Основы дуговой сварки: Руководство по ручной дуговой сварке для начинающих
alexxlab | 02.05.2023 | 0 | Разное
Физико-технические основы дуговой сварки — Студопедия
Поделись с друзьями:
Лекция 6.
Раздел 7. Установки электрической сварки.
Физико-технические основы дуговой сварки
Электрической дуговой сваркой называют процесс получения неразъемных соединений деталей из различных материалов за счет их сплавления с помощью электрической дуги.
При дуговой сварке тепловая энергия, необходимая для плавления металла, получается в результате дугового разряда, возникающего между свариваемым металлом и электродом. Расплавляясь под действием опорных пятен дуги, кромки свариваемых деталей и торец плавящегося электрода образуют сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение.
По степени механизации различают сварку ручную, полуавтоматическую и автоматическую.
При ручной сварке операции, необходимые для образования шва, выполняются рабочим-сварщиком вручную.
При полуавтоматической сварке плавящимся электродом механизирована часть операций, например операция по подаче электродной проволоки или флюса в сварочную зону, перемещение горелки по свариваемой детали и др. Остальные операции процесса сварки осуществляются сварщиком вручную.
При автоматической сварке под флюсом (рис. 9.2, а) автоматизировано большинство технологических операций. Сварочная проволока 2 и гранулированный флюс 1 подаются в зону дуги, горящей в полости 3,заполненной парами металла и материалов флюса. По мере перемещения дуги расплавленный флюс всплывает на поверхность сварочной ванны, образуя легко отделяющуюся от шва шлаковую корку 5, а металл сварочной ванны кристаллизуется в виде сварного шва 4. Шлак защищает металл от воздействия кислорода и азота воздуха, легирует и замедляет охлаждение металла шва, что способствует получению качественного наплавленного металла при высокой производительности.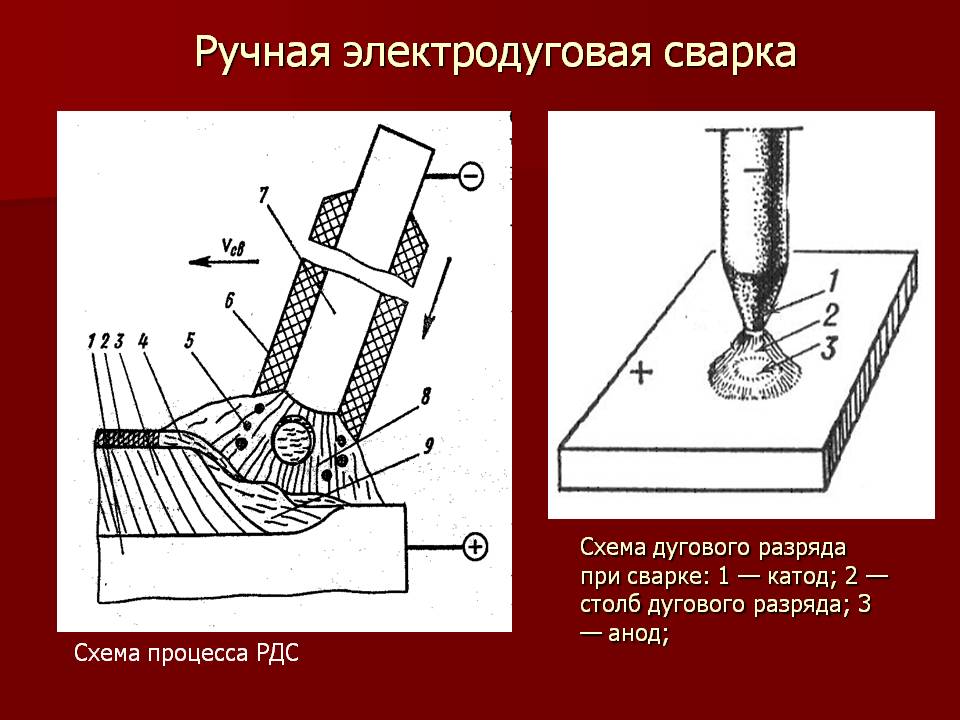
При сварке в защитном газе (рис. 9.2, б) возникающая между электродом и основным металлом (или двумя электродами) дуга окружена газом 6,подаваемым под небольшим давлением из сопла 7. Газовая защита применяется при сварке плавящимися и неплавящимися электродами. Роль газа сводится в основном к физической защите сварочной ванны от воздействия воздуха.
Наиболее распространенные способы сварки:
Сварка в камерах с контролируемой атмосферой для соединения легкоокисляющихся металлов и их сплавов. В камере можно создать атмосферу из инертных газов, что обеспечит высокое качество сварного соединения.
