Основные технологические процессы: Технологические процессы производства
alexxlab | 19.03.2023 | 0 | Разное
7.Технологический процесс: основные составляющие. Определения.
Технологический процесс — совокупность последовательно выполняемых операций, образующих вместе единый процесс преобразования исходных материалов в нужный товар.
Технологический процесс – последовательность технологических операций, необходимых для выполнения определенного вида работ. Технологический процесс состоят из рабочих операций, которые в свою очередь складываются из рабочих движений (приемов).
Типы технологического процесса.
Типы производства – классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска предметов торговли. Тип производства – важнейшая характеристика, от которой зависит объем подготовки производства для выпуска предмета торговли. Различают три типа производства: массовый, серийный, единичный.
Массовым
называют тип производства, или, проще, производство,
характеризуемое большим объемом выпуска
предметов торговли непрерывно
изготовляемых или ремонтируемых
продолжительное время, в течение которого
на большинстве Рабочих мест выполняется
одна рабочая операция.
Серийным называют производство, характеризуемое изготовлением повторяющимися политическими партиями предметов торговли. Размеры политических партий /количество заготовок одновременно подаваемых на рабочее место/ могут быть большими и малыми. Они определяют серийность производства.
Различают
производство крупносерийное, среднесерийное
и мелкосерийное. Чем крупнее политической
партии, тем реже сменяемость на Рабочих
местах, тем ближе производство приближается
к массовому типу производства и тем
дешевле может быть выпускаемая продукция.
В приборостроении крупносерийным
считается производство при объеме
выпуска не менее 5 тыс. штук в год.
Среднесерийное производство в интервале 1-5 тыс. штук в год. Мелкосерийное – до I тыс. штук в год.
Применяется для расчета: численности рабочих, роста плодотворности труда, трудоемкости, производственной структуры, длительности переходного периода, занятости населения обслуживаемого персонала, календарно-плановых нормативов. Единичным называют производство, характеризуемое малым объемом выпуска одинаковых предметов торговли, повторное изготовление предметов торговли, которых, как правило, не предусматривается. Здесь отсутствует цикличность производства, свойственная серийному производству.
Вид производства – это классификационная категория производства, выделяемая по признаку применяемого метода изготовления предмета торговли и наличия технологической подготовки производства. Например: литейное, сварочное, механообрабатывающее, сборочно-регулировочное и т.п.
Части
производства – это понятие включает в себя основное
и вспомогательное производство. Основное
производство – это производство товарной
продукции, которое изготавливает изделие
для поставки, т.е. изготовление заготовок,
готовых деталей и сборка их. Вспомогательное
производство – это производство средств, необходимых
для обеспечения функционирования
основного производства. К последнему
относятся: изготовление и ремонт средств
технологического оснащения, производство
или подача сжатого воздуха, тепловой и
электрической энергии и т.п. Технологический
процесс – часть производственного
процесса, содержащая целенаправленные
действия по изменению и /или/ определению
состояния предмета труда. Под изменением
состояния понимают изменение формы,
размеров, физических свойств и т.п. К
предметам труда относятся заготовки и
предмета торговли.
Основное
производство – это производство товарной
продукции, которое изготавливает изделие
для поставки, т.е. изготовление заготовок,
готовых деталей и сборка их. Вспомогательное
производство – это производство средств, необходимых
для обеспечения функционирования
основного производства. К последнему
относятся: изготовление и ремонт средств
технологического оснащения, производство
или подача сжатого воздуха, тепловой и
электрической энергии и т.п. Технологический
процесс – часть производственного
процесса, содержащая целенаправленные
действия по изменению и /или/ определению
состояния предмета труда. Под изменением
состояния понимают изменение формы,
размеров, физических свойств и т.п. К
предметам труда относятся заготовки и
предмета торговли.
Требования к технологическому процессу.
Основные требования к технологическому процессу:
–
Технологический процесс разрабатывается
для изготовления или ремонта предмета
торговли или совершенствования
действующего технологического процесса
в соответствии с достижениями науки и
техники.
– Технологический процесс разрабатывается для предметов торговли, конструкция которых отработана на технологичность.
– Технологический процесс должен быть прогрессивным и обеспечивать повышение эффективности труда и качества предметов торговли, сокращение трудовых и материальных издержек на его реализацию.
– Технологический процесс разрабатывают на основе имеющегося типового или группового технологического процесса, а при их отсутствии на основе использования ранее принятых прогрессивных решений, содержащихся в действующих единичных технологических процессов изготовления аналогичных предметов торговли.
