Отверстие под резьбу 1 2 дюйма: ГОСТ 19257-73 Отверстия под нарезание метрической резьбы. Диаметры
alexxlab | 12.02.2018 | 0 | Разное
Диаметр отверстия под резьбу 1 2 дюйма. Размеры трубной резьбы. обозначение. госты. Инструменты для выполнения внутренней резьбы
ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ
ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ
ДИАМЕТРЫ
ГОСТ 21350-75
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СТАНДАРТОВ
СОВЕТА МИНИСТРОВ СССР
Москва
РАЗРАБОТАН, ВНЕСЕН И ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
И.о. директора Герасимов Н.Н.
Руководитель темы и исполнитель Зарослова М.П.
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. № 3877
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ Диаметры Holes for threading pipe taper screw thread. | ГОСТ Взамен |
Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. № 3877 срок действия установлен
с 01.01.77
1. Настоящий стандарт устанавливает диаметры отверстий под нарезание трубной конической резьбы по ГОСТ 6211 -69 в изделиях из сталей по ГОСТ 380 -71, ГОСТ 4543-71 , ГОСТ 1050 -74, ГОСТ 5058-75 и ГОСТ 5632-72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859 -66.
2. Диаметры отверстий с развертыванием на конус и их предельные отклонения должны соответствовать указанным на черт. 1 и в табл. 1.
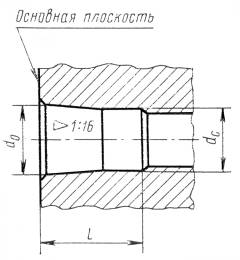
Таблица 1
Размеры в мм
Число ниток на 1 ² | Шаг Р | Диаметр отверстия | Глубина сверления l | d c | d o | Номин. | Пред. откл. | Номин. | Пред. откл. |
ГОСТ 21347-75 Стержни под нарезание трубной цилиндрической резьбы. Диаметры, ГОСТ от 12 декабря 1975 года №21347-75 _______________
* На территории Российской Федерации действует ГОСТ 380-2005;
** На территории Российской Федерации действует ГОСТ 859-2001. – Примечание изготовителя базы данных.
официальное издание
М.: Издательство стандартов, 1991
ГОСТ 21347-75
Группа Г13
Дата введения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. N 3874 срок введения установлен с 01.01.77
ВЗАМЕН МН 5600-64
ПЕРЕИЗДАНИЕ. Декабрь 1990 г.
1. Настоящий стандарт устанавливает диаметры стержней под нарезание трубной цилиндрической резьбы по ГОСТ 6357-81, изготовляемых из сталей по ГОСТ 380-88*, ГОСТ 4543-71, ГОСТ 1050-88, ГОСТ 19281-89 и ГОСТ 5632-72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859-78*.
* На территории Российской Федерации действует ГОСТ 380-2005;
** На территории Российской Федерации действует ГОСТ 859-2001. – Примечание изготовителя базы данных.
2. Диаметры стержней и предельные отклонения должны соответствовать указанным в таблице.
Размеры, мм
Номинальный размер резьбы, дюймы | Число ниток | Шаг | Диаметр стержня под резьбу | ||
Номин. | Пред. откл. для классов точности | ||||
А | В | ||||
1/8 | 28 | 0,907 | 9,67 | -0,21 | -0,32 |
1/4 | 19 | 1,337 | 13,10 | -0,23 | -0,35 |
3/8 | 16,61 | ||||
1/2 | 14 | 1,814 | 20,90 | -0,24 | -0,38 |
5/8 | 22,86 | ||||
3/4 | 26,39 | ||||
7/8 | 30,15 | ||||
| 1 | 11 | 2,309 | 33,19 | -0,28 | -0,46 |
1 1/8 | 37,84 | ||||
1 1/4 | 41,86 | ||||
1 3/8 | 44,27 | ||||
1 1/2 | |||||
1 3/4 | 53,69 | ||||
2 | 59,56 | ||||
2 1/4 | 65,66 | -0,32 | -0,53 | ||
2 1/2 | 75,13 | ||||
2 3/4 | 81,48 | ||||
3 | 87,83 | ||||
3 1/4 | 93,93 | ||||
3 1/2 | 100,28 | ||||
3 3/4 | 106,63 | ||||
4 | 112,98 | ||||
4 1/2 | 125,68 | ||||
5 | 138,38 | ||||
5 1/2 | 151,08 | ||||
6 | 163,78 | ||||
3. Допускается под нарезание трубной цилиндрической резьбы применять стержни других диаметров, полученных на основании экспериментальных данных.