В камере можно создать атмосферу из инертных газов, что обеспечит высокое качество сварного соединения.
Сварка трехфазной дугой применяется при ручном и механизированном способах сварки. К двум электродам, закрепленным в специальном устройстве, и к свариваемому изделию подводится переменный ток от трехфазного источника питания. После возбуждения горит не одна дуга, как обычно, а одновременно три дуги: между каждым из электродов и изделием и дуга между обоими электродами. Эта дуга по отношению к свариваемому изделию является независимой и обеспечивает расплавление электродов.
При сварке неплавящимся электродом дуга горит между вольфрамовым электродом и изделием.
Дуговая аргоновая сварка осуществляется при подаче в зону сварки аргона как неплавящимся, так и плавящимся электродами. Аргоновая сварка металлов толщиной 3 мм и больше успешно выполняется плавящимся электродом на автоматах и полуавтоматах. Этот вид сварки отличается высокой производительностью и пригоден для сварки всех металлов, в том числе легированных сталей, меди, никеля и их сплавов, титана, алюминия, алюминиевых и магниевых сплавов, которые свариваются без применения флюсов.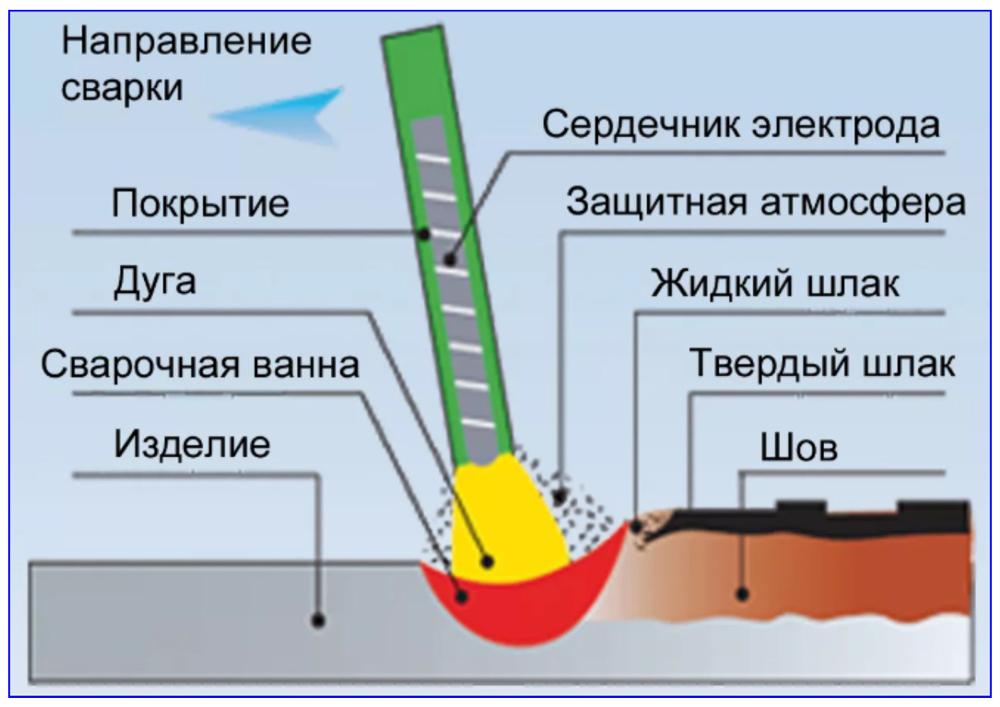 references.length }}
references.length }}
{{ /references.length }}
Руководство компании Kemppi по сварке
Узнайте о сварочных процессах, материалах, используемых при сварке, типах сварных швов и многом другом
- Главная
- Поддержка
- Вводные сведения о сварке
Изучите основы сварки и многое другое
Дуговая сварка — это процесс изготовления, в котором для соединения свариваемых металлов используется электрическая дуга, создаваемая между электродом или присадочной проволокой и заготовкой. Источником тепла является источник питания. Как правило, для сварки требуется присадочный металл. При дуговой сварке обычно используются два типа присадочных металлов: сварочные стержни и электроды.
На сегодняшний день существуют различные процессы дуговой сварки, имеющие разные области применения. К наиболее распространенным типам дуговой сварки относятся сварка штучным электродом (MMA), сварка MIG/MAG (GMAW) и сварка TIG (GTAW). Различают ручную, полуавтоматическую, механизированную и автоматическую дуговую сварку.