– Технологический процесс должен соответствовать требованиям техники безопасности, промышленной санитарии и охране окружающей среды.
Виды технологических процессов.
Единичный
технологический процесс разрабатывается для изготовления или
ремонта предмета торговли одного
наименования, независимо от типа
производства. Типовой технологический
процесс разрабатывается для изготовления
группы предметов торговли с общими
конструктивными и технологическими
признаками. Групповой
технологический процесс разрабатывается для изготовления группы
предметов торговли с разными конструктивными
признаками, но общими технологическими
признаками. Тип- представитель комплекса
деталей /так называемых типоразмеров,
которые отличают друг от друга только
размерными характеристиками/, для
которых можно разработать общий
технологический процесс, называемый
типовым. Метод работы по типовым
технологическим процессам получил
распространение в основном при
крупносерийном типе производства.
Применение групповых технологических
процессов позволяет достичь в мелкосерийном
типе производства такой же производительности,
как и в массовом типе производства.
Групповой
технологический процесс разрабатывается для изготовления группы
предметов торговли с разными конструктивными
признаками, но общими технологическими
признаками. Тип- представитель комплекса
деталей /так называемых типоразмеров,
которые отличают друг от друга только
размерными характеристиками/, для
которых можно разработать общий
технологический процесс, называемый
типовым. Метод работы по типовым
технологическим процессам получил
распространение в основном при
крупносерийном типе производства.
Применение групповых технологических
процессов позволяет достичь в мелкосерийном
типе производства такой же производительности,
как и в массовом типе производства.
Технологическая документация представляет собой комплект технологических документов необходимых и достаточных для выполнения технологического процесса /операции/. По степени детализации описания технологических процессов может быть:
«1 Маршрутное
описание – это сокращенное описание всех
технологических операций в маршрутной
карте в последовательности их выполнения
без указания переходов и технологических
режимов.
«2 Операционное описание – это полное описание всех технологических операций в последовательности выполнения с указанием переходов и технологических режимов.
«3 Маршрутно-операционное описание – это сокращенное описание технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других технологических документах. Степень детализации описания зависит от сложности выполняемых работ, типа производства и конкретных условий производства.
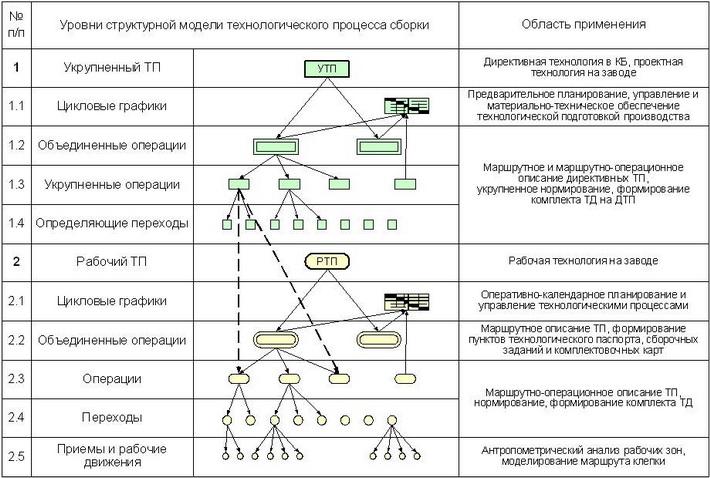
Структура технологического процесса.
Технологические процессы изготовления предметов торговли, деталей и заготовок при их разработке и в производственных условиях могут быть делимы на следующие структурные составляющие:
Технологическая
операция – законченная часть технологического
процесса, выполняемая на одном Рабочем
месте. На операцию определяется норма
времени и операция является, таким
образом, единицей для планирования
объема работы и Рабочих мест в цехе.
Установ – часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы.
Технологический переход – законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установка.
Вспомогательный переход – законченная часть технологической операции, состоящая из действий человека и /или/ оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода /пример – установка заготовки, смена инструмента и т.п./. Вспомогательные переходы не записываются в карту технологического процесса. При одновременной обработке несколькими инструментами нескольких поверхностей переход называется совмещенным. Нередко встречаются операции, состоящие всего из одного технологического перехода.
Рабочий
ход – законченная часть технологического
перехода, состоящая из однократного
перемещения инструмента относительно
заготовки и сопровождается изменением
формы, размеров, качества поверхности
и свойств заготовки.
Позиция – фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования.
Прием – законченная совокупность действий человека при выполнении определенной части операции, применяемых при выполнении перехода или его части и объединенных одним целевым назначением. Например – включить станок, переключить подачи и т.п. Прием является частью вспомогательного перехода.
