Основные технологические операции: Технологическая операция: определение, назначение, составляющие: виды, элементы, классификаторы
alexxlab | 24.04.1987 | 0 | Разное
4.2. Основные технологические операции в прокатных цехах
К основным технологическим операциям при производстве листового, сортового, трубного проката относятся: подготовка металла к прокатке, нагрев металла, собственно прокатка, охлаждение и отделка проката.
Подготовка слитков и заготовок к прокатке заключается в удалении различных поверхностных дефектов: плен, раковин, трещин, неметаллических включений и др. Удаление дефектов производится разными способами: вырубкой пневматическими зубилами, огневой чисткой, абразивными кругами. В тех случаях, когда к поверхности предъявляются особо высокие требования, производится сплошное удаление поверхностного слоя металла путем строжки, фрезерования, обработки на специальных токарных станках.
Нагрев
металла перед прокаткой необходим
для повышения пластичности металла и
уменьшения величины сопротивления
деформации и уменьшения величины
энергозатрат. Нагрев слитков и заготовок
перед деформацией выполняется в печах
разных типов и конструкций.
Горячая прокатка. Тепловой режим прокатки определяет качество проката, его механические характеристики, износ валков, чистоту поверхности проката, точность размеров готового проката, расход энергии на деформацию.
Охлаждение металла после прокатки происходит в штабелях или на холодильниках на воздухе. Для некоторых видов проката применяются режимы замедленного или ускоренного охлаждения, для чего требуется создание специальных термических устройств.
Отделка
проката включает такие операции, как
правка, резка, зачистка дефектов,
маркировка и др. Правка, как правило,
осуществляется на роликоправильных
машинах, правильных прессах.
В настоящее
время широко применяют способ разливки
с помощью машин непрерывного литья
заготовок (МНЛЗ). Непрерывное литье
интенсивно внедряется в практику черной
и цветной металлургии, вытесняя разливку
в изложницы. Во многих развитых странах
до 90 % выплавляемого металла разливают
способом непрерывного литья. Существенное
преимущество этого способа – сокращение
металлургического цикла, так как отпадает
необходимость в технологических
операциях отливки слитков, извлечения
их из изложниц, прокатки на обжимных
станах или ковки в дорогостоящем
оборудовании для их осуществления.
Качество получаемых заготовок значительно
выше благодаря их однородности.
Непрерывная разливка обеспечивает
высокую производительность и значительное
повышение выхода годного металла (на
15 % и более) в результате уменьшения
технологических отходов при последующей
обработке. Непрерывным литьем получают
заготовки квадратного и прямоугольного
сечений, а также круглые и двутавровые
профили.
Преимущества непрерывной разливки еще более возрастают при совмещении МНЛЗ с прокатным станом в единый комплекс, называемый литейно-прокатным агрегатом.
Процесс непрерывного литья (рис. 29) заключается в том, что жидкий металл из ковша 1 поступает в подогретый до 1200-1300°С промежуточный ковш 2, а из него в медный водоохлаждаемый кристаллизатор 3, временным дном которого служит затравка.
Рис. 29. Схема машины непрерывного литья заготовок: 1 – ковш с жидким металлом; 2 – про-межуточный ковш с постоянным уровнем жидкого металла; 3 – медный водоохлаждаемый кристаллизатор; 4 – система вторичного охлаждения; 5 – поддерживающие и тянущие ролики; 6 – непрерывно-литая заготовка; 7 – изгибающий ролик; 8 – правильно-тянущие ролики; 9 – передвижное устройство для поперечной резки заготовки |
В кристаллизаторе
формируется твердая оболочка заготовки. Кристаллизатор совершает
возвратно-поступательные движения
вдоль оси заготовки для предотвращения
прилипания ее оболочки к внутренней
поверхности кристаллизатора. Затравка
вместе с застывшей заготовкой вытягивается
из кристаллизатора тянущими роликами 5. При этом металл проходит зону
вторичного
охлаждения 4, где
интенсивно охлаждается водой до полного
затвердевания по всему сечению. В
настоящее время широкое распространение
получили МНЛЗ радиального типа, общая
высота которых значительно уменьшена
благодаря применению кристаллизатора
и зоны вторичного охлаждения, изогнутых
по дуге постоянного радиуса.
Кристаллизатор совершает
возвратно-поступательные движения
вдоль оси заготовки для предотвращения
прилипания ее оболочки к внутренней
поверхности кристаллизатора. Затравка
вместе с застывшей заготовкой вытягивается
из кристаллизатора тянущими роликами 5. При этом металл проходит зону
вторичного
охлаждения 4, где
интенсивно охлаждается водой до полного
затвердевания по всему сечению. В
настоящее время широкое распространение
получили МНЛЗ радиального типа, общая
высота которых значительно уменьшена
благодаря применению кристаллизатора
и зоны вторичного охлаждения, изогнутых
по дуге постоянного радиуса.
Машина оборудована
соответствующими устройствами для
изгиба и последующей правки заготовки.
На выходе заготовка разрезается
передвижным устройством. Современные
МНЛЗ имеют два-четыре ручья, т. е. жидкую
сталь из ковша большой емкости непрерывно
подают в два-четыре кристаллизатора,
за которыми установлено соответствующее
оборудование. Применение многоручьевых
МНЛЗ, установленных после сталеплавильных
агрегатов большой емкости (конвертеров,
мощных электродуговых печей), существенно
повышает производительность процесса.
что это такое, описание, характеристика, схема, элементы
Эффективное производство основывается на точной последовательности действий. Технологический процесс это разработанный и согласованный порядок выполнения поставленной задачи по изготовлению конечного продукта. В зависимости от производимых предметов, процесс может включать в себя различное количество отдельных рабочих алгоритмов, объединенных общим результатом.
Содержание
Определение и характеристика
Понятие техпроцесса раскрывается на производстве. Взаимосвязанные действия, начинающиеся с логистики материала, переходящие к обработке и завершающиеся доводкой, упаковкой или монтажом готового изделия. Подробное описание технологического процесса включает себя блоки — технологические операции. Для каждой операции характерны признаки общего процесса, а ее выполнение реализуется одним специалистом при помощи конкретного оборудования. В общую схему все объединено технологическими переходами — завершенными операциями.
Для предприятия техпроцесс становится основой: на базе него формируется характеристика каждой рабочей единицы оборудования, вырабатываются особенности циклов взаимодействий рабочих цехов.
Если разобрать по пунктам, что же такое техпроцесс, можно выделить следующие этапы:
- экономическая обоснованность и оценка эффективности производства;
- производственные расчеты необходимых объемов материалов и станков;
- приобретение и доставка материала;
- процесс обработки сырья на оборудовании;
- упаковка или установка, реализация готового продукта.
Качественно отлаженная схема техпроцесса упрощает работу любого производства.
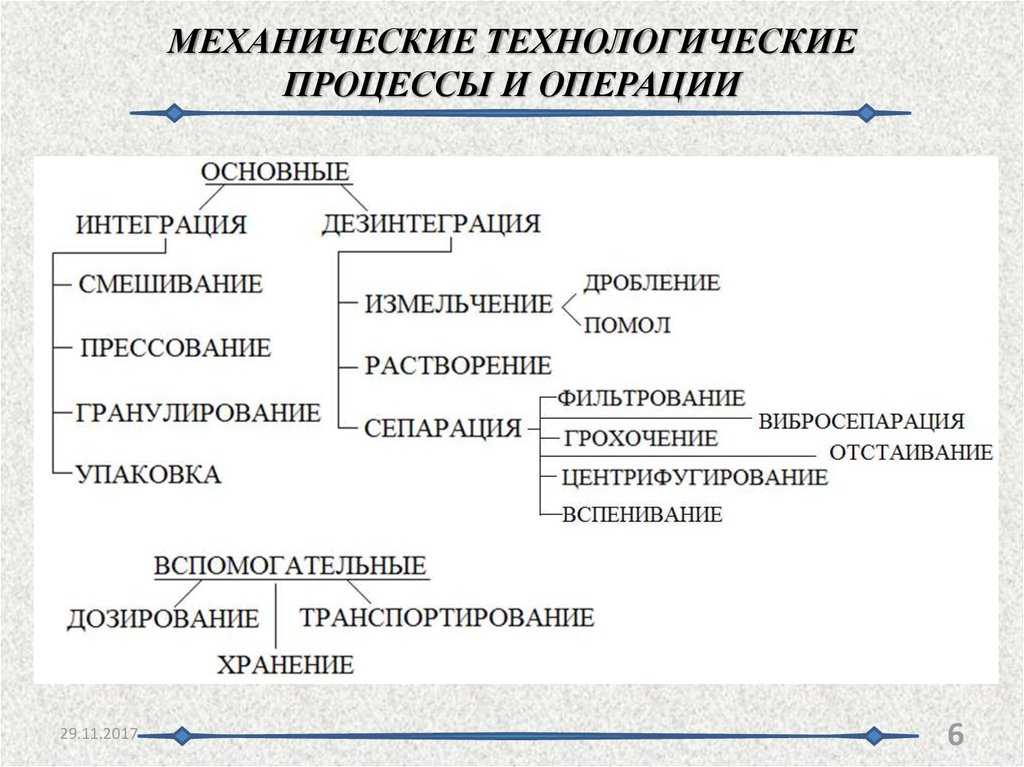
Основные и вспомогательные техпроцессы
Разработка любого техпроцесса предполагает его классификацию. Выделяются следующие виды:
Выделяются следующие виды:
- основные;
- вспомогательные;
- обслуживающие.
Основные техпроцессы дополнительно делятся на заготовительные, стадии обработки, сборки, отделки, информационного сопровождения. Это непосредственная разработка, создание товара или услуги, отвечающее целям организации. Само производство лишь составляющая общего механизма технологического процесса.
Вспомогательные процессы направлены на поддержание условий функционирования основных. В том числе сюда включается контроль за состоянием оборудования, цехов, поставка инструментов и средств индивидуальной защиты для специалистов. Каждая операция вспомогательного этапа важна и является обязательной к выполнению.
К обслуживающим процессам относятся логистические процедуры сырья, готовой продукции. В них задействуются складские и транспортные узлы. Вспомогательные и обслуживающие процессы могут быть переданы подрядным организациями — такой подход зачастую экономически более эффективный.
Составные части технологического процесса
Основные элементы технологического процесса на примере металлообработки это:
- Механическая обработка — действия с заготовкой для изменения ее форм и размеров. Происходит снятие материала специальным режущим инструментом на промышленном оборудовании.
- Технологическая операция — сегмент техпроцесса, исполняемый без перерыва одним исполнителем с привязкой к конкретному рабочему месту.
- Переход — обработка поверхности при помощи единственного инструмента с сохранением режима (неизменная скорость вращения, подача).
- Установка — часть операции, которая производится за одно закрепление заготовки. Несколько установок можно определить в операцию.
- Прием — конкретные действия рабочего персонала, направленные на достижение результата. К ним относятся запуск машин и оборудования, установка режущей гарнитуры, закрепление заготовок.
Схема для технологического процесса является дополнительным сопроводительным документом, наглядно поясняющим план работы.
Сущность технологического процесса
Процессом принято называть изменение объекта при наличии воздействия условий внутреннего или внешнего характера.
Ко внешним воздействиям относятся механическая обработка, взаимодействие с химическими реагентами, температурные и радиационные воздействия. Факторы внутреннего характера — сопротивляемость материала детали или изделия на внешние воздействия, с сохранением формы и состояния на момент обработки. Сущность правильного технологического процесса — правильный подбор материала и принципа воздействия на него.
В процессе производства, на стадии подготовки документации и разработки, технолог занимается выбором факторов воздействия на материал или сырье. Итоговый результат должен соответствовать:
Итоговый результат должен соответствовать:
- спецификациям на итоговый продукт;
- плановым нормам по выпуску и сроку производства изделий;
- экономической эффективности, установленной в модели работы предприятия.
Все производственные факторы должны оптимально сочетаться, чтобы изделия технологически быстро изготавливались и оптимально окупались в коротком промежутке времени.
Этапы ТП
Производственным циклам предшествуют стадии конструкторских и технологический решений. Этапы технологического процесса делятся на:
- подготовка и анализ входных данных по будущему продукту, материалу, производственной базе;
- выбор оптимальных технологических решений;
- обоснования технической возможности и экономической выгодности процесса для предприятия;
- оформление техпроцесса в формате технической документации.
Построение правильной последовательности для технологических операций занимает много времени. Итоговый результат включает плановые сроки, уровень качества, себестоимость конечного продукта. Большое число изделий производятся по ГОСТ, что требует дополнительного анализа со стороны технологов.
Большое число изделий производятся по ГОСТ, что требует дополнительного анализа со стороны технологов.
Если экономический расчет не сойдется с показателями, которые устанавливаются в плане предприятия, основные этапы техпроцесса повторяются. Нормальным считается близкое совпадение цифр расчетов и плана.
Виды техпроцессов
Виды технологических процессов обработки материалов классифицируют по разным параметрам. В плане повторяемости при изготовлении конечного продукта процессы делятся на:
- Единичный технологический процесс. Создается для изготовления уникального изделия, либо детали. Конечный результат имеет индивидуальную конструктивную и технологическую характеристику.

- Типовой технологический процесс. Рассчитан на определенный объем изделий одного типа. Изделия схожи в конструкции и технологических параметрах. Единичный техпроцесс в некоторых производствах состоит из комплекта типовых. Большее число типовых техпроцессов на производстве позволяет сокращать затраты на запуск изготовления изделий. Это позволяет улучшать экономические показатели предприятия.
- Групповой техпроцесс. В этом случае детали отличаются конструктивно, но имеют схожесть технологического плана.
Техпроцессы по характеристикам новаторства и инновационности разделяются на:
- Типичные. В производстве применяются классические, проверенные конструкции, методы обработки, инструментальный парк, оснастка.
- Перспективные. В работе применяются новейшие технологии и подходы, современные станки и инструмент. Данный вид характерен для организации, лидирующих в своих отраслях — они активно развивают материально-техническую базу предприятий.

По степени детализации техпроцессы бывают:
- Маршрутные. Техпроцесс разрабатывается в формате маршрутной карты. Она включает информацию верхнего уровня — список операций, их очередность, тип используемых станков и оборудования, оснастка и время, отведенное на выполнение.
- Операционный технологический процесс. Наиболее подробный техпроцесс, описывающий последовательность обработки детализировано. Указывается все, включая уровень переходов, параметров режимов. Оформляется в стандарте операционной карты.
Пример типового технологического процессаОперационный техпроцесс разрабатывался в США. Нехватка кадров с нужной квалификацией из-за второй мировой войны привела к разработке точной последовательности работ. Это позволило привлекать на производство менее квалифицированную рабочую силу, без опыта. В военное время это позволило выполнять плановые производственные нормы в срок. В мирное время такой подход приносит дополнительные затраты. Работа технологов зачастую проходит зря — опыт рабочих в цехах, накопленный годами, позволяет исключать подробные операционные карты и все чаще пользоваться маршрутными картами.

