Оснастка для фрезерного станка: Страница не найдена – orgstanki.ru
alexxlab | 29.03.2021 | 0 | Разное
Страница не найдена – orgstanki.ru
Без рубрики 39 просмотров
В целом, наиболее важные точки смазки для применения консистентной смазки для станков можно разделить на
Без рубрики 87 просмотров
Тепловое сопротивление — это свойство вещества сопротивляться изменениям температуры. Это означает, что материалы с
Как правило, классификация Производство промышленных насосов на основе их механической конфигурации и принципа их работы.
Без рубрики 326 просмотров
Каждому владельцу частного жилого помещения хорошо известно, что ремонт обходится не самыми дорогими расходными
Металлообрабатывающее оборудование 496 просмотров
Модель 6Р82 принадлежит классу горизонтально-фрезерных станков с горизонтальным размещением шпиндельной части. Производителем является Горьковский
Производителем является Горьковский
Металлообрабатывающее оборудование 1 386 просмотров
Все оборудование, выпускаемое с целью формирования отверстий и внутренней резьбы, можно объединить в большую
Страница не найдена – orgstanki.ru
Без рубрики 39 просмотров
В целом, наиболее важные точки смазки для применения консистентной смазки для станков можно разделить на
Без рубрики 87 просмотров
Тепловое сопротивление — это свойство вещества сопротивляться изменениям температуры. Это означает, что материалы с
Это означает, что материалы с
Без рубрики 609 просмотров
Как правило, классификация Производство промышленных насосов на основе их механической конфигурации и принципа их работы.
Без рубрики 326 просмотров
Каждому владельцу частного жилого помещения хорошо известно, что ремонт обходится не самыми дорогими расходными
Металлообрабатывающее оборудование 258 просмотров
Использование правильного механического и гидравлического инструмента является одним из основных условий качественного прессования алюминиевых
Металлообрабатывающее оборудование 912 просмотров
Станочное оборудование с горизонтальным расположением шпинделя менее распространено в сравнении с вертикальными разновидностями, но
Страница не найдена – orgstanki.
 ru
ru
Без рубрики 39 просмотров
В целом, наиболее важные точки смазки для применения консистентной смазки для станков можно разделить на
Тепловое сопротивление — это свойство вещества сопротивляться изменениям температуры. Это означает, что материалы с
Без рубрики 609 просмотров
Как правило, классификация Производство промышленных насосов на основе их механической конфигурации и принципа их работы.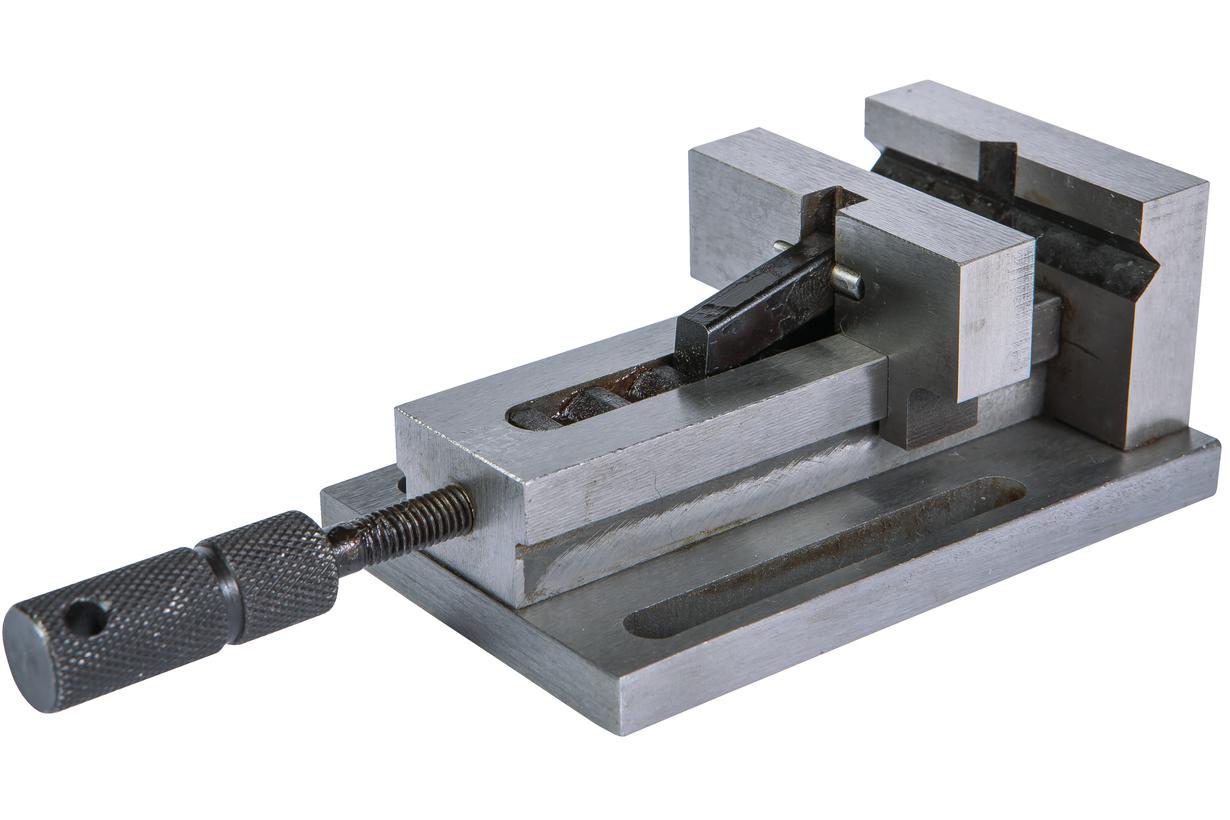
Без рубрики 326 просмотров
Каждому владельцу частного жилого помещения хорошо известно, что ремонт обходится не самыми дорогими расходными
Деревообрабатывающие станки 328 просмотров
В связи с растущей популярностью домов из сруба у деревообрабатывающих предприятий появляется и потребность
Металлообрабатывающее оборудование 1 524 просмотров
Английский инженер Д. Уатт считал нормальным допуск, при котором между цилиндром и поршнем двигателя
Уатт считал нормальным допуск, при котором между цилиндром и поршнем двигателя
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding | |||||
| Подборка ссылок из каталогов производителей инструмента для словаря по машиностроению | |||||
| 792 Высокое качество оснастки обеспечивает длительный срок службы шпинделей станков и увеличивает период стойкости режущего инструмента | 1143 Иллюстрированный обзор инструментальной оснастки для фрезерных и сверлильных станков по металлу Гибравлические патроны Оправки для насадных фрез | 26 Крепление инструмента на фрезерных станках Схемы формирования инструментальных наладок для фрезерования сверления и нарезания резьбы метчиками | 27 Вспомогательный инструмент для сверлильных и фрезерных станков с ЧПУ и ручным управлением Сверлильные патроны Термооправки Силовые фрезерные патроны | ||
| 112 Технологическая оснастка для фрезерных станков с ЧПУ Определение качества вспомогательного инструмента Интерфейс между шпинделем и инструментом | 113 Станочная инструментальная оснастка фрезерных станков Основные типы базовых держателей Стандартный конус 7:24 (CAT, BT, TC, ISO) Укороченный конус HSK | 114 Штревель (штревельный болт) позволяет механизму станка устанавливать и закреплять оснастку в шпинделе и осуществлять автоматическую смену инструмента | 115 Основные способы закрепления концевого режущего инструмента в зажимной технологической оснастке для фрезерных станков по металлу Справочная таблица | 116 В патронах Weldon (DIN 1835 B) и Whistle Notch (DIN 1835 E) радиально расположенный винт давит на хвостовик концевого инструмента и удерживает его на месте | 117 Сравнительный анализ различных типов зажимной инструментальной оснастки для станков с ЧПУ Патроны Цанговый Weldon Whistle Notch Гидропластовый Термозажимной |
См. | |||||
Балансировка инструмента / Tool balancing | Вспомогательный инструмент для токарных станков / Lathe tool holders | ||||
Хвостовики инструментов / Shank tool | Хвостовик (конус) HSK / Hollow taper shank | ||||
Гидравлический патрон / Hydraulic chucks | Термопатроны / Shrink fit chuck | ||||
Штревель / Pull stud | Модульный инструмент и оснастка / Modular tooling system | ||||
| Примеры страниц из каталогов инструмента для металлообработки | |||||
112 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр. | |||||
Технологическая оснастка для фрезерных станков с ЧПУ Определение качества вспомогательного инструмента Интерфейс между шпинделем и инструментом Технологическая оснастка для фрезерных станков с ЧПУ Определение качества вспомогательного инструмента Интерфейс между шпинделем и инструментом _ Станочной оснасткой является: Устройство, работающее как сменный интерфейс между шпинделем станка и режущим инструментом без потери эффективности. В соответствии с этим определением станочная оснастка должна обладать четырьмя характеристиками: 1. Соосность – оси вращения станка и режущего инструмента должны совпадать. 2. Усилие закрепления – режущий инструмент должен быть надежно зажат в патроне для предотвращения его проворачивания. 3. Точность – станочная оснастка должна быть точной для обеспечения повторяемости от патрона к патрону. 4. Сбалансированность – патроны должны иметь ту же степень балансировки, что и шпиндель станка, в котором будут установлены. | |||||
113 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр.113 | |||||
Станочная инструментальная оснастка фрезерных станков Основные типы базовых держателей Стандартный конус 7:24 (CAT, BT, TC, ISO) Укороченный конус HSK Станочная инструментальная оснастка фрезерных станков Основные типы базовых держателей Стандартный конус 7:24 (CAT, BT, TC, ISO) Укороченный конус HSK _ Для более подробной информации см. | |||||
919 Каталог KORLOY 2016 Металлорежущий инструмент и станочная оснастка Стр.I2 | |||||
Инструментальная оснастка серии DBT для высокоскоростной механической обработки на металлорежущих станках Система базирования по двум поверхностям Инструментальная оснастка серии DBT для высокоскоростной механической обработки на металлорежущих станках Система базирования по двум поверхностям _ на конус и торец, для получения отличной шероховатости поверхности при высоком качестве обрабатываемой поверхности в тяжелых условиях резания на большой скорости. Описание системы посадки на 2 поверхности Стабильная обработка при высоких скоростях Повышение стойкости инструмента и уменьшение износа шпинделя за счет высокой точности и жесткости крепления. | |||||
| Подборка ссылок иллюстрированных из промышленных каталогов | |||||
| 471 Устройство для настройки автооператора используется для проверки точности позиционирования руки автоматического сменщика при установке инструмента | 919 Инструментальная оснастка серии DBT для высокоскоростной механической обработки на металлорежущих станках Система базирования по двум поверхностям | 965 Технические особенности вспомогательного инструмента марок GARANT и HOLEX GARANT Премиум качество Превосходное качество, совершенные техно | 966 Конусные хвостовики (SK-конус – 7:24) Для автоматической или ручной смены инстументов для сверления и фрезерования существуют оправки и па | 967 Полые шпиндельные хвостовики HSK конус Под полым разъемом подразумевается полый хвостовик инструмента с малой конусностью наружного контур | |
| 464 Режущий и вспомогательный инструмент с соединением Capto (PSC) ISO 26623-1 Гибкость применения за счет широкой модульности Высокая стабильность | 459 Антивибрационные оправки (адаптеры) с демпфирующим механизмом Инструментальная оснастка для технологических операций с длинным вылетом инструмента | 649 Эталонные тестовые оправки позволяют выверить необходимые параметры станка Положение оси держателя Ориентация шпинделя Захват инструмента | 394 Оправки для торцевых фрез с конусом BIG-PLUS ISO Базирование инструмента по двум поверхностям (конус и фланец) совместим с ISO 7388-1 и DIN 69871-ADB | ||
| 396 Патроны Weldon / ISO 9766 с конусом BIG-PLUS ISO Станочная оснастка совместима с ISO 7388-1 и DIN 69871-ADB (базирование по двум поверхностям) | 413 Станочные оправки с конусом ISO 7388-1 (совместим с DIN 69871-ADB) для закрепления торцевых фрез по металлу Общий вид Основные размеры инструмента | 414 Технологическая оснастка для фрезерных станков Оправки для крепления дисковых фрез с конусом ISO 7388-1 (совместим с DIN 69871-ADB) Параметры | 416 Патроны Weldon с конусом ISO 7388-1 (совместим с DIN 69871-ADB) Оснастка для крепления инструмента с хвостовиком по DIN 6535-HB и DIN 1835-B | 432 Оснастка для станков по металлу для тяжелой обработки Гидравлические патроны CoroChuck 930 с инструментальным конусом 7:24 MAS-BT 403 (JIS B 6339) | 510 Система обозначения цельной инструментальной оснастки для фрезерных и сверлильных станков, центров с ЧПУ Вспомогательный инструмент Sandvik Coromant |
| Пример иллюстрации инструмента из промышленного каталога (из подборки фото инструментов для металлообработки / Metal cutting tools images) | |||||
112 Каталог DEREK 2017 Режущий инструмент и оснастка инструментальная для станков Стр. | |||||
Фото зажимной инструментальной оснастки для металлорежущих фрезерных станков и обрабатывающих центров с ЧПУ Патроны для вращающегося инструмента Фото зажимной инструментальной оснастки для металлорежущих фрезерных станков и обрабатывающих центров с ЧПУ Патроны для вращающегося инструмента _ Китайская инструментальная оснастка компании Derek Начало раздела каталога продукции 2017 года Полностраничная иллюстрация станочной | |||||
Каталоги металлорежущего инструмента, оснастки и приспособлений для станков / | |||||
 также / See also :
также / See also : 112
112 Как видите, можно выделить в оснастке следующие части: присоединительную часть к шпинделю (конус, А), балансировочный элемент (В) и часть для закрепления инструмента (механизм закрепления, С). 112 Станочная оснастка Общие сведения о станочной оснастке ВВЕДЕНИЕ станочной оснастки сначала необходимо понимание ее функции
Как видите, можно выделить в оснастке следующие части: присоединительную часть к шпинделю (конус, А), балансировочный элемент (В) и часть для закрепления инструмента (механизм закрепления, С). 112 Станочная оснастка Общие сведения о станочной оснастке ВВЕДЕНИЕ станочной оснастки сначала необходимо понимание ее функции раздел HSM (Высокоскоростная обработка) Плавающие патроны (только для резьбонарезания и развертывания) Другие (конус Морзе, хвостовик автомобильной промышленности, цилиндрический 1835 А, цилиндрический В+Е, хвостовики ABS, Wohlhaupter) В универсальных станках и станках с ЧПУ применяются прецизионно шлифованные патроны с конусом, устанавливаемым в ответную часть станка. Патроны закрепляются при помощи штревеля или штревельного болта. В станках с ЧПУ чаще используются штревельные болты, позволяющие выполнять автоматическую смену инструмента. Патрон состоит из пяти основных частей (см. рисунок ниже): 1. Штревельный болт 2. Конический хвостовик 3. Фланец 4. Посадочное место для установки и закрепления инструмента 5. Ответный паз КОНИЧЕСКИЙ ХВОСТОВИК Конический хвостовик позиционирует патрон в шпинделе станка. В стандартах определены шесть основных типоразмеров конического хвостовика: 30, 35, 40, 45, 50, и 60. В станках большего размера используются хвостовики большего размера. Конус хвостовика имеет конусность 3.
