Основные этапы технологического процесса: Основные этапы технологического процесса | Проектирование и разработка изготовления деталей
alexxlab | 13.07.2023 | 0 | Разное
Этапы технологического процесса
Таблица 5.19
При проектировании принципиальной схемы маршрута обработки решаются следующие вопросы:
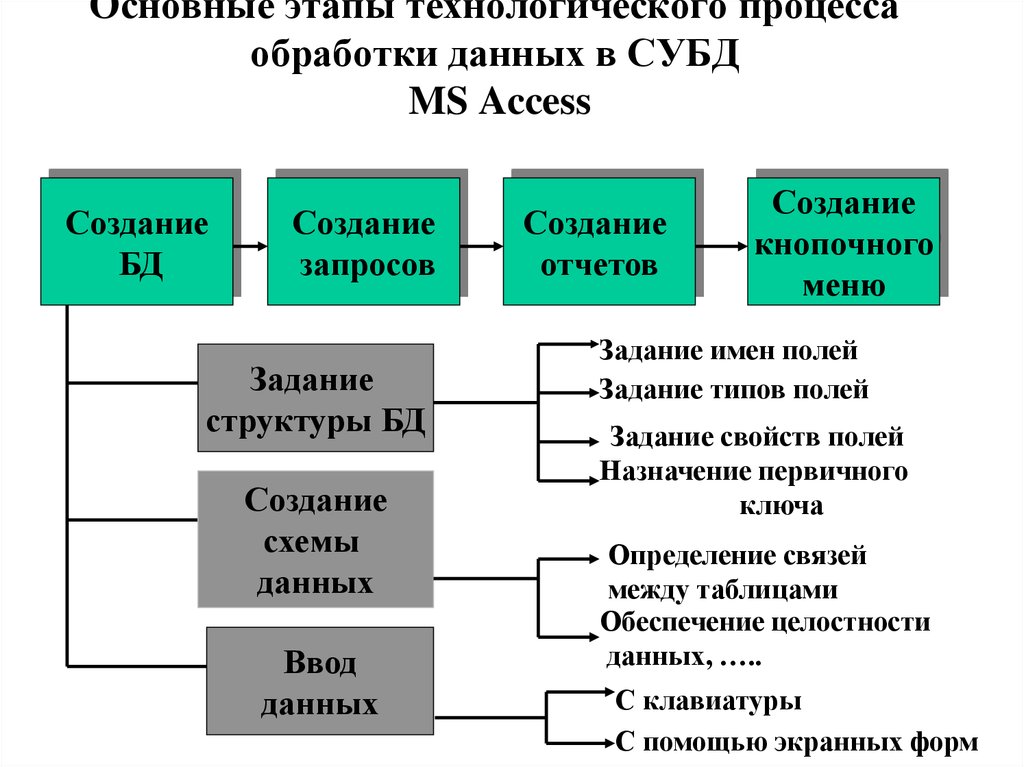
1. Составляется укрупненный план обработки заготовки, устанавливающий последовательность операций (или групп операций), а также содержание и место в плане обработки термических, гальванических, слесарных, контрольных операций. При этом в качестве основы может быть выбран типовой маршрут-аналог или использованы рекомендации (табл. 5.19) по разбиению маршрута на этапы. Количество этапов или стадий для каждой конкретной детали может быть различным.
2. Проверка возможности использования
при базировании на первых операциях
необрабатываемых поверхностей детали,
связанных размерами или соотношениями
точности взаимного расположения с
обработанными поверхностями (см. правила
выбора баз на первой операции в разд.
3. Выявление технологических комплексов поверхностей (как правило, основные конструкторские базы), представляющих собой совокупность поверхностей, которые следует обрабатывать с соблюдением принципа постоянства баз, т. е. с одной установки (по возможности) и без смены позиции.
Как известно, точность взаимного положения поверхностей одного такого комплекса определяется лишь погрешностями обработки и не зависит от погрешностей установки. Поэтому в технологический комплекс обычно включают поверхности, связанные жесткими допусками на взаимное положение.
Производят «технологическую разметку»
чертежа. Поверхности, подлежащие
обработке, обозначают на чертеже детали
номером.