Принцип укрупнения операций
Для этого принципа характерно включение в одну операцию большего числа переходов. На практике это улучшает точность взаимной ориентированности осей и обрабатываемых поверхностей заготовки, детали. Эффективность достигается за счет исполнения всех переходов операции за единичную установку на станок или обрабатывающий много осевой центр по типу ЧПУ.
Принцип существенно уменьшает логистические операции внутри цеха. Снижается время, затрачивающееся на установку, отладку производственных единиц.
В примеры можно привести особо крупные и технически сложные детали, перемещение и установка которых вызывает особую сложность и забирает много времени.
Подход применим на станках револьверного типа, токарных с большим числом резцов, станках с числовым программным управлением.
Принцип расчленения операций
Операция делится на последовательность простейших переходов. Оборудование проходит наладку режима работы один раз на первую деталь из серии. Оставшиеся детали из партии обрабатываются на первоначально настроенном режиме.
Оборудование проходит наладку режима работы один раз на первую деталь из серии. Оставшиеся детали из партии обрабатываются на первоначально настроенном режиме.
Принцип показывает эффективность на крупных сериях изделий с относительно простой конфигурацией.
К плюсам относится снижении трудоемкости через оптимизацию организации рабочих мест. Персонал совершенствует навыки повторяющихся движение по установке и снятию заготовок, отладке оборудования и замене оснастки.
Растущее число установок снижает время на настройку режимов — именно это несет положительный эффект принципа.
На стадии проектирования для повышения эффективности технолог тщательно обдумывает применение специализированной оснастки и устройств для быстрой работы с заготовкой.
Обработка дерева и металла
Технологический процесс изготовления деталей из дерева и металла существенно отличается. Работа с древесиной включает в себя следующие этапы и особенности:
- Проверка влажности.
 В случае отклонения параметров от нормальных, материал направляется в сушильную камеру и доводится до рабочих показателей.
В случае отклонения параметров от нормальных, материал направляется в сушильную камеру и доводится до рабочих показателей. - Методы и оснастка для распиловки определяются исходя из сорта древесины.
- Метод распила зависит от диаметра бревна.
- При наличии сучков в пиломатериале потребуется дополнительное оборудование для их высверливания и вклеивания обычной деревянной пробки.
- В линейке оборудования должны присутствовать шлифовальные, строгальные станки.
- Хранение готовых изделий возможно в складах с нормальной влажностью для исключения порчи готового продукта.
Современные и традиционные методы обработки металлов включают направления:
- Электрической обработки. Пример — перфорирование металлических листов.
- Механическая обработка — крупная группа методов. Токарные, фрезерные работы и подобные взаимодействия механического резца с металлом.
- Химическая обработка. Процесс взаимодействия с реагентами — кислотами, щелочами, иными компонентами.

