусе. Ист. http://m.radiokot.ru/forum/viewtopic.php?f=11&t=115840.
Настройка осциллятора должна осуществляться с тем плазморезом, с которым он будет в дальнейшем работать. Заключается она в подборе опытным путём терристоров. Ориентироваться следует на устойчивость сварочной дуги.
Внимание! При настройке и последующей работе с осциллятором следует строго соблюдать правила техники безопасности при работе с электроприборами. Гаджет – устройство непрерывного действия с импульсным питанием, и на его выходных контактах остаётся напряжение после отключения питания от сети.
Посмотрите небольшой ролик с описанием одного из вариантов осциллятора своими руками:
Полезная информация по теме:
- Теперь, когда вы знаете, как сделать осциллятор для плазмы, будет легче сделать плазморез своими руками.
- Рекомендуем ознакомиться и с другими материалами раздела «Своими руками» на нашем сайте.

- Также вам может понадобиться для приобретения деталей и расходников список адресов и телефонов в разных городах, где можно приобрести комплектующие для плазменной резки.
- Может быть, вам будет полезен также раздел контактов сервисных центров по плазменному оборудованию в разных городах.
Источник: https://plazmen.ru/svoimi-rukami/plazmorez/oscillyator/
Осциллятор для сварки аргонной алюминия: схема подключения и изготовление своими руками
Цветные металлы и нержавейка – вот контрольные слова во время тяжелых раздумий типа «вот только осциллятора мне не хватало для полного счастья». С ответственностью заявляем: не будет вам полного счастья с дугой, если вы варите нержавейку, алюминий или цветные металлы. Даже с инвертором. Даже с правильными электродами и серьезным опытом в сварочном деле.
Дуга будет вас подводить: или трудный розжигом, или нестабильностью и способностью тухнуть в самое неподходящее время. А вольфрамовый электрод будет к тому же липнуть. Справится с этими бедами поможет только один аппарат – осциллятор. Так что никуда вам от него не деться. Придется купить или сделать своими руками.
Справится с этими бедами поможет только один аппарат – осциллятор. Так что никуда вам от него не деться. Придется купить или сделать своими руками.
Хороший осциллятор стоит немалых денег, поэтому, если вы занимаетесь сваркой время от времени, есть смысл разобраться в его устройстве, чтобы сделать его своими руками.
Принцип устройства и работы осциллятора
Схем таких аппаратов много. Но набор принципиальных блоков один и тот же.
Как происходит аргонная сварка с осциллятором?
Вот что он включает в себя:
- Трансформатор, повышающий напряжение: для преобразования входного сетевого напряжения 220 В и 60Гц в колебания более высокой частоты со значением до 250 кГц напряжения 5…6 кВ.
- Выходной трансформатор для передачи тока повышенных напряжения и частоты на выходные контакты сварочного аппарата.
- Генератор искрового типа с контактами в виде вольфрамовых электродов, который по своей сути является одноконтурным разрядником.
- Управляющий блок из газового клапана, стабилизатора, кнопки пуска и датчика тока.

- Специальный защитный блок для контроля превышения допустимой силы тока или напряжения.
Устройство и принципиальную схему устройства нужно выбирать в зависимости от интенсивности вашей работы с его помощью. Если в планах ваших сварочных работ преобладает алюминий, который нужно варить при постоянном токе обратной полярности, то выбираем схему последовательного подключения – это будет осциллятор для сварки алюминия.
Если вы работаете с нержавейкой, ваша схема должна быть с параллельным подключением.
Система осциллятора для сварки с параллельным подключением намного сложнее и требует наличия двух трансформаторов. В первом из них первичная обмотка состоит из двойного колебательного контура, а вторичная включает в себя разрядник и является первичной обмоткой второго трансформатора высокочастотного типа.
Именно от него подается электрического питание дуги. Такую схему не только сложно собрать и регулировать, она должна быть защищена от напряжения, превышающего предельные нормы.
Осциллятор своими руками
Несмотря на то, что на рынке предлагаются сварочные осцилляторы самых разных моделей, может возникнуть необходимость соорудить такой аппарат самостоятельно. Реализация такой идеи вполне реальна, сделать это устройство своими руками – задача не из самых простых, но и не бином Ньютона.
Для начала убедитесь в том, что сварочный осциллятор своими руками вам действительно нужен и рентабелен.
Схема подключения осциллятора.
Вот какие факторы помогут вам в этом:
- Вы собираетесь варить нержавейку, алюминий или цветные металлы.
- Вы используете постоянный или переменный ток с напряжением.
- Мощность тока не превышает 250 Вт.
- Вторичное полученное напряжение должно быть равно или выше 2500 В.
Если у вас есть сварочный преобразователь, работа пойдет намного легче: ваш постоянно действующий аппарат будет подключаться к сварочной сети последовательно, что значительно проще. Кроме того, дуга будет вести себя намного лучше.
Она будет устойчиво гореть, и ее можно будет поджигать без контакта со свариваемой поверхностью вне зависимости от силы тока.
Подобрать оптимальный трансформатор помогут характеристики тока, которые требуются во второй обмотке. Катушка индуктивности должна быть сдвоенной – так надежнее. Если у вас последовательно соединены два колебательных контура, ток и напряжение будут стабильными.
Электрическая схема прибора.
Колебательные контуры должны быть одинаковыми и должны состоять из следующих компонентов:
- конденсатора;
- варистора напряжения;
- катушки индуктивности из ферритового стержня.
Разрядник требует особой жесткой платы, так как при срабатывании температура должна понижаться. Вольфрамовые электроды должны быть не меньше 2-х мм в диаметре, их нужно разместить строго параллельно, для этого их торцуют. Ширина зазора между ними регулируется винтом.
Первый каскад подключаем к клеммам инвертора, а второй каскад – к сварочной горелке и свариваемой заготовке. Для высокой стабильности работы к вторичной обмотке второго каскада нужно подключить катушку с отдельным питанием от аккумулятора.
Для высокой стабильности работы к вторичной обмотке второго каскада нужно подключить катушку с отдельным питанием от аккумулятора.
Обязательное требование – корпус должен быть устойчивым к влаге, и со специальными отверстиями для вентиляции.
Правила работы на самодельном осцилляторе
Понятно, что главные требования – это безопасность и надежность работы аппарата.
Принципиальная схема осциллятора.
Для их соблюдения нужно:
- Проверять на постоянной основе работу блокировочного конденсатора. Если он будет не в порядке, вы можете получить травму от низкочастотного сварочного тока.
- Взять себе за правило заниматься регулировкой и настройкой устройства только при его отключении от сети.
- Счищать нагар с электродов, делать это постоянно.
- Частота импульсов от осциллятора не должна превышать 40 мкс: следить за этим.
Осциллятор для сварки своими руками – очень грамотное технологическое дополнение к вашему сварочному оборудованию, если вы занимаетесь сваркой специфических металлов: нержавейки и алюминия.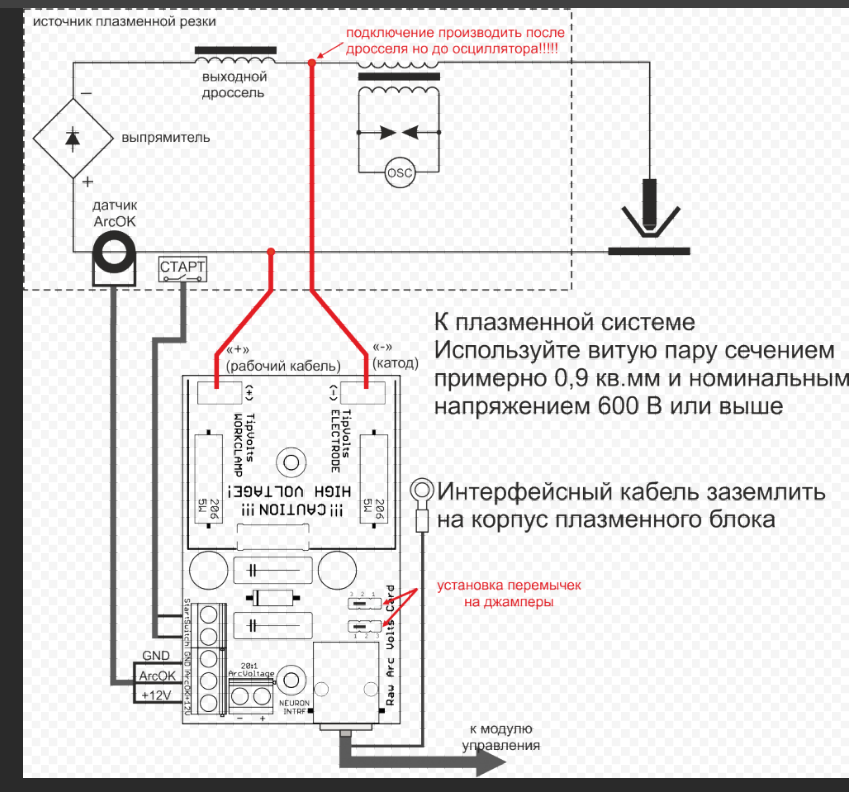 Осциллятор можно купить, а можно сделать своими руками. Для этого нужны ясная голова, хорошие руки и наши советы.
Осциллятор можно купить, а можно сделать своими руками. Для этого нужны ясная голова, хорошие руки и наши советы.
Желаем надежных конденсаторов, параллельных электродов и качественных обмоток в ваших трансформаторах. И хороших заказов!
Источник: https://tutsvarka.ru/oborudovanie/ostsillyator
Осциллятор для сварки алюминия
Осциллятор, который используется при сварке, служит для стабилизации и возбуждения электрической дуги. Он может работать с заводскими источниками тока, которые работают на различных видах тока. Это могут быть осциллятор на переменном или на постоянном токе. Осциллятор для сварки алюминия является генератором затухающих колебаний.
В его составе имеется повышающий трансформатор, который работает на низких частотах. Его вторичное напряжение может достигать, примерно, 2-3 кВ. Также в составе имеется колебательный контур, составленный из обмотки связи, индуктивности, емкости и конденсатора блокировки.
Все обмотки осциллятора образуют трансформатор, который может действовать на высоких частотах.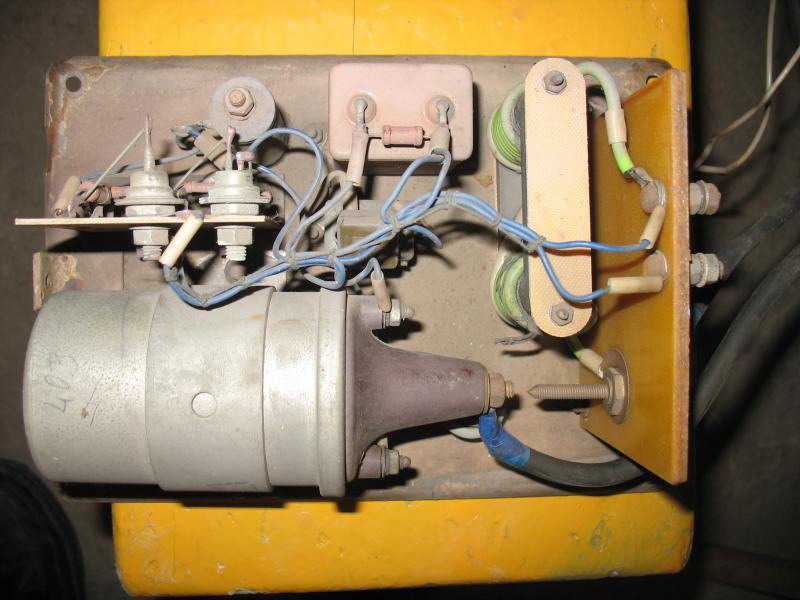
Осциллятор для сварки алюминия своими руками
Таким образом, осциллятор сварочный для сварки алюминия помогает преобразовать стандартный ток, частота которого составляет 55 Гц, в высокочастотный, частота которого может быть 1-1,5 тысяч Гц.
Благодаря этому улучшается поджог электрода, а также другие важные факторы. Аппарат достаточно быстро реагирует на импульсы, так как они доходят до него за десятки микросекунд.
Данное устройство подключается параллельно или последовательно в цепь трансформатора, что создает свои условия для работы оборудования.
Роль осциллятора при сварке алюминия
Сварка алюминия является очень сложным процессом, так как свойства сваривания данного металла находятся далеко не на самом высоком уровне.
Благодаря воздействию этого устройства на сварочный аппарат, удается поддерживать параметры сварочной дуги в заданном положении, которое может отличаться от стандартного, в течении длительного периода времени.
При работе с данным видом металла стабильность параметров имеет большое значение, так как любое отклонение может привести к браку. Для таких условий может подойти даже самодельный осциллятор для сварки алюминия, если его правильно подготовить.
Для таких условий может подойти даже самодельный осциллятор для сварки алюминия, если его правильно подготовить.
Стоит отметить, что сварка электродами с покрытием существенно уступает тем же результатам, которые получаются благодаря аргонно-дуговой сварке, поэтому осциллятор является вполне востребованным дополнительным устройством. Ток устройства не представляет опасности для мастера, если соблюдать технику безопасности. Но при ошибках можно получить большой разряд тока.
Пайка алюминия газовой горелкой
Схема работы
Схема осциллятора для сварки алюминия, включенного параллельно
Схема осциллятора для сварки алюминия
Схема осциллятора, включенного последовательно
Схема осциллятора для сварки алюминия, включенного последовательно
Вторичное напряжение в повышающем трансформаторе во время полупериода конденсатор заряжался, до тех пор, пока не возникнет пробой разрядника.
После этого колебательный контур получается в состоянии короткого замыкания, что и помогает создавать затухающие колебания, у которых имеется резонансная чистота такие колебания, через конденсатор и обмотку прикладываются к дуговому промежутку.
Блокировочный конденсатор помогает предотвратить шунтирование другого промежутка с источником напряжения при помощи своей обмотки. Дроссель, который включен в сварочную цепь, защищает от пробоя изоляцию обмотки. Мощность такого аппарата может составлять около 250-250 Вт. Длительность импульсов не превышает десятков микросекунд.
Осциллятор для сварки своими руками
Стоит отметить, что приборы последовательного включения на практике оказываются более действенными, так как для них не требуется установка специального источника защиты в общей цепи. Во время работы осциллятора разрядник слегка потрескивает. Искровой зазор устанавливается при помощи регулировочного винта, но данная процедура возможна только если устройство отключено от сети.
Виды
Существует два основных вида осциллятора, которые применяются в сварочном деле. Они серьезно отличаются, как по методу подключения, так и по типу работы, поэтому, нужно точно определиться с правильным выбором. Это может быть:
Это может быть:
- Импульсный – данная разновидность используется для аппаратов, которые работают на переменном токе. Импульсный осциллятор подключается параллельно к основному сварочному аппарату.
- Непрерывный – данная разновидность используется для аппаратов, которые работают на постоянном токе. Непрерывный осциллятор подключается последователь к основному сварочному аппарату.
Также стоит выделить основные модели данного оборудования, которые производятся для сварки и являются часто используемыми в промышленности.
Сварка алюминия
| Параметр | ОСП3-2М | ОСЦВ-2 | М-3 | ОСПП3-300М |
| Напряжение падания, В (все работают на переменном токе) | 220 | 65 | 200 | |
| Вторичное напряжение при холостом ходу, В | 6000 | 2300 | 2600 | 6000 |
| Ток дуги | Постоянный, переменный | Переменный | Постоянный, переменный | |
| Вид подключения к сети | Параллельно | Последовательно | ||
| Мощность потребления устройства, кВт | 0,045 | 0,08 | 0,14 | – |
| Вес, кг | 6,5 | 16 | 20 | – |
Осциллятор для сварки алюминия своими руками
Схема осциллятора для сварки алюминия своими руками должна максимально соответствовать заводской модели. Разработка разрядника считается одним из самых сложных моментов, так как именно в нем и проходит электрическая искра. Также требуется подобрать блокировочный конденсатор вместе с колебательным контуром.
Разработка разрядника считается одним из самых сложных моментов, так как именно в нем и проходит электрическая искра. Также требуется подобрать блокировочный конденсатор вместе с колебательным контуром.
Существует множество схем создания и основа успеха состоит в том, чтобы правильно подобрать компоненты. Таким образом, в итоге можно получить все те же импульсные или непрерывные осцилляторы. При выборе второго варианта в схеме еще должна присутствовать защита от высокого напряжения.
Импульсный легче в изготовлении и более эффективный в работе, благодаря своей простоте.
Естественно, что техника безопасности в данном вопросу должна стоят на первом месте, так как при неправильном подключении схемы или некорректном выборе элементов все может испортиться и стать опасным для жизни и здоровья человека. Изготовлением данных вещей должен заниматься только специалист с большим опытом.
Условия эксплуатации и меры предосторожности
- Перед тем как запустить устройство в эксплуатацию его необходимо зарегистрировать и пройти инспектирование электросвязи;
- Разрешается применять осциллограф, как в открытых, так и в закрытых помещениях;
- Нельзя использовать технику на открытой территории при осадках;
- Рабочая температура техники лежит в пределах от -10 до +40 градусов Цельсия;
- Влажность воздуха должна быт не более 98%;
- Запрещается применение в запыленных помещениях, а также в комнатах с едкими газами или парами;
- Также запрещается работа без заземления;
- Перед использованием всегда нужно контролировать правильность присоединения к аппарату;
- Работа должна проводиться только в специальном кожухе, который снимается только при отключенном от питания аппарате.

Источник: https://svarkaipayka.ru/tehnologia/svarka-alyuminiya/ostsillyator-dlya-svarki-alyuminiya.html
Сварочный осциллятор своими руками
При работе с цветными металлами часто используются аргоновые аппараты по сварке. Неплавящийся электрод из вольфрама хорошо расплавляет кромки и образует сварочную ванну. Выполняются швы на алюминии и нержавейке и плавящимися электродами, где источником тока служит инвертор.
Но у всех этих устройств имеется одна проблема — розжиг дуги. На цветных металлах постукивание электродом по поверхности создает следы, требующие последующей зачистки.
При работе с тонкими листами на малых токах дуга может гореть нестабильно и часто тухнуть, а ее повторное возбуждение тормозит весь рабочий процесс. Для решения этой ситуации в схему добавляют осциллятор, который позволяет зажигать электрическую дугу не прикасаясь к поверхности изделия.
Это устройство можно купить или попытаться изготовить самому. Как создать сварочный осциллятор своими руками? Каковы схемы аппарата и его принцип работы?
Как работает осциллятор
Подобные устройства могут иметь различные варианты сборки, но все они предназначены для одной цели — возбуждать сварочную дугу между концом электрода и поверхностью изделия на расстоянии 5 мм, без физического прикосновения материалов. Достигается это за счет размещения осциллятора между источником сварочного тока и горелкой с вольфрамовым электродом. Вместо последнего может находиться держатель для сварки покрытыми электродами.
Достигается это за счет размещения осциллятора между источником сварочного тока и горелкой с вольфрамовым электродом. Вместо последнего может находиться держатель для сварки покрытыми электродами.
