Отверстие под резьбу 1 2 дюйма: Диаметр сверла под резьбу (таблица)
alexxlab | 17.07.2018 | 0 | Разное
ГОСТ 21348-75 Отверстия под нарезание трубной цилиндрической резьбы. Диаметры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ
ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ
ДИАМЕТРЫ
ГОСТ 21348-75
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СТАНДАРТОВ
СОВЕТА МИНИСТРОВ СССР
Москва
РАЗРАБОТАН, ВНЕСЕН И ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
И.о. директора Герасимов Н.Н.
Руководитель темы и исполнитель Зарослова М.П.
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. № 3875
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ Диаметры Holes for threading pipe cylindrical thread. | ГОСТ Взамен |
Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. № 3875 срок действия установлен
с 01.01.77
1. Настоящий стандарт устанавливает диаметры отверстий под нарезание трубной цилиндрической резьбы по ГОСТ 6357-73 в изделиях из сталей по ГОСТ 380-71, ГОСТ 4543-71, ГОСТ 1050-74, ГОСТ 5058-65 и ГОСТ 5632-72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859-66.
2. Диаметры отверстий и предельные отклонения должны соответствовать указанным в таблице.
Размеры в ммНоминальный размер резьбы в дюймах | Число | Шаг Р | Диаметр отверстия под резьбу | ||
Номин. | Пред. откл. для классов точности | ||||
А | В | ||||
1/8 | 28 | 0,907 | 8,62 | + 0,10 | + 0,20 |
1/4 | 19 | 1,337 | 11,50 | + 0,12 | + 0,25 |
3/8 | 15,00 | ||||
1/2 | 14 | 1,814 | 18,68 | + 0,14 | + 0,28 |
5/8 | 20,64 | ||||
3/4 | 24,17 | ||||
7/8 | 27,93 | ||||
1 | 11 | 2,309 | 30,34 | + 0,18 | + 0,36 |
1 1/8 | 35,00 | ||||
1 1/4 | 39,00 | ||||
1 3/8 | 41,41 | ||||
1 1/2 | |||||
1 3/4 | 50,84 | ||||
2 | 56,70 | ||||
2 1/4 | 62,80 | +0, 22 | + 0,43 | ||
2 1/2 | 72,27 | ||||
2 3/4 | 78,62 | ||||
3 | 84,97 | ||||
3 1/4 | 91,07 | ||||
3 1/ 2 | 97,42 | ||||
3 3/4 | 103,77 | ||||
4 | 110,12 | ||||
4 1/2 | 122,82 | ||||
5 | 135,52 | ||||
5 1/2 | 148,22 | ||||
6 | 160,92 | ||||

3. Допускается под нарезание трубной цилиндрической резьбы
применять отверстия других диаметров, полученных на основании
экспериментальных данных.
Допускается под нарезание трубной цилиндрической резьбы
применять отверстия других диаметров, полученных на основании
экспериментальных данных.
4. Диаметры сверл для отверстий под нарезание резьбы указаны в рекомендуемом приложении.
ПРИЛОЖЕНИЕ
Рекомендуемое
Диаметры сверл для отверстий под нарезание трубной цилиндрической резьбы
Размеры в мм
Номинальный размер резьбы в дюймах | Шаг Р | Диаметр сверла для классов точности резьбы | |
А | В | ||
1/8 | 0,907 | – | 8,7 |
1/4 | 1,337 | 11,5 | 11,5 |
3/8 | 15,0 | 15 | |
1/2 | 1,814 | – | 18,75 |
5/8 | – | 20,75 | |
3/4 | – | 24,25 | |
7/8 | – | 28 | |
1 | 2,309 | – | 30,5 |
1 1/8 | 35,0 | 35 | |
1 1/4 | 39,0 | 39 | |
1 3/8 | – | 41,5 | |
1 1/2 | – | 45 | |
1 3/4 | – | 51 | |
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding | |||||
| Подборка ссылок иллюстрированных из промышленных каталогов | |||||
Это устаревшая версия страницы сайта Lab2u. | |||||
Диаметр отверстия под резьбу / Tap drill sizes | |||||
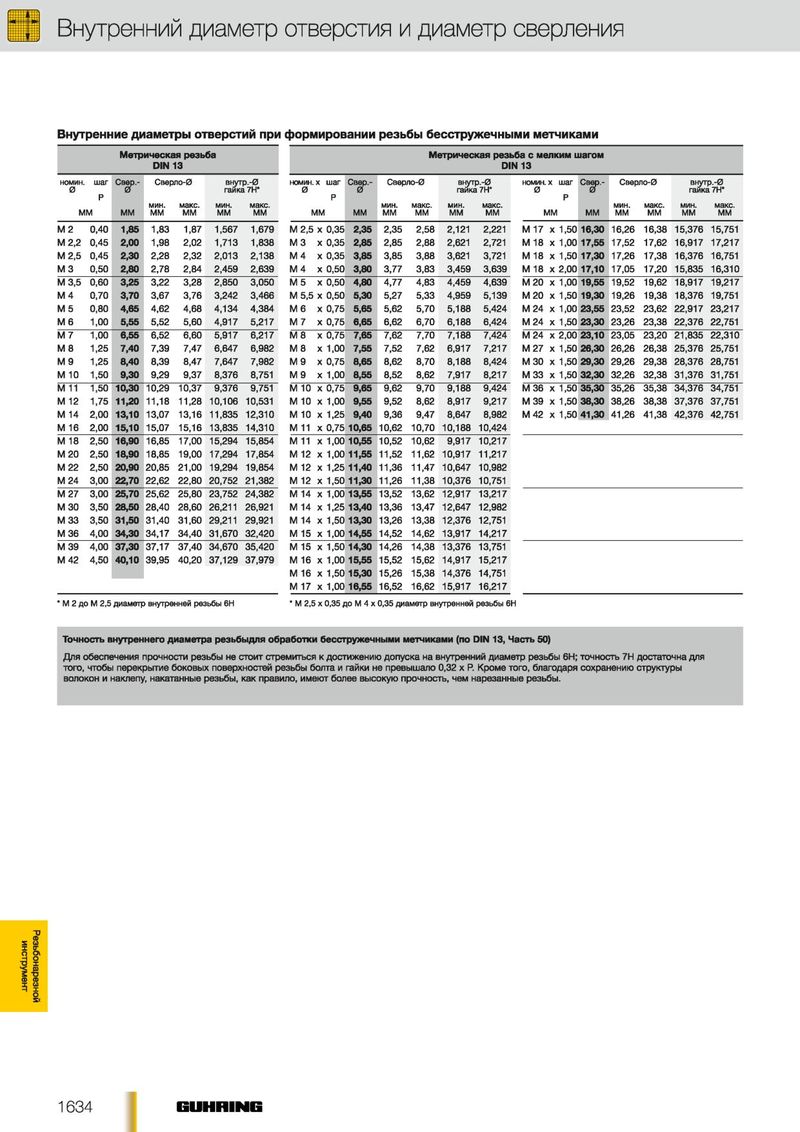
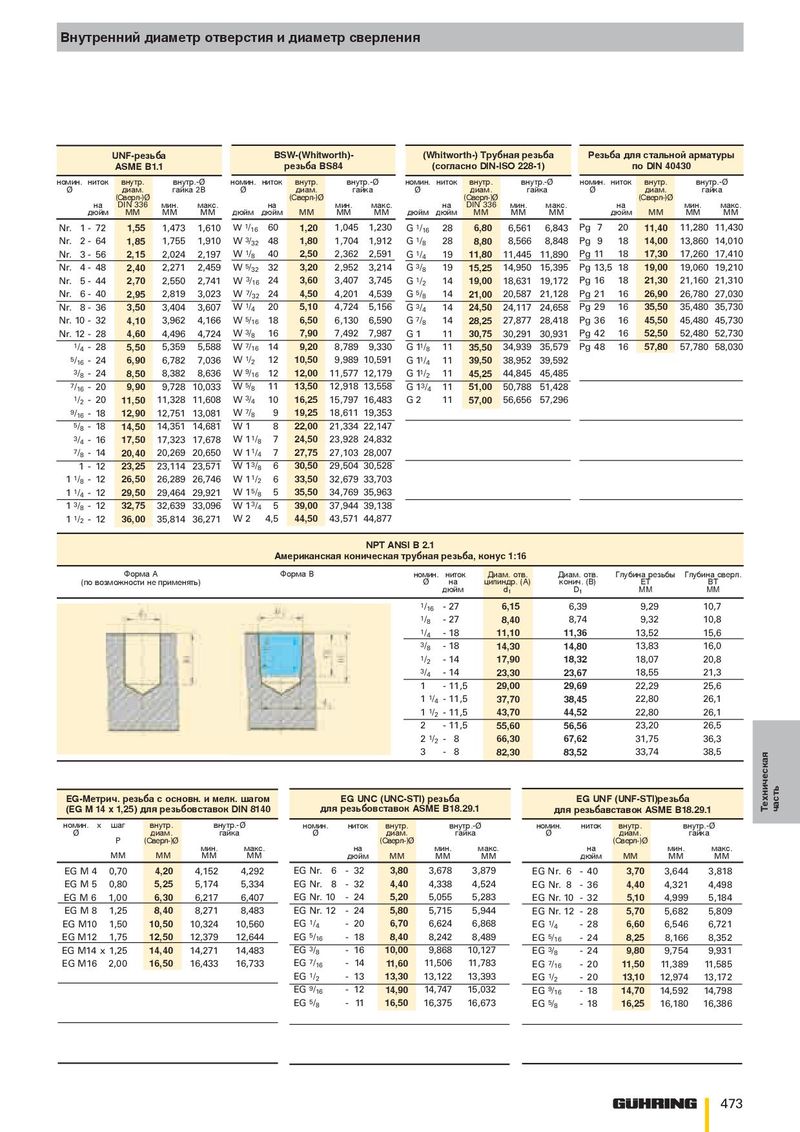
| 1603 Диаметр отверстия под нарезание резьбы метчиком Метрическая резьба с основным и меелким шагом DIN 13 UNC-резьба ASME В1.1 MJ-резьба UNJC-резьба UNJF-р | 1604 Диаметр сверления отверстия под резьбу UNF ASME В1.1 BSW-Whitworth-резьба BS84 Трубная резьба DIN-ISO 228-1 Резьба для стальной арматуры по DIN 40430 | 1605 Внутренние диаметры отверстий при формировании резьбы бесстружечными метчиками Метрическая резьба Метрическая резьба с мелким шагом DIN 13 номин. диам | 1606 Диаметр предварительного отверстия при обработке резьбы бесстружечными метчиками UNC-Резьба ASME В1.1 UNF-Резьба ASME В1.1 Whitworth Трубная резьба G | 1652 Drill diameters for prepared holes Metric Coarse and Fine Screw Thread Справочная таблица значений диаметра предварительного отверстия под нарезани | |
| 1352 Диаметр отверстия под нарезание резьбы метчиком Справочные таблицы Метрическая резьба ISO M Метрическая крупная резьба ISO DIN 13 и DIN ISO 965-1 D Di 0 P мм | 1353 Диаметр сверла для резьбовых отверстий Справочные таблицы рекомендованных значений Метрическая резьба ISO MF Метрическая мелкая резьба ISO DIN 13 и DIN ISO 96 | 1354 Диаметры отверстий под резьбу Метрическая резьба ISO 60° Крупная резьба по ASME B1. 15 и ISO 3161 D Dl 0 P Gg/1 мин мм 3B макс мм 3B 0 мм 1-64 UNJC 1,467 1,570 15 и ISO 3161 D Dl 0 P Gg/1 мин мм 3B макс мм 3B 0 мм 1-64 UNJC 1,467 1,570 | 1355 Значения диаметра отверстия под внутреннюю резьбу для резьбовых проволочных вставок Прочие виды P Dil D EG UNC Унифицированная крупная резьба для резьбовых вс | 1356 Диаметры отверстий под резьбу Техническая информация Американская резьба 60 Крупная резьба по ASMEСверхмелкая резьба по ASME B1.1 D Dl 0 мм 0 P Gg/1 мин мм 2B | 1357 Диаметр отверстия для нарезания резьбы метчиком Американская трубная резьба ti min. D NPT Американская стандартная трубная резьба по ASME B1.20.1 конус 1:16 N |
| 1358 Диаметры отверстий под резьбу Трубная резьба Дюймовая резьба Whitworth Трубная резьба по DIN EN ISO 228 BSW Дюймовая резьба по BS 84 D Di D Di 0 P Gg/1 мин мм | 1359 Диаметры отверстий под резьбу Резьбонарезание Дюймовая резьба Whitworth BA Британская стандартная резьба по BS 949, Part 2 Rc Коническая трубная резьба, конус | 1360 Диаметры отверстий под резьбу Накатывание резьбы Справочные таблицы значений Метрическая крупная резьба ISO DIN 13 и DIN ISO 965-1 Метрическая мелкая резьба I | 1361 Диаметры отверстий под резьбу Накатывание резьбы Метрическая крупная резьба ISO EG по DIN 8140 А Дюймовая резьба BSW по BS 84 Сверхмелкая резьба UNEF по ASME | 867 Рекомендуемые диаметры сверл под метрическую резьбу Recommended tap drill sizes Metric ISO threads | 868 Рекомендуемые диаметры сверления отверстий под дюймовую резьбу UNC UNF Диаметр сверла для трубной резьбы Whitworth pipe threads |
См. | |||||
Типы резьбы Назначение и обозначения / Thread types and applications | Перевод дюймов в мм Таблица / Inches to mm Conversion table | ||||
Метчики Конструкция / Thread taps for metal | Сверление отверстий в металле | ||||
Режущий инструмент, инструментальная оснастка и приспособления / | |||||
 ru См.также /
ru См.также / 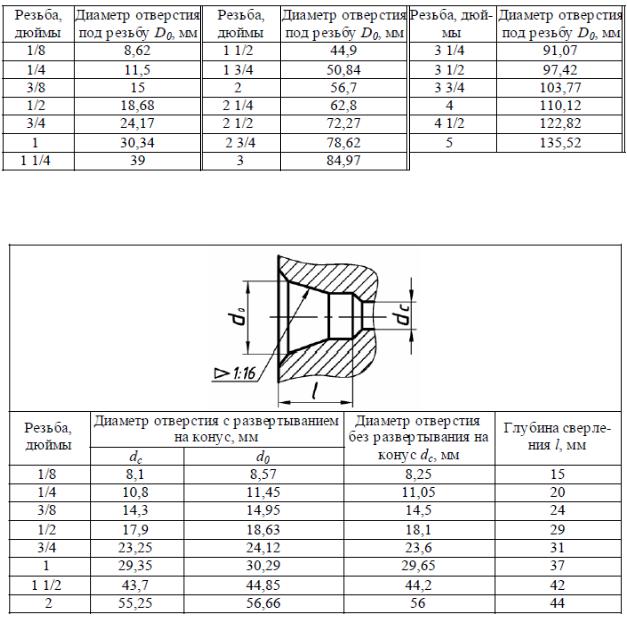 также / See also :
также / See also :Диаметр отверстия под резьбу ГОСТ (Таблица)
Справочные таблицы содержат размеры диаметров отверстий под нарезания резьбы по ГОСТ 9150—59, ГОСТ 6357-52, ГОСТ 6111-52 и ГОСТ 6211-52
1. Таблицы являются справочными, выпущены на основании руководящего материала завода 01.2РМ31—65 и нормалей МН5384—5389-64 и предназначаются для мастеров, технологов и рабочих основного и вспомогательного производств.
2. Величины отверстий под резьбу с крупными шагами выделены жирным текстом.
3. Диаметр отверстий, указанных без допусков, выполняется по 4 классу точности.