раздел HSM (Высокоскоростная обработка) Плавающие патроны (только для резьбонарезания и развертывания) Другие (конус Морзе, хвостовик автомобильной промышленности, цилиндрический 1835 А, цилиндрический В+Е, хвостовики ABS, Wohlhaupter) В универсальных станках и станках с ЧПУ применяются прецизионно шлифованные патроны с конусом, устанавливаемым в ответную часть станка. Патроны закрепляются при помощи штревеля или штревельного болта. В станках с ЧПУ чаще используются штревельные болты, позволяющие выполнять автоматическую смену инструмента. Патрон состоит из пяти основных частей (см. рисунок ниже): 1. Штревельный болт 2. Конический хвостовик 3. Фланец 4. Посадочное место для установки и закрепления инструмента 5. Ответный паз КОНИЧЕСКИЙ ХВОСТОВИК Конический хвостовик позиционирует патрон в шпинделе станка. В стандартах определены шесть основных типоразмеров конического хвостовика: 30, 35, 40, 45, 50, и 60. В станках большего размера используются хвостовики большего размера. Конус хвостовика имеет конусность 3. 5 дюйма/фут (или конусность 7:24). Соответствие размера конуса размерам станка 60 Очень большие станки 50 Станки среднего размера 40 Станки небольших размеров 30 Очень маленькие станки 113
5 дюйма/фут (или конусность 7:24). Соответствие размера конуса размерам станка 60 Очень большие станки 50 Станки среднего размера 40 Станки небольших размеров 30 Очень маленькие станки 113 Предотвращение коррозии конуса шпинделя и устойчивость к вибрациям в тяжелых условиях резания. Гарантия высшего качества и высокой точности обработки Зазор между торцом шпинделем и хвостовиком патрона Идеальный контакт для обеих поверхностей Выше точность / ниже вибрация ( Повышенная стабильность и точность Более высокая стабильности и точности получается благодаря более тесному контакту конусной части и по торцу фланца на DBT, чем у оправки ВТ Хвостовик Конус Фланец ВТЗ0 031.7 046 ВТ40 044.4 063 ВТ50 069.8 0100 Разница внешних диаметров конусной части и фланца ( Различные модели Сверление/Торцевое фрезерование Фрезерование Фрезерование плоскости Угловая головка \ UP DBT-SDC DBT-HPS % \ % DBT-NPM DBT-DHE DBT-FMA DBT-KAG I Инструментальная оснастка 2 Серия DBT Korloy
Предотвращение коррозии конуса шпинделя и устойчивость к вибрациям в тяжелых условиях резания. Гарантия высшего качества и высокой точности обработки Зазор между торцом шпинделем и хвостовиком патрона Идеальный контакт для обеих поверхностей Выше точность / ниже вибрация ( Повышенная стабильность и точность Более высокая стабильности и точности получается благодаря более тесному контакту конусной части и по торцу фланца на DBT, чем у оправки ВТ Хвостовик Конус Фланец ВТЗ0 031.7 046 ВТ40 044.4 063 ВТ50 069.8 0100 Разница внешних диаметров конусной части и фланца ( Различные модели Сверление/Торцевое фрезерование Фрезерование Фрезерование плоскости Угловая головка \ UP DBT-SDC DBT-HPS % \ % DBT-NPM DBT-DHE DBT-FMA DBT-KAG I Инструментальная оснастка 2 Серия DBT Korloy
Оснастка для фрезерных, сверлильных и токарных станков
Оснастка для фрезерных, токарных и сверлильных станков
Важнейшим элементом корректной работы производства является надежная и полноценная оснастка всех механизмов и станков на предприятии. Завод Фрезерных Станков предлагает купить оснастку для фрезерных, токарных и сверлильных установок от производителя. Сделать правильный выбор можно, ознакомившись с каталогом и подробным описанием каждого, представленного на сайте устройства.
Завод Фрезерных Станков предлагает купить оснастку для фрезерных, токарных и сверлильных установок от производителя. Сделать правильный выбор можно, ознакомившись с каталогом и подробным описанием каждого, представленного на сайте устройства.
Переходные втулки
Этот тип оснастки предназначен для металлорежущих станков и рассчитан на установку инструмента с различными типами конусов Морзе. Цель применения переходной втулки – установка на шпиндель станка инструмента любой геометрической формы.
Внешне переходная втулка представляет собой полую деталь небольшого размера. Форма конусообразная, внутри есть овальное отверстие. Что касается конусов, их во втулке два – наружный и внутренний. В зависимости от того, под какой стандарт расточен конус, втулка имеет свой номер (от 0 до 7 соответственно). Переходная втулка позволяет максимально быстро снимать и устанавливать инструмент, и соответственно также быстро переходить к следующей операции.
Важно: Основная сфера применения переходных втулок – разнообразные станки для резки металла, а конкретно фрезерные станки. Для этого типа оборудования такой вид оснастки обязателен. Втулка позволяет устанавливать свёрла, зенкеры, оправы, развертки самого разного диаметра.
Для этого типа оборудования такой вид оснастки обязателен. Втулка позволяет устанавливать свёрла, зенкеры, оправы, развертки самого разного диаметра.
Оправки фрезерные длинные
Оправка необходима для того, чтобы шпиндель фрезерного станка мог сообщать вращательный момент установленному инструменту. Оправка фрезерная состоит из двух элементов – для крепления к шпинделю и для закрепления на оправке фрезы. Конструктивно это выглядит следующим образом:
- Конический хвостовик.
- Крепление для обрабатывающего инструмента.
Принцип работы заключается в 3 ключевых моментах:
- Оправка монтируется к шпинделю и центруется.
- Обрабатывающий инструмент вставляется в рабочую часть.
- Станок запускается для дальнейшей обработки при непосредственном использовании фрезы.
Важно: При помощи оправки вращательный момент можно понижать или передавать напрямую от шпинделя без изменений.
Оправки фрезерные длинные чаще всего используют на горизонтальных фрезерных станках.
Преимущества использования оправок многочисленны, а именно:
- Высокая производительность работы на автоматических и полуавтоматических станках.
- Точность обработки.
- Простота крепления.
- Возможность обработки широким разнообразием инструментов.
- Доступная цена.
- Удобство в эксплуатации.
- Защита шпинделя от механических повреждений.
Патроны цанговые
Цанговый патрон представляет собой зажимной механизм, рассчитанный на закрепление режущих элементов, вращающихся на большой скорости.
Важно: Такие устройства часто называют самозажимными, благодаря тому, что они не требуют дополнительного инструментария, в числе которого шпильки, винты и другое.
Купить цанговый патрон необходимо для закрепления деталей на токарных станках. Для полноценной работы подобная оснастка просто необходима. Устройство может иметь разную форму и габариты в зависимости от того, какую конкретно заготовку требуется закрепить.
Для полноценной работы подобная оснастка просто необходима. Устройство может иметь разную форму и габариты в зависимости от того, какую конкретно заготовку требуется закрепить.
Цанговые самозажимные патроны используются во всех видах станков, как в специализированных, так и в универсальных. Основное преимущество этих устройств – конструкция, обеспечивающая высокое усилие самого патрона, в том числе и в случаях, когда значение крутящего момента невелико.
Важно: Особое внимание, прежде чем купить цанговый патрон, требуется уделять тому, чтобы основные его элементы были созданы исключительно из закаленной стали. Только тогда оснастка прослужит долго и докажет свою высокую надежность.
Приобрести оснастку
ДЗФС предлагает купить оснастку от производителя по самой выгодной цене. Мы предлагаем только соответствующую всем ГОСТам продукцию и качество, проверенное десятилетиями роботы на отечественном рынке. Также у нас можно приобрести многочисленные виды фрезерных станков и другое оборудование по доступной цене.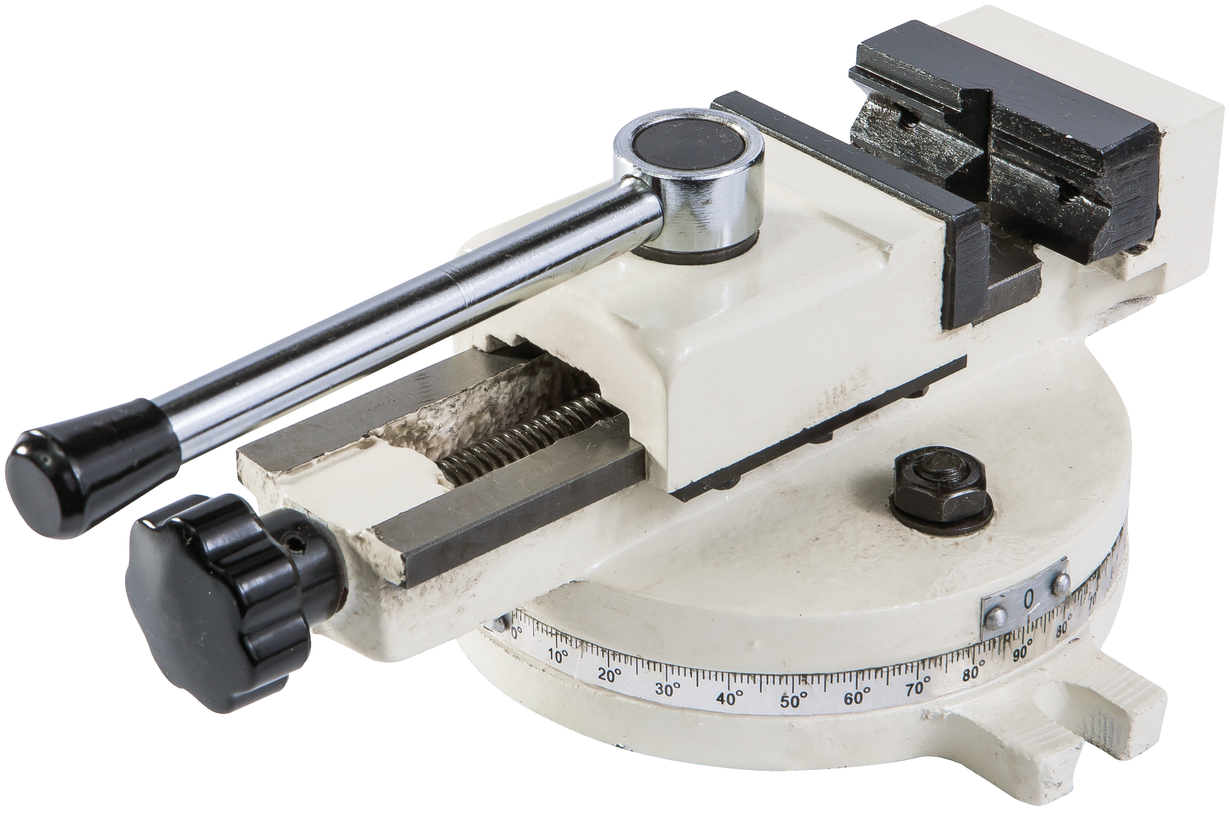 За консультацией вы можете обращаться на горячую линию или же написав письмо на наш электронный ящик: [email protected]
За консультацией вы можете обращаться на горячую линию или же написав письмо на наш электронный ящик: [email protected]
Оснастка для фрезерных станков ЧПУ
Качественная оснастка гравера поможет повысить производительность работ, улучшить качество гравировки и других операций, существенно сэкономить на ремонте. Широкий спектр различных приспособлений даёт возможность сделать работу максимально быстрой, производить оригинальные, нетипичные операции.
Сегодняшний гравировальный станок ЧПУ не нуждается в традиционном фиксировании и переустановке по трём плоскостям. На современные граверы могут устанавливаться 3 или 4 шпинделя, которые могут одновременно совершать обработку. Так же может использоваться единичный шпиндель, головка которого разворачивается в заданном направлении. Это удобно не только в плане экономии места и удобстве хранения подобной оснастки для гравера, но и в снижении временных затрат, физических усилий оператора. Благодаря отсутствию дополнительных разворотов детали повышается точность работы, так как, зафиксировав деталь один раз, её не придётся потом переворачивать.
Если поставить патроны, способные вращаться, то инструменту будут доступны все четыре стороны детали, её не придётся переворачивать. Обработка всей заготовки пройдёт на одном креплении. Благодаря такому методу удержания, можно выполнить различные декоративные элементы. Кроме того, будут доступны обработке заготовки разных материалов. С помощью специальных насадок можно изготовить уникальные по исполнению вещи. Не сложно сделать нетиповую операцию на гравировальном станке ЧПУ, если воспользоваться приставками, насадками и так далее.
Вы сможете:
- Просверлить маленькие отверстия.
- Вырезать деталь необычной формы.
- Очистить, отшлифовать, отполировать заготовку.
Различные насадки продаются отдельно и готовыми наборами. Всегда удобней взят уже готовый, оптимально подобранный под конкретную операцию набор, чем собирать его по отдельности, порой от разных производителей. Всегда лучше брать оснастку от одного производителя и лучше того же, кто изготовил ваш станок.
Линейная установка сконструирована и выполнена очень точно. Она понадобится для ювелирных операций, где требуется делать микронные припуски. Оснастка для граверов может быть не только типовой. Приспособления изготавливаются и на редкие специализированные станки с узкой направленностью. Несмотря на то, что их выпуск был небольшими партиями, на такой гравер оснастка тоже найдётся. Таким образом, с изменением оснастки гравера появляется возможность расширить перечень доступных операций, выполнить сложную обработку. Что, в свою очередь, даёт бизнесу хороший плацдарм для развития и конкурентоспособности.
SprutCAM Практик бесплатно на год при покупке станка с ЧПУ Написать инженеруПоделиться:
Выбор оснастки для фрезерного станка с нуля – Вопросы по выбору станков и оборудования
Всех приветствую и прошу помощи в выборе начального набора оснастки для станка. С фрезеровкой до этого дела не имел, потому плохо понимаю что нужно купить и боюсь что-то забыть или перепутать (это важно, т. к. часть оснастки хочу скопом везти со штатов и потом докупить по мелочи возможности не будет). Бюджет в данный момент несколько ограничен, потом к покупкам нужно подходить рационально. Попробую составить список, из того что я понял, а вы уже проверьте и покритикуйте его по возможности. Надеюсь эта тема будет полезна для выбора оснастки и другим новичкам (т.к. аналогичной я не нашел, но если есть то ткните носом, и забудем обо всем, что я тут написал 🙂 ).
к. часть оснастки хочу скопом везти со штатов и потом докупить по мелочи возможности не будет). Бюджет в данный момент несколько ограничен, потом к покупкам нужно подходить рационально. Попробую составить список, из того что я понял, а вы уже проверьте и покритикуйте его по возможности. Надеюсь эта тема будет полезна для выбора оснастки и другим новичкам (т.к. аналогичной я не нашел, но если есть то ткните носом, и забудем обо всем, что я тут написал 🙂 ).
Станок берется для себя под хобби задачи, работаю восновном с небольшими деталями из дюралюминия (50-100 мм), возможно немного нужно будет фрезеровать листовую сталь 1-3 мм, точность – обычно хватает одной десятки, иногда нужно 5 соток. В последующем планирую ставить на него ЧПУ. Если повезет, то это будет FDM DM15 http://tehpomosch.co…tallu-fdb-dm15/ (ну или чтото типа 25-ки с аналогичным шпинделем). Краткие характеристики:
шпиндель – МТ3
зажимная штанга – М16
габариты стола – 660х150
количество пазов – 3
ширина Т- образного паза – 12 мм (вроде бы, уточняется)
расстояние между пазами – 42 мм
1. Набор цанг под шпиндель МТ3
Набор цанг под шпиндель МТ3
Тут я пока плаваю в вопросе… Если правильно понял, то в шпиндель нужно вставить сначала патрон типа такого http://www.ctctools….3-COLLET/Detail, в который потом вставляются цанги для зажима фрез, типа таких http://www.ctctools….T-%2810/Detail. Читал, что лучше зажимать напрямую в шпиндель фрезы (не понял только в чем тогда они сами по себе крепятся, видимо это какойто отдельный набор цанг под шпиндель идет), в плане жесткости, но при этом будет изнашиваться посадочное гнездо. Вопрос какой вариант выбрать? Ну и дальше, их куча стандартов есть, какой стандарт выбирать…
Вопрос еще насчет крепления патрона для сверел – берется типа такого переходник http://www.ebay.com/…=item27ce321a95 и надевается соответствующий посадочному патрон, все ж верно?
2. Набор фрез
Пока даже не смотрел, т.к. не знаю под какой стандарт их нужно брать. Больше интересует вопрос, где их лучше купить (тут на месте у барыг / у дедушек с рук советское / на ибее / в штатах-европе). Есть возможность покупки в штатах, будет ли там лучше/дешевле, чем у нас? Может есть проверенные места? Копался на http://www.grizzly.com/, но много чего там тупо брендированная китайчатина, при этом без лого на ибее тоже самое стоит заметно дешевле.
Есть возможность покупки в штатах, будет ли там лучше/дешевле, чем у нас? Может есть проверенные места? Копался на http://www.grizzly.com/, но много чего там тупо брендированная китайчатина, при этом без лого на ибее тоже самое стоит заметно дешевле.
3. Расточная головка
Практическое применение для меня пока не ясно, кроме случае, когда нужно расточить большой диаметр. Видел ролики с обработкой флайкаттерами, это тоже она, или уже что-то другое? Ставится, я так понимаю, только в шпиндель через соответствующий конкретной головке переходник.
4. Другой режущий инструмент
Что еще может понадобиться на первых порах? Так же принимаются советы по выбору сверел.
5. Краеискатель
Бывает электронный и механический… электронный вроде бы точнее, но не уверен в его необходимости. Вобщем такие варианты допустим:
китайский механический 4мм http://www.ebay.com/…=item2ec8ef9dba
американский механический (правда дюймовый) 5мм http://www. ebay.com/…=item20c6a43774
ebay.com/…=item20c6a43774
электронный 10мм http://www.ebay.com/…=item1c35d51cf1
По диаметрам пробника не ясно, есть ли разница… теоретический больший диаметр должен быть точнее. Кстати по посадочному электронный идет на 20мм минимум, не многовато ли?
Еще нашел центроискатели, нужны ли они? Вот, кстати, совмещенный сразу краеискатель и центроискатель http://www.ebay.com/…=item4611e76cfd
6. Комплект прихватов
Лучше брать полный комплект, типа такого http://www.ebay.com/…=item53fd330e0d, или достаточно нескольких ходовых? Кстати еще вопрос, полудюймовые влезут в 12мм паз, или надо брать метрические?