- Обработка давлением. Оборудование действует по типу штамповки под высоким давление с разогреванием заготовки.
- Термическая обработка. Закаливание (упрочнение), отпуск (смягчение) — температурная обработка, меняющая характеристики металлических деталей.
Направление подбирается технологом исходя из особенностей производства.
Средства выполнения технологических процессов
Технологический процесс реализуется с занесением в базы данных программ. Это софт, управляющий процессом жизненного цикла изделия. Автоматизированные системы позволяют быстрее вносить правки в техпроцесс для улучшения технико-экономических показателей.
Современные системы позволяют оперативно соотносить тип оборудования, материалов и оснастки на совместимость и актуальность. Производительность труда технолога и скорость выполнения работы возрастает кратно.
Производительность труда технолога и скорость выполнения работы возрастает кратно.
Технологическое оборудование предназначается для установки, ориентации и направления в рабочую зону заготовок, сырьевых элементов, отдельных деталей и сборных узлов.
Исходя из отрасли, к такому оборудованию относятся ЧПУ центры, реакторы, термические установки, кузнечные прессы, сборные комплексы оборудования.
Оборудование характеризуют длительные сроки эксплуатации. При смене оснастки возможно изменение функций.
Технологическая оснастка представляет собой список инструмента, пресс и литейных форм, просечек и штампов. Устройства для установок деталей и упрощения доступа рабочим в зону действия тоже относятся к оснастке. Оснастка является опцией, дополняющей оборудование, но имеет меньший срок службы. Технологи при работе над техпроцессом часто задействуют универсальную оснастку, применяемую на ряд типоразмеров изделия.
Инструмент реализует непосредственное воздействие на заготовку. Он доводит ее форму и размеры, а также иные характеристики до заданных техническими условиями показателей.
Он доводит ее форму и размеры, а также иные характеристики до заданных техническими условиями показателей.
Технолог при подборе инструмента учитывает в первую очередь ресурс работы и универсальность. Чем большее количество раз он может задействовать в производстве продукции, тем выше экономический эффект производства. Современный инструмент позволяет оптимизировать операции обработки и сократить время выполнения техпроцесса.
Грамотный специалист-технолог при создании техпроцесса с учетом всех норм и средств автоматизации повышает конкурентную способность предприятия в сравнении с другими организациями.
Основные технологические операции и их механизация
Технология изготовления сварных конструкций включает в себя ряд последовательно выполняемых операций. Все операции делятся на основные и вспомогательные.
Основными операциями считают заготовительные (18…24% от общей трудоемкости изготовления изделий), сборочные (10…32%), сварочные (14…27%) и отделочные (5…13 %). Отделочными являются контрольные операции, термическая и механическая обработка, окраска и упаковка.
Отделочными являются контрольные операции, термическая и механическая обработка, окраска и упаковка.
Доля вспомогательных операций, связанных непосредственно со сваркой, составляет 5…10%, а общих, связанных, главным образом, с транспортировкой свариваемых элементов конструкции – 15…42%.
При изготовлении сварных конструкций возникает необходимость соединять между собой заготовки и узлы, полученные различными технологическими методами: отливки, поковки, штамповки, прессованные заготовки, прокатные (листовые и профильные) детали.
Литые, кованые штампованные заготовки обычно поступают на сварку в готовом виде, не требующем дополнительных операций. При изготовлении сварных конструкций с применением листовых и профильных заготовок, с прокатом после подбора металла по размерам и маркам стали возникает необходимость проведения дополнительных операций, которые по принятой терминологии, относятся к категории заготовительных.
Заготовка деталей. К заготовительным операциям относят: правку листового и профильного проката, разметку и наметку, раскрой проката, обработку кромок и торцов, гибочные и вальцовочные работы.
К заготовительным операциям относят: правку листового и профильного проката, разметку и наметку, раскрой проката, обработку кромок и торцов, гибочные и вальцовочные работы.
| Рис. 5.4. Схема правки листовой стали |
Правку листовой и универсальной стали производят в холодном состоянии на листоправильных вальцах. При этом устраняют общие и местные неровности, например, волнистость кромки. Схема правки листовой стали показана на риc. 5.4.
Угловые профили правят на углоправильных вальцах (рис. 5.5), устройство которых аналогично устройству листоправильных вальцов (за исключением формы роликов).
Швеллеры, двутавры и профили другого вида правят на правильно – гибочном прессе.
Разметкой называют процесс вычерчивания детали на материале в натуральную величину с нанесением линий гибов, вырезов и центров отверстий. В индивидуальном производстве линии разметки находят построением.
При заготовке нескольких одинаковых деталей размещают по шаблону. Контуры шаблона вычерчивают построением. Разметку по шаблону называют наметкой.
Рис. 5.5-электродвигатель; 2 — редуктор; 3 — литые рамки;
4 — верхние ролики; 5 – нижние приводные ролики
Раскрой проката осуществляют на гильотинных, дисковых, угловых и пресс-ножницах (рис. 5.6).
При заготовке деталей для ответственных несущих конструкций, при значительной кривизне деталей после резки, а также после резки
| Рис. 5.6. Ножницы для резки металла: a — гильотинные; б — пресс-ножницы; в — дисковые; г — многодисковые; 1 и 4 — ножи; 2 – разрезаемый лист; 3 — прижим; 5 — упор; 6 и 7 — дисковые ножи |
на ножницах при толщине металла свыше 16 мм, продольные кромки и торцы детали обрабатывают резанием.
Газопламенную резку кромок как самостоятельную операцию применяют редко. Обработку кромок под сварку (снятие фасок) обычно совмещают с операцией вырезки деталей.
Гибочные работы в зависимости от толщины и сортамента металла, а также радиуса кривизны производят в холодном или нагретом состоянии. Цилиндрическую или коническую форму придают деталям на трех – валковых листогибочных вальцах (рис.5.7) . Холодную гибку на вальцах листовых деталей по заданному радиусу называют вальцовкой. Для того чтобы деталь после вальцовки получила форму цилиндра, кромки листов предварительно подгибают по меньшему радиусу. Кромки подгибают на кромкогибочном станке или в трехвалковых вальцах. Деталь, имеющую форму замкнутого цилиндра, после вальцовки снимают с вальцов, предварительно освобождая верхний валок из подшипника (с одного конца).
| Рис. 5.7. Схема вальцовки листа на трехвалковых листогибочных вальцах: |
а, б — подвальцовка концевых участков листа; в — вальцовка листа в замкнутый цилиндр; 1 — лист; 2 — постель
.
Гибку в нагретом состоянии производят при необходимости получения деталей с малым радиусом кривизны, а также при гибке деталей значительной толщины.
Сборка — одна из наиболее ответственных операций. От качества сборки в значительной степени зависит качество сварной конструкции. Например, сборка с увеличенными зазорами, с несовпадением свариваемых кромок по толщине требует наложения швов с большим объемом наплавленного металла, что приводит к увеличенным остаточным деформациям конструкции.
Технология сборки определяется: типом производства, особенностями конструкции и оснащенностью сборочного цеха.
В зависимости от этих факторов существуют два варианта сборки: первый — сборка из отдельных узлов, на которые расчленяют конструкцию, второй — из отдельных элементов, минуя узловую сборку. Первый вариант более рационален, поскольку при этом обеспечивается возможность собирать одновременно (параллельно) несколько узлов. Кроме того, отдельные сварные узлы легче править (устранять их остаточные деформации), чем полностью собранную конструкцию.
Первый вариант более рационален, поскольку при этом обеспечивается возможность собирать одновременно (параллельно) несколько узлов. Кроме того, отдельные сварные узлы легче править (устранять их остаточные деформации), чем полностью собранную конструкцию.
Существуют следующие способы сборки: по предварительной разметке, по упорам-фиксаторам или по шаблонам, по контрольным отверстиям.
При сборке по первому методу положение каждого элемента определяют по линиям, нанесенным на сопрягаемые элементы.
Сборку по упорам-фиксаторам производят на плитах или в специализированных сборочных приспособлениях (сборочно-сварочная плита –опорное приспособление в виде горизонтальной металлической плиты с пазами).
При сборке по контрольным отверстиям сопрягаемые элементы соединяют, совмещая эти отверстия.
При сборке конструкций широко используют разнообразные сборочные и сборочно-сварочные приспособления. Тип приспособления определяется серийностью производства и степенью сложности конструкции. При индивидуальном производстве применяют преимущественно универсальные приспособления. В серийном производстве наряду с универсальными приспособлениями применяют специализированные сборочные установки с быстродействующими прижимами. В массовом производстве применяют специализированные установки и приспособления.
При индивидуальном производстве применяют преимущественно универсальные приспособления. В серийном производстве наряду с универсальными приспособлениями применяют специализированные сборочные установки с быстродействующими прижимами. В массовом производстве применяют специализированные установки и приспособления.
Основой сборочного приспособления является жесткий каркас, несущий упоры, фиксаторы и прижимы (рис.5.8). При сборке детали заводят в приспособление, укладывают по упорам и фиксаторам и закрепляют прижимами. Применяют стягивающие и распорные прижимы с ручным и механическим приводом. Прижимы с ручным приводом (винтовые, рычажные, эксцентриковые) конструктивно просты, но требуют непосредственного ручного труда сборщика (рис.5.9). Существуют пневматические, гидравлические, электромагнитные и вакуумные прижимы. Их использование значительно сокращает время выполнения операций, особенно, если требуется зажать изделие в нескольких местах.
Правильно спроектированное и изготовленное приспособление должно отвечать следующим требованиям: быть удобным в эксплуатации, обеспечивать проектные размеры изделия, обеспечивать быстрее установку элементов и съем собранного или сваренного изделия, иметь невысокую стоимость и удовлетворять требованиям техники безопасности при выполнении сборочных и сварочных работ.
Применение приспособлений снижает трудоемкость сборочных операций, уменьшает остаточные деформации, повышает качество конструкций и упрощает контроль и приемку собранных конструкций.
Рис. 5.8. Элементы сборочных приспособлений:
Дата добавления: 2017-03-12; просмотров: 2185; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Основные технологические операции производства вин
Для того чтобы более правильно представлять, как применяются машины и аппараты для виноделия, рассмотрим типовую технологическую схему современного предприятия по производству вин из винограда.
Вина делятся на белые и красные. Соответственно, методы их производства в некоторых моментах отличаются. В основном эти отличия заключаются в том, что при изготовлении красного вина происходит настаивание мезги (передробленной массы виноградной ягоды) в специальных емкостях в течение нескольких часов или дней для извлечения из кожицы ягод и косточек красящих и вкусовых веществ, присущих красному вину. Однако по такому способу иногда изготавливают и вина из белого винограда.
Однако по такому способу иногда изготавливают и вина из белого винограда.
Также можно сделать вино из красного винограда без настоя на мезге. В этом случае получаются слегка розоватые вина. Конкретную схему производства, как правило, выбирает винодел предприятия.
Таким образом, можно говорить о двух технологических схемах: по «белому» и по «красному» способу.
Обычно производство вина разбивается на два этапа:
- Первичное виноделие – собственно производство вин; включает в себя приемку винограда, его переработку в целях получения виноградного шка (сусла), брожение сусла, после которого получаются виноматериалы, выдержка и обработка виноматериалов.
- Вторичное виноделие – различные обработки виноматериалов в целях придания им стабильности, розливостойкости, прозрачности; купажирование виноматериалов и розлив вина в тару.
Основные технологические операции производства вин
- Приемка винограда, взвешивание, анализ среднего содержания сахара
- Загрузка в бункер
- Удаление гребней, дробление
- Добавление сернистого ангидрида
- Настаивание на мезге (по красному способу)
- Прессование
- Осветление сусла (оклейка, флотация)
- Фильтрация сусла
- Охлаждение сусла
- Брожение сусла
- Снятие с дрожжей
- Выдержка виноматериала
- Оклейка, осветление, переливка, другие обработки
- Купажирование виноматериалов
- Стабилизация вин, обработка холодом, отделение винного камня
- Обработка теплом (при необходимости)
- Фильтрация перед розливом
- Упаковка
В таблице указаны основные технологические операции производства вин.
Рассмотрим первый этап производства вин – первичное виноделие.
1. Приемка винограда
Виноград поступает на предприятие в грузовых машинах либо в специальных «лодочках», установленных на тележках. При приемке его нужно взвесить и определить среднее содержание сахара в винограде. Это связано с тем, что расчеты с поставщиками ведутся по этим показателям. Для этой цели применяется специальное оборудование, которое состоит из пробоотвый отборник проб (типа бура). Оператор берет пробы из нескольких мест. Виноградный сок поступает по шлангу в автоматический анализатор, в котором в течение 20-30 сек. определяется содержание сахара и, если надо, кислотность и рН. Эти данные сразу распечатываются на накладной.
2. Дробление
Далее виноград перегружается в приемный бункер из нержавеющей стали (рис. 4), откуда делитель, состоящий из загрузочного бункера, гребнеотделяющего вала, перфорированного цилиндра и привода. Гребнеотделяющий вал представляет собой вращающийся вал из нержавеющей стали, на котором по винтовой линии расположены бичи. Перфорированный цилиндр в процессе работы вращается с небольшой скоростью в противоположном к гребне-отделяющему валу направлении. Ягоды отделяются от гребней и, проходя через отверстия в цилиндре, попадают на валки, изготовленные из специального пластика. Передробленная мезга собирается в сборник и перекачивается винтовым насосом.
Перфорированный цилиндр в процессе работы вращается с небольшой скоростью в противоположном к гребне-отделяющему валу направлении. Ягоды отделяются от гребней и, проходя через отверстия в цилиндре, попадают на валки, изготовленные из специального пластика. Передробленная мезга собирается в сборник и перекачивается винтовым насосом.
Применение дробилок такого типа позволяет производить процесс дробления виноградной ягоды более мягко, с незначительным перетиранием кожицы и косточек. Это улучшает качество сусла и уменьшает количество взвесей.
3. Прессование
При производстве вин по «белому» способу мезга из дробилки сразу подается на прессование. Для того чтобы предотвратить окисление винограда кислородом воздуха, в мезгу в потоке добавляется определенное количество раствора сернистого ангидрида (SO2). При производстве по «красному» способу мезгу вначале перекачивают в винификаторы, где происходит ее настаивание, а затем прессуют.
На современных заводах для производства тонких, качественных вин применяют пневматические (или вакуумные) мембранные прессы барабанного типа.
Пресс представляет собой вращающийся барабан из нержавеющей стали, внутри которого имеется гибкая мембрана из плотного клеенчатого материала (рис. 9 – 11). В стенках барабана есть сливные отверстия, через которые выходит сусло (виноградный сок). Мезга подается в пресс через осевой штуцер либо через открытые дверцы. Также через дверцы можно загружать виноград целыми гроздями, например, для производства шампанских виноматериалов.
В отличие от применявшихся ранеестекателеи и прессов шнекового типа, прессы барабанного типа являются устройствами периодического действия. То есть пресс работает по определенному циклу. Вначале происходит загрузка мезги. В это время пресс не вращается и выполняет функцию стекателя. Во время загрузки через сливные отверстия происходит отделение сусла-самотека – наиболее ценной фракции, идущей на приготовление марочных вин. Процесс загрузки занимает 1,5-2 часа. За это время загружается приблизительно 2-2,5 объема пресса и отделяется около 55% сусла-самотека.
После того как пресс полностью заполнен, включается воздушный компрессор, и воздух накачивается под мембрану. Мембрана, раздуваясь, прессует виноград. Сусло отделяется через сливные отверстия. Периодически давление сбрасывается. Пресс приходит во вращение в целях ворошения мезги. Затем снова подается давление. Давление постепенно возрастает. Процесс составляет 1,5-2 часа.
Затем пресс открывается, и выжимки разгружаются на шнековый, или ленточный, конвейер. Разгрузка пресса происходит в течение 20-25 минут.
Процесс работы пресса полностью автоматизирован и управляется компьютером. Существует много программ, в соответствии с которыми происходит цикл прессования. В зависимости от сорта винограда винодел может выбрать требуемую программу.
Общий выход сусла из таких прессов составляет 70-83% в зависимости от типа винограда. Количество взвесей – около 1,5%.
Пневматические прессы позволяют значительно улучшить качество получаемого сусла, увеличить его выход и уменьшить содержание взвесей в сусле.
4. Производство красных вин
Для производства красных вин применяются винификаторы вертикального и горизонтального типа периодического действия, а также установки непрерывного действия типа «Ред Хантер» на основе термовинифи-кации. Мезга после дробилки сульфитируется с помощью дозатора S02 в потоке и подается в винификатор, где происходит настаивание и первичное брожение на мезге в течение 2 – 8 дней. За это время происходит экстракция красящих и ароматических веществ.
Вертикальные винификаторы представляют собой емкость из нержавеющей стали с рубашками для поддержания заданной температуры (рис. 12 – 13)
Внизу винификатора имеется насос, который забирает сусло и перекачивает его вверх. Вверху емкости расположено оросительное устройство, через которое сусло орошает плавающую «шапку» мезги. За счет перемешивания происходит интенсивная экстракция красящих и ароматических веществ. В это время поддерживается температура около 28-30 °С.
Для некоторых типов вин могут применяться более высокие температуры. После окончания процесса красное сусло сливается через выпускной кран, а обессуслен-ная мезга выгружается через нижний люк с помощью вращающейся лопасти. Сусло фильтруется и поступает на брожение. Мезга специальным шнековым транспортером подается в пресс. После прессования сусло из пресса тоже фильтруется и присоединяется к основному.
После окончания процесса красное сусло сливается через выпускной кран, а обессуслен-ная мезга выгружается через нижний люк с помощью вращающейся лопасти. Сусло фильтруется и поступает на брожение. Мезга специальным шнековым транспортером подается в пресс. После прессования сусло из пресса тоже фильтруется и присоединяется к основному.
Горизонтальный винификатор представляет собой цилиндрическую емкость с коническим днищем, расположенную горизонтально на станине (рис. 14 -15). Винификатор имеет рубашки для поддержания температуры процесса.
Винификаторы такого типа позволяют сократить время настаивания на мезге в 1,5-2 раза и улучшить качество экстракции. Кроме того, в этих устройствах можно проводить так называемую криомацерацию для белых сортов винограда. Выдержка при этом составляет около 12-24 часов при температуре 2-4 °С.
Процесс выгрузки из горизонтального винификатора аналогичен вертикальному.
Термовинификатор поточного типа «Ред Хантер».__klassifikaciya_tlp_images/l.4.1.(5)__klassifikaciya_tlp_4.jpg) Для производства красных вин ускоренным методом в потоке применяются установки термовинификации. Принцип действия заключается в следующем (рис. 16).
Для производства красных вин ускоренным методом в потоке применяются установки термовинификации. Принцип действия заключается в следующем (рис. 16).
Мезга подается в перфорированный барабан, откуда отбирается сусло-самотек. Сусло попадает в теплообменник, где нагревается до температуры 65 °С, что необходимо для полной экстракции красящих и ароматических веществ. Мезга поступает с верху экстракционной колонны, оборудованной шнеком. Противотоком подается горячее сусло, которое обрабатывает мезгу. За счет этого контакта идет процесс расщепления ароматических и красящих комплексов. Затем смешанная с горячим суслом мезга поступает в реактор, где выдерживается в течение 1 часа. После мезга охлаждается через трубчатый теплообменник и подается на прессование. Использование оборудования «Ред Хантер» (рис. 17) дает возможность в течение часа провести полноценную экстракцию красящих и ароматических веществ при переработке винограда по «красному» способу.
5. Осветление сусла
После прессования мезги сусло содержит взвеси, которые нужно удалить. Для этой цели применяют флотационные установки. В этих установках в поток сусла дозируются реагенты оклейки (бентонит, желатин, силикагель), после чего сусло барботируется воздухом или инертным газом (азотом). Происходит оклейка сусла в потоке. Пузырьки газа, всплывая, увлекают за собой твердые частицы и образуют шапку в виде пены. Чистое сусло сливается снизу, а взвеси отсасываются специальным устройством сверху и фильтруются на вакуумном фильтре. Флотатор (рис. 18 и 19) имеет дозирующие насосы для добавления в поток сусла реагентов оклейки, аэрационную колонну, емкость для выдержки и устройство для отсоса взвесей с помощью вакуумного насоса.
Для этой цели применяют флотационные установки. В этих установках в поток сусла дозируются реагенты оклейки (бентонит, желатин, силикагель), после чего сусло барботируется воздухом или инертным газом (азотом). Происходит оклейка сусла в потоке. Пузырьки газа, всплывая, увлекают за собой твердые частицы и образуют шапку в виде пены. Чистое сусло сливается снизу, а взвеси отсасываются специальным устройством сверху и фильтруются на вакуумном фильтре. Флотатор (рис. 18 и 19) имеет дозирующие насосы для добавления в поток сусла реагентов оклейки, аэрационную колонну, емкость для выдержки и устройство для отсоса взвесей с помощью вакуумного насоса.
Применение флотаторов позволяет значительно ускорить осветление сусла, произвести оклейку до брожения с целью убрать из сусла ненужные белки и коллоиды, избежать накопления сусловых осадков. Весь процесс происходит в потоке, что намного увеличивает производительность. Виноматериалы, полученные после брожения оклеенного сусла, гораздо легче обрабатываются и значительно лучшего качества.
6. Охлождение сусла, вина.
Для охлаждения сусла и вин с целью их сохранения применяются охладители типа труба-в-трубе (Рис. 20), либо холодильные системыпоточного типа непосредственного охлаждения фреоном (ультраохладители) типа «Фригоуниверсал» (FRIGOUNIVERSAL) (Рис. 21).
Первые представляют собой конструкцию, в которой одна труба помещена в другую, большего диаметра. Между трубами циркулирует хладоноситель, продукт двигается по внутренней трубе и отдает тепло хладоносителю. Охладительные установки типа «Фригоуниверсал» (ультраохладители) предназначены для охлаждения продукта в потоке. Температура продукта на выходе может быть установлена до минус 12-13° С.
Установка состоит из испарителя, компрессорной установки и электронной панели. Испаритель представляет собой теплообменник, состоящий из двух концентрических труб, изготовленных из нержавеющей стали. По внутренней трубе протекает обрабатываемая жидкость, а в межтрубное пространство (испарительную камеру) непосредственно осуществляется ввод хладагента.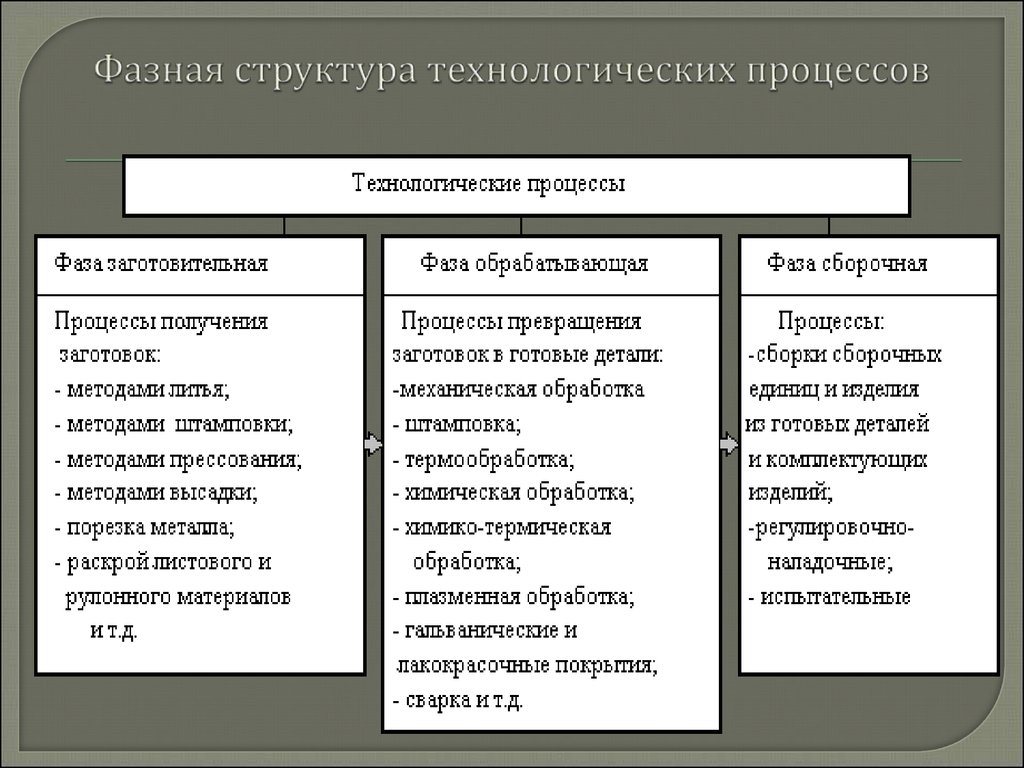 Внутри трубы непрерывно вращается вал со скребками для снятия образующейся наледи. Снаружи испаритель изолирован пенополиуретаном и покрыт листовой нержавеющей сталью. Компрессорная установка смонтирована сверху испарителя на одной раме.
Внутри трубы непрерывно вращается вал со скребками для снятия образующейся наледи. Снаружи испаритель изолирован пенополиуретаном и покрыт листовой нержавеющей сталью. Компрессорная установка смонтирована сверху испарителя на одной раме.
7. Брожение вин с контролируемой температурой.
При производстве высококачественных вин очень важно правильно выдерживать температурные режимы при брожении сусла. Например, для получения лучших результатов при изготовлении белых вин температура должна поддерживаться не более 18°С. Брожение при температуре 14-15°С дает еще более качественные результаты. Известно, что во время брожения сусла выделяется тепло, которое необходимо отводить из бродильной емкости. Однако, нельзя сильно переохлаждать сусло, так как процесс брожения может в этом случае остановиться. Для получения хороших результатов применяются бродильные емкости из нержавеющей стали с рубашками, в которых циркулирует хладоноситель. В емкости устанавливается электронный термометр, и система автоматики, открывая и закрывая клапан подачи хладоносителя, поддерживает заданную температуру.
После выполнения брожения из сусла получаются виноматериалы, которые требуют дальнейших обработок.
Урок технологии в 6-м классе по теме “Основные технологические операции и особенности их выполнения”
Цель урока: ознакомить учащихся с основными технологическими операциями и особенностях их выполнения при точении древесины на СТД-120М.
Задачи:
образовательная: расширение кругозора учащихся о возможностях станка СТД-120М.
воспитательная: прививание качества аккуратности и бережливости.
развивающая: способствование дальнейшему развитию умений и навыков работы при точении древесины на СТД-120М.
Тип урока: комбинированный.
Межпредметные связи: черчение, математика, информатика.
Наглядные пособия: технологические карты,
образцы изделий.
Оборудование, инструменты и приспособления: СТД-120М; верстак столярный; ножовка по металлу; рубанок; молоток; кернер; линейка; карандаш; штангенциркуль; токарные резцы по дереву.
Объект труда: ручка для шкафчика.
ХОД УРОКА
1. Организационная часть – 5 мин.
- Приветствие.
- Выявление отсутствующих на уроке.
- Проверка готовности учащихся к уроку.
- Назначение дежурных.
- Настрой учащихся на работу.
2. Повторение пройденного материала – 10 мин.
Проводиться устный опрос учащихся по пройденным ранее темам.
Вопросы:
а) Инструмент для строгания рёбер заготовки? (Рубанок)
б) Какими инструментами производиться углубление по центру торца заготовки? (Кернер, молоток)
в) Назвать основные части станка СТД-120М (Станина, передняя бабка, задняя бабка, подручник, электродвигатель)
г) Приспособления для крепления заготовок на СТД-120М? (Планшайба, патрон, трезубец)
д) Расстояние, устанавливаемое между подручником и заготовкой? (2-3 мм)
е) Как называется инструмент для чернового точения детали? (Черновой резец или рейер)
ж) Как называется инструмент для чистового точения детали? (Чистовой резец или майсель)
з ) Как называется инструмент для фасонного точения детали? (Фасонный резец)
и) Припуск, оставляемый на чистовую обработку и шлифовку детали (2-3 мм)
По ходу опроса выставляются оценки за ответы. Оценки учитель ставит в свою рабочую тетрадь. Они
будут объявлены в конце урока вместе с оценками
за работу.
Оценки учитель ставит в свою рабочую тетрадь. Они
будут объявлены в конце урока вместе с оценками
за работу.
3. Изучение нового материала -15 мин.
Сообщается тема, цель и задачи урока.
Сегодня на уроке мы должны закрепить полученные ранее знания, умения и навыки при точении древесины черновым и чистовым резцами. А также научиться правильным приемам точения фасонным полукруглым резцом. Для этого мы должны сегодня выточить ручки для шкафчика. Показываеться образец готового изделия. Точить ручку для шкафчика будем согласно выданным технологическим картам. Вызываются дежурные, которые получают у учителя технологические карты и раздают по одной каждому ученику.
Технологическая карта
Изготовления ручки для шкафчика|
Рисунок 1 |
Заготовка: брусок 45х45х100 Материал: берёза |
||
№ |
Операция |
Эскиз |
Оборудование, инструмент и приспособления |
1 |
Разметка бруска от рёбер по кромкам |
Рисунок 2 |
Линейка, карандаш |
2 |
Строгание рёбер заготовки до разметки и установка её в патрон станка |
Рисунок 3 |
Верстак столярный, рубанок, СТД-120М |
3 |
Точение
заготовки до цилиндрической формы, до диаметра 42
мм. |
Рисунок 4 |
СТД-120М, черновой резец, чистовой резец, штангенциркуль |
4 |
Разметка заготовки |
Рисунок 5 |
Карандаш, линейка |
5 |
Точение заготовки до нужной формы по размерам эскиза с припуском 1 мм (для шлифовки) |
Рисунок 6 |
СТД-120М, черновой резец, чистовой косой резец, фасонный резец, штангенциркуль |
6 |
Шлифовка детали и её отпиливание |
Смотри рисунок 1 | Наждачная бумага: №32; № 3; № 0 Ножовка по металлу |
По технологической карте объясняется учащимся
практическая работа пооперациионно и
последовательно. А также напоминается
устройство полукруглого фасонного резца и
правильные приёмы работы им. В процессе
объяснения напоминаются требования
безопасности при точении древесины. После
объяснения, если у ребят нет вопросов, дежурные
раздают им заготовки и инструмент.
А также напоминается
устройство полукруглого фасонного резца и
правильные приёмы работы им. В процессе
объяснения напоминаются требования
безопасности при точении древесины. После
объяснения, если у ребят нет вопросов, дежурные
раздают им заготовки и инструмент.
4. Практическая часть – 45 мин.
В присутствии учителя ученики выполняют упражнения по подготовке и установке заготовки на токарный станок. Станки включаются поочерёдно после контрольной проверки учителем правильной их подготовки к работе.
Во время точения детали из древесины по
технологической карте ученики закрепляют умения
по чтению чертежей и по анализу элементов
конструкции изделия. Закрепляют умения и навыки
точения черновым и чистовым резцами. А также
получают новые умения при точении фасонным
резцом. В ходе работы проводиться текущий
инструктаж отдельно нуждающимся ученикам.
Обнаруженные ошибки учеников во время точения
тут же объясняются и исправляются. После этого
разрешается точение заготовки до заданных
размеров.
После этого
разрешается точение заготовки до заданных
размеров.
6. Уборка рабочих мест – 10 мин.
7. Подведение итогов урока – 4 мин.
- Сообщается учащимся о достижение цели урока.
- Производится анализ допущенных ошибок.
- Оцениваются результаты труда учащихся на уроке.
- Выставляются отметки в классный журнал и в дневники учащихся.
8. Домашнее задание -1 мин.
Составить технологическую карту на точёную деревянную ручку собственного дизайна, указать её назначение (дверная, мебельная и др.).
Основные технологические операции на всех этапах выпуска печатной продукции
Промышленность \ Технологические процессы и аппараты отросли
Страницы работы
4 страницы (Word-файл)
Посмотреть все страницы
Скачать файл
Содержание работы
Технологическая схема изготовления печатной продукции
Рис. 3.1
3.1
В соответствии с приведенной технологической схемой производственного процесса рассмотрим более подробно основные технологические операции на всех этапах выпуска продукции.
После ввода основной информации, идет верстка оригинал-макета, после верстки идет корректура, при корректуре важна не только орфография, но и общая грамотность оформления. Перед изготовлением фотоформ обязательно все работы выводятся на принтере на бумаге. При цветных работах все оригинал-макеты выводятся на цветном принтере. Когда сделана корректура верстки, работы относятся на цветоделение.
После получения готовых
диапозитивов заказа контролируется их качество. Затем диапозитивы передают на
монтаж. Печатные формы для офсетной печати изготавливаются фотомеханическим
способом. Процесс экспонирования формных пластин осуществляется на
копировальной раме GKS Parker (UK) Limited. После экспонирования копии обрабатывают в
проявочном процессоре GKS Techenigraph NP, где происходит проявление и гуммирование
пластин.
С полученных печатных форм производится печать тиража. Печатный участок малой типографии укомплектован офсетными печатными машинами Ryobi 3200 М. Климатические условия в цеху необходимо постоянно контролировать, это делается при помощи гигрометра и комнатного термометра, цех оснащается общеобменной вентиляцией.
Перед печатанием, независимо от вида печатной продукции и типа печатной машины, необходимо выполнить комплекс следующих операций: подготовку бумаги, краски (акклиматизацию), подготовку печатной машины. Своевременность и качество выполнения этих операций оказывают существенное влияние на качество выпускаемой продукции, а также на производительность печатных машин.
Для подрезки бумаги под формат
печатной машины в дипломном проекте предусмотрена установка резальной машины IDEAL SК — 63. Акклиматизация бумаги осуществляется
непосредственно на печатном участке. Для этого небольшие стопы бумаги
раскладывают в помещении участка и через несколько часов достигается
необходимое значение равновесной влажности бумаги и температуры.
Печатную краску
выбирают в зависимости от характера печатной продукции и цвета воспроизводимых
иллюстрационных оригиналов, типа печатной машины и режима печатания тиража,
вида печатной бумаги, а также условий
использования готовой печатной продукции. Цвета, марка красок для многокрасочной
печати и последовательность их наложения определяют при проектировании издания.
Для облегчения выбора красок пользуются каталогами, в которых отпечатаны
образцы цветов с указанием состава и соотношения составляющих. Большинство
выпускаемых заводами печатных красок используются на полиграфическом
предприятии без дополнительной корректировки каких-либо основных свойств. Но
при необходимости можно изменить некоторые свойства красок (липкость, скорость
закрепления, цвет, оттенок, интенсивность) в соответствии с конкретными
условиями печатного процесса. При необходимости в краски вводят вспомогательные
вещества, корректирующие печатно-технические свойства (например, сиккативы,
ускоряющие процесс высыхания краски на оттиске). Свойства цветных триадных
красок сбалансированы по цвету и не требуют изменения их оптических свойств.
Иногда для печатания некоторых многокрасочных изданий возникает необходимость
использовать смесевые цветные краски. В этих случаях нужный цвет краски для печатания
всего тиража получают путём смешения нескольких цветных красок.
Свойства цветных триадных
красок сбалансированы по цвету и не требуют изменения их оптических свойств.
Иногда для печатания некоторых многокрасочных изданий возникает необходимость
использовать смесевые цветные краски. В этих случаях нужный цвет краски для печатания
всего тиража получают путём смешения нескольких цветных красок.
Перед печатанием тиража выполняется ряд подготовительных операций непосредственно в печатной машине. Характер этих операций, затрачиваемое время на их выполнение, а в некоторых случаях и их последовательность зависят от вида издания, типа печатной машины и её автоматизации.
Процесс подготовки машин офсетной печати к печатанию тиража складывается в общем из следующих операций:
1) приготовление увлажняющего раствора;
2) регулировка валиков красочного и увлажняющего аппаратов;
3) регулировка давления между цилиндрами печатного аппарата;
4) настройка бумагоподающего, а также приёмно-выводного устройства;
5) заправка красочного и увлажняющего аппаратов краской и увлажняющим раствором;
6) приводка
и приладка.
Подготовка печатного аппарата офсетных машин включает следующие основные операции: установку резинотканевой пластины и поддекельного материала под нее, установку печатных форм и регулировку давления. Резинотканевая пластина не только передаёт краску с формы на бумагу, но и выполняет функции декеля. Поэтому её толщина, равномерность поверхности и упругоэластичные свойства во многом определяют качество печатной продукции и тиражестойкости печатных форм. Для печати книжно-журнальной и плакатной продукции на мелованной и офсетной бумаге рекомендуется использовать полужёсткий декель.
Печатные формы после их контроля поступают к печатным машинам и устанавливаются
на формные цилиндры машины. Далее осуществляются работы по подготовке машины к
печатанию, производится приладка и приводка. После выполнения выше
перечисленных работ должен быть получен сигнальный оттиск, соответствующий по
своим денситометрическим параметрам оригинал-макету. После утверждения
заказчико подписного листа производится печатание тиража.
После утверждения
заказчико подписного листа производится печатание тиража.
Продукция после печати поступает на брошюровочный участок, где производится контроль качества печати и подсчет количества печатных оттисков. Если заказана книжно-журнальная продукция, то печатные оттиски заряжаются в фальцевальную машину FKS F5-4800, а после подборки, сшиваются на проволокошвейной машине STITCHMASTER и подрезаются. А если заказ плакатная продукция, то отпечатанные оттиски просто подрезаются под нужный размер.
После подрезки печатная продукция упаковывается в крафт-бумагу и на упаковке подписывается количество экземпляров готовой продукции
Готовая продукция поступает на склад и передаётся заказчику.
Похожие материалы
Информация о работе
Скачать файл
Технологические операции: маховик для повышения производительности
Руководители операций в секторах внедряют новые инструменты и методы автоматизации, параллельно с долгосрочными планами модернизации ИТ, чтобы быстро оцифровать последнюю милю процессов внутри компании. В сочетании с достижениями в области ИТ (включая гибкую разработку программного обеспечения и микросервисы) и организационного дизайна (например, более надежные обучающие платформы и выход за рамки традиционной матричной структуры с помощью гибких методологий) операционные руководители могут быстро превратить свои операции в технологии — технологии, которыми они владеют. , управлять и постоянно совершенствоваться, обеспечивая сокращение расходов на целых 60 процентов при одновременном повышении качества и своевременности.
В сочетании с достижениями в области ИТ (включая гибкую разработку программного обеспечения и микросервисы) и организационного дизайна (например, более надежные обучающие платформы и выход за рамки традиционной матричной структуры с помощью гибких методологий) операционные руководители могут быстро превратить свои операции в технологии — технологии, которыми они владеют. , управлять и постоянно совершенствоваться, обеспечивая сокращение расходов на целых 60 процентов при одновременном повышении качества и своевременности.
Будьте в курсе ваших любимых тем
Однако многие операционные группы и их высшее руководство ставят перед собой слишком низкие цели и с трудом добиваются результатов даже на первых этапах этого пути. Не имея четкой цели и сильного мандата на изменение своей операционной модели, многие компании остаются в ловушке экспериментального чистилища: инвестиции носят предварительный характер, эффект от масштаба незначителен, команды отказываются от усилий после нескольких отдельных проектов и сосредотачиваются исключительно на точечных решениях, а не чем создание настоящего двигателя для исполнения и постоянного совершенствования.
Бессистемное использование этих инструментов может привести не только к неэффективности, но и к операционному хаосу: нестабильные роботы, которые блокируют системы и процессы, куча сложных процессов, которые никогда не оспариваются и не перестраиваются должным образом, а менеджеры остаются не в состоянии для управления виртуальной рабочей силой. Но при правильном использовании и в правильной последовательности эти инструменты являются первым шагом на пути к ускорению непрерывного технического перепроектирования во многих областях деятельности, повышению операционной устойчивости при одновременном повышении производительности.
Чтобы преодолеть эти распространенные сбои, предприятия должны:
- Разработайте интуитивно понятный цикл «от операций к технологиям», который поможет операционным группам понять, как выглядит механизм непрерывного совершенствования в контексте автоматизации и операционной модели следующего поколения;
- Определите самые большие проблемы, с которыми обычно сталкиваются менеджеры, стремящиеся запустить или ускорить цикл перехода от эксплуатации к технологиям; и
- Создайте эффективный краткосрочный план действий, чтобы помочь менеджерам преодолеть эти проблемы, обеспечить устойчивые результаты в краткосрочной и долгосрочной перспективе, создать новые возможности для сотрудников и изменить представление о постоянном совершенствовании в организации.