Лекция 3
%PDF-1.5 % 1 0 obj > /Metadata 2 0 R /Outlines 3 0 R /PageLayout /OneColumn /Pages 4 0 R /StructTreeRoot 5 0 R /Type /Catalog >> endobj 6 0 obj /Keywords () /ModDate (D:20160606092424+03’00’) /Producer (Adobe PDF Library 10.0) /SourceModified (D:20160606062417) /Subject () /Title >> endobj 2 0 obj > stream 2016-06-06T09:24:24+03:002016-06-06T09:24:23+03:002016-06-06T09:24:24+03:00Acrobat PDFMaker 10.1 для Worduuid:9ff07c6f-9e02-4137-8f73-ff1cfcddacfcuuid:015ac72e-f14b-4027-afed-62df0b0af76e
__klassifikaciya_tlp_images/l.4.1.(5)__klassifikaciya_tlp_4.jpg) 0D:20160606062417
endstream
endobj
3 0 obj
>
endobj
4 0 obj
>
endobj
5 0 obj
>
endobj
7 0 obj
>>
endobj
8 0 obj
>>
endobj
9 0 obj
>
/ExtGState >
/Font >
/XObject >
>>
/Rotate 0
/StructParents 0
/Type /Page
/Annots [45 0 R]
>>
endobj
10 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 1
/Type /Page
>>
endobj
11 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 2
/Type /Page
>>
endobj
12 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 3
/Type /Page
>>
endobj
13 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 4
/Type /Page
>>
endobj
14 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 5
/Type /Page
>>
endobj
15 0 obj
>
endobj
16 0 obj
>
endobj
17 0 obj
>
endobj
18 0 obj
>
endobj
19 0 obj
>>
endobj
20 0 obj
>
endobj
21 0 obj
>>
endobj
22 0 obj
>
stream
HlW%
s#J$%|r”ٵ;wUgNrnu%,_}|~o8lw=>㿎_xݏ/|篏Ϸv#v~,s;>Ov W?||ϑGo~~b=͎{L7ylpmb19cc->xVBs7jsSt`cUrvmCrc)Fbb`q*?.
0D:20160606062417
endstream
endobj
3 0 obj
>
endobj
4 0 obj
>
endobj
5 0 obj
>
endobj
7 0 obj
>>
endobj
8 0 obj
>>
endobj
9 0 obj
>
/ExtGState >
/Font >
/XObject >
>>
/Rotate 0
/StructParents 0
/Type /Page
/Annots [45 0 R]
>>
endobj
10 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 1
/Type /Page
>>
endobj
11 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 2
/Type /Page
>>
endobj
12 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 3
/Type /Page
>>
endobj
13 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 4
/Type /Page
>>
endobj
14 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 5
/Type /Page
>>
endobj
15 0 obj
>
endobj
16 0 obj
>
endobj
17 0 obj
>
endobj
18 0 obj
>
endobj
19 0 obj
>>
endobj
20 0 obj
>
endobj
21 0 obj
>>
endobj
22 0 obj
>
stream
HlW%
s#J$%|r”ٵ;wUgNrnu%,_}|~o8lw=>㿎_xݏ/|篏Ϸv#v~,s;>Ov W?||ϑGo~~b=͎{L7ylpmb19cc->xVBs7jsSt`cUrvmCrc)Fbb`q*?.
8 ключевых технологий, используемых в обрабатывающей промышленности
Вы когда-нибудь задумывались, что происходит за кулисами производства? Технологии постоянно развиваются, и происходит нечто большее, чем просто роботы, заменяющие традиционную рабочую силу. Итак, какие технологии в настоящее время используются в обрабатывающей промышленности и почему и как они необходимы в сегодняшнюю новую цифровую эпоху?
1. Робототехника или искусственный интеллект
Если вы когда-нибудь задумывались, что такое роботы в производственной сфере, то это искусственные существа, созданные для работы, которая сокращает человеческий труд. Тем не менее, они очень полезны для обрабатывающей промышленности в отношении технического обслуживания и контроля качества.
Можно использовать четыре типа роботов. Во-первых, шарнирные роботы. Эти роботы универсальны и могут адаптироваться к любым условиям работы, например, к потолку. Они могут собирать, сваривать, упаковывать, осматривать, удалять материал, обслуживать другие машины и многое другое.
Они могут собирать, сваривать, упаковывать, осматривать, удалять материал, обслуживать другие машины и многое другое.