Электронный текст документа
официальное издание
М.: Издательство стандартов, 1991
Диаметр отверстий под метрическую резьбу М1, М2, М3, М4, М5, М6, М8, М10, М12, М14, М16
В таблице указаны диаметры сверл и отверстий для нарезания метрической резьбы с крупным шагом.
| Обозначение резьбы | Шаг резьбы, мм | Диаметр сверла под резьбу, мм | Диаметр отверстия под резьбу с полем допуска, мм | ||||
|---|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | |||
| Номинальный | Предельные отклонения | ||||||
| М1 | 0.25 | 0.75 | 0.75 | 0.77 | +0.04 | +0.06 | – |
| М1.1 | 0.25 | 0.85 | 0.85 | 0.87 | +0.04 | +0.06 | – |
| М1.2 | 0.25 | 0.95 | 0.95 | 0.97 | +0.04 | +0.06 | – |
| М1.4 | 0.3 | 1.1 | 1.1 | 1.12 | +0.04 | +0.06 | – |
| М1.6 | 0.35 | 1.25 | 1.25 | 1.27 | +0.05 | +0.07 | – |
| М1.8 | 0.35 | 1.45 | 1.45 | 1.47 | +0.05 | +0.07 | – |
| М2 | 0.4 | 1.6 | 1.6 | 1.62 | +0.06 | +0.08 | – |
| М2.2 | 0.45 | 1.75 | 1.75 | 1.77 | +0.07 | +0.09 | – |
| М2.5 | 0.45 | 2.05 | 2.05 | 2.07 | +0.07 | +0.09 | – |
| М3 | 0.5 | 2.5 | 2.5 | 2.52 | +0.08 | +0.1 | +0.14 |
| М3.5 | 0.6 | 2.9 | 2.9 | 2.93 | +0.08 | +0.11 | +0.15 |
| М4 | 0.7 | 3.3 | 3.3 | 3.33 | +0.08 | +0.12 | +0.16 |
| М4.5 | 0.75 | 3.75 | 3.7 | 3.73 | +0.09 | +0.13 | +0.18 |
| М5 | 0.8 | 4.2 | 4.2 | 4.23 | +0.11 | +0.17 | +0.22 |
| М6 | 1 | 5 | 4.95 | 5 | +0.17 | +0.2 | +0.26 |
| М7 | 1 | 6 | 5.95 | 6 | +0.17 | +0.2 | +0.26 |
| М8 | 1.25 | 6.8 | 6.7 | 6.75 | +0.17 | +0.2 | +0.26 |
| М9 | 1.25 | 7.8 | 7.7 | 7.75 | +0.17 | +0.2 | +0.26 |
| М10 | 1.5 | 8.5 | 8.43 | 8.5 | +0.19 | +0.22 | +0.3 |
| М11 | 1.5 | 9.5 | 9.43 | 9.5 | +0.19 | +0.22 | +0.3 |
| М12 | 1.75 | 10.2 | 10.2 | 10.25 | +0.21 | +0.27 | +0.36 |
| М14 | 2 | 12 | 11.9 | 11.95 | +0.24 | +0.3 | +0.4 |
| М16 | 2 | 14 | 13.9 | 13.95 | +0.24 | +0.3 | +0.4 |
| М18 | 2.5 | 15.5 | 15.35 | 15.4 | +0.3 | +0.4 | +0.53 |
| М20 | 2.5 | 17.5 | 17.35 | 17.4 | +0.3 | +0.4 | +0.53 |
| М22 | 2.5 | 19.5 | 19.35 | 19.4 | +0.3 | +0.4 | +0.53 |
| М24 | 3 | 21 | 20.85 | 20.9 | +0.3 | +0.4 | +0.53 |
| М27 | 3 | 24 | 23.85 | 23.9 | +0.3 | +0.4 | +0.53 |
| М30 | 3.5 | 26.5 | 26.3 | 26.35 | +0.36 | +0.48 | +0.62 |
| М33 | 3.5 | 29.5 | 29.3 | 29.35 | +0.36 | +0.48 | +0.62 |
| М36 | 4 | 32 | 31.8 | 31.85 | +0.36 | +0.48 | +0.62 |
| М39 | 4 | 35 | 34.8 | 34.85 | +0.36 | +0.48 | +0.62 |
| М42 | 4.5 | 37.5 | 37.25 | 37.3 | +0.41 | +0.55 | +0.73 |
| М45 | 4.5 | 40.5 | 40.25 | 40.3 | +0.41 | +0.55 | +0.73 |
| М48 | 5 | 43 | 42.7 | 42.8 | +0.45 | +0.6 | +0.8 |
| М52 | 5 | 47 | 46.7 | 46.8 | +0.45 | +0.6 | +0.8 |
Отверстия под нарезание трубной цилиндрической резьбы. Диаметры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ
ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ
ДИАМЕТРЫ
ГОСТ 21348-75
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СТАНДАРТОВ
СОВЕТА МИНИСТРОВ СССР
Москва
РАЗРАБОТАН, ВНЕСЕН И ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
И.о. директора Герасимов Н.Н.