Диаметры отверстий под нарезание резьбы по ГОСТ 9150—59
|
Номинальный диаметр резьбы |
Диаметры отверстий под нарезание резьбы по ГОСТ 9150—59 |
|||||||||||||
|
Шаги резьбы S |
||||||||||||||
|
0,2 |
0,25 |
0,3 |
0,35 |
0,4 |
0,45 |
0,5 |
0,6 |
0,7 |
0,75 |
0,8 |
1 |
1,25 |
1,5 |
|
|
1 |
0,8 |
0,75 |
|
|
|
|
|
|
|
|
|
|
|
|
|
1,4 |
|
|
1,1 |
|
|
|
|
|
|
|
|
|
|
|
|
1,6 |
|
|
|
1,25 |
|
|
|
|
|
|
|
|
|
|
|
2,0 |
|
1,75 |
|
|
1,6 |
|
|
|
|
|
|
|
|
|
|
2,5 |
|
|
|
2,15 |
|
2,05 |
|
|
|
|
|
|
|
|
|
3 |
|
|
|
2,65 |
|
|
2,5 |
|
|
|
|
|
|
|
|
3,5 |
|
|
|
3,15 |
|
|
|
2,9 |
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
3,5 |
|
3,3 |
|
|
|
|
|
|
4,5 |
|
|
|
|
|
|
4 |
|
|
3,8 |
|
|
|
|
|
5 |
|
|
|
|
|
|
4,5 |
|
|
|
4,2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
5,5 |
|
|
5,2 |
|
5 |
|
|
|
8 |
|
|
|
|
|
|
7,5 |
|
|
7,2 |
|
7 |
6,7 |
|
|
10 |
|
|
|
|
|
|
9,5 |
|
|
9,2 |
|
9 |
8,7 |
8,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Номинальный диаметр резьбы |
Диаметр отверстий под нарезание резьбы по ГОСТ 9150—59 |
|||||||||
|
Шаги резьбы S |
||||||||||
|
0,75 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2,5 |
3 |
3,5 |
4 |
|
|
12 |
11,2 |
11 |
10,7 |
10,5 |
10,2 |
|
|
|
|
|
|
14 |
13,2 |
13 |
12,7 |
12,5 |
|
11,9А5 |
|
|
|
|
|
16 |
15,25 |
15 |
|
14,5 |
|
14 |
|
|
|
|
|
18 |
|
17 |
|
16,5 |
|
16 |
15,35А5 |
|
|
|
|
20 |
|
18,95 |
|
18,45 |
|
18 |
17,35А5 |
|
|
|
|
22 |
|
20,95 |
|
20,45 |
|
20 |
19,35А5 |
|
|
|
|
24 |
|
|
|
22,45 |
|
21,85А5 |
|
20,85А5 |
|
|
|
27 |
|
|
25,45 |
|
25 |
|
23,85А5 |
|
|
|
|
30 |
|
|
|
28,45 |
|
28 |
|
26,85А5 |
|
|
|
33 |
|
|
|
|
|
|
|
29,85А5 |
29,35А5 |
|
|
36 |
|
|
|
|
|
|
|
32,8А5 |
|
31,8А5 |
|
39 |
|
|
|
|
|
|
|
|
|
34,8A5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Номинальный диаметр резьбы |
Диаметры отверстий под нарезание резьбы по ГОСТ 9150—59 |
|||||||||
|
Шаги резьбы S |
||||||||||
|
1 |
1,5 |
2 |
3 |
4 |
4,5 |
5 |
5,5 |
6 |
|
|
|
42 |
40,95 |
40,45 |
— |
38,9 |
37,8A5 |
37,ЗA5 |
— |
— |
— |
|
|
45 |
43,95 |
43,45 |
42,95 |
41,9 |
40,8A5 |
40,ЗA5 |
— |
— |
— |
|
|
48 |
46,95 |
46,45 |
45,95 |
44,9 |
43,8A5 |
|
42,8A5 |
— |
— |
|
|
52 |
|
50,43 |
45,95 |
48,9 |
47,8A5 |
— |
46,8A5 |
— |
— |
|
|
56 |
|
54,43 |
53,9 |
52,9 |
51,9 |
— |
— |
50,ЗA5 |
— |
|
|
60 |
|
58,4 |
57,9 |
56,9 |
55,9 |
— |
— |
54,ЗA5 |
— |
|
|
64 |
|
62,4 |
61,9 |
60,9 |
59,9 |
— |
— |
— |
57,8A5 |
|
|
68 |
|
66,4 |
65,9 |
64,9 |
63,9 |
— |
— |
— |
61,8A5 |
|
|
72 |
|
70,4 |
69,9 |
68,9 |
67,9 |
— |
— |
— |
65,8A5 |
‘ |
|
76 |
|
74,4 |
73,9 |
72,9 |
71,9 |
— |
— |
— |
69,8A5 |
|
|
80 |
|
78,4 |
77,9 |
76,9 |
75,9 |
— |
— |
— |
73,8A5 |
|
|
85 |
|
83,4 |
82,9 |
81,9 |
80,9 |
— |
— |
— |
78,8A5 |
|
|
90 |
|
88,4 |
87,9 |
86,9 |
85,9 |
— |
— |
— |
83,75A5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Для металлов повышенной вязкости /(алюминие-магниевые сплавы) |
||||||||||||||
|
Номинальный диаметр резьбы |
Диаметр для отверстий под нарезание резьбы по ГОСТ 9150-59 |
|||||||||||||
|
Шаги резьбы S |
||||||||||||||
|
0,25 |
0,3 |
0,35 |
0,4 |
0,45 |
0,5 |
0,6 |
0,7 |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
|
|
1 |
0,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1,4 |
|
1. |
|
|
|
|
|
|
|
|
|
|
|
|
|
1,6 |
|
|
1,3 |
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
1,65 |
|
|
|
|
|
|
|
|
|
|
|
2,5 |
|
|
|
|
2,15 |
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
2,6 |
|
|
|
|
|
|
|
|
|
3,5 |
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
3,35 |
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
4,25 |
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
5,1 |
|
|
|
|
|
8 |
|
|
|
|
|
|
|
|
|
|
6,8 |
|
|
|
|
10 |
|
|
|
|
|
|
|
|
|
|
|
8,6 |
|
|
|
12 |
|
|
|
|
|
|
|
|
|
|
10,8 |
10,6 |
|
|
|
14 |
|
|
|
|
|
|
|
|
|
|
|
12,6 |
|
12,1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 15
15Диаметры отверстий под нарезание трубной цилиндрической резьбы по ГОСТ 6357-52
|
Диаметры отверстий под нарезание трубной цилиндрической резьбы по ГОСТ 6357-52 |
||
|
Обозначение резьбы, дюймы |
диаметр сверл, мм |
|
|
класс точности резьбы |
||
|
2 |
3 |
|
|
1/8 |
8,65А4 |
8,7А5 |
|
1/4 |
11,5А4 |
11,5А5 |
|
3/8 |
15А4 |
15А5 |
|
1/2 |
18,7А, |
18,7А5 |
|
5/8 |
20,7+0,12 |
20,7А5 |
|
3/4 |
24,2+0,15 |
24,2А5 |
|
7/8 |
28+0,12 |
28А5 |
|
1 |
30,43+0,16 |
30,43+0,29 |
|
1·1/8 |
35А4 |
35А5 |
|
1·1/4 |
39А4 |
39А5 |
|
1·3/8 |
— |
41,5А5 |
|
1·1/2 |
— |
45А5 |
|
|
|
|
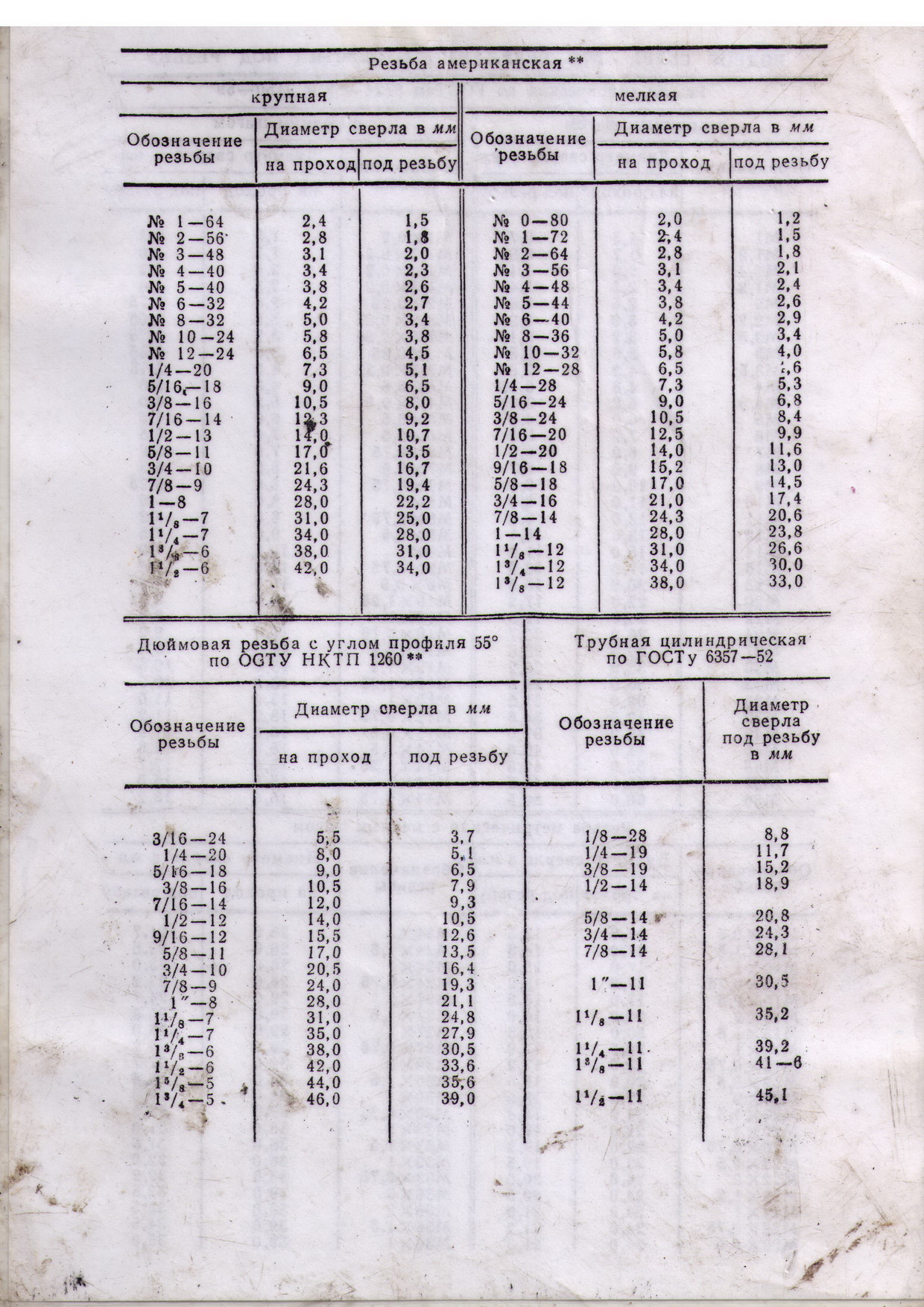
Диаметры отверстий под нарезание резьбы по ОСТ НКТП 1260
|
Диаметры отверстий под нарезание дюймовой резьбы по ОСТ НКТП 1260 |
|||
|
Обозначение резьбы, дюймы |
Диаметр сверла, мм |
Обозначение резьбы, дюймы |
Диаметр сверла, мм |
|
3/16 |
3,6 |
1 |
22 |
|
1/4 |
5 |
1·1/8 |
24,75 |
|
5/16 |
6,4 |
1·1/4 |
27,75 |
| 3/8 |
7,8 |
1·3/8 |
30,25 |
|
7/16 |
9,1 |
1·1/2 |
33,5 |
|
1/2 |
10,4 |
1·5/8 |
35,75 |
|
9/16 |
12 |
1·3/8 |
39 |
|
5/8 |
13,3 |
1·7/8 |
41,5 |
|
3/4 |
16,25 |
2 |
44,5 |
|
7/8 |
19,25 |
|
|
|
|
|
|
|
Диаметр отверстий ГОСТ 6111-52
|
Диаметр отверстий под нарезание дюймовой конической резьбы с развертыванием на конус, ГОСТ 6111-52 |
||||
|
Диаметр резьбы |
Число ниток на 1“ |
dc |
do |
Глубина сверлен. |
|
1/8 |
27 |
8,ЗА5 |
8,76А4 |
15 |
|
1/4 |
18 |
10,7А5 |
11,31А4 |
20 |
|
3/8 |
14,25А5 |
14,8А4 |
22 |
|
|
1/2 |
14 |
17,5А5 |
18,32А4 |
28 |
|
3/4 |
22,9А5 |
23,66А4 |
28 |
|
|
1 |
11·1/2 |
28,75А5 |
29,69А4 |
35 |
|
1·1/4 |
37,43А5 |
38,45А4 |
36 |
|
|
1·1/2 |
43,5А5 |
44,52А4 |
36 |
|
|
2 |
55,5А4 |
56,54А4 |
37 |
|
 е мм
е ммДиаметр отверстий ГОСТ 6211-52
|
Диаметр отверстий под нарезание трубной конической резьбы с развертыванием на конус, ГОСТ 6211-52 |
||||
|
Диаметр резьбы |
Число ниток на 1“ |
dc |
d° |
Глубина сверленю. |
|
1/8 |
28 |
8,1А5 |
8,57А4 |
15 |
|
1/4 |
19 |
10,8А5 |
11,45А4 |
20 |
|
3/8 |
14,25А5 |
14,95+0,1 |
24 |
|
|
1/2 |
14 |
17,9А5 |
18,63+0,1 |
29 |
|
3/4 |
23,25А5 |
24,12+0,1 |
31 |
|
|
1 |
11 |
29,25А5 |
30,30А3а |
37 |
|
1·1/4 |
37,75А5 |
38,95А3а |
40 |
|
|
1·1/2 |
43,5А5 |
44,83А3а |
42 |
|
|
2 |
55А5 |
56,54А3а |
44 |
|
 е мм
е ммИсточник информации: ПО „Машзавод им. Октябрьской революции” 1986 год.
Октябрьской революции” 1986 год.
Диаметр отверстий под метрическую резьбу
Метрическая резьба — с шагом и основными параметрами резьбы в миллиметрах.
Дюймовая резьба — все параметры резьбы выражены в дюймах (чаще всего обозначается двойным штрихом, ставящимся сразу за числовым значением, например, 3″ = 3 дюйма), шаг резьбы в долях дюйма (дюйм = 2,54 см).
|
Диаметр резьбы |
Шаг резьбы |
Диаметр сверла |
Шаг резьбы |
Диаметр сверла |
Шаг резьбы |
Диаметр сверла |
Шаг резьбы |
Диаметр сверла |
Шаг резьбы |
Диаметр сверла |
Шаг резьбы |
Диаметр сверла |
|
2 |
0. |
1.6 |
0.25 |
1.75 |
|
|
|
|
|
|
|
|
|
3 |
0.5 |
2.5 |
0.35 |
2. |
|
|
|
|
|
|
|
|
|
4 |
0.7 |
3.3 |
0.5 |
3.5 |
|
|
|
|
|
|
|
|
|
5 |
0. |
4.2 |
0.5 |
4.5 |
|
|
|
|
|
|
|
|
|
6 |
1 |
5 |
0.75 |
5.2 |
0. |
5.5 |
|
|
|
|
|
|
|
7 |
1 |
6 |
0.75 |
6.2 |
0.5 |
6.5 |
|
|
|
|
|
|
|
8 |
1. |
6.7 |
1 |
7 |
0.75 |
7.2 |
0.5 |
7.5 |
|
|
|
|
|
9 |
1.25 |
7.7 |
1 |
8 |
0. |
7.2 |
0.5 |
8.5 |
|
|
|
|
|
10 |
1.5 |
8.5 |
1.25 |
8.7 |
1 |
9 |
0.75 |
9. |
0.5 |
9.5 |
|
|
|
11 |
1.5 |
9.5 |
1 |
10 |
0.75 |
10.2 |
0.5 |
10.5 |
|
|
|
|
|
12 |
1. |
10.2 |
1.5 |
10.5 |
1.25 |
10.7 |
1 |
11 |
0.75 |
11.2 |
0.5 |
11.5 |
|
14 |
2 |
12 |
1.5 |
12. |
1.25 |
12.6 |
1 |
13 |
0.75 |
13.2 |
0.5 |
13.5 |
|
16 |
2 |
14 |
1.5 |
14.5 |
1 |
15 |
0. |
15.2 |
0.5 |
15.5 |
|
|
|
18 |
2.5 |
15.4 |
2 |
16 |
1.5 |
16.5 |
1 |
17 |
0.75 |
17. |
0.5 |
17.5 |
|
20 |
2.5 |
17.4 |
2 |
18 |
1.5 |
18.5 |
1 |
19 |
0.75 |
19.2 |
0.5 |
19.5 |
|
22 |
2. |
19.4 |
2 |
20 |
1.5 |
20.5 |
1 |
21 |
0.75 |
21.2 |
0.5 |
21.5 |
|
24 |
3 |
20.9 |
2 |
22 |
1. |
22.5 |
1 |
23 |
0.75 |
23.2 |
|
|
|
27 |
3 |
23.9 |
2 |
25 |
1.5 |
25.5 |
1 |
26 |
0. |
26.2 |
|
|
|
30 |
3.5 |
26.4 |
3 |
26.9 |
2 |
28 |
1.5 |
28.5 |
1 |
29 |
0.75 |
29. |
|
33 |
3.5 |
29.4 |
3 |
29.9 |
2 |
31 |
1.5 |
31.5 |
1 |
32 |
0.75 |
32.2 |
|
36 |
4 |
31. |
3 |
32.9 |
2 |
34 |
1.5 |
34.5 |
1 |
35 |
|
|
|
39 |
4 |
34.9 |
3 |
35.9 |
2 |
37 |
1. |
37.5 |
1 |
38 |
|
|
|
42 |
4.5 |
37.4 |
4 |
37.9 |
3 |
38.9 |
2 |
34 |
1.5 |
40. |
1 |
41 |
|
45 |
4.5 |
40.4 |
4 |
40.9 |
3 |
41.9 |
2 |
43 |
1.5 |
43.5 |
1 |
44 |
|
48 |
5 |
42. |
4 |
43.9 |
3 |
44.9 |
2 |
46 |
1.5 |
46.5 |
1 |
47 |
 4
4 65
65 8
8 5
5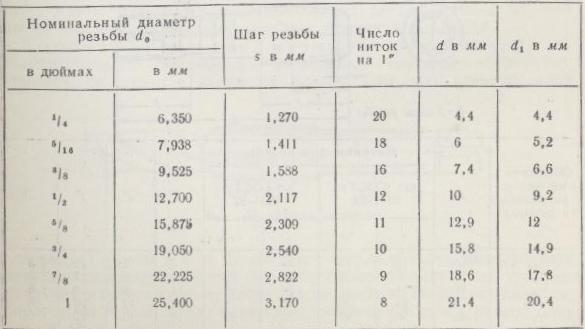 25
25 75
75 2
2 75
75 5
5 75
75 2
2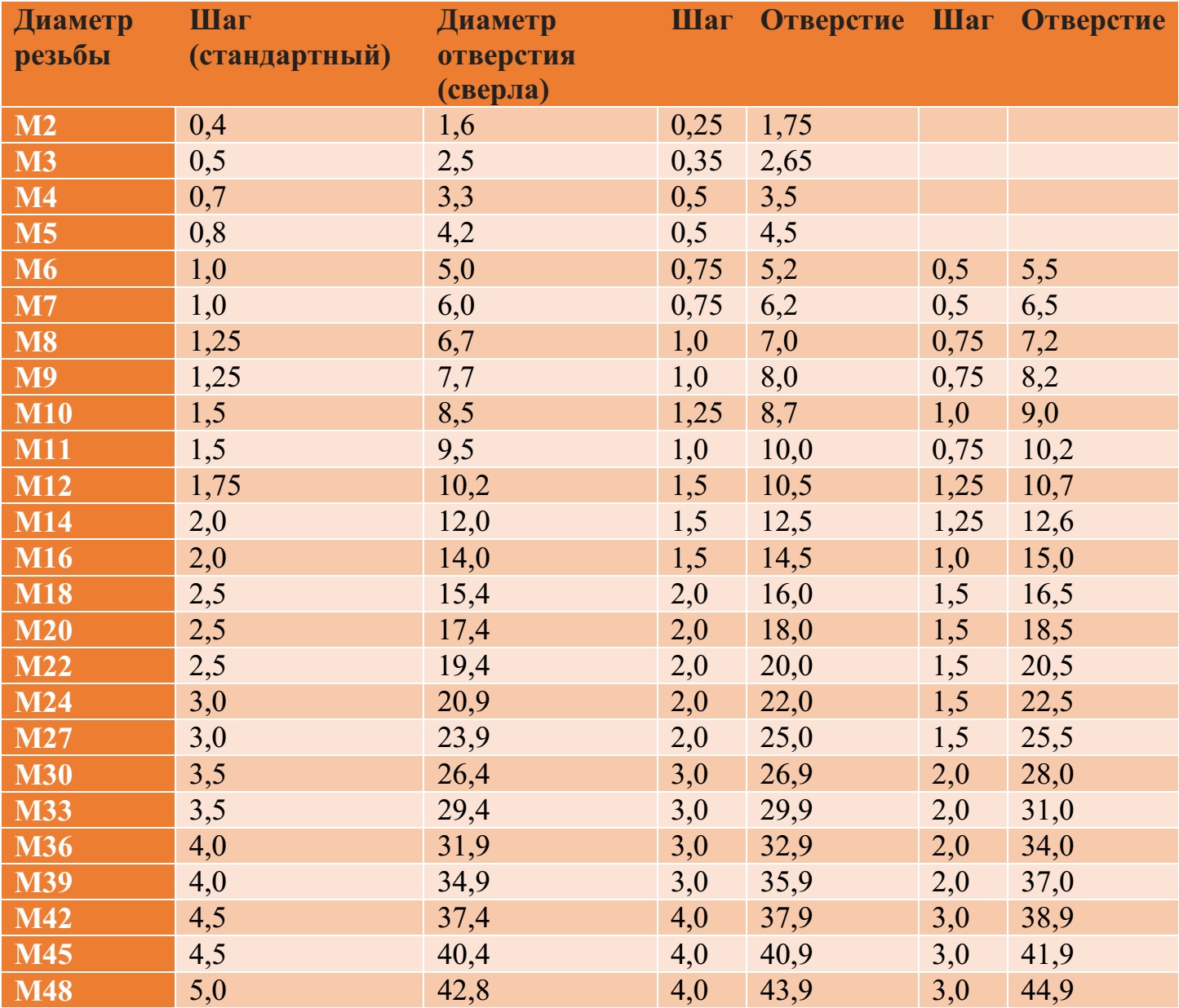 5
5 5
5 75
75 2
2 9
9 5
5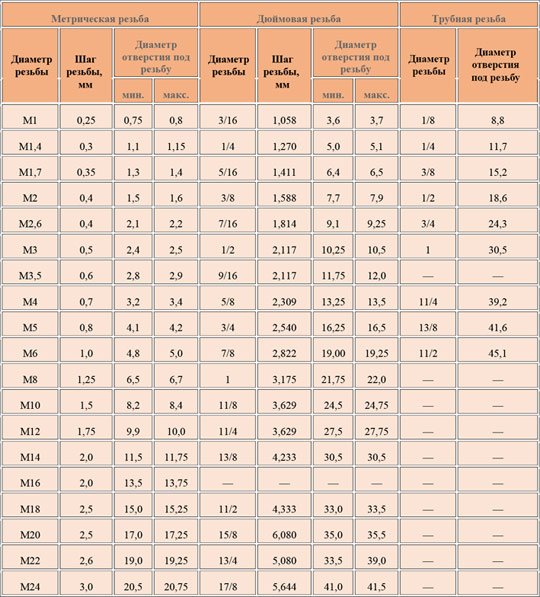 5
5 8
8!!! Для чугунов и других хрупких материалов размер сверла следует уменьшить на 0.1 мм по отношению к табличному значению.