Несмотря на то, что компании имеют долгую историю сочетания технологий и операций, большинство учреждений по-прежнему сталкиваются со сложными ИТ и сложными, дорогостоящими и часто подверженными ошибкам операциями.
Бережливое производство и другие подходы к совершенствованию операций чрезвычайно помогают операциям, поскольку они фокусируются на клиентах, устраняют потери, повышают прозрачность и создают культуру, которая способствует постоянному совершенствованию. Но такие усилия по отдельности могут сильно ограничиваться ИТ-системами, которые могут быть медленными, дорогостоящими и сложными в управлении. В то же время операции должны справляться с процессами, которые остаются в значительной степени ручными и фрагментированными.
Как выглядит будущее
Недавние изменения в технологиях, в частности, инструменты анализа процессов и обработки естественного языка, робототехника (как роботизированная автоматизация процессов, или RPA, так и роботизированная автоматизация рабочего стола, или RDA), доступное машинное обучение и искусственный интеллект, усовершенствованные инструменты управления данными. , и микросервисы, определяемые API (интерфейсами прикладного программирования), внезапно создали новый набор возможностей. Компании могут модернизировать сложные системы, автоматизировать ручные операции и быстрее использовать данные для анализа и анализа, чтобы выявлять и устранять основные причины неэффективности или других проблем.
, и микросервисы, определяемые API (интерфейсами прикладного программирования), внезапно создали новый набор возможностей. Компании могут модернизировать сложные системы, автоматизировать ручные операции и быстрее использовать данные для анализа и анализа, чтобы выявлять и устранять основные причины неэффективности или других проблем.
Хотите узнать больше о нашей операционной практике?
Мы называем этот цикл непрерывного совершенствования «превращением операций в технологии». Это сокращение для систематизации всех ручных шагов и правил, которые существуют во многих операционных цехах, а также виртуальный сценарий, который существует только в головах ответственного операционного персонала. Результатом является набор систематизированных инструкций, которые автоматические боты могут легко и быстро тестировать, обновлять и выполнять. Автоматизированные инструменты также могут создавать контрольные журналы и генерировать новые данные: как снизу вверх для конкретной обрабатываемой работы, так и сверху вниз о том, как выполняются процессы. Это также позволяет проводить новый анализ, идеи и воздействие.
Это также позволяет проводить новый анализ, идеи и воздействие.
Компании могут использовать машинное зрение, анализ процессов и инструменты обработки естественного языка для анализа дополнительных источников данных, таких как действия на рабочем столе, файлы журналов и стенограммы вызовов, а также предоставлять операторам обучение в режиме реального времени и ценную информацию для дальнейшего развития. специальная оптимизация и анализ устранения первопричин. Такой подход запускает мощный маховик непрерывного совершенствования, которым могут управлять (демонстрировать) операционные группы.
Экспонат
Мы стремимся предоставить людям с ограниченными возможностями равный доступ к нашему веб-сайту. Если вам нужна информация об этом контенте, мы будем рады работать с вами. Пожалуйста, напишите нам по адресу: [email protected]
Сочетание этих инструментов и возможностей при правильном использовании является революционным. Мы знаем о нескольких крупных организациях в разных отраслях, которые находятся на пути к достижению эффективности в 50 и более процентов в течение следующих трех-пяти лет. Например, одно финансовое учреждение использовало маховик для сокращения затрат почти на 45 процентов по операциям за два года и находится на пути к дальнейшей экономии и новым возможностям для бизнеса. Еще одно финансовое учреждение смогло перестроить и автоматизировать свои глобальные операции, чтобы сократить расходы на 50 процентов, устранив при этом дублирование работы и последующие ошибки. В обоих случаях учреждения будут частично использовать сэкономленные средства для финансирования перехода от малоценной ручной работы к ценному обслуживанию клиентов, основанному на данных.
Мы знаем о нескольких крупных организациях в разных отраслях, которые находятся на пути к достижению эффективности в 50 и более процентов в течение следующих трех-пяти лет. Например, одно финансовое учреждение использовало маховик для сокращения затрат почти на 45 процентов по операциям за два года и находится на пути к дальнейшей экономии и новым возможностям для бизнеса. Еще одно финансовое учреждение смогло перестроить и автоматизировать свои глобальные операции, чтобы сократить расходы на 50 процентов, устранив при этом дублирование работы и последующие ошибки. В обоих случаях учреждения будут частично использовать сэкономленные средства для финансирования перехода от малоценной ручной работы к ценному обслуживанию клиентов, основанному на данных.
В третьем примере банк автоматизировал 60 процентов маршрутизации платежных запросов клиентов. Клиенты должны физически подписывать эти платежные запросы, поэтому сквозная обработка требует нескольких возможностей автоматизации. Банк использовал концепцию маховика для многократного увеличения объема и эффективности автоматизированной обработки документов. Рабочий процесс оказался критически важным фактором: консолидация и отслеживание томов, регистрация успехов и исключений, а также предоставление ценных данных для управления мощностями и соблюдения соглашений об уровне обслуживания, поскольку ручная работа со временем сократилась.
Банк использовал концепцию маховика для многократного увеличения объема и эффективности автоматизированной обработки документов. Рабочий процесс оказался критически важным фактором: консолидация и отслеживание томов, регистрация успехов и исключений, а также предоставление ценных данных для управления мощностями и соблюдения соглашений об уровне обслуживания, поскольку ручная работа со временем сократилась.
Этот цикл стал возможен только в последние несколько лет, когда автоматизация и машинное обучение значительно улучшились. Скорость разработки существенно увеличилась, а количество процессов, которые можно автоматизировать, резко возросло: не только простое манипулирование вводом данных, но и еще больше процессов, основанных на знаниях, таких как получение информации из данных. Один глобальный банк автоматизировал значительную часть роли аналитика по акциям в чтении финансовых отчетов. Сравнение продаж в одном и том же магазине, составление выводов и генерация комментариев входят в число многих возможных задач, в значительной степени автоматизированных.
Фальстарт?
Во многих цехах совершенствование процессов может застопориться из-за того, что процессы четко не определены; если они четко определены, может быть недостаточно данных для определения основных причин проблемы или определения возможностей улучшения. Или долгожданная будущая платформа может внести существенные изменения в область или процесс, поэтому команды ждут и видят, а не улучшают сегодня.
Учитывая конкурирующие приоритеты, компании могут не инвестировать в картографирование фундаментальных процессов и микроэкономику. Или они не видят убедительного экономического обоснования для автоматизации «последней мили» процессов компании, возможно, потому, что рассматриваемые процессы происходят нечасто или в них участвует сравнительно небольшое число людей. Даже когда они создают достаточно полное решение для автоматизации, оно может быть слишком жестким, чтобы допускать обновления по мере изменения условий бизнеса.
Эти менеджеры упускают из виду полную стоимость неполной автоматизации. Например, они не учитывают длительные внутренние дискуссии о том, как обрабатывать конкретное исключение. Это может включать в себя старших сотрудников, которые «заново открывают» подход к задаче, пробы и ошибки при работе с унаследованными системами, переключение проектов между командами, которые не привыкли справляться с задачами меньшего объема, риск и стоимость исправления ошибок, а также инвестиции в поддержку. неполные, устаревшие и потенциально неиспользуемые материалы для обучения, соблюдения требований и отчетности. Один страховой клиент подсчитал, что такого рода проблемы увеличили фактические операционные расходы в 30 раз по сравнению с первоначальной оценкой.
Например, они не учитывают длительные внутренние дискуссии о том, как обрабатывать конкретное исключение. Это может включать в себя старших сотрудников, которые «заново открывают» подход к задаче, пробы и ошибки при работе с унаследованными системами, переключение проектов между командами, которые не привыкли справляться с задачами меньшего объема, риск и стоимость исправления ошибок, а также инвестиции в поддержку. неполные, устаревшие и потенциально неиспользуемые материалы для обучения, соблюдения требований и отчетности. Один страховой клиент подсчитал, что такого рода проблемы увеличили фактические операционные расходы в 30 раз по сравнению с первоначальной оценкой.
Императив автоматизации
Получите максимум от технологического маховика
Лидеры автоматизации придерживаются другого мнения. Самодокументирующиеся инструменты автоматизации процессов предоставляют решение, которое зачастую менее рискованно и менее затратно, чем полагаться на память ключевого человека или прибегать к ручному документированию. В то же время современные инструменты автоматизации обеспечивают достаточно быструю окупаемость инвестиций, что позволяет компаниям внедрить правильное картирование процессов и инструменты.
В то же время современные инструменты автоматизации обеспечивают достаточно быструю окупаемость инвестиций, что позволяет компаниям внедрить правильное картирование процессов и инструменты.
По мере выполнения процесса он генерирует данные о перерывах в работе и областях с более низкой производительностью, запуская маховик ops-as-tech. Соответственно, экономия достигается не только за счет устранения ручной работы, но и за счет управления командами с лучшим представлением о ежедневных проблемах производительности и изменчивости. Обладая достаточной встроенной гибкостью, компания может использовать эту информацию для улучшения существующего процесса или снижения риска будущих изменений в ИТ. Обновления правил, необходимые для изменения процесса, часто очень просты и мгновенно масштабируются для связанных процессов. Рабочие не нуждаются в переобучении. Освободившись от повторяющихся задач, специалисты могут сосредоточиться на улучшении процессов и автоматизации небольших исключений.
Упомянутый ранее глобальный банк сделал это очень хорошо. Понимание того, как ее клиенты и партнеры действительно использовали ее услуги и данные, оказалось критически важным для раскрытия новых возможностей эффективности и совместных инноваций бизнес-моделей. После автоматизации торговли с клиентами и обработки шаблонов руководители получили четкое представление о типах и частоте исключений и ошибок по клиентам, типам сделок и продуктам. Они использовали эти данные, чтобы привлечь клиентов к тому, как снизить затраты на взаимодействие, улучшить шаблоны и даже получить оплачиваемую работу по интеграции, чтобы внедрить более прямую обработку. Такое «выходящее за рамки сквозного» перепроектирование процессов становится все более распространенным, поскольку компании смотрят вверх и вниз по течению от взаимодействия с клиентами и внутренних наборов данных.
Как добраться до великого
Хотя этот цикл перехода от операций к технологиям следующего поколения достаточно прост, чтобы его можно было широко обсуждать в операционных группах, существует несколько общих проблем, которые мы постоянно наблюдаем на каждом этапе.
В обнаружении и анализе необходимой частью выявления возможностей и привлечения ИТ-специалистов является достижение необходимого уровня детализации, чтобы владелец процесса мог по-настоящему контролировать процессы и понимать их производительность. Это не всегда хорошо. Когда степень детализации слишком высока, предприятия упускают новые возможности для автоматизации, потому что существует слишком много исключений, выполняемых вручную. Когда он слишком низкий, сложность (и вытекающее из этого экономическое обоснование) может показаться пугающей.
Открытие должно начинаться на высоком уровне, бросая вызов необходимости исключений. Выявляйте возможности для упрощения, реорганизации и стандартизации процессов — при минимизации исключений — перед переходом на следующий уровень детализации. Устранение вариантов с низкой добавленной стоимостью — важная возможность для постоянного улучшения. Выполняйте эту работу быстрыми спринтами, вместо того, чтобы пытаться полностью отобразить все случаи и исключения на первой итерации.
В технологическом редизайне , нулевой базис процесса с учетом новейших технологий автоматизации помогает поддерживать высокие амбиции. Несколько основных вопросов структурируют задачу: Что мешает нам полностью оцифровать или автоматизировать процессы? Может ли деятельность, основанная на правилах, уменьшить текущие исключения и ручную обработку? Нужно ли какое-то комплексное мышление? Может ли какая-либо из новых технологий автоматизации помочь в этом? Требуется ли новый цифровой интерфейс или набор структурированных входов? Существуют ли политические или нормативные препятствия для сквозной обработки? Понимание каждого потенциального препятствия вместе с реалистичным представлением о возможности и требуемых усилиях помогает расставить приоритеты действий. Даже когда цифровизация займет несколько лет, часто существуют краткосрочные возможности автоматизации, которые снизят совокупный риск и стоимость внедрения цифровизации и могут даже оказаться самоокупаемыми.
В автоматизации и оцифровке захватывающие технологические разработки ускоряют путь к воздействию и генерируют внутрипроцессные данные, которые компании могут использовать для постоянного улучшения. Например, новые инструменты и ресурсы автоматизации, некоторые из которых возникли в результате усилий сообщества, таких как форумы руководителей по автоматизации, позволяют компаниям быстро решать общие проблемы на основе общих стандартов конфигурации, передового опыта и платформы с открытым исходным кодом. Адаптеры также доступны в готовом виде или могут быть разработаны повторно для интеграции со многими распространенными корпоративными программными системами. Страховая компания, например, смогла сократить время запуска своей программы автоматизации примерно на пять месяцев, отчасти за счет использования лучших практик, которые она узнала на форуме, вместе с правильной структурой своих команд и правильной организацией своей ИТ-архитектуры и правил именования. с самого начала идти.
В анализе воздействия и данных операционные менеджеры должны чувствовать свою ответственность и безотлагательность, чтобы успешно управлять операциями как технологиями. Инструменты расширенной автоматизации (иногда в сочетании с инструментами анализа процессов и обработки естественного языка) могут помочь менеджерам анализировать больше данных, чем позволяют традиционные упражнения по выборке, указывая на потенциальные возможности, предлагая приоритеты и предлагая непрерывный мониторинг. Цели производительности должны быть соответствующим образом скорректированы, каскадированы по всем уровням организации и должны принадлежать операционной группе.
Как только этот маховик модернизации запустится, организации смогут мечтать о гораздо большем. Значительное снижение затрат и повышение надежности и возможностей взаимодействия с клиентами — это только начало того, чего они могут достичь.
Будьте в курсе ваших любимых тем
Управление технологиями в управлении операциями
Введение
За последнее десятилетие или около того технологии изменили способ ведения бизнеса организациями.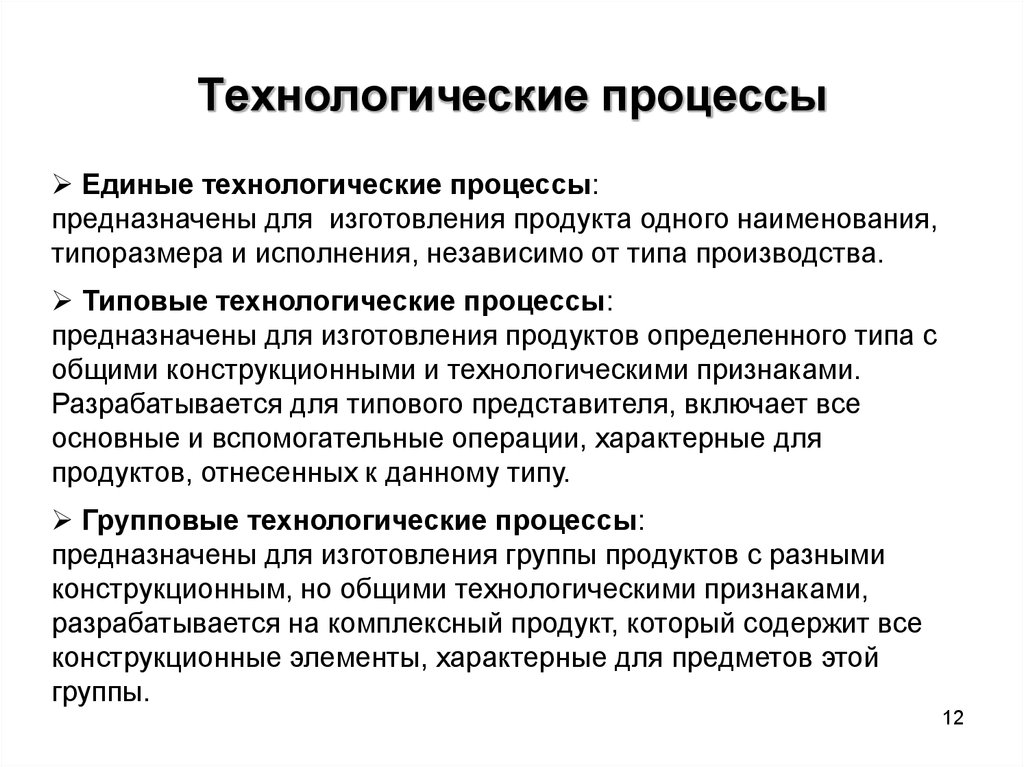 Появление технологий в управлении операциями увеличило производительность организации.
Появление технологий в управлении операциями увеличило производительность организации.
Управление технологиями и операциями
Сфера управления технологиями и операциями развивалась с течением времени и перешла от разработки продуктов к проектированию, управлению и совершенствованию операционных систем и процессов .
Использование технологий в управлении операциями позволило организациям снизить затраты, улучшить процесс доставки, стандартизировать и улучшить качество и сосредоточиться на настройке, тем самым создавая ценность для клиентов.
Интеграция технологии с производственной системой
Технология повышает эффективность организации и повышает ее производительность. Однако внедрение технологии в производственную систему является очень сложным процессом, и он должен состоять из следующих этапов:
Приобретение технологии: приобретенная технология должна соответствовать общим целям организации и должна быть одобрена после тщательного анализа затрат и результатов.
Технологическая интеграция: 9Технология 0100 влияет на все аспекты производства, т. е. на капитал, рабочую силу и клиента. Поэтому необходим надежный план интеграции технологий.
Проверка технологии: после интеграции технологии важно проверить, обеспечивает ли технология операционную эффективность и используется ли она в полной мере.
Технологии в производстве и дизайне
Технологии все шире используются для персонализации дизайнерских продуктов и услуг. Использование компьютеров и вспомогательных электронных систем является неотъемлемой частью современной промышленности и сферы услуг. Современные методы можно разделить на следующие категории:
Система автоматизированного проектирования (САПР): САПР позволяет связать два более сложных компонента конструкции с очень высоким уровнем точности, что обеспечивает более высокую производительность.
Автоматизированная производственная система (CAM): Точность очень важна при работе с любыми машинами, поэтому используются компьютеризированные станки с числовым программным управлением, что обеспечивает высочайший уровень точности.
Стандарт для обмена данными о продукте: Как следует из названия, дизайн продукта передается между CAM и CAM в трех измерениях. Стандарт для процесса обмена данными о продукте, который обеспечивает совместное использование продукта на всех этапах жизненного цикла продукта и служит нейтральным обменом файлами.
Системы программного обеспечения в производстве
Существуют различные системы программного обеспечения для интеграции операций и производственных функций с другими бизнес-функциями организации. Некоторыми из распространенных программных систем являются планирование ресурсов предприятия (ERP), управление цепочками поставок (SCM), разработка новых продуктов (NPD) и управление взаимоотношениями с клиентами (CRM).
Планирование ресурсов предприятия (ERP) связывает все бизнес-функции, такие как производство, маркетинг, человеческие ресурсы и финансы, через общую программную платформу. Основные преимущества ERP-решения заключаются в том, что оно не только снижает количество ошибок в базе данных, но и повышает ценность для клиентов за счет более быстрой доставки и выполнения заказов.
Автоматизация производства и операций
Автоматизация сокращает ручное вмешательство в производственный процесс. Это повышает производительность и снижает погрешность, тем самым способствуя экономии за счет масштаба. Есть и такие преимущества автоматизации, как безработица, высокие эксплуатационные расходы и первоначальные капитальные вложения. Следовательно, автоматизация может подходить не во всех ситуациях, и в конечном итоге важно согласование с общей целью организации.
Вызовы
Технологии могут способствовать изменению операций и управления производством. Но может оказаться невозможным использовать технологию во всех аспектах, поскольку проблемы возникают из-за высокой начальной стоимости инвестиций, высокой стоимости обслуживания и бесхозяйственности.
| ❮❮ Предыдущий | Следующий ❯❯ |
Похожие статьи
Просмотреть все статьи
Авторство/Ссылки – Об авторе(ах)
Статья написана Prachi Juneja и проверена Management Study Guide Content Team .
В группу MSG Content входят опытные преподаватели, специалисты и профильные эксперты. Мы Сертифицированный поставщик образовательных услуг ISO 2001:2015 . Чтобы узнать больше, нажмите «О нас». Использование этого материала бесплатно для целей обучения и образования. Укажите авторство используемого контента, включая ссылки на ManagementStudyGuide.com и URL-адрес страницы контента.
Что такое ИТ-операции (ITOps)?
Что такое ИТ-операции?
ИТ-операции (ITOps) относятся к набору процессов и услуг, которыми управляет ИТ-отдел в рамках более крупной организации или бизнеса. ITOps — это одна из четырех определенных функций в структуре лучших практик ITIL для управления ИТ-услугами, наряду с техническим управлением, управлением приложениями и службой поддержки.
Основные выводы
- ИТ-эксплуатация — это одна из четырех определенных функций в структуре лучших практик ITIL для управления ИТ-услугами, наряду с техническим управлением, управлением приложениями и службой поддержки.