7. Тиски
У нас как-то с выбором совсем плохо… почитал отзывы, и пришел к выводу, что новые китайские вполне подойдут на первое время (промеряли параллельность тут где-то в теме, вышло порядко 1-2 соток). Присмотрел два варианта на 100мм, второй кажется предпочтительнее, но весит почти вдвое меньше. .. по чем их выбирать то вообще? На второй указаны допуски, но это ни о чем не говорит, я так думаю.
.. по чем их выбирать то вообще? На второй указаны допуски, но это ни о чем не говорит, я так думаю.
Первый http://www.ebay.com/…=item35c991f06d
Второй http://www.ebay.com/…=item2a282f26b0
8. Поворотный стол
Желательно такой, чтобы хорошо подлежал очпушиванию вместе со станком + двухпозиционный. Пришел к двум вариантам:
– наше бу, чтото типа такого на 250 мм (но кажется великоват будет для моего стола + это цена без патрона) http://smela.chk.sla…html#8e27891058 или такого http://chernigov.chn…html#8e27891058
– китайское новье 100 мм с патроном (не уверен в точности изготовления и жесткости) http://www.ebay.com/…=item27d74ca534
Отдельный вопрос насчет патрона – а может лучше брать с 4-мя пазами, чтобы зажимать в них плоские детали можно было? Но выбора особо что-то не увидел, только небольшие китайские на 75 мм есть, типа таких http://www.ebay.com/…=item43b93c0743
9. Система охлаждения
Жидкостные мне видимо пока не понадобятся, а вот продувать воздухом может и было бы полезно (охлаждение + очистка рабочей поверхности от стружки). Стоит ли их смотреть или пока это не важно?
Стоит ли их смотреть или пока это не важно?
10. Смазка направляющих
Чего туда заливать и где брать? Надеюсь, хоть это можно купить у нас по месту.
11. То, что я забыл
🙂
Изменено пользователем DESIREГлава 13: Методы и станки фрезерования | Применение режущего инструмента
Современные фрезерные станки выглядят почти так же, как 30 лет назад. Однако теперь они должны резать жаропрочные сплавы, титан и высокопрочные стали с более жесткими допусками и более быстрыми темпами, чем раньше. Чтобы соответствовать этим требованиям, новые фрезерные станки обеспечивают более высокую мощность, большую жесткость и более широкий диапазон скорости и подачи, чем раньше. Кроме того, более точное выравнивание ходовых винтов, числовое программное управление (ЧПУ) и числовое программное управление (ЧПУ) – все это приводит к более быстрой работе с лучшей отделкой и большей точностью, чем когда-либо ранее.
Типы фрезерных станков
Многие типы фрезерных станков, используемых в производстве, сгруппированы в три основных класса:
– Станки с колонной и коленом
– Фрезерные станки с станиной
– Станки специального назначения
Колонны и Коленные станки – Колонно-фрезерные станки производятся как вертикального, так и горизонтального типа. На схематических схемах ниже показаны оба типа машин. Универсальность – главная особенность коленно-фрезерных станков.На базовой машине этого типа стол, седло и колено можно перемещать. Многие аксессуары, такие как универсальные тиски, поворотные столы и делительные головки, еще больше увеличивают универсальность этого типа машин.
Независимо от того, является ли станок вертикальным или горизонтальным, некоторые компоненты на всех фрезерных станках с колонной и коленом схожи, за исключением размера и незначительных отличий по желанию производителя. Эти сходства описываются с точки зрения общей формы, геометрического отношения к остальной части машины, функций и материала, из которого изготовлены компоненты.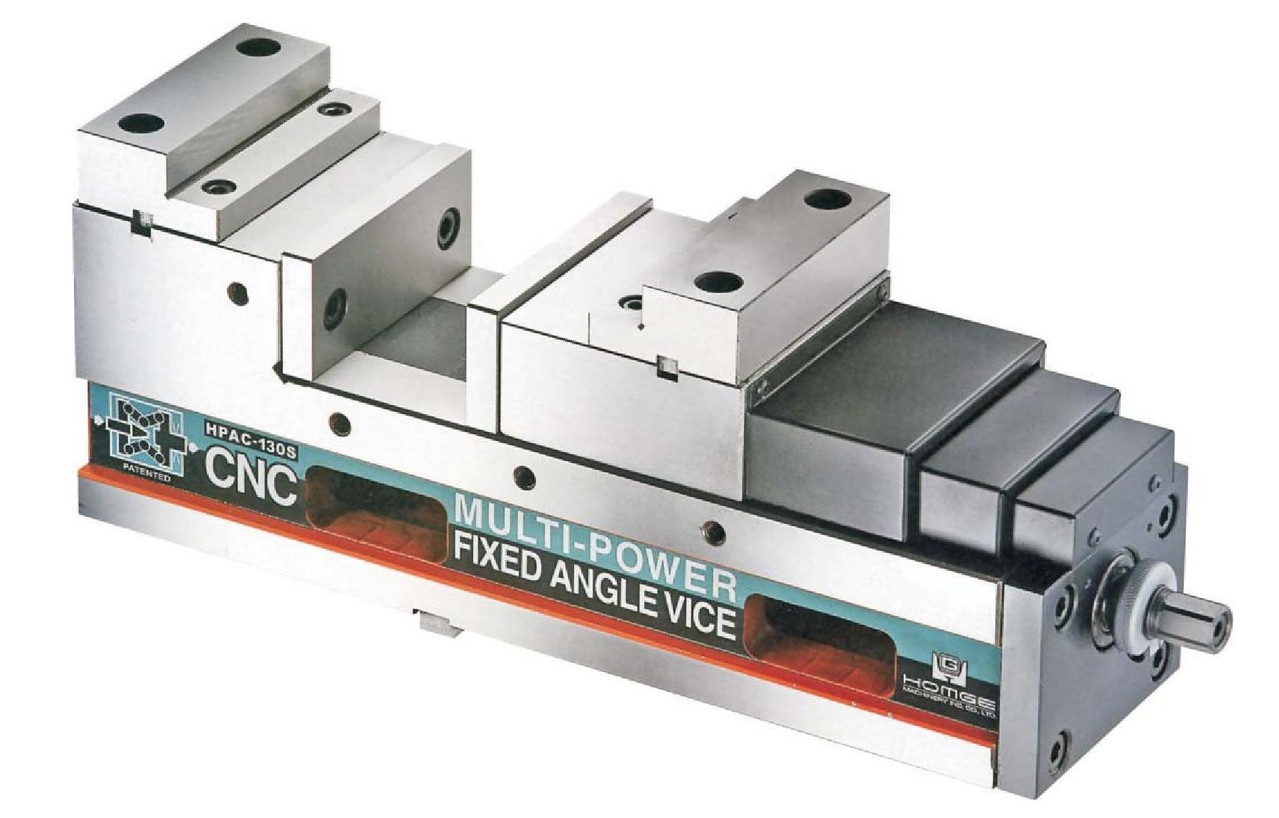
Колонна – Колонна, которая обычно объединяется с основанием в виде единой отливки, изготавливается из серого или высокопрочного чугуна. В колонне находятся шпиндель и подшипники, а также необходимые шестерни, муфты, валы, насосы и механизмы переключения для передачи мощности от электродвигателя на шпиндель с выбранной скоростью. Шестерни обычно работают в масле и изготовлены из науглероженной легированной стали для длительного срока службы. Некоторые из необходимых элементов управления обычно устанавливаются сбоку колонны.
Основание обычно пустотелое и во многих случаях служит резервуаром для СОЖ. В основании можно установить насос и систему фильтрации. В отверстии в центре основания находится опора для винта, который поднимает и опускает колено.
Обработанные вертикальные салазки на передней части колонны могут быть квадратными или ласточкин хвост. Колено движется вверх и вниз на этом слайде. Салазки необходимо обработать под углом 90 градусов к лицевой стороне колонны как в боковой, так и в вертикальной плоскостях. Допуски очень близки и обычно выражаются в угловых минутах или секундах. Большое отверстие в лицевой части колонны предназначено для шпинделя. Отверстие очень точно просверливается перпендикулярно переднему суппорту в двух плоскостях и параллельно верхнему суппорту.
Допуски очень близки и обычно выражаются в угловых минутах или секундах. Большое отверстие в лицевой части колонны предназначено для шпинделя. Отверстие очень точно просверливается перпендикулярно переднему суппорту в двух плоскостях и параллельно верхнему суппорту.
Шпиндель – На горизонтальном фрезерном станке шпиндель является одной из наиболее ответственных частей. Обычно его изготавливают из поковки из легированной стали и подвергают термообработке, чтобы противостоять износу, вибрации, осевым и изгибающим нагрузкам.Шпиндель обычно поддерживается комбинацией шариковых и прямых роликовых подшипников или коническими роликоподшипниками, которые поглощают как радиальные нагрузки, так и торцевые осевые нагрузки. Шпиндели полые, так что дышло можно использовать для надежного удержания беседки на месте.
Передняя часть шпинделя обработана для установки стандартных оправок. Два ключа, которые вставляются в соответствующие прорези в оправке, фактически приводят в движение оправку. Внутренний конус, который точно отшлифован до соосности шпинделю, устанавливает оправку.
Внутренний конус, который точно отшлифован до соосности шпинделю, устанавливает оправку.
Колено – Колено – это отливка, которая перемещается вверх или вниз по направляющей на передней части колонны с помощью подъемного винта. Две направляющие типа ласточкин хвост или квадрат обрабатываются под углом 90 градусов друг к другу. Вертикальный суппорт сопрягается с суппортом в передней части колонны, а горизонтальный суппорт несет седло. Он содержит необходимые шестерни, винты и другие механизмы для подачи энергии во всех направлениях. Оператор может выбирать различные скорости подачи с помощью органов управления, установленных на колене.
Седло – Седло для плоского фрезерного станка представляет собой отливку с двумя салазками, обработанными под точным углом 90 градусов друг к другу. Нижний слайд подходит для слайда в верхней части колена, а верхний слайд принимает слайд в нижней части стола. Поверхности направляющих, соприкасающиеся с коленом и столом, параллельны друг другу.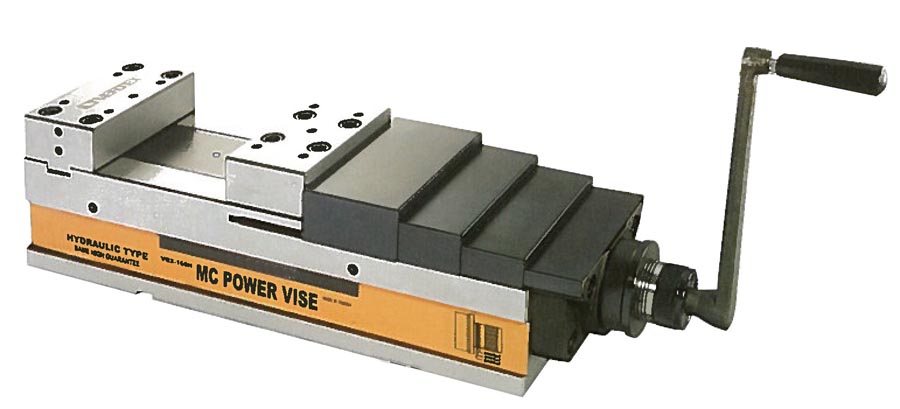 Замки для поперечных суппортов и стола прикреплены к седлу вместе с гайками, которые входят в зацепление с винтами поперечной подачи и подачи стола.
Замки для поперечных суппортов и стола прикреплены к седлу вместе с гайками, которые входят в зацепление с винтами поперечной подачи и подачи стола.
На универсальном фрезерном станке опора состоит из двух частей и является более сложной, поскольку она должна обеспечивать возможность поворота стола по ограниченной дуге.
Таблица – Столы фрезерных станков сильно различаются по размеру, но в целом они имеют одинаковые физические характеристики. Внизу стола есть направляющая типа «ласточкин хвост», которая вставляется в направляющую в верхней части седла. Он также имеет подшипники на каждом конце, чтобы нести винт подачи стола. Верхняя часть стола обработана параллельно направляющей внизу и имеет несколько Т-образных пазов полной длины для монтажных тисков или других зажимных приспособлений.
Циферблат с градуировкой в тысячных долях дюйма обеспечивает точное перемещение и размещение стола. Винт подачи стола обычно имеет резьбу Acme.
Фрезерные станки с вертикальными шпинделями доступны в большом количестве типов и размеров. Головка, в которой находятся шпиндель, двигатель и органы управления подачей, является полностью универсальной и может быть размещена под определенным углом к поверхности стола. Ползун, к которому крепится голова, можно перемещать вперед и назад и фиксировать в любом положении.Револьвер наверху колонны позволяет головке и гидроцилиндру поворачиваться вбок, увеличивая радиус действия головки машины.
Головка, в которой находятся шпиндель, двигатель и органы управления подачей, является полностью универсальной и может быть размещена под определенным углом к поверхности стола. Ползун, к которому крепится голова, можно перемещать вперед и назад и фиксировать в любом положении.Револьвер наверху колонны позволяет головке и гидроцилиндру поворачиваться вбок, увеличивая радиус действия головки машины.
Некоторые ползуно-фрезерные станки могут использоваться как для вертикального, так и для горизонтального фрезерования. На вертикальных мельницах ползунового типа с двигателем в колонне мощность передается на шпиндель с помощью шестерен и шлицевых валов.
Фрезерные станки со станиной – Высокая производительность требует тяжелых резов, а жесткости фрезерного станка с коленом и стойкой может быть недостаточно, чтобы выдерживать большие усилия.Фрезерный станок станины часто идеально подходит для такого рода работ. В этой машине стол поддерживается непосредственно на тяжелой станине, а колонна размещается за станиной.
У станка со станиной есть несколько преимуществ, особенно при серийном производстве. Возможна гидравлическая подача стола; гидравлические компоненты размещены в отливке станины. Это обеспечивает очень высокие усилия подачи; переменная скорость подачи во время любого резания и автоматическая смена стола. Шпиндель можно поднимать или опускать с помощью кулачка и шаблона для получения специальных контуров.
В основном более тяжелая конструкция позволяет передавать на шпиндель большую мощность, что обеспечивает более высокую производительность за счет более быстрого съема металла. Фрезерные станки с дуплексной станиной имеют две стойки и шпиндели для одновременного фрезерования двух поверхностей детали.
Главный недостаток фрезерного станка со станиной по сравнению с фрезерным станком с коленом и стойкой заключается в том, что он менее универсален для обработки мелких деталей. Его преимущества заключаются в более высокой производительности, возможности адаптации к крупногабаритным машинам и простоте модификации для специальных применений.
Фрезерные станки специального назначения – По мере усложнения промышленных продуктов были разработаны новые и необычные варианты более распространенных фрезерных станков. Целью является выполнение более крупной работы, изготовление множества дублирующих деталей, точное определение местоположения отверстий и поверхностей или выполнение других необычных операций по механической обработке.
Строгальные фрезерные станки – Общая компоновка этих типов станков аналогична таковой для строгальных станков, за исключением того, что вместо отдельных долот устанавливаются фрезерные головки.Станки строгального типа используются в основном для обработки деталей, таких как станины для больших станков, и других длинных заготовок, для которых требуются точные плоские и угловые поверхности или канавки.
Профильные станки – Двумерное профилирование может быть выполнено с использованием шаблона или вертикального фрезерного станка с числовым программным управлением. Некоторые профилировщики имеют несколько шпинделей, и в каждом цикле можно изготавливать несколько дублирующих деталей. Профилировщики гидравлического типа имеют щуп, который приводится в контакт с шаблоном, чтобы начать операцию.Затем оператор перемещает иглу по шаблону, заставляя гидравлическую жидкость под давлением течь к соответствующим приводным цилиндрам. Стол перемещает изделие мимо резака, дублируя форму шаблона.
Некоторые профилировщики имеют несколько шпинделей, и в каждом цикле можно изготавливать несколько дублирующих деталей. Профилировщики гидравлического типа имеют щуп, который приводится в контакт с шаблоном, чтобы начать операцию.Затем оператор перемещает иглу по шаблону, заставляя гидравлическую жидкость под давлением течь к соответствующим приводным цилиндрам. Стол перемещает изделие мимо резака, дублируя форму шаблона.
Заточка штампа и другие процессы, связанные с обработкой полостей, могут выполняться на 3D-профилировщиках. Четкий узор полости делается из дерева, гипса или мягкого металла. Щуп следует по контуру рисунка, направляя резак при обработке полости. Для этого вида работ также используются фрезерные станки с числовым программным управлением.