Нарезание внутренней резьбы.
Винты широко используются для крепежных деталей. Число различных типов и размеров крепежных винтов, гаек и болтов не возможно описать в данной статье, и следующая информация поможет вам разобраться.
Типы резьбы
Почти все резьбы имеют треугольную форму. С другой стороны, квадратные формы и трапециевидные резьбы используются в движущихся механизмах в которых нужна высокая точность, например, станок фрезерный с ЧПУ. В соответствии стандартам, есть метрической резьбы (M), цилиндрической резьбой для трубопроводов (PF), конической резьбой для трубопроводов (PT). Следующая информация относится к метрической резьбе, так как является наиболее широко используемой в России и во многих странах по всему миру. Термины, используемые для резьб
На рисунке 1 показано изображение резьбы.Одним из наиболее важных терминов, является диаметр резьбы. В случае метрической резьбой, название болта связано с его внешним диаметром, например, болт с 5 мм наружный диаметр известен как болт M5. “Шаг” резьбы является еще одной важной особенностью резбы. Шаг определяется как интервал (расстояние) между соседними нитями. , например, гаек и болтов должны иметь одинаковую высоту, а также диаметр, если они будут использоваться совместно. Принципы нарезании резьбы в гайке и болты в том, что болт (наружная резьба), как правило, вырезают из жезлом материал, который имеет же диаметра дает ожидаемый закончил болт. Гайка выполнена с большим запасом ведьма имеет отверстие пробурено через него, который немного больше, чем диаметр штока. Нить такой же шаг затем разрезается в результате чего два потока спаривания. Те же принципы применяются для резки отверстий в местах и других деталей. (Например, в цилиндре обсуждалось ранее).
Принципы нарезании резьбы в гайке и болты в том, что болт (наружная резьба), как правило, вырезают из жезлом материал, который имеет же диаметра дает ожидаемый закончил болт. Гайка выполнена с большим запасом ведьма имеет отверстие пробурено через него, который немного больше, чем диаметр штока. Нить такой же шаг затем разрезается в результате чего два потока спаривания. Те же принципы применяются для резки отверстий в местах и других деталей. (Например, в цилиндре обсуждалось ранее).
Рис.1 Условия Винт
Сквозные отверстия
Винты обычно используются для крепления сопряженных деталей. Когда две части соединены вместе с помощью винтов, одна часть выполнена с резьбой, а другая часть выполнена со сквозными отверстиями, которые имеют больший диаметр, чем у винтов. Если диаметр отверстия слишком мал, части не могет быть собраны, так как винт не будет проходить через отверстие. Кроме того, если диаметр отверстия слишком велик, часть будет болтаться.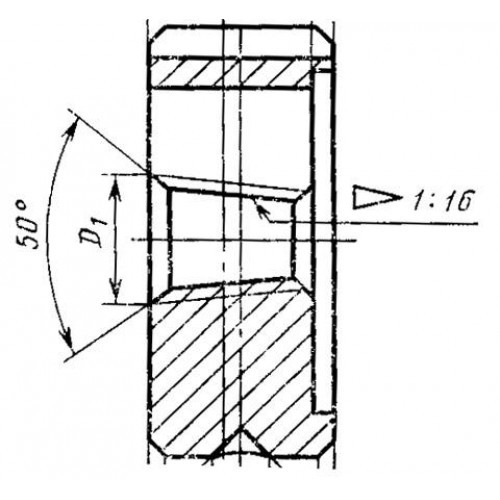 Поэтому мы должны обеспечить сделать оптимальныее отверстия. В качестве “Правила”, диаметр сквозного отверстия больше на 10% по сравнению с диаметром винта. Для примера, отверстие для винта M3 имеет 3,2 мм или 3,5 мм в диаметре. отверстие для винта M4 имеет 4,2 мм или 4,5 диаметра. И мы хотели бы сделать отверстие 5,5 мм в диаметре для винтов М5.
Поэтому мы должны обеспечить сделать оптимальныее отверстия. В качестве “Правила”, диаметр сквозного отверстия больше на 10% по сравнению с диаметром винта. Для примера, отверстие для винта M3 имеет 3,2 мм или 3,5 мм в диаметре. отверстие для винта M4 имеет 4,2 мм или 4,5 диаметра. И мы хотели бы сделать отверстие 5,5 мм в диаметре для винтов М5.
Наружние резьбы
Когда мы делаем наружную резьбу, обычно мы используем плашки. Когда мы делаем внутреннюю резьбу, мы используем метчики. Если у нас нет подходящих инструментов, мы можем также сделать резьбу при помощи токарного станка, как описано в главе 3.
(1) вкручивать метчик перпендикулярно плоскости.
(2) после нескольких оборотов вкручивания метчика или плашки, поворачивать в обратную сторону на четверть оборота, чтобы удалить стружку, чтобы они не забивать инструмент.
ВниманиеКогда мы делаем резьбу с помощью плашки, следует проявлять осторожность в следующих моментах:
(1) вкручивать метчик перпендикулярно плоскости.
(2) после нескольких оборотов вкручивания метчика или плашки, поворачивать в обратную сторону на четверть оборота, чтобы удалить стружку, чтобы они не забивать инструмент.
(3) всегда используйте масло для режущего инструмента.
Нарезание резьбы с использованием ручного метчика<
Американская дюймовая резьба, размеры сечений
Унифицированные дюймовые резьбы стандарта UN (UNC, UNF и UNEF) широко распространены в Америке и Канаде, где действует дюймовая система измерений. Здесь этот стандарт является основным для болтов, винтов, гаек и многих других крепежных деталей, используемых в машиностроении. Их изготовление регламентируется и контролируется организациями ASME и ANSI.
Американская резьба имеет тот же профиль с углом при вершине 60°, что и метрическая стандарта ISO, но ее основные параметры выражены не в миллиметрах, а в дюймах. В зависимости от частоты витков она также бывает крупная (основная) UNC, мелкая UNF и супермелкая UNEF. Число витков на дюйм именуется шагом TPI, тогда как в метрике под шагом подразумевается расстояние между соседними вершинами винтовой линии Р (мм). Эти параметры связаны соотношением: Р = 1″/ TPI (напомним, что 1″ = 25,4 мм).
Число витков на дюйм именуется шагом TPI, тогда как в метрике под шагом подразумевается расстояние между соседними вершинами винтовой линии Р (мм). Эти параметры связаны соотношением: Р = 1″/ TPI (напомним, что 1″ = 25,4 мм).
Условные обозначения
В обозначении резьбы указывается ее наружный диаметр – D, за которым следует шаг – TPI (количестве ниток на дюйм) и ее тип – UNC или UNF. Для диаметров менее 1/4″ размер обозначается целым числом от 0 до 12, которое стоит после символа # или №. Каждому числу соответствует определенный наружный D, точное значение которого можно посмотреть в справочной таблице. Для всех остальных диаметров выше 1/4″ эта величина выражена в дюймах.
Американская резьба с крупным шагом – UNC
| Размер резьбы |
Число ниток на дюйм |
D – наружный диаметр | Dp – средний диаметр | Di – внутренний диаметр |
Шаг резьбы, мм |
|
| дюймы | мм | миллиметры | ||||
| #1 | 1,85 | 64 | 1,85 | 1,6 | 1,42 | 0,40 |
| #2 | 2,18 | 56 | 2,18 | 1,89 | 1,69 |
0,45 |
| #3 | 2,51 | 48 | 2,51 | 2,17 | 1,94 | 0,53 |
| #4 | 2,84 | 40 | 2,84 | 2,43 | 2,16 | 0,64 |
| #5 | 3,17 | 40 | 3,18 | 2,76 | 2,49 | 0,64 |
| #6 | 3,50 | 32 | 3,51 | 2,99 | 2,65 | 0,79 |
| #8 | 4,16 | 32 | 4,17 | 3,65 | 3,31 | 0,79 |
| #10 | 4,83 | 24 | 4,83 | 4,14 | 3,68 | 1,06 |
| #12 | 5,49 | 24 | 5,49 | 4,8 | 4,34 | 1,06 |
| 1/4 | 6,35 | 20 | 6,35 | 5,52 | 4,98 | 1,27 |
| 5/16 | 7,94 | 18 | 7,94 | 7,02 | 6,41 | 1,41 |
| 3/8 | 9,53 | 16 | 9,53 | 8,49 | 7,81 | 1,59 |
| 7/16 | 11,1 | 14 | 11,11 | 9,93 | 9,15 | 1,81 |
| 1/2 | 12,7 | 13 | 12,70 | 11,43 | 10,58 | 1,95 |
| 9/16 | 14,3 | 12 | 14,29 | 12,91 | 12,00 | 2,12 |
| 5/8 | 15,9 | 11 | 15,88 | 14,38 | 13,38 | 2,31 |
| 3/4 | 19,1 | 10 | 19,05 | 17,40 | 16,30 | 2,54 |
| 7/8 | 22,2 | 9 | 22,23 | 20,39 | 19,17 | 2,82 |
| 1 | 25,4 | 8 | 25,40 | 23,34 | 21,96 | 3,18 |
| 1 1/8 | 28,6 | 7 | 28,58 | 26,22 | 24,65 | 3,63 |
| 1 1/4 | 31,8 | 7 | 31,75 | 29,39 | 27,82 | 3,63 |
| 1 3/8 | 34,9 | 6 | 36,93 | 32,17 | 30,34 | 4,23 |
| 1 1/2 | 38,1 | 5 | 38,10 | 35,35 | 33,52 | 4,23 |
| 1 3/4 | 44,4 | 5 | 44,45 | 41,15 | 38,95 | 5,08 |
| 2 | 50,8 | 4 1/2 | 50,80 | 47,13 | 44,69 | 5,64 |
| 2 1/4 | 57,1 | 4 1/2 | 57,15 | 53,48 | 51,04 | 5,64 |
| 2 1/2 | 63,5 | 4 | 63,50 | 59,38 | 56,63 | 6,35 |
| 2 3/4 | 69,9 | 4 | 69,85 | 65,73 | 62,98 | 6,35 |
| 3 | 76,2 | 4 | 76,20 | 72,08 | 69,33 | 6,35 |
| 3 1/4 | 82,5 | 4 | 82,55 | 78,43 | 75,68 | 6,35 |
| 3 1/2 | 88,9 | 4 | 88,9 | 84,78 | 75,68 | 6,35 |
| 3 3/4 | 95,2 | 4 | 95,25 | 91,13 | 88,38 | 6,35 |
| 4 | 101,6 | 4 | 101,60 | 97,48 | 94,73 | 6,35 |
Американская резьба с мелким шагом – UNF
| Размер резьбы |
Число ниток на дюйм |
D – наружный диаметр | Dp – средний диаметр | Di – внутренний диаметр | Шаг резьбы | |
| дюймы | мм | миллиметры | ||||
| #0 | 1,52 | 80 | 1,52 | 1,32 | 1,18 | 0,32 |
| #1 | 1,85 | 72 | 1,85 | 1,63 | 1,47 | 0,35 |
| #2 | 2,18 | 64 | 2,18 | 1,93 | 1,76 | 0,40 |
| #3 | 2,51 | 56 | 2,51 | 2,22 | 2,02 | 0,45 |
| #4 | 2,84 | 48 | 2,84 | 2,50 | 2,27 | 0,53 |
| #5 | 3,17 | 44 | 3,18 | 2,80 | 2,55 | 0,58 |
| #6 | 3,51 | 40 | 3,51 | 3,09 | 2,82 | 0,63 |
| #8 | 4,17 | 36 | 4,17 | 3,71 | 3,4 | 0,71 |
| #10 | 4,83 | 32 | 4,83 | 4,31 | 3,88 | 0,79 |
| #12 | 5,49 | 28 | 5,49 | 4,90 | 4,40 | 0,91 |
| 1/4 | 6,35 | 28 | 6,35 | 5,76 | 5,37 | 0,91 |
| 5/16 | 7,94 | 24 | 7,94 | 7,25 | 6,79 | 1,06 |
| 3/8 | 9,53 | 24 | 9,53 | 8,84 | 8,38 | 1,06 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
| 1/2 | 12,7 | 20 | 12,70 | 11,87 | 11,33 | 1,27 |
| 9/16 | 14,3 | 18 | 14,29 | 13,37 | 12,76 | 1,41 |
| 5/8 | 15,9 | 18 | 15,88 | 14,96 | 14,35 | 1,41 |
| 3/4 | 19,1 | 16 | 19,05 | 18,02 | 17,33 | 1,59 |
| 7/8 | 22,2 | 14 | 22,23 | 21,05 | 20,26 | 1,81 |
| 1 | 25,4 | 12 | 25,40 | 24,03 | 23,11 | 2,12 |
| 1 1/8 | 28,6 | 12 | 28,58 | 27,20 | 26,28 | 2,12 |
| 1 1/4 | 31,8 | 12 | 31,75 | 30,38 | 29,46 | 2,12 |
| 1 3/8 | 34,9 | 12 | 34,93 | 33,55 | 32,63 | 2,12 |
| 1 1/2 | 38,1 | 12 | 38,10 | 36,73 | 35,81 | 2,12 |
Американская резьба с особо мелким шагом – UNEF
| Размер резьбы |
Число ниток на дюйм |
D – наружный диаметр | Dp – средний диаметр | Di – внутренний диаметр | Шаг резьбы | |
| дюймы | мм | миллиметры | ||||
| #12 | 5,49 | 32 | 5,49 | 4,97 | 4,63 | 0,79 |
| 1/4 | 6,35 | 32 | 6,35 | 5,83 | 5,49 | 0,79 |
| 5/16 | 7,94 | 32 | 7,94 | 7,42 | 7,08 | 0,79 |
| 3/8 | 9,53 | 32 | 9,53 | 9,01 | 8,67 | 0,79 |
| 7/16 | 11,1 | 28 | 11,11 | 10,52 | 10,13 | 0,91 |
| 1/2 | 12,7 | 28 | 12,70 | 12,11 | 11,72 | 0,91 |
| 9/16 | 14,3 | 24 | 14,29 | 13,60 | 13,14 | 1,06 |
| 5/8 | 15,9 | 24 | 15,88 | 15,19 | 14,73 | 1,06 |
| 11/16 | 17,5 | 24 | 17,46 | 16,77 | 16,32 | 1,06 |
| 3/4 | 19,1 | 20 | 19,05 | 18,22 | 17,68 | 1,27 |
| 13/16 | 20,6 | 20 | 20,64 | 19,81 | 19,26 | 1,27 |
| 7/8 | 22,2 | 20 | 22,23 | 21,40 | 20,85 | 1,27 |
| 15/16 | 23,8 | 20 | 23,81 | 22,99 | 22,44 | 1,27 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
| 1 | 25,4 | 20 | 25,40 | 24,57 | 24,03 | 1,27 |
| 1 1/16 | 26,9 | 18 | 26,99 | 26,07 | 25,46 | 1,41 |
| 1 1/8 | 28,6 | 18 | 28,58 | 27,66 | 27,05 | 1,41 |
| 1 3/16 | 30,2 | 18 | 30,16 | 29,25 | 28,64 | 1,41 |
| 1 1/4 | 31,8 | 18 | 31,75 | 30,83 | 30,22 | 1,41 |
| 1 5/16 | 33,3 | 18 | 33,40 | 32,42 | 31,81 | 1,41 |
| 1 3/8 | 34,9 | 18 | 34,93 | 34,01 | 33,40 | 1,41 |
| 1 7/16 | 36,5 | 18 | 36,51 | 35,60 | 34,99 | 1,41 |
| 1 1/2 | 38,1 | 18 | 38,10 | 37,18 | 36,57 | 1,41 |
| 1 9/16 | 39,7 | 18 | 39,69 | 38,77 | 38,16 | 1,41 |
| 1 5/8 | 41,3 | 18 | 41,27 | 40,36 | 39,75 | 1,41 |
| 1 11/16 | 42,9 | 18 | 42,86 | 41,95 | 41,34 | 1,41 |
Диаметр сверления под дюймовую резьбу
Важно! Гайки имеют внутреннюю резьбу, наружный диаметр (D) которой равен размеру отверстия в теле гайки под резьбу (таблица ниже).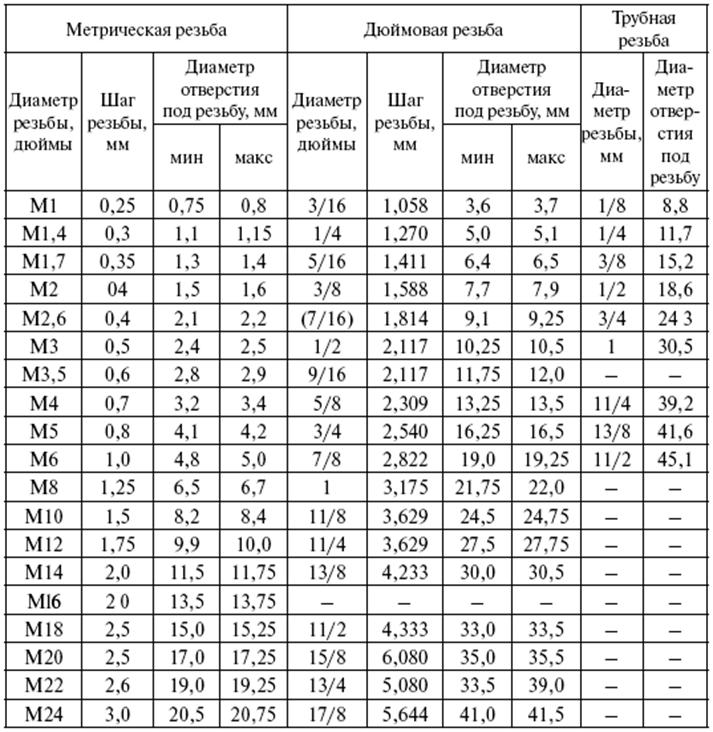 То есть, если для болта 1/4″ он составляет 6,35 мм, то для гайки 1/4″ он будет равняться 5,35 UNC и 5,5 UNF, и 5,56 UNEF (мм).