- Группа ИТ-операций состоит из группы ИТ-операторов во главе с менеджером по ИТ-операциям.
- Менеджеры по ИТ-операциям являются владельцами процессов управления ИТ-операциями, целью которых является осуществление и поддержание контроля над ИТ-услугами и связанной базовой инфраструктурой.
- В то время как функция технического управления существует для предоставления технических рекомендаций высокого уровня, ИТ-операции сосредоточены на рутинных и повседневных операционных задачах и обслуживании.
Чем занимается менеджер по ИТ-операциям?
Каждая компания или ИТ-организация имеет право устанавливать свои собственные наборы ролей и обязанностей для руководителя ИТ-операций. С точки зрения структуры ITIL, роль менеджера ITOps заключается в том, чтобы взять на себя контроль и общую ответственность за все действия по эксплуатации служб, которые входят в компетенцию ИТ-операций.
Менеджеры ITOps являются владельцами процесса управления ИТ-операциями , целью которого является осуществление и поддержание контроля над ИТ-услугами и подключенной базовой инфраструктурой. Это включает в себя наблюдение за связанными повседневными и рутинными задачами, такими как планирование рабочей нагрузки, создание резервных копий данных, восстановление систем после сбоев и другие регулярные действия по обслуживанию.
Это включает в себя наблюдение за связанными повседневными и рутинными задачами, такими как планирование рабочей нагрузки, создание резервных копий данных, восстановление систем после сбоев и другие регулярные действия по обслуживанию.
Менеджеры по ИТ-операциям могут также взять на себя ответственность за управление объектами , которые включают надзор и обслуживание физической среды, в которой размещается ИТ-инфраструктура и оборудование. Эта ключевая обязанность включает в себя обеспечение надлежащей вентиляции и кондиционирования серверных комнат и центров обработки данных для предотвращения перегрева, а также обеспечение наличия резервных систем для поддержания доступности услуг в случае отключения электроэнергии.
Коллективная ответственность за управление объектами и контроль ITOps дает руководителям ИТ-операций сквозной, детерминированный контроль, надзор и подотчетность в отношении доступности ИТ-услуг.
ИТ-операции и управление приложениями
Контроль ITOps является одной из основных функций управления ИТ-услугами, наряду с управлением приложениями, техническим управлением и службой поддержки. Мы можем сравнить и сопоставить эти функции, чтобы углубить наше понимание того, как ИТ-операции вписываются в общую структуру ИТ-функций.
Мы можем сравнить и сопоставить эти функции, чтобы углубить наше понимание того, как ИТ-операции вписываются в общую структуру ИТ-функций.
Управление приложениями касается технического аспекта управления приложениями, необходимыми для поддержки ИТ-услуг в организации. Группы управления приложениями играют важную роль в разработке, тестировании, развертывании, эксплуатации и оптимизации приложений. Они также обладают специальными знаниями в области программирования, которые необходимы для управления и мониторинга приложений на уровне кода.
Технический менеджмент предоставляет технические знания высокого уровня, которые могут быть стратегически применены к проектированию, управлению и поддержке ИТ-инфраструктуры. ИТ-организация может назначить технического руководителя или технического аналитика для каждой ключевой технологической области, целью которого является предоставление технических знаний для принятия решений в течение жизненного цикла услуги.
Служба поддержки — самая известная функция в ИТ-организации для большинства предприятий. Служба поддержки действует как единая точка контакта между бизнесом и ИТ-отделом, где пользователи могут отправлять отчеты об инцидентах или запросы на ИТ-услуги.
ИТ-операции играет уникальную роль по сравнению с этими другими функциями, хотя области ответственности и специализации могут частично совпадать. Целью управления ИТ-операциями является мониторинг и контроль ИТ-услуг, а также базовых элементов конфигурации, необходимых для предоставления этих услуг. Некоторые организации могут даже разделить функциональность своей службы поддержки на отдельную службу поддержки ИТ-операций и службу поддержки ИТ-приложений.
В то время как функция технического управления существует для предоставления технических рекомендаций высокого уровня, ИТ-операции сосредоточены на рутинных и повседневных операционных задачах и обслуживании. В то время как группы управления приложениями сосредоточены на технических аспектах управления приложениями, ИТ-операции сосредоточены конкретно на услугах и инфраструктуре (хотя есть некоторое совпадение, поскольку и то, и другое может быть задействовано в мониторинге приложений). ИТ-операции приносят пользу организации, контролируя и управляя конкретными задачами, необходимыми для поддержания производительности и надежности ИТ-инфраструктуры при предоставлении услуг бизнесу.
ИТ-операции приносят пользу организации, контролируя и управляя конкретными задачами, необходимыми для поддержания производительности и надежности ИТ-инфраструктуры при предоставлении услуг бизнесу.
Что делают ИТ-операции?
Команда ITOps может состоять из ИТ-операторов, управляемых менеджером по ИТ-операциям, или межфункциональной группы сетевых и системных инженеров, специалистов по сетевой безопасности и других должностей, которые работают вместе для управления и обслуживания ИТ-инфраструктуры. Структура Disciplined Agile определяет 6 классификаций задач ИТ-операций, а также связанные действия, соответствующие каждой стратегической цели.
Запуск решений — Запуск решений — основная причина существования ИТ-операций. ИТ-операторы несут ответственность за резервное копирование данных, восстановление системы после сбоя или обновления службы, настройку и настройку серверов и других элементов конфигурации для оптимизации их производительности и распределения ИТ-ресурсов там, где они необходимы для обеспечения эффективного предоставления услуг.
Управление инфраструктурой . Надзор за ИТ-инфраструктурой является ключевой обязанностью руководителей ИТ-операций. ИТ-инфраструктура состоит из вычислительного и сетевого оборудования, а также программных приложений, которые на них работают. Управление инфраструктурой включает в себя надзор за гибридными облачными средами, приложениями, развернутыми в облаке, управление сетевой безопасностью, управление объектами и аппаратными компонентами ИТ-инфраструктуры.
Управление конфигурациями — ИТ-специалисты должны документировать конфигурации оборудования и зависимости решений, а также внедрять новые конфигурации для обеспечения оптимальной производительности ИТ-инфраструктуры и услуг.
Развитие инфраструктуры — ITOps играет доминирующую роль в повседневном обслуживании, но ИТ-операторы могут и должны действовать как новаторы, работающие над развитием инфраструктуры таким образом, чтобы она отвечала требованиям бизнеса.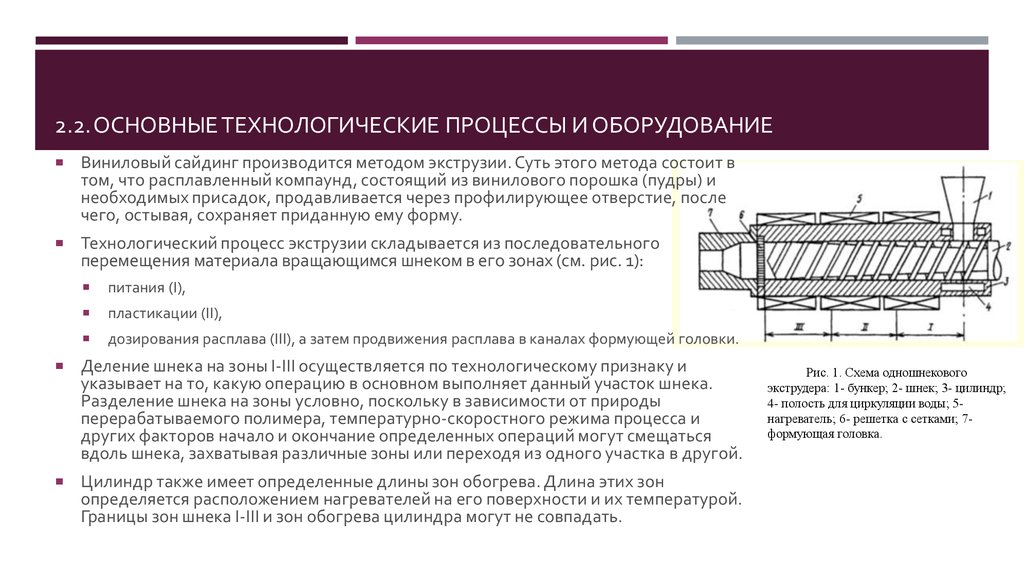 Это включает в себя такие действия, как выявление последствий изменений, применение исправлений программного обеспечения и внедрение новых аппаратных и программных приложений для повышения производительности услуг.
Это включает в себя такие действия, как выявление последствий изменений, применение исправлений программного обеспечения и внедрение новых аппаратных и программных приложений для повышения производительности услуг.
Смягчение аварийных ситуаций — Команды ITOps обычно отвечают за план аварийного восстановления бизнес-организации. Команды ИТ-эксплуатантов планируют, моделируют и отрабатывают ситуации аварийного восстановления, чтобы защитить бизнес от значительного простоя и потери доходов, если непредвиденная проблема или катастрофа приведет к серьезному отключению службы.
Управление ИТ-операциями — ITOps отслеживает и измеряет производительность ИТ-инфраструктуры, включая состояние безопасности ИТ-организации. Он также может разрабатывать операционные метрики, чтобы помочь оценить производительность ключевых процессов и служб, управлять соблюдением лицензий на программное обеспечение и проводить аудиты инфраструктуры, чтобы убедиться, что целевые показатели безопасности и производительности выполняются.
Sumo Logic повышает эффективность ИТ-операций с помощью аналитики и машинного обучения
Sumo Logic — это совершенный аналитический инструмент для ИТ-операций, которым поручено управление сложными гибридными облачными средами. Платформа использует машинное обучение и распознавание шаблонов для расширения возможностей таких функций, как обнаружение аномалий, обнаружение выбросов и динамические базовые показатели, помогая вашей команде сопоставлять проблемы производительности с ошибками и журналами событий, а также упрощая обнаружение и устранение угроз безопасности.
Полная видимость для DevSecOps
Сокращение времени простоя и переход от реактивного к упреждающему мониторингу.
Начать бесплатную пробную версию
IT Operations (ITOps) Роли и обязанности — BMC Software
Блог IT Operations IT Operations (ITOps) относится к процессам, методам и даже ИТ-услугам, необходимым для удовлетворения бизнес-потребностей внутренних и внешних пользователей. Проще говоря, специалисты ITOps обеспечивают предоставление ИТ-услуг, поддерживая соответствующие процессы для успешного ведения бизнеса с использованием ИТ.
Проще говоря, специалисты ITOps обеспечивают предоставление ИТ-услуг, поддерживая соответствующие процессы для успешного ведения бизнеса с использованием ИТ.
В этой статье мы обсудим роли и обязанности ИТ-специалистов и выделим новые технологические достижения, которые изменили ландшафт ИТ-услуг.
Функции в ИТ-операциях
Сегодня ИТ-подразделениями можно управлять различными способами. За последнее десятилетие ИТ-организации, принявшие методы работы DevOps и Agile, фактически переопределили и изменили способ предоставления услуг. Это означает, что роли, должности и соответствующие обязанности любой группы ИТ-операций могут сильно различаться.
Итак, давайте начнем с рассмотрения ИТ-функций, охватываемых различными ролями в ИТ-командах:
Сетевая инфраструктура
Под зонтиком сетевой инфраструктуры находятся следующие функции и методы:
- Конфигурация и управление сетью
- Управление брандмауэром
- Предоставление механизмов для управления идентификацией и доступом в соответствии с политиками организации
- Мониторинг работоспособности сетевой инфраструктуры и потоков трафика
- Развертывание, обновление и поддержка оборудования
(Подробнее о корпоративных сетях.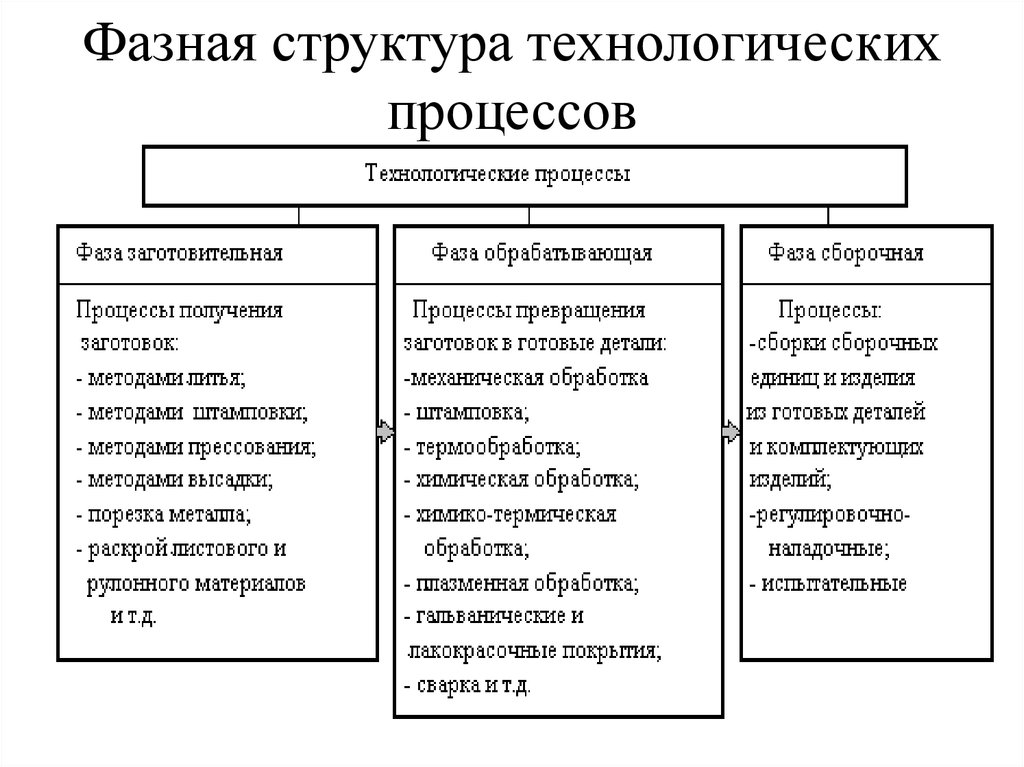 )
)
Управление сервером
Управление сервером включает в себя следующие действия: внешние пользователи, включая заказчиков и партнеров
Поддержка службы поддержки
В любой ИТ-организации поддержка службы поддержки может быть включена в управление конкретной ИТ-службой ( ITSM) или отдел ИТ-операций в более общем смысле. Общие действия включают:
- Устранение неполадок
- Управление службой поддержки и системами продажи билетов
- Координация со службой поддержки для выявления и устранения основных причин проблем, связанных с ИТ-инфраструктурой и системами
- Разработка плана аварийного восстановления и снижения рисков
- Работа с внешними партнерами, аудиторами и консультантами по проектам управления рисками и соответствия нормативным требованиям
(Сравните службу поддержки со службой поддержки. )
)
Управление инцидентами и безопасностью
Традиционно являясь автономным отделом, безопасность и управление инцидентами становятся все более и более важными для всех областей ИТ, особенно в организациях, явно предназначенных для обеспечения безопасности или DevSecOps. Деятельность в этой области включает в себя:
- Внедрение упреждающих, превентивных и реагирующих мер обслуживания
- Внедрение и использование технологических систем для обнаружения моделей аномального поведения сети и безопасности -сайтовые и облачные инфраструктурные системы
- Архитектура ИТ-сред с достаточной избыточностью, дублированием и защитой от естественных, внутренних и внешних угроз, которые могут поставить под угрозу информационную безопасность и доступность услуг
- Разработка и внедрение стандартов соглашения об уровне обслуживания (SLA), необходимых для успешного ведения бизнеса с использованием ИТ
Функции ITOps + DevOps
Конечно, ИТ-операции имеют некоторые пересекающиеся обязанности, которые также поддерживают приложения и программное обеспечение, включая разработку и тестирование. В частности, DevOps действительно сближает персонал ИТ-операций с командами ИТ-приложений в следующих областях:
В частности, DevOps действительно сближает персонал ИТ-операций с командами ИТ-приложений в следующих областях:
- Поддержка приложений, конфигурация, установка и устранение неполадок
- Обслуживание базы данных
- Мониторинг приложений и инфраструктуры
- Управление сетью
- Служба поддержки
- Финансовый аудит и отчетность
- Служба поддержки и поддержки ИТ-операций
уместно и эффективно.
Общие названия должностей ИТ-операторов
Давайте рассмотрим некоторые из наиболее распространенных ролей ITOps в корпоративной ИТ-организации:
- Инженер по эксплуатации управляет операциями по внедрению среды, развертыванию приложений и оптимизации лучших практик инфраструктуры ITSM.
- Operations Manager наблюдает за разработкой и внедрением ITOps с точки зрения бизнеса и технических аспектов.
- Cloud Architect проектирует облачную среду с учетом бизнес-требований организации.
 Дополнительные обязанности включают развертывание инфраструктуры, обслуживание, мониторинг, управление и безопасность.
Дополнительные обязанности включают развертывание инфраструктуры, обслуживание, мониторинг, управление и безопасность. - Бизнес-архитектор интерпретирует организационную политику, риски и цели и устраняет разрыв между стратегией и реализацией. Синтезирует процесс разработки стратегии во всех отделах, чтобы обеспечить согласованность коллективного видения всех команд с организацией.
- Системный интегратор проектирует, создает и синтезирует все подмножества ИТ-систем, совместно используемые для предоставления ИТ-услуги или решения.
- Менеджер по инцидентам и безопасности разрабатывает стратегии и системы, помогающие снизить риски и максимально повысить надежность ИТ-услуг.
- Аналитик приложений отвечает за мониторинг, администрирование и обслуживание программных приложений, взаимодействующих данных и базовой ИТ-инфраструктуры.
- Технический/системный аналитик анализирует, насколько ИТ-системы, решения и приложения соответствуют бизнес-потребностям организации.
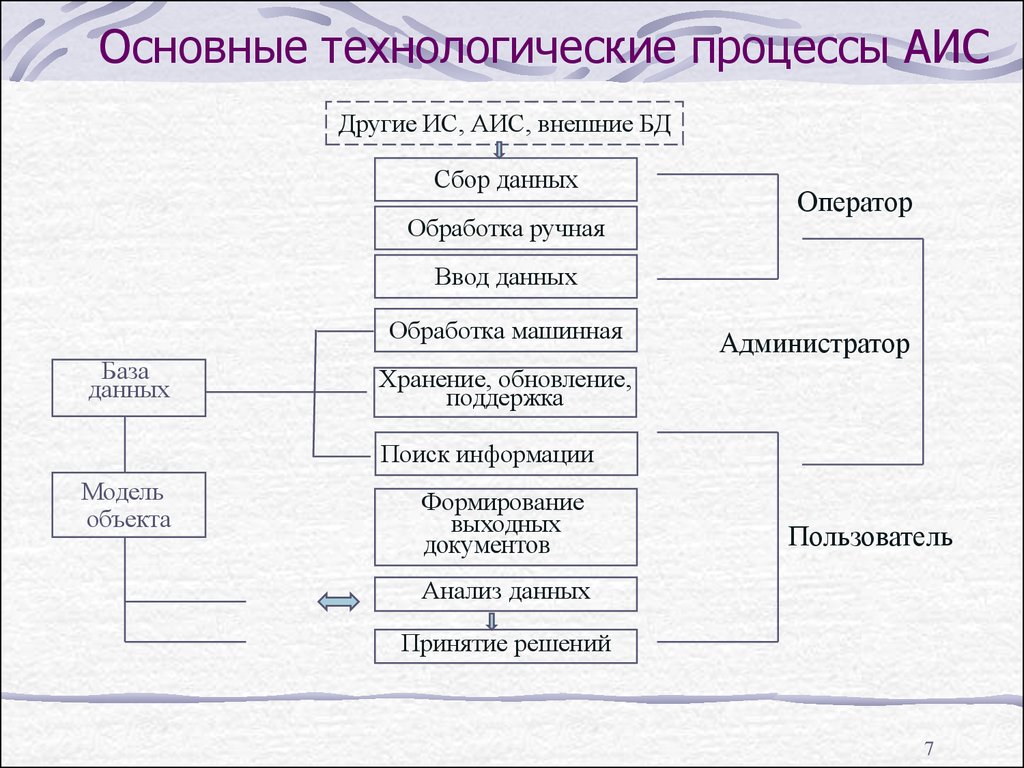 Определяет и анализирует производительность системы, стандарты и проблемы.
Определяет и анализирует производительность системы, стандарты и проблемы. - Сетевой администратор настраивает системы, выявляет и устраняет сетевые проблемы; составление бюджета, техническое обслуживание и управление сетевыми ресурсами.
- ИТ-оператор развертывает, устанавливает и настраивает устройства для пользователей. Реагирование на запросы на обслуживание путем устранения неполадок, замены или модернизации оборудования.
(Прочитайте о согласовании ИТ и бизнеса.)
AIOps для ИТ-операций
Одной из основных проблем, с которыми сталкиваются группы ИТ-операций, является масштаб задач, связанных с эффективным управлением и предоставлением услуг большой пользовательской базе. Достижения в области искусственного интеллекта и машинного обучения сделали ITOps популярным вариантом использования в корпоративных условиях, особенно в средах, где ИТ-инфраструктура усложняется и генерирует огромные объемы данных.
Вариант использования получил название AIOps — искусственный интеллект для ИТ-операций. Согласно AIOps «больших данных и машинного обучения для автоматизации процессов ИТ-операций, включая корреляцию событий, обнаружение аномалий и определение причинно-следственных связей».
Среди популярных поставщиков AIOps:
- BMC
- AppDynamics
- NewRelic
- PagerDuty
- Splunk
Связанный чтение
- Блог IT -операции BMC
- BMC AIOPS Блог
- ИТ -операции. Лучшие практики
- Top It Operations Trends Today
- Руководство GARTNER для AIOPS.
Эти сообщения являются моими собственными и не обязательно отражают позицию, стратегию или мнение BMC.
Видите ошибку или есть предложение? Пожалуйста, сообщите нам об этом по электронной почте [email protected].
BMC приносит A-Game
BMC работает с 86% Forbes Global 50 и клиентами и партнерами по всему миру, чтобы создать их будущее.
 Благодаря нашей истории инноваций, ведущим в отрасли решениям для автоматизации, управления операциями и услугами в сочетании с непревзойденной гибкостью мы помогаем организациям высвободить время и пространство, чтобы стать автономным цифровым предприятием, которое завоевывает возможности в будущем.
Благодаря нашей истории инноваций, ведущим в отрасли решениям для автоматизации, управления операциями и услугами в сочетании с непревзойденной гибкостью мы помогаем организациям высвободить время и пространство, чтобы стать автономным цифровым предприятием, которое завоевывает возможности в будущем.
Узнайте больше о BMC ›Вам также может понравиться
Об авторе
Мухаммад Раза
Мухаммад Раза — консультант по технологиям из Стокгольма, работающий с ведущими стартапами и фирмами из списка Fortune 500 над проектами брендинга передовых идей в области DevOps, облачных вычислений, безопасности и Интернета вещей.
I. Принципы работы и основные принципы технологического оборудования
1 Управление мультимедийной компьютерной системой, включая установку программного обеспечения, d:/), сохранение и удаление файлов, организация папок и сохранение резервных копий в контексте Macintosh, Windows и сетевых систем.