SCARA следуют в списке и являются более дешевой альтернативой. Они легкие, быстрые и хороши для тесных помещений. В-третьих, роботы Delta, которые также известны как «роботы-пауки». Если они верхом, они известны своими быстрыми движениями на высокоскоростных рабочих местах. Наконец, декартовы роботы. С ними сложнее работать со сложными задачами, но они все же могут ускорить работу системы в целом. Насколько это удивительно?
Искусственный интеллект имеет ряд преимуществ, в том числе меньший риск для работников и предотвращение травм на рабочем месте, более быстрое принятие решений благодаря быстрой обработке данных, круглосуточное производство и снижение затрат, поскольку они не нужны. на выплату зарплаты. Отрасли, в которых они используются, включают здравоохранение, логистику, страхование и финансы. Хотите поэкспериментировать с роботами дома? Ознакомьтесь с лучшими проектами робототехники Raspberry Pi.
2. Большие данные
Если вы никогда не слышали о больших данных, то это совокупность данных, которые слишком велики для обработки любым программным обеспечением. Это важно в производстве, что-то вроде юридической шпаргалки для компаний, помогающей им анализировать рынок.
Компании будут собирать ценную информацию о машинах, чтобы приносить пользу на этапах производства, помогать в их общей производительности, прогнозировать отказы машин, сокращать затраты, повышать качество продукции, улучшать обслуживание клиентов, помогать в исследованиях и т. д. Если вы владелец бизнеса и хотите опередить своих конкурентов, это хороший способ сделать это.
3. Дополненная реальность
AR позволяет видеть реальный мир и виртуальный одновременно, но как это помогает обрабатывающей промышленности с точки зрения производительности? С дополненной реальностью фабричные рабочие могут легко обучаться с помощью оборудования на рабочем месте, а сотрудники могут удаленно обучать других в режиме реального времени. Это очень удобно для людей, которые работают из дома.
Это очень удобно для людей, которые работают из дома.
Какие другие виды удаленной помощи могут быть использованы? Например, маркеры или текстовые аннотации, технология может поддерживаться с помощью экрана, а продукты могут разрабатываться с использованием 3D-моделей. Представьте, какую пользу может принести эта технология промышленному производству. Если вы хотите испытать это на собственном опыте, не выходя из дома, попробуйте некоторые приложения для iPhone, чтобы преобразить свой дом с помощью дополненной реальности.
4. Нанотехнологии
Nanotechnology — это робот, который работает в меньших масштабах и строит вещи молекула за молекулой, помогая с дизайном и материалами для небольшой электроники и устройств. Это также очень полезное место для производства автомобилей, таких как моторное масло!
Другие предметы, которые можно напечатать, включают электрический текстиль, газовые датчики, пластиковые солнечные панели и даже устройства nanoID для создания продуктов для медицинской промышленности. Диапазон продуктов, которые могут быть созданы, бесконечен.
Диапазон продуктов, которые могут быть созданы, бесконечен.
5. 3D-печать
3D-печать позволяет создавать объекты любого типа, используя изображение в качестве эталона. Эта новая форма печати стала популярной в 2005 году, но с тех пор было сделано много улучшений, особенно в области потребительских товаров, обороны, медицины и аэрокосмической отрасли.
Чем полезна 3D-печать в производственной сфере? Это помогает укреплять цепочки поставок, увеличивать производство и быстрее доставлять товары людям, экономя много денег и времени. Если вы начинающий владелец бизнеса, мощный 3D-принтер идеально подойдет для создания вашего прототипа. Хотите узнать больше? Вот некоторые виды 3D-печати, о которых вы не знали.
6. Облачные вычисления
Что такое облачные вычисления? Это доступ к данным по запросу, и отрасли могут хранить программное обеспечение и важную информацию с помощью Интернета. Теперь, когда все находится в сети, это самый безопасный вариант для отслеживания всех операций, связанных с бизнесом.
Процесс для промышленности более надежен, чем средний компьютер. Облачные вычисления экономят деньги, поскольку не нужно платить за серверы, их легко масштабировать, они предлагают преимущества конкурентов, не требуют частых обновлений и просты в управлении для всей компании.
В целом это помогает повысить производительность и ускорить доставку продукции. Если вы работаете в области сетевых технологий и ищете лучшие места для хранения данных, вот несколько инструментов, которые вы должны использовать в качестве эксперта по облачным вычислениям Google.
7. Интернет вещей
С помощью промышленного Интернета вещей (IoT) можно лучше управлять вещами в обрабатывающей промышленности, что приносит пользу клиентам, получающим продукты, и опыту работников.