4. Выбор, первого (базового) комплекса поверхностей. В первый технологический комплекс необходимо включить те поверхности, которые составят постоянный комплект технологических баз, или поверхности, которые войдут в разные комплекты баз для последующих операций.
5. Подбор типов оборудования и выбор схем установки для всех этапов обработки каждого технологического комплекса поверхностей; установление рациональной очередности обработки разных технологических комплексов.
6. Уточнение перечня специальных и вспомогательных операций и их места в маршруте обработки заготовки.
7. Уточнение условий на поставку заготовки.
В ряде случаев необходимо провести в
заготовительных цехах высокотемпературный
отжиг заготовок для снятия внутренних
напряжений, а также отрезку литников и
прибылей и выполнение обдирки для снятия
напусков.
Количество этапов для конкретной детали может быть различным в зависимости от конструктивных особенностей детали: вида и материала заготовки, точности и шероховатости поверхностей детали, ее термообработки.
Для конкретной детали обычно используются не все этапы. Например, при токарно-револьверной обработке деталей из прутка совмещаются этапы 2 и 4. Для корпусных деталей из чугуна и цветных сплавов вся обработка сосредоточена на 3-м и 4-м этапах и т. д.
Обработка поверхности детали производится в следующей последовательности:
а) в первую очередь создают базы для дальнейшей обработки, т. е. обрабатывают поверхности, принятые за базы, используя первые операции технологического маршрута, при этом черновыми базами служат необработанные поверхности;
б) обрабатывают поверхности, где дефекты недопустимы, и поверхности, определяющие контур и габариты детали. На этом этапе снимают основную массу металла;
в) определяют дальнейшую последовательность обработки поверхностей, руководствуясь системой простановки размеров, в первую очередь желательно обрабатывать те поверхности, относительно которых координировано большинство других поверхностей;
г) обрабатывают все поверхности детали
в последовательности обратной их
точности, самая точная поверхность
обычно обрабатывается в последнюю
очередь. При обработке точных поверхностей
При обработке точных поверхностей
д) учитывают влияние термической обработки на технологический процесс путем введения дополнительных операций, так как после термообработки точность понижается, например, у зубчатых колес на одну степень точности вследствие коробления, окисления и т. п.;
е) выполняют обработку не основных поверхностей (нарезание резьбы, снятие фасок и пр.) на стадии чистовой обработки;
д) обрабатывают легко поврежденные поверхности;
з) планируют операции технического контроля перед сложными и дорогостоящими операциями, а также в конце обработки.
Сведения о характеристиках обрабатываемой
поверхности и методах ее обработки, о
детали в целом дают возможность наметить
тип станка, вид инструмента, средства
и методы контроля. Присутствие сложных
поверхностей указывает на необходимость
применения оборудования определенного
назначения (зубофрезерного, копировального
и т.
Предусматриваются и необходимые контрольные операции с выбором средств технического контроля и измерений. Контрольно-измерительные средства выбирают в зависимости от точности контролируемого параметра и конструктивных особенностей изделия.
Выбранные средства технологического оснащения уточняются при определении содержания операций.
Рассмотрим несколько примеров проектирования технологических маршрутов для различных типов корпусных деталей.