Системы обработки с компьютерным управлением Некоторые стандартные станки, описанные в предыдущих главах этого текста, могут выполнять несколько операций. Например, токарный станок может выполнять токарную обработку, торцевание, сверление, нарезание резьбы и т. Д. Сверлильный станок может выполнять сверление, развёртывание, зенкование, нарезание резьбы и так далее. Однако, когда увеличение производительности требует приобретения дополнительных возможностей обработки, почти всегда более экономично и целесообразно приобретать многофункциональные станки, способные выполнять быструю замену, одновременную обработку и автоматическую обработку.
Д. Сверлильный станок может выполнять сверление, развёртывание, зенкование, нарезание резьбы и так далее. Однако, когда увеличение производительности требует приобретения дополнительных возможностей обработки, почти всегда более экономично и целесообразно приобретать многофункциональные станки, способные выполнять быструю замену, одновременную обработку и автоматическую обработку.
Обрабатывающие центры – Обрабатывающие центры спроектированы и изготовлены для обеспечения гибкости производства. Их можно использовать для обработки всего нескольких деталей или больших производственных партий. Программирование может быть относительно простым, а использование «постоянных» циклов обеспечивает большую гибкость. Обрабатывающий центр с ЧПУ по определению может выполнять фрезерование, сверление и растачивание и имеет либо державки револьверной головки, либо автоматическую смену инструмента.
Обрабатывающие центры имеют горизонтальную или вертикальную конфигурацию.Относительные достоинства каждого из них будут кратко обсуждены.
Горизонтальные фрезерные станки – Горизонтальные станки обычно подходят для тяжелых коробчатых деталей, таких как корпуса редукторов, у которых есть много деталей, которые необходимо обработать на боковых поверхностях. Горизонтальный станок легко поддерживает тяжелые заготовки этого типа. Если добавить поворотный индексируемый рабочий стол, четыре стороны заготовки можно обрабатывать без повторной фиксации.
Системы поддонов, используемые для перемещения деталей на рабочую станцию и из нее, как правило, легче проектировать для горизонтальных машин, где все перед основной колонной открыто и доступно.Ниже показан горизонтальный обрабатывающий центр с системой перемещения поддонов.
Вертикальные Фрезерные станки – Вертикальные обрабатывающие центры часто предпочтительнее для плоских деталей, которые должны иметь сквозные отверстия. Крепления для этих деталей проще спроектировать и изготовить для вертикального шпинделя. Кроме того, усилие резания, возникающее при сверлении или фрезеровании карманов, может поглощаться непосредственно станиной станка.
Кроме того, усилие резания, возникающее при сверлении или фрезеровании карманов, может поглощаться непосредственно станиной станка.
Вертикальный станок предпочтителен, когда 3-осевая работа выполняется на одной поверхности, как при работе с пресс-формой и штампом.Вес головки вертикальной машины по мере ее удаления от колонны, особенно на больших машинах, может быть фактором поддержания точности, поскольку может иметь место некоторая тенденция к ее падению и потере точности и возникновению вибрации.
Гибкие системы обработки – Гибкие системы обработки используют один или несколько обрабатывающих центров, обычно вместе с другим оборудованием, для производства деталей среднего объема. Требуется система обработки деталей, а центральный компьютер обычно управляет всем устройством.
Погрузочно-разгрузочные работы – Детали перемещаются со склада и между элементами машины с помощью одного из нескольких различных типов систем. Выбранная система транспортировки материалов должна быть способна направлять любую деталь к любой машине в любом порядке, а также обеспечивать набор деталей перед каждой машиной для достижения максимальной производительности. Детали обычно загружаются и выгружаются вручную. К различным типам используемых систем транспортировки материалов относятся: автоматизированные транспортные средства, системы буксирных тросов, системы роликовых конвейеров, системы подвесных конвейеров, монорельсовые дороги, краны и роботы.
Детали обычно загружаются и выгружаются вручную. К различным типам используемых систем транспортировки материалов относятся: автоматизированные транспортные средства, системы буксирных тросов, системы роликовых конвейеров, системы подвесных конвейеров, монорельсовые дороги, краны и роботы.
Системы управления – Компьютерное управление гибкими системами обработки имеет три функциональных уровня:
Главный контроль. Главный блок управления контролирует и управляет всей системой, включая направление заготовок на соответствующие станки, планирование работ и мониторинг функций станка.
Прямое числовое управление. Компьютер DNC распределяет соответствующие программы на отдельные станки с ЧПУ, а также контролирует и контролирует их работу.
Элемент управления. Третий и самый низкий уровень управления – компьютерное управление циклами обработки отдельных станков.
Приспособления и принадлежности для фрезерных станков – Для фрезерных станков было разработано множество принадлежностей. Некоторые из них являются специализированными и могут использоваться только для нескольких операций. Другие, такие как тиски, оправки и цанги, используются почти во всех фрезерных операциях.
Некоторые из них являются специализированными и могут использоваться только для нескольких операций. Другие, такие как тиски, оправки и цанги, используются почти во всех фрезерных операциях.
Специальные фрезерные головки – Несколько типов специальных головок были разработаны для использования на горизонтальных или вертикальных фрезерных станках.Эти аксессуары увеличивают универсальность машины. Например, вертикальная головка может быть прикреплена к обычному горизонтально-фрезерному станку с колонной и коленом, что значительно увеличивает ее полезность, особенно в небольших магазинах с ограниченным количеством станков.
Тиски и приспособления – Во всех фрезерных операциях работа удерживается приспособлениями, тисками или зажимными приспособлениями. В большинстве случаев работа остается неподвижной по отношению к столу во время обработки, но работа, удерживаемая в делительных головках и поворотных столах, может перемещаться в двух плоскостях во время обработки.
Втулки, цанги и державки – Несколько основных типов оправок и цанг используются для удержания фрез и передачи мощности от шпинделя к фрезу. Независимо от типа, они обычно изготавливаются именно из легированной стали и подвергаются термообработке для обеспечения износостойкости и прочности.
Втулки – Втулки для горизонтальных фрезерных станков доступны трех основных типов: стиль A, стиль B и стиль C. Натяжной болт, который проходит через шпиндель станка, ввинчивается в малый конец конуса и тянет Плотно вставьте оправку в коническое отверстие шпинделя фрезерного станка.Мощность передается от шпинделя к оправке двумя короткими ключами, которые входят в паз на фланце оправки.
Цанги – На некоторых вертикальных фрезерных станках шпиндель просверливается для установки цанги с частично прямым и частично коническим хвостовиком. Цанга фиксируется дышлом, которое ввинчивается в резьбовое отверстие в задней части цанги и затягивается сверху шпинделя. Некоторые производители фрезерных станков предлагают цанговые патроны, для которых не требуется дышло.Цанги этого типа могут закрываться рычажным кулачком или большой стопорной гайкой.
Некоторые производители фрезерных станков предлагают цанговые патроны, для которых не требуется дышло.Цанги этого типа могут закрываться рычажным кулачком или большой стопорной гайкой.
Державки – Стандартные державки доступны для концевых и гильз. Для некоторых операций, требующих использования инструментов с нестандартными размерами хвостовика, можно использовать патроны для удержания инструмента. Эти патроны доступны с конусом Морзе или прямым хвостовиком. Любой из этих типов может использоваться на фрезерных станках при наличии соответствующих переходников или цанг.
Типы фрезерных операций
Фрезы используются по отдельности или в комбинации для обработки различных поверхностей, как описано ниже и показано выше.
Плоское фрезерование – Плоское фрезерование – это процесс фрезерования поверхности, параллельной оси фрезы и в основном плоской. Это делается на простых или универсальных горизонтальных фрезерных станках с фрезами разной ширины, имеющими зубцы только по периферии.
Боковое фрезерование – Для бокового фрезерования используется фреза с зубьями на периферии и с одной или обеих сторон. Когда используется одна фреза, зубья на периферии и по бокам могут резать.Обработанные поверхности обычно либо перпендикулярны, либо параллельны шпинделю. Угловые фрезы могут использоваться для изготовления поверхностей, расположенных под углом к шпинделю, для таких операций, как изготовление внешних ласточкин хвоста или канавок в развертках.
Двухстороннее фрезерование – В стандартной установке двухкоординатного фрезерования используются двусторонние фрезы. Фрезы представляют собой фрезы с полукруглой или плоской стороной и имеют прямые или винтовые зубья. Также можно использовать боковые фрезы со ступенчатыми зубьями.
Групповое фрезерование – При групповом фрезеровании три или более фрезы устанавливаются на оправку, и за один проход обрабатываются несколько горизонтальных, вертикальных или угловых поверхностей. При создании установки для группового фрезерования можно использовать несколько различных типов фрез, в зависимости от выполняемой работы. Фрезы, применяемые для изготовления вертикальных или угловых поверхностей, должны быть боковыми; для горизонтальных поверхностей можно использовать плоские фрезы соответствующей ширины. В некоторых случаях торцевые фрезы с зубьями, обращенными внутрь, могут использоваться на одном или обоих концах установки для группового фрезерования.
Фрезы, применяемые для изготовления вертикальных или угловых поверхностей, должны быть боковыми; для горизонтальных поверхностей можно использовать плоские фрезы соответствующей ширины. В некоторых случаях торцевые фрезы с зубьями, обращенными внутрь, могут использоваться на одном или обоих концах установки для группового фрезерования.
Фрезерование формы – Количество параллельных поверхностей и угловых соотношений, которые могут быть обработаны периферийным фрезерованием, ограничено почти только конструкцией фрезы. Фрезы дорогие, но часто нет других удовлетворительных средств для создания сложных контуров.
Фрезерование пазов и продольной резки – Фрезы плоского или бокового типа используются для прорезания пазов и продольной резки. Долбление и продольная резка обычно выполняются на горизонтальных фрезерных станках, но также могут выполняться на вертикальных фрезах с использованием соответствующих адаптеров и принадлежностей.
Торцевое фрезерование – Торцевое фрезерование может выполняться на вертикальных и горизонтальных фрезерных станках. Получается плоская поверхность, перпендикулярная шпинделю, на котором установлена фреза. Фрезы варьируются по размеру и сложности от простой мухорезы с одним инструментом до фрезы со вставными зубьями и множеством режущих кромок. Крупные торцевые фрезы обычно жестко крепятся к носовой части шпинделя. Они очень эффективны для удаления большого количества металла, а заготовку необходимо надежно удерживать на фрезерном столе.
Получается плоская поверхность, перпендикулярная шпинделю, на котором установлена фреза. Фрезы варьируются по размеру и сложности от простой мухорезы с одним инструментом до фрезы со вставными зубьями и множеством режущих кромок. Крупные торцевые фрезы обычно жестко крепятся к носовой части шпинделя. Они очень эффективны для удаления большого количества металла, а заготовку необходимо надежно удерживать на фрезерном столе.
Концевое фрезерование – Концевое фрезерование, вероятно, является наиболее универсальной операцией фрезерования. Многие типы концевых фрез могут использоваться как на вертикальных, так и на горизонтальных фрезерных станках. Концевые фрезы доступны в размерах от 1/32 дюйма. до 6 дюймов (для концевых фрез с корпусом) и практически любой необходимой формы.
Токарно-фрезерная обработка
Токарно-фрезерная обработка состоит из нескольких различных методов обработки, при которых фреза обрабатывает вращающуюся деталь. Эти методы в основном используются для обработки различных деталей эксцентрической формы; плоскости, конические и цилиндрические поверхности; канавки и внутренние отверстия.
Для токарно-фрезерной обработки требуется станок с определенными функциями и несколькими осями. Используются обрабатывающие центры, токарные центры, специально адаптированные токарные, фрезерные, расточные и специальные станки. Когда другие операции токарной обработки и фрезерования комбинируются в станках, обработка за одну установку приводит к преимуществам быстрого производственного цикла и гибкости производства.
Преимущества, связанные с токарным фрезерованием: возможность обработки больших и неуравновешенных деталей, которые не могут вращаться на высоких скоростях; сложные формы поверхностей, эксцентричные детали и детали с дополнительными выступающими элементами; бревно, неустойчивые валы или тонкостенные детали.
Джордж Шнайдер-младший является автором Cutting Tool Applications, справочника по материалам, принципам и конструкциям станков. Он является почетным профессором инженерных технологий Технологического университета Лоуренса и бывшим председателем Детройтского отделения Общества инженеров-технологов.
Как правильно выбрать инструмент для фрезерования титана
Фрезерование титана похоже на фрезерование других труднообрабатываемых металлов в том смысле, что небольшое увеличение скорости резания может привести к значительному увеличению износа кромок.
Фрезерование титана отличается от других металлов из-за риска перегрева. Из-за низкой теплопроводности металла чрезмерно агрессивное фрезерование может даже привести к возгоранию. Другими словами, у титана может быть несколько причин, по которым нельзя увеличить скорость резки.
И все же скорость производства еще можно увеличить. Цеховое фрезерование титана может повысить скорость съема металла, даже если скорость резания остается постоянной.Для этого не обязательно использовать более мощный или высокопроизводительный станок, но для этого требуется инструмент, который может использовать мощность существующего станка. Также требуется инструмент, который может компенсировать любые недостатки станка в отношении жесткости.
Одна компания, занимающаяся фрезерованием титана, – поставщик режущего инструмента Kennametal. И один консультант в этой компании, который консультировал по многим направлениям фрезерования титана, – Брайан Хефлер, менеджер по фрезерованию.Эта статья основана на его опыте и рекомендациях.
Почему стоит обратить внимание на фрезеровку титана? Причин как минимум две. Во-первых, этот материал используется для изготовления высокотехнологичных деталей – не только компонентов, используемых в конструкции и двигателе самолета, но и, например, медицинских деталей. Магазины, способные процветать в Соединенных Штатах, будут все больше переходить в сторону более дорогих товаров, а это означает, что растущий процент магазинов США будет сталкиваться с этим материалом.
Это одна из причин.Другая, более широкая причина охвата фрезерования титана связана с процедурами эффективной обработки, когда материал трудно резать или доступная скорость низкая. Не каждый цех имеет доступ к высоким скоростям шпинделя и скоростям подачи. Что вы делаете для повышения производительности, когда повышение скорости резания не является вариантом?
Что вы делаете для повышения производительности, когда повышение скорости резания не является вариантом?
Взвешивание износостойкости и вязкости
По словам г-на Хефлера, в первую очередь следует учитывать фундаментальный выбор материала режущего инструмента.Карбид может быть правильным выбором. Но магазины часто настолько привыкли рассматривать твердый сплав как превосходный материал для режущего инструмента, что обычно выбирают его для всех сложных работ. Лучшей альтернативой для титана может стать быстрорежущая сталь нового поколения.
Износостойкость, которая позволяет карбиду достигать высокой скорости резания, имеет свою цену. Эта цена оплачивается за счет «объемной вязкости» или способности инструмента противостоять растрескиванию и выкрашиванию. Карбид в целом более хрупкий, чем быстрорежущая сталь.
Это важно при фрезеровании титана, потому что обычно не износ кромок приводит к отказу инструмента в этом материале. Скорее всего, к отказу приводят сколы или поломки. Кроме того, нагревание может сделать невозможным использование скорости резания, обеспечиваемой карбидом. Оба эти фактора предполагают, что компромисс в прочности, возможно, не стоит делать. Более прочный инструмент, то есть инструмент из быстрорежущей стали, может выполнять более глубокий рез, не опасаясь, что удары вызовут скалывание кромок.В частности, на менее жестком станке этот более щадящий инструментальный материал может позволить цеху реализовать более высокую скорость съема металла по глубине резания, а не по сквозной скорости.