То есть, если для болта 1/4″ он составляет 6,35 мм, то для гайки 1/4″ он будет равняться 5,35 UNC и 5,5 UNF, и 5,56 UNEF (мм).
| Обозначение размера | UNC (мм) | UNF (мм) | UNEF (мм) |
| #0 | - | 1,25 | - |
| #1 | 1,5 | 1,55 | - |
| #2 | 1,8 | 1,9 | - |
| #3 | 2,1 | 2,15 | - |
| #4 | 2,35 | 2,4 | - |
| #5 | 2,65 | 2,7 | - |
| #6 | 2,85 | 2,95 | - |
| #8 | 3,5 | 3,5 | - |
| #10 | 4 | 4,1 | - |
| #12 | 4,65 | 4,7 | 4,78 |
| 1/4″ | 5,35 | 5,5 | 5,56 |
| 5/16″ | 6,8 | 6,9 | 7,14 |
| 3/8″ | 8,25 | 8,5 | 8,77 |
| 7/16″ | 9,65 | 9,9 | 10,3 |
| 1/2″ | 11,15 | 11,5 | 11,9 |
| 9/16″ | 12,6 | 12,9 | 13,1 |
| 5/8″ | 14,05 | 14,5 | 14,7 |
| 3/4″ | 17,0 | 17,5 | 17,9 |
| 7/8″ | 20,0 | 20,4 | 21,0 |
| 1″ | 22,85 | 23,25 | 24,2 |
| 1 1/8″ | 25,65 | 26,5 | - |
| 1 1/4″ | 28,85 | 29,5 | - |
| 1 3/8″ | 31,55 | 32,75 | - |
| 1 1/2″ | 34,7 | 36,0 | - |
| 1 3/4″ | 40,40 | - | - |
| 2″ | 46,30 | - | - |
| 2 1/4″ | 52,65 | - | - |
| 2 1/2″ | 58,5 | - | - |
| 2 3/4″ | 64,75 | - | - |
| 3″ | 71,10 | - | - |
| 3 1/4″ | 77,45 | - | - |
| 3 1/2″ | 83,8 | - | - |
| 3 3/4″ | 90,15 | - | - |
| 4″ | 96,5 | - | - |
Таблица с размером (диаметром) сверла под дюймовый крепеж (винты, болты, шпильки)
 youtube.com/embed/VR4wwlWRQzA” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/VR4wwlWRQzA” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Статьи по теме:
Полезные советы 30.10.2020 14:35:02
Алексей
Диаметр сверления под дюймовую резьбу
Важно! Гайки имеют внутреннюю резьбу, !наружный! диаметр (D) которой равен размеру отверстия в теле гайки под резьбу (таблица ниже). (Цитата из названия последней таблицы)
Возможно диаметр внутренний, он же диаметр отверстия резьбы
08.12.2020 12:46:33
Евгений Гурьевич
СПАСИБО за ПОЛНОТУ !
19.11.2020 17:20:33
petr
спасибо
17. 08.2020 23:41:02
08.2020 23:41:02
Таблица отверстий для нарезания резьб
Дата введения 1974-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 6 декабря 1973 г. N 2662
N 2662
Ограничение срока действия снято Постановлением Госстандарта от 04.08.83 N 3618
ВЗАМЕН МН 5384-64; МН 5385-64
1. Настоящий стандарт устанавливает диаметры отверстий, обеспечивающих нарезание метрической резьбы ГОСТ 9150-81, ГОСТ 24705-81 с допусками по ГОСТ 16093-81, в сером чугуне по ГОСТ 1412-85, в сталях по ГОСТ 380-94, ГОСТ 1050-88, ГОСТ 4543-71, ГОСТ 5632-72 (кроме сплавов на никелевой основе), ГОСТ 20072-74, в алюминиевых литейных сплавах по ГОСТ 1583-93, в меди по ГОСТ 859-78.
2. Размеры и предельные отклонения диаметров отверстий для резьб с крупным шагом должны соответствовать указанным в табл.1, для резьб с мелким шагом — указанным в табл.2.
Номинальный диаметр резьбы
Диаметр отверстия под резьбу с полем допуска
4Н5Н; 5Н; 5Н6Н; 6Н; 7Н
Номинальный диаметр резьбы
Диаметр отверстия под резьбу с полем допуска
4Н5Н; 5Н; 5Н6Н; 6Н; 7Н
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелкая резьба ISO по DIN 13 M Внутренний диаметр резьбы гайки Доп. по ISO2 0 отверстия под резьбу по DIN 336 I 1 0,25 0,774 0,75 1,1 0,25 0,874 0,85 1,2 0,25 0,974 0,95 1,4 0,3 1,128 1,1 1,6 0,35 1,321 1,25 1,8 0,35 1,521 1,45 2 0,4 1,679 1,6 2,2 0,45 1,838 1,75 2,5 0,45 2,138 2,05 3 0,5 2,599 2,5 3,5 0,6 3,010 2,9 4 0,7 3,422 3,3 4,5 0,75 3,878 3,7 5 0,8 4,334 4,2 6 1 5,153 5 7 1 6,153 6 8 1,25 6,912 6,8 9 1,25 7,912 7,8 10 1,5 8,676 8,5 11 1,5 9,676 9,5 12 1,75 10,441 10,2 14 2 12,210 12 16 2 14,210 14 18 2,5 15,744 15,5 20 2,5 17,744 17,5 22 2,5 19,744 19,5 24 3 21,252 21 27 3 24,252 24 30 3,5 26,771 26,5 33 3,5 29,771 29,5 36 4 32,270 32 39 4 35,270 35 42 4,5 37,799 37,5 45 4,5 40,799 40,5 48 5 43,297 43 52 5 47,297 47 56 5,5 50,796 50,5 60 5,5 54,796 54,5 64 6 58,305 58 68 6 62,305 62 ) Поле допукса ISO1 (4H) (старый профиль DIN, средний допуск) 1,7 0,35 1,346 1,3 2,3 0,4 1,920 1,9 2,6 0,45 2,176 2,1 MF M Шаг Внутренний 0 резьбы гайки Доп. по ISO2 ( 0 отверстия под резьбу по DIN 336 I 2×0,25 1,774 1,75 2,2×0,25 1,974 1,95 2,3×0,25 2,071 2,05 2,5×0,35 2,184 2,15 2,6×0,35 2,252 2,2 3×0,35 2,684 2,65 3,5×0,35 3,184 3,15 4×0,35 3,684 3,65 4×0,5 3,599 3,5 5×0,5 4,599 4,5 6×0,5 5,599 5,5 6×0,75 5,378 5,2 7×0,75 6,378 6,2 8×0,5 7,599 7,5 8×0,75 7,378 7,2 8×1 7,153 7 9×0,75 8,378 8,2 9×1 8,153 8 10×0,5 9,599 9,5 10×0,75 9,378 9,2 10×1 9,153 9 10×1,25 8,912 8,8 11×1 10,153 10 12×0,75 11,378 11,2 12×1 11,153 11 12×1,25 10,912 10,8 12×1,5 10,676 10,5 13×1 12,153 12 14×1 13,153 13 14×1,25 12,912 12,8 14×1,5 12,676 12,5 15×1 14,153 14 15×1,5 13,676 13,5 16×1 15,153 15 16×1,5 14,676 14,5 18×1 17,153 17 18×1,5 16,676 16,5 18×2 16,210 16 20×1 19,153 19 20×1,5 18,676 18,5 20×2 18,210 18 22×1 21,153 21 22×1,5 20,676 20,5 22×2 20,210 20 ) Поле допукса ISO1 (4H) MF M Шаг Внутренний 0 резьбы гайки Доп.
по ISO2 0 отверстия под резьбу по DIN 336 I 1 0,25 0,774 0,75 1,1 0,25 0,874 0,85 1,2 0,25 0,974 0,95 1,4 0,3 1,128 1,1 1,6 0,35 1,321 1,25 1,8 0,35 1,521 1,45 2 0,4 1,679 1,6 2,2 0,45 1,838 1,75 2,5 0,45 2,138 2,05 3 0,5 2,599 2,5 3,5 0,6 3,010 2,9 4 0,7 3,422 3,3 4,5 0,75 3,878 3,7 5 0,8 4,334 4,2 6 1 5,153 5 7 1 6,153 6 8 1,25 6,912 6,8 9 1,25 7,912 7,8 10 1,5 8,676 8,5 11 1,5 9,676 9,5 12 1,75 10,441 10,2 14 2 12,210 12 16 2 14,210 14 18 2,5 15,744 15,5 20 2,5 17,744 17,5 22 2,5 19,744 19,5 24 3 21,252 21 27 3 24,252 24 30 3,5 26,771 26,5 33 3,5 29,771 29,5 36 4 32,270 32 39 4 35,270 35 42 4,5 37,799 37,5 45 4,5 40,799 40,5 48 5 43,297 43 52 5 47,297 47 56 5,5 50,796 50,5 60 5,5 54,796 54,5 64 6 58,305 58 68 6 62,305 62 ) Поле допукса ISO1 (4H) (старый профиль DIN, средний допуск) 1,7 0,35 1,346 1,3 2,3 0,4 1,920 1,9 2,6 0,45 2,176 2,1 MF M Шаг Внутренний 0 резьбы гайки Доп. по ISO2 ( 0 отверстия под резьбу по DIN 336 I 2×0,25 1,774 1,75 2,2×0,25 1,974 1,95 2,3×0,25 2,071 2,05 2,5×0,35 2,184 2,15 2,6×0,35 2,252 2,2 3×0,35 2,684 2,65 3,5×0,35 3,184 3,15 4×0,35 3,684 3,65 4×0,5 3,599 3,5 5×0,5 4,599 4,5 6×0,5 5,599 5,5 6×0,75 5,378 5,2 7×0,75 6,378 6,2 8×0,5 7,599 7,5 8×0,75 7,378 7,2 8×1 7,153 7 9×0,75 8,378 8,2 9×1 8,153 8 10×0,5 9,599 9,5 10×0,75 9,378 9,2 10×1 9,153 9 10×1,25 8,912 8,8 11×1 10,153 10 12×0,75 11,378 11,2 12×1 11,153 11 12×1,25 10,912 10,8 12×1,5 10,676 10,5 13×1 12,153 12 14×1 13,153 13 14×1,25 12,912 12,8 14×1,5 12,676 12,5 15×1 14,153 14 15×1,5 13,676 13,5 16×1 15,153 15 16×1,5 14,676 14,5 18×1 17,153 17 18×1,5 16,676 16,5 18×2 16,210 16 20×1 19,153 19 20×1,5 18,676 18,5 20×2 18,210 18 22×1 21,153 21 22×1,5 20,676 20,5 22×2 20,210 20 ) Поле допукса ISO1 (4H) MF M Шаг Внутренний 0 резьбы гайки Доп.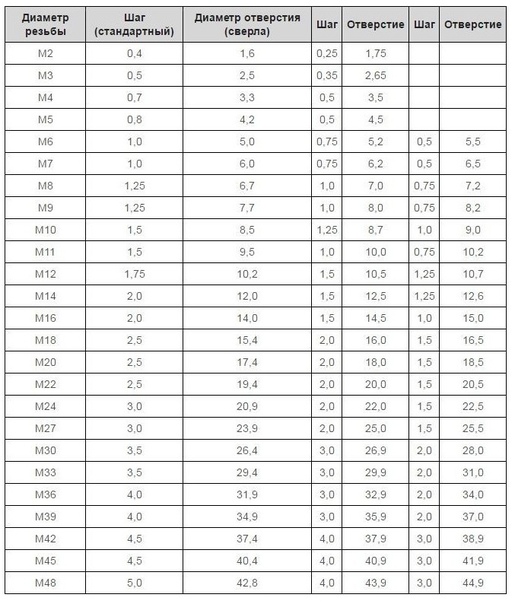 по ISO2 0 отверстия под резьбу по DIN 336 I 24×1 23,153 23 24×1,5 22,676 22,5 24×2 22,210 22 25×1 24,153 24 25×1,5 23,676 23,5 26×1,5 24,676 24,5 27×1,5 25,676 25,5 27×2 25,210 25 28×1,5 26,676 26,5 28×2 26,210 26 30×1 29,153 29 30×1,5 28,676 28,5 30×2 28,210 28 32×1,5 30,676 30,5 33×1,5 31,676 31,5 33×2 31,210 31 34×1,5 32,676 32,5 35×1,5 33,676 33,5 36×1,5 34,676 34,5 36×2 34,210 34 36×3 33,252 33 38×1,5 36,676 36,5 39×1,5 37,676 37,5 39×2 37,210 37 39×3 36,252 36 40×1,5 38,676 38,5 40×2 38,210 38 40×3 37,252 37 42×1,5 40,676 40,5 42×2 40,210 40 42×3 39,252 39 45×1,5 43,676 43,5 45×2 43,210 43 45×3 42,252 42 48×1,5 46,676 46,5 48×2 46,210 46 48×3 45,252 45 50×1,5 48,676 48,5 50×2 48,210 48 50×3 47,252 47 52×1,5 50,676 50,5 52×2 50,210 50 52×3 49,252 49 63×1,5 61,676 61,5 324 GARANT Справочник по обработке резанием Нарезание резьбы
по ISO2 0 отверстия под резьбу по DIN 336 I 24×1 23,153 23 24×1,5 22,676 22,5 24×2 22,210 22 25×1 24,153 24 25×1,5 23,676 23,5 26×1,5 24,676 24,5 27×1,5 25,676 25,5 27×2 25,210 25 28×1,5 26,676 26,5 28×2 26,210 26 30×1 29,153 29 30×1,5 28,676 28,5 30×2 28,210 28 32×1,5 30,676 30,5 33×1,5 31,676 31,5 33×2 31,210 31 34×1,5 32,676 32,5 35×1,5 33,676 33,5 36×1,5 34,676 34,5 36×2 34,210 34 36×3 33,252 33 38×1,5 36,676 36,5 39×1,5 37,676 37,5 39×2 37,210 37 39×3 36,252 36 40×1,5 38,676 38,5 40×2 38,210 38 40×3 37,252 37 42×1,5 40,676 40,5 42×2 40,210 40 42×3 39,252 39 45×1,5 43,676 43,5 45×2 43,210 43 45×3 42,252 42 48×1,5 46,676 46,5 48×2 46,210 46 48×3 45,252 45 50×1,5 48,676 48,5 50×2 48,210 48 50×3 47,252 47 52×1,5 50,676 50,5 52×2 50,210 50 52×3 49,252 49 63×1,5 61,676 61,5 324 GARANT Справочник по обработке резанием Нарезание резьбы
Нарезание резьбы. | МеханикИнфо
Нарезание резьбы. Таблица отверстий для нарезания резьбы. Формула нарезания резьбы. Образование винтовой линии. 4.60/5 (92.00%) проголосовало 5
4.60/5 (92.00%) проголосовало 5
Основные понятия.
Соединение деталей болтами, винтами и шпильками широко применяется в котельном производстве в местах, где возможно потребуется разъем деталей конструкции. Такие соединения называют разъемными.
Болты, винты и шпильки представляют собой цилиндрические стержни, на поверхности которых имеется винтовая наружная резьба. На конец болта, винта и шпильки навертывается гайка, внутри которой также нарезана винтовая внутренняя резьба.
Операция нарезки может выполняться вручную и механическим способом на станках специальным резьбонарезным инструментом.
Резьбовые детали всегда парные изделия: гайка и болт. Поэтому резьбовой инструмент разделяется на инструмент для нарезания внутренней резьбы — метчики и для наружной резьбы — плашки.
Резьба представляет собой канавку и рядом с ней выступ на поверхности цилиндра или отверстия, идущих по спирали, называемой винтовой линией. Угол, под которым поднимается эта линия, называют углом подъема винтовой линии. Еще одно понятие, как шаг винтовой линии – это расстояние полного оборота винтовой линии.
Еще одно понятие, как шаг винтовой линии – это расстояние полного оборота винтовой линии.
Образование винтовой линии.
Образование винтовой линии можно представить в следующем виде. Возьмем цилиндр и прямоугольный треугольник (рис. 1), сторона которого равна длине окружности цилиндра. Если треугольник обернуть вокруг цилиндра, совмещая большой катет с плоскостью основания цилиндра, то гипотенуза образует на цилиндре винтовую линию. Другая сторона треугольника (катет) составит шаг винтовой линии, а длина гипотенузы — длину витка винтовой линии.
Рис. 1. Образование винтовой линии.
Основные элементы резьбы.
Если винтовая линия идет слева направо, то она образует правую нарезку, а если справа налево — левую нарезку. Винтовая нарезка может быть одноходовой, двухходовой и многоходовой. Нарезку различают по профилю и по величине.
Ранее резьба применялась только дюймового исчисления, в настоящее время она сохранилась лишь у болтовых изделий и для нарезки труб (газовая).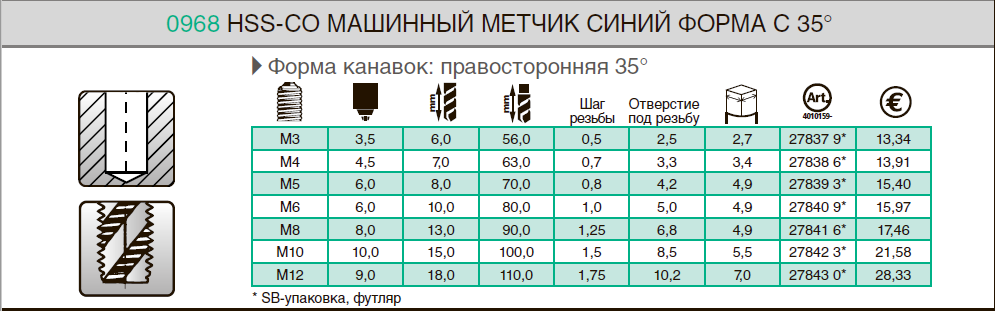 Для остальных изделий применяется резьба с метрическим исчислением. В производстве наиболее чаете встречаются по форме трехгранные, трапецоидальные и прямоугольные или ленточные резьбы.
Для остальных изделий применяется резьба с метрическим исчислением. В производстве наиболее чаете встречаются по форме трехгранные, трапецоидальные и прямоугольные или ленточные резьбы.
Резьба имеет следующие элементы (рис. 2): шаг, угол профиля, внутренний, наружный и средний диаметр, а также различают глубину впадины и высоту выступа. Углом профиля резьбы называется угол между сторонами треугольника.
Рис. 2. Элементы резьбы.
a — наружный диаметр; b — средний диаметр; с — внутренний диаметр; d —вершина резьбы; е — впадина резьбы; t — шаг резь бы; α — угол резьбы.