|
Требования к технологическому процессу и основные этапы его разработки Категория: Нарезание резьбы Любой технологический процесс должен отвечать следующим требованиям.  Технологический процесс слесарной обработки включает в себя следующие этапы: анализ чертежа детали; выбор заготовки; выбор технологических баз; составление маршрута обработки заготовки; проектирование операций. Анализ чертежа детали, подлежащей изготовлению, — первый и один из наиболее ответственных этапов. На этом этапе знакомятся с назначением, конструкцией и потребным количеством деталей, с требованиями, предъявляемыми к ее изготовлению и эксплуатации, оценивают технологичность детали. Основное внимание уделяют анализу технологичности детали. Технологичной считается такая конструкция детали, которая позволяет изготовить деталь с высокими производительностью и качеством при минимальных затратах времени и средств, необходимых на технологическую подготовку производства, изготовление, эксплуатацию и ремонт этой детали. Отработка конструкции детали на технологичность — сложный процесс, требующий большого опыта, знаний и творческого подхода. В частности, необходимо оценить, насколько обоснована точность изготовления детали. Выбор исходной заготовки и способа ее получения производят только после отработки изделия на технологичность. Заготовкой называют предмет труда, из которого путем изменения формы, размеров, свойств поверхности или материала получают деталь. Чем ближе свойства заготовки к свойствам детали, тем меньше потребуется времени и средств на ее обработку. Однако чем ближе по своим свойствам заготовка к детали, тем она дороже. Поэтому можно считать, что заготовка выбрана правильно только в том случае, если суммарные затраты на ее изготовление и обработку являются минимальными. Вид заготовки определяется материалом детали, потребным количеством этих деталей, конфигурацией и размерами детали. В инструментальном производстве применяют разнообразные материалы — стали, чугуны, цветные металлы и сплавы, металлокерамику, пластмассы и др. Все они имеют различные химические, физические, механические и технологические свойства. Например, заготовки из стали, большинства цветных металлов и сплавов могут быть получены обработкой давлением (прокаткой, штамповкой, ковкой), а заготовки из чугуна — отливкой. Инструментальное производство машиностроительных предприятий носит мелкосерийный и единичный характер. Это определяет и тип заготовок, используемых при изготовлении различных инструментов и приспособлений. Штампованные и литые заготовки скоб и шаблонов применяют в условиях специализированных предприятий для больших партий изделий. Большинство деталей мелких штампов изготовляют из проката. Сложные корпусные детали изготовляют из сварных заготовок. Наиболее широко в инструментальных цехах машиностроительных предприятий используют заготовки из проката: круглые, квадратные, шестигранные прутки; трубы; полосы; ленты; плиты. Выбор технологических баз. Технологической базой называют поверхность, ось или точку, принадлежащие заготовке и используемые для определения ее положения в процессе обработки. Каждое свободное абсолютно твердое тело имеет шесть степеней свободы относительно трех координатных осей: оно может вращаться относительно каждой из осей и перемещаться параллельно каждой из них. Для того чтобы в процессе обработки заготовка не изменяла своего положения, необходимо лишить ее всех шести степеней свободы. Следовательно, для этого требуется шесть опорных точек 1—6. Для размещения этих точек на заготовке обычно выбирают три поверхности или заменяющие их сочетания поверхностей. Тогда доступ к остальным поверхностям остается свободным и их можно обрабатывать. К заготовке прикладывают силы, которые обеспечивают постоянный контакт опорных точек заготовки и приспособления при ее обработке. Наряду с технологическими у заготовки имеются и измерительные базы. Ими могут быть поверхности, оси, точки или сочетания поверхностей. Относительно измерительных баз определяют положение других поверхностей заготовки (например, при разметке). Рис. 1. Схема базирования заготовки на шесть точек Базовые поверхности обрабатывают первыми. Их качество определяет точность положения заготовки в приспособлении. Для достижения высокой точности обработки следует соблюдать принцип постоянства баз. Это значит, что на различных операциях в качестве технологических и измерительных баз необходимо, по возможности, использовать одни и те же поверхности и даже одни и те же участки поверхностей. Предпочтительно также, чтобы установочные и измерительные базы совпадали, т. е. их функции выполняли одни и те же поверхности. Если возможно, технологические и измерительные базы следует совмещать с конструкторскими (сборочными) базами. Ими являются поверхности детали, которые определяют ее положение относительно других деталей в собранном изделии. Составление технологического маршрута обработки заготовки — ответственный этап проектирования технологического процесса. Технологическим маршрутом называют последовательность прохождения заготовки детали или сборочной единицы по цехам и производственным участкам предприятия при выполнении технологического процесса изготовления или ремонта. Основными задачами этого этапа являются: определение последовательности операций или уточнение последовательности операций по типовому технологическому маршруту; определение состава средств технологического оснащения. Средствами технологического оснащения называют совокупность орудий производства, необходимых для выполнения технологического процесса. Средства техноло-нического оснащения включают в себя технологическое оборудование и технологическую оснастку. Технологическое оборудование — это те средства технологического оснащения, в которых для выполнения определенной части технологического процесса размещают материал или заготовку, средства воздействия на них, а также технологическую оснастку. Технологический маршрут слесарной обработки можно условно разделить на несколько частей. 