Discover welding processes
Сварка MIG/MAG
MIG/MAG welding is a welding process where filler wire is fed at a set speed through a welding gun into a weld pool shielded with shielding gas.
Подробнее
Сварка TIG
TIG welding is a manual welding process that involves feeding the filler wire by hand into the weld pool shielded with shielding gas.
Подробнее
Сварка штучным электродом
Stick welding, also known as manual metal arc welding (MMA welding) or shielded metal arc welding (SMAW) is a manual arc welding process where an electric arc is struck between a metal electrode and the workpiece.
Подробнее
Автоматизированная сварка
Robotic welding or automated welding automates the welding process. Robotic welding can be used in several welding processes like in MIG and TIG welding.
Подробнее
Другие методы сварки
Other, more uncommon welding processes, such as MIG brazing and laser, submerged, plasma, spot, friction, and explosion welding.
Подробнее
Все, что вам нужно знать о сварке
Что такое сварка?
Сварка — это производственный процесс, при котором материалы (обычно металлы) соединяют с использованием тепла и (или) компрессии для создания единого элемента.
Подробнее
Welding safety and welding hazards
Безопасность при выполнении сварки складывается из нескольких факторов. Примерами таких факторов являются сварочные испарения и ультрафиолетовое излучение, представляющие опасность для здоровья сварщика, если он не использует надлежащие средства индивидуальной защиты.
Подробнее
Присоединяйтесь к обсуждению
в блоге «Преимущества сварки»
В блоге «Преимущества сварки» публикуются сведения о последних достижениях в области дуговой сварки в мировой сварочной отрасли. Читайте истории настоящих экспертов в своих областях и участвуйте в обсуждении.
Читайте истории настоящих экспертов в своих областях и участвуйте в обсуждении.
Подробнее
Основы дуговой сварки
Дуговая сварка отличается от процесса пайки тем, что соединяемые металлы проплавляются на значительную глубину. Расплавленные металлы смешиваются с присадочным материалом, обеспечиваемым расходуемым электродом, и при правильном выполнении готовое соединение получается достаточно прочным. Процесс пайки, напротив, состоит из дополнительного материала, традиционно представляющего собой комбинацию свинца и олова, который кладется поверх соединяемых металлов, проникая вглубь лишь настолько, чтобы обеспечить адгезию.
Пайка лучше всего подходит для изготовления высокопроводящих электрических соединений, водонепроницаемых соединений медных труб и высококачественного ремонта автомобильных радиаторов. Это не приводит к таким прочным столярным изделиям, как при дуговой сварке, где нормой являются глубокое проплавление и стальной присадочный материал.
В древние времена кузнечная сварка применялась для соединения сначала меди и бронзы, позже железа и, наконец, стали.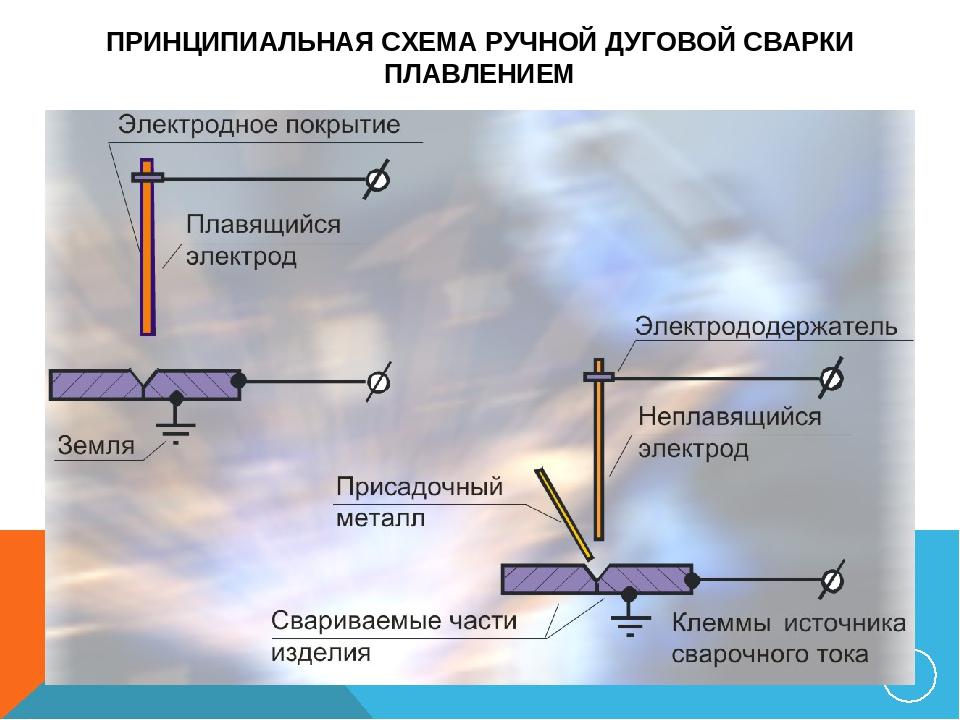 (Сталь — это общее название железа, которое было обработано или к которому был добавлен материал для улучшения качества.) При кузнечной сварке соединяемые материалы нагревались до повышенной температуры, а затем энергично ударялись молотком до получения бесшовного соединения. В этом трудоемком процессе возможны высококачественные сварные швы.