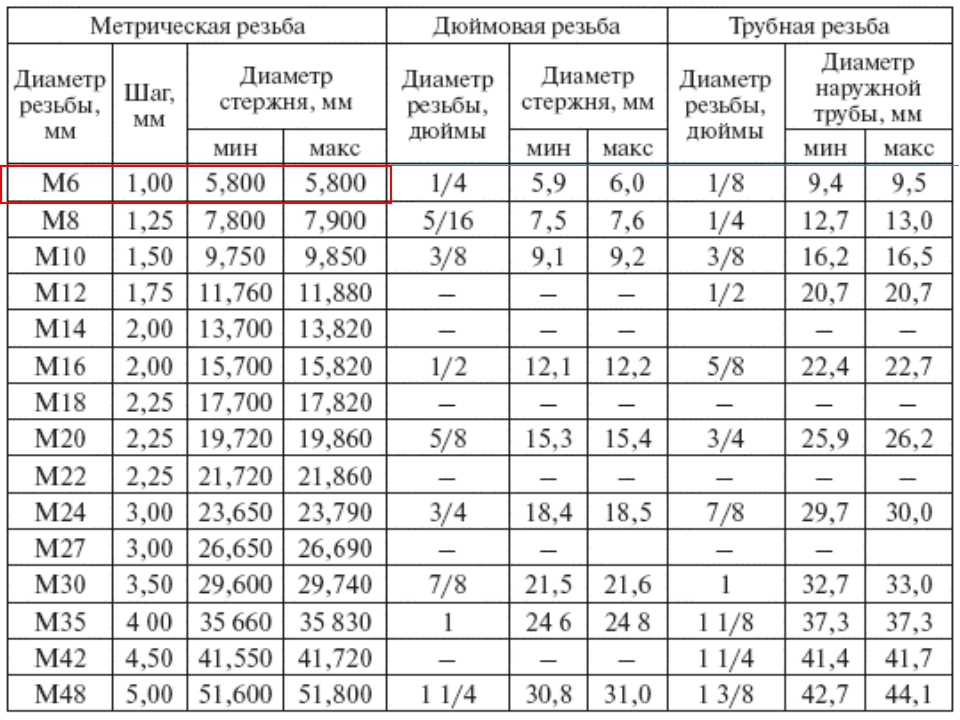
Дюймовая резьба имеет угол профиля равный 55° и характеризуется не шагом резьбы, а числом витков (ниток), приходящихся на 1 дюйм, а также наружным диаметром резьбы, измеряемым в дюймах. Метрическая резьба имеет угол профиля 60° и характеризуется тем, что она измеряется по шагу резьбы и по наружному диаметру винта в миллиметрах. Трубная резьба имеет профиль дюймовой резьбы, но мельче ее и за диаметр резьбы у ней принимается внутренний диаметр трубы, а не наружный. Она также измеряется в дюймах и характеризуется числом ниток витков резьбы на 1 дюйме.
Трубная резьба имеет профиль дюймовой резьбы, но мельче ее и за диаметр резьбы у ней принимается внутренний диаметр трубы, а не наружный. Она также измеряется в дюймах и характеризуется числом ниток витков резьбы на 1 дюйме.
Для одноходового винта шаг равен расстоянию между двумя соседними вершинами профиля нарезки, для двухходового — двум расстояниям, для трехходового — трем и т. д.
Самая правильная, точная, разнообразная по числу витков (ниток) и наружным диаметрам резьба выполняется на токарно-винторезных станках резьбовыми резцами.
Формула нарезания резьбы. Как рассчитать диаметр сверла под резьбу?!
Для нарезания резьбы необходимо правильно подобрать диаметр сверла. При большем диаметре просверленного отверстия не будет полной по глубине резьбы, а если отверстие будет меньше, чем положено, то вероятность поломать метчик и сорвать резьбу увеличивается. Диаметр сверла под резьбу можно выбрать по таблице либо рассчитать по формулам:
Для мягких металлов: d = D — 0,09 S или d= D — 1,5 t.
Для твердого хрупкого металла (сталь): d = D — 1,8 t.
Для вязкого металла (медь, алюминий и т. д.):
d = D — 1,2 t.
где d —диаметр отверстия (сверла) под резьбу в мм;
D — диаметр наружной резьбы в мм;
S — шаг резьбы в мм;
t — глубина нарезки в мм.
При нарезке резьбы метчиком отверстие должно быть несколько больше внутреннего диаметра нарезки. Выбор сверла в зависимости от металла, в котором нарезается резьба, и вида резьбы приводится в табл. 1.
Отверстия под нарезание резьб.
Таблица 1. Подбор сверла под резьбу таблица. Сталь, латунь.
| Сталь и латунь | Нарезка трубная | ||||
| Нарезка метрическая | Нарезка дюймовая | диаметр резьбы в дюймах | диаметр сверла в мм | ||
| диаметр в мм | диаметр резьбы в дюймах | диаметр сверла в мм | |||
| резьбы | сверла | ||||
| 5 | 4,2 | 1/4 | 5 | 1/4 | 11,7 |
| 6 | 5 | 5/16 | 6,5 | 1/2 | 18,6 |
| 8 | 6,7 | 3/8 | 8,0 | 3/4 | 24,3 |
| 10 | 8,4 | 7/16 | 9,2 | 1 | 30,5 |
| 12 | 10,1 | 1/2 | 10,5 | 1 1/4 | 39,2 |
| 14 | 11,8 | 5/8 | 13,5 | 1 1/2 | 45,1 |
| 16 | 13,8 | 3/4 | 16,5 | ||
| 20 | 17,3 | 7/8 | 19,5 | ||
| 22 | 19,3 | 1 | 22,3 | ||
| 24 | 20,7 | 1 1/4 | 28 | ||
| 27 | 23,7 | 1 1/2 | 33,7 | ||
| 30 | 26,1 | 1 3/4 | 39,2 | ||
| 36 | 31,6 | 2 | 44,8 | ||
| 42 | 37,0 | ||||
| 48 | 42,7 | ||||
Примечание: Для чугуна и бронзы при нарезке метрической резьбы размер сверла должен быть уменьшен на 0,1 мм; при нарезке дюймовой резьбы размер сверла должен быть в зависимости от величины размера меньше на 0,1—1,0 мм.
Таблицы отверстий под метрическую резьбу.
Понадобилась таблица отверстий под метрическую резьбу — вот она. И мне пригодится.
Чтобы определить требуемый диаметр отверстия для нарезания резьбы, таблица является наиболее удобным инструментом. Можно с этой целью произвести математические расчёты, но если таблица составлена по ГОСТ, потребность в лишних манипуляциях отсутствует.
Особенности нарезания
Таблица диаметров отверстия для нарезания резьбы
- Резьбовое отверстие служит для создания разъемных соединений. Но если с наружной нарезкой проблем не возникает, поскольку любой необходимый крепеж, изготовленный по ГОСТ, можно приобрести в магазинах, то внутренняя резьба требует более тщательного подхода;
- Для нарезания внутренней метрической резьбы размеров М4, М5, М6, М8, М10, М12 применяют ручные инструменты или специализированные станки;
- Для получения метрической внутренней резьбы требуется выполнить соответствующее отверстие под будущую резьбу в заготовке;
- Выполняемые отверстия под метрическую нарезку должны соответствовать диаметру инструмента, который служит для нарезки;
- Каждое выполняемое отверстие предусматривает необходимость использовать инструмент определенного размера;
- Для этих целей мастер обязан грамотно подобрать диаметр сверла под нарезку резьбы;
- Нарезание крупных отверстий большого диаметра используются специализированные станки.
 В них сверла отличаются конусным типом хвостовика;
В них сверла отличаются конусным типом хвостовика; - Обычные сверла оснащаются хвостовиком цилиндрической формы;
- Размер конуса непосредственно зависит от размера сверла. Чем больше диаметр сверла, тем больше его конус;
- При необходимости выполнить нарезание внутренней резьбы типа М4, М5, М6, М8, М10, М12, диаметр требуемого отверстия выбирается на основе диаметра резьбы и шага резьбы;
- Чтобы определить, какой размер должен иметь диаметр, требует определиться с размерами отверстий. Для упрощения данной задачи используется специальная таблица, составленная по ГОСТ. Это означает, что таблица предусматривает выполнение стандартизированных операций. За счет этого удается получить однотипную продукцию, которая подходит для различного рода резьбовых соединений.
 В них сверла отличаются конусным типом хвостовика;
В них сверла отличаются конусным типом хвостовика;Ориентируясь по таблице и следуя строго ее параметрам, вы сможете выполнить своими руками внутреннюю нарезку нужного диаметра, и метизы, болты приобрести в специализированном магазине. При этом соединение окажется идеально подобранным.
Виды нарезки
Фото таблицы диаметров отверстия для нарезания резьбы
Резьба внешне напоминает винтовые канавки с постоянным сечением. При этом резьба делится на два типа:
Резьбовое соединение имеет широкую сферу применения. Проблематично отыскать места, где ее не используют. За счет резьбы деталям придается вращение, поступательное движение, крепление. Практически все механизмы, машины и узлы обязательно включают в себя резьбовое соединение.
При этом нарезку делят на две большие группы:
- Однозаходная нарезка;
- Многозаходное резьбовое соединение.
В зависимости от направления движения винтов по резьбе, ее делят на:
Если брать во внимание стандартизированные по ГОСТ системы размеров, нарезку можно разделить еще на три вида.
- Трубная. Ее отличительная особенность — это изначальный диаметр, который ориентируется на размер трубного отверстия. В этой ситуации осуществляется только наружная нарезка.
- Метрическая. Она характеризуется профилем, выполненным в виде треугольника. Угол профиля может составлять 60 градусов. Размеры определяются в миллиметрах. Если шаг большой, маркировка включает цифры и буквенные значения. Цифра — это величина наружного диаметра. Если метрическая резьба имеет нестандартный небольшой шаг, тогда к буквенному обозначению типа М4, М5, М6, М8, М12 добавляют число, которое указывает на шаг. В этой ситуации маркировка представлена как М6х0,6.
- Дюймовая. У дюймовых видов резьбы отличительной особенностью выступает величина угла профиля. Для дюймовых типов она обычно составляет до 55 градусов. Величина отверстия обозначается в дюймах, а от количества нитей зависит шаг.
 Она характеризуется профилем, выполненным в виде треугольника. Угол профиля может составлять 60 градусов. Размеры определяются в миллиметрах. Если шаг большой, маркировка включает цифры и буквенные значения. Цифра — это величина наружного диаметра. Если метрическая резьба имеет нестандартный небольшой шаг, тогда к буквенному обозначению типа М4, М5, М6, М8, М12 добавляют число, которое указывает на шаг. В этой ситуации маркировка представлена как М6х0,6.
Она характеризуется профилем, выполненным в виде треугольника. Угол профиля может составлять 60 градусов. Размеры определяются в миллиметрах. Если шаг большой, маркировка включает цифры и буквенные значения. Цифра — это величина наружного диаметра. Если метрическая резьба имеет нестандартный небольшой шаг, тогда к буквенному обозначению типа М4, М5, М6, М8, М12 добавляют число, которое указывает на шаг. В этой ситуации маркировка представлена как М6х0,6.Метчики
- Метчик — это основной инструмент, предназначенный для нарезания резьбы. При этом метчики могут быть ручными или станочными. По данной характеристике определяют, применяется ли метчик на ручном инструменте или используется как рабочий инструмент специализированного станка;
- Метчики ручного типа выпускают комплектами;
- Обычно комплект включает три метчика;
- Первые два метчика из набора выполняют предварительные мероприятия, а последний доводит резьбу до требуемого чистового состояния;
- С помощью метчика-доводчика удается получить оптимальную по размеру и форме нарезку;
- Каждый метчик имеет свой номер, указанный на хвостовике;
- В некоторых случаях метчиков в комплекте только два, где первый — предварительный, а второй — чистовой;
- Метчики изготавливаются на основе высоколегированной стали, что позволяет им работать с твердыми сортами металла;
- Чтобы выполнить наружную резьбу, используется специальная плашка;
- Плашка бывает круглой или призматической.
Внутренняя нарезка
- Чтобы оснастить заготовку отверстием под резьбу внутреннего типа, первый делом следует грамотно подобрать размер сверла для М4 или другого размера резьбы согласно ГОСТ.
- Выбрав сверло, мастер приступает к выполнению отверстий под резьбу.
- Чтобы перейти к использованию специального метчика для нарезки М4, сначала выполненное отверстие обрабатывается инструментом — зенкером. Это позволяет добиться нужной чистоты отверстия.
- В процессе нарезки канавок в металлической заготовке материал немного выдавливается. Из-за этого важно правильно подобрать размер сверла. Сверло используется несколько больше, чем внутренний резьбовой диаметр используемого инструмента.
- При работе с металлом повышенной твердости существенно изменить величину отверстия при формировании канавок не удастся из-за характеристик материала.
- Если выполняется обработка металла средней или небольшой твердости, размеры сделанного отверстия сильно меняются. При совпадении величины отверстия с внутренним резьбовым диаметром начнется активное выдавливание в процессе обработки. Излишки будут негативно воздействовать на метчик. Инструмент начнет перегреваться, стружка прилипнет к внутренним поверхностям. В результате вы получите резьбу с неправильными канавками, плюс сильно рискуете сломать свой метчик.
- Для определения диаметра подходящего сверла используется специализированная таблица. В ней четко указаны все основные параметры, что позволяет новичку быстро разобраться во всех нюансах.
 При совпадении величины отверстия с внутренним резьбовым диаметром начнется активное выдавливание в процессе обработки. Излишки будут негативно воздействовать на метчик. Инструмент начнет перегреваться, стружка прилипнет к внутренним поверхностям. В результате вы получите резьбу с неправильными канавками, плюс сильно рискуете сломать свой метчик.
При совпадении величины отверстия с внутренним резьбовым диаметром начнется активное выдавливание в процессе обработки. Излишки будут негативно воздействовать на метчик. Инструмент начнет перегреваться, стружка прилипнет к внутренним поверхностям. В результате вы получите резьбу с неправильными канавками, плюс сильно рискуете сломать свой метчик.Таблица
Таблица состоит из нескольких основных столбиков.
- В первом указываются размеры метрической резьбы. Она бывает от М2 до максимального значения М48;
- Второй столбец — это место, где указывается крупный шаг. Он используется для каждого размера метрической резьбы. Причем в зависимости от диаметра, шаг отличается, постепенно увеличиваясь по мере роста диаметра резьбы. Когда вы нарезаете канавки, ориентируйтесь именно на эти параметры;
- Третий столбец указывает на диаметр сверла (отверстия) под выполняемую метрическую нарезку с крупным шагом.
 Когда вы нарезаете канавки, ориентируйтесь именно на эти параметры;
Когда вы нарезаете канавки, ориентируйтесь именно на эти параметры;Иногда может требоваться использовать мелкий шаг, что случается достаточно редко. Но и на этот случай в таблице предусмотрен отдельный столбец, на показатели которого следует ориентироваться в подобных ситуациях.
В данной статье будут приведены, основные таблицы отверстий и сверл под резьбы, рассмотрены основные виды метчиков, технология нарезания резьб ручным инструментом, виды СОЖ и причины возникновения брака.
Основные виды и различия метчиков
По назначению:
- Слесарные – используются в ручном инструменте.
- Гаечные – позволяют массово, быстро и удобно изготавливать гайки.
- Машинные или машинно-ручные – имеют повышенную износостойкость, могут использоваться как в ручном инструменте, так и в станках.
- Метчики трубные – для накатывания резьбы в трубах, резьба в дюймовой системе, позволяют создавать резьбы от 1/8 до 2 дюймов.

Виды метчиков для разных отверстий:
С подточкой – лучше всего подходит для отверстий сквозного типа, срезанный металл идет перед метчиком и стружечный канал остаётся чистым.
С канавками винтового типа – используется для глухих отверстий, срезанный металл за счет инерции и СОЖ поступает наружу, благодаря чему снижается нагрузка на инструмент.
С канавками прямого типа – представляет собой универсальный вариант, оптимально походит для материалов, у которых короткая и легко обламывающаяся стружка.
По типу обрабатываемого материала:
- Легированные, нерж., низколегированные, легкообрабатываемые стали – угол 8-10 градусов, прочность до 900 Н/мм 2 .
- Конструкционные, углеродистые, легированные и улучшаемые стали, сплавы алюминия, которые дают короткую стружку (невязкие) – угол 12-15 градусов, прочность до 500 Н/мм 2 .
- Нерж. труднообраб. стали – передний угол 6-8 градусов, прочность до 500 Н/мм 2 .
- Бронза, латунь, дающие короткую стружку, твёрдые пластмассы, чугун (строго HSS) – угол 0-3 градуса.
- Сплавы алюминия, которые дают длинную стружку, магниевые, цинковые сплавы, медь – угол 15-20 градусов.
 труднообраб. стали – передний угол 6-8 градусов, прочность до 500 Н/мм 2 .
труднообраб. стали – передний угол 6-8 градусов, прочность до 500 Н/мм 2 .Правила нарезания резьбы метчиком
Процесс начинается со сверления отверстия под резьбу, для определения диаметра сверла, которое необходимо взять, следует руководствоваться:
Таблицей диаметров сверл для нарезания метрической резьбы
Таблица отверстий под дюймовые резьбы
Также большой популярностью пользуется упрощенная таблица диаметров под метрическую резьбу
| Обозначение резьбы | Диаметр отверстия, мм | Обозначение резьбы | Диаметр отверстия, мм |
| М 1 | 075 | М 10 | 8. 5 5 |
| М 1.1 | 0.85 | М 11 | 9.5 |
| М 1.2 | 0.95 | М 12 | 10.2 |
| М 1.4 | 1.1 | М 14 | 12.0 |
| М 1.6 | 1.25 | М 16 | 14.0 |
| М 1.8 | 1.45 | М 18 | 15.4 |
| М2 | 1.6 | М 20 | 17.4 |
| М 2.2 | 1.75 | М 22 | 19.4 |
| М 2.5 | 2.05 | М 24 | 20.9 |
| М3 | 2.5 | М 27 | 23.9 |
| М 3.5 | 2.9 | МЗО | 26.4 |
| М 4 | 3.3 | МЗЗ | 29.4 |
| М 4.5 | 3.8 | М36 | 31.9 |
| М 5 | 4.2 | М 39 | 34.9 |
| Мб | 5.0 | М 42 | 37.4 |
| М 7 | 6.0 | М 45 | 40.4 |
| М 8 | 6.7 | М 48 | 42. 8 8 |
| М 9 | 7.7 | М 52 | 46.8 |
Отверстие, с которым будем работать, должно быть чистым от стружки, следует учитывать, что при нарезании металл будет частично выдавливаться, из-за этого диаметр сверла подбирают немного большим, чем внутр. диам. резьбы. А при работе с металлами, имеющими повышенную вязкость, перед сверлением отверстия необходимо внести коррективы учитывающие явление подъёма витка.
| Материал | Величина подъема витка резьбы для шага резьбы, мм | ||||||||||||||||||||||
| 0,2 | 0,25 | 0,3 | 0,35 | 0,4 | 0,45 | 0,5 | 0,6 | 0,7 | 0,75 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | ||
| Алюминиевые сплавы | 0,080 | 0,016 | 0,020 | 0,024 | 0,028 | 0,032 | 0,036 | 0,040 | 0,048 | 0,056 | 0,060 | 0,064 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,200 | 0,240 | 0,280 | 0,320 | 0,360 | 0,400 |
| Магниевые сплавы | 0,115 | 0,023 | 0,029 | 0,034 | 0,040 | 0,046 | 0,052 | 0,057 | 0,069 | 0,080 | 0,086 | 0,092 | 0,115 | 0,144 | 0,172 | 0,201 | 0,230 | 0,288 | 0,345 | 0,402 | 0,460 | 0,518 | 0,575 |
| Латунь | 0,073 | 0,014 | 0,018 | 0,022 | 0,025 | 0,029 | 0,033 | 0,036 | 0,044 | 0,051 | 0,055 | 0,058 | 0,073 | 0,090 | 0,110 | 0,127 | 0,146 | 0,182 | 0,219 | 0,256 | 0,292 | 0,328 | 0,365 |
| Титановые сплавы | 0,130 | 0,026 | 0,032 | 0,039 | 0,045 | 0,052 | 0,058 | 0,065 | 0,078 | 0,091 | 0,097 | 0,104 | 0,130 | 0,162 | 0,195 | 0,227 | 0,260 | 0,325 | 0,390 | 0,455 | 0,520 | 0,585 | 0,650 |
| Жаропрочные стали и сплавы | 0,150 | 0,030 | 0,037 | 0,045 | 0,052 | 0,060 | 0,067 | 0,075 | 0,090 | 0,105 | 0,112 | 0,120 | 0,150 | 0,187 | 0,225 | 0,262 | 0,300 | 0,375 | 0,450 | 0,525 | 0,600 | 0,675 | 0,750 |
| Коррозионностойкие, жаростойкие стали на никелевой основе | 0,170 | 0,034 | 0,042 | 0,051 | 0,059 | 0,068 | 0,076 | 0,085 | 0,092 | 0,119 | 0,127 | 0,136 | 0,170 | 0,212 | 0,255 | 0,295 | 0,340 | 0,425 | 0,510 | 0,595 | 0,680 | 0,765 | 0,85 |
Процесс нарезания резьбы начинается с чернового метчика, он устанавливается в ручной инструмент (вороток, различные варианты метчикодержателей) или в станок.