Но даже у этого материала есть большой выбор. Слишком мало магазинов осознают, что существует более одного вида быстрорежущей стали. В то время как инструменты из быстрорежущей стали производятся с помощью процесса, включающего термическую обработку, альтернативный инструмент – инструмент порошковой металлургии – может быть изготовлен так, чтобы сталь имела более однородную структуру с более тщательно контролируемыми свойствами.Инструменты для порошковой металлургии дороже, но, как правило, обладают более высокими эксплуатационными характеристиками.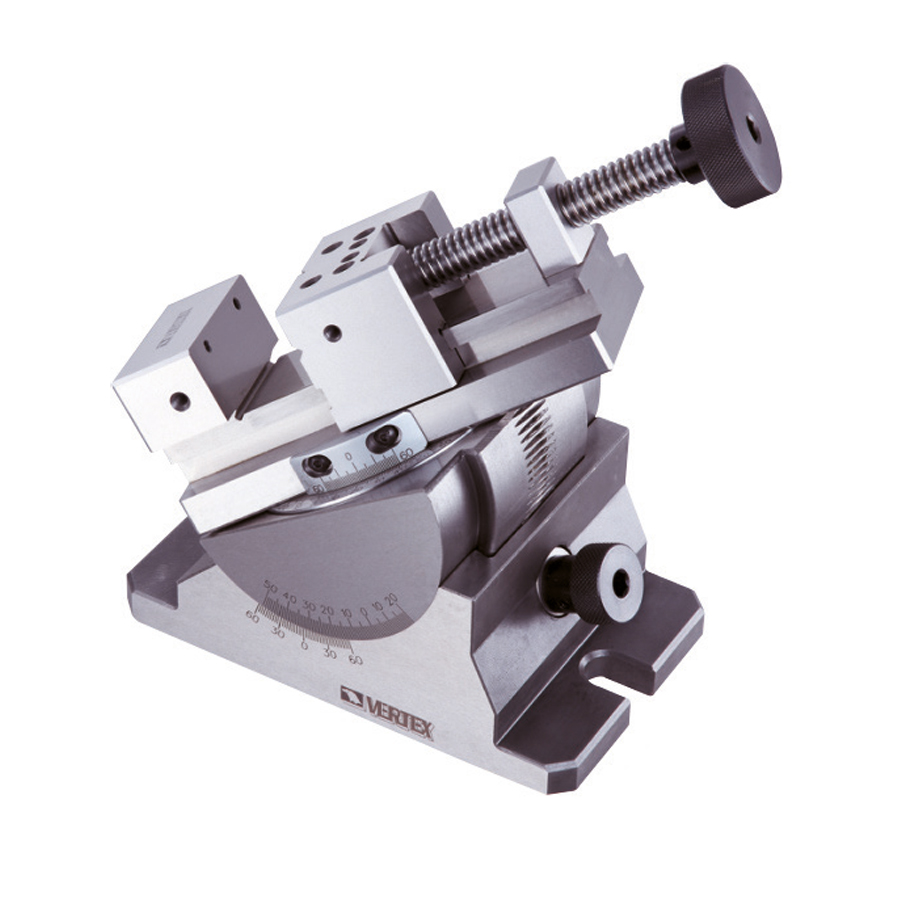
Термостойкость
Иногда требуется карбид. Например, пропилы с низким радиальным погружением могут обеспечить удивительно высокую скорость (см. Заштрихованную рамку под заголовком «10 процентов радиальной глубины? Удвоение скорости» выше). При таких резках важна не только износостойкость, но и износостойкость при высоких температурах. Это требование предполагает использование твердосплавного инструмента с покрытием.
Г-н Хефлер говорит, что карбид с покрытием из нитрида алюминия и титана (TiAlN) обычно является лучшим выбором для обработки титана.Из нескольких основных типов покрытий для режущих инструментов TiAlN явно лучше всех сохраняет свою целостность и свойства при повышении температуры резания. Фактически, тепло действительно обеспечивает защиту этого покрытия. Алюминий, который высвобождается из покрытия за счет энергии механической обработки, помогает сформировать защитный слой оксида алюминия. Этот слой уменьшает как теплопередачу, так и химическую диффузию между инструментом и заготовкой. В покрытиях, которые появятся в ближайшее время, добавляется еще больше алюминия, чтобы стимулировать эту реакцию.(См. Затененную рамку ниже.)
В покрытиях, которые появятся в ближайшее время, добавляется еще больше алюминия, чтобы стимулировать эту реакцию.(См. Затененную рамку ниже.)
Когда TiAlN – неправильный выбор, причина связана с вибрацией. Карбонитрид титана (TiCN) – более прочное покрытие, которое обеспечивает лучшую стойкость к микротрещинам. «Когда вы используете индексируемую пластину и выполняете более тяжелую резку на менее жестком станке, попробуйте TiCN – это может быть лучшим выбором», – говорит г-н Хефлер.
Количество эффективных кромок
Даже когда скорость, нагрузка на стружку и глубина резания фиксированы, производительность все равно может быть повышена.Чтобы повысить скорость съема металла, увеличьте количество эффективных кромок.
Например, для винтовой фрезы выберите инструмент с минимально возможным шагом. (Инструмент из кукурузных початков также может работать.) Такой подсчет кромок создает еще одну причину для выбора быстрорежущей стали, потому что быстрорежущая сталь обычно может иметь больше режущих кромок, чем сопоставимый инструмент, в котором используется твердый сплав.
Другой способ получить большее количество эффективных кромок – это фрезерование в другом направлении.Благодаря «черновой врезке» в работу по оси Z вводится раковинная фреза или другой подходящий фрезерный инструмент, как если бы это было сверло. Параллельные врезания запрограммированы на перекрытие, поэтому резак никогда не бывает полностью окружен материалом, и у стружки есть место для выхода.
Этот подход можно использовать только для черновой обработки, потому что на соседних проходах между ними остаются гребешки, которые необходимо фрезеровать позже. Но поскольку врезная черновая обработка затрагивает большее количество режущих кромок инструмента, скорость подачи в дюймах в минуту может быть увеличена, в то время как нагрузка стружки остается постоянной.Подача по Z также использует преимущества жесткости станка, потому что различные соединения вдоль шпинделя, которые имеют тенденцию отклоняться по X или Y (например, интерфейс державки), сжимаются в направлении Z. Вдоль Z машина более жесткая. Это означает, что можно даже увеличить нагрузку на чип.
Вдоль Z машина более жесткая. Это означает, что можно даже увеличить нагрузку на чип.
Г-н Хефлер говорит: «Черновая обработка врезанием может быть очень продуктивным методом удаления материала из высокопрочных металлов. Я не думаю, что сегодня достаточное количество магазинов пользуются этим.”
Устранение вибрации
Возможность отклонения также важна из-за другой, более серьезной проблемы – дребезга. Что касается болтовни, фрезерование титана, кажется, предлагает худшее из обоих миров. С одной стороны, задействованы большие силы, что повышает вероятность серьезной болтовни. С другой стороны, высокие скорости шпинделя обычно не задействуются, что делает невозможным найти какое-то «золотое пятно» об / мин, которое могло бы убрать вибрацию.
Chatter фактически определяет производительность большинства операций по фрезерованию титана.Максимально достижимая скорость съема металла будет происходить не в точке максимальной мощности, а в точке, где начинается значительная вибрация. Вот почему важно построить процесс так, чтобы он максимально препятствовал болтовне. Г-н Хефлер предлагает все без исключения следующие соображения:
Вот почему важно построить процесс так, чтобы он максимально препятствовал болтовне. Г-н Хефлер предлагает все без исключения следующие соображения:
- Жесткость. Интерфейс между инструментом и державкой, а также стык между державкой и шпинделем должны быть как можно более жесткими.Для интерфейса инструмента решение предлагает термоусадочная посадка. Для шпинделя интерфейс HSK может предложить лучшую жесткость, чем обычный конический конус.
- Демпфирование. Инструмент с эксцентричным рельефом или «запасом» может обеспечивать демпфирование процесса, предотвращающее вибрацию. Когда инструмент отклоняется, этот эксцентриковый фиксатор соприкасается с заготовкой и трется. Не все материалы хорошо поддаются трению; алюминий имеет свойство прилипать. Но у титана запас прочности может обеспечить эффективный амортизатор.
- Регулируемое расстояние между режущими кромками. Это подход к разработке инструментов и предотвращению болтовни, с которым многие магазины могут быть незнакомы.
 Дребезжание возникает из-за колебаний, вызванных воздействием режущих кромок на изделие с постоянной частотой. Некоторые фрезы используют неравномерно расположенные канавки, чтобы нарушить эту регулярность. Две режущие кромки могут находиться на расстоянии 72 градусов друг от друга, расстояние до следующей – 68 градусов, а расстояние до кромки после нее – 75 градусов. Нерегулярный интервал направлен на то, чтобы избежать дребезга, препятствуя установлению постоянной частоты.Другой вариант, запатентованный Kennametal, использует изменяющийся осевой передний угол для достижения аналогичного эффекта возмущения вибрацией.
Дребезжание возникает из-за колебаний, вызванных воздействием режущих кромок на изделие с постоянной частотой. Некоторые фрезы используют неравномерно расположенные канавки, чтобы нарушить эту регулярность. Две режущие кромки могут находиться на расстоянии 72 градусов друг от друга, расстояние до следующей – 68 градусов, а расстояние до кромки после нее – 75 градусов. Нерегулярный интервал направлен на то, чтобы избежать дребезга, препятствуя установлению постоянной частоты.Другой вариант, запатентованный Kennametal, использует изменяющийся осевой передний угол для достижения аналогичного эффекта возмущения вибрацией.
10 процентов радиальной глубины? Удвойте скорость
Цеха по резке титана знакомы с практикой использования малого радиального погружения для контроля нагрева. При проходе с малым радиальным погружением радиальная глубина резания намного меньше радиуса инструмента. В результате каждая режущая кромка проводит больше времени вне разреза, чем в нем, что дает каждой кромке относительно мало времени на нагрев и гораздо больше времени на охлаждение.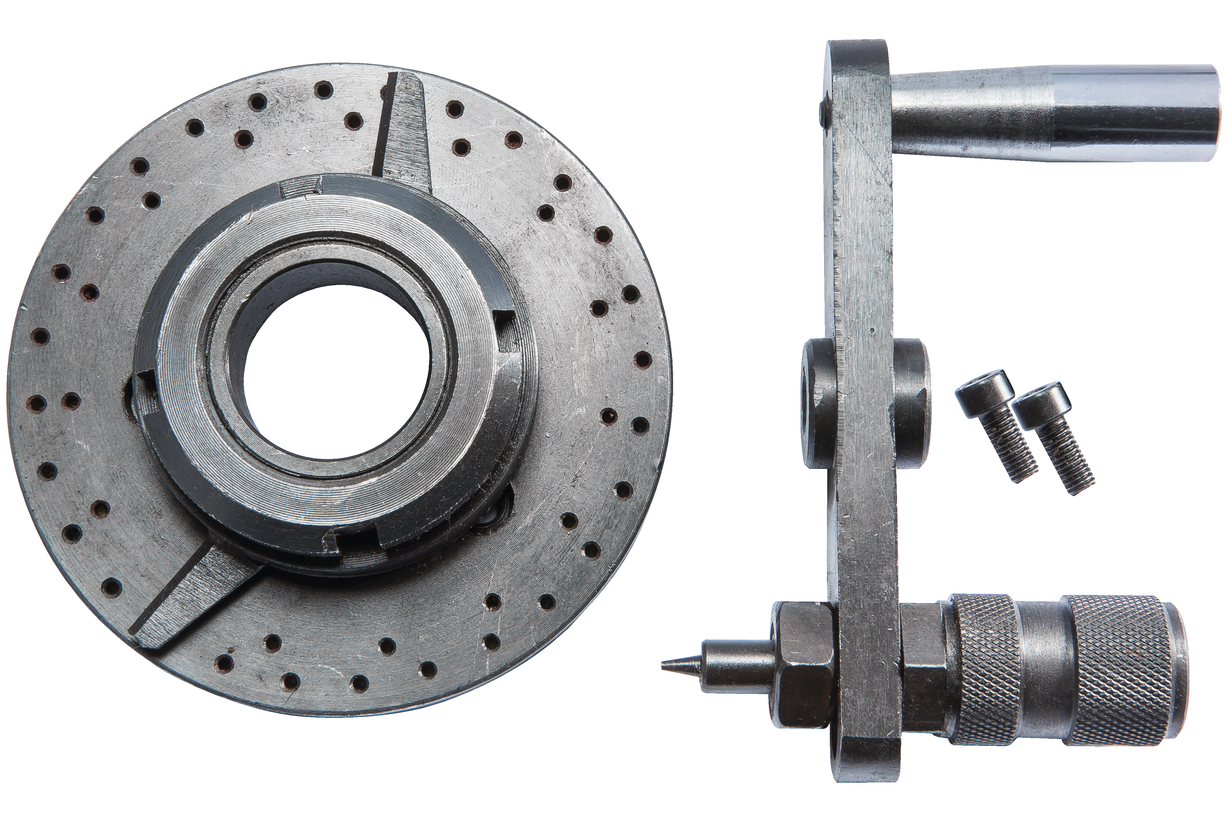
По словам Брайана Хёфлера из Kennametal, эта практика настолько эффективна при контроле температуры, что многие пользователи не понимают, какую дополнительную скорость они могут реализовать. Небольшая глубина резания исключает высокую скорость съема металла, но цех, выполняющий чистовые проходы с использованием этого метода, может частично компенсировать это, отказавшись от рекомендуемых скоростей.
Г-н Хёфлер предлагает следующие практические правила:
- Если радиальная глубина меньше 25 процентов диаметра, увеличьте sfm на 50 процентов (по сравнению с номинальной скоростью, используемой для более тяжелых резаний).
- Если радиальная глубина меньше 10 процентов диаметра, увеличьте sfm на 100 процентов.
Скоро в продаже: высоколегированное алюминиевое покрытие
«Al» в TiAlN является источником большей части эффективности этого покрытия для инструмента. Алюминий в покрытии способствует образованию защитного слоя оксида алюминия. Больше алюминия в покрытии сделало бы этот механизм еще более эффективным.
Больше алюминия в покрытии сделало бы этот механизм еще более эффективным.
Теперь, благодаря усовершенствованным методам испарения, используемым при производстве покрытия, скоро станет доступен TiAlN с более высоким содержанием алюминия.По словам г-на Хефлера, покрытие обеспечивает лучшую твердость в горячем состоянии, чем предыдущие версии TiAlN, без ущерба для прочности. Kennametal надеется представить новый TiAlN в первой половине этого года.
Фрезерный станок Bridgeport | Вертикальная фрезерная оснастка.
Victor Machinery предлагает полную линейку принадлежностей для фрезерных станков Bridgeport для ваших фрезерных станков, токарных станков, сверлильных станков или шлифовальных станков.Ссылки на этой странице отображают инструменты для вертикального фрезерования, доступные для покупки в Интернете.
Для вашего Bridgeport (r) или аналогичного вертикального фрезерного станка мы предлагаем
Цанги R8,
Адаптеры для концевых фрез R8,
оправки сверлильного патрона,
заглушки фрезерные,
скучные головы и прочее
Инструмент R8.
Предлагаем сменные дышла,
ручки и упоры для работы,
насосы охлаждающей жидкости, а также
другие аксессуары.
Для обеспечения безопасности вашей работы у нас есть зажимные комплекты,
отдельные зажимные элементы,
поворотные столы и распорки, а также
тиски фрезерные.
Для других фрезерных станков у нас имеется инструмент Cat с V-образным фланцем,
Цанги Morse Taper и B&S,
Цанги 5C,
другие инструменты 5C,
оправки для фрезерных станков и
адаптеры для концевых фрез.
Еще одно решение для удержания инструмента – использование цанговых патронов ER и пружинных цанг ER.
Наши инструменты для наладки включают V-образные блоки, угловые пластины и блоки, индикаторы проверки циферблата, измерители и кромкоискатели, а также параллели и 1-2-3 блоки.
Патроны сверлильные импортные,
Сверлильные патроны Jacobs и
оправки сверлильного патрона одинаково удобны на фрезере или сверлильном станке.
У нас также есть ключи и аксессуары для сверлильных патронов,
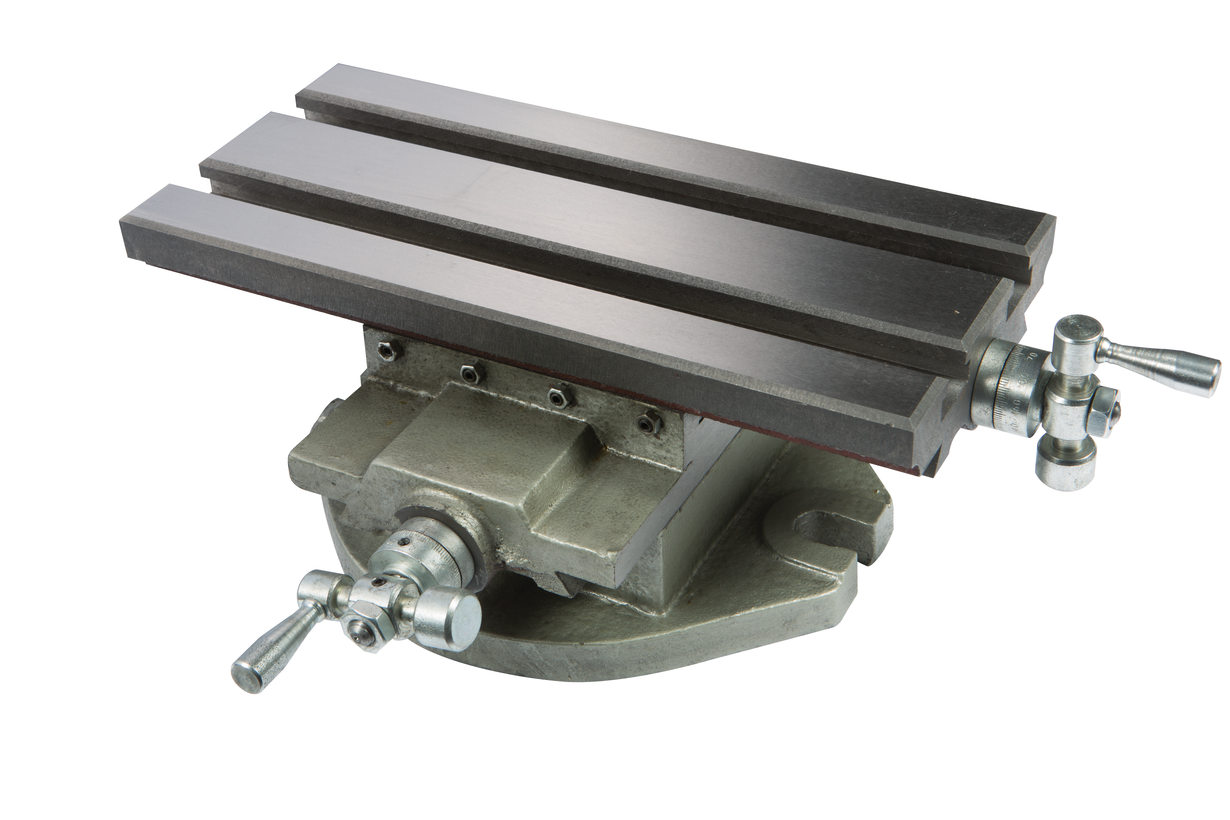
таблицы с перекрестными слайдами и
тиски для сверлильных станков.