Начальный уровень
Я не умею работать с мультимедийной компьютерной системой.
Новичок
Я использую компьютер для запуска нескольких определенных предварительно загруженных программ. Иногда я сохраняю созданные мной документы, но часто не могу контролировать или определить, где они сохранены.
Ученик
Я использую инструменты операционной системы для установки программного обеспечения, доступа к программам или файлам на других дисках (например, CD-ROM в дисководе d:/), а также для сохранения и удаления файлов в контексте Macintosh, Windows и сетевых систем. . Я создаю свои собственные папки, чтобы упорядочивать файлы и сохранять резервные копии своей работы.
Практик
Я разработал аутентичные учебные задания для разных учащихся, чтобы научить своих учеников получать доступ к программам или файлам на других дисках, сохранять и удалять файлы, упорядочивать папки и сохранять резервные копии.
 контекст Macintosh, Windows и сетевых систем.
контекст Macintosh, Windows и сетевых систем.Эксперт
Я обдумываю и принимаю взвешенные решения при определении эффективности действий, которые учат моих учеников получать доступ к программам или файлам на других дисках, сохранять и удалять файлы, упорядочивать папки и поддерживать резервные копии в контексте Macintosh, Windows и сетевых систем.
2 Надлежащим образом используйте терминологию, связанную с компьютерами и технологиями, в письменных и устных сообщениях.
Начальный уровень
Я не знаю никакой компьютерной терминологии.
Новичок
Я понимаю базовую компьютерную терминологию, когда она используется на занятиях.