Суть процесса заключается в модернизации входящего напряжения переменного характера с частотой 50 Гц в импульсы высокой частоты и короткой длительности. Они накладываются на сварочный ток, и активно участвуют в розжиге дуги. Осциллятор для сварки, в большинстве вариантов схем, работает в следующей последовательности:
- Сварщик нажимает кнопку управления на горелке.
- Входной выпрямитель получает напряжение из сети с параметрами 220 V и 50 Гц. Устройство выпрямляет ток и передает его на накопитель.
- Накопительная емкость собирает в себе разряд.
- Схема управления руководит этим процессом. Когда сетевое напряжение достигает 0В, высвобождается импульс, для последующего формирования.
- Он поступает на первичную обмотку трансформатора, где происходит его преобразование в высоковольтный импульс.
- Одновременно с этим, схема управления подает сигнал в клапан газа, и выпускается аргон.
- Происходит короткий разряд тока, связывающий в воздухе напряжение от горелки и изделие, к которому прикреплена масса от сварочного аппарата. Дуга зажигается в уже подготовленном газовом облаке, и можно сразу вести сварку.
- Когда в процесс включается сварочный ток, с силой более 5 А, то импульс прекращает свое действие. Сварка ведется на тех параметрах, которые были установлены на аппарате. Если происходит утеря контакта, то схема управления подает повторный импульс для возобновления дуги.
- После окончания сварки осциллятор регулирует время последующей продувки защитным газом и завершает весь процесс.
Это очень удобно для сварки алюминия или легированных сталей, где требуется точность начала шва, а механическая зачистка следов от касания электрода оставляет лишние следы. Изготовление осциллятора своими руками может быть упрощено до нескольких узлов. Тогда, при обрыве сварки, требуется запускать действие бесконтактного поджига вручную, повторно нажимая кнопку на горелке.
Создавая свой самодельный осциллятор важно добиться правильных выходных параметров устройства. Он должен повышать поступающее в него напряжение от стандартного до 3000-6000 В. Изменение частоты колебания должно быть на уровне от 150 до 500 кГц.
Схема осциллятора может включать различные компоненты. Вот один из вариантов состава устройства:
- выходного выпрямитель;
- стабилизированный источник питания;
- блок зарядки с накопителями емкости;
- блок управления;
- блок для формирования импульса;
- высоковольтный трансформатор;
- датчик тока;
- газовый клапан.
Осциллятор устанавливается в цепь всегда после инвертора или обычного трансформатора, и перед рукавом с кабелем, идущим на горелку или к держателю электрода. Отдельные блоки схемы формируются из деталей, покупаемых в магазине, или создаваемых самостоятельно.
Например, колебательный контур, работающий как искровой генератор с затухающими колебаниями, собирается из конденсаторов. А катушкой индуктивности служит обмотка высокочастотного трансформатора.
А катушкой индуктивности служит обмотка высокочастотного трансформатора.
В схеме обязательно должен быть и предохранитель, защищающий сварщика от короткого замыкания, и специальный отвод для заземления устройства.
Разновидности самодельных осцилляторов
В зависимости от выполняемых сварочных работ, можно создать осциллятор своими руками, с постоянным или кратковременным действием. Если требуется работа с тонкими листами металла на малых токах, то лучше подойдет первый вариант. Устройство будет накладывать на ток, выдаваемый сварочным аппаратом, дополнительное напряжение 3000В с высокой частотой в 200 кГц.
Вследствие чего розжиг электрода станет осуществляться при малейшем поднесении к изделию, а в процессе ведения шва горение дуги будет стабилизироваться и поддерживаться. Несмотря на высокие показатели напряжения, этот ток будет безопасен для жизни сварщика. Рекомендуется последовательное подключение такого аппарата в схему.
При параллельном потребуется дополнительная установка защиты от напряжения.
Для работы с алюминием, который сваривается только на переменном токе, больше подойдет вторая самодельная модель осциллятора, где рабочий эффект заключается в кратковременном импульсе. Последний зажигает дугу при поднесении горелки к изделию на расстояние 5 мм.
Эту же функцию осциллятора используют и при плазменной резке, а также в работе с инверторами, или аргоновыми аппаратами для сварки нержавейки. Во время работы на переменном токе его полярность постоянно меняется. Это может затруднять стабильность горения и повторные розжиги.
Осциллятор содействует мгновенному зажиганию дуги в таких условиях.
Изготовление ключевых деталей
Имея некоторые зная электротехники и необходимые материалы можно приступать к созданию самодельного осциллятора. Начать стоит с повышающего трансформатора, который будет поднимать напряжение. Его можно купить в магазине или намотать самостоятельно. Число витков и площадь сечения выбираются по справочникам. Главный показатель — это способность повысить напряжение до 3000 — 6000 В.
Колебательный контур создается из катушки индуктивности, которая наматывается сварочным кабелем на ферритовый сердечник. Достаточно одного витка такого провода для первички, и пяти витков для вторичной обмотки. В контур устанавливается блокировочный конденсатор и разрядник. В последнем происходит процесс генерирования и высвобождения затухающего импульса.
Разрядник изготавливают из двух медных вертикальных стержней, на которые крепятся вольфрамовые прутки для передачи тока.
Рекомендуется залить медные стойки диэлектрическим затвердевающим составом, предварительно подведя к ним провода для контактов.
Возможна сборка осциллятора на основе катушки зажигания, только после нее в схему необходимо установить ВВ диод и идущий за ним конденсатор. Потом следует поставить разрядник, подсоединенный к первичной обмотке трансформатора.
Накопительный конденсатор можно купить или извлечь из старого телевизора. Некоторые мастера создают такие конденсаторы самостоятельно в банке. Газовый клапан, устанавливаемый на выходе, доступен в продаже.
Газовый клапан, устанавливаемый на выходе, доступен в продаже.
Осцилляторы значительно облегчают работы по сварке алюминия и нержавейки, или разрезанию металла плазмотроном. Советы для начинающих в этой статье, различные схемы устройства, и видео по созданию самодельных аппаратов, помогут изготовить простой осциллятор для личных нужд.
- Поделись с друзьями
- 2
- 0
- 1
- 1
Источник: https://svarkalegko.com/oborudovanie/samodelnyj-ostsillyator.html
Самодельная сварка аргоном. Осциллятор своими руками
Прикупил себе товарищ сварочный инвертор аргонно-дуговой сварки для разных металлов. В основном таких как нержавейка и алюминий в среде газа аргон, но вот незадача такой тип сварки не подходит для сварки алюминия.
Задал я вопрос на форуме, рекомендовали менять местами массу и держак, но при таком подключении вольфрамовый электрод просто сгорает. Рекомендовали варить переменным сварочником, якобы алюминий лучше варить переменным током, при таком токе шов получается качественный.
Было решено купить сварочник переменного тока, но для него нужен осциллятор. Вот и дал он мне такую задачку собрать для него осциллятор
Осциллятор это такой прибор, который нужен для бесконтактного розжига дуги. Дуга разжигается за счет высоковольтного напряжения между контактами, к примеру как в свече двигателя внутреннего сгорания искра пробивается на расстоянии. По такому же принципу работает осциллятор
Человек построил схему на базе принципиальной схемы обратнохода на UC3842-5 и трансформатора строчника телевизора. Мне эта идея очень понравилась, но к сожалению у меня нет этой микросхемы и я решил сделать схему на базе таймера NE555.
На базе NE555 можно собрать неплохой генератор прямоугольных импульсов, усилить его драйвером на транзисторах для управления полевым транзистором и гонять преобразующий трансформатор.
Разберу схему с начала.
Питать осциллятор решил от отдельного блока питания 30В, после диодного моста напряжение примерно 45В. На Q1R2R5D6C2C3 собран источник опорного напряжения для питания генератора и драйвера.
На Q1R2R5D6C2C3 собран источник опорного напряжения для питания генератора и драйвера.
На R3R4R8D5C6C7 и таймере 555 собран генератор прямоугольных импульсов скважностью 60%, R6Q2Q5 драйвер для управления Q3. C1R1D3 RCD клампер для подавления выбросов с трансформатора.
После трансформатора высокое напряжение свыше 1000В поэтому установлен высоковольтный диод HVR-1×4, такой диод можно найти в микроволновке, он способен выдержать до 12кВ.
Между плюсом и минусом установлен разрядник из свечи с мопеда, после через конденсатор установлен развязывающий трансформатор, через который пропускается сам сварочный кабель.
Второй трансформатор уже подает высоковольтное напряжение на держак и массу
Источник: https://rustaste.ru/svarka-argonom-oscillyator-svoimi-rukami.html
Как сделать плазморез из инвертора своими руками – metmaStanki.ru
Чтобы сделать самодельный плазморез понадобятся: источник постоянного тока, плазмотрон, осциллятор, компрессор, шланги подключения, кабеля питания.
Резка листового металла плазмой обычно применяется на крупных производствах для изготовления сложных по конфигурации деталей. Резать на промышленных станках можно любые металлы — сталь обычную и нержавеющую, алюминий, медь, латунь, сверхтвердые сплавы. Плазморез своими руками сделать тоже можно, причем вполне работоспособную конструкцию, правда с несколько ограниченными возможностями.
Для крупносерийного производства она будет непригодна, но вырезать несколько деталей в слесарной мастерской, металлообрабатывающем цехе или в домашних условиях, в гараже, например, всегда получится. При этом по сложности конфигурации и твердости обрабатываемого металла ограничений практически нет. Ограничения касаются толщины металла, размеров листа и скорости резания.
Что нужно для плазмореза
Проще всего построить плазменный аппарат для резки на базе инверторного сварочного аппарата. Плазморез своими руками из инвертора отличается относительно простой конструкцией, работоспособностью, доступностью основных узлов и деталей. Которые нет возможности купить, можно сделать самостоятельно в условиях мастерской средней оснащенности оборудованием.
Которые нет возможности купить, можно сделать самостоятельно в условиях мастерской средней оснащенности оборудованием.
Самодельный аппарат плазменной резки не оборудуется ЧПУ — в этом его недостаток и преимущество. Недостаток состоит в том, что сложно изготовить две абсолютно точные детали при управлении вручную. Даже мелкие серии заготовок будут в чем-то отличаться.
Преимущество же состоит в том, что один из самых дорогостоящих узлов не придется покупать. Сделать его под силу не каждому инженеру высшей квалификации, а собирать из готовых узлов — то же, что покупать новое устройство. Для мобильного резака ЧПУ не нужно, в силу других задач, которые он выполняет.
Главными составными частями самодельного плазмореза являются:
- источник постоянного тока;
- плазмотрон;
- осциллятор
- компрессор или баллон со сжатым газом;
- шланги подключения;
- кабеля питания.
Как видно, ничего особо сложного в состав аппарата не входит. Но сложности начинаются при ближайшем рассмотрении характеристик того или иного узла.
Но сложности начинаются при ближайшем рассмотрении характеристик того или иного узла.
Источник тока
Особенности плазменной резки требуют, чтобы сила тока находилась по меньшей мере на уровне сварочного аппарата средней мощности. Такой ток вырабатывается обычным сварочным трансформатором и инверторным аппаратом. В первом случае установка получится условно мобильной — большой вес и габариты трансформатора затруднит ее перемещение. В сочетании с баллоном для сжатого газа или компрессором система получится довольно громоздкой.
Кроме того, трансформаторы отличаются невысоким КПД, что приведет к повышенному расходу электроэнергии при резке металла. Схема с использованием инвертора несколько проще и удобнее в эксплуатации, как и выгоднее по затратам энергии. Из сварочного инвертора получится довольно компактный плазморез, который без труда справиться с резкой металла толщиной до 25-30 мм. Именно для таких толщин применяются и промышленные установки. Плазменный резак на трансформаторе сможет обрабатывать более толстые заготовки, но это требуется реже. Все преимущества плазменной резки проявляются именно на тонких и сверхтонких листах. Это:
Все преимущества плазменной резки проявляются именно на тонких и сверхтонких листах. Это:
- точность линии;
- гладкость кромок;
- отсутствие брызг металла;
- нет перегретых зон вблизи места взаимодействия дуги и металла.
Самодельный плазморез собирается на базе любого инверторного аппарата для сварки. Количество режимов работы не имеет значения — нужен только постоянный ток силой более 30А.
Плазмотрон
Второй по важности элемент плазмореза. Рассмотрим коротко принцип его работы. Плазменный резак состоит из двух электродов, один из которых, основной, сделан из тугоплавкого металла, вторым является сопло. Обычно его делают из меди. Катодом служит основной электрод, анодом сопло, а при работе — обрабатываемая токопроводящая деталь.
В данном случае мы рассматриваем плазмотрон прямого действия для резки металлов. Дуга возникает между резаком и обрабатываемой деталью. Существуют еще плазмотроны косвенного действия, которые режут плазменной струей, но о них будет сказано ниже. Плазморез из инвертора рассчитан на прямое действие.
Плазморез из инвертора рассчитан на прямое действие.
Кроме электрода и сопла, которые являются расходными материалами и могут заменяться по мере износа, в корпусе плазмотрона есть изолятор, разделяющий катодный и анодный узлы и небольшая камера, в которой подаваемый газ завихрятся. В сопле конической или полусферической сделано тонкое отверстие, сквозь которое вырывается раскаленный до температуры 5000-3000 0С газ.
Плазмотрон прямого действия
Подается в камеру газ из баллона или от компрессора по шлангу, совмещенному с кабелями питания, которые образуют шлангово-кабельный пакет. Они соединены в одном изоляционном рукаве, или соединены в виде жгута. Газ поступает в камеру через прямой патрубок, расположенный сверху или сбоку вихревой камеры, которая нужна, чтобы рабочая среда перемещалась только в одну сторону.
Как работает плазмотрон
Газ, поступая под давлением в пространство между соплом (анодом) и электродом (катодом) спокойно проходит в рабочее отверстие и уходит в атмосферу.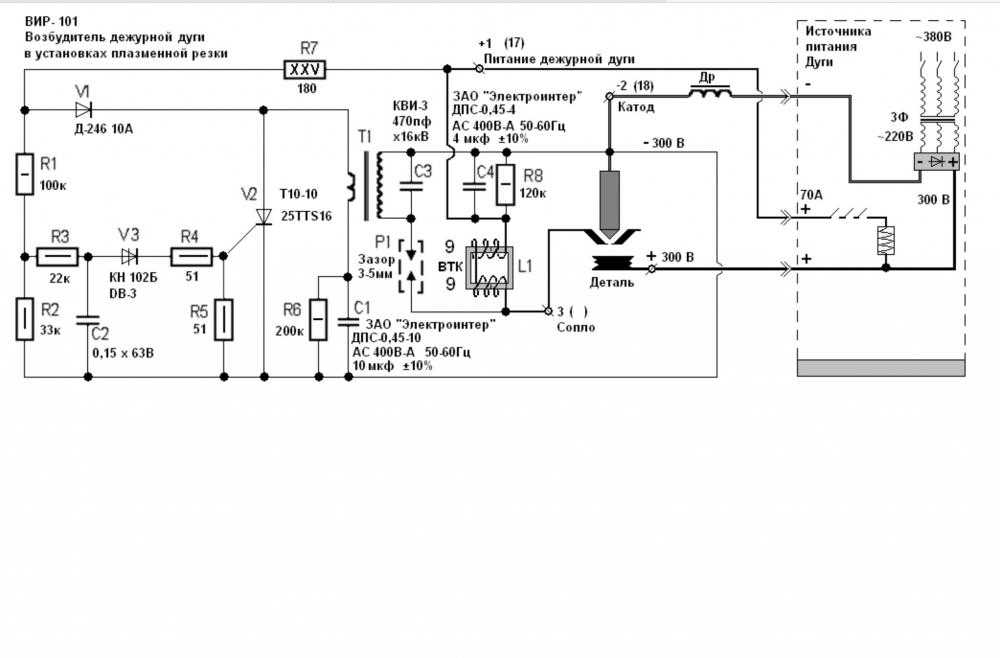 При включении осциллятора, устройства вырабатывающего импульсный высокочастотный ток, между электродами возникает дуга, которая называется предварительной и нагревает газ, находящийся в ограниченном пространстве камеры сгорания. Температура нагрева столь высока, что он переходит в другой вид физического состояния — плазму.
При включении осциллятора, устройства вырабатывающего импульсный высокочастотный ток, между электродами возникает дуга, которая называется предварительной и нагревает газ, находящийся в ограниченном пространстве камеры сгорания. Температура нагрева столь высока, что он переходит в другой вид физического состояния — плазму.
Этот вид материального состояния отличается тем, что практически все атомы ионизированы, то есть электрически заряженные. Кроме того, давление в камере резко возрастает и газ вырывается наружу в виде раскаленной струи. При поднесении плазмотрона к детали, возникает вторая дуга, более мощная. Если сила тока от осциллятора равна 30-60 А, то рабочая дуга возникает при 180-200 А.
Эта дуга дополнительно разогревает газ, которые разгоняется под действием электрических сил до чрезвычайно высокой скорости — до 1500 м/с. Комбинированное действие высокой температуры плазмы и скорости движения разрезает металл по очень тонкой линии. Толщина разреза зависит от свойств сопла.
По-другому работает плазмотрон косвенного действия, в нем в качестве основного анода выступает сопло. Из резака вырывается не дуга, а поток плазмы — струя, которая и режет не токопроводящие вещества. Оборудование-самоделка с такими плазмотронами работает очень редко.
Из–за сложности устройства плазмотрона и тончайших настроек изготовить его практически невозможно самостоятельно, несмотря на простые чертежи, которые есть в интернете. Он работает под высокими давлениями и температурами и становится попросту опасным, если что-то сделать не так. Плазморез по чертежам своими руками можно собрать из готовых деталей, которые продаются в магазинах сварочного оборудования. Но, как и большинство машин и механизмов, сборка из комплектующих стоит дороже, чем готовый резак в сборе.
Осциллятор
Это своеобразный стартер, служащий для запуска предварительной дуги. Для разбирающихся в электронике схема его несложна. Функциональная схема выглядит так:
Функциональная схема осциллятора
А электрическая примерно так (один из вариантов):
Электрическая схема осциллятора
Как выглядит и работает самодельный осциллятор видно на видео.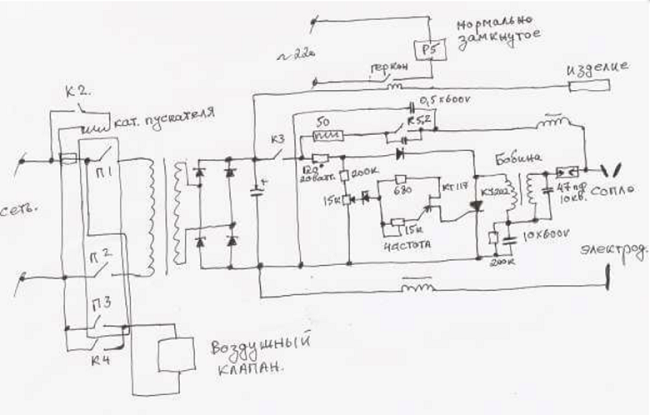 Если сборкой электросхем и поиском деталей нет времени заниматься, воспользуйтесь осцилляторами заводского изготовления, например ВСД-02. Его характеристики лучше всего подходят для работы с инвертором. Подсоединяется осциллятор в схему питания плазмотрона параллельно или последовательно, в зависимости от требований инструкции конкретного прибора.