1. Операции подготовки заготовки под обработку. К ним относят правку заготовки, обработку базовых поверхностей, разметку и соединение нескольких заготовок под совместную последующую обработку. При высоком качестве заготовок операцию правки исключают. Если нет возможности производить совместную обработку заготовок, в технологический маршрут не включают и операцию по их соединению. 2. Операции обработки заготовки. На стадии разработки маршрута выбирают методы обработки каждой поверхности, технологическое оборудование, режущий инструмент, технологическую оснастку и контрольно-из-мерительный инструмент. 3. Операции термической обработки и покрытий. 4. Контрольные операции. Обычно качество детали контролируют после ее окончательной обработки. Для ответственных, дорогих изделий в технологический маршрут включают контроль после наиболее ответственных операций обработки. Технологический маршрут слесарной обработки проектируют в такой последовательности: сначала выбирают технически возможные методы обработки каждой поверхности в отдельности; затем формируют возможные варианты операций; на основе анализа затрат по различным вариантам выбирают наиболее экономичный вариант маршрута обработки. При выборе технологических методов руководствуются следующими правилами. 1. Сначала назначают метод конечной обработки, который должен обеспечивать качество поверхности, заданное чертежом детали. Затем последовательно назначают предшествующие ему методы обработки. 2. Предшествующий метод обработки должен обеспечивать минимально необходимый припуск на последующую обработку. 3. Каждый последующий метод обработки должен быть точнее предыдущего, так как его применение обусловлено необходимостью уменьшить погрешность предыдущей обработки. 4. Обработку возможно большего числа поверхностей одной заготовки рационально осуществлять одним и тем же методом. 5. Виды и число методов обработки должны обеспечивать наиболее экономичный переход от поверхностей заготовки к поверхностям детали при заданном качестве. При проектировании операций руководствуются следующими соображениями. 1. Операцию формируют по общности метода обработки. Это значит, что в операцию объединяют изготовление тех поверхностей, для которых был выбран один и тот же метод обработки или методы, близкие по принципу формообразования. 2. На одной операции стремятся обработать поверхности с приблизительно одинаковыми требованиями к их качеству. Например, нерационально черновое и чистовое шлифование проводить на одной операции, так как для чернового шлифования можно использовать менее точный станок, а для чистового — более точный. 3. Для каждой операции выбирают средства технологического оснащения — оборудование, инструмент, приспособления. Оборудование выбирают в соответствии с назначенным методом обработки, размерами заготовки, точностью обработки, размером партии и др. Режущий инструмент должен соответствовать выбранному методу обработки, типу обрабатываемой поверхности, требуемому качеству обработки и стандартному типоразмеру. В инструментальном производстве часто для конкретной работы изготовляют нестандартный инструмент; однако таким путем следует идти только в том случае, когда это действительно необходимо и оправдано. При выборе приспособления учитывают характер технологической операции, габарит изделия, тип заготовки, схему базирования и закрепления заготовки, тип оборудования, точность обработки, размер партии и др. Средства контроля выбирают с учетом характера контролируемого параметра (геометрический размер, форма, шероховатость и т.д.), номинальных размеров контролируемого параметра и допусков на него, допустимой погрешности измерения, массы и габарита изделия, условий рабочего места (температура, влажность), повреждаемости контролируемой поверхности, формы выдачи результатов контроля, доступности места контроля, наличия на предприятии необходимого и наиболее рационального средства. После выполнения всех указанных работ получают документ, который является сокращенным описанием технологического процесса — всех операций в последовательности их выполнения. Этот документ называют маршрутной картой. При единичном производстве на этом проектирование технологического процесса часто и заканчивают. Реклама:Читать далее:Структура технологической операции
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |

 Ведь чем точнее обработка, тем выше затраты. Поэтому выбранная точность изготовления детали должна строго соответствовать требуемым условиям работы детали в процессе ее эксплуатации. Конструкция детали должна состоять из стандартных и унифицированных элементов, что позволяет использовать для ее изготовления стандартный инструмент и приспособления, уменьшить число их типоразмеров. Конструкция детали должна обеспечивать возможность применения для ее изготовления типовых и групповых технологических процессов.