Для токарных станков в наличии имеются оправки для токарных станков,
традиционные держатели инструмента токарного станка,
сменные держатели токарного инструмента,
держатели накатного инструмента,
стойки для инструментов,
рукава и розетки,
токарные центры и
токарные собаки.
Для обеспечения бесперебойной работы предлагаем 3 патрона для токарных кулачков,
4-х кулачковые независимые патроны и
патрон задние пластины.
Инструменты для шлифовальных машин включают инструментальные тиски, магнитные патроны, инструменты для правки шлифовальных кругов, круги настольные шлифовальные, шлифовальные круги и алмазные диски.
Воспользуйтесь нашим списком инструментов, отсортированным по отделам, или алфавитным указателем слева, чтобы
изучите нашу полную линейку.
Категории на нашей домашней странице направят вас к режущим инструментам, таким как
концевые фрезы,
пильные полотна и фрезы,
развертки,
сверла и
зенковки и зенковки.
История и дизайн фрезерных станков
Фрезерные станки на протяжении десятилетий оказывали влияние на мир производства и производства. Без них бесчисленные инновации никогда бы не увидели свет. На самом базовом уровне фрезерный станок использует вращающиеся фрезы для удаления материала с твердого блока путем подачи фрезы вдоль блока материала.Существует много типов фрезерных станков, но в этой статье мы рассмотрим детали и историю самого распространенного: вертикальной коленной фрезы.
ОСНОВНЫЕ КОМПОНЕНТЫ
Мельницы сложны, с сотнями отдельных деталей, точно собранных, чтобы создать надежную и точную машину. Однако некоторые детали и узлы заслуживают большего внимания, чем другие. Детали, которые выполняют фактическую резку, обычно концевые фрезы, часто попадают в категорию «Инструментальная оснастка». Детали, которые поддерживают концевые фрезы, такие как цанги, также могут называться инструментальной оснасткой. Сверла, зенковки и зенковки также попадают в эту категорию.
Детали, которые поддерживают концевые фрезы, такие как цанги, также могут называться инструментальной оснасткой. Сверла, зенковки и зенковки также попадают в эту категорию.
Схема фрезерного станка (исходник)
Инструмент удерживается в шпинделе, который вращается с заданной пользователем скоростью. Весь узел двигателя содержит множество прецизионных компонентов, включая двигатель шпинделя, подшипники шпинделя и пиноль, которая перемещает шпиндель вверх и вниз.
Существует множество способов удержания инструмента в шпинделе, включая цанги, патроны типа Jacobs, держатели гидравлических инструментов и многое другое.Для точной и повторяемой установки внутри шпинделя в держателях инструмента и цангах часто используются конусы станка.
Ассортимент цанг (источник)
Рабочий стол – это плоская поверхность под шпинделем для фиксации работы. На рабочих столах обычно есть Т-образные пазы, поэтому гайки и шпильки можно легко вставить внутрь для фиксации.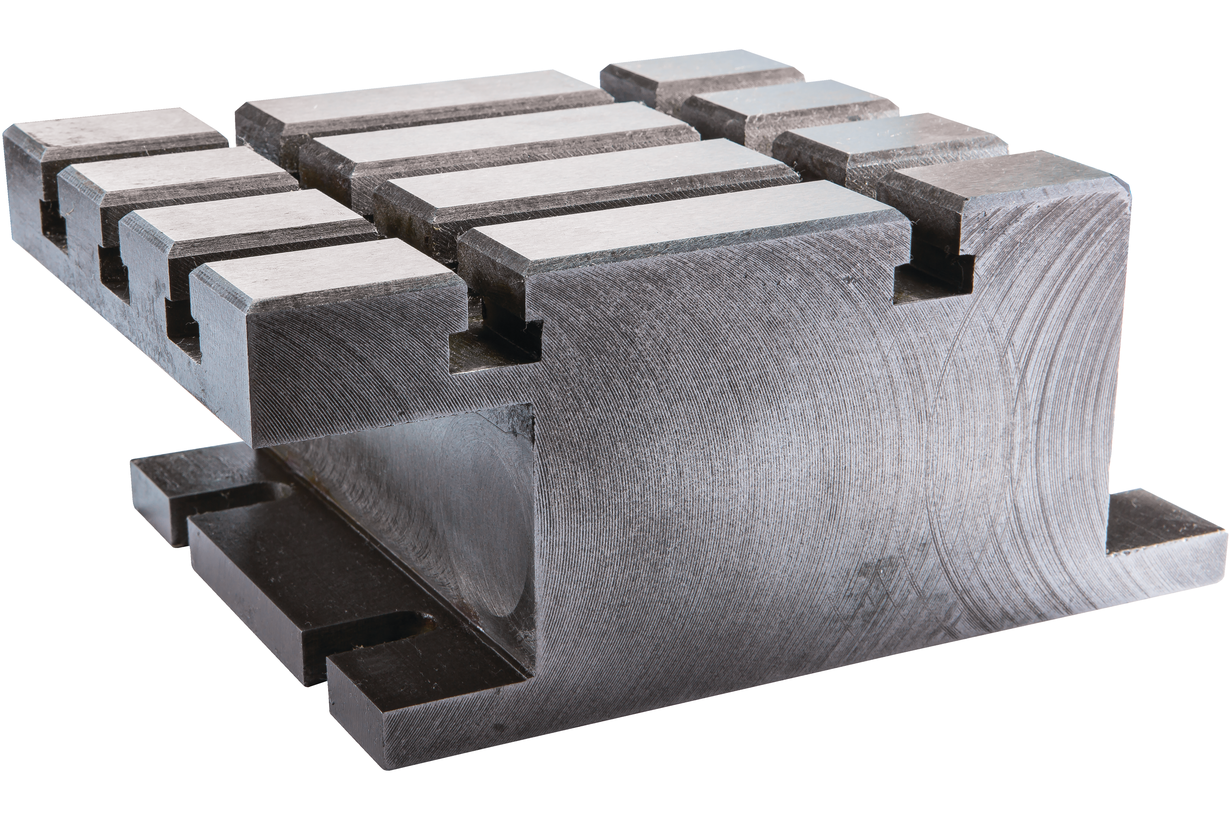 Стол может перемещаться по одной, двум или всем трем осям, в зависимости от конфигурации станка.На ручном фрезерном станке движение стола контролируется маховиком.
Стол может перемещаться по одной, двум или всем трем осям, в зависимости от конфигурации станка.На ручном фрезерном станке движение стола контролируется маховиком.
Колено – это секция фрезерного станка, которая перемещает весь стол, включая узел для продольного и поперечного перемещения, вверх и вниз. Это регулируется пользователем с помощью большой рукоятки с вертикальным перемещением.
ИСТОРИЯ
Фрезерные станки изначально были разработаны для ускорения подачи вручную. Впервые они появились в начале 1800-х годов (1814–1818 гг.), Хотя точную историю трудно проследить из-за того, что в то время в небольших магазинах происходило большое развитие.1840-1860-е годы принесли создание нескольких популярных дизайнов, многие из которых были ориентированы на производство. У них по-прежнему не было классических трех осей движения, которые мы знаем сегодня, но они были больше похожи на сверлильный станок, часто устанавливаемый в линию, где каждая машина выполняла одну операцию.
В 1861 году компания Brown & Sharpe создала революционный универсальный фрезерный станок, который мог обрабатывать детали сложной геометрии с перемещением по трем осям. С тех пор производство пошло вверх по мере приближения Первой мировой войны.В течение следующих нескольких десятилетий технология фрезерования быстро развивалась, и появление высокоточных станков, таких как кондукторный станок, установило стандарт точности фрезерования. Теперь машинисты могли быстро и точно находить отверстия с большой точностью, что сделало мельницы обычным делом для создания прототипов и производства оборудования военного времени. Это быстрое развитие продолжалось и в послевоенный период, в течение которого было разработано несколько ключевых технологий, в том числе гайки с защитой от люфта, которые привели к еще большей точности.
В 1936 году Рудольф Баннов задумал фрезерный станок Bridgeport, который все еще находится в производстве.Он был легче, дешевле и проще в использовании, чем многие фрезерные станки, представленные на рынке в то время, и сразу стал успешным. Его успех вдохновил других на копирование дизайна, что привело к появлению множества клонов.
Его успех вдохновил других на копирование дизайна, что привело к появлению множества клонов.
В 1950-х годах ЧПУ (числовое программное управление) наконец перешло из лаборатории в механический цех, где машинисты использовали перфоленту для управления движениями фрезерного станка. Изначально обработка с ЧПУ использовалась только в аэрокосмической отрасли, где надежное воссоздание сложных профилей и профилей крыла оказалось затруднительным.Он медленно завоевал популярность в других местах, но в 60-х и 70-х годах, когда методы хранения и ввода данных улучшились, он перерос в полноценное ЧПУ (компьютерное числовое управление).
С тех пор технологии, лежащие в основе хранения данных, вычислений и станков, постоянно совершенствовались, поэтому теперь мы можем иметь станки с ЧПУ на нашем рабочем месте или использовать их для создания гигантских сложных деталей из многих материалов.
ВИДЫ ФРЕЗЕРОВ
Хотя трехосевые фрезерные станки наиболее распространены, в некоторых случаях могут потребоваться дополнительные оси. Не все трехкоординатные станки способны на одно и то же. Здесь в игру вступает управление машиной.
Не все трехкоординатные станки способны на одно и то же. Здесь в игру вступает управление машиной.
Трехосевые фрезы могут перемещаться в трех направлениях: X, Y и Z. Однако в зависимости от аппаратного или программного обеспечения, которое управляет станком, он может быть не в состоянии точно перемещать все три одновременно, что требует использования терминов «2.5D. »Или« 2 + 1 »фрезерование. Это указывает на то, что, хотя фреза может резать, используя все три оси, она не может выполнять движения, в которых используются все три оси одновременно.Например, вместо того, чтобы выполнять плавную кривую в трехмерном пространстве, им пришлось бы двигаться сначала по осям X и Y, а затем по Z отдельно.
Еще одно общее различие между типами фрезерования – это фрезерование «3 + 2», которое описывает, как определенные пятикоординатные станки выполняют свои движения. В этой ситуации две оси вращения часто используются для правильной ориентации детали и для получения идеального угла инструмента, в то время как 3 нормальные оси используются для фрезерования. «Полные 5 осей» делают то же самое, но одновременно, при этом все пять осей движутся одновременно.Это действительно требует более сложного CAM, но сэкономит много времени при длительной работе и, вероятно, также обеспечит лучшую отделку поверхности благодаря отсутствию движений пуска и остановки.
«Полные 5 осей» делают то же самое, но одновременно, при этом все пять осей движутся одновременно.Это действительно требует более сложного CAM, но сэкономит много времени при длительной работе и, вероятно, также обеспечит лучшую отделку поверхности благодаря отсутствию движений пуска и остановки.
ХАРАКТЕРИСТИКИ ФРЕЗЕРНОГО СТАНКА
Технология фрезерных станков, наиболее важные из которых были затронуты в нашей недавней статье «Эволюция прецизионных инструментов», постоянно развивается. Некоторые методы, такие как использование охлаждающей жидкости для предотвращения перегрева детали и инструмента, используются десятилетиями, но другие, такие как обнаружение поломки инструмента, становятся все более популярными.
СОЖ через инструмент (источник)
Охлаждающая жидкость имеет решающее значение для предотвращения поломки инструмента, улучшения качества поверхности и продления срока службы инструмента во время большинства фрезерных операций.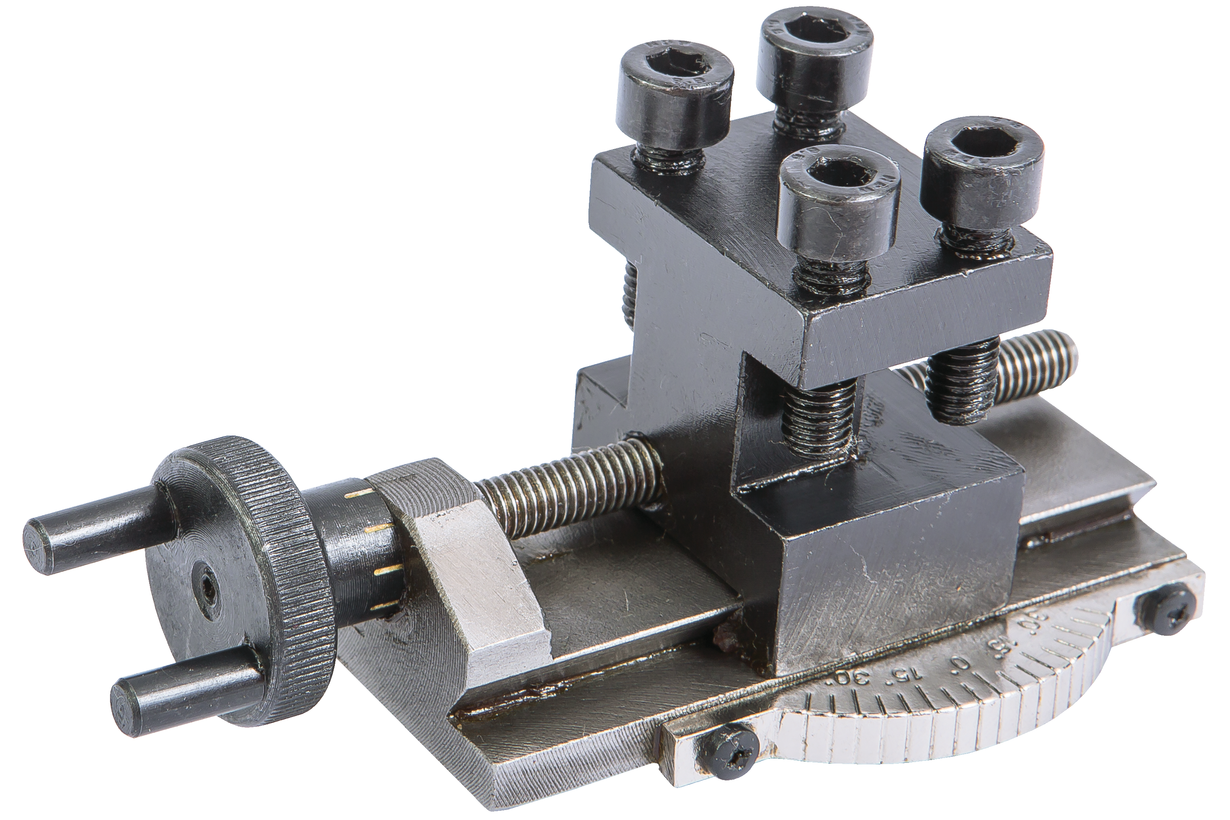 С годами он не только стал более распространенным и простым в использовании, но и с компьютерным управлением машины теперь могут увеличивать давление охлаждающей жидкости, включать и выключать охлаждающую жидкость, предупреждать пользователей о низких уровнях концентрации и также фильтровать ее. В дополнение к охлаждающей жидкости под высоким давлением и затоплением в настоящее время широко используется охлаждающая жидкость через инструмент, особенно при глубоком бурении, где сложнее подать СОЖ в зону резания, где она больше всего необходима.
С годами он не только стал более распространенным и простым в использовании, но и с компьютерным управлением машины теперь могут увеличивать давление охлаждающей жидкости, включать и выключать охлаждающую жидкость, предупреждать пользователей о низких уровнях концентрации и также фильтровать ее. В дополнение к охлаждающей жидкости под высоким давлением и затоплением в настоящее время широко используется охлаждающая жидкость через инструмент, особенно при глубоком бурении, где сложнее подать СОЖ в зону резания, где она больше всего необходима.