Важно проводить нарезание резьбы, полным набором метчиков соблюдая очередность двухкомплектные – черновой/чистовой, трехкомплектные – черновой/средний/чистовой. Недопустимо сразу проводить нарезание резьбы средним или чистовым метчиком, это оказывает существенную нагрузку на режущий инструмент и может стать причиной поломки метчика и плохого качества резьбы.
Работая с материалами, имеющими повышенную вязкость или мягкость, метчик нужно с некоторой периодичностью полностью выворачивать, для очистки режущих канавок от стружки.
Средний и чистовой метчики вставляются в черновую резьбу, после попадания в резьбу и легкого проворачивания, на них одевают вороток и доводят резьбу до чистового состояния.
Если вам необходимо работать не со сквозным отверстием, требуется, чтобы отверстие было несколько глубже, чем требуемая длина резьбы.
В процессе нужно постоянно проверять отсутствие перекоса угольником, проверка выполняется через два-три нарезанных витка.
Общее правило: на 2 оборота по ходу резьбы, необходимо сделать 1 в обратную сторону для сбрасывания стружки, это снижает нагрузку на резьборезный инструмент.
В процессе нарезания используют СОЖ.
Виды СОЖ используемых при нарезании резьбы
Использование СОЖ является важным моментом, который позволит:
- Улучшить отвод тепла;
- Значительно увеличить период эксплуатации метчика;
- Повысить качество резьбы;
- Повысить скорость работы;
- Снизить налипание стружки.
При правильном выборе СОЖ для вашей задачи вы сможете повысить стойкость инструмента до 4 раз и значительно продлить срок его эксплуатации. Подбор оптимальной эффективной СОЖ зависит от режима резания и рабочего металла.
СОЖ для разных металлов
| Металл | сож |
| Инструментальная и конструкционная сталь | Сурепное масло, сульфофрезол, компаундированное масло, эмульсия |
| Стальное литье, легированные стали | Сурепное масло, эмульсия |
| Чугунное литье | Сурепное масло, керосин, обработка без охлаждения |
| Латунь, бронза | Сурепное масло, обработка без охлаждения |
| Алюминий | Эмульсия, обработка без охлаждения |
Влияние СОЖ на стойкость инструмента
| Область применения | Обрабатываемый материал | СОЖ аналог | Коэффициент увеличения стойкости режущего инструмента |
| Масляная СОЖ ОСМ-3 | |||
| Нарезание внутренней резьбы | Конструкционная сталь | Сульфофрезол | 1,5 |
| Серый чугун | Керосин | 1Д | |
| Масляная СОЖ МР-1 | |||
| Нарезание резьбы при помощи плашки метчика на токарных автоматах | Конструкционная сталь | Сульфофрезол | От 1,2 до 1,4 |
| Коррозионно-стойкая сталь | Сульфофрезол, олеиновая кислота, ИС-20 | От 1,4 до 2 | |
| Титановые сплавы | Сульфофрезол | 1,3 | |
| Нарезание внутренней резьбы | Конструкционная сталь | 1,2 | |
| Коррозионно-стойкая сталь | 1,5-3 | ||
| Высокомарганцовистые стали | 1,3 | ||
| Масляная СОЖ ОСМ-5 | |||
| Нарезание внутренней резьбы | Чугун серый | 3% эмульсия ЭГТ и ЭТ-2 | 1,2 |
| Сплавы алюминия | 1,3 | ||
| Масляные СОЖ МР-6, ЛЗ-СОЖ 1Т, ЛЗ-СОЖ ПИО | |||
| Мелкие резьбы в глухих отверстиях | Конструкционная сталь | 3% эмульсия ЭГТ и ЭТ-2 | 1,9 |
Кустарные смеси, популярные при работе с малоуглеродистыми и легированными сталями высокой вязкости:
- 30% керосина, 70% льняного масла;
- 5% скипидара и 95% сульфофрезола;
- 5% сала, 10% скипдара, 15% керосина, 70% льняного масла;
- 5% жидкого мыла, 95% сульфофрезола;
- 2-3% серы, 97-98% сульфофрезола.

При работе со сталями высокой и средней прочности часто используют чистое льняное масло или свиной жир, с бронзовыми и чугунными изделиями допускается работать без СОЖ.
СОЖ на органической основе, имеет более высокие противозадирные характеристики, чем минеральные масла даже с соответствующим присадками. Большинство СОЖ рекомендуемых для резьбонарезки это смесь растительных и минеральных масел с добавлением серы.
Резьба дюймовая трубная коническая американская NPT-NPTF National Pipe Tapered
NPTF National Pipe Tapered Fuel — национальная трубная коническая топливная резьба. NPTF — герметичная резьба. Уплотнение происходит за счёт смятия резьб.
Описана стандартом ANSI/ASME B1.20.3
Штуцер NPTF имеет коническую резьбу с конусностью 1:16 (угол конуса φ=3°34’48»).
Штуцер NPTF совместим с внутренней резьбой NPTF, NPSF или NPSM.
Резьбы NPTF используется в гидравлических системах, несмотря на то, что Национальная ассоциация по гидравлическим приводам США (NFPA) не рекомендует её для использования в гидравлике.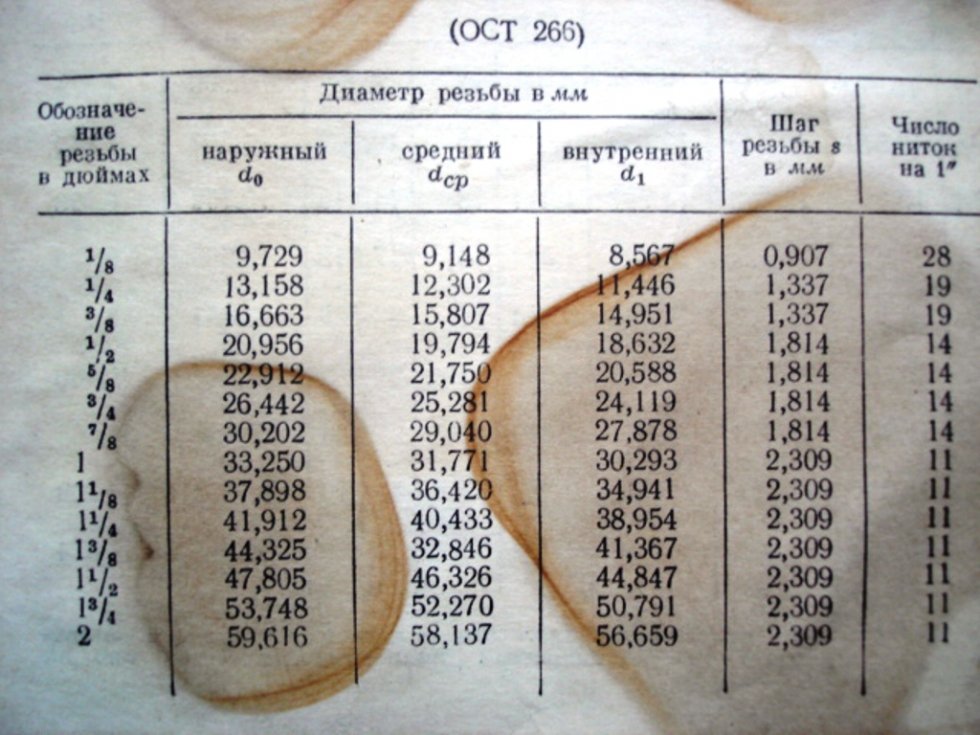
Номинальный размер | Наружный диаметр, mm | Отверстие под резьбу, mm | TPI, ниток на дюйм | Шаг витка, mm |
Резьба NPTF 1/16″ | 7,870 | 6,00 | 27 | 0,940 |
Резьба NPTF 1/8″ | 10,217 | 8,25 | 27 | 0,940 |
Резьба NPTF 1/4″ | 13,577 | 10,70 | 18 | 1,411 |
Резьба NPTF 3/8″ | 17,016 | 14,10 | 18 | 1,411 |
Резьба NPTF 1/2″ | 21,211 | 17,40 | 14 | 1,814 |
Резьба NPTF 3/4″ | 26,566 | 22,60 | 14 | 1,814 |
Резьба NPTF 1″ | 33,195 | 28,50 | 11,5 | 2,209 |
Резьба NPTF 1. | 41,952 | 37,00 | 11,5 | 2,209 |
Резьба NPTF 1.1/2″ | 48,021 | 43,50 | 11,5 | 2,209 |
Резьба NPTF 2″ | 60,060 | 55,00 | 11,5 | 2,209 |
Резьба NPTF 2.1/2″ | 72,642 | 65,50 | 8 | 3,175 |
Резьба NPTF 4″ | 113,913 | 107,00 | 8 | 3,175 |
 1/4″
1/4″Резьба конусная (NPT) с конусностью 1:16 (угол конуса φ=3°34’48») или цилиндрическая (NPS) резьба по . Угол профиля при вершине 60°, теоретическая высота профиля Н=0,866025Р.
Угол профиля при вершине 60°, теоретическая высота профиля Н=0,866025Р.
Описана стандартом ANSI/ASME B1.20.1.
Резьба NPT соответствует ГОСТ 6111-52 — Резьба коническая дюймовая с углом профиля 60 градусов.
Номинальный размер | Наружный диаметр, mm | Отверстие под резьбу, mm | TPI, ниток на дюйм | Шаг витка, mm |
Резьба NPT 1/16″ | 7,895 | 6,00 | 27 | 0,941 |
Резьба NPT 1/8″ | 10,242 | 8,25 | 27 | 0,941 |
Резьба NPT 1/4″ | 13,616 | 10,70 | 18 | 1,411 |
Резьба NPT 3/8″ | 17,055 | 14,10 | 18 | 1,411 |
Резьба NPT 1/2″ | 21,223 | 17,40 | 14 | 1,814 |
Резьба NPT 3/4″ | 26,568 | 22,60 | 14 | 1,814 |
Резьба NPT 1″ | 33,228 | 28,50 | 11,5 | 2,209 |
Резьба NPT 1. | 41,985 | 37,00 | 11,5 | 2,209 |
Резьба NPT 1.1/2″ | 48,054 | 43,50 | 11,5 | 2,209 |
Резьба NPT 2″ | 60,092 | 55,00 | 11,5 | 2,209 |
Резьба NPT 2.1/2″ NPT | 72,699 | 65,50 | 8 | 3,175 |
Резьба NPT 3″ | 88,608 | 81,50 | 8 | 3,175 |
Резьба NPT 3. | 101,316 | 94,30 | 8 | 3,175 |
Резьба NPT 4″ | 113,973 | 107,00 | 8 | 3,175 |
Резьба NPT 5″ | 141,300 | 134,384 | 8 | 3,175 |
Резьба NPT 6″ | 168,275 | 161,191 | 8 | 3,175 |
Резьба NPT 8″ | 219,075 | 211,673 | 8 | 3,175 |
Резьба NPT 10″ | 273,050 | 265,311 | 8 | 3,175 |
Резьба NPT 12″ | 323,850 | 315,793 | 8 | 3,175 |
 1/4″
1/4″ 1/2″
1/2″Калькулятор размеров метчика
Глоссарий
- TDS : (размер сверла для метчика)
- Размер отверстия, которое необходимо просверлить перед нарезанием резьбы.
- Imperial UN : (Форма унифицированной британской национальной резьбы)
- Стандарт, описывающий форму внутренней или внешней резьбы с использованием дюймовых размеров.Выполнение резьбы, соответствующей этим спецификациям, гарантирует, что она будет работать с резьбовыми отверстиями или валами других производителей, которые следуют этим спецификациям. общие спецификации.
- Метрическая система ООН : (Американская метрическая унифицированная национальная резьба)
- Стандарт, описывающий форму внутренней или внешней резьбы с использованием метрические миллиметровые размеры. Выполнение резьбы, соответствующей этим спецификациям, гарантирует, что она будет работать с резьбовыми отверстиями или валами других производителей, которые следуют этим спецификациям. общие спецификации.
- ПРИМЕЧАНИЕ : Американский стандарт метрической резьбы ООН совместим с международным стандартом ISO. стандарт резьбы.
- Наружный диаметр :
- Это наибольший диаметр винтовой части резьбы. Наибольший внешний диаметр винта или наибольший внутренний диаметр резьбового отверстия.
- ПРИМЕЧАНИЕ : Размер шестигранника болта или гайки не имеет значения при определении размера резьбы.
- TPI : (число ниток на дюйм)
- Число витков резьбы или «V» на длине одного дюйма, которое, в свою очередь, определяет размер «V» формы спиральной части резьбы.
- ПРИМЕЧАНИЕ : Если длина резьбовой части винта или резьбового отверстия короче или длиннее одного дюйма, размер V-образной формы по-прежнему определяется количеством резьбы, которое поместит вдоль одной длина в дюймах.
- Шаг : (Расстояние между каждой резьбой, или “V”)
- Расстояние, на которое винт или гайка будут увеличиваться каждые 360 °.
- ПРИМЕЧАНИЕ : Большинство основных размеров имеют грубую и мелкую резьбу.
- Метчик :
- Инструмент, который делает спиральную часть резьбового отверстия режущим материалом при движении вдоль предварительно просверленного отверстия. Метчики обычно имеют острые «канавки», похожие на спирали сверла, где стружка может накапливаться и выбрасываться из отверстия
- ПРИМЕЧАНИЕ : Метчики поставляются в комплектах по 3 шт .; Стартовый кран, средний кран и нижний кран.Их следует использовать в таком порядке при нарезании непробиваемых отверстий.
- Метчик формы : (Метчик холодной штамповки)
- Инструмент, который создает спиральную часть резьбового отверстия, формируя или деформируя материал при его движении вдоль предварительно просверленного отверстия. Эти метчики не имеют «канавок» и обычно имеют овальную или не совсем круглую форму.
- ПРИМЕЧАНИЕ : Размер сверла для метчика отверстия, которое будет нарезаться холодной резьбой, обычно больше, чем размер метчика для метчика.
- Процент потоков : (77% потоков – это то, что вы хотите использовать)
- 100% резьба – это 3/4 qtr , или (6/8 th ) полного треугольника 60 °, что является максимально допустимой высотой полной резьбы V-образной формы, включая лыски. В спецификации ООН указано, что общая высота резьбы должна составлять 5/8 – этой максимальной высоты. От 75% до 80% резьбы примерно соответствует 5/8 th этой максимальной высоты.
- ПРИМЕЧАНИЕ : Если нарезание резьбы затруднительно для обработки материалов или при использовании небольших метчиков, используйте более низкий процент резьбы, например от 60% до 70%.

 стандарт резьбы.
стандарт резьбы.

Обновлено: 19 декабря 2019 г.
| Политика в отношении файлов cookie: Этот веб-сайт использует файлы cookie для сохранения ваших настроек. Никакая личная информация не сохраняется. Я не собираю статистику вашего визита. Вы можете отключить файлы cookie в своем браузере, если хотите, но это не рекомендуется для этого сайта.Я не продаю куки. Сходи за этим в пекарню. На самом деле я ничего не продаю. Чтобы отключить файлы cookie от L-36.com, нажмите кнопку «Справка» в своем браузере. Политика конфиденциальности: Я не продаю и не передаю какие-либо пользовательские данные или что-либо еще в этом отношении. Единственная личная информация, которую я сохраняю, – это журнал сайта, в котором есть строка для каждого просмотра страницы, которая включает IP-адрес, который ваш браузер отправляет в заголовке, а также страницу, которую вы запросили. Я использую это, чтобы блокировать хакеров и других злоумышленников.Я не использую эти необработанные данные для создания профилей пользователей.  Я периодически удаляю файлы журналов.
Google предоставляет рекламу на этом сайте. Поскольку я не отслеживаю, кто вы, я не могу настроить способ показа этих объявлений. Они могут быть персонализированы для улучшения восприятия рекламы. Если вам не нужна персонализированная реклама, измените настройки на сайте Google ЗДЕСЬ. ПРИМЕЧАНИЕ. Насколько я могу судить, этот сайт не подпадает под действие закона CCPA, но я в любом случае стараюсь его соблюдать. Я периодически удаляю файлы журналов.