Ведь чем точнее обработка, тем выше затраты. Поэтому выбранная точность изготовления детали должна строго соответствовать требуемым условиям работы детали в процессе ее эксплуатации. Конструкция детали должна состоять из стандартных и унифицированных элементов, что позволяет использовать для ее изготовления стандартный инструмент и приспособления, уменьшить число их типоразмеров. Конструкция детали должна обеспечивать возможность применения для ее изготовления типовых и групповых технологических процессов.
 Для деталей, работающих в особо тяжелых условиях (например, штампов горячей штамповки), применяют поковки простейшей формы, так как они обладают высокой прочностью.
Для деталей, работающих в особо тяжелых условиях (например, штампов горячей штамповки), применяют поковки простейшей формы, так как они обладают высокой прочностью. Эти силы называют силами закрепления.
Эти силы называют силами закрепления.
 Технологическая оснастка включает те средства технологического оснащения, которые дополняют оборудование для выполнения определенной части технологического процесса. К технологической оснастке относят приспособления для установки заготовки и инструмента.
Технологическая оснастка включает те средства технологического оснащения, которые дополняют оборудование для выполнения определенной части технологического процесса. К технологической оснастке относят приспособления для установки заготовки и инструмента. При проектировании маршрута обработки указывают только место и вид термической обработки. Саму технологию термической обработки разрабатывают специалисты в этой области. Вид термической обработки оказывает влияние на выбор методов последующей обработки поверхностей заготовки. Например, закаленную заготовку нельзя обрабатывать сверлением, зенкерованием, развертыванием и другими методами лезвийной обработки.
При проектировании маршрута обработки указывают только место и вид термической обработки. Саму технологию термической обработки разрабатывают специалисты в этой области. Вид термической обработки оказывает влияние на выбор методов последующей обработки поверхностей заготовки. Например, закаленную заготовку нельзя обрабатывать сверлением, зенкерованием, развертыванием и другими методами лезвийной обработки.
 Это дает возможность выполнять операцию на одном оборудовании. Методы обработки, основанные на различных принципах формообразования, нельзя объединять в одну операцию (например, опиливание и шлифование, сверление и вырубку).
Это дает возможность выполнять операцию на одном оборудовании. Методы обработки, основанные на различных принципах формообразования, нельзя объединять в одну операцию (например, опиливание и шлифование, сверление и вырубку).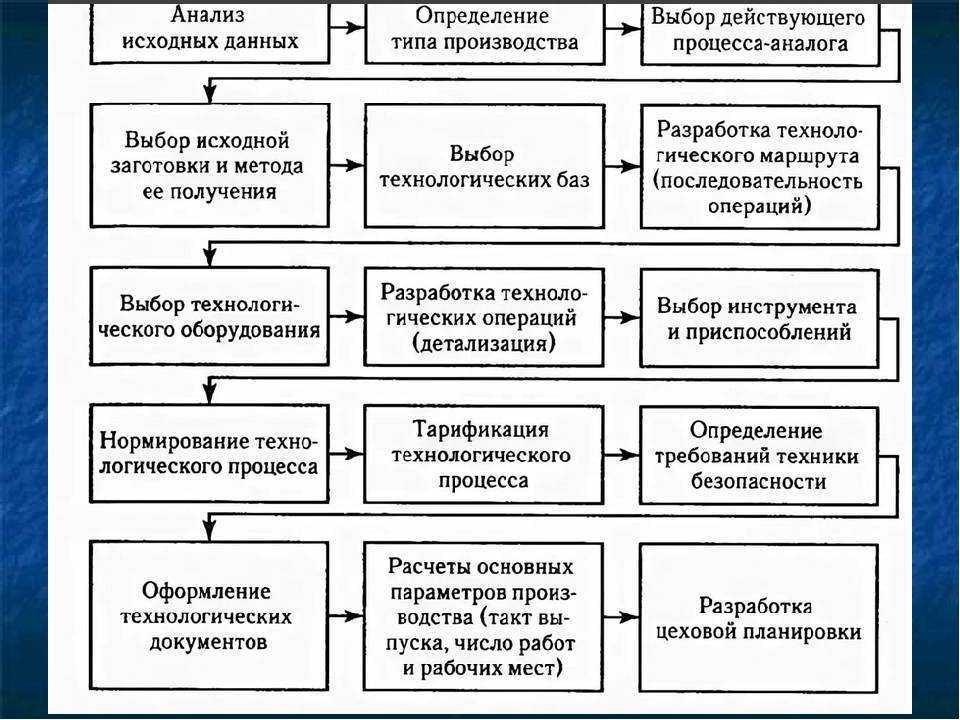
 Детали каждой операции прорабатывает сам исполнитель работы на основе своего опыта и квалификации.