Ученик
Я понимаю терминологию в руководствах по компьютерному оборудованию или программному обеспечению или в справочных файлах и могу самостоятельно изучить новые программные приложения. Я использую правильную компьютерную терминологию в письменных и устных указаниях для своих студентов.
Практик
Я разработал аутентичные учебные занятия для разных учащихся, чтобы научить их компьютерной терминологии.
Эксперт
Я обдумываю и принимаю взвешенные решения при определении эффективности занятий по обучению моих студентов компьютерной терминологии.
3 Описывать и применять основные методы устранения неполадок мультимедийных компьютерных систем с соответствующими периферийными устройствами.
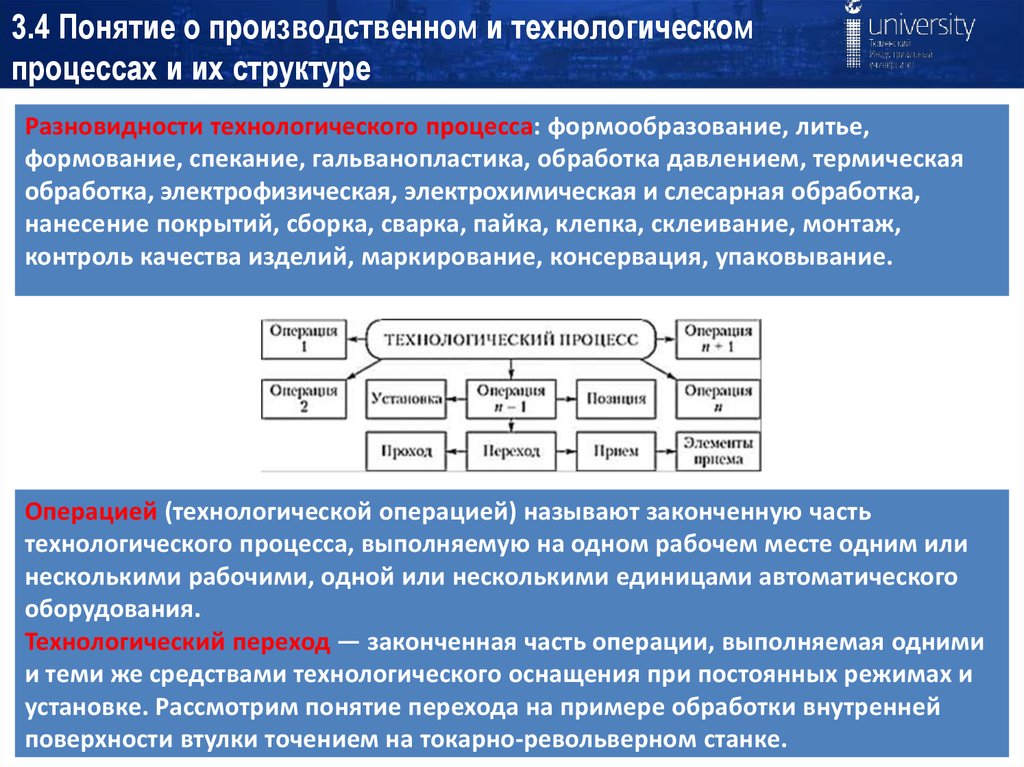
Для новичков
Я не знаю методов устранения неполадок.
Новичок
При возникновении проблем с компьютером я пытаюсь устранить неполадки, прежде чем обращаться за помощью.
Ученик
Я обычно успешно устраняю неполадки, когда возникают основные проблемы с моим компьютером или периферийными устройствами. Я эффективно объясняю проблемы, с которыми я сталкиваюсь, персоналу компьютерной поддержки и могу реализовать их предложения.
Практик
Я разработал аутентичные учебные занятия для разных учащихся, чтобы научить своих учеников основным методам устранения неполадок.