Интернет вещей помогает в контроле качества и остановке неисправных продуктов, управлении запасами и логистикой, прогнозировании необходимости ремонта машин, отслеживании сотрудников и показателей их здоровья во время работы, а также в создании более интеллектуальной упаковки, включая датчики или QR-коды.
8. 5G
5G используется не только для подключения наших телефонов к мощному интернет-источнику, но и в производственных помещениях. Поскольку 5G может осуществлять мониторинг в режиме реального времени, он улучшает связь на рабочем месте, а также сбор полезных данных.
5G помогает автоматизировать задачи с датчиками, удаленный мониторинг производства, техническое обслуживание машин, устранение неполадок с помощью дополненной реальности, быструю 3D-печать, автоматизированных портативных роботов или тех, кто упаковывает и распаковывает, аналитику на основе камер, определение местонахождения запасов и многое другое. . 5G — это революционный шаг вперед для производственной отрасли, поскольку он обеспечивает бесперебойную работу многих вещей.
Новый цифровой век производства
За прошедшие годы обрабатывающая промышленность значительно изменилась, и это становится все более и более выгодным для рабочей силы и потребителей.
Если вы заинтересованы в работе в этой отрасли, вы будете рады узнать, что существует множество прогрессивных технологий для создания безопасной, защищенной и продуктивной среды. Более того, искусственный интеллект — это одна из многих вещей, которые сыграют свою роль в формировании будущего технологий.
Более того, искусственный интеллект — это одна из многих вещей, которые сыграют свою роль в формировании будущего технологий.
Что такое аддитивное производство? | 7 Типы аддитивного производства
Технология аддитивного производства или 3D-печать — это тип технологии, в которой используются последовательные слои материала для создания 3D-объектов.
Содержание данной статьи
Что такое аддитивное производство (AM)?
Основной принцип технологии Аддитивное производство заключается в том, что она использует созданную САПР 3D-модель непосредственно для изготовления трехмерного объекта путем добавления материала слой за слоем и их сплавления.
Экструзия материалов (источник: Makerbot) Более чем достаточно статистических данных подтверждают утверждение о том, что внедрение 3D-печати произвело революцию в промышленном мире так, как ни один другой продукт не достиг такого важного успеха за последние 35 лет.
Аддитивное производство по сравнению с быстрым прототипированием по сравнению с 3D-печатью
Хотя первоначально в контексте разработки продукта эти технологии назывались Быстрое прототипирование , в последние годы эти технологии достигли гигантских успехов и перешли от прототипа к производству готовых к производству деталей. Срок 3D Printing также широко используется для этих технологий, и Массачусетский технологический институт придумал его для струйной печати на основе технологии AM, которую они изобрели в 90-х годах. Следовательно, эти термины не могут эффективно описать последние технологические достижения в этом секторе.
История аддитивного производства
Чак Халл, американский инженер корпорации 3D Systems, получил аккредитацию за изобретение 3D-печати в 1983 году, известной как процесс формирования твердотельных изображений под названием стереолитография (3D-печать), первой коммерческой технологии быстрого прототипирования и Формат файла STL. Благодаря Халлу, его вклад в формат файлов STL, цифровые нарезки слоев и стратегии заполнения до сих пор используются во многих процессах аддитивного производства.
Благодаря Халлу, его вклад в формат файлов STL, цифровые нарезки слоев и стратегии заполнения до сих пор используются во многих процессах аддитивного производства.
С тех пор многие компании изобрели и внедрили новые технологии. Поскольку технология является относительно новой, компании разрабатывают и внедряют различные методы в соответствии с новыми маркетинговыми условиями, даже если основная технология может быть той же.
Технический комитет ASTM International окончательно определил эти процессы как аддитивное производство (AM), поскольку технология создает трехмерные детали путем добавления материала по сравнению с субтрактивным производством.
В соответствии со стандартами ISO/ASTM технологии аддитивного производства подразделяются на семь типов в зависимости от методов, используемых для создания этих слоев, источника энергии и плавкого материала.
7 Типов технологий аддитивного производства
Существуют семь основных технологий для производства аддитивного производства, а именно Фотополимеризация НДС , Экстрара материала , Материал. 0074 и Листовое ламинирование.
0074 и Листовое ламинирование.
Частично ознакомиться со стандартами можно здесь.
Vat Фотополимеризация
В этом процессе используется метод, называемый фотополимеризацией, при котором радиационно-отверждаемые смолы или фотополимеры используются для создания трехмерных объектов путем выборочного воздействия на них ультрафиолетового света. При воздействии эти материалы вступают в химическую реакцию и становятся твердыми. Этими технологиями можно печатать только пластмассы.