Детали каждой операции прорабатывает сам исполнитель работы на основе своего опыта и квалификации.Руководство по процессу технологического проектирования для восьмиклассников
Рабочие листы по естественным наукам для 8 класса
Разработка новой технологии — это применение науки, т. е. использование научных знаний для определенной цели, целью которой является разработка конкретной технологии. Как именно научные знания используются для разработки технологий? Вот где процесс технологического проектирования приходит на помощь.0012
е. использование научных знаний для определенной цели, целью которой является разработка конкретной технологии. Как именно научные знания используются для разработки технологий? Вот где процесс технологического проектирования приходит на помощь.0012
Запись на бесплатный сеанс
Кредитная карта не требуется, нет обязательств по покупке.
Просто запланируйте БЕСПЛАТНОЕ занятие, чтобы встретиться с преподавателем и получить помощь по любой интересующей вас теме!
Кто выполняет процесс технологического проектирования?
Для лиц, занимающихся технологическим проектированием, определено множество ролей. В основном это инженеры или технологи , обладающие специальными навыками дизайнеров 9.0008 . Следовательно, этот процесс также называется Engineering Design .
Типичный процесс проектирования состоит из множества этапов. Эти шаги обычно выполняются последовательно, но иногда может потребоваться повторение некоторых шагов, что делает итеративным процессом . Давайте рассмотрим эти шаги.
Давайте рассмотрим эти шаги.
Этапы процесса технологического проектирования
1. Определение проблемы
Для появления любой новой технологии необходима потребность или желание. Например, истощение запасов ископаемого топлива может привести к желанию разрабатывать автомобили, работающие на нетрадиционных источниках энергии. Это также может быть вызвано идеей или Видение в уме ученого или инженера, даже если потребность или желание не ощущаются. Например, дизайн телефона с сенсорным экраном пришел в голову Стиву Джобсу , что привело к созданию iPhone. Этот шаг требует написания четкого Постановления о проблеме .
2. Исследование проблемы
Исследование — это процесс поиска ответов на многие вопросы, которые могут возникнуть в процессе проектирования. Например, чтобы построить автомобиль на нетрадиционной энергии, нужно выяснить, какой источник энергии лучше всего подходит для этой цели — ветер, солнце или топливо из биомассы? Если использовать солнечную энергию, то как лучше всего получить солнечные лучи? Как мы будем преобразовывать его в полезную энергию? Где мы будем хранить энергию? Аналогичные вопросы возникнут, если мы будем исследовать энергию ветра или биомассу.
3. Генерация возможных решений
Исследование часто приводит к более чем одному решению. Дизайнер может изучить множество альтернатив, прежде чем выбрать одну. Иногда многие решения кажутся возможными, и дизайнер будет экспериментировать со всеми ими на последующих этапах, прежде чем выбрать правильное решение. Здесь шаги могут стать Итеративными . Например, на этом этапе проектировщик может прийти к выводу, что солнечная энергия и энергия биомассы лучше всего подходят для дальнейшего развития, а энергия ветра не может быть решением.
4. Выберите наилучшее решение
Итерации нескольких решений помогут определить осуществимость одного конкретного решения, которое лучше всего подходит для решения проблемы. Это может быть основано на стоимости, наличии подходящих материалов, эффективности решения, времени, необходимом для строительства, и многих других подобных факторах. Используя этот пример, дизайнер может выбрать автомобиль на солнечной энергии как наиболее осуществимое решение.
Персонализированное онлайн-обучение
eTutorWorld предлагает доступное индивидуальное онлайн-обучение для классов K-12, помощь в подготовке к стандартным тестам, таким как SCAT, CogAT, MAP, SSAT, SAT, ACT, ISEE и AP. Вы можете запланировать уроки онлайн-репетиторства в удобное для вас время с гарантией возврата денег. Первый индивидуальный онлайн-урок всегда БЕСПЛАТНЫЙ, никаких обязательств по покупке, кредитная карта не требуется.