Если сборкой электросхем и поиском деталей нет времени заниматься, воспользуйтесь осцилляторами заводского изготовления, например ВСД-02. Его характеристики лучше всего подходят для работы с инвертором. Подсоединяется осциллятор в схему питания плазмотрона параллельно или последовательно, в зависимости от требований инструкции конкретного прибора.
Рабочий газ
Перед тем, как сделать плазморез, следует очертить предварительную сферу его применения. Если вы собираетесь работать только с черными металлами, то обойтись можно только компрессором. Для меди, титана и латуни потребуется азот, а резка алюминия происходит в смеси азота с водородом. Высоколегированные стали режутся в аргоновой атмосфере. В этом случае аппарат рассчитывается еще и под сжатый газ.
Сборка устройства
Ввиду достаточной сложности и многочисленности компонентов аппарата плазменной резки, его трудно разместить в переносном корпусе или ящике. Лучше всего использовать складскую тележку для перевозки товаров. На ней можно компактно расположить инвертор, баллоны или компрессор, кабельно-шланговую группу. В пределах цеха или мастерской перемещать их очень легко. Если потребуется выезд на другой объект, то все можно загрузить в прицеп легкового автомобиля.
На ней можно компактно расположить инвертор, баллоны или компрессор, кабельно-шланговую группу. В пределах цеха или мастерской перемещать их очень легко. Если потребуется выезд на другой объект, то все можно загрузить в прицеп легкового автомобиля.
Ремонт плазмореза JASIC CUT80 (L205), аналог СВАРОГ REAL CUT 90 (L205) – Ремонт и модернизация
#1 TGU
Отправлено 31 May 2021 15:12
Всем доброго времени суток. Прошу помощи в определении неисправности плазмореза JASIC CUT80 (L205), аналог СВАРОГ REAL CUT 90 (L205). Вышел из строя после трехмесячного перерыва в работе. Не включается пилотный розжиг. При нажатии кнопки срабатывает воздушный клапан, но разрядник не трещит. На выходных клемах появляется напряжение порядка 300 Волть, но через мгновение пропадает. Возможно, у кого-то есть схема этого аппарата. Поделитесь пожалуйста и подскажите где искать причину.
Поделитесь пожалуйста и подскажите где искать причину.
Разрядник не трещит и с отключённым плазмотроном?
Пропадать напруга должна. Это нормально, если нет поджига.
Фото бы хоть аппарата, точнее его внутрянки.
Разрядник не трещит и с отключённым плазмотроном?
Пропадать напруга должна. Это нормально, если нет поджига.
Фото бы хоть аппарата, точнее его внутрянки.
Благодарю за отклик. С отключенным плазмотроном не проверял. Электроды в плазмотроне не закорочены, после выключения на них остается остаточное высокое напряжение (рукой почувствовал, как на присоске строчной развертки ТВ, только значительно слабее, при замыкании отверткой проскакивает небольшая искра). Сейчас проверю работу реле на выходной плате, соберу, и попробую включить без плазмотрона.
Разрядник не трещит и с отключённым плазмотроном?
Пропадать напруга должна.Это нормально, если нет поджига.
Фото бы хоть аппарата, точнее его внутрянки.
Проверил с отключенным плазмотроном. Результат тот же. Проверил два реле, которые на выходной плате, оба работают. Почистил и немного сблизил контакты разрядника. При нажатии кнопки появились единичные разряды. В это же время видно появление дуги в плазмотроне, но напряжение на выходе также пропадает. Я правильно понимаю, что при нажатой кнопке разрядник должен трещать все время и напряжение на выходе не должно пропадать?
- Наверх
- Вставить ник
#2 copich
Отправлено 01 June 2021 23:34
Благодарю за отклик. С отключенным плазмотроном не проверял.
Электроды в плазмотроне не закорочены, после выключения на них остается остаточное высокое напряжение (рукой почувствовал, как на присоске строчной развертки ТВ, только значительно слабее, при замыкании отверткой проскакивает небольшая искра). Сейчас проверю работу реле на выходной плате, соберу, и попробую включить без плазмотрона.
Проверил с отключенным плазмотроном. Результат тот же. Проверил два реле, которые на выходной плате, оба работают. Почистил и немного сблизил контакты разрядника. При нажатии кнопки появились единичные разряды. В это же время видно появление дуги в плазмотроне, но напряжение на выходе также пропадает. Я правильно понимаю, что при нажатой кнопке разрядник должен трещать все время и напряжение на выходе не должно пропадать?
источник блокирует работу пилотной дуги, если нет поджога основной. Поэтому через некоторое время напряжение и пропадает.
Нужно проверить работу осциллятора, т.е. напряжение питания. Если при сведении электродов дуга начала иногда пробивать, то очень похоже на проблему с конденсаторами (если осциллятор по классической схеме).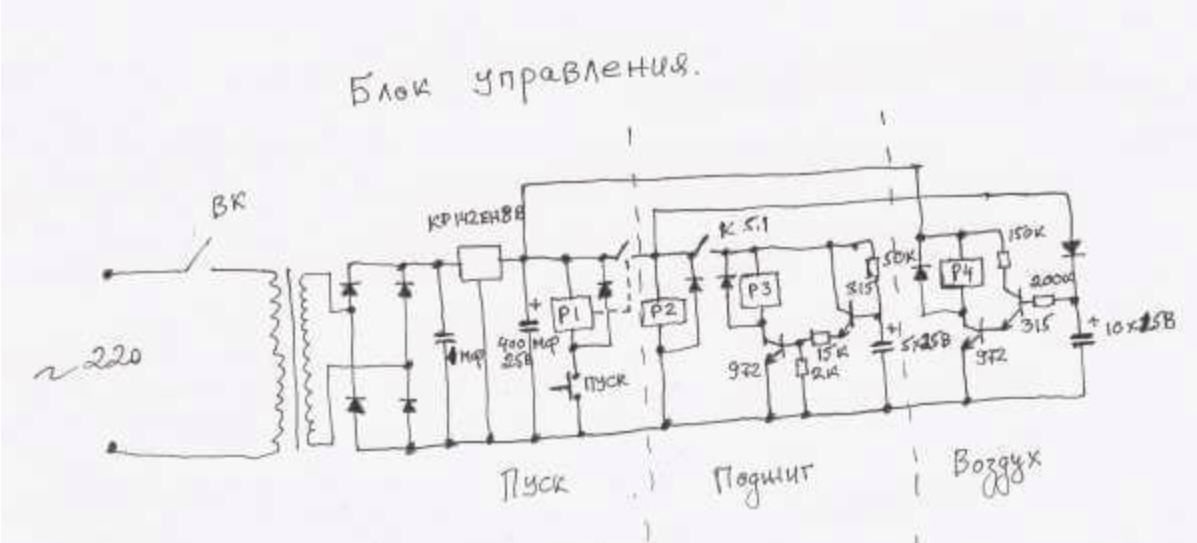
А так же питающее напряжение проверить не помешало бы.
- Наверх
- Вставить ник
#3 TGU
Отправлено 02 June 2021 10:43
Разрядник не трещит и с отключённым плазмотроном?
Пропадать напруга должна. Это нормально, если нет поджига.
Фото бы хоть аппарата, точнее его внутрянки.
Почему-то с предыдущим сообщением не отправились фото.
Нужно проверить работу осциллятора, т.е. напряжение питания.
Подключил воздух, проверил в рабочем режиме. пилотная дуга появляется, при контакте с металлом появляется и держится рабочая дуга. Но при перерыве в работе что бы вновь зажечь пилотную дугу нужно несколько (до 10-ти) раз нажать кнопку. После этого при повторных нажатиях разряд происходит постоянно. На передней панели при включении в сеть загорается индикатор со значком молнии. В начале я принял его за индикатор сети, но потов вычитал, что это индикатор перегрузки и человек, работающий с этим аппаратом, утверждает, что раньше эта лампочка не светилась. Что это за перегрузка такая, возникающая до включения в режим резки и при этом позволяющая резать?
Но при перерыве в работе что бы вновь зажечь пилотную дугу нужно несколько (до 10-ти) раз нажать кнопку. После этого при повторных нажатиях разряд происходит постоянно. На передней панели при включении в сеть загорается индикатор со значком молнии. В начале я принял его за индикатор сети, но потов вычитал, что это индикатор перегрузки и человек, работающий с этим аппаратом, утверждает, что раньше эта лампочка не светилась. Что это за перегрузка такая, возникающая до включения в режим резки и при этом позволяющая резать?
питающее напряжение проверить не помешало бы
Питающее напряжение в норме.
Прикрепленные файлы
- cut80.pdf 2.24МБ 244 скачиваний
- Наверх
- Вставить ник
#4 copich
Отправлено 02 June 2021 23:51
Подключил воздух, проверил в рабочем режиме.
проверяйте цепь кнопки, ну чтобы наверняка, в том проблем не было. Потом до платы управления, там скорее всего через фильтр сигнал идет. Ну и потом шагать в плату управления, если при этом каждый раз на плате осциллятора все идентично, когда она работает. Плата осциллятора далеко не самое надежное в источниках. Поэтому нужно быть уверенным, чтобы выбрать правильное направление.
Сигнал на панели управления в виде молнии, предупреждает оператора не сУвать руки, опасное напряжение в виде 300В, если конкретно – то лампа сигнализирует об опасном напряжении, а уж работа осциллятора, выходное напряжение или высокая температура, все сюда подходит и все опасно может быть. Поэтому, пусть ерунды не мелят. Лампа должна загораться при нажатии на курок плазматрона.
Осциллятор работает только на поджог вспомогательной дуги, дальше в работе не участвует. Если все клацкает (реле воздуха, контактор), то смотрите сигнал запуска осциллятора.
- Наверх
- Вставить ник
#5 TGU
Отправлено 03 June 2021 09:34
проверяйте цепь кнопки
Цепь кнопки исправна (при каждом ее нажатии на плате управления загорается зеленый светодиод и светится, пока не отпущу кнопку). Если вчера дуга поджига появлялась на 10-ом нажатии, то сегодня – на третьем. Такое ощущение, что чем дольше я его гоняю, тем лучше он работает. При этом никакой конкретной неисправности так и не обнаружил. Светодиод с молнией загорается не с нажатием кнопки, а сразу после включения питания и горит все время. Во многих источниках читал, что это сигнал о ненормальной работе схемы.Понять бы, о чем именно и почему тормозит розжиг пилотки.
- Наверх
- Вставить ник
#6 copich
Отправлено 03 June 2021 10:57
Цепь кнопки исправна (при каждом ее нажатии на плате управления загорается зеленый светодиод и светится, пока не отпущу кнопку). Если вчера дуга поджига появлялась на 10-ом нажатии, то сегодня – на третьем.
Все же китайцев мне не понять. Алгоритмы у них специфичные. Если все время горит индикатор. то возможно это все же индикация подключенного питающего напряжения. В целом это мне думается легко можно проверить.
Посмотрел ваши фотографии. Получается, что осциллятор сделан на базе готового модуля. Т.е. подается питание и на выходе должно появляться высокое. Следовательно вопрос, при нажатии на кнопку, всегда ли есть питание на трансформаторе? Если да, то транс видимо полудохлый. Если нет, то например релюшка с подгоревшими контактами.
- Наверх
- Вставить ник
#7 TGU
Отправлено 03 June 2021 19:13
Все же китайцев мне не понять.
Посмотрел ваши фотографии. Получается, что осциллятор сделан на базе готового модуля. Т.е. подается питание и на выходе должно появляться высокое. Следовательно вопрос, при нажатии на кнопку, всегда ли есть питание на трансформаторе? Если да, то транс видимо полудохлый. Если нет, то например релюшка с подгоревшими контактами.
Такое ощущение , что нажимая кнопку, тренирую какую-то из деталей, довожу ее до нужного состояния и после этого все становится хорошо. Но… Смущает горящий светодиод – индикатор перегрузки. Он зажигается сразу после подачи питания и горит и во время розжига и во время резки. Была надежда, что китайцы что-то напутали в описании и это просто индикатор сети. Увы, питание на него приходит с первой ноги 14-ти ногой микросхемы под названием TL08 (дальше затерто). Скорее всего это TL084, операционных усилитель, первая нога – выход ОУ. Завтра буду искать откуда берется его вход.
- Наверх
- Вставить ник
#8 tehsvar
Отправлено 03 June 2021 20:24
Вообще то 5 – индикатор сети.
Прикрепленные изображения
- Наверх
- Вставить ник
#9 TGU
Отправлено 04 June 2021 08:56
Вообще то 5 – индикатор сети.
У меня вот такой вариант. Позиции 6 и 7. Только в реале они местами поменяны. И подключен этот светодиод к выходу ОУ LT0824.
Прикрепленные изображения
- Наверх
- Вставить ник
#10 tehsvar
Отправлено 04 June 2021 09:39
Как Вы думаете, это только для Вас производитель поменял их местами или всё же паспорт сляпали так ?
Сварщик-резчик до этого никогда и не смотрел на этот индикатор, потому как это ему нафиг не нужно было.
Он будет подтверждать что угодно, лишь бы не работать.
Если бы сработала защита, то ШИМ отключился бы. И соответственно, напруга.
Так как всё это есть и осциллятор работает, то скорее всего Вы ищете неисправность там, где её нет.
Вероятнее всего нужна ревизия осциллятора, если он через раз срабатывает.
Его обмотки и проверки замыкания на силу. Включение, разрядник.
Возможно некачественные расходники в самом плазмотроне, если на разряднике есть искра при каждом включении.
Такое не раз было на практике. Так же проверить давление. Есть вероятность сдува дуги при большом давлении воздуха.
так же встречал не раз.
В принципе, всё.
- Наверх
- Вставить ник
#11 copich
Отправлено 04 June 2021 11:32
В принципе, всё.
совершенно недавняя ситуация. Клиент задолбал, что оборудование не работает и полез менять вентиляторы В итоге пришлось выезжать на завод (по почте и телефону просто на отрез отказывались воспринимать информацию). Только при мне оба их вентилятора задымились и сгорели. Так мне же еще их косяк пришлось устранять, там где его изначально не было.
- Наверх
- Вставить ник
#12 TGU
Отправлено 08 June 2021 08:52
И так, итог, надеюсь, не промежуточный.
1. Светодиод, яко бы сигнализирующий о перегрузе и подозреваемый в том, что он просто индикаторный, оказался включенным в цепь ОУ, отвечающего за регулировку выходного тока. Его назначение так и осталось загадкой.
2. Почистил контакты разрядника и выставил зазор 0,8 мм (перед этим зазор был 1,2 мм). В результате разряд стал появляться после 2 – 3 нажатий, а не после 10-ти, как было раньше.
Отдал аппарат в эксплуатацию. Слежу за новостями. Если стук есть, то он себя покажет.
Всем большое спасибо за участие.
- Наверх
- Вставить ник
Плазменный резак своими руками: принцип действия, конструкция, сборка
Содержание
- Для чего нужен плазморез?
- Принцип действия
- Инвертор или трансформатор
- Конструкция
- Необходимые комплектующие
- Подбор блока питания
- Плазмотрон
- Осциллятор
- Электроды
- Компрессор и кабель шланги
- Достоинства самодельного аппарата
- Сборка
- Проверка плазмореза
- Доработка инвертора
Создавать плазменный резак своими руками весьма выгодно благодаря простой конструкции и применению доступных комплектующих. Они уступают по функциональности промышленным моделям, но позволяют выполнять основные виды резки металла с не меньшей эффективностью и качеством.
Плазменный резак своими рукамиДля чего нужен плазморез?
Плазморез позволяет обрабатывать различные металлы при температурах 25–30 тыс. градусов с высокой скоростью, точностью, качеством. Он является прямым конкурентом лазерной обработки, но имеет более простую конструкцию, неприхотлив в обслуживании, эксплуатации, ремонте.
Плазменная резка используется для нарезания металлических заготовок с формами различной сложности. За счёт защитной газовой атмосферы при нагреве не образуются сложные металлические соединения, свойства которых отличаются от требуемых.
Принцип действия
Работа плазмореза основана на поджиге электрической дуги, в которую подаётся под давлением инертный газ, прогреваемый в замкнутом объёме до состояния плазмы, а затем поступающий прямо на поверхность разрезаемого металла. Направленная струя газа формируется в результате его перегрева внутри закрытой ёмкости при создании избыточного давления.
Когда электроды прикладываются к поверхности металла, создаётся вторая дуга, мощность которой превышает первоначальную в несколько раз. В ней плазменный поток ускоряется до 1,5 км/с. Комбинация высокой температуры дуги с потоком плазмы позволяет резать металлические заготовки, толщина разреза которых зависит от параметров сопла.
В плазморезах косвенного действия создаётся только плазменная направленная струя, способная резать не только металлы, но и непроводящие ток материалы. Однако их самостоятельное изготовление сложно, так как требуется точный расчёт параметров конструкции, подбора характеристик, настройки.
Инвертор или трансформатор
Чтобы получить плазму, нужно подключать качественные источники питания. Это могут быть трансформаторы или инверторы.
Сделать плазморез из инвертора выгодно благодаря компактности, точности подстроек тока, напряжения, контроля электрических параметров, экономному потреблению электроэнергии. Он имеет ограничение по току до 70 А, но мощности хватает для выполнения типичных работ по обработке металла.
Недостатком инвертора являются высокие требования к качеству питания, что не позволяет их применять в сетях с перепадами напряжения без подключения к стабилизаторам.
Трансформаторы лишены недостатка инвертора, более надёжны в эксплуатации, неприхотливы в обслуживании. Но при этом они имеют большие габариты, вес, высокое потребление электроэнергии. Ограничение по току достигает 180 А, в зависимости от количества витков, диаметра используемой проволоки.
Конструкция
Конструкция плазменного резака состоит из следующих компонент:
- Плазмотрон, предназначенный для формирования плазменной струи. Имеет сложную конструкцию, изготавливается из тугоплавкого металла. Требуется подбор таких параметров: диаметра сопла, длины резака, угла подачи сжатого воздуха в область формирования плазмы.
- Источник питания предназначен для поджига дуги. Должен иметь стабильные параметры по току и напряжению. Подбирают в зависимости от максимальной величины выходного тока, габаритов, размеров и веса.
- Осциллятор, используемый для упрощения розжига дуги, стабилизации её горения. Имеет простую схему, поэтому может быть собран самостоятельно либо приобретён в сборе.
- Компрессор для создания потока воздуха, подаваемого для охлаждения горелки, формирования направленного потока плазмы. Подходит практически любая модель. Чтобы не попала влага, потребуется установить осушитель.
- Медный кабель с зажимом на конце для подключения массы.
- Кабель-шланг, предназначенный для подключения горелки и поджига электрической дуги, а также для подачи сжатого воздуха. Может быть изготовлен путём укладки кабеля и кислородной трубки внутри поливочной гибкой трубки.
Необходимые комплектующие
Перед сборкой резака потребуется подготовить следующие комплектующие:
- источник питания;
- резак или плазмотрон;
- компрессор с осушителем или фильтром;
- осциллятор;
- электроды;
- шланги;
- кабели.