В этой категории есть три основных типа: стереолитография, цифровая обработка света и непрерывная цифровая обработка света.
Процесс распыления связующего
Как следует из названия, метод распыления связующего избирательно наносит связующее вещество, связующую жидкость, для соединения порошкового материала с образованием трехмерной детали. Этот процесс отличается от любой другой технологии AM, так как он не использует тепло во время процесса, как другие, для сплавления материала.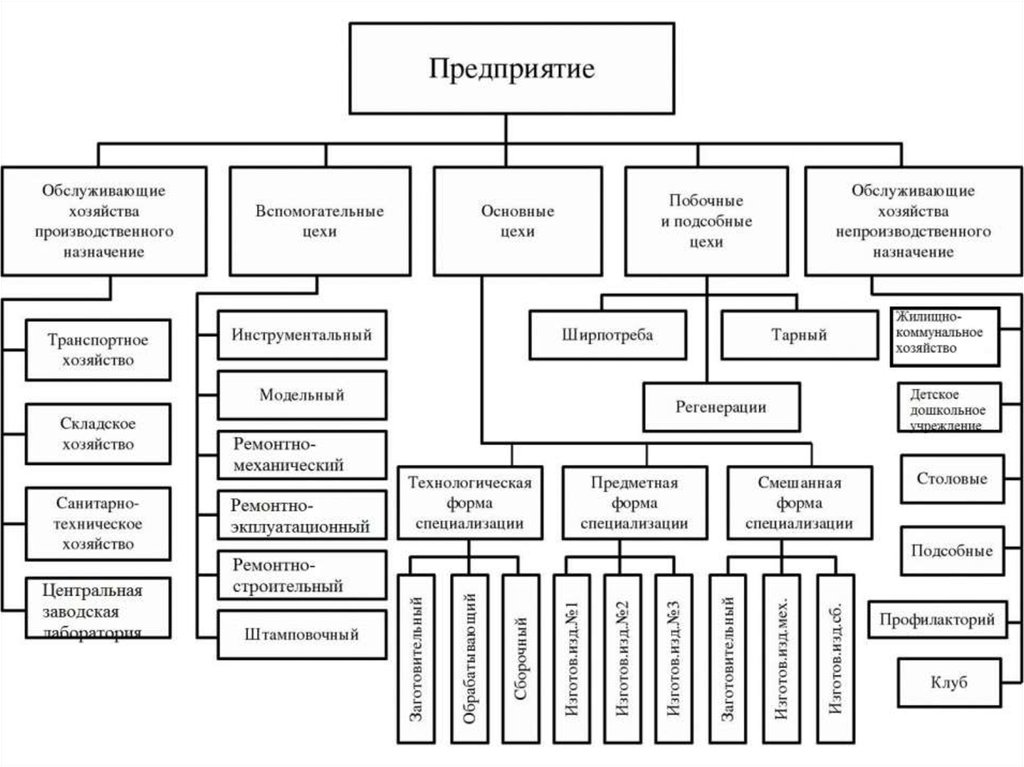
Печатающая головка и распределитель порошка наносят чередующиеся слои связующего вещества и строительного материала, чтобы сформировать трехмерный объект.
Направленное нанесение энергии
Технология направленного напыления энергии использует сфокусированную тепловую энергию, такую как лазер, электронный луч или плазменная дуга, для плавления и сплавления материала по мере его осаждения для создания трехмерного объекта. Они очень похожи на процесс сварки, но очень точно детализированы.
Геометрическая информация, включенная в твердотельную модель системы автоматизированного проектирования (САПР), используется 3D-принтерами LENS для автономного управления процессом DED при построении детали слой за слоем.
Двумя основными типами технологий направленного осаждения энергии являются LENS и EBAM. EBAM использует электронный луч, а LENS использует сфокусированный лазер для плавления материала.