Чтобы получить ответы/решения на любой вопрос или изучить концепции, пройдите БЕСПЛАТНУЮ ПРОБНУЮ ПРОБНУЮ ВЕРСИЮ Сессия.
Запланировать бесплатный сеанс
Кредитная карта не требуется, нет обязательств по покупке.
Просто запланируйте БЕСПЛАТНОЕ занятие, чтобы встретиться с преподавателем и получить помощь по любой интересующей вас теме!
5. Создание и тестирование моделей решения
Дизайнеру всегда необходимо рисовать эскизов и создавать моделей или прототипов для проверки осуществимости каждого альтернативного решения. Модели обычно строятся в короткие сроки из относительно дешевых материалов и тестируются для проверки их функционирования.
Модели обычно строятся в короткие сроки из относительно дешевых материалов и тестируются для проверки их функционирования.
6. Уточнение и повторное тестирование модели
Процесс моделирования обычно также является итеративным — может потребоваться создать и протестировать несколько моделей, прежде чем появится правильная. Иногда все результаты моделирования могут быть недостижимы, и дизайнеру может потребоваться вернуться к этапу исследования, чтобы ответить на дополнительные вопросы, прежде чем вернуться к этому этапу.
7. Сообщить окончательное решение
Конечным результатом процесса технологического проектирования является принятое окончательное проектное решение. Это часто пишется и зарисовывается во всех подробностях в форме 9.0007 Спецификации проекта , которые передаются другим инженерам и технологам для фактической сборки и производства решения.
На этом процесс технологического проектирования завершается.
Check Point
- В процессе технологического проектирования мы применяем ________ для разработки ________.

- Люди, которые выполняют процесс технологического проектирования, обычно ______ или ______ со специальными навыками, такими как ________.
- Выявление проблемы завершается написанием ________.
- Повторение некоторых шагов в процессе технологического проектирования называется ______.
- Конечным результатом процесса технологического проектирования является документ, известный как _______.
Ключ ответа
- Научные знания, технология
- Инженеры, технологи, конструкторы
- Постановка проблемы
- Итерация
- Технические характеристики конструкции
Запланируйте бесплатный сеанс, чтобы устранить сомнения в рабочем листе
Запланировать бесплатный сеанс
Кредитная карта не требуется, никаких обязательств по покупке.
Просто запланируйте БЕСПЛАТНОЕ занятие, чтобы встретиться с преподавателем и получить помощь по любой интересующей вас теме!
Стоимость онлайн-репетиторства
| Пакет репетиторства | Срок действия | Классы (1-12), Колледж |
|---|---|---|
| 5 сеансов | 1 месяц | $129 |
| 1 занятие | 1 месяц | 26 $ |
| 10 сеансов | 3 месяца | 249 $ |
| 15 сеансов | 3 месяца | $369 |
| 20 сеансов | 4 месяца | 469 $ |
| 50 сеансов | 6 месяцев | $1099 |
| 100 сеансов | 12 месяцев | $2099 |
Купить
Процесс разработки технологий | Сетевой мир
С поля
Для успешного проектирования необходим хороший процесс
Чуть более 3 лет назад я написал два блога о процессе проектирования сети:
- Процесс проектирования сети
- Процесс проектирования сети — часть 2
В этих блогах я ссылался на платформу Cisco PDIOO (планирование, проектирование, внедрение, эксплуатация и оптимизация) для проектирования.
Этот фреймворк и блоги были полезны, но не то, что мы могли бы использовать сами. Это был совет, а не процесс. Итак, после того, как эти блоги мотивировали меня, я провел некоторое время со своей командой, используя структуру PDIOO в качестве модели, и разработал наш собственный процесс разработки технологий. Этот 7-шаговый процесс используется для инженер новая технология.