Подбор блока питания
Выбор источника электроэнергии для плазменной установки выполняется с учётом следующих критериев:
- максимальной толщины и типа разрезаемого металла;
- длительности проведения работ, времени горения дуги;
- требований к параметрам плазмы;
- стабильности тока, напряжения питающей сети;
- требований безопасности;
- необходимости расширения функциональности плазмореза.
Плазмотрон
Поскольку плазмотрон используется для генерации плазмы, к подбору его параметров нужно подходить грамотно. Важные параметры:
- стойкость к рабочим температурам;
- удобство пуска, настройки, остановки работы оборудования;
- небольшой вес, компактные размеры;
- срок службы;
- требования к обслуживанию;
- ремонтопригодность.
По типу стабилизации дуги плазмотроны бывают газового, водяного и магнитного вида.
При работе важно своевременно заменять электроды, чтобы максимально продлить срок службы сопла. Понять необходимость данной процедуры можно по ухудшению качества резки: нарушение точности, появлению поверхностных волн. Важно не перегревать плазмотрон, поскольку это может повлечь серьёзные поломки.
Для создания плазмотрона потребуются следующие детали:
- рукоятка из материала с низкой теплопроводностью, в которой есть отверстия под провода для электрода, трубок для газа;
- пусковая кнопка;
- подходящие по параметрам электроды;
- сопло нужного диаметра;
- изолятор;
- пружина для соблюдения расстояния от сопла до разрезаемого металла;
- наконечник с защитой от брызг расплавленного металла;
- завихритель потока;
- специальная насадка.
Осциллятор
Осциллятор применяется для выработки токов высокой частоты. Работает в режимах коротких импульсов или постоянного горения дуги. Предназначен для быстрого запуска плазмореза.
Конструктивно состоит из следующих элементов:
- выпрямителя;
- конденсаторов;
- блока питания;
- управляющей микросхемы;
- импульсного модуля;
- повышающего трансформатора;
- контроллера напряжения.
Электроды
Выбор электродов определяется на основе рабочих режимов резки, типа металла, требований к качеству работ. Для эксплуатации в небольших мастерских рекомендуется приобретать гафниевые электроды. Бериллиевые или ториевые могут формировать токсичные соединения.
Компрессор и кабель шланги
Модель компрессора подбирается на основе его технических параметров, требований к конструкции плазмореза. Он используется для создания воздушных потоков внутри рабочих каналов, охлаждения компонентов оборудования при непрерывной работе. Для регулировки подачи воздуха на выходе из компрессора устанавливается электрический клапан.
Внутри шлангов размещают кабель, трубку для сжатого воздуха. На массовом кабеле располагают щуп для обеспечения контакта с разрезаемым металлом и поджига стабильной дуги.
Достоинства самодельного аппарата
Преимущества создания плазмореза своими руками:
- простота конструкции;
- лёгкость обслуживания;
- подбор оптимальных параметров оборудования;
- ремонтопригодность.
Самодельные аппараты отличаются высокой скоростью сборки, так как существует много доступных для освоения схем. Они неприхотливы в эксплуатации, позволяют резать практически любые виды металлов, могут быть легко разобраны для транспортировки или хранения.
Сборка
Пошаговая сборка выполняется в такой последовательности:
- К источнику питания подключается кабель питания электродов.
- С компрессором соединяется шланг для подачи сжатого воздуха.
- Кабель массы подключается к соответствующей клемме источника питания.
- Плазмотрон подсоединяется к кабелю и шлангу.
Когда изготовление плазмореза завершено, необходимо убедиться в правильности сборки, плотности контактов, соблюдении правил техники безопасности.
Сборка плазменного резакаПроверка плазмореза
Проверка станка для плазменной резки, изготовленного своими руками, выполняется в несколько этапов:
- принимаются необходимые меры безопасности — одевается защитная одежда, обеспечивается хорошая проветриваемость места, убираются возгораемые материалы;
- подаётся питание на электрод, проверяется формирование дуги, стабильность, размер;
- включается компрессор, подаётся через шланг сжатый воздух, при наличии утечек производится герметизация;
- после формирования плазмы выполняется резка металла толщиной 2 мм — в случае успеха сборка считается завершённой, обнаруженные проблемы устраняются.
Доработка инвертора
Доработать инвертор до плазмореза можно путём подключения в электрическую цепь осциллятора. Существует два способа подсоединения:
- параллельное, используемое для сварки на токах различной величины;
- последовательное, ток сварки ограничен параметрами устанавливаемого блокировочного конденсатора.
Недостатками параллельного подключения являются:
- чтобы получить высокое напряжение, требуется применять осциллятор соответствующей мощности;
- при падении напряжения на обмотке трансформатора, используемого в качестве источника питания, велика вероятность повреждения всех подключённых устройств;
- высокочастотные токи в обмотках трансформатора создают помехи в электросетях.
Сварочный осциллятор – Сварочный осциллятор Производители Индия Сварочный осциллятор поставщиков Мумбаи Индия Сварочный осциллятор экспортеров Производители-поставщиков Мумбаи Индия
| Машины плазменной резки | |
| Плазменная дуговая сварка (PTA) | |
| Автоматизация сварки | |
| Оборудование для плазменной сварки | |
| Аппараты для микроплазменной сварки | |
| Сварочные аппараты Micro TIG | |
| Сварочные инверторы | |
| Данные сварки |
|
|
Arcraft Plasma Equipments (Индия) Pvt. ООО Производители Поставщики и экспортеры |
| Главная | О нас | Скачать | Продукты | Жесткий Бандер | Карта сайта | Контакты | Ссылки по теме | Разработка веб-сайта WebsiteIntellect.com |
Колебания плазмы дуги в дуговом плазмотроне с несколькими катодами
Цитировать эту статью
Zhang Zelong, Wang Cheng, Sun Qiang, Xia Weidong. Флуктуации дуговой плазмы в дуговом плазмотроне с несколькими катодами. Китайская физика B , 2019, 28(9): 095201
Разрешения
Колебания плазмы дуги в дуговом плазмотроне с несколькими катодами
Чжан Зелун , Ван Чэн † , Сунь Цян , Ся Вэйдун ‡
Факультет теплотехники и энергетики, Научно-технический университет, Хэфэй 230027, Китай
† Автор корреспонденции. Электронная почта:
Abstract
Флуктуационные явления обычно существуют в дуговой плазме, что ограничивает применение этой технологии. В данной статье мы сообщаем об исследовании флуктуаций дуговой плазмы в дуговом плазмотроне с несколькими катодами. Захватываются изображения столба плазмы и корней анодной дуги с временным разрешением. Выявлены также вариации напряжения на дуге, диаметра плазменного столба и давления. Результаты показывают, что в дуговом плазменном факеле существуют две хорошо разделенные флуктуации. Одним из них является высокочастотное колебание (несколько тысяч Гц), возникающее при переносе корня анодной дуги. Другой – низкочастотные колебания (несколько сотен Гц), которые могут возникать из-за изменения давления в дуговом плазмотроне. Первоначальный анализ показывает, что по мере изменения расхода газа низкочастотные колебания демонстрируют сходную тенденцию изменения с колебаниями Гельмгольца. Эти колебания приводят к сжатию и расширению плазменного столба. В результате напряжение дуги имеет синусоидальные колебания.
ПАК: 52.25.Gj;52.80.Mg;52.70.Kz
Ключевые слова: колебания дуги, дуговая плазма, колебания Гельмгольца, корень анодной дуги, несколько катодов.
Показать цифры
1. Введение
Дуговая плазма, характеризующаяся высокими температурами и высокими энтальпиями, широко используется в промышленных приложениях, таких как резка и сварка, [1,2] плазменное напыление, [3–5] и синтез наноматериалы. [6] Однако нестабильность, характерная для дуговой плазмы, в некоторой степени ограничивает их применение. Например, при плазменном напылении колебания плазмы дуги могут приводить к неравномерному распределению скорости и температуры частиц, что напрямую влияет на качество конечного покрытия. [7–9]
С макроэкономической точки зрения плазменно-дуговая неустойчивость проявляется в основном как флуктуация мощности плазмы. Флуктуации мощности обычно обнаруживаются по флуктуациям напряжения дуги при фиксированных расходе газа и токе дуги. Были предложены два основных источника колебаний напряжения дуги. Одним из них является движение корней анодной дуги. В анодном сопле за счет эффекта связи силы сопротивления газа и электромагнитной силы происходит возвратно-поступательное движение корня анодной дуги вдоль стенки анодного сопла. [10] Движение корня дуги вызывает изменение длины дуги, что приводит к колебаниям напряжения дуги. [11–18] Этот вид колебаний связан с током дуги, расходом газа, диаметром сопла и т. д. Другим источником являются колебания Гельмгольца, вызванные особой геометрией и условиями течения газа. Кудер и др. [19,20] разработал теорию колебаний Гельмгольца в дуговом плазменном факеле. Их теория хорошо предсказывает частоту колебаний Гельмгольца. Однако два источника флуктуаций, движение основания дуги анода и колебания Гельмгольца, всегда тесно связаны друг с другом, поэтому экспериментально трудно выделить конкретные причины флуктуаций. Для изучения различных режимов флуктуаций были предложены специальные дуговые горелки и методы численной фильтрации. Например, Хуан и др. [21] разработал дуговую плазменную горелку со вставкой плавающего электрического потенциала между катодом и анодом для изучения колебаний дуги. В этом случае корень анодной дуги считался фиксированным, поэтому колебания от колебаний Гельмгольца можно было исследовать независимо. Другие исследования осцилляций Гельмгольца были в основном сосредоточены на анализе форм сигналов дугового напряжения для идентификации и выделения режимов колебаний. [19,20,22] Тем не менее, предыдущие исследования не установили достаточной связи между конфигурацией дуги (например, столб плазмы и корень анодной дуги) и флуктуациями дуги, поскольку механические препятствия в плазменной горелке затрудняют наблюдение за конфигурацией дуги. Это ограничивает дальнейшее понимание флуктуации дуги, особенно осцилляции Гельмгольца.
Недавно мы разработали новую дуговую плазменную горелку с несколькими катодами. [23,24] Его особая конструкция позволяет по-новому наблюдать за столбом дуги и корнем анодной дуги. В данной статье мы сообщаем об исследованиях явления флуктуации дуговой плазмы в дуговом плазмотроне с несколькими катодами. Путем анализа изменений напряжения дуги, диаметра плазменного столба и давления с помощью скоростной фотосъемки выявлены процессы эволюции корня плазменного столба/анодной дуги. Хорошо различаются колебания от корня анодной дуги и осцилляции Гельмгольца.
2. Экспериментальная установка
На рис. 1 показана принципиальная схема экспериментальной установки, которая в основном состоит из генератора плазмы, блока подачи газа, блока источника питания постоянного тока и измерительной системы. Плазменный генератор состоит в основном из шести многократных вольфрамовых катодов и общего вольфрамового анодного сопла. Каждый катод имеет диаметр 6 мм и угол верхнего конуса 60°. Катодные наконечники распределены в вершинах правильного шестиугольника, а расстояние по диагонали между противоположными катодными наконечниками составляет 35 мм. Диаметр сопла анода 10 мм, длина 40 мм. Расстояние по вертикали от наконечников катода до анода составляет около 15 мм. Плазмообразующий газ вводится в камеру через зазоры вокруг катодов (газовход 1) и стеклянного окна (газовход 2) соответственно. Их соотношение потоков составляет 1:1. Подробное описание генератора плазмы можно найти в наших последних отчетах. [18,23,24] К катодам и аноду подключены шесть отдельных модулируемых источников питания постоянного тока (источник IGBT, 140 В/250 А; Jin Yi Power Co., Ltd, Аньхой, Китай). КПД преобразования источника питания выше 90%, а колебания тока меньше 10%. Измерительная система включает в себя карту сбора данных (широкополосная, 100 кГц, RBH8223; Rui Bohua Co., Ltd, Пекин, Китай), высокоскоростную камеру с зарядовой связью (ПЗС) (FASTCAM SA5 1000 K-M3; Photron, Токио, Япония) и датчик давления (AIR SENSOR AE-S, полоса пропускания 200 кГц, Нанкин, Китай). Карта сбора данных используется для записи сигналов напряжения дуги. ПЗС-камера размещается точно напротив стеклянного окна, чтобы лучше наблюдать за дуговым разрядом. Частота кадров записи составляет 1000–100 000 кадров/с, а время экспозиции составляет . Датчик давления устанавливается рядом со стеклянным окном для определения давления в дуговом плазмотроне. В экспериментах для этой статьи ток дуги каждого катода составляет 50 А, а общий ток дуги равен 300 А. Плазмообразующим газом является гелий с 9чистота 9,999%. Эксперимент проводится при атмосферном давлении.
|
Типичные изображения катодов и дуговых разрядов в окне показаны на рис. 2. На ПЗС-изображении отчетливо видны шесть катодов, столб глиноземной плазмы и два корня анодной дуги. Хотя в генераторе плазмы используется шесть отдельных источников питания постоянного тока, в нашем эксперименте не существует шести дискретных разрядных каналов или шести дискретных корней анодной дуги. Между наконечниками катода и соплом анода плазма дуги находится в относительно однородном состоянии с низкой плотностью. Диагностика спектра оптического излучения была сделана в предыдущей работе, и плотность электронов составляет порядка 10 15 см 3 , что меньше, чем в перетянутой гелиевой дуге порядка 10 16 см 3 . [23,24] Особое явление разряда тесно связано с типом плазмообразующего газа, самоиндуцируемым магнитным полем соседних дуг, токами дуги и т. д. Излучение диффузной дуги настолько слабое, что столб плазмы и анод видны корни дуг.
| |
| Рис. 2. Типичные изображения катодов (а) и дуговых разрядов (б). Расход газа: 75 ст. л. Время воздействия: . |
3. Результаты и обсуждение
3.1. Последовательные ПЗС-изображения дуги
На рис. 3 показана эволюция корня анодной дуги в течение примерно 0,7 мс при расходе газа 67,5–82,5 л/мин. Маркеры используются для обозначения положения корня анодной дуги на этих изображениях. При подаче газа на входе 82,5 ст/м на аноде сразу на входе в сопло появляются два светящихся пятна. Однако в большинстве случаев наблюдается только один корень анодной дуги (присоединение дуги). Как показано на рис. 3(а), столб плазмы периодически перемещается по светящимся пятнам. При перемещении столба дуги к глиноземистому пятну образуется четко выраженный корень анодной дуги; при выходе столба плазмы из светящегося пятна прежний корень анодной дуги исчезает и появляется новый. Время цикла перехода корня анодной дуги в каждое светящееся пятно находится в диапазоне 0,3–0,4 мс.
| |
| Рис. 3. . Сколы CCD. 75 СМ, (в) 67,5 СМ. Время экспозиции: , 10 000 кадров/с. |
При снижении скорости подачи газа с 82,5 ст/мин до 75 л/мин значительного переноса корня анодной дуги уже не наблюдается, как показано на рис. 3(б). Столб плазмы относительно стабилен и, по-видимому, соединяется с обоими светящимися пятнами, что указывает на возможность сосуществования двух стационарных корней анодной дуги. Однако заметно, что диаметр столба плазмы со временем претерпевает незначительные изменения. При дальнейшем снижении расхода газа до 67,5 л/мин диаметр плазменного столба явно увеличивается, а на анодном сопле появляются три светящихся пятна. Плазменный столб все время соединяется со всеми пятнами, что означает, что в данном случае сосуществуют три корня анодной дуги. Подобно тому, что показано на рис. 3 (б), незначительное изменение диаметра плазменного столба также обнаружено на рис. 3 (с).
3.2. Форма кривой напряжения дуги
Сигналы напряжения дуги при различных расходах газа показаны на рис. 4. Спектры быстрого преобразования Фурье (БПФ) напряжений дуги на рис. 4 показаны на рис. 5. На рис. 4 показано, что все напряжения дуги сигналы имеют типичный синусоидальный характер. Для 82,5 слм среднее напряжение составляет 59,5 В, а амплитуда колебаний превышает 20 %. При анализе формы волны напряжения дуги на рис. 4(а) обнаружено, что существует два источника колебаний напряжения дуги. Один из них — синусоидальное колебание; другой представляет собой резкий сигнал напряжения, который накладывается на синусоидальный узор. Такой резкий сигнал напряжения имеет типичную особенность медленного нарастания и быстрого спада, что похоже на физический процесс шунтирования/повторного зажигания дуги. [11,18] Возможно, резкое колебание напряжения отражает перенос корня анодной дуги между двумя светящимися пятнами, так как образование нового корня анодной дуги является результатом шунтирования/повторного зажигания дуги. Это явление также подтверждается спектрами БПФ напряжения дуги на рис. 5(а), на которых видны три сильных частотных пика ( f 1 , f 2 и . Нижний пик соответствует синусоидальные колебания напряжения дуги, а более высокие пики точно соответствуют частоте корня анодной дуги, переносящейся на два светящихся пятна на рис. 3 (а), Другими словами, более высокие пики представляют колебания анодной дуги. С уменьшением расхода газа до 75 л/мин, а затем до 67,5 л/мин уменьшается как среднее напряжение, так и амплитуда его колебаний. Спектры БПФ напряжения дуги на рис. 5(б) и 5(в) показывают лишь низкую -частотный пик.Это связано с тем, что корни анодной дуги при расходах газа 75 л/мин и 67,5 л/мин являются стационарными.Как описано в подразделе 3.1, отмечается незначительное изменение диаметра столба дуги, поэтому низкочастотный пик может быть приписывается изменению столба плазмы, но необходима дальнейшая работа чтобы подтвердить это.
| |
| Рис. 4. . , (в) 67,5 см. |
| |
| Рис.0005 |
3.3. Диаметр столба плазмы и колебания давления
На рисунках 3 и 5 показано, что столб плазмы может иметь характерные низкочастотные колебания. Чтобы помочь понять это явление, изменение диаметра плазменного столба при расходе газа 75 л/мин показано на рис. 6. Излучение, испускаемое плазменным столбом, и градиент излучения настолько сильны, что трудно получить точное измерение диаметр столба плазмы. В этой статье изображения дуг обрабатываются программным обеспечением MATLAB для получения распределения интенсивности света. Мы определяем край столба плазмы как насыщенный контур ПЗС-изображения, как показано на рис. 6(а). Подробный метод обработки был представлен в предыдущей работе. [18] Обратите внимание, что насыщенные контуры заметно различаются для разного времени экспозиции, а время экспозиции фиксируется при измерении диаметра столба плазмы. Диаметр столба плазмы является приблизительным качественным результатом; измерение не отражает фактический физический диаметр. Очевидно, что изменение диаметра столба дуги также имеет типичную синусоидальную форму, аналогичную форме кривой напряжения дуги на рис. 4(b). Соответствующие спектры БПФ на рис. 6(b) показывают сильный частотный пик 612 Гц, который точно такой же, как частотный пик напряжения дуги на рис. 5(b). Таким образом, делается вывод, что низкочастотные/синусоидальные колебания напряжения дуги происходят из-за изменения столба плазмы.
| |
| Изменение диаметра колонки во времени (б) Соответствующие спектры БПФ диаметра столба дуги. Расход газа: 75 ст. л. |
Следует также отметить, что изменение давления и его частотный пик на рис. 7 показывают поведение, аналогичное поведению напряжения дуги и диаметра плазменного столба. Давление представляет собой синусоидальное колебание с сильным частотным пиком на частоте 612 Гц. Однако между формой волны диаметра столба плазмы и формой волны напряжения/давления дуги существует значительная разница фаз. То есть, когда столб плазмы сжимается, напряжение дуги и давление достигают максимума; при расширении столба плазмы напряжение и давление на дуге достигают минимума.
| |
| Рис. 7. Изменение давления во времени (a) (б) спектры БПФ давления, показанные на рис. 6(а). Расход газа: 75 ст. л. |
Таким образом, мы предполагаем, что изменение давления может быть основной причиной низкочастотных колебаний напряжения дуги. В общем, давление могло повлиять на диаметр столба плазмы. В условиях более высокого давления столб плазмы сжимается, что приводит к низкой проводимости, поэтому напряжение дуги увеличивается, когда ток дуги поддерживается постоянным. В условиях более низкого давления столб плазмы расширяется, что приводит к более низкому напряжению дуги.