Экструзия материалов
Экструзия материалов — это метод аддитивного производства, в котором для создания трехмерных деталей используется непрерывная нить из термопласта или композитного материала.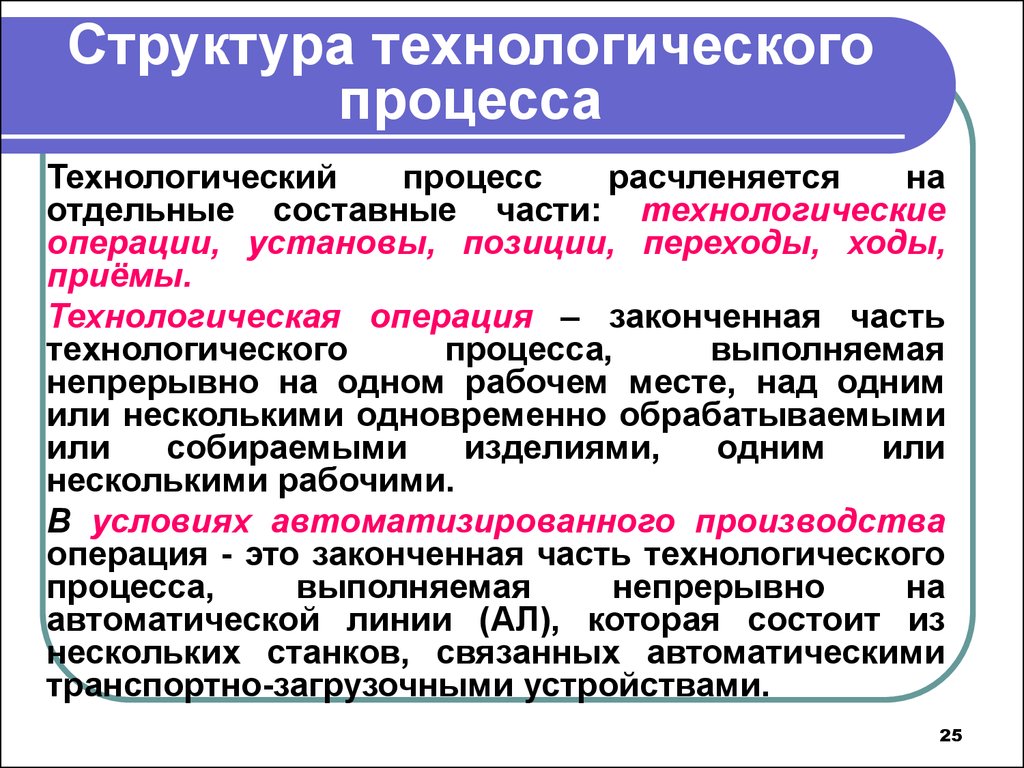 Экструзия материала была первоначально разработана и запатентована С. Скоттом Крампом в рамках моделирования методом наплавления (FDM) в 1980-х годах.
Экструзия материала была первоначально разработана и запатентована С. Скоттом Крампом в рамках моделирования методом наплавления (FDM) в 1980-х годах.
В этой технологии аддитивного производства непрерывная нить из термопластика подается через нагретое сопло, а затем слой за слоем наносится на платформу для создания объекта.
Струйное нанесение материала
При распылении материала капли строительного материала выборочно наносятся слой за слоем на строительную платформу для формирования трехмерной детали.
Эта технология аддитивного производства очень похожа на стандартные струйные принтеры, где капли материала выборочно наносятся слой за слоем для создания трехмерного объекта. Когда слой готов, его отверждают ультрафиолетовым светом.
Струйная обработка порошковых материалов включает следующие широко используемые технологии печати: Струйная обработка УФ-отвержденным материалом, Струйная печать по требованию (DOD) и Струйная обработка наночастицами (NPJ).
Плавка в порошковом слое
Плавка в порошковом слое — это технология аддитивного производства, в которой используется лазерный или электронный луч для плавления и сплавления материала для формирования трехмерной геометрической детали. Технология Powder Bed Fusion включает в себя следующие часто используемые технологии печати: Multi Jet Fusion (MJF), прямое лазерное спекание металлов (DMLS), электронно-лучевое плавление (EBM), селективное термическое спекание (SHS), селективное лазерное плавление (SLM) и селективное лазерное спекание. спекание (SLS).
Процессы плавления в порошковом слое, особенно селективное лазерное спекание, являются ранними промышленными технологиями аддитивного производства. В этом методе используется лазерный или электронный луч для расплавления порошкообразного материала и его сплавления для создания твердого объекта.
Листовое ламинирование
В технологии листового ламинирования листы материала используются для создания трехмерных объектов путем укладки их друг на друга и ламинирования с помощью клея или ультразвуковой сварки. После того, как объект построен, ненужные области секций удаляются слой за слоем.
После того, как объект построен, ненужные области секций удаляются слой за слоем.
Технология листового ламинирования — это общий термин для ультразвукового аддитивного производства (UAM, селективного ламинирования осаждением (SDL) и производства ламинированных объектов (LOM).