Руководитель темы и исполнитель Зарослова М.П.
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. № 3875
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ Диаметры Holes for threading pipe
cylindrical thread. | ГОСТ
Взамен |
Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. № 3875 срок действия установлен
с 01.01.77
1. Настоящий стандарт устанавливает диаметры отверстий под нарезание трубной цилиндрической резьбы по ГОСТ 6357-73 в изделиях из сталей по ГОСТ 380-71, ГОСТ 4543-71, ГОСТ 1050-74, ГОСТ 5058-65 и ГОСТ 5632-72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859-66.
2. Диаметры отверстий и предельные отклонения должны соответствовать указанным в таблице.
Размеры в мм
Номинальный размер резьбы в дюймах | Число | Шаг Р | Диаметр отверстия под резьбу | ||
Номин. | Пред. откл. для классов точности | ||||
А | В | ||||
1/8 | 28 | 0,907 | 8,62 | + 0,10 | + 0,20 |
1/4 | 19 | 1,337 | 11,50 | + 0,12 | + 0,25 |
3/8 | 15,00 | ||||
1/2 | 14 | 1,814 | 18,68 | + 0,14 | + 0,28 |
5/8 | 20,64 | ||||
3/4 | 24,17 | ||||
7/8 | 27,93 | ||||
1 | 11 | 2,309 | 30,34 | + 0,18 | + 0,36 |
1 1/8 | 35,00 | ||||
1 1/4 | 39,00 | ||||
1 3/8 | 41,41 | ||||
1 1/2 | 44,90 | ||||
1 3/4 | 50,84 | ||||
2 | 56,70 | ||||
2 1/4 | 62,80 | +0, 22 | + 0,43 | ||
2 1/2 | 72,27 | ||||
2 3/4 | 78,62 | ||||
3 | 84,97 | ||||
3 1/4 | 91,07 | ||||
3 1/2 | 97,42 | ||||
3 3/4 | 103,77 | ||||
4 | 110,12 | ||||
4 1/2 | 122,82 | ||||
5 | 135,52 | ||||
5 1/2 | 148,22 | ||||
6 | 160,92 | ||||
3. Допускается под нарезание трубной цилиндрической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
4. Диаметры сверл для отверстий под нарезание резьбы указаны в рекомендуемом приложении.
ПРИЛОЖЕНИЕ
Рекомендуемое
Диаметры сверл для отверстий под нарезание трубной цилиндрической резьбы
Размеры в мм
Номинальный размер резьбы в дюймах | Шаг Р | Диаметр сверла для классов точности резьбы | |
А | В | ||
1/8 | 0,907 | – | 8,7 |
1/4 | 1,337 | 11,5 | 11,5 |
3/8 | 15,0 | 15 | |
1/2 | 1,814 | – | 18,75 |
5/8 | – | 20,75 | |
3/4 | – | 24,25 | |
7/8 | – | 28 | |
1 | 2,309 | – | 30,5 |
1 1/8 | 35,0 | 35 | |
1 1/4 | 39,0 | 39 | |
1 3/8 | – | 41,5 | |
1 1/2 | – | 45 | |
1 3/4 | – | 51 | |
Отверстие под резьбу 1 2 дюйма. Размеры трубной резьбы Последние:
Найдите режущий инструмент для своей конкретной операции и
сразу получите рекомендации по режимам резания.
Перейти в CoroPlus ToolGuide
- Платья в обтяжку – идеальный вариант для обладательниц красивых фигур
- Амстердамские каникулы ч
- Клубника польза для организма, женщин, мужчин, детей, беременных, при диабете, для похудения
- Как становятся алкоголиками
- Как долго все болит после родов?
Резьбонарезание

Найдите режущий инструмент для своей конкретной операции и
сразу получите рекомендации по режимам резания.