Осмотр инструмента и работы в середине работы оказал огромное влияние на увеличение времени работы фрезерных станков. Зонды могут проверять инструменты между операциями, предупреждать операторов о поломке или даже автоматически заменять новый инструмент. Некоторые машины могут даже обнаруживать износ инструмента во время работы и автоматически корректировать значения компенсации износа, чтобы ваши элементы и дальше оставались идеального размера.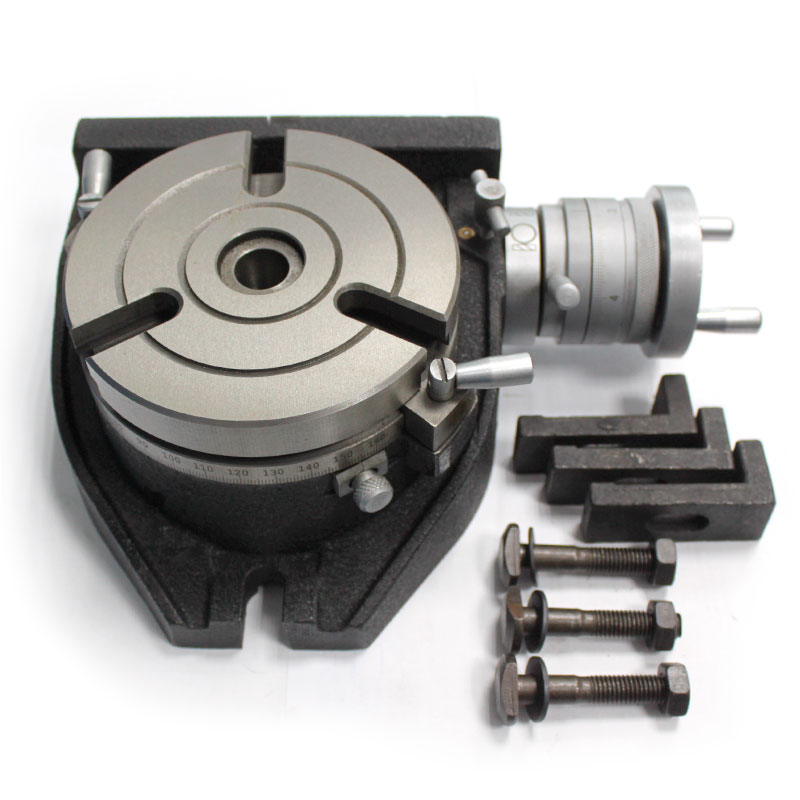 Зонды с рубиновыми наконечниками теперь также стали обычным явлением – их можно установить, как любой другой инструмент, в устройство смены инструмента и исследовать деталь или элемент для точного определения местоположения.А теперь, когда у каждого в кармане есть мощный компьютер, машины могут отправлять оповещения операторам удаленно. Все эти технологии сделали фрезерование отличных деталей проще, чем когда-либо, даже во время «отбоя», когда цех закрыт.
Зонды с рубиновыми наконечниками теперь также стали обычным явлением – их можно установить, как любой другой инструмент, в устройство смены инструмента и исследовать деталь или элемент для точного определения местоположения.А теперь, когда у каждого в кармане есть мощный компьютер, машины могут отправлять оповещения операторам удаленно. Все эти технологии сделали фрезерование отличных деталей проще, чем когда-либо, даже во время «отбоя», когда цех закрыт.
В Plethora мы идем еще дальше – сейчас самое время воспользоваться огромными достижениями в области вычислений и производства, чтобы навсегда изменить производство. Благодаря мощности умного программного обеспечения, многолетним знаниям в области обработки и высокотехнологичным обрабатывающим центрам Plethora теперь может поддерживать работу мельниц дольше, производить детали более эффективно и доставлять их вам с меньшими хлопотами.Спасибо, что присоединились к нам!
| Регулируемая расточная головка | Резцедержатель, используемый при расточных операциях, требующих диаметра отверстия больше диаметра инструмента. Регулируемую расточную головку можно настроить для растачивания отверстий разного диаметра. Регулируемую расточную головку можно настроить для растачивания отверстий разного диаметра. |
| угловые тиски | Тип тисков, в которых заготовка может располагаться под углом.Угловые тиски регулируются от нуля до 90 градусов. |
| беседка | Пруток прикреплен к шпинделю горизонтально-фрезерного станка. Втулка удерживает фрезу для различных типов фрезерных процессов. |
| основание | Фундамент машины, поддерживающий все остальные компоненты машины.Основание фрезерного станка обычно квадратное или прямоугольное. |
| ремень | Бесконечная петля из материала, используемая для передачи движения между двумя или более шкивами. Ремни на двигателе фрезерного станка можно перемещать только при выключенном шпинделе. Ремни на двигателе фрезерного станка можно перемещать только при выключенном шпинделе. |
| расточка | Процесс увеличения существующего отверстия с помощью одноточечного инструмента.Растачивание удаляет небольшое количество материала для достижения жестких допусков и отделки. |
| коробчатые направляющие | Две параллельные коробчатые направляющие, направляющие движение компонентов машины. Коробчатые направляющие помогают удерживать фрезерный стол вровень с коленом во время движения и также называются квадратными направляющими. |
| микросхемы | Кусок металла, снимаемый с заготовки во время резки или шлифования.Чипы – это крошечные завитки, осколки, фрагменты или частицы металла. |
| цанга | Устройство с разъемной втулкой, которое расширяется или сжимается для захвата режущего инструмента во время его вращения. Цанги бывают разных размеров, чтобы соответствовать конкретным диаметрам инструмента. |
| колонка | Вертикальная опора или каркас фрезерного станка.Колонна поддерживается основанием машины. |
| Фрезерный станок для колонн и колен | Фрезерный станок, шпиндель которого установлен в стойке, а рабочий стол опирается на регулируемое колено. Колонно-фрезерные станки являются наиболее распространенным типом ручных фрез. |
| резка | Использование одно- или многоточечных инструментов для отделения металла от заготовки в виде стружки. Процессы резки различаются в зависимости от требований к готовой детали. Процессы резки различаются в зависимости от требований к готовой детали. |
| глубина резания | Количество материала, удаленного за один проход режущего инструмента. Глубина резания определяет, насколько глубоко режущий инструмент проникает в поверхность заготовки во время резания. |
| Фрезы типа ласточкин хвост | Фреза, используемая для врезания в заготовку уголка «ласточкин хвост».Фрезы «ласточкин хвост» могут производить пазы под углом. |
| ласточкин хвост | Две параллельные угловые направляющие, направляющие движение компонентов машины. Способы «ласточкин хвост» помогают удерживать фрезерный стол на одном уровне с коленом во время движения. |
| дышло | Длинный металлический стержень, который продевается через шпиндель и прижимает резцедержатель к месту. Дышла могут быть ручными или электрическими. Дышла могут быть ручными или электрическими. |
| дрель | Многоточечный режущий инструмент, используемый для выполнения круглых отверстий. Сверла обычно имеют две канавки и заостренный конец. |
| сверлильный патрон | Тип резцедержателя, который удерживает сверла на фрезере. Патроны для сверл позволяют быстро устанавливать и снимать сверла. |
| сверлильный пресс | Станок, который можно использовать для различных операций по просверливанию отверстий. Сверлильные станки создают круглые отверстия в заготовках. |
| Концевая фреза | Фреза, используемая для обработки канавок, пазов, карманов и контуров в заготовках. Концевые фрезы имеют одну или несколько канавок. Концевые фрезы имеют одну или несколько канавок. |
| Резцедержатель концевой фрезы | Державка, удерживающая концевую фрезу с помощью установочного винта. Державки концевых фрез удерживают инструменты с большей жесткостью, чем оправки цангового типа. |
| концевое фрезерование | Операция фрезерования, при которой узкая фреза используется для создания карманов, пазов и контуров в заготовке.Концевое фрезерование можно резать как нижней, так и боковыми сторонами режущего инструмента. |
| торцевая фреза | Плоская фреза с несколькими режущими зубьями, окружающими нижнюю кромку. Торцевая фреза часто используется для удаления большого количества материала с целью создания плоских поверхностей. |
| торцевое фрезерование | Операция фрезерования, позволяющая получить плоскую поверхность детали.Торцевое фрезерование в основном используется на верхней поверхности заготовки. |
| канавка | Прямой или спиральный элемент с углублением на периферии фрезы. Канавки позволяют стружке стекать с разреза. |
| фасонное фрезерование | Операция фрезерования, при которой используется фреза уникальной формы для придания этой формы заготовке.Формовочное фрезерование часто используется для обработки зубчатых колес и других деталей, требующих особой формы. |
| переключатель вперед-назад | Основное управление направлением шпинделя, которое определяет, вращается ли шпиндель вперед или назад. Переключатель прямого / обратного хода также известен как переключатель диапазона высокого и низкого уровня. Переключатель прямого / обратного хода также известен как переключатель диапазона высокого и низкого уровня. |
| Фрезы полноборонние | Узкая фреза в форме круга с зубьями по обеим сторонам периферии.Полноразмерные фрезы используются на горизонтальных фрезах для создания вертикальных деталей детали. |
| шестерня | Круглый или цилиндрический механический элемент с зубьями, который используется для передачи энергии. Шестерни предназначены для зацепления друг с другом и могут изменять скорость, крутящий момент или направление механической энергии. |
| гибб | Устройство, используемое для уменьшения бокового люфта фрезерного стола при его перемещении из одного направления в другое. Гиббса помещают между путями и столом. Гиббса помещают между путями и столом. |
| Боковые фрезы | Узкая фреза в форме круга с зубьями на одной стороне периферии. Половинные фрезы используются на горизонтальных фрезах для создания вертикальных деталей детали. |
| головка | Деталь вертикального фрезерного станка, удерживающая шпиндель.Головка также содержит различные регуляторы скорости и подачи для мельницы. |
| винтовой | Обмотка в виде спирали или катушки. Винтовые канавки появляются на сверлах и концевых фрезах. |
| Болт с шестигранной головкой | Тип болта с шестигранной головкой. Болты с шестигранной головкой используются для затяжки дышлов. Болты с шестигранной головкой используются для затяжки дышлов. |
| Рычаг высокого-нейтрального-низкого положения | Элемент управления, который включает двигатель. Рычаг “высокий-нейтральный-низкий”, расположенный с правой стороны фрезерной головки, связан с переключателем прямого и обратного хода. |
| Горизонтально-фрезерный станок для колонн и колен | Фрезерный станок со шпинделем, параллельным земле, и рабочим столом станка.Горизонтальные фрезерные станки с колонной и коленом встречаются реже, чем фрезерные станки с вертикальной колонной и коленом. |
| индексируемый | Имеет несколько режущих кромок, которые можно переставить, чтобы открыть новую режущую кромку. Индексируемые пластины на торцевой фрезе можно повернуть на другую режущую кромку, если исходная кромка изношена или повреждена. Индексируемые пластины на торцевой фрезе можно повернуть на другую режущую кромку, если исходная кромка изношена или повреждена. |
| вставки | Режущий инструмент с несколькими используемыми режущими кромками.Вставки обычно очень твердые и износостойкие. |
| прерывистая резка | Процесс резания, при котором режущая кромка инструмента входит и выходит из контакта с поверхностью заготовки. Прерывистая резка также известна как прерывистая резка. |
| губка | Компонент на тисках, который захватывает и удерживает заготовку на месте.Зажимы тисков, используемых при фрезеровании, регулируются. |
| колено | Приспособление, которое поддерживает рабочий стол мельницы снизу. Колено можно использовать для регулировки рабочего стола на разной высоте. Колено можно использовать для регулировки рабочего стола на разной высоте. |
| коленная рукоятка | Ручка, используемая для подъема и опускания колена и рабочего стола фрезерного станка.Коленный кривошип оснащен микрометром, который позволяет операторам постепенно регулировать скорость подачи. |
| контргайка | Гайка, которая используется для предотвращения смещения регулировочной гайки микрометра. Контргайка расположена под гайкой регулировки микрометра. |
| Маховик ручной подачи | Маховик, расположенный на передней части фрезерной головки, управляет подачей пиноли.Маховик ручной подачи используется для очень точных движений пиноли. |
| ручные фрезы | Станок, управляемый оператором, который использует многоточечный инструмент для удаления металла с поверхности заготовки.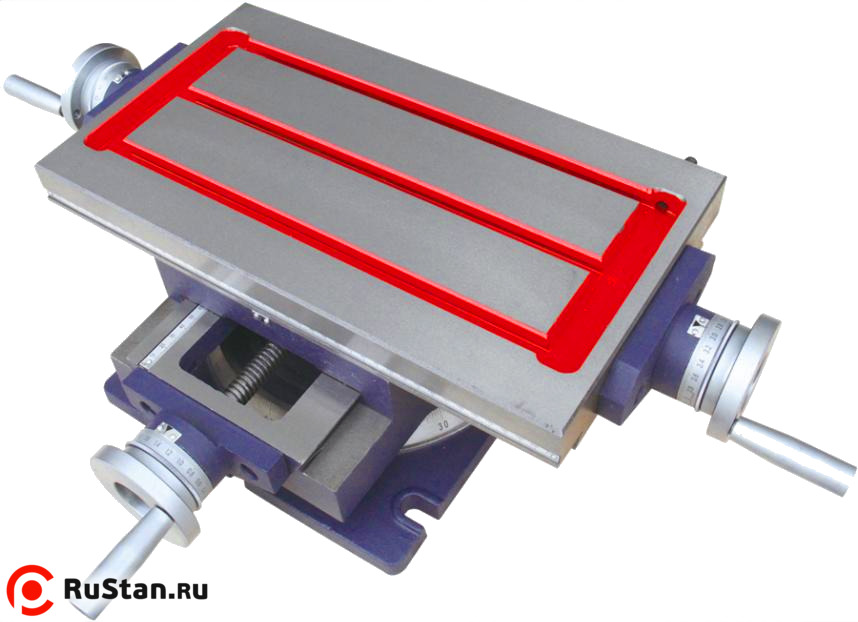 Ручные фрезы классифицируются по ориентации шпинделя, как вертикальные или горизонтальные. Ручные фрезы классифицируются по ориентации шпинделя, как вертикальные или горизонтальные. |
| микрометр | Измерительный прибор с резьбовым шпинделем, который медленно продвигается к небольшой наковальне.Доступны микрометры различных типов для измерения различных размеров и характеристик. |
| Гайка регулировки микрометра | Гайка, расположенная на стержне с резьбой, которая используется для определения глубины шпинделя. Гайка регулировки микрометра на головке фрезы пронумерована в тысячных долях дюйма или сотых долях миллиметра. |
| станок фрезерный | Станок, который использует многоточечный инструмент для удаления металла с поверхности заготовки.Фрезерные станки еще называют мельницами. |
| мельницы | Вращающийся многоточечный режущий инструмент, который направляется вдоль заготовки для удаления металла. Фрезерные станки также могут называться мельницами. |
| мотор | Машина, преобразующая одну форму энергии, например электричество, в механическую энергию или движение.Двигатель на фрезерной головке приводит в действие систему ремня и шкивов, которая затем вращает шпиндель. |
| многоточечный инструмент | Режущий инструмент с несколькими режущими кромками. К многоточечным инструментам относятся фрезы и сверла. |
| перед | Деталь горизонтального фрезерного станка, которая достигает заготовки и рабочего стола. Верхняя рука поддерживает шпиндель и оправку. Верхняя рука поддерживает шпиндель и оправку. |
| параллельно | Две линии или оси, которые равноудалены друг от друга во всех точках по своей длине и, следовательно, никогда не пересекаются. На горизонтальной фрезере шпиндель параллелен рабочему столу. |
| параллелей | Две прямоугольные полосы или блоки из прецизионного металла, которые помогают удерживать заготовку в тисках.Параллели позволяют поднять заготовку на желаемую рабочую высоту в тисках. |
| перпендикулярно | Встреча под прямым углом. На вертикальной фрезере шпиндель расположен перпендикулярно рабочему столу. |
| средства индивидуальной защиты | СИЗ. Любые из различных предметов одежды или защитных устройств, которые сборщики или операторы должны носить для обеспечения своей безопасности.К средствам индивидуальной защиты при фрезеровании относятся защитные очки. Любые из различных предметов одежды или защитных устройств, которые сборщики или операторы должны носить для обеспечения своей безопасности.К средствам индивидуальной защиты при фрезеровании относятся защитные очки. |
| подача питания | Метод автоматического перемещения заготовки или компонента станка. Подача мощности на фрезу включается рукояткой включения механической подачи и регулируется переключателем подачи пиноли. |
| Кривошип включения механической подачи | Переключатель, который устанавливает автоматический запуск подачи пиноли.Кривошип включения механической подачи включает механическую подачу, а селектор подачи пиноли регулирует автоматическую скорость подачи. |
| Блок питания | Блок управления, который позволяет столу автоматически перемещаться из стороны в сторону. Блок механической подачи прикреплен к столу мельницы и должен быть сначала установлен оператором. Блок механической подачи прикреплен к столу мельницы и должен быть сначала установлен оператором. |
| приводные тяги | Тип дышла, который автоматически переводит резцедержатель в безопасное положение.Приводные дышла обычно управляются переключателем, установленным на машине. |
| шкив | Установка на машине, состоящей из двух круглых фиксированных шкивов. Система шкивов имеет один шкив, который приводит в действие и перемещает ремень, который, в свою очередь, перемещает другой шкив. |
| Быстросменный инструмент | Система крепления инструмента, в которой используется основная инструментальная оправка с набором сменных державок.Быстросменный инструмент увеличивает скорость производства. |
| перо | Вал, который перемещает шпиндель внутрь и наружу фрезерной головки. Ручка подачи пиноли управляет основными вертикальными движениями пиноли, а маховик ручной подачи позволяет выполнять более мелкие и точные движения. |
| перо | Компонент фрезы, который перемещает шпиндель в фрезерную головку и из нее.Подачу иглы можно контролировать вручную или автоматически. |
| Ручка подачи иглы | Главный рычаг, используемый для ручного перемещения пиноли. Ручка подачи пиноли расположена в нижней правой части головки фрезы и управляет подачей пиноли. |
| Селектор подачи иглы | Ручка на левой стороне фрезерной головки, которая позволяет оператору устанавливать автоматическую скорость подачи пиноли. Селектор подачи иглы имеет три настройки подачи, которые составляют малые доли дюйма или миллиметра. Селектор подачи иглы имеет три настройки подачи, которые составляют малые доли дюйма или миллиметра. |
| модернизация | Для модификации станка или инструмента новой деталью. Дооснащение ручных фрез быстросменным инструментом сокращает время, затрачиваемое на замену державок. |
| оборотов в минуту | об. / Мин.Измерение скорости, которое отслеживает, сколько раз компонент машины вращается за одну минуту. Число оборотов в минуту измеряет скорость шпинделя на фрезерном станке. |