Преимущества и недостатки аддитивного производства
Преимущества аддитивного производства сложные 3D-геометрии с внутренними элементами без каких-либо инструментов
Недостатки аддитивного производства
- Поскольку технология все еще находится в зачаточном состоянии, процесс сборки медленный и дорогостоящий
- Высокие производственные затраты из-за стоимости оборудования
- Требуется различная постобработка в зависимости от типа используемого аддитивного производства
- Малый объем сборки к другим размерам производственных деталей, таким как литье в песчаные формы
- Плохие механические свойства, следовательно, требуется последующая обработка
- Плохая отделка поверхности и текстура по сравнению с производственными процессами, такими как ЧПУ и литье по выплавляемым моделям.

- Прочность деталей сравнительно ниже по сравнению с производственными процессами, такими как литье под давлением, литье по выплавляемым моделям и обработка с ЧПУ.
Как работает технология аддитивного производства
Хотя процесс аддитивного производства различается между 7 различными технологиями аддитивного производства, которые используются для создания 3D-деталей, каждая из них в целом следует этим общим шагам для создания конечной детали.
Этап создания 3D-модели
Сначала дизайнер создает 3D-модель объекта, который будет напечатан с использованием программного обеспечения для автоматизированного проектирования (САПР) или 3D-сканера объектов. Поскольку деталь является точной копией 3D-модели, каждая деталь должна быть корректной и полностью определять ее внешнюю геометрию.
Несмотря на то, что AM позволяет печатать сложные детали и дает разработчику продукта больше гибкости при проектировании, чем обычные производственные процессы, все же существуют ограничения и правила, которых необходимо придерживаться при проектировании для достижения наилучших результатов.
Руководства по проектированию различаются в зависимости от типа технологии аддитивного производства и выбора материала. Производители оборудования и поставщики услуг в области аддитивных технологий имеют обширные руководства по проектированию деталей. Чтобы узнать больше, обратитесь к типам AM-технологий и их производителям.
Этап создания файла STL
После того, как проектировщик будет доволен дизайном, пользователь преобразует файл САПР в стандартный формат файла AM, называемый стандартным языком тесселяции (STL) , который компания 3D Systems разработала для использования в конце 80-х годов. в своих стереолитографических (SLA) машинах. Вы можете прочитать, как файл STL создается и используется для 3D-печати здесь.
Файл STL Большинство программ САПР, таких как SolidWorks, Inventor и Catia, могут сохранять любую модель в виде файла STL. Тем не менее, у всех производителей принтеров есть программное обеспечение для обработки любых форматов CAD и преобразования файлов в файл STL.
Как следует из названия, это тесселяция трехмерной формы и разделение детали на цифровые слои. Толщина слоя определяет конечное качество и зависит от машины и процесса .
Этап передачи файла STL
Затем файл STL передается на принтер, часто с использованием специального программного обеспечения, где модель будет ориентироваться для печати. На этом этапе программное обеспечение машины может создать свой файл с дополнительной информацией, такой как структура поддержки и температура.
Настройка машины — с поддержкойНастройка машины
Каждая технология аддитивного производства и ее варианты имеют свои шаги и требования для настройки нового задания на печать. Настройка включает в себя выбор материала, ориентацию, температуру принтера, опорную конструкцию и выравнивание платформы сборки. Это также включает в себя загрузку печатного материала, переплетов и других расходных материалов в машину.
Программное обеспечение станка преобразует информацию файла STL в G-код. Инструкции G-кода — это информация для исполнительных механизмов, таких как двигатели, сообщающая им, куда двигаться, как быстро двигаться и какой путь выбрать.
Инструкции G-кода — это информация для исполнительных механизмов, таких как двигатели, сообщающая им, куда двигаться, как быстро двигаться и какой путь выбрать.
Можно установить несколько деталей, чтобы снизить стоимость печати, а отходы также можно минимизировать, выбрав правильную ориентацию.
Сборка деталей
После начала сборки проект постепенно строится по одному слою за раз. Толщина типичного слоя составляет около 0,1 мм, но в зависимости от технологии и используемого материала она может уменьшаться до 20 микрон.
Часть платформы сборкиВ зависимости от размера сборки, печатной машины, технологии AM, материала и разрешения печати процесс сборки может занять часы или даже дни.
Удаление детали
После изготовления детали или нескольких деталей в некоторых случаях может потребоваться период охлаждения перед снятием деталей с машины. Опять же, в зависимости от машины и технологии, удаление может варьироваться от простого отделения платформы сборки в случае FDM до эрозии проволоки от платформы сборки в DMLS.