Google предоставляет рекламу на этом сайте. Поскольку я не отслеживаю, кто вы, я не могу настроить способ показа этих объявлений. Они могут быть персонализированы для улучшения восприятия рекламы. Если вам не нужна персонализированная реклама, измените настройки на сайте Google ЗДЕСЬ. ПРИМЕЧАНИЕ. Насколько я могу судить, этот сайт не подпадает под действие закона CCPA, но я в любом случае стараюсь его соблюдать. Заявление об ограничении ответственности: Информация на этом веб-сайте не проверялась на точность.Он предназначен только для развлекательных целей и должен пройти независимую проверку перед использованием по любой другой причине. Есть пять источников. 1) Документы и руководства из разных источников. Их точность не проверялась, и во многих случаях их даже не читал кто-либо, связанный с L-36.com. Я понятия не имею, насколько они полезны или точны, оставляю это читателю. 2) Статьи, написанные и представленные другими. Если у вас есть вопросы по этим вопросам, свяжитесь с автором.  3) Статьи, отражающие мое личное мнение.Они предназначены для поощрения мысли и развлечения. Это не является фактом, это мое мнение. 4) Небольшие программы, которые генерируют результат, представленный на веб-странице. Как и в любой компьютерной программе, они могут содержать ошибки, а в некоторых случаях действительно содержать их. Почти все они также делают упрощающие предположения, поэтому они не являются полностью точными, даже если нет ошибок. Пожалуйста, проверьте все результаты. 5) Информация о погоде поступает из множества источников и отображается автоматически. Точность его тоже никто на L-36 не проверяет.com или источником, которым обычно является правительство США. См. Их отказ от ответственности на веб-сайте NOAA. Наконец, данные о приливах и течениях на этом сайте взяты из баз данных 2007 и 2008 годов, которые могут содержать даже более старые данные. Изменения в гаванях из-за строительства или дноуглубительных работ меняют приливы и течения, и по этой причине многие из представленных мест больше не поддерживаются более новыми базами данных. 3) Статьи, отражающие мое личное мнение.Они предназначены для поощрения мысли и развлечения. Это не является фактом, это мое мнение. 4) Небольшие программы, которые генерируют результат, представленный на веб-странице. Как и в любой компьютерной программе, они могут содержать ошибки, а в некоторых случаях действительно содержать их. Почти все они также делают упрощающие предположения, поэтому они не являются полностью точными, даже если нет ошибок. Пожалуйста, проверьте все результаты. 5) Информация о погоде поступает из множества источников и отображается автоматически. Точность его тоже никто на L-36 не проверяет.com или источником, которым обычно является правительство США. См. Их отказ от ответственности на веб-сайте NOAA. Наконец, данные о приливах и течениях на этом сайте взяты из баз данных 2007 и 2008 годов, которые могут содержать даже более старые данные. Изменения в гаванях из-за строительства или дноуглубительных работ меняют приливы и течения, и по этой причине многие из представленных мест больше не поддерживаются более новыми базами данных. Например, в новых базах данных очень мало данных о приливных течениях, поэтому текущие данные, вероятно, в некоторой степени неверны.Эти данные НЕ ДЛЯ НАВИГАЦИИ. Подробнее см. Заявление об отказе от ответственности XTide. Кроме того, на прилив и течение влияют штормы, речной поток и другие факторы, недоступные для любой программы прогнозирования. Например, в новых базах данных очень мало данных о приливных течениях, поэтому текущие данные, вероятно, в некоторой степени неверны.Эти данные НЕ ДЛЯ НАВИГАЦИИ. Подробнее см. Заявление об отказе от ответственности XTide. Кроме того, на прилив и течение влияют штормы, речной поток и другие факторы, недоступные для любой программы прогнозирования. |
– Таблица размеров метчиков и сверл
для США| Метчик | Фракционное сверло | Число сверл | Сверло для письма |
|---|---|---|---|
| # 0-80 | 3/64 “ | – | – |
| № 1-64 | – | 53 | – |
| № 2-56 | – | 50 | – |
| № 3-48 | – | 47 | – |
| № 4-40 | 3/32 “ | 43 | – |
| № 5-40 | – | 38 | – |
| № 6-32 | 7/64 “ | 35 | – |
| № 8-32 | – | 29 | – |
| № 10-24 | 5/32 “ | 25 | – |
| № 10-32 | 5/32 “ | 21 | – |
| № 12-24 | 11/64 “ | 16 | – |
| 1/4 дюйма -20 | 13/64 “ | 7 | – |
| 1/4 дюйма -28 | 7/32 “ | 3 | – |
| 5/16 “-18 | 17/64 “ | – | F |
| 5/16 дюйма -24 | – | – | I |
| 3/8 дюйма -16 | 5/16 “ | – | – |
| 3/8 дюйма -24 | 21/64 “ | – | Q |
| 7/16 дюйма -14 | 23/64 “ | – | U |
| 7/16 “-20 | 25/64 “ | – | – |
| 1/2 “-13 | 27/64 “ | – | – |
| 1/2 “-20 | 29/64 “ | – | – |
| 9/16 “-12 | 31/64 “ | – | – |
| 9/16 “-18 | 33/64 “ | – | – |
| 5/8 “-11 | 17/32 “ | – | – |
| 5/8 “-18 | 37/64 “ | – | – |
| 3/4 дюйма -10 | 21/32 “ | – | – |
| 3/4 дюйма -16 | 11/16 “ | – | – |
Размеры сверл рассчитаны на глубину резьбы 75%.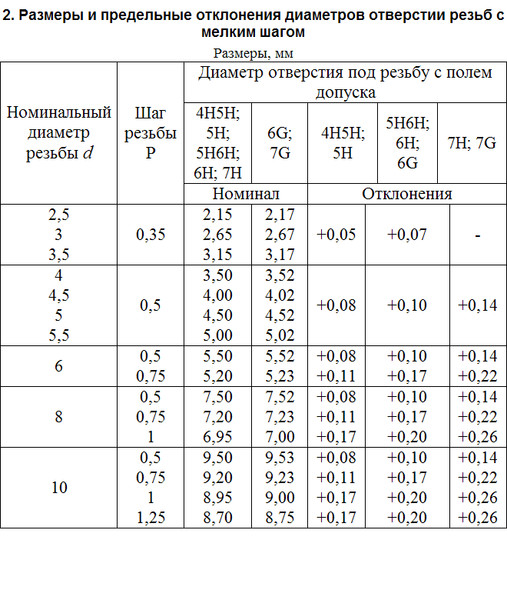 | |||
Размеры сверл для метчиков и зазоров
Размеры сверл для метчиков и зазоровРазмер сверла для метчика и зазора
| Винт | O.D. | Метчик | Плотная посадка | Свободная посадка | |||
| Размер / резьба | Десятичный | Размер * | Десятичный | Размер | Десятичный | Размер | Десятичный | 000-120 | 0.0340 “ | 71 | 0,0260″ | 65 | 0,0350 “ | 62 | 0,0380″ |
| 00-90 | 0,0440 | 65 | 0,0350 | 3/64 дюйма | 0,0469 | 55 | 0,0520 |
| 0-80 | 0,0600 | 3/64 дюйма (56) | 0,0469 | 52 | 0,0635 | 50 | 0,0700 |
| 1-72 | 0. 0730 0730 | 53 | 0,0595 | 48 | 0,0760 | 46 | 0,0810 |
| 2-56 | 0,0860 | 50 | 0,0700 | 43 | 0,0890 | 41 | 0,0960 |
| 3-48 | 0,099 | 47 | 0,0790 | 37 | 0,1040 | 36 | 0,1065 |
| 4-40 | 0.1120 | 43 | 0,0890 | 32 | 0,1160 | 30 | 0,1285 |
| 5-40 | 0,125 | 38 | 0,102 | 29 | 0,1360 | 28 (9/64) | 0,1405 |
| 6-32 | 0,1380 | 36 | 0,1065 | 27 | 0,1440 | 25 | 0,1495 |
| 8-32 | 0. 1640 1640 | 29 | 0,1360 | 18 (11/64) | 0,1695 | 16 | 0,1770 |
| 10-24 | 0,190 | 25 | 0,150 | 9 | 0,196 | 7 (13/64) | 0.2010 |
| 10-32 | 0,1900 | 21 | 0,1590 | 9 | 0,1960 | 7 (13/64) | 0.2010 |
| 1 / 4-20 | 0.2500 | 7 | 0.2010 | F | 0,2570 | H (17/64) | 0,2660 |
| 1 / 4-28 | 0,2500 | 3 | 0,2130 | F | 0,2570 | H (17/64) | 0,2660 |
| 5 / 16-18 | 0,3125 | F | 0,2570 | P | 0,3230 | Q | 0,3320 |
| 3 / 8-16 | 0. 3750 3750 | 5/16 “ | 0,3125 | Вт | 0,3860 | X | 0,3970 |
| 1 / 2-13 | 0,5000 | 27/64 “ | 0,4219 | 33/64″ | 0,5156 | 17/32 “ | 0,5312 |
Размер отверстия под резьбу
Предпочтительные измерения
Метрическая
дюймов
Выберите M1.0x0.2M1.1×0.2M1.2×0.2M1.4×0.2M1.6×0.2M1.8×0.2M2x0.25M2.2×0.25M2.5×0.35M3x0.35M3.5×0.35M4x0.5M4.5×0.5M5x0.5M6x0.75M7x0. 75M8x0.75M8x1M9x0.75M9x1M10x0.75M10x1M10x1.25M11x0.75M11x1M12x1M12x1. 25M12x1.5M14x1M14x1.25M14x1.5M15x1M15x1.5M16x1M16x1.5M17x1M17x1.5M18x1M18x1.5M18x2M20x1M20x1.5M20x2M22x1M22x1.5M22x2M24x1M24x1.5M24x2M25x1M25x1.5M25x2M27x1M27x1.5M27x2M28x1M28x1.5M28x2M30x1M30x1.5M30x2M30x3M32x1.5M32x2M33x1.5M33x2M33x3M35x1.5M35x2M36x1.5M36x2M36x3M39x1. 5M39x2M39x3M40x1.5M40x2M40x3M42x1.5M42x2M42x3M42x4M45x1.5M45x2M45x3M45x4M48x1.5M48x2M48x3M48x4M50x1.5M50x2M52x1.5M52x2M52x3M52x4M55x1.5M55x2M55x3M55x4M56x1.5M56x2M56x3M56x4M58x1.5M58x2M58x3M58x4M60x1.5M60x2M60x3M60x4M62x1.5M62x2M62x3M62x4M64x1.5M64x2M64x3M64x4M65x1.5M65x2M65x3M65x4M68x1.5M68x2M68x3M68x4SelectM 1M 1.2M 1.4M 1.6M 1.8M 2.5M 2M 3M 3.5M 4.5M 5M 4M 6M 7M 8M 10M 12M 14M 16M 18M 20M 22M 24M 27M 30M 33M 36M 39M 42M 45M 48M 52M 56M 60M 64M 68 Выберите # 1-64 UNC # 2-56 UNC # 3-48 UNC # 4-40 UNC # 5-40 UNC # 6-32 UNC # 8-32 UNC # 10-24 UNC # 12-24 UNC1 / 4-20 UNC5 / 16-18 UNC3 / 8-16 UNC7 / 16-14 UNC1 / 2-13 UNC9 / 16-12 UNC5 / 8-11 UNC3 / 4-10 UNC7 / 8-9 UNC1-8 UNC1 1 / 8-7 UNC1 1 / 4-7 UNC1 3 / 8-6 UNC1 1 / 2-6 UNC1 3 / 4-5 UNC2-4 1/2 UNC2 1 / 4-4 1/2 UNC2 1 / 2-4 UNC2 3 / 4-4 UNC3-4 UNC3 1 / 4-4 UNC3 1 / 2-4 UNC3 3 / 4-4 UNC4-4 UNC Выберите # 0-80 UNF # 1-72 UNF # 2-64 UNF # 3-56 UNF # 4-48 UNF # 5-44 UNF # 6-40 UNF # 8-36 UNF # 10-32 UNF # 12-28 UNF1 / 4-28 UNF5 / 16-24 UNF3 / 8-24 UNF7 / 16-20 UNF1 / 2-20 UNF9 / 16-18 UNF5 / 8-18 UNF3 / 4-16 UNF7 / 8-14 UNF1-12 UNF1 1 / 8-12 UNF1 1 / 4-12 UNF1 3 / 8-12 UNF1 1 / 2-12 UNF Выбрать # 12-32 UNEF 1 / 4-32 UNEF5 / 16-32 UNEF3 / 8-32 UNEF7 / 16-28 UNEF1 / 2-28 UNEF9 / 16-24 UNEF5 / 8-24 UNEF11 / 16-24 UNEF3 / 4-20 UNEF13 / 16-20 UNEF7 / 8-20 UNEF15 / 16-20 UNEF1-20 UNEF1 1 / 16-18 UNEF1 1 / 8-18 UNEF1 1 / 4-18 UNEF1 5 / 16-18 UNEF1 3 / 8-18 UNEF1 7 / 16-18 UNEF1 1 / 2-18 UNEF1 9 / 16-18 UNEF1 5 / 8-18 UNEF1 11 / 16-18 UNEFSelect1 / 16 BSW3 / 32 BSW1 / 8 BSW5 / 32 BSW3 / 16 BSW7 / 32 BSW1 / 4 BSW5 / 16 BSW3 / 8 BSW7 / 16 BSW1 / 2 BSW5 / 8 BSW3 / 4 BSW7 / 8 BSW1 BSW1-1 / 8 BSW1-1 / 4 BSW1-3 / 8 BSW1-1 / 2 BSW1-5 / 8 BSW1-3 / 4 BSW1-7 / 8 BSW2 BSW2-1 / 4 BSW2-1 / 2 BSW2-3 / 4 BSW3 BSW3-1 / 4 BSW3-1 / 2 BSW3-3 / 4 BSW4 BSW4-1 / 4 BSW4-1 / 2 BSW4-3 / 4 BSW5 BSW5-1 / 4 BSW5-1 / 2 BSW5-3 / 4 BSW6 BSWSelect3 / 16 BSF7 / 32 BSF1 / 4 BSF9 / 32 BSF5 / 16 BSF3 / 8 BSF7 / 16 BSF1 / 2 BSF9 / 16 BSF5 / 8 BSF11 / 16 BSF3 / 4 BSF13 / 16 BSF7 / 8 BSF1 BSF1-1 / 8 BSF1-1 / 4 BSF1-3 / 8 BSF1-1 / 2 BSF1-5 / 8 BSF1-3 / 4 BSF2 BSF2-1 / 4 BSF2-1 / 2 BSF2-3 / 4 BSF3 BSF3-1 / 4 BSF3-1 / 2 BSF3-3 / 4 BSF4 BSF4-1 / 4 BSF
25M12x1.5M14x1M14x1.25M14x1.5M15x1M15x1.5M16x1M16x1.5M17x1M17x1.5M18x1M18x1.5M18x2M20x1M20x1.5M20x2M22x1M22x1.5M22x2M24x1M24x1.5M24x2M25x1M25x1.5M25x2M27x1M27x1.5M27x2M28x1M28x1.5M28x2M30x1M30x1.5M30x2M30x3M32x1.5M32x2M33x1.5M33x2M33x3M35x1.5M35x2M36x1.5M36x2M36x3M39x1. 5M39x2M39x3M40x1.5M40x2M40x3M42x1.5M42x2M42x3M42x4M45x1.5M45x2M45x3M45x4M48x1.5M48x2M48x3M48x4M50x1.5M50x2M52x1.5M52x2M52x3M52x4M55x1.5M55x2M55x3M55x4M56x1.5M56x2M56x3M56x4M58x1.5M58x2M58x3M58x4M60x1.5M60x2M60x3M60x4M62x1.5M62x2M62x3M62x4M64x1.5M64x2M64x3M64x4M65x1.5M65x2M65x3M65x4M68x1.5M68x2M68x3M68x4SelectM 1M 1.2M 1.4M 1.6M 1.8M 2.5M 2M 3M 3.5M 4.5M 5M 4M 6M 7M 8M 10M 12M 14M 16M 18M 20M 22M 24M 27M 30M 33M 36M 39M 42M 45M 48M 52M 56M 60M 64M 68 Выберите # 1-64 UNC # 2-56 UNC # 3-48 UNC # 4-40 UNC # 5-40 UNC # 6-32 UNC # 8-32 UNC # 10-24 UNC # 12-24 UNC1 / 4-20 UNC5 / 16-18 UNC3 / 8-16 UNC7 / 16-14 UNC1 / 2-13 UNC9 / 16-12 UNC5 / 8-11 UNC3 / 4-10 UNC7 / 8-9 UNC1-8 UNC1 1 / 8-7 UNC1 1 / 4-7 UNC1 3 / 8-6 UNC1 1 / 2-6 UNC1 3 / 4-5 UNC2-4 1/2 UNC2 1 / 4-4 1/2 UNC2 1 / 2-4 UNC2 3 / 4-4 UNC3-4 UNC3 1 / 4-4 UNC3 1 / 2-4 UNC3 3 / 4-4 UNC4-4 UNC Выберите # 0-80 UNF # 1-72 UNF # 2-64 UNF # 3-56 UNF # 4-48 UNF # 5-44 UNF # 6-40 UNF # 8-36 UNF # 10-32 UNF # 12-28 UNF1 / 4-28 UNF5 / 16-24 UNF3 / 8-24 UNF7 / 16-20 UNF1 / 2-20 UNF9 / 16-18 UNF5 / 8-18 UNF3 / 4-16 UNF7 / 8-14 UNF1-12 UNF1 1 / 8-12 UNF1 1 / 4-12 UNF1 3 / 8-12 UNF1 1 / 2-12 UNF Выбрать # 12-32 UNEF 1 / 4-32 UNEF5 / 16-32 UNEF3 / 8-32 UNEF7 / 16-28 UNEF1 / 2-28 UNEF9 / 16-24 UNEF5 / 8-24 UNEF11 / 16-24 UNEF3 / 4-20 UNEF13 / 16-20 UNEF7 / 8-20 UNEF15 / 16-20 UNEF1-20 UNEF1 1 / 16-18 UNEF1 1 / 8-18 UNEF1 1 / 4-18 UNEF1 5 / 16-18 UNEF1 3 / 8-18 UNEF1 7 / 16-18 UNEF1 1 / 2-18 UNEF1 9 / 16-18 UNEF1 5 / 8-18 UNEF1 11 / 16-18 UNEFSelect1 / 16 BSW3 / 32 BSW1 / 8 BSW5 / 32 BSW3 / 16 BSW7 / 32 BSW1 / 4 BSW5 / 16 BSW3 / 8 BSW7 / 16 BSW1 / 2 BSW5 / 8 BSW3 / 4 BSW7 / 8 BSW1 BSW1-1 / 8 BSW1-1 / 4 BSW1-3 / 8 BSW1-1 / 2 BSW1-5 / 8 BSW1-3 / 4 BSW1-7 / 8 BSW2 BSW2-1 / 4 BSW2-1 / 2 BSW2-3 / 4 BSW3 BSW3-1 / 4 BSW3-1 / 2 BSW3-3 / 4 BSW4 BSW4-1 / 4 BSW4-1 / 2 BSW4-3 / 4 BSW5 BSW5-1 / 4 BSW5-1 / 2 BSW5-3 / 4 BSW6 BSWSelect3 / 16 BSF7 / 32 BSF1 / 4 BSF9 / 32 BSF5 / 16 BSF3 / 8 BSF7 / 16 BSF1 / 2 BSF9 / 16 BSF5 / 8 BSF11 / 16 BSF3 / 4 BSF13 / 16 BSF7 / 8 BSF1 BSF1-1 / 8 BSF1-1 / 4 BSF1-3 / 8 BSF1-1 / 2 BSF1-5 / 8 BSF1-3 / 4 BSF2 BSF2-1 / 4 BSF2-1 / 2 BSF2-3 / 4 BSF3 BSF3-1 / 4 BSF3-1 / 2 BSF3-3 / 4 BSF4 BSF4-1 / 4 BSF