3.4. Обсуждение
В нашей работе хорошо различаются два вида флуктуационных явлений. Одним из них является высокочастотная флуктуация, которая, как считается, возникает из-за переноса корня анодной дуги. Плазменный столб в анодном канале движется по неподвижным светящимся пятнам, что приводит к образованию нового корня анодной дуги и исчезновению старого. Высокочастотная флуктуация очевидна при больших расходах газа, но практически исчезает при малых расходах газа. Это связано с тем, что корень анодной дуги может быть переведен из нестационарного режима в стационарный при уменьшении расхода газа. Толщина пограничного слоя холодного газа между столбом плазмы и стенкой сопла анода рассматривается как основной фактор трансформации корневой моды анодной дуги. [11,18]
Другая флуктуация – низкочастотная флуктуация в несколько сотен Гц. Экспериментальный анализ показывает, что низкочастотные колебания согласуются с изменением давления. Постулируется, что такое колебание происходит от осцилляции Гельмгольца. Здесь мы сравниваем теоретический анализ осцилляции Гельмгольца с экспериментальными результатами. Как было предложено Coudert et al ., [19] , частоту колебаний Гельмгольца можно оценить по формуле1 где – поправка Рэлея, – форм-фактор геометрии дугового плазмотрона. L — длина сопла анода, а d — диаметр сопла анода, которые составляют 0,04 м и 0,01 м в соответствии с геометрией дуговой горелки соответственно. S – площадь анодного сопла и объем дугового плазмотрона, которые рассчитываются на основе L и d . В многокатодной дуговой плазменной горелке расчетные значения S , , C R и K H составляют 7,85×10 9 .0608 −5 м 2 , 8×10 −4 м 3 , 0,91 и 0,25 соответственно. ч – удельная энтальпия плазмы, рассчитанная по формуле , где U , I , η , а – напряжение дуги, ток, тепловая эффективность и массовый расход газа соответственно. η — тепловой КПД дугового плазмотрона, измеренный в эксперименте. – изоэнтропический коэффициент холодного газа, 1,66 для гелия. γ — изоэнтропический коэффициент плазмы, вычисляемый как функция удельной энтальпии ч , давления P и интенсивности гелия ρ , т. е. . – давление в камере холодного газа, P – давление в анодном сопле. Из-за большого объема резонатора исследованного нами многокатодного дугового плазмотрона он составляет около 1. Значения напряжения дуги, теплового КПД, удельной энтальпии и изоэнтропического коэффициента при увеличении расхода газа представлены на рис. 8. При увеличении расхода газа напряжение дуги всегда увеличивается. Это связано с тем, что с увеличением расхода газа при фиксированном токе дуги площадь поперечного сечения дуги уменьшается из-за стягивающего действия рабочего газа на столб, что приводит к увеличению сопротивления плазмы. С увеличением расхода газа повышенное напряжение дуги приводит к относительно меньшим потерям тепла электродами. Таким образом, тепловой КПД увеличивается с увеличением расхода газа. При этом удельная энтальпия сначала уменьшается, а затем увеличивается с увеличением расхода газа. Когда расход газа меньше 75 л/мин, плазма представляет собой ламинарный поток. Подводимая мощность немного увеличивается с увеличением расхода газа, что приводит к уменьшению удельной энтальпии. Однако при расходе газа более 75 л/мин плазма представляет собой турбулентный поток. Очевидно, что подводимая мощность увеличивается, что приводит к увеличению удельной энтальпии.
|
Теоретическая частота, рассчитанная по формуле (1) и экспериментально измеренная показаны на рис. 9. Расчетная частота составляет менее 1000 Гц, что намного ниже частоты обычного дугового плазмотрона (несколько тысяч Гц). [25] Это можно объяснить малым коэффициентом формы () дуговой плазменной горелки с несколькими катодами, который составляет лишь около 1/7 от обычной дуговой плазменной горелки. [19] Кроме того, расчетная частота сначала уменьшается, а затем увеличивается по мере увеличения расхода газа. Это явление в основном связано с изменением удельной энтальпии ( ч ) для различных расходов газа. Когда расход газа ниже 75 л/мин, ч уменьшается по мере увеличения расхода газа; при расходе газа выше 75 л/мин 906:47 ч увеличивается по мере увеличения расхода газа.
|
На рис. 9 видно, что измеренная частота хорошо согласуется с теоретической частотой, для которой характерно аналогичное правило изменения. Таким образом, сравнение на рис. 9может дополнительно помочь в подтверждении того, что колебание Гельмгольца влияет на низкочастотные колебания. Однако между теоретическими и измеренными значениями существует числовая разница, составляющая около 100 Гц, которая может быть связана с другими факторами в многокатодном дуговом устройстве, такими как колебания энергии или термические помехи в анодном сопле. [26] Эти факторы связаны с осцилляциями Гельмгольца, которые вместе вызывают расширение и сжатие плазменного столба. В нашей дальнейшей работе эти факторы будут учтены для более детального изучения флуктуаций в дуговой горелке с несколькими катодами.
4. Заключение
Для исследования флуктуаций дуговой плазмы мы сконструировали дуговой плазмотрон с несколькими катодами. Эволюция плазменного столба и корня анодной дуги при различных расходах газа фиксируется высокоскоростной ПЗС-камерой. Мы демонстрируем явления флуктуаций напряжения дуги, диаметра столба дуги и давления. Результаты показывают, что в плазме дуги существуют два хорошо разделенных вида флуктуаций. Один из них – высокочастотное колебание в несколько тысяч Гц. Мы интерпретируем это колебание как возникающее из-за переноса корня анодной дуги и делаем вывод, что оно происходит только при высоком расходе газа, поскольку корни анодной дуги фиксируются при малых расходах газа. Другой вид флуктуаций — низкочастотные флуктуации в несколько сотен Гц. Анализ показывает, что осцилляция Гельмгольца оказывает влияние на эту флуктуацию. При изменении расхода газа низкочастотные колебания демонстрируют тенденцию изменения, аналогичную колебаниям Гельмгольца. Делается вывод, что под действием колебаний Гельмгольца давление в плазменной горелке периодически изменяется, что приводит к постоянному сжатию и расширению столба плазмы. Таким образом, напряжение дуги имеет типичные синусоидальные колебания. Хотя это исследование является предварительным, наши непосредственные наблюдения за конфигурацией дуги могут дать дополнительные сведения для понимания колебаний дуги.
Артикул
| [1] | Мужено Дж. Гонсалес Дж. Фретон PM Masquere M2013J. физ. Д: заявл. Phys.46135206https://doi.org/10.1088/0022-3727/46/13/135206 |
| [2] | Немчинский В.А. Северанс W2006J. физ. Д: заявл. Phys. 39R423https://doi.org/10.1088/0022-3727/39/22/R01 |
| [3] | BaoS CGuoW KYeM YXuPZhangX D2008Plasma Sci. Технол.10701https://doi.org/10.1088/1009-0630/10/6/09 |
| [4] | XianliangJGitzhoferFBoulosM2006Plasma Sci. Technol.8164https://doi.org/10.1088/1009-0630/8/2/08 |
| [5] | PanWLiGMengXMaWWuC2005Pure Appl. Chem.77373https://doi.org/10.1351/pac200577020373 |
| [6] | ChurilovG2008Fuller Nanotub Car. N.16395https://doi.org/10.1080/15363830802281641 |
| [7] | CoudertJ FRatV2010Surf. Пальто. Технол.205949https://doi.org/10.1016/j.surfcoat.2010.08.100 |
| [8] | BissonJMoreauC2003J. Therm Spray Technol.12258https://doi.org/10.1361/105996303770348375 |
| [9] | BissonJGauthierBMoreauC2003J. Терм. Spray Technol.1238https://doi.org/10.1361/105996303770348483 |
| [10] | EckertEPfenderEWutzkeS1967AIAA J. 5707https://doi.org/10.2514/3.4051 |
| [11] | DuanZHeberleinJ2002J. Терм. Спрей Технол.1144https://doi.org/10.1361/105996302770348961 |
| [12] | NoguesEFauchaisPVardelleMGrangerP2007J. Терм. Spray Technol.16919https://doi.org/10.1007/s11666-007-9120-x |
| [13] | TrellesJPfenderEHeberleinJ2007J. физ. Д: заявл. Phys.405635https://doi.org/10.1088/0022-3727/40/18/019 |
| [14] | ZhaoWTianKTangHLiuDZhangG2002J. физ. Д: заявл. Phys.352815https://doi.org/10.1088/0022-3727/35/21/318 |
| [15] | RatVMavierFCoudertJ F2017Plasma Chem. Plasma Process.37549https://doi.org/10.1007/s11090-017-9797-7 |
| [16] | WuCPanW2011Theo. заявл. Мех. Lett.1024001https://doi.org/10.1063/2.1102401 |
| [17] | GoyalVRaviGBandyopadhyayPBanerjeeSYugeshVMukherjeeS2017Phys. Plasmas24033506https://doi.org/10.1063/1.4977914 |
| [18] | WangCZhangZXiaWCuiHXiaW2017Plasma Chem. Плазменный процесс.37371https://doi.org/10.1007/s11090-016-9782-6 |
| [19] | CoudertJ FRatVRigotD2007J. физ. Д: заявл. Phys.407357https://doi.org/10.1088/0022-3727/40/23/016 |
| [20] | CoudertJ FRatV2008J. физ. Д: заявл. Phys.41205208https://doi.org/10.1088/0022-3727/41/20/205208 |
| [21] | HuangHPanWGuoZWuC2010J. физ. Д: заявл. Phys.43085202https://doi.org/10.1088/0022-3727/43/8/085202 |
| [22] | RatVCoudertJ F2010J. заявл. Phys.108043304https://doi.org/10.1063/1.3466982 |
| [23] | WangCCuiHZhangZXiaWXiaW2017Contrib. Plasma Phys.5758https://doi.org/10.1002/ctpp.201600073 |
| [24] | WangCCuiH CLiW WLiaoM RXiaW LXiaW D2017Chin. физ. B26025202https://doi.org/10.1088/1674-1056/26/2/025202 |
| [25] | CaoJ WhuangH JPanW X2014Chin. физ. Lett.31115202https://doi.org/10.1088/0256-307X/31/11/115202 |
| [26] | HuangHPanWWuC2012Plasma Chem. Плазменный процесс3265https://doi.org/10.1007/s11090-011-9331-2 |
| Матричные детекторы | Матричный детектор представляет собой кремниевый чип с одно- или двумерным массивом светочувствительного материала на его поверхности. Фотоны ударяются о светочувствительные области, называемые пикселями, и преобразуются в электроны, которые собираются и считываются в виде заряда. Примеры матричных детекторов включают в себя фотодиодные матрицы (PDA), устройства с зарядовой связью (CCD), устройства ввода заряда (CID) и устройства с зарядовой связью на основе сегментированных матриц (SCD). |
|---|---|
| Автосэмплер | Устройство, которое автоматически определяет последовательность доставки образцов и/или стандартных растворов в ICP. Автосэмплеры значительно различаются. Система должна вмещать большие виалы для образцов для стандартов и дополнительные размеры для образцов в зависимости от аналитических требований. Автосэмплер должен иметь «произвольный доступ», позволяя оператору программировать такие функции, как логика (т. е. что делать, если стандарт контроля качества не работает) и позиционирование образца/стандарта. |
| Аксиальный вид | Аксиальный просмотр — это позиционирование горелки ИСП таким образом, что спектрометр видит плазму торцом. Обычно резак располагается горизонтально для осевого обзора. При правильной настройке аксиальный обзор обеспечивает увеличение чувствительности, обычно в 5-20 раз больше, чем радиальный обзор. |
| Коррекция фона | Это метод спектральной коррекции, который компенсирует повышенный фоновый сигнал на длине волны анализируемого вещества. Приборы измеряют фон в одной или нескольких точках, немного смещенных от пика длины волны излучения, а затем вычитают фон из общей интенсивности, измеренной на аналитической длине волны. |
| Эквивалентная концентрация фона (BEC) | Определяется как кажущаяся концентрация фонового сигнала на основе чувствительности элемента на заданной длине волны. Чем ниже значение BEC, тем легче отличить сигнал, генерируемый элементом, от фона. Многие аналитики считают, что БЭК является более точным показателем производительности системы ИСП-ОЭС, чем предел обнаружения, особенно при сравнении методов коррекции фона. См. «Коррекция фона». |
| Фоновый шум | Фоновый шум представляет собой точность измерения фонового сигнала на длине волны анализируемого вещества и обычно определяется путем извлечения квадратного корня из спектрального фона прибора (по интенсивности излучения) . См. «Предел обнаружения». |
| Сдвиг фона | Это изменение интенсивности излучения на длине волны аналита из-за какой-то другой спектральной характеристики, отличной от аналита. |
| Blaze | Решетки Echelle и решетки с механическими линейками оптимизированы («полые»), чтобы быть более эффективными вблизи определенных длин волн, что определяется углом наклона канавки, выгравированной/вырезанной на поверхности. Поскольку большинство линий, используемых в ICP, имеют относительно короткие длины волн, решетки часто светятся в районе 200–250 нм, «синем» конце спектра. Голографические решетки не обжигаются в традиционном смысле, потому что этот процесс основан на фотолитографии. Решетки Echelle идеально подходят для всех длин волн |
| Размытие | Эффект, известный как размытие, возникает, когда качество изображения на краю CTD-детектора хуже, чем качество изображения в центре, где находится оптимальная длина волны (блика). Размытие влияет на практическое разрешение детектора и будет отличаться от теоретического разрешения, если размытие сильное. Размытие измеряется путем сравнения теоретического разрешения с практическим разрешением. Соотношение должно быть как можно ближе к 1:1. |
| Claibration Curve | График или уравнение, созданное с использованием калибровочных стандартов и бланка, которое определяет взаимосвязь между концентрацией элемента и интенсивностью сигнала, создаваемого на интересующей длине волны. Это соотношение используется для определения концентрации аналита в неизвестных образцах. |
| Устройство с зарядовой связью (ПЗС) | Устройство с зарядовой связью представляет собой двумерный матричный детектор, который считывает заряд, накопленный на светочувствительной поверхности, последовательно перемещая его вниз к следующему ряду пикселей перед зачитывается. Недостатком ПЗС-технологии является то, что заряд теряется при считывании накопленного заряда на детекторе. Разновидностью ПЗС является SCD (сегментированное матричное устройство с зарядовой связью). |
| Устройство ввода заряда (CID) | Устройство ввода заряда представляет собой двухмерный матричный детектор, который считывает заряд, накопленный на светочувствительной поверхности, и затем сохраняет его, вводя в кремниевую подложку. Преимущество технологии CID заключается в том, что заряд не уничтожается после считывания, что позволяет запрашивать данные в любое время. |
| Устройство переноса заряда (CTD) | Устройство переноса заряда — это общее название, данное твердотельному детектору, который может использоваться в спектрохимических приложениях для преобразования фотонов в электрическую энергию. |
| Охлаждаемая распылительная камера | Распылительная камера охлаждается для поддержания постоянной температуры пробы аэрозоля. Для беспроблемной аспирации органических образцов температура снижается с помощью охлаждающего устройства Пельтье, чтобы уменьшить количество растворителя, попадающего в плазму. |
| Генератор с кварцевым управлением (ВЧ) | Это класс радиочастотных (ВЧ) генераторов, в которых для управления рабочей частотой используется принцип колеблющегося кварцевого источника. См. «Автономный (ВЧ) генератор». |
| Спектрометр Черни-Тернера | Это конструкция сканирующего монохроматора, в которой используются два коллимирующих зеркала и линейчатая или голографическая дифракционная решетка с приводом от шагового двигателя. Когда падающий свет от плазмы падает на решетку, он разделяется на составляющие его длины волны света, соответствующие элементам, присутствующим в образце. Интересующий элемент выбирается путем перемещения решетки небольшими шагами, чтобы сфокусировать выбранную спектральную линию излучения на выходной щели с детектором фотоумножителя (ФЭУ) за ней. |
| Съемная горелка | Съемная горелка представляет собой горелку для ВЧД, в которой три концентрические трубки (инжекторная трубка, кварцевая внутренняя и кварцевая внешняя трубки) не соединены друг с другом постоянно. См. «Плазменная горелка». Пределы обнаружения: См. «Пределы обнаружения прибора». |
| Детекторы | Детекторы в ИСП-ОЭС представляют собой устройства, преобразующие световую энергию (фотоны) плазмы в электрическую энергию. Примерами являются фотоумножители (ФЭУ) и устройства переноса заряда (CTD). |
| Дифракционная решетка | Дифракционная решетка представляет собой оптический компонент с множеством мелко расположенных, протравленных или размеченных канавок на отражающей поверхности. Решетки используются для рассеивания света в соответствии с длиной волны и/или спектральным порядком. , между комплектом из двух или трех электродов. Технология DCP имела много ограничений, связанных с ее более низкой температурой по сравнению с ICP, и сегодня недоступна для коммерческого использования. |
| Дисперсия | Это мера того, насколько хорошо длины волн от ICP-спектрометра разделены в пространстве вдоль фокальной плоскости. Обычно выражается как «линейная дисперсия» в нм/мм, чем ниже это значение, тем лучше дисперсия. Существует важная взаимосвязь между разрешением, дисперсией и количеством энергии, достигающей детектора: разрешение (в нм) прямо пропорционально дисперсии и размеру изображения в первичной щели. Энергия (света на детекторе) прямо пропорциональна размеру изображения, сфокусированного на детекторе, который, в свою очередь, зависит от ширины входной щели. Меньшая ширина входной щели дает меньшее (лучшее) разрешение, но уменьшает количество света, достигающего детектора. Оптика с более высокой дисперсией сможет достичь лучшего разрешения с более широкими входными щелями. См. разделы «Входная щель» и «Выходная щель». |
| Двухходовая распылительная камера | Распылительная камера, состоящая из внутренней (центральной) трубы внутри основного корпуса распылительной камеры. Капли меньшего размера выбираются путем направления аэрозоля из распылителя в центральную трубку. Аэрозоль выходит из трубки, где более крупные капли выпадают (под действием силы тяжести) через дренажную трубку в задней части распылительной камеры. Затем более мелкие капли возвращаются между внешней стенкой и центральной трубкой в инжектор образца плазменной горелки. Наиболее распространенным типом двухпроходной распылительной камеры является конструкция Скотта. Динамический диапазон: диапазон концентраций, в котором калибровочная кривая является линейной. Обычно он выражается в виде порядков величины и является мерой максимальной концентрации, которую можно измерить при определенной длине волны анализируемого вещества. ICP обеспечивает до 6 порядков линейности (от низких до высоких уровней ppm). |
| Решетка Эшелле | Решетка Эшелле представляет собой дифракционную решетку с точной линейкой, используемую в ИСП-спектрометрии, которая использует очень большие углы падения, очень низкую плотность штриховки (бороздки/мм) и обеспечивает использование высоких порядков дифракция, обычно в диапазоне 20-120-го порядка, с использованием призмы в качестве 2-й дисперсионной оптики. Основные преимущества решеток Эшелле для ИСП-ОЭС заключаются в том, что они обеспечивают оптимальное сочетание разрешения, дисперсии и высокой светопропускной способности для многоэлементного обнаружения на небольшом CTD-детекторе. |
| Интенсивность излучения | Это измерение количества света (фотонов) на заданной длине волны (линия излучения), излучаемого спектральным источником, таким как ICP. |
| Входная щель | Узкая щель, через которую свет попадает в спектрометр. Размер входной щели будет определять разрешающую способность спектрометра. |
| Возбуждение | Это процесс, при котором электрон переходит на более высокий энергетический уровень, в результате чего атом или ион находятся в возбужденном состоянии. |
| Потенциал возбуждения | Это мера количества энергии, необходимой для продвижения электрона в атоме на более высокий энергетический уровень. Это возбужденное состояние необходимо для того, чтобы атом излучал свет. Различные элементы имеют разные потенциалы возбуждения в зависимости от их электронной конфигурации. |