(Сталь — это общее название железа, которое было обработано или к которому был добавлен материал для улучшения качества.) При кузнечной сварке соединяемые материалы нагревались до повышенной температуры, а затем энергично ударялись молотком до получения бесшовного соединения. В этом трудоемком процессе возможны высококачественные сварные швы.
Электрическая энергия стала доступна для многих целей в начале девятнадцатого века, когда статическое электричество, генерируемое механически, перестало быть единственным вариантом. В 1800 году сэр Хамфри Дэви разработал электрическую дугу с коротким импульсом. Двумя годами позже русский физик Василий Петров продемонстрировал непрерывную электрическую дугу. Впоследствии барон Огюст де Меритенс, французский исследователь, построил угольно-дуговую горелку, используемую в производстве аккумуляторов со свинцовыми пластинчатыми электродами.
Многие металлы после сварки подвержены водородному охрупчиванию. Сильный нагрев, сопровождающий процесс сварки, вызывает разложение водяного пара из окружающей среды на водород и кислород.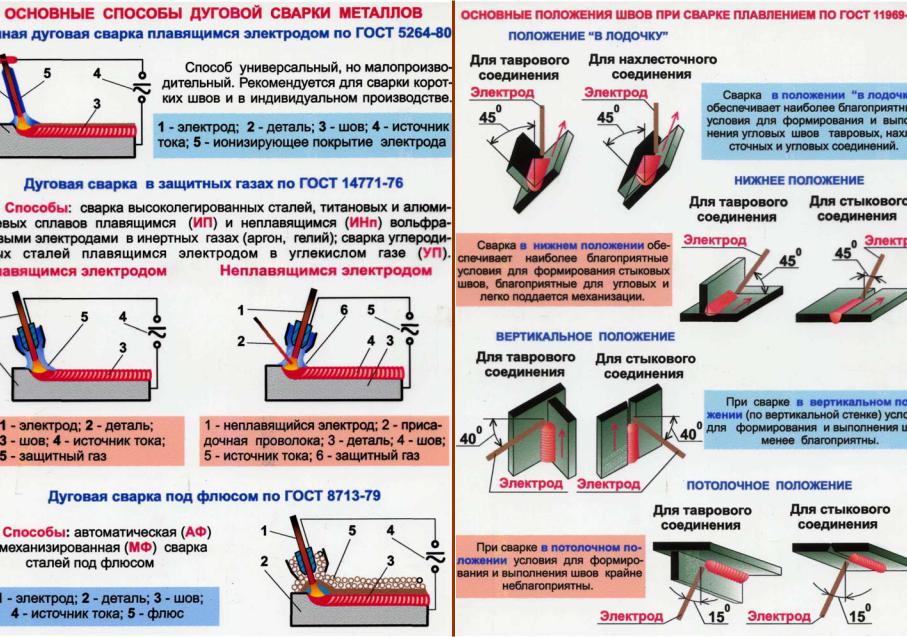 Водород представляет собой проблему, поскольку он загрязняет сварной шов, проникая в кристаллическую решетку и вызывая хрупкость. Это проявляется в виде сильного постфактумного растрескивания вдоль наплавленного валика.
Водород представляет собой проблему, поскольку он загрязняет сварной шов, проникая в кристаллическую решетку и вызывая хрупкость. Это проявляется в виде сильного постфактумного растрескивания вдоль наплавленного валика.
Для решения этой проблемы используется несколько методов, обычно предусматривающих защиту сварного шва от атмосферного водяного пара. Один из методов состоит в том, чтобы покрыть стержневой электрод материалом, который превращается в шлак, всплывающий в расплавленной ванне и оседающий на готовом валике. Он защищает горячий сварной шов и удаляется вручную, чтобы можно было покрасить зону сварки или выполнить дополнительные сварочные проходы.