Полный поток% 5055606570758085
| Метрическая грубая | |
Номинальный диаметр | мм в |
Шаг резьбы P | мм в |
Резьбы на дюйм |
D = мм в
Размеры нарезки резьбы и отверстия с зазором
Рекомендации по размеру сверла и отверстию с зазором
Все размеры являются рекомендательными и указаны в мм.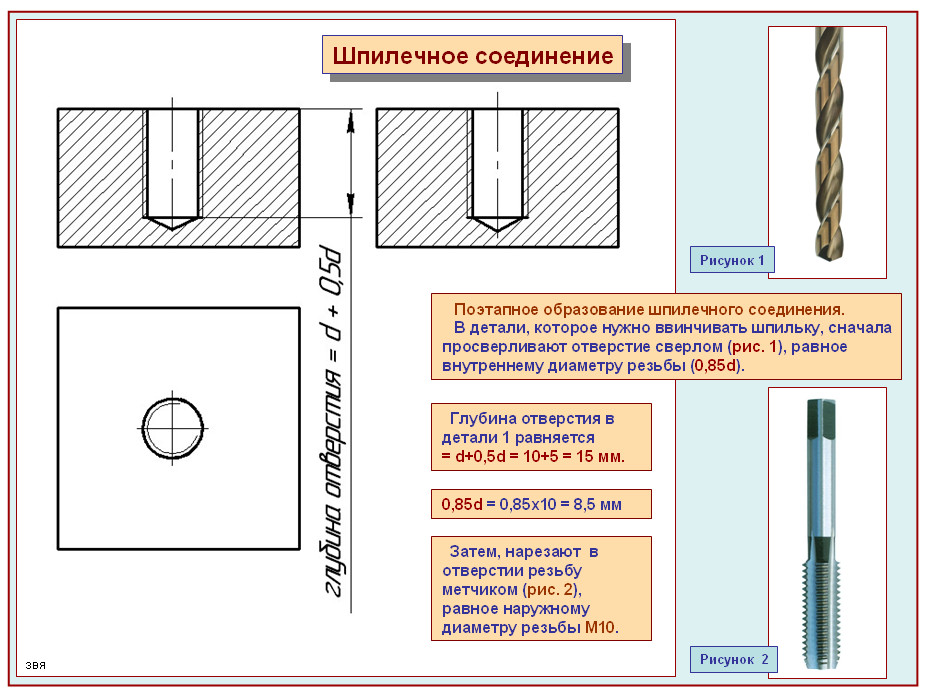
Метрическая резьба
| Резьба | Размер сверла для нарезания стандартной метрической резьбы | Размер сверла для нарезания мелкой метрической резьбы | Просветное отверстие |
|---|---|---|---|
| M1 | 0,75 | – | 1,2 |
| M1.2 | 0,95 | – | 1,4 |
| M1.4 | 1,1 | – | 1.6 |
| M1.6 | 1,5 | – | 1,8 |
| M1.8 | 1,4 | – | 2 |
| м2 | 1,6 | – | 2,4 |
| M2.2 | 1,7 | – | 2,8 |
| M2,5 | 2 | – | 2,9 |
| M3 | 2.5 | – | 3,4 |
| M3.5 | 2,9 | – | 3,9 |
| M4 | 3,3 | – | 4,5 |
| M5 | 4,2 | – | 5,5 |
| M6 | 5 | – | 6,6 |
| M8 | 6,8 | 7 | 9 |
| M10 | 8.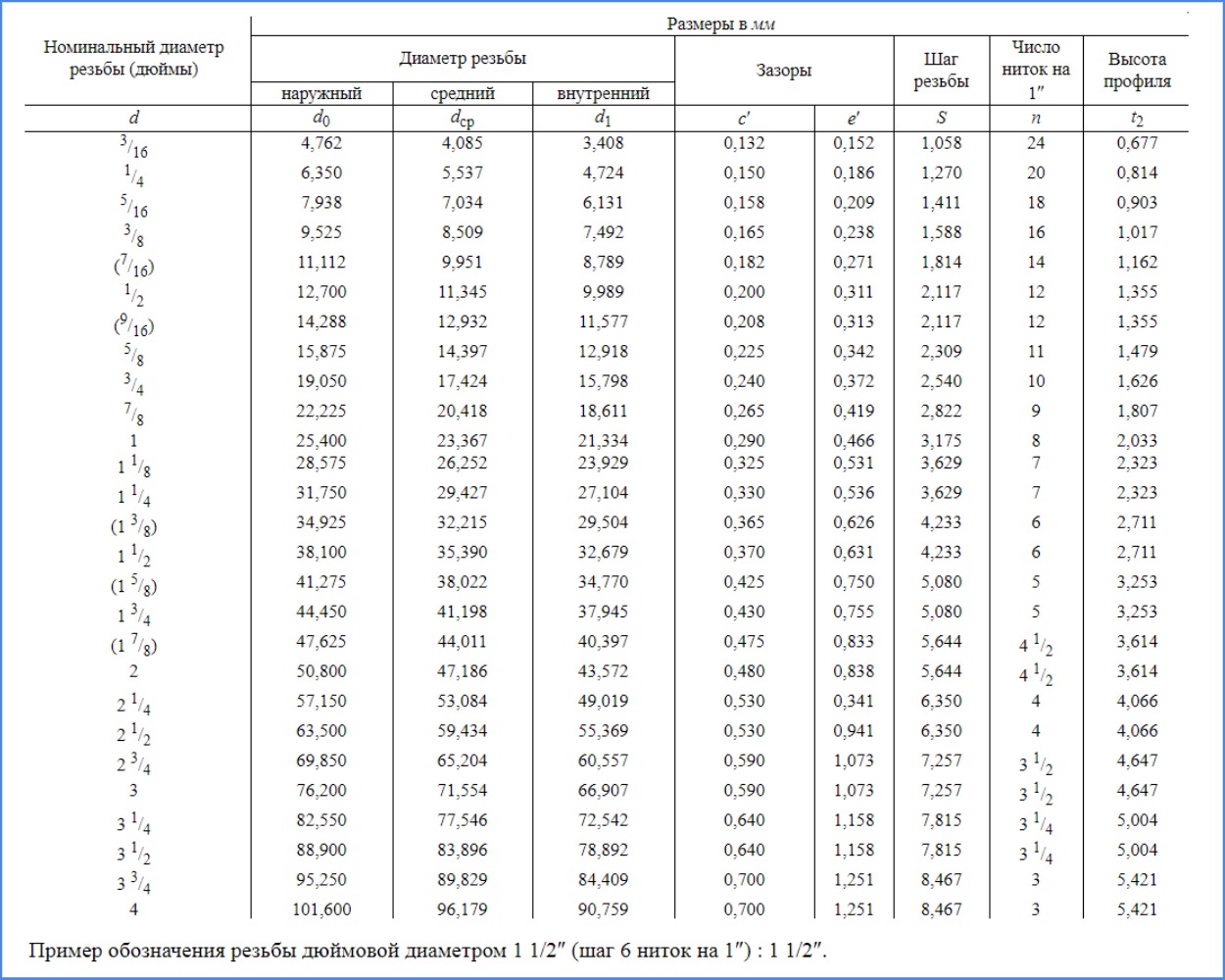 5 5 | 8,8 | 11 |
| M12 | 10,2 | 10,8 | 13,5 |
| M14 | 12 | 12,5 | 15,5 |
| M16 | 14 | 14,5 | 17,5 |
| M18 | 15,5 | 16,5 | 20 |
| M20 | 17,5 | 18.5 | 22 |
| M22 | 19,5 | 20,5 | 24 |
| M24 | 21 | 22 | 26 |
| M27 | 24 | 25 | 30 |
| M30 | 26,5 | 28 | 33 |
Объединенные потоки
| Размер винта | ниток на дюйм | Резьбовое отверстие | зазорное отверстие | ||
|---|---|---|---|---|---|
| Алюминий, латунь, пластик | Черные металлы | Все материалы | |||
| плотная посадка | Free Fit | ||||
| Размер сверла | Размер сверла | Размер сверла | Размер сверла | ||
| 0 | 80 | 3/64 | 55 | 52 | 50 |
| 1 | 64 | 53 | 1/16 | 48 | 46 |
| 72 | 53 | 52 | |||
| 2 | 56 | 50 | 49 | 43 | 41 |
| 64 | 50 | 48 | |||
| 3 | 48 | 47 | 44 | 37 | 35 |
| 56 | 45 | 43 | |||
| 4 | 40 | 43 | 41 | 32 | 30 |
| 48 | 42 | 40 | |||
| 5 | 40 | 38 | 7/64 | 30 | 29 |
| 44 | 37 | 35 | |||
| 6 | 32 | 36 | 32 | 27 | 25 |
| 40 | 33 | 31 | |||
| 8 | 32 | 29 | 27 | 18 | 16 |
| 36 | 29 | 26 | |||
| 10 | 24 | 25 | 20 | 9 | 7 |
| 32 | 21 | 18 | |||
| 12 | 24 | 16 | 12 | 2 | 1 |
| 28 | 14 | 10 | |||
| 32 | 13 | 9 | |||
| 1/4 | 20 | 7 | 7/32 | F | H |
| 28 | 3 | 1 | |||
| 32 | 7/32 | 1 | |||
| 5/16 | 18 | F | Дж | П, | Q |
| 24 | I | 9/32 | |||
| 32 | 9/32 | л | |||
| 3/8 | 16 | /16 | Q | Вт | Х |
| 24 | Q | S | |||
| 32 | 32/11 | т | |||
| 7/16 | 14 | U | 25/64 | 29/64 | 15/32 |
| 20 | 25/64 | 13/32 | |||
| 28 | Y | Z | |||
| 1/2 | 13 | 27/64 | 29/64 | 33/64 | 17/32 |
| 20 | 29/64 | 15/32 | |||
| 28 | 15/32 | 15/32 | |||
| 9/16 | 12 | 31/64 | 33/64 | 37/64 | 19/32 |
| 18 | 33/64 | 17/32 | |||
| 24 | 33/64 | 17/32 | |||
| 5/8 | 11 | 17/32 | 16 сентября | 41/64 | 21/32 |
| 18 | 37/64 | 19/32 | |||
| 24 | 37/64 | 19/32 | |||
| 16/11 | 24 | 41/64 | 21/32 | 45/64 | 23/32 |
| 3/4 | 10 | 21/32 | 16/11 | 49/64 | 25/32 |
| 16 | 16/11 | 45/64 | |||
| 20 | 45/64 | 23/32 | |||
| 13/16 | 20 | 49/64 | 25/32 | 53/64 | 27/32 |
| 7/8 | 9 | 49/64 | 51/64 | 57/64 | 29/32 |
| 14 | 13/16 | 53/64 | |||
| 20 | 53/64 | 27/32 | |||
| 15/16 | 20 | 57/64 | 29/32 | 61/64 | 31/32 |
| 1 | 8 | 7/8 | 59/64 | 1-1 / 64 | 1-1 / 32 |
| 12 | 15/16 | 61/64 | |||
| 20 | 61/64 | 31/32 | |||
| 1-1 / 16 | 18 | 1. 000 000 | 1-1 / 64 | 1-5 / 64 | 1-3 / 32 |
| 1-1 / 8 | 7 | 63/64 | 1-1 / 32 | 1-9 / 64 | 1-5 / 32 |
| 12 | 1-3 / 64 | 1-5 / 64 | |||
| 18 | 1-1 / 16 | 1-5 / 64 | |||
| 1-3 / 16 | 18 | 1-1 / 8 | 1-9 / 64 | 1-13 / 64 | 1-7 / 32 |
| 1-1 / 4 | 7 | 1-7 / 64 | 1-5 / 32 | 1-17 / 64 | 1-9 / 32 |
| 12 | 1-11 / 64 | 1-13 / 64 | |||
| 18 | 1-3 / 16 | 1-13 / 64 | |||
| 1-5 / 16 | 18 | 1-1 / 4 | 1-17 / 64 | 1-21 / 64 | 1-11 / 32 |
| 1-3 / 8 | 6 | 1-7 / 32 | 1-17 / 64 | 1-25 / 64 | 1-13 / 32 |
| 12 | 1-19 / 64 | 1-21 / 64 | |||
| 18 | 1-5 / 16 | 1-21 / 64 | |||
| 1-7 / 16 | 18 | 1-3 / 8 | 1-25 / 64 | 1-29 / 64 | 1-15 / 32 |
| 1-1 / 2 | 6 | 1-11 / 32 | 1-25 / 64 | 1-33 / 64 | 1-17 / 32 |
| 12 | 1-27 / 64 | 1-7 / 16 | |||
| 18 | 1-7 / 16 | 1-29 / 64 | |||
| 1-9 / 16 | 18 | 1-1 / 2 | 1-33 / 64 | 1-37 / 64 | 1-19 / 32 |
| 1-5 / 8 | 18 | 1-9 / 16 | 1-37 / 64 | 1-41 / 64 | 1-21 / 32 |
| 1-11 / 16 | 18 | 1-5 / 8 | 1-41 / 64 | 1-45 / 64 | 1-23 / 32 |
| 1-3 / 4 | 5 | 1-9 / 16 | 1-5 / 8 | 1-49 / 64 | 1-25 / 32 |
Примечание. Поскольку приложения для крепления сильно различаются, приведенная выше информация носит ознакомительный характер и является правильной, насколько нам известно.Заказчик должен убедиться в эффективности крепежа и достоверности данных. TR Fastenings не несет ответственности за любые неисправности, которые могут произойти в результате использования этой информации.
Поскольку приложения для крепления сильно различаются, приведенная выше информация носит ознакомительный характер и является правильной, насколько нам известно.Заказчик должен убедиться в эффективности крепежа и достоверности данных. TR Fastenings не несет ответственности за любые неисправности, которые могут произойти в результате использования этой информации.
Справочное руководство по сверлам и метчикам от PartsBadger
У вас есть вопросы о резьбовых отверстиях с вашей стороны? Вы не одиноки, к счастью, это руководство должно ответить на все ваши вопросы о том, как добавить резьбовые отверстия к вашей детали.
В чем разница между сверлением и нарезанием резьбы?
Сверление и нарезание резьбы – это два разных действия.Сверление – это создание гладкого отверстия в материале с помощью дрели и мотора. Постукивание – это действие, которое создает резьбу в боковой части отверстия.
Доступны различные метчики, подходящие практически к любому доступному типу винтов, включая метрические и стандартные размеры. Информация, необходимая для выбора сверла, включает количество резьбы, диаметр, шаг резьбы и крупную / мелкую резьбу.
Информация, необходимая для выбора сверла, включает количество резьбы, диаметр, шаг резьбы и крупную / мелкую резьбу.
Передовой опыт
Использование направляющих для метчика
Направляющие, расположенные вместе с кранами, имеют решающее значение для создания прямого и удобного смесителя.При нарезании резьбы на станке, таком как фрезерный или токарный, метчик автоматически центрируется и становится прямым. Будьте осторожны при выравнивании метчиков вручную, поскольку человеческий глаз не так точен, как точная направляющая для метчиков под углом 90 градусов.
Использование масла
Нефть необходима при бурении и нарезке резьбы. Он предотвращает перегрев, помогает очистить стружку от битов, способствует резанию и предотвращает визг битов.
Центровочные сверла
Для создания просверленного отверстия с резьбой сначала необходимо использовать центровочное сверло.Это дает более крупным сверлам центр для выравнивания, поскольку большинство сверл не имеют идеального центрирования при установке в сверлильный патрон. Это гарантирует, что более крупные сверла будут сверлить именно в нужном месте и не пройдут по детали.
Это гарантирует, что более крупные сверла будут сверлить именно в нужном месте и не пройдут по детали.
Клевка
Во время сверления или нарезания резьбы клевание помогает предотвратить перегрев и поломку коронки. Расклевывание – это процесс просверливания детали, затем откатывания, чтобы удалить стружку и дать детали остыть. Обычная практика – повернуть используемую ручку примерно на полный оборот, а затем на пол-оборота назад.Каждый раз, когда бит / метчик вынимается, следует удалять как можно больше стружки и добавлять масло на поверхность и в метчик.
Усилие
Будьте осторожны, чтобы не прикладывать слишком много направленной вниз силы. Используйте вращательное усилие и метод заклевывания метчика, чтобы предотвратить поломку метчика.
Практические правила
Что касается соотношения метчика и основного диаметра резьбы, для стандартной резьбы V (резьба ISO V и резьба UTS V) существует несколько практических правил с сильной предсказательной силой:
- Хорошее сверло для метчика составляет 85% (± 2 п. п.) основного диаметра для крупной резьбы и
- Хорошее сверло для метчика составляет 90% (± 2 п.п.) большого диаметра для мелкой резьбы.
- Для метрической V-образной резьбы концепция большой минус шаг (т. Е. Наибольший или самый широкий диаметр предполагаемого винта в миллиметрах минус шаг резьбы этого винта в миллиметрах на резьбу) дает хороший метчик диаметр сверла.
- Метод большой минус шаг также работает для дюймовой резьбы, но сначала необходимо рассчитать шаг, переведя долю резьбы на дюйм (TPI) в десятичную дробь. Например, винт с шагом 1/20 дюйма (20 витков на дюйм) имеет шаг 0.050 дюймов и шаг 1⁄13 дюйма (13 ниток на дюйм) имеют шаг 0,077 дюйма. Ваш результат будет соответствовать только около размер сверла для метчика (не непосредственно на одном).
- Для обоих этих практических правил (85% / 90% и основной минус шаг) полученный размер сверла для метчика не обязательно соответствует возможному , только , но он хорош для общего использования.
- Правила 85% и 90% лучше всего работают в диапазоне 1⁄4–1 дюйма (6,4–25,4 мм), которые являются наиболее важными во многих цехах. Некоторые размеры вне этого диапазона имеют другое соотношение.
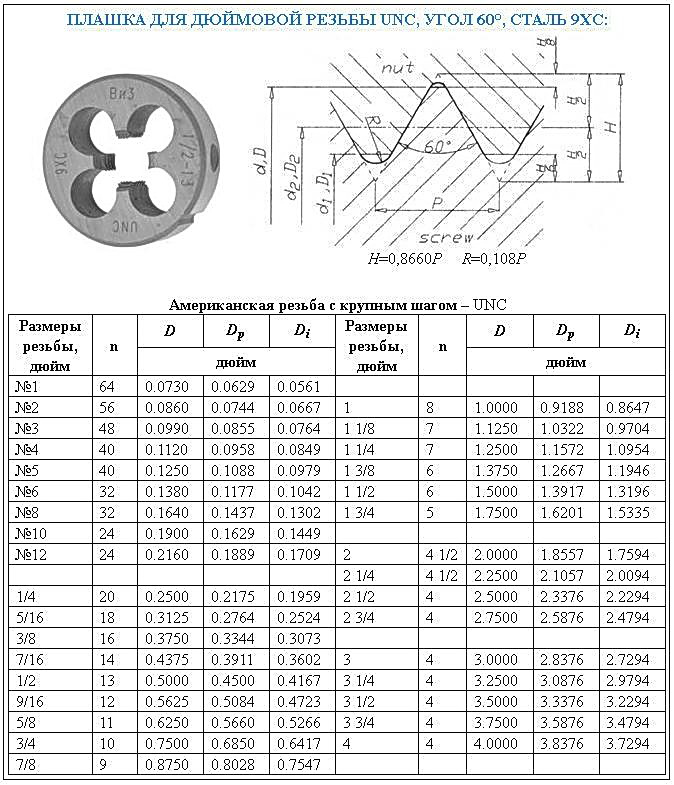 п.) основного диаметра для крупной резьбы и
п.) основного диаметра для крупной резьбы и
Методы нарезания резьбы
- Вручную
- Использование мельницы
- Использование токарного станка
Как добавить резьбу в 3D-деталь?
Короткий ответ: вам не обязательно. В большинстве приложений 3D CAD добавление резьбы – это трудоемкая задача, которая не требуется для добавления трехмерных метчиков к вашей детали. Если вы хотите добавить резьбу в определенные отверстия на вашей детали, просто выполните следующие действия.
- Убедитесь, что отверстия соответствуют размеру направляющего сверла, необходимого для метчика.
- Укажите в примечаниях к заказу или справочном документе, какие отверстия нарезаны, а также тип и шаг резьбы.
- Добавьте примечания, если требуется нестандартная глубина резьбы.