| Выходная щель | Узкая щель, через которую свет выходит из спектрометра до того, как система обнаружения преобразует его в электрический ток. Размер выходной щели определяет разрешение спектрометра. |
| Фиксированная оптика | Фиксированная оптика не двигается, как во всех эшелле-спектрометрах последовательного и одновременного действия с прямым отсчетом. Подвижная оптика, такая как те, что используются во всех спектрометрах с поиском пиков (например, Черни-Тернера), по своей природе нестабильна и требует интегрирования в нескольких точках для получения правильных данных о длине волны пика. Это приводит к увеличению времени анализа и неправильной идентификации длины волны пика. Фиксированная оптика интегрируется непосредственно в момент пика и поэтому не подвержена подводным камням, связанным с подвижной оптикой. |
| Свободнодействующий (ВЧ) генератор | Это класс радиочастотных (ВЧ) генераторов, которые используют электронные константы своих схемных компонентов для определения и управления рабочей частотой без использования внешние триггеры, такие как колебательный кварцевый блок. |
| Фокусное расстояние | Оптический элемент (например, зеркало, призма, линза или изогнутая решетка), который фокусирует свет на выходных щелях. Фокусное расстояние — это расстояние от оптического элемента до точки фокусировки. В первые дни разработки спектрометров увеличение фокусного расстояния (и, следовательно, длины и размера прибора) было единственным способом улучшить разрешение. Усовершенствованные методы производства решеток устранили это требование, позволив создавать компактные инструменты, которыми мы пользуемся сегодня. |
| Решетка | Решетка — это оптический элемент, рассеивающий свет. Решетки Echelle обеспечивают исключительно высокое разрешение, дисперсию и светопропускную способность. Обычные решетки изготавливаются путем механической обработки вогнутых заготовок или с помощью методов голографического воспроизведения. Вогнутые линейчатые и голографические решетки обычно не идут ни в какое сравнение по оптическим характеристикам с решетками Эшелле. |
| Плотность решетки | Количество линий или канавок на единицу длины дифракционной решетки, обычно выражаемое в линиях/мм или канавках/мм. Чем выше плотность решетки, тем больше рассеивание света, дифрагированного решеткой. |
| Привод решетки | Привод решетки — это механизм, используемый для перемещения решетки в последовательных спектрометрах без фиксированной оптики. Обычные решетчатые приводы включают червячные передачи с шаговым двигателем, приводы с синусоидальными стержнями, а также гальванометрические системы. |
| Голографическая решетка | Голографическая решетка представляет собой дифракционную решетку, образованную интерференционным интерференционным полем двух лазерных лучей, чья стоячая волна экспонируется на полированной подложке, покрытой фоторезистивным материалом. Фотолитографическая обработка экспонированного носителя приводит к получению узора из прямых линий с гладким синусоидальным поперечным сечением, в отличие от острых краев традиционной линейчатой решетки. |
| Генерация гидридов (HG) | Очень чувствительный аналитический метод для определения следовых количеств летучих элементов, таких как As, Bi, Sb, Se и Te. Получение гидрида элемента проводят в закрытом сосуде путем добавления восстановителя, такого как боргидрид натрия, к кислому образцу. Образовавшийся газообразный гидрид выбрасывается в плазму, где происходит распыление. Затем проводят многоэлементный количественный анализ обычным способом, сравнивая интенсивность излучения неизвестных образцов с известными калибровочными или эталонными стандартами. Генерация гидридов также может использоваться с АА с использованием специальной нагреваемой кварцевой ячейки вместо традиционной головки пламенной горелки. |
| Индуктивно-связанная плазма (ИСП) | Высокотемпературный источник, используемый для генерации ионов в ИСП-ОЭС. Он образуется при направлении тангенциального (спирального) потока газообразного аргона между внешней и средней трубой кварцевой горелки. Нагрузочная катушка (обычно медная) окружает верхний конец горелки и подключается к ВЧ-генератору. Когда на нагрузочную катушку подается ВЧ-мощность (обычно 750–1500 Вт), переменный ток колеблется внутри катушки со скоростью, соответствующей частоте генератора. РЧ-колебания тока в катушке создают интенсивное электромагнитное поле в верхней части горелки. Когда газообразный аргон течет через горелку, к газу прикладывается искра высокого напряжения, в результате чего некоторые электроны отрываются от их атомов аргона. Эти электроны, подхваченные и ускоренные в магнитном поле, затем сталкиваются с другими атомами аргона, отрывая еще больше электронов. Эта ионизация аргона, вызванная столкновениями, продолжается в виде цепной реакции, разлагая газ на атомы аргона, ионы аргона и электроны, образуя так называемый «разряд с индуктивно связанной плазмой (ICP)» на открытом конце плазмы. факел. |
| Оптическая эмиссионная спектрометрия с индуктивно-связанной плазмой (ICP-OES) | Многоэлементный метод, использующий индуктивно-связанную плазму для возбуждения атомов в основном состоянии до такой степени, что они испускают фотоны света с определенной длиной волны. , характеристика конкретного элемента. Количество фотонов, производимых на определенной длине волны элемента, измеряется с помощью спектрометра для разделения длин волн аналита и фотоночувствительной системы обнаружения (ФЭУ или CTD) для измерения интенсивности производимого сигнала излучения. Этот эмиссионный сигнал напрямую связан с концентрацией этого элемента в образце. Коммерческие приборы бывают двух конфигураций: традиционный радиальный вид, при котором плазма расположена вертикально и вид сбоку (боковой обзор), и осевой вид, при котором плазма располагается горизонтально и рассматривается с торца (концевой вид). при просмотре). |
| Предел обнаружения прибора (IDL) Также называется пределом обнаружения (DL) или пределом обнаружения (LOD) из серии из 10 повторных измерений калибровочного пустого сигнала на одной и той же длине волны. Наиболее точные измерения проводятся при максимальной интенсивности на длине волны. Некоторые приборы, выполняющие поиск пика, не интегрируют фактический пиковый сигнал, а вместо этого рассчитывают измерение интенсивности путем подгонки кривой к множеству измерений, выполненных с интервалами длин волн по ширине пика. | |
| Коррекция межэлементной интерференции (IEC): | Когда линии излучения двух разных элементов перекрываются на выходной щели, свет, измеренный детектором, становится измерением комбинации обоих сигналов. Нежелательный элемент мешает правильному анализируемому веществу на рассматриваемой длине волны и впоследствии считается «межэлементной интерференцией». Если длины волн, которые свободны от межэлементных помех для желаемого элемента, не могут быть найдены (при желаемых уровнях чувствительности), спектрометр аппроксимирует коррекцию («межэлементная коррекция») для удаления сигнала мешающего элемента. Это выполняется путем калибровки раствора, содержащего только мешающий элемент на отдельной длине волны, и сравнения отношения концентрации на этой отдельной длине волны мешающего элемента с той, которая наблюдается на исходной длине волны желаемого элемента. Таким образом, каждый раз, когда мешающий элемент обнаруживается на отдельной длине волны, делается соответствующий пропорциональный вывод на желаемой длине волны анализируемого вещества. Некоторые спектрометры, такие как системы Echelle, менее подвержены межэлементным помехам из-за их высокой разрешающей способности. |
| Внутренняя стандартизация (IS) | Метод количественного анализа, используемый для корректировки изменений чувствительности к аналиту, вызванных изменениями концентрации и типа компонентов матрицы, обнаруженных в образце. Внутренний стандарт — это элемент, не являющийся аналитом, который добавляется в холостой раствор, стандарты и образцы перед анализом. Обычно к образцам добавляют два или три элемента внутреннего стандарта, чтобы охватить все интересующие анализируемые элементы во всем диапазоне длин волн. Для правильной работы очень важно, чтобы внутренние стандарты имели такой же потенциал возбуждения, что и аналиты, и чтобы они контролировались точно в одно и то же время (одновременно). Программное обеспечение регулирует концентрацию аналита в неизвестных образцах, сравнивая значения интенсивности элементов внутреннего стандарта в неизвестном образце со значениями в калибровочных стандартах. Поскольку ИСП-ОЭС подвержена многим помехам, связанным с матрицей и транспортом образца, внутренняя стандартизация считается необходимой для анализа большинства типов образцов. |
| Лазерная абляция | Техника пробоподготовки, в которой используется мощный лазерный луч для испарения поверхности твердого образца и подачи его непосредственно в систему ИСП-ОЭС для анализа. Он в основном используется для образцов, которые чрезвычайно трудно растворить, или для образцов, требующих анализа небольших пятен или поверхностных включений. Профилирование по глубине и растровые исследования поверхности также возможны с помощью системы лазерной абляции. |
| Линейный динамический диапазон | Линейный динамический диапазон — это диапазон концентраций, для которого элемент может быть откалиброван на определенной длине волны. Линейный динамический диапазон зависит от условий источника и детектора, последний из которых часто является ограничивающим фактором. Например, ФЭУ обычно обеспечивают линейный динамический диапазон 106 или лучше, но твердотельные детекторы, такие как SCCD и CID, могут быть ограничены до 104. Более низкий линейный динамический диапазон требует использования меньшего времени интегрирования, разбавления образца или использования альтернативные длины волн при выходе за пределы диапазона. |
| Нагрузочная катушка | Другое название ВЧ-катушки, используемой для создания плазменного разряда. См. «Сети согласования (RF)». |
| Предел количественного определения (LOQ) | Предел количественного определения – это самый низкий уровень, при котором во время анализа могут быть выполнены надежные измерения. Как правило, это примерно в три раза больше предела обнаружения. См. также Пределы обнаружения. |
| Помехи матрицы | В ИСП-ОЭС существует два основных типа помех, вызванных матрицей. Первый, и самый простой для преодоления, часто называется «эффект переноса пробы» и представляет собой физическое подавление сигнала анализируемого вещества, вызванное уровнем растворенных твердых веществ или концентрацией кислоты в пробе. Второй тип матричного подавления возникает, когда матрица образца влияет на условия возбуждения плазменного разряда, что приводит к различной степени подавления сигнала в зависимости от концентрации компонентов матрицы. Классический способ компенсации матричных помех в ИСП-ОЭС заключается в использовании внутренней стандартизации. См. «Внутренняя стандартизация». |
| Предел обнаружения метода (MDL) | Минимальная концентрация аналита, которая может быть идентифицирована, измерена и сообщена с 99% уверенностью, что концентрация аналита больше нуля. MDL измеряется путем обогащения холостой пробы аналитом в концентрации, в 2–3 раза превышающей IDL. Затем этот раствор анализируют 7 раз, и стандартное отклонение концентрации аналита умножается на 3,14 (t-статистика Стьюдента для 99% доверительный интервал). |
| Монохроматор | Монохроматор представляет собой конструкцию спектрометра, используемую в последовательной ИСП, которая представляет детектору одну длину волны за раз. |
| Монохроматический свет | Обычно называется разделением белого света на его различные спектральные компоненты или длины волн. |
| Небулайзер | Небулайзер – это устройство для введения образца, которое создает мелкодисперсный аэрозоль раствора образца для доставки к источнику плазмы.
|
| Микроконцентрический ингалятор | Микроконцентрический ингалятор основан на конструкции концентрического ингалятора, но работает при гораздо более низких скоростях потока. Обычные небулайзеры имеют скорость забора пробы около 1 мл/мин при давлении газа аргона 1 л/мин, тогда как микроконцентрические небулайзеры обычно работают со скоростью менее 0,1 мл/мин и обычно работают при гораздо более высоком давлении газа, чтобы приспособиться к более низкому потоку пробы. ставки. |
| Ультразвуковой небулайзер | Ультразвуковые небулайзеры оснащены узлом преобразователя, содержащим пьезоэлектрический керамический материал, прикрепленный к тонкой кварцевой заготовке (часто называемой «кристаллом»). В то время как раствор образца капает на кристалл, керамический материал приводится в колебание небольшим ВЧ-генератором (обычно работающим на частоте около 1,4 МГц). Энергия, подаваемая на кристалл, приводит к тому, что образец превращается в сверхтонкое облако или туман. Этот туман сначала проходит через нагретую трубку, которая достаточно горячая, чтобы эффективно удалить большую часть растворителя из присутствующего аналита. Затем туман проходит через охлаждающую трубку, которая конденсируется и удаляет отделенный растворитель через самотек. Остающийся конечный продукт представляет собой сухой аэрозоль, который затем направляется непосредственно в горелку. Ультразвуковой небулайзер превосходит обычные небулайзеры по двум параметрам: во-первых, он намного эффективнее доставляет образец к горелке — эффективность 10 % по сравнению с 3 % для обычных пневматических небулайзеров. Во-вторых, при удалении растворителя происходит меньшее тушение плазмы, что обеспечивает более эффективное возбуждение внутри самой ИСП. Таким образом, ультразвуковые небулайзеры обычно обеспечивают 10-кратное улучшение по сравнению со стандартными пневматическими небулайзерами. |
| Нормальная аналитическая зона (NAZ) | Это область плазмы, в которой возникает наиболее стабильное и полезное излучение аналита. по длине волны. Свет отдельных длин волн покидает решетку под определенными углами. Большая часть света уходит под определенным углом, чуть меньше — под чуть большим углом и так далее. Глядя на рассеянный решеткой белый свет, вы увидите серию спектральных «радуг». Эти радуги на самом деле представляют собой разные порядки света от решетки. Когда используется решетка Эшелле, эти порядки располагаются довольно близко друг к другу (фактически перекрываются), что позволяет использовать для измерения очень высокие порядки (обычно 20–120-й). Сортировочное устройство (обычно призма) разделяет порядки после того, как они приходят с решетки, обеспечивая эшелле-спектрометр (ICP) двумерным («X-Y») массивом результирующего света в его фокальной плоскости. Обычные решетки обычно используют только 1-4 порядки, которые не сортируются. Результирующий спектральный дисплей обычной решетки представляет собой линейный массив от самой короткой до самой длинной длины волны, в котором перекрываются световые лучи кратных порядков. |
| Спектрометр Пашена-Рунге | Это оптическая конструкция, используемая в эмиссионной спектроскопии, где крепление дифракционной решетки и выходные щели неподвижны и зафиксированы в положении относительно детектора. Традиционный монтаж ИСП-ОЭС осуществляется в виде круга Роуленда. |
| Охладитель Пельтье | Термоэлектрическое охлаждающее устройство, использующее температурный градиент между двумя различными материалами для создания холодной среды. Он использует электрическую энергию через твердотельный тепловой насос для передачи тепла от материала на одной стороне устройства к другому материалу на другой стороне, создавая таким образом температурный градиент в устройстве (аналогично бытовой системе кондиционирования воздуха). ИСП-ОЭС обычно используются для охлаждения твердотельного детектора или системы ввода пробы. |
| Перистальтический насос | Насос, в котором жидкость проталкивается через гибкую трубку волнами механических сокращений, обычно вызываемых серией роликов, перемещающихся по длине трубки. |
| Фотоумножители (ФЭУ) | ФЭУ — это один из типов детекторов, используемых в приборах для ИСП. При попадании падающего света ФЭУ генерирует ток, пропорциональный интенсивности входного света. Этот ток можно умножить на несколько порядков (обычно 6-8) и обработать как выходной сигнал считывающим устройством. Одновременные ICP используют массив фиксированных ФЭУ, оптимизированных для определенных длин волн. Последовательные ICP используют один или два широкодиапазонных ФЭУ для охвата всего спектра ICP. Сигнал от каждого ФЭУ имеет аналого-цифровой преобразователь (A/D), который преобразует ток в цифровой сигнал, регистрируя интенсивность как отсчеты, интегрированные за заданный период времени. |
| Пиксели | Это светочувствительные области на поверхности детектора устройства переноса заряда (CTD). Когда фотоны света попадают на поверхность детектора, каждый пиксель накапливает электрический заряд. |
| Источник плазмы | Обозначает радиочастотные аппаратные компоненты, которые создают плазменный разряд, включая радиочастотный генератор, согласующую сеть, плазменную горелку и аргоновую пневматику. |
| Плазменная горелка | Другое название кварцевой горелки, которая используется для создания плазменного разряда. Плазмотрон состоит из трех концентрических трубок: внешней трубки, средней трубки и инжектора образца. Горелка может быть цельной, где соединены все три трубки, или иметь разборную конструкцию, при которой трубки и инжектор пробы разделены. Газ (обычно аргон), используемый для формирования плазмы (плазмообразующий газ), пропускают между внешней и средней трубами со скоростью 12–17 л/мин. Второй поток газа (вспомогательный газ) проходит между средней трубкой и инжектором проб со скоростью 1 л/мин и используется для изменения положения основания плазмы относительно трубки и инжектора. Третий газовый поток (газ распылителя), также со скоростью 1 л/мин, доставляет образец в виде мелкокапельного аэрозоля из системы ввода образца и физически пробивает канал через центр плазмы. Инжектор проб часто изготавливается из других материалов, помимо кварца, таких как оксид алюминия, платина и сапфир, если необходимо анализировать материалы с высокой коррозионной активностью. |
| Пневматический распылитель | Тип распылителя, который использует воздействие высокоскоростного потока газа на жидкость для создания аэрозоля. |
| Полихроматор | Полихроматор представляет собой конструкцию спектрометра одновременной ИСП; он измеряет несколько длин волн одновременно. Полихроматический свет: обычно его называют белым светом, состоящим из нескольких длин волн. |
| Точность | Воспроизводимость набора измерений. Обычно выражается в виде стандартного отклонения (SD) при измерении количества исходных выбросов или относительного стандартного отклонения (RSD) или коэффициента вариации (CV) при измерении единиц концентрации. |
| Спектрометр с продувкой/вакуумом | Спектрометр с продувкой непрерывно вытесняется внутрь газообразным азотом или аргоном или альтернативно вакуумируется (в вакуумной системе). Это удаляет кислород из системы, позволяя использовать длины волн излучения в короткой УФ-области спектра ICP (ниже 190 нм). Для определения серы только с двумя доступными длинами волн (180 и 182 нм) требуется продувочный или вакуумный спектрометр для анализа с помощью ICP. |