Широко используются сварочные аппараты с подачей проволоки. Наиболее широко используемой версией является дуговая сварка в среде защитного газа (GMAW), иногда называемая сваркой в среде инертного газа (MIG) или сваркой в среде активного газа (MAG). Но из-за характера процесса разматывания нанесение покрытия на электрод невозможно. Инертный газ в баллонах непрерывно продувается через сварной шов, изолируя его от атмосферной влаги. Однако этот тип дуговой сварки не подходит для использования на открытом воздухе, где любой ветерок может рассеять защитный газ.
Инертный газ в баллонах непрерывно продувается через сварной шов, изолируя его от атмосферной влаги. Однако этот тип дуговой сварки не подходит для использования на открытом воздухе, где любой ветерок может рассеять защитный газ.
Портативные сварочные аппараты, работающие на бензине или дизельном топливе, обеспечивают высокое качество сварки, поскольку сварочный ток является постоянным. Нет времени отключения, как в случае переменного тока, когда форма волны пересекает ось X при нулевом напряжении, создавая прерывистую дугу. Сварочные аппараты постоянного тока с внутренним выпрямлением обеспечивают высокое качество работы. Кроме того, сварочные аппараты переменного тока теперь выдают сварочный ток прямоугольной формы, так что время отключения недостаточно велико, чтобы дестабилизировать дугу.
Пост Основы дуговой сварки впервые появился в Советах по тестированию и измерению.
Рубрики: Советы по испытаниям и измерениям
Основная техника дуговой сварки часть деталей сваривается.
 Дуговая сварка требует времени, усилий и терпения, так как положение сварочного стержня очень чувствительно к положению заготовки. Ниже приводится простое руководство по изучению основных методов дуговой сварки.
Дуговая сварка требует времени, усилий и терпения, так как положение сварочного стержня очень чувствительно к положению заготовки. Ниже приводится простое руководство по изучению основных методов дуговой сварки.
Существует 4 основных этапа выполнения дуговой сварки:
Зажечь дугу. Это процесс создания электрической дуги между электродом и заготовкой.
Перемещение дуги для создания валика. Валик представляет собой металл плавящегося электрода, стекающий с расплавленным металлом основного металла и заполняющий пространство между соединяемыми сваркой деталями.
Сформируйте сварной шов. Это делается путем переплетения дуги вперед и назад по траектории сварки либо зигзагообразным движением, либо движением в виде восьмерки, чтобы металл растекался на ширину, которую вы хотите, чтобы получился готовый сварной шов.
Зачистите и зачистите сварной шов между проходами. Каждый раз, когда вы выполняете проход или переход от одного конца сварного шва к другому, вам необходимо удалять шлак или расплавленный электродный флюс с поверхности сварного шва, чтобы только чистый расплавленный металл заполнял сварной шов. на последующих проходах.
на последующих проходах.
Подготовка металла для сварки ржавчину или другие загрязнения с помощью металлической щетки, наждачной бумаги или абразивной шлифовальной машины, чтобы избежать загрязнения или включения сварного шва.
Закрепите зажимы на заготовках и заземлите
Убедитесь, что имеется чистое место, чтобы электрическая цепь могла быть замкнута с минимальным сопротивлением в месте заземления. Опять же, ржавчина или краска будут мешать заземлению вашей заготовки, что затруднит создание дуги в начале сварки.
Выберите правильный стержень и диапазон силы тока для выполняемой работы ) электрод, при 80-100 ампер.
Угол наклона стержня (угол опережения)
При сварке заготовки стержень должен быть наклонен примерно на 10–20 градусов от вертикали и вытянут в направлении к сварщику. Угол наклона стержня предотвращает захват шлака стержнем (включения в сварном шве будут происходить, если сварка ведется по шлаку). Свободной рукой поддерживайте верхнюю часть электрода, чтобы при необходимости улучшить контроль электрода.
Свободной рукой поддерживайте верхнюю часть электрода, чтобы при необходимости улучшить контроль электрода.
Длина дуги — это расстояние между электродом и сварочной ванной. Он должен быть примерно таким же, как диаметр стержня. Вы привыкнете к длине дуги после некоторой практики.
Длину дуги можно легко определить по звуку и видимому свету дуги. Дуга должна быть короткой и скрывать большую часть света от сварного шва, не проталкивая стержень в ванну шлака. Хорошая короткая дуга приведет к постоянному резкому потрескиванию. Внешний вид завершенного сварного шва даст дополнительные подсказки.
Сохранение угла подъема и длины дуги
По мере того как сварочный стержень становится короче в процессе сварки, необходимо прилагать осознанные усилия для уменьшения длины дуги. Чрезмерная длина дуги приведет к нестабильной дуге с избыточным нагревом и подрезом. Это одна из самых частых ошибок новичков.