| жесткость | Состояние заготовки, станка или станка, характеризующееся жесткостью и неподвижностью. Жесткие компоненты надежно фиксируются на месте. |
| поворотные основания | Вращающееся основание на дне тисков. Поворотные основания могут позиционировать заготовку под разными углами к осям X и Y. Поворотные основания могут позиционировать заготовку под разными углами к осям X и Y. |
| седло | Компонент машины, который перемещает рабочий стол назад и вперед от колонны. Седло на колонно-коленном станке опирается на колено. |
| установочный винт | Тип винта, часто без головки, используемый для удержания устройства на месте относительно других компонентов.Установочные винты используются с державками концевых фрез. |
| скорлупа | Фреза с твердыми неизвлекаемыми режущими кромками по всей периферии. Режущие кромки корпусной фрезы часто имеют спиралевидную форму, как у концевой фрезы. |
| фрезерование слябов | Операция фрезерования, при которой используется цилиндрическая фреза на оси, параллельной рабочему столу, для создания плоской поверхности. Фрезерование слябов осуществляется на горизонтальных станах. Фрезерование слябов осуществляется на горизонтальных станах. |
| паз | Операция фрезерования, при которой в поверхности детали вырезается длинный прямоугольный канал. Для обработки пазов используется круглая дисковая фреза. |
| Маховик переключения скоростей | Ручка управления переменной скоростью, позволяющая оператору регулировать скорость шпинделя.Маховик изменения скорости на фрезере регулирует скорость шпинделя постепенно в двух диапазонах скорости: высокой или низкой. |
| шпиндель | Компонент машины, которая вращается или вращается. Шпиндель удерживает режущий инструмент на ручной фрезере. |
| глубина шпинделя | Расстояние внутри заготовки, которое достигает шпиндель во время операции резания. Глубина шпинделя регулируется регулировочной гайкой микрометра или коленом. Глубина шпинделя регулируется регулировочной гайкой микрометра или коленом. |
| подача шпинделя | Скорость, с которой шпиндель входит и выходит из фрезерной головки. Подача шпинделя контролируется рукояткой подачи пиноли или маховиком ручной подачи. |
| Скорость шпинделя | Скорость вращения шпинделя станка.Скорость шпинделя обычно измеряется в оборотах в минуту (об / мин). |
| прямоугольные | Две параллельные квадратные направляющие, направляющие движение компонента машины. Квадратные направляющие помогают удерживать фрезерный стол вровень с коленом во время движения и также называются коробчатыми направляющими. |
| упорные штанги | Устройства управления, используемые для ограничения перемещения стола, автоматизированного блоком подачи энергии. Стопорные стержни расположены на передней части стола мельницы. Стопорные стержни расположены на передней части стола мельницы. |
| двухкоординатный фрезерный станок | Операция фрезерования, при которой используются две параллельные фрезы, прикрепленные к оправке фрезы, для создания двух идентичных параллельных вертикальных элементов заготовки. Вертикальное фрезерование осуществляется на горизонтальной фрезу. |
| снятие резьбы | Состояние, при котором винт имеет поврежденную резьбу в результате чрезмерной затяжки.Обрыв резьбы может произойти при затягивании дышла мельницы вручную. |
| державки | Устройство, используемое для жесткой фиксации режущего инструмента. Державки могут содержать вставки или более крупные инструменты. |
| Фрезы для Т-образных пазов | Т-образная фреза, которая обрабатывает часть Т-образного паза в заготовке.Фрезы с Т-образным пазом часто напоминают зубчатый диск, установленный на узком плече. |
| Тройник | Операция фрезерования, при которой используется Т-образная фреза для прорезания канала в форме перевернутой буквы Т в заготовке. Т-образные пазы часто используются для обработки рабочих столов. |
| регулятор скорости | Регулятор скорости на мельнице с диапазоном высокой и низкой скорости.Скорости могут быть установлены на любую скорость в диапазоне высоких и низких скоростей. |
| Станок вертикально-фрезерный для колонн и колен | Ручной фрезерный станок со шпинделем, перпендикулярным земле, и рабочим столом станка. Вертикальные фрезерные станки с колонной и коленом встречаются чаще, чем горизонтальные. Вертикальные фрезерные станки с колонной и коленом встречаются чаще, чем горизонтальные. |
| тиски | Приспособление для зажима обрабатываемой детали с двумя губками, которые захватывают и удерживают заготовку на месте.Тиски часто используются для удержания заготовок на мельнице. |
| путей | Две параллельные направляющие, которые направляют движение компонента машины. Способы удержания рабочего стола мельницы прямо и параллельно колену во время движения. |
| опора | Устройство, используемое для удержания и определения местоположения заготовки.Оснастка используется для удержания заготовки на фрезере в неподвижном состоянии. |
| рабочий стол | Компонент станка, поддерживающий заготовку и любые зажимные приспособления. Рабочий стол ручной фрезы перемещается из стороны в сторону, вперед и назад. |
| Ось X | Линейная ось, которая представляет движения и позиции слева или справа от оператора.Ось X представляет собой координаты положения на самом большом расстоянии параллельно рабочему столу на фрезерном станке. |
Сравнение фрезерных станков и токарных станков
Большинство современных производственных центров имеют как фрезерные, так и токарные станки. Каждый станок следует одному и тому же принципу обработки, известному как субтрактивная обработка, когда вы начинаете с блока материала, а затем формируете этот материал в соответствии с желаемыми характеристиками. Как на самом деле форма детали – это ключевое различие между двумя станками.Более глубокое понимание различий поможет установить нужную деталь в нужную машину, чтобы максимизировать их возможности.
Пример токарного станка
Пример фрезерного станка
Операция
Основное различие между фрезерным станком и токарным станком – это соотношение заготовки и инструмента.
Станки токарные
В токарном станке обрабатываемая деталь вращается вокруг своей оси, а режущий инструмент – нет.Это называется «точением» и эффективно для создания цилиндрических деталей. Общие операции, выполняемые на токарном станке, включают сверление, растачивание, нарезание резьбы, нарезание внутренних и наружных канавок и отрезку. Токарный станок – лучший выбор для создания быстрых, воспроизводимых и симметричных цилиндрических деталей.
Фрезерные станки
Для фрезерных станков все наоборот. Инструмент фрезерного станка вращается вокруг своей оси, а заготовка – нет. Это позволяет инструменту приближаться к заготовке во многих различных направлениях, которые требуются для более сложных и сложных деталей.Если вы можете запрограммировать это, вы можете сделать это на фрезерном станке, если у вас есть надлежащий зазор и вы выберете подходящий инструмент.
Лучшая практика
Лучшая причина использовать фрезерный станок для предстоящего проекта – универсальность. Варианты оснастки для фрезерного станка безграничны, с сотнями доступных специальных режущих инструментов и концевых фрез различных стилей, которые гарантируют, что вы от начала до конца справитесь с каждой работой. Фреза также может разрезать более сложные детали, чем токарный станок.Например, невозможно эффективно обработать на токарном станке что-то вроде впускного коллектора двигателя. Для успешной обработки таких сложных деталей потребуется фрезерный станок.
Хотя токарные станки более ограничены в использовании, чем фрезерные станки, они лучше подходят для обработки цилиндрических деталей. Хотя фрезерный станок может делать те же разрезы, что и токарный станок, для создания одной и той же детали может потребоваться несколько настроек. Когда необходимо непрерывное производство цилиндрических деталей, токарный станок превосходит мельницу и увеличивает как производительность, так и эффективность.
Токарная обработка, фрезерование и сверление – Trimantec
Что такое обработка?
В предыдущем блоге мы сосредоточились на будущем 3D-печати, также известной как аддитивное производство. Аддитивное производство требует наложения слоев материала друг на друга для формирования трехмерного объекта. Обработка – это еще один метод изготовления того же объекта. Вместо добавления материала удаление материала приводит к желаемой форме. Можно сказать, что 3D-печать похожа на кладку кирпичей, а обработка – это как лепка.
При обработке несколько операций выполняются в запланированной последовательности для достижения наилучших результатов. Мы рассмотрим три наиболее распространенных операции, включая токарную обработку, сверление и фрезерование. Обработка – это очень распространенный и универсальный производственный процесс. Таким образом, этими тремя методами можно обрабатывать различные типы материалов. Металлы, пластмассы, композиты и дерево – все возможные материалы для обработки.
Содержание:
Типы станковОдноточечные инструменты –
- Процесс токарной обработки: этот тип инструмента вращает заготовку, в то время как режущий инструмент движется линейно.Этот процесс может быть выполнен вручную или автоматически
Многоточечные инструменты –
- Процесс сверления: Инструмент создает или уточняет круглые отверстия в заготовке. Обычно это делается с помощью вращающегося инструмента с двумя или четырьмя спиральными режущими кромками
- Процесс фрезерования: этот тип инструмента создает дизайн путем удаления материала с обрабатываемой детали путем вращения режущего инструмента
Одноточечные и многоточечные инструменты
От желаемой формы материала будет зависеть, какие инструменты вам понадобятся для работы.Два основных типа режущих инструментов – это одноточечные и многоточечные инструменты. Используйте одноточечные инструменты для точения, растачивания и строгания. Используйте многоточечные инструменты для фрезерования и сверления. Крайне важно правильно использовать и обслуживать режущие инструменты для обеспечения качества. К сожалению, надлежащее обслуживание оборудования и инструментов может стать дорогостоящим.
Инструмент доступен из различных материалов. Наиболее распространены карбид и быстрорежущая сталь. Вы можете использовать быстрорежущую сталь (HSS) для фрезерования общего назначения.Но выбирайте карбид для обработки более твердой и твердой инструментальной стали.
Скорость резания, подача, глубина
Скорость резания, подача и глубина резания – все это параметры, которые следует учитывать при обработке. Материал заготовки, инструментальный материал и размеры будут влиять на эти параметры. Скорость резания означает, насколько быстро режущий инструмент врезается в материал заготовки. Он измеряется в поверхностных футах в минуту. Подача резания означает, насколько быстро заготовка перемещается поперек своей оси к режущему инструменту.Измеряется в дюймах в минуту.
Калькуляторы скорости и подачи
Калькулятор скорости вращения и подачи
Калькулятор скорости сверления и подачи
Калькулятор скорости фрезерования и подачи
Как и при художественной лепке, заготовка сначала подвергается одному или нескольким черновым резаниям. Их цель – максимально приблизиться к готовой форме и размерам. После этапа черновой обработки выполняется чистовой пропил для достижения окончательных размеров, допусков и чистоты поверхности.Чистовые пропилы обычно выполняются при малых подачах и глубине. Применение смазочно-охлаждающей жидкости во время обеих фаз резания охлаждает и смазывает режущий инструмент.
Станок токарный
Токарная обработка предполагает вращение заготовки, в то время как режущий инструмент движется линейно. В результате получается цилиндрическая форма. Токарный станок – лучший выбор для всех токарных операций.
Как и большинство операций обработки, токарная обработка выполняется вручную или автоматически. Обратной стороной ручной токарной обработки является необходимость постоянного наблюдения.Автоматического поворота нет. С числовым программным управлением или ЧПУ вы программируете все движения, скорости и смену инструментов в компьютер. Эти инструкции затем отправляются на токарный станок для завершения. ЧПУ обеспечивает согласованность и эффективность больших производственных циклов.
Одноточечные режущие инструменты, используемые при токарной обработке, бывают разных форм. Они расположены под разными углами для достижения самых разных результатов.
Калькулятор скорости вращения и подачи
Машинное сверление
При сверлении образуется круглое отверстие в заготовке.Для сверления предназначен сверлильный станок или резьбонарезной станок, но этот процесс можно выполнить и на фрезерном станке. Стружка – это отходы металла, образующиеся при обработке заготовки. Форма сверла способствует отрыву стружки от заготовки, защищая заготовку от мусора.
Размещение сверла перпендикулярно заготовке уменьшает смещение или опрокидывание. Для еще большей точности перед сверлением часто добавляют операцию центровочного сверления. Некоторые буровые работы требуют углового сверления.Для углового сверления требуется специальный инструмент. Другие варианты включают: вращение головки на ручном станке или использование нескольких осей на станке с ЧПУ.
Способы предотвращения заноса включают:
- Литье / литье / ковка марки
- Центровочная перфорация
- Точечное сверление / центровочное сверление
- Точечная облицовка
Как и в случае токарных операций, существуют различные сверла для определенных операций сверления. Ниже приведены несколько специальных сверл с указанием их конкретного применения.
- Spotting Drills – короткие сверла, используемые для создания неглубоких или пилотных отверстий. При использовании более длинного сверла для этих неглубоких отверстий оно может иметь тенденцию к смещению.
- Peck Drilling – частое втягивание сверла помогает удалить стружку с заготовки и предотвратить смещение.
- Сверла для шуруповерта – эти короткие сверла позволяют создавать прямые и точные отверстия без предварительной нарезки. Зажимные развертки
- – используются для увеличения ранее просверленных отверстий до очень точных диаметров.
Калькулятор скорости сверления и подачи
Процесс фрезерования
Операции фрезерования включают использование многоточечных дисковых фрез для удаления материала с заготовки.
Существует два основных типа фрезерных операций: торцевое фрезерование и периферийное фрезерование. Торцевое фрезерование позволяет вырезать плоские поверхности в заготовке и углубления с плоским дном. Подача может быть как горизонтальной, так и вертикальной. Периферийное фрезерование позволяет резать глубокие пазы, резьбу и зубья шестерен.
Заготовку можно подать в режущий инструмент двумя способами. Обычное фрезерование включает подачу заготовки против вращения фрезы. Это рекомендуемый метод для ручных фрезерных станков. С другой стороны, фрезерование с подъемом подает заготовку в том же направлении, что и вращение фрезы. Это предпочтительный метод для фрезерования с ЧПУ.
Фрезерование лучше всего применять как вторичный процесс для уже обработанной детали. Он помогает обозначить особенности и служит «финишным слоем».Используйте фрезерование как вторичный процесс для добавления таких элементов, как отверстия, пазы, карманы и контуры.
Калькулятор скорости фрезерования и подачи
Инновации в обработке
При обработке идеально гладкой, точной и функциональной заготовки нужно многое. Это требует большого внимания к деталям и опыта. Токарная обработка, сверление и фрезерование – это лишь некоторые из наиболее распространенных процессов обработки. Они существуют уже много-много лет. К счастью, с развитием ЧПУ обработка значительно улучшилась.В то время как традиционная обработка по-прежнему имеет свою цель в производстве, обработка с ЧПУ занимает лидирующие позиции. Это помогает упростить крупномасштабное производство с последовательностью и эффективностью. Если вы хотите быть в курсе последних инноваций и новостей, American Machinist – отличный ресурс.
За более чем 20 лет работы в качестве поставщика производственных решений мы уверены в нашей способности разработать индивидуальное решение, соответствующее вашим потребностям. Остались вопросы? Не стесняйтесь связаться с нами и отправить нам сообщение или запрос предложения.
.