| Системы быстрого отбора проб | Это автоматизированные системы доставки, которые минимизируют время доставки пробы в систему ввода пробы, а также оптимизируют время вымывания после проведения аналитического измерения. Они предлагают довольно значительное увеличение пропускной способности проб по сравнению с традиционными автоматическими пробоотборниками. |
| ВЧ-генератор | ВЧ-генератор вырабатывает переменный ток высокой частоты для поддержания ионизированной аргоновой плазмы при температуре около 8000 °C. Две популярные конструкции ВЧ-генератора включают в себя конструкцию с «настраиваемым генератором» (или «свободным генератором») и более старую конструкцию с «управляемым кристаллом». Настроенный осциллятор меньше по размеру и более устойчив к вариациям сэмпла (органический и водный). Конструкция с кварцевым управлением намного крупнее и требует дорогостоящего электромеханического устройства согласования импеданса для управления уровнями мощности. Присущая конструкция настроенного генератора требует гораздо меньшей нагрузки на силовую лампу, увеличивая срок ее службы по сравнению с системой с кварцевым управлением. Для радиочастотной мощности обычно используются две частоты: 40,68 и 27,12 МГц. Хотя оба они обеспечивают одинаковую производительность, есть убедительные доказательства того, что 40,68 обеспечивает более высокую устойчивость к изменениям в матрицах выборки. |
| Радиальный вид | Радиальное расположение горелки ИСП позволяет спектрометру наблюдать за плазмой сбоку. Это классическое положение для просмотра ICP, и резак обычно располагается вертикально. |
| Разрешение | Разрешение или разрешающая способность является одной из наиболее важных технических характеристик в ИСП-спектрометрии. Он определяется как разница длин волн в нанометрах между соседними различимыми линиями излучения. Поскольку источник ICP возбуждает все атомы в образце, излучая очень сложные спектры, свет, исходящий от ICP, содержит много дискретных длин волн, требующих разделения. Спектрометр разделяет белый свет на отдельные спектральные линии, так что каждая длина волны может быть интегрирована независимо. Чем выше разрешение спектрометра, тем ближе две линии могут быть расположены и проанализированы независимо друг от друга. Плохое разрешение требует использования неточных межэлементных поправок для учета спектрального перекрытия, что снижает точность. Общепризнанным фактом является то, что спектрометры на базе Echelle обеспечивают наилучшее доступное в настоящее время оптическое разрешение. |
| Линейчатые решетки | Линейчатые решетки представляют собой дифракционные решетки, в которых бороздки наносятся на поверхность зеркала с помощью алмазного режущего инструмента. |
| Система ввода проб | Часть прибора, которая подает жидкий образец в плазменную горелку в виде мелкокапельного аэрозоля. Он состоит из распылителя для создания аэрозоля, распылительной камеры, позволяющей только более мелким каплям достигать плазменного разряда (отбрасывая более крупные капли), и дренажной системы для удаления избыточной пробы в отходы. См. «Распылитель» и «Распылительная камера». |
| Инжектор пробы | Центральная трубка плазменной горелки, по которой проходит аэрозоль пробы и газ для распыления. Это может быть неотъемлемая часть кварцевой горелки или отдельная (разборная). Инжекторы проб могут быть изготовлены из различных материалов, таких как оксид алюминия, платина и сапфир, для анализа высококоррозионных материалов. |
| Помехи при транспортировке пробы | Термин, используемый для описания физического подавления сигнала аналита, вызванного компонентами матрицы в пробе. Помехи при транспортировке проб более выражены в случае проб с высоким содержанием растворенных твердых веществ, поскольку они менее эффективно переносятся через систему ввода пробы, чем пробы водного типа. |
| Сканирование | Сканирование представляет собой график зависимости интенсивности света от длины волны (в ICP), обычно с центром на определенной длине волны излучения. Сканирование чаще всего используется во время разработки метода для определения точек коррекции фона или проверки помех. Сканирование также может быть полезным в качестве инструмента количественного анализа. |
| Сканирующие спектрометры | Это последовательные спектрометры, в которых используется принцип механического или электрического перемещения дисперсионной оптики (обычно линейчатой или голографической решетки) для выбора определенной длины волны света, соответствующей интересующему элементу. |
| Технология SCD | Усовершенствованной технологией CCD является детектор устройства с зарядовой связью (SCD) с сегментированной матрицей, который был разработан для определенного типа оптической системы Echelle. Вместо использования традиционной ПЗС с сотнями тысяч пикселей, SCD был разработан с более чем 200 небольшими вспомогательными массивами, расположенными так, чтобы использовать преимущества 3-4 наиболее распространенных линий излучения 70 элементов, которые можно определить с помощью ICP-OES. . Поскольку каждый субмассив имеет свою собственную светочувствительную область, область хранения и выходную электронику, это позволяет адресовать и считывать отдельные субмассивы. Это означает, что в отличие от традиционной ПЗС-технологии, информация, хранящаяся в небольших вспомогательных массивах SCD, может быть быстро опрошена в любой последовательности или порядке. Однако, как и во всей ПЗС-технологии, заряд разрушается в процессе считывания. Кроме того, SCD имеет ограниченный («сегментированный») диапазон длин волн и может анализировать длины волн только в областях своих сегментов. В результате он аналитически слеп во всех других областях детектора. |
| Самопоглощение | Поглощение интенсивного излучения аналита атомами или ионами того же анализируемого элемента в плазме. Самопоглощение происходит при высоких концентрациях аналита и обычно отвечает за определение максимальной линейной концентрации для сильных линий эмиссии аналита. |
| Последовательный ICP | Последовательный ICP измеряет элементы по одной длине волны за раз. Эта конструкция позволяет выбрать любую полезную длину волны ICP, что обеспечивает преимущество выбора длины волны, не подверженной потенциальным помехам, или для анализа редко анализируемых элементов. |
| Отношение сигнал-фон (S/B) | Отношение интенсивности сигнала аналита к его фоновому уровню на определенной длине волны. При рассмотрении шума фонового сигнала (стандартное отклонение сигнала) отношение S/B обычно используется как оценка предела обнаружения для этого элемента. См. «Предел обнаружения» и «Фоновый сигнал». |
| Одновременная ICP | Одновременная ICP измеряет все желаемые элементы в пробе одновременно. |
| Щели | Щели — это устройства для формирования изображения или маскирования. Свет от источника ИСП проходит через входную щель, через оптику и через выходную щель на детектор. Чем больше щель, тем больше света проходит (что приводит к лучшей чувствительности детектора), но за счет снижения разрешения. См. «Разрешение» и «Дисперсия». |
| Распылительная камера | Распылительная камера представляет собой устройство, размещаемое между небулайзером и источником распыления/возбуждения, функцией которого является разделение капель аэрозоля в соответствии с их размером и сглаживание колебаний в пробе. несущий газовый поток. Различные типы распылительных камер включают:
|
| Спектральные помехи | Общее название, данное интерференциям, которые вызывают спектральное перекрытие или сдвиг на интересующей длине волны анализируемого вещества или вблизи нее. Обычно это создается компонентом в матрице образца. В ИСП-ОЭС это обычно относится к способности прибора воспроизводить интенсивность сигнала калибровочных стандартов за фиксированный период времени без использования внутренней стандартизации. Краткосрочная стабильность обычно определяется как точность (в %RSD) 10 повторов многоэлементного раствора, измеренная в течение нескольких минут. Принимая во внимание, что долговременная стабильность определяется как точность (в %RSD) многоэлементного раствора за период времени 4–8 часов. Это также может относиться к стабильности калибровки длины волны, которая представляет собой способность спектрометра многократно повторять правильное положение длины волны каждый раз при проведении многоэлементного анализа. |
| Стандартные эталонные материалы (SRM) | Хорошо зарекомендовавшие себя эталонные стандарты, которые поставляются с сертифицированными значениями и соответствующими статистическими данными, которые были проанализированы с помощью других дополнительных методов. Их цель состоит в том, чтобы проверить достоверность аналитического метода, включая пробоподготовку, методологию прибора и процедуры калибровки, для получения максимально точных и точных результатов проб, которые можно защитить при тщательном анализе. |
| Подматрица | Подматрица — это группа пикселей на матричном детекторе, которые стратегически расположены для измерения небольшого определенного диапазона длин волн. |
| Горелка | Горелка представляет собой устройство, состоящее из концентрических трубок (обычно кварцевых), которые содержат потоки аргона (хладагент или «внешний», вспомогательный или «плазменный» газ-носитель) к ИКП. Два распространенных типа горелок: «разборные», в которых можно разобрать все трубки (обычно для плавиковой кислоты), и «цельные» для всех других применений. См. разделы «Инжектор проб» и «Плазменная горелка». |
| Переходный сигнал | Переходный сигнал — это сигнал, который длится конечный период времени. Этот тип анализа, иногда называемый анализом с временным разрешением (TRA), представляет уникальные проблемы, не встречающиеся в более распространенном подходе к непрерывному вводу пробы через распыление. Некоторые примеры нестационарного сигнала включают в себя использование ICP-OES для анализа состава элементов с использованием методов хроматографического разделения, эксперименты с лазерной абляцией с пространственным разрешением, такие как профилирование по глубине или растрирование поверхности твердых образцов, а также анализ проточной инжекции (FIA), включающий дискретный введение проб в непрерывный поток раствора-носителя. |
| УФ-область | Обычно относится к области спектра 200–350 нм. Низкая УФ-область обычно составляет 165-200 нм, а глубокая УФ-область считается любой длиной волны ниже 165 нм, где многие галогены имеют чувствительные линии излучения. |
| Высота обзора | Вертикальное положение в плазме, где излучение анализируемого вещества наблюдается спектрометром. Для радиального ICP это число мм выше верхней части катушки нагрузки. |
| Калибровка длины волны | Механизм внутреннего позиционирования прибора для обеспечения правильной длины волны измеряется каждый раз, когда |
Сварка – Waldun
Waldun – одна из лучших компаний в Китай, чтобы обеспечить Китай, чтобы обеспечить Китай, чтобы обеспечить Китай, чтобы обеспечить Китай, чтобы обеспечить Китай, чтобы обеспечить Китай, чтобы обеспечить Китай, чтобы обеспечить Китай, чтобы обеспечить Китай, чтобы обеспечить Китай, чтобы обеспечить Китай, чтобы обеспечить Китай, чтобы обеспечить Китай, чтобы обеспечить Китай, чтобы обеспечить Китай, чтобы обеспечить Китай в Китай. сварочные генераторы.
Сварочные осцилляторы управляют горелкой возвратно-поступательным движением. Это может уменьшить количество и слои сварного шва за счет контроля скорости колебаний, ширины и времени паузы. Затем уменьшите сварочные дефекты для идеального сварного шва.
У нас есть решения как для линейного, так и для углового движения.
Для линейного перемещения у нас есть мини-тип и стандартный тип. ED-WLS — это мини-тип, а AOC-801/L — стандартный тип.
Линейные сварочные осцилляторы
1) Специальное устройство для поворота линии.
2) Маленький, легкий, простой в эксплуатации и без ограничений по месту.
3) Качели с цифровой регулировкой, центр движения, время остановки влево, время остановки вправо, скорость качания.
4) Автоматический возврат резака в центр при остановке.
5)Широкий диапазон рабочего напряжения с импульсным источником питания, на который не влияет входное напряжение.
Для углового движения у нас также есть мини-тип и стандартный тип. ED-WRSG — это мини-тип, а AOC-801 — стандартный тип.
Осцилляторы для угловой сварки
1)Специальное устройство для углового поворота.
2)Маленький, легкий, простой в эксплуатации и без ограничений по месту.
3)Качели с цифровой регулировкой, центр движения, время остановки влево, время остановки вправо, скорость качания.
4) Автоматический возврат резака в центр при остановке.
5)Широкий диапазон рабочего напряжения с импульсным источником питания, на который не влияет входное напряжение.
| Parameter | Model | |||
| Input power | Mini | Standard | ||
| ED-WLS | ED-WRSG | AOC-801/L | AOC-801/R | |
| AC95~230V, 50 /60 Гц | AC220V, 50HZ | |||
| Методы привода | Gear Strach | Gear | Ball Vint | Шечата |
0004 0-2300mm/min2. Сварочный мини-генератор, 220 В или 36 В переменного тока, дополнительно.
Знаете ли вы, что сварочный осциллятор и сварочный генератор — это одно и то же? Если вы ищете полное руководство по этому вопросу, вы как раз вовремя!
Это лишь одна из многих вещей, которые вы узнаете о сварочных осцилляторах в этом руководстве!
Кроме того, вы также узнаете, где можно приобрести лучшие сварочные генераторы на рынке, где бы вы ни находились!
Что такое сварочные колебания? От самого термина колебание – это диапазон движения слева направо – из стороны в сторону.
Как правило, колебания представляют собой движение определенного материала вперед и назад.
Сварка колебанием — это быстрое движение электрода в форме дуги. Видно, что движение происходит справа налево или наоборот.
Однако при сварке это движение сварного шва из стороны в сторону.
Сварочные колебания можно также назвать переплетением, поскольку робот может найти путь к соединению посредством изменений дуги.
Почему сварщики колеблют процесс сварки?Сварщики предпочитают использовать сварочные генераторы из-за простоты использования и точности.
Если вы ищете более качественную и точную работу, осциллирование сварных швов должно помочь.
Кроме того, большинство сварочных генераторов автоматизированы и могут помочь вам добиться лучших результатов.
Что такое сварочные генераторы? Сварочные осцилляторы — это моторизованные машины, которые выполняют сварку плетением или колебательной сваркой.
Если вам необходимо автоматизировать процесс сварки, вам понадобится сварочный генератор.
Что означает дуговая сварка?Дуговая сварка — это процесс сварки, в котором используется электрическая дуга для получения тепла и расплавления металлов.
По сравнению с другими видами сварки электрод не касается поверхности или основного металла.
Какие части сварочных генераторов?Различные сварочные генераторы имеют разные детали, и это зависит от типа аппарата.
Однако некоторые из наиболее распространенных частей сварочного генератора включают:
- Дистанционный разъем
- Осциллирующий ползун (движение локомотива)
- Блок управления (рабочий механизм)
- Кабель питания
- Кабель для передачи данных
- Цифровой дисплей
Да, сварщики используют общие схемы сварочных колебаний.
На самом деле, наиболее распространенными, которые вы можете использовать:
- V Паттерн
- Circular Pattern
- C Pattern
- J.
- T Pattern
- 4.Phater
- FIGHT
- FIGHT FIGHTER
- FIGHT FIGHTER
- FIGHT FIGHTER
- . Рисунок
- FIGHT FIGHTER 8. Узор
- Квадрат Узор
- Зигзагообразный узор
- Перевернутый V-образный узор
Примечание. Это только наиболее часто используемые узоры в отрасли; есть намного больше.
Шаблон зависит от цели вашей сварки и результатов, которые вы хотите получить для своего проекта.
Что такое сварной шов?Наплавочный валик — это термин, используемый для наполнителя, который вы наносите на поверхность.
Вы можете получить хороший или плохой сварной шов в зависимости от:
- Положение вашего сварного шва
- Материал вашего сварного шва или электрода
Сварные швы образуются, когда присадочный материал наносится на поверхность во время сварки.
Основной целью использования сварочного генератора является снижение утомляемости сварщика.
Его автоматизация может помочь сварщику снизить усталость и напряжение, обеспечивая более высокое качество сварных швов.
Каковы ключевые преимущества сварочных генераторов?При использовании сварочного генератора сварщик может рассчитывать на следующие преимущества:
Более высокое качество сварки; Равномерный и точный внешний вид
Поскольку процесс автоматизирован, вы можете ожидать, что внешний вид вашего сварного шва будет однородным.
Кроме того, его качество будет лучше, чем при ручной сварке.
Лучшая и повышенная производительность
Поскольку вы не будете контролировать его все время, вы можете просто помочь ему, если он выйдет из-под контроля.
В это время вы можете заняться другими делами, такими как сборка следующей части сварного шва и т. д. , и вы можете доверить автоматике выполнение точных сварных швов.
Уменьшение брызг
Поскольку подвод тепла лучше контролируется, значительно уменьшается разбрызгивание от сварного шва.
Вам не придется беспокоиться о большом количестве брызг на поверхности. Это также означает меньшее количество химических реакций, которые могут быть опасны для сварщика.
Это лишь некоторые из основных преимуществ использования сварочного генератора. Есть и другие, которые будут зависеть от вашего проекта.
Как можно установить сварочные генераторы?Сварочный осциллятор можно установить следующими способами:
Горизонтальная установка
В этом положении горелка перемещается слева направо или наоборот. Вы бы заставили факел вибрировать из стороны в сторону.
Вертикальная установка
В этом положении резак будет двигаться вверх и вниз в зависимости от запланированного движения.
Что такое сварочное плетение?Сварочное переплетение — это то же самое, что и сварочное колебание.
Это метод перемещения электрода из стороны в сторону для достижения желаемого результата сварки.
Как выполняется сварка плетением?В настоящее время вы можете получить сварной шов, используя в качестве оборудования сварочный генератор. Они автоматизированы, поэтому вам не нужно думать о точности.
Вам нужно будет создать шаблон для него, чтобы машина могла предоставить в соответствии с вашими потребностями.
Раньше, правда, вручную.
Вам нужно создать выкройку. После этого нужно иметь навык сварки и следовать определенной схеме.
Сварка ВИГ в сравнении со сваркой МИГ Осцилляция Сварка ВИГ осцилляция — это процесс использования вольфрамового электрода для осцилляции.
Вольфрамовые электроды известны как нерасходуемые и служат дольше.
Сварка MIG с осцилляции — это процесс использования металлического электрода для осцилляции.
Электроды MIG — это обычные электроды, используемые при сварке.
Каждый из них имеет разное назначение и несравним.
Как измеряются колебания?Колебания при сварке измеряются различными способами. Частота или как часто это бывает; Амплитуда или в зависимости от того, как далеко она будет распространяться, и Время задержки от того, как долго она будет действовать.
Какие существуют 4 типа сварки?Существует не только четыре (4) различных классификации или типа сварки — есть из чего выбирать.
Как выполняется сварка GMAW
Однако четыре (4) основных различных типа включают:
Дуговая сварка металлическим газом (GMAW) Этот конкретный тип сварки также может называться MIG или Metal Сварка в среде инертного газа. Это метод, в котором используется сплошной проволочный электрод через сварочный пистолет.