- Требования — первый этап — это требования. Именно здесь назначенный инженер работает с заказчиком или пользователем, чтобы определить, что необходимо. Это может быть трудно, но часто это не так. Кроме того, инженеру, возможно, придется разработать собственный список требований на основе имеющихся знаний. Часто клиенты не знают, что сделать требованием. Именно здесь инженер может внести значительный вклад, добавляя к требованиям, которые, как он знает, должны быть включены. Самое главное, что нужно помнить на этапе требований, — убедиться, что вы документируете все требования, записывая все.
- Исследование — после того, как требования установлены, инженер переходит к этапу исследования. Именно здесь инженер исследует технологии, которые будут соответствовать требованиям. Это исследование может проводиться на встречах с поставщиками, на веб-страницах (например, Cisco.com), в базовых лабораторных тестах или в книгах. RFP и RFQ также могут быть сделаны на этом этапе, если необходимы конкурентные торги. Все, что может предоставить информацию о возможных технологиях, которые могут соответствовать требованиям.
 В конце этого этапа выбирается технология.
В конце этого этапа выбирается технология. - Проектирование — здесь выполняются все традиционные работы по проектированию сетей. Сетевой инженер на этом этапе выясняет, как эта новая технология, исследованная и выбранная на предыдущем этапе, будет вписываться в существующую сетевую экосистему, а также будет настроена для достижения требований, установленных на первом этапе. Результатом этого этапа являются схемы проектирования сети, предлагаемые конфигурации, IP-адресация и т. д.
- Тестирование. Когда дизайн готов, пришло время его протестировать. Все хорошие проекты разваливаются при первой проверке в лаборатории. Тестирование часто является одним из самых важных этапов, но оно требует времени. Подготовьте хороший план тестирования с четко определенными целями и планом документирования результатов тестирования. Обязательно запишите все конфигурации из лаборатории, так как они потребуются на следующем этапе.
- Стандартизация — на этом этапе завершается подготовка окончательной документации.
 Схемы и конфигурации, созданные на этапе «Проектирование», были протестированы на предыдущем этапе. На этом этапе вся эта информация уточняется. Если это будет эталонный проект для написанной архитектуры, то создаются шаблоны. За пределами этой фазы должна быть вся документация, необходимая для внедрения технологии.
Схемы и конфигурации, созданные на этапе «Проектирование», были протестированы на предыдущем этапе. На этом этапе вся эта информация уточняется. Если это будет эталонный проект для написанной архитектуры, то создаются шаблоны. За пределами этой фазы должна быть вся документация, необходимая для внедрения технологии. - Внедрение и эксплуатация — на этом предпоследнем этапе внедряется новая технология. Все работы по проектированию, тестированию и документированию объединяются здесь для установки и включения новой технологии, которая будет соответствовать требованиям заказчика, установленным на этапе 1. Кроме того, после установки все системы мониторинга сети должны быть обновлены для мониторинга новой технологии (при необходимости). ).
- Обзор — заключительный этап представляет собой обзор самого процесса. Часто при разработке новой технологии некоторые требования не выполняются. Или в процессе обнаруживаются новые функции, которые можно было бы использовать в будущем.
 Возможно, все это возвращается в новую фазу требований, чтобы процесс мог начаться снова. Здесь также важно обсудить с заказчиком, были ли выполнены требования и успешно ли внедрена новая технология.
Возможно, все это возвращается в новую фазу требований, чтобы процесс мог начаться снова. Здесь также важно обсудить с заказчиком, были ли выполнены требования и успешно ли внедрена новая технология.
Это процесс, которому моя команда с успехом следует уже несколько лет. Он формирует основу нашего планирования будущего (будущий блог) и того, как инженеры планируют свое время. В следующем блоге я приведу пример новой технологии в этом процессе, чтобы добавить контекст.
Подробнее >Из записей в блоге Field:
Доступ в Интернет на высоте 30 000 футов
Как насчет интересного слияния — Juniper и Riverbed
Объявление о прибылях и убытках за квартал Новости о производительности Cisco — это сложно
Вам кажется, что пропускной способности WAN недостаточно?
Подавление FIB и виртуальная агрегация для помощи в масштабировании Интернета
Cisco получает плохую репутацию из-за корпоративного налога
Перейдите по номеру Подсеть Cisco , чтобы узнать больше новостей Cisco, блогов, дискуссионных форумов, предупреждений о безопасности, бесплатных книг и многого другого.