Эксперт
Я обдумываю и принимаю обоснованные решения при определении эффективности мероприятий, которые обучают моих учеников основным методам устранения неполадок.
4 Управление базовым оборудованием и специализированным оборудованием (например, ЖК-дисплеем, проекторами, сканирующими преобразователями, проигрывателями лазерных дисков, видеомагнитофонами, MIDI-калькуляторами и музыкальными калькуляторами в математике; фотокамеры, цифровые или видеокамеры в изобразительном искусстве) и использовать их для поддержки инструкций и запросов, специфичных для области контента.
Для начинающих
Я не знаю, как обращаться с этим оборудованием.

Новичок
Я видел демонстрации того, как работать с оборудованием.
Ученик
Я могу установить и использовать базовое и специальное оборудование для своего класса.
Практик
Я разработал аутентичные учебные занятия для разных учащихся, чтобы научить своих учеников использовать базовое и специализированное оборудование в моем классе.
Эксперт
Я обдумываю и принимаю взвешенные решения при определении эффективности мероприятий, которые учат моих учеников использовать базовое и специализированное оборудование в моем классе.
5 Продемонстрировать осведомленность об использовании компьютеров и вычислительных технологий в бизнесе, промышленности и обществе.

Начальный уровень
Я не знаю, как компьютерные технологии влияют на бизнес, промышленность и общество.
Новичок
Я видел, читал или слышал о влиянии компьютерных технологий на бизнес, промышленность и общество.
Ученик
Я рассмотрел как положительные, так и отрицательные последствия воздействия компьютерных технологий на бизнес, промышленность и общество.
Практик
Я разработал аутентичные учебные задания для разных учащихся, которые помогут моим ученикам узнать о влиянии вычислительных технологий на бизнес, промышленность и общество.
Эксперт
Я обдумываю и принимаю обоснованные решения при определении эффективности действий, которые помогают моим учащимся осознать влияние компьютерных технологий на бизнес, промышленность и общество.
6 Продемонстрировать знание справедливости, этики, правовых и человеческих вопросов, касающихся использования компьютеров и технологий.
Для новичков
Я не знаком с вопросами справедливости, этики, правовыми и человеческими аспектами использования компьютера.
Новичок
Я слышал о справедливости, этике, правовых и гуманитарных вопросах, таких как законы об авторском праве в отношении информации и компьютерного программного обеспечения, а также о важности предоставления всем учащимся равного доступа к информационным технологиям.
Ученик
Я понимаю закон об авторском праве 1976 года и правила добросовестного использования мультимедиа 1996 года, и я обеспечиваю равный доступ к информационным технологиям для всех учащихся в моем классе.

Практик
Я разработал аутентичные учебные мероприятия для разных учащихся, чтобы рассказать своим ученикам о законах об авторском праве, касающихся информации и компьютерного программного обеспечения, а также о важности равного доступа к информационным технологиям.
Эксперт
Я обдумываю и принимаю обоснованные решения при определении эффективности деятельности, которая помогает моим учащимся узнать о законах об авторском праве в отношении информации и компьютерного программного обеспечения, а также о важности равноправного доступа к информации технологии.
7 Продемонстрировать осведомленность о ресурсах для адаптивных вспомогательных устройств для учащихся с особыми потребностями.

Начальный уровень
Мне неизвестны какие-либо адаптивные вспомогательные устройства для учащихся с особыми потребностями.
Новичок
Я знаю о различных адаптивных вспомогательных устройствах и о том, как они могут помочь учащимся.
Ученик
Я наблюдал за использованием адаптивных вспомогательных устройств.
Врач-практик
Я планировал использовать адаптивные вспомогательные устройства для учащихся с особыми потребностями.
Эксперт
Я обдумываю и принимаю обоснованные решения при определении эффективности адаптивных вспомогательных устройств для учащихся с особыми потребностями.

4 силы маркетинговых операций и технологий
Готовясь к предстоящей конференции MarTech в Бостоне, я размышлял о фундаментальных силах, с которыми сталкиваются в своей работе специалисты по маркетинговым технологиям и операциям.
Я считаю, что сегодня в маркетинговых операциях есть две основные проблемы:
- Наша среда постоянно меняется, часто довольно быстро.
- Мы должны изящно сбалансировать противоположные концепции и цели.
Борьба за непрерывные изменения — это то, что я обсуждал ранее с Законом Martec , что я считаю величайшей управленческой задачей 21-го века: считать быстро меняющиеся технологии с (относительно) медленно меняющейся организационной динамикой. Вот почему я выступаю за agile-маркетинг и посвятил этому свою книгу Hacking Marketing .
Но какие противоборствующие силы нам необходимо уравновесить в маркетинговых операциях?
Я указываю «маркетинговые операции» вместо «маркетинга» в более широком смысле, потому что это не предназначено для использования в качестве основы стратегии.
 Таких уже полно. Предположим, у нас есть хорошая стратегия. Теперь наша работа заключается в эффективном управлении маркетинговыми операциями и технологиями для успешной реализации этой стратегии.
Таких уже полно. Предположим, у нас есть хорошая стратегия. Теперь наша работа заключается в эффективном управлении маркетинговыми операциями и технологиями для успешной реализации этой стратегии.Как показано в начале этого поста, я вижу две оси, уравновешивающие четыре силы:
- Централизация против децентрализации
- Автоматизация против гуманизации
У меня есть несколько предварительных мыслей о динамике между этими силами, но я хотел бы услышать ваши мысли и точки зрения.
Централизация или децентрализация
Одной из основных обязанностей маркетинговых операций и управления технологиями является централизация процессов, данных и инструментов, которые охватывают всю маркетинговую организацию в максимально возможной степени. В более крупных компаниях это часто включает разные регионы и, возможно, даже несколько бизнес-подразделений. Это стремление в первую очередь связано с достижением преимуществ 9Шкала 0003 :
- Обмен общими данными о клиентах для обеспечения более последовательного обслуживания клиентов
- Стандартизация других форматов данных и репозиториев для глобальной аналитики и анализа
- Устранение избыточных или дублирующих инструментов в глобальном стеке маркетинга
- Создание воспроизводимых процессов, повышающих операционную эффективность и согласованность бренда
Мы поговорим о другой оси чуть позже, но мы централизованно автоматизируем в первую очередь для эффективности, в то время как мы централизуем гуманизацию , чтобы определить наш бренд.
 Что все в маркетинговой организации считают верным в отношении нашей миссии, культуры и убеждений?
Что все в маркетинговой организации считают верным в отношении нашей миссии, культуры и убеждений?Но вот самое сложное.
Нам также необходимо поддерживать децентрализацию . На самом деле, не просто поддерживайте его, но активно активизируйте и с энтузиазмом поощряйте.
Что-что?
Смотрите, при всех преимуществах централизации нам также необходимо децентрализовать , чтобы дать возможность отдельным лицам и командам в организации разрабатывать новые инструменты и процессы, которые отличаются — по крайней мере, изначально — от централизованного стандарта. Эта другая сторона спектра связана с использованием преимуществ скорости (и адаптивности) по сравнению с масштабом:
- Оптимизация рабочего процесса и результатов в «локальном» контексте конкретной команды
- Быстро экспериментируйте с новыми идеями и технологиями с минимальными бюрократическими проволочками
- Обслуживать отдельных клиентов в контексте их конкретной ситуации
- Поощряйте распределенное руководство для сотрудников, чтобы открывать, учиться и расти
- «Если карта и местность отличаются, доверяйте местности».

Благодаря автоматизации и технологиям децентрализация часто становится тем огнем, где инновация выковывается — пробовать что-то быстрее и проще, не прибегая к глобальному консенсусу и не подвергаясь многочисленным утверждениям от централизованного комитета.
Помните, что большинство экспериментов не работают. Цель состоит в том, чтобы экспериментировать быстро и дешево с относительно низким риском. Неудачники отфильтровываются в реальной практике с минимальными накладными расходами. Победители могут перерасти в «локальные» лучшие практики (т. е. для конкретной тактики или команды). Со временем некоторые из них могут быть повышены до централизованного стандарта, если они применимы во всем мире (не все из них будут).
Что лучше, централизация или децентрализация?
Оба, конечно.
Каждая маркетинговая организация должна в какой-то степени сбалансировать эти две силы. Однако ответ на вопрос, где должен быть этот баланс, не является универсальным.
 Это зависит от компании, ее стратегии, ее возможностей и конкретного момента времени .
Это зависит от компании, ее стратегии, ее возможностей и конкретного момента времени .Компромисс между централизацией и децентрализацией меняется со временем. Обычно это маятник: компания может стать слишком централизованной, что подорвет ее гибкость, поэтому она будет склоняться к децентрализации большей власти и контроля. Если в результате он станет слишком десинхронизированным или разрозненным, он отступит за счет большей централизации.
Часто определенные события, такие как новая конкурентная угроза, большая упущенная возможность или серьезный сбой клиента, вызывают явную перебалансировку сверху вниз. Но баланс постоянно смещается понемногу в ходе естественного хода бизнеса.
Автоматизация против гуманизации
Другая ось противоборствующих сил, которой лидеры маркетинговых операций должны тщательно управлять, — это баланс между автоматизацией и «очеловечиванием».
автоматизировать конец этого спектра довольно очевиден.
 В конце концов, существует целая категория программного обеспечения для «автоматизации маркетинга», которое, как можно утверждать, вызвало революцию в современных маркетинговых операциях, какой мы ее знаем. Верхняя половина нашей иллюстрации посвящена использованию маркетинга 9.0003 технология как конкурентное преимущество:
В конце концов, существует целая категория программного обеспечения для «автоматизации маркетинга», которое, как можно утверждать, вызвало революцию в современных маркетинговых операциях, какой мы ее знаем. Верхняя половина нашей иллюстрации посвящена использованию маркетинга 9.0003 технология как конкурентное преимущество:- Разработайте последовательный маркетинговый стек и держите его в соответствии со стратегией
- Оценка, интеграция, эксплуатация и обслуживание систем Martech на глобальном уровне
- Обеспечение надлежащего управления децентрализованными маркетинговыми технологиями
- Наращивание организационного капитала за счет инвестиций в технологии (процессы и ноу-хау)
- Автоматизация Champion как возможность повысить качество обслуживания клиентов
- Сбор, обработка, использование и защита клиентских и маркетинговых данных как основного актива
- Организация потока между децентрализованными и централизованными данными и технологиями
Но боты и автоматизация не создают автоматически волшебный опыт для клиентов.
 Хорошие руководители маркетинговых операций также инвестируют в людей конец спектра:
Хорошие руководители маркетинговых операций также инвестируют в людей конец спектра:- Следите за человеческими суждениями (или, по крайней мере, внимательно следите за циклом)
- Обучение людей применению маркетинговых технологий таким образом, чтобы это было выгодно клиентам
- Поощряйте взаимное обучение и экспериментирование для постоянного улучшения
- Обзор автоматизированных процессов и инструментов через призму культуры и ценностей бренда
- Дайте возможность отдельным лицам отменять автоматизацию, когда это необходимо для лучшего обслуживания клиентов
- Активизируйте и вдохновляйте творчество, эмпатию, воображение — лучшее из того, что делает нас людьми
- Избегайте Парк Юрского периода : «Ваши ученые были так озабочены тем, смогут они или нет, что даже не задумались, стоит ли им это делать»
В то время как половина спектра автоматизации часто является источником эффективности и инноваций — по крайней мере, технологических инноваций — человеческая половина спектра — это то место, где на самом деле живет идеал бренда и обеспечивает подлинность на децентрализованной границе организация.

Лучше быть более автоматизированным или более человечным?
Опять же, оба варианта. Вместо или/или, это действительно «и». Это баланс между этими двумя силами, происходящими одновременно.
Правильное сочетание и баланс для любой организации зависит от их уникальных обстоятельств и особенностей. Как и в случае с противоречием между централизацией и децентрализацией, это не фиксированная точка на шкале, а непрерывные приливы и отливы.
Компания, которая слишком увлекается автоматизацией, рискует потерять связь со своими клиентами (и собственными сотрудниками). В то же время организация, которая слишком далеко отходит от автоматизации, рискует упустить возможности улучшить обслуживание клиентов за счет инноваций и эффективности, которые могут обеспечить технологии.
«Автоматизация» и «Очеловечивание» не являются зеркальными противоположностями в той же степени, что «Централизация» и «Децентрализация», поэтому эта модель не обладает идеальной математической симметрией.