Подобно MIG или GMAW, в GTAW используется «вольфрам», который известен как непрерывный или нерасходуемый электрод в процессе.
Дуговая сварка порошковой проволокой (FCAW)FCAW отличается от GMAW и GTAW. Вместо этого это похоже на активный газ или сварку MAG. Это полуавтоматическая сварка, не требующая газа для внешней защиты.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)И последнее, но не менее важное: SMAW, также известный как электродуговая сварка, использует расходуемый материал, покрытый флюсом, который затем подключается к источнику питания.
Является ли осцилляция обязательным условием для сварки жесткой проволокой? Сварку твердой проволокой также называют сваркой MIG. И отвечая на вопрос, нет, сварочные генераторы для него не нужны.
Движение или колебание
Вклад сварочного генератора в сварку твердой проволокой заключается в том, что он помогает рабочим плавить и сваривать два (2) куска металла вместе, поскольку сварщику не нужно достигать высоких и сложных мест. чтобы сварка шла.
Для каких сварочных процессов можно использовать сварочные генераторы?Дуговая сварка порошковой проволокой (FCAW)
Вы можете использовать сварочные колебательные аппараты для таких процессов сварки, как плазменная сварка и наплавка, сварка TIG, сварка MIG, сварка под флюсом, FCAW, порошковая плазменная сварка и многое другое!
Однако, если вы обнаружите, что сварочные генераторы значительно сокращают время ваших процессов, вы можете использовать их и для этого!
Эффективна ли колебательная сварка MIG? Наиболее распространенными способами сварки, при которых можно использовать сварочные генераторы, являются сварка MIG и TIG, или, как ее чаще называют, сварка твердой проволокой.
Осцилляторы MIG
Да, вы можете успешно использовать сварочные осцилляторы для сварки MIG.
Что такое ткацкая сварка?Сварка с переплетением или сварка с колебаниями — это стратегия перемещения или позиционирования электрода из стороны в сторону или вперед и назад.
Сварка кромок ОпределениеСварка кромок — это процесс наложения деталей из листового металла, имеющих кромки, чтобы их можно было соединить близко друг к другу для сварки деталей.
Что такое взбивание при сварке?Порка — это стратегия или техника, при которой вы создаете лужу, чтобы иметь возможность тянуть электрод запястьем.
Виляние при сварке
Помечено как «хлесткое», потому что это движение идет в направлении движения.
Каковы области применения сварочного генератора?Сварочные осцилляторы можно использовать для широкого спектра применений, включая шовную сварку, нестандартные крепления, боковые балки, манипуляторы, изготовление листового металла, сварку черных и цветных металлов и многое другое!
Благодаря универсальности и гибкости сварочных генераторов сварочные генераторы можно найти во многих сферах.
Существует множество компаний-производителей сварочных генераторов, у которых вы можете их приобрести.
Однако вы никогда не ошибетесь, если выберете наши сварочные генераторы здесь, в Waldun. На протяжении многих лет мы разрабатываем и постоянно улучшаем характеристики наших генераторов.
Кроме того, мы постоянно учимся, чтобы полностью повысить качество производимого нами оборудования и машин.
Особенности сварочных генераторов WaldunРазличные сварочные генераторы, изготовленные и созданные разными производителями, имеют разные характеристики.
Тем не менее, мы в Waldun производим лучшие сварочные генераторы на рынке. Вот несколько примеров его наиболее примечательных характеристик и функциональных возможностей:
- Правильное и точное линейное перемещение
- Один контроллер для трех (3) различных механизмов и функций
- Реечный механизм
- Полностью цифровое управление
- Шаговый двигатель
Выбор наших сварочных генераторов здесь, в Waldun, может открыть множество преимуществ и преимуществ. Некоторые из них включают, но не ограничиваются:
- Улучшение и усовершенствование сварки
- Разработка технологий наплавки и сварки
- Увеличение и повышение производительности
- Единообразие и последовательность в процедурах сварки
Это основные преимущества выбора наших сварочных генераторов.
Почему следует доверять сварочным генераторам Waldun?Где бы вы ни находились, вы можете рассчитывать на то, что мы здесь, в Waldun, произведем и изготовим для вас сварочные генераторы высочайшего качества.
Мы способны и умеем производить для вас от сотен до тысяч машин ежегодно.
В отличие от других производителей сварочных генераторов, Waldun никогда не устанет производить специальные сварочные генераторы и оборудование для вашего бизнеса.
Помимо сварочных генераторов, мы также будем вашим лучшим вариантом для машин для лазерной наплавки , оборудования для плазменной наплавки , сварочных позиционеров , автоматических шовных сварочных аппаратов и многого другого!
Позвоните нам сегодня и получите лучшие цены и расценки на сварочные генераторы! Да, вы правильно прочитали! Мы можем предоставить вам бесплатное предложение или бесплатную оценку сварочных генераторов, которые вам нужны!
Системы и технологии ИСП-ОЭС | Термо Фишер Научный
Оптическая эмиссионная спектроскопия с индуктивно-связанной плазмой (ИСП-ОЭС) представляет собой метод элементного анализа, аналитические данные которого получают из спектров излучения элементов, возбужденных в высокотемпературной плазме.
Образец (как правило, жидкость) вводится в плазму, а оптическая система (спектрометр) используется для разделения длин волн света для конкретных элементов и максимально эффективной фокусировки разрешенного света на детекторе. Спектрометр состоит из двух секций: передней оптики и монохроматора или полихроматора. Когда свет выходит из моно- или полихроматора, он фокусируется на детекторе, и полученные сигналы обрабатываются для количественного определения элементного состава.
Прибор ИСП-ОЭС состоит из четырех основных компонентов: системы ввода образца, источника возбуждения (плазмы), спектрометра (для выбора длины волны) и детектора (рис. 1).
Рисунок 1. Основные компоненты ИСП-ОЭС.
Что такое плазма?
Перед эмиссией необходимо выпарить растворитель, в котором растворен образец. Кроме того, остатки образца должны быть испарены, а существующие молекулы расщеплены на атомы. Это все задачи плазмы. Что такое плазма?
Плазма ИСП-ОЭС представляет собой газ, значительно ионизированный внутри осциллирующего радиочастотного (РЧ) поля. Радиочастотное поле заставляет ионы газа колебаться вместе с полем, что приводит к сильному нагреву. Температура, развивающаяся внутри плазмы, может достигать 10 000°С. Одним из примеров плазмоподобного состояния в природе является молния. В космосе такие звезды, как Солнце, в основном состоят из плазмы.
Плазменная горелка
Генерация плазмы осуществляется в плазменном «факеле», состоящем из трех кварцевых трубок: внешней факельной, вспомогательной и инжекторной (рис. 2). Между внешней трубой и вспомогательной трубой вводится тангенциальный поток холодного газа. Этот газ содержит плазму и удерживает ее на расстоянии от внешней трубы горелки, защищая ее от расплавления. Вспомогательный газовый поток используется для подъема нижней части плазмы из трубки инжектора. Пробный аэрозоль вводится в плазму через тонкую инжекторную трубку, обычно имеющую отверстие 1–2 мм; через это отверстие выбрасывается тонкая струя пробного аэрозоля, которая «пробивает» отверстие в центре плазмы.
ВЧ генератор
Эффективный и мощный радиочастотный (РЧ) генератор помогает создавать и поддерживать плазму, которая способна полностью диссоциировать практически любую матрицу образца, тем самым сводя к минимуму образование оксидов и другие химические помехи.
Проблемы при разработке ВЧ-генератора могут включать размер, надежность, эффективность, надежность и простоту обслуживания.
Стабильность ВЧ-генератора во многом зависит от его способности приспосабливаться к изменяющимся условиям в плазме из-за различных образцов или матриц образцов; этому способствует переключение условий питания в соответствии с изменениями, явление, также называемое «согласованием».
Исторически сложилось два основных подхода к управлению и согласованию ВЧ-генераторов: управляемый кварцевым кристаллом и автономный. Генераторы с кварцевым управлением согласовывают и синхронизируют частоту ВЧ-генератора с колебаниями эталонного кварца. Автономные генераторы согласовывают генерируемую мощность с мощностью, необходимой для плазмы, и позволяют незначительно изменять частоту.
Рис. 2. Генерация плазмы в плазмотроне. Нажмите на изображение, чтобы увеличить его
- Технология высокопроизводительного радиочастотного генератора для Thermo Scientific iCAP 7000 Plus Series ICP-OES
Конфигурации плазменного просмотра
В ИСП-ОЭС плазму обычно можно наблюдать двумя способами:
- Радиально, что означает наблюдение поперечного сечения плазмы сбоку
- Аксиально, что означает наблюдение плазмы с конца и вдоль по всей длине плазмы
Радиальный вид плазмы обеспечивает меньшую чувствительность, чем осевой вид; тем не менее, это предпочтительнее при анализе сложных образцов, таких как органические вещества или очень большое количество растворенных твердых матриц. Плазма, просматриваемая в осевом направлении, обеспечивает большую чувствительность, чем радиальный обзор. Однако, поскольку плазма просматривается по всей ее длине, количество света, наблюдаемого как от анализируемого вещества, так и от фонового излучения, увеличивается. Следовательно, этот вид имеет более высокую восприимчивость к спектральным помехам.
Обычно в системах ИСП-ОЭС доступны две конфигурации резака, каждая из которых реализуется с помощью отдельного прибора: специальный прибор радиального обзора и прибор двойного обзора с возможностью как осевого, так и радиального наблюдения. В системах с двойным обзором фонарь обычно ориентирован горизонтально. В этой конструкции тепло и пары плазмы отводятся вверх, а зеркала в передней оптике остаются чистыми и не подвергаются воздействию тепла. Эта конфигурация используется для относительно чистых водных проб.
Рис. 3. Промытые оптические пути (POP) в приборе Dual View.
Специальный прибор радиального обзора имеет вертикальную горелку и часто используется для сложных матриц и органических образцов, поскольку его конфигурация горелки более надежна.
Когда дело доходит до анализа длин волн УФ-излучения с помощью ИСП-ОЭС, крайне важно, чтобы оптические пути, ведущие в спектрометр, были очищены. Это выполняется путем продувки конусов, используемых для сбора света, потоком газа, исходящим из спектрометра (рис. 3).
- Датчик Thermo Scientific iCAP 7000 Plus серии ICP-OES с уникальным устройством ввода заряда (CID)
Оптическая схема (полихроматор)
Чаще всего оптические конструкции на основе эшелле применяются для получения типичного спектра излучения ИСП-ОЭС. Они состоят из эшелле-решетки и призмы, а также нескольких фокусирующих зеркал.
Вместо монохроматора, где одновременно наблюдается только одна длина волны, можно использовать полихроматор для одновременного определения нескольких элементов в образце. Такое одновременное обнаружение повышает стабильность анализа и значительно сокращает расход образца и общее время анализа.
Когда свет от плазмы попадает в полихроматор, он избирательно фокусируется через входную щель. Как только свет попадает в систему, он фокусируется на призме. Призма разделяет свет по длине волны в одном измерении и с низким разрешением. Решетка Эшелле упорядочивает отделенный свет от призмы во втором измерении. Это создает двумерный спектр высокого разрешения, известный как эхеллограмма. Пройдя через эти оптические элементы, зеркало собирает и фокусирует теперь полностью рассеянный спектр на детектор.
Детекторы
Исторически интенсивность света измерялась с помощью фотоумножителя. В настоящее время твердотельные устройства с переносом заряда (CTD) являются предпочтительными детекторами для ICP-OES и почти полностью заменили фотоумножители. В зависимости от конструкции детектора и способа обработки сигналов используются два типа CTD: устройства с инжекцией заряда (CID) и устройства с зарядовой связью (CCD).
Рис. 4. Эшеллевый спектрометр с фокусирующей щелью, призмой и эшелле-решеткой. Нажмите на изображение, чтобы увеличить его.
Рис. 5. Примерный спектр света на фотодетекторе.
Устройства ввода заряда
CID обеспечивают индивидуальную, произвольную и попиксельную интеграцию благодаря тому, что считывающие электроды расположены в каждой точке пикселя. Этот процесс можно проводить неразрушающим образом, а CID обладает отличной способностью препятствовать цветению. Такая возможность обеспечивает оптимальное отношение сигнал/шум при каждом интегрировании, позволяя одновременно регистрировать как интенсивное, так и слабое световое излучение. CID состоят из светочувствительной поверхности, которая подразделяется на несколько тысяч пикселей, к каждому из которых индивидуально адресуются электроды столбца и строки (рис. 6), что позволяет тщательно собирать и считывать сигналы.
Рис. 6. Детектор CID.
CID обычно имеют полную длину волны от 160 до 900 нм. Полнокадровое изображение захватывает все данные из CID, независимо от указанных элементов метода. Затем этот полный кадр сохраняется и может использоваться для ретроспективного анализа, анализа партии или определения загрязнения образцов. Эти функции позволяют аналитику вычитать полные кадры друг из друга, что особенно полезно для зачистки матрицы и идентификации загрязнений, что дает более точные результаты.
Устройства с зарядной связью
И наоборот, ПЗС-матрица последовательно передает заряд с каждого пикселя в буфер, а затем в выходной регистр. Пиксели могут обрабатываться либо строками, либо сегментами. В процессе чтения ПЗС заряд в пикселе разрушается.
Программного обеспечения
Большое значение имеет не только правильная аппаратура для точных и прецизионных измерений, но и то, как осуществляется управление прибором и данные. Это берет на себя специальное программное обеспечение для приборов ICP-OES. Программное обеспечение для ИСП-ОЭС необходимо для управления прибором и аксессуарами, оно является инструментом для сбора данных, оценки и обработки данных после анализа.
Программное обеспечение ICP-OES обычно имеет ряд функций. Прежде всего, необходимо запустить прибор, для которого могут применяться различные процедуры, такие как проверка производительности. Затем для получения точных результатов необходимо применить метод коррекции фона. Это может быть синхронная коррекция фона рядом с пиком или подогнанная. Контроль дрейфа очень важен, когда речь идет о сложных и меняющихся матрицах образцов. Поправка на дрейф обычно делается путем соотнесения каждого аналита с элементом внутреннего стандарта. Заготовка, содержащая матрицу образцов, является точкой отсчета. Всякий раз, когда возникают прямые спектральные помехи, необходимо рассчитать поправочный коэффициент помех и применить его ко всем образцам.
Еще одна функция, связанная с пробоподготовкой, – специальная коррекция бланка. Обычно холостая проба готовится, например, при разложении пробы, и она автоматически вычитается из результата пробы.
Образцы контроля качества анализируются для наблюдения за эффективностью метода и могут использоваться для автоматизации повторного анализа образцов из-за определенных параметров, таких как, например, внутренний стандарт, выходящий за пределы допустимого диапазона.
И, наконец, программное обеспечение ICP-OES способно создавать экспорт и отчеты в соответствии с потребностями пользователя, например, для передачи результатов в существующую систему LIMS.
Спектроскопия Библиотека ресурсов для элементного и изотопного анализа
Узнайте, как элементы и их изотопы предоставляют информацию о происхождении и идентичности образцов, в нашей библиотеке заметок по применению, научных плакатов, вебинаров и т. д.
Сопутствующие товары
Ресурсы
Технические примечания
Поддерживать
- Мероприятия
- Узнать о продуктах
- Услуги и поддержка
SG3525 / KA3525 Тест осциллятора (доска для плазменной резки)
Добро пожаловать на EDAboard.com
Добро пожаловать на наш сайт! EDAboard.com — это международный дискуссионный форум по электронике, посвященный программному обеспечению EDA, схемам, схемам, книгам, теории, документам, asic, pld, 8051, DSP, сети, радиочастотам, аналоговому дизайну, печатным платам, руководствам по обслуживанию… и многому другому. более! Для участия необходимо зарегистрироваться. Регистрация бесплатна.
Нажмите здесь для регистрации.Регистрация Авторизоваться
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
- Автор темы ВанБезымянный
- Дата начала
- Статус
- Закрыто для дальнейших ответов.
ВанБезымянный
Уровень новичка 3
Здравствуйте, у меня есть микросхема KA3525A, которая управляет платой плазменной резки. Плазма проверена на все явные неисправности (дефект в том, что при включении подает воздух, а “искры” нет) ничего неисправного не оказалось. Я проверил контакты 11 и 14 (два выхода) в цепи с помощью осциллографа, и вместо того, чтобы получить прямоугольную волну, как предполагается в техпаспорте, я получил что-то вроде пилообразной волны. Я удалил указанный чип из схемы, но я понятия не имею, как именно проверить его отдельно от схемы, я думал подать около 12 В на VCC (у меня есть 11 В на VCC, когда в цепи), а затем снова проверить с помощью осциллографа, но я не думаю, что это может быть так просто.
Я также проверил крошечные транзисторы вокруг микросхемы, резисторы и конденсаторы, но только электролитические. чип получает питание VCC от платы внизу (та, куда поступает переменный ток), а разъем имеет 24 В, как указано на плате)
Спасибо за любой ответ.
Е-дизайн
Расширенный член уровня 5
Проверить микросхему можно по тестовой схеме в техпаспорте, но я бы подумал просто поменять местами микросхему и посмотреть. Выходы должны быть прямоугольными, если только что-то не повреждено в микросхеме или она не загружается чем-то, что к ней подключено.
Будет лучше, если вы опубликуете изображение дисплея прицела.
ВанБезымянный
Уровень новичка 3
спасибо за ваш добрый ответ e-design. форму сигнала я, к сожалению, не сфотографировал, это что-то вроде
При нажатии на спусковой крючок машина становится в десять раз быстрее, но всегда одинаковой формы.
Что могло его загрузить?
Е-дизайн
Расширенный член уровня 5
Чип обычно повреждается чем-то дальше по линии, например, силовым полевым МОП-транзистором или драйвером. Поэтому убедитесь, что ваши силовые устройства в порядке и не повреждены.
ВанБезымянный
Уровень новичка 3
здравствуйте, возможно ли, что в чипе возникла внутренняя ошибка и все? Я проверил все на линии до изолирующего трансформатора, который затем идет на мосфеты. все мосфеты исправны, все детали от контакта 11 и 14 исправны. Какие-нибудь мысли? Благодарность!!!
ВанБезымянный
Уровень новичка 3
Хорошо, извините за последнее сообщение. Я проверял больше, у меня 2x мосфета на канал, один канал имеет irfz24n другой 9z24n (также irf) 9z24n неисправны. Как только я изменю это и попробую, я отмечу эту тему как решенную
.
- Статус
- Закрыто для дальнейших ответов.
С
[РЕШЕНО] Требуется идентификатор компонента монтажной платы телевизора (плата Viewsonic/AOC 6201-7024336101)
- Автор: stylusartist
- Ответов: 4
Руководства по обслуживанию, запросы, советы по ремонту
п
ZENITH PLASMA Z50PX2D
- Начато Питером Г.
- Ответов: 5
Руководства по обслуживанию, запросы, советы по ремонту
- Начато Питером Г.
Е
Плазменный телевизор Нужны схемы
- Автор enogogo
- Ответов: 1
Руководства по обслуживанию, запросы, советы по ремонту
А
самсунг плазма ps42q9схема 6hd
- Автор acer22