Перейти в CoroPlus ToolGuide
В этом разделе приведены формулы и определения для резьбонарезания и сведения о том, как рассчитать скорость резания, подачу и другие параметры для операций точения резьбы, фрезерования резьбы и нарезания резьбы метчиком. Вы также найдёте здесь обозначения различных профилей резьбы по международным стандартам.
Формулы и определения для точения резьбы
Глубина врезания
Благодаря обработке полной глубины врезания за несколько проходов, радиус при вершине режущей пластины не перегружается.
Пример: если глубина врезания (радиальное врезание) за проход составит 0,23–0,10 мм, то общая глубина (ap) и глубина профиля (0,94 мм) у метрической резьбы с шагом 1,5 мм будет обработана за 6 проходов (nap).

 | 1-й проход, глубина врезания 0,23 мм |
| | |
 | = 0,009″ |
| | |
| | |
 | 2-й проход, глубина врезания 0,42 – 0,23 = 0,19 мм |
| | |
 | 0,017 – 0,009 = 0,008″ |
| | |
| | |
 | 3-й проход, глубина врезания 0,59 – 0,42 = 0,17 мм |
| | |
 | 0,023 – 0,017 = 0,006″ |
| | |
 | 4-й проход, глубина врезания 0,73 – 0,59 = 0,14 мм |
| | |
 | 0,029 – 0,023 = 0,006″ |
| | |
 | 5-й проход, глубина врезания 0,84 – 0,73 = 0,11 мм |
| | |
 | 0,033 – 0,029 = 0,004″ |
| | |
 | 6-й проход, глубина врезания 0,94 – 0,84 = 0,10 мм |
| | |
 | 0,037 – 0,033 = 0,004″ |

Глубину врезания можно вычислить по формуле:
Δap = радиальное врезание, глубина резания за проход
X = номер прохода (последовательно от 1 дo nap)
ap = общая глубина резьбы + припуск на механическую обработку
nap = количество проходов
Y = 1-й проход = 0,3
2-й проход = 1
3-й проход и далее = x-1
Шаг 1,5 мм
ap = 0,94 мм
nap = 6
γ1 = 0,3
γ2 =1
γn = x-1
| Параметр | Значение | Метрические единицы | Дюймовые единицы |
|---|---|---|---|
| ap | Глубина врезания, полная глубина резания | мм | дюймы |
| n | Частота вращения шпинделя | об/мин | об/мин |
| Vc | Скорость резания | м/мин | |
| nap | Число проходов | | |

- Впадина
Поверхность у основания, соединяющая две соседние боковые стороны профиля - Боковая сторона профиля
Поверхность резьбы, соединяющая вершину и впадину профиля - Вершина
Поверхность, соединяющая две боковые стороны профиля на наружном диаметре
P = шаг резьбы в мм или нитках на дюйм
Расстояние между двумя соответствующими точками соседних витков, измеренное параллельно оси резьбы.
β = угол профиля резьбы
Угол между боковыми сторонами профиля, измеренный в осевой плоскости.
φ = угол подъёма винтовой линии резьбы
Угол, образованный касательной к винтовой линии резьбы в точках, лежащих на среднем диаметре, и плоскостью, перпендикулярной оси резьбы.
Параметры диаметра

d = наружный диаметр наружной резьбы
D = наружный диаметр внутренней резьбы
d1 = внутренний диаметр наружной резьбы
D1 = внутренний диаметр внутренней резьбы
d2 = средний диаметр наружной резьбы
D2 = средний диаметр внутренней резьбы
Эффективный диаметр винтовой резьбы находится приблизительно посредине между наружным и внутренним диаметрами.
Угол подъёма резьбы
Угол подъёма резьбы (φ) зависит от диаметра и шага резьбы Этот параметр можно представить в виде развёртки прямоугольного треугольника. Угол подъёма резьбы вычисляется по приведённой ниже формуле.
90000 Threaded Hole 1inch Stainless Steel Ball Blind Threaded 12.7mm Drilled Hole M6 90001 90002 90003 Threaded Hole 1inch Stainless Steel Ball Blind Threaded 12.7mm drilled hole M6 90004 90005 90002 90005 90002 Product Description 90005 90002 90005 90012 90013 90014 90015 90002 90003 Puduct 90004 90005 90020 90021 90002 90003 Stainless / Carbon / Chrome Steel ball 90004 90005 90020 90027 90014 90015 90002 90003 Material 90004 90005 90020 90021 90002 1015 1010 low carbon steel 90005 90038 201 302 304 316 420 430 440 stainless steel 90005 90038 52100 chrome steel 90005 90038 H62 brass 90005 90038 T2 copper 90005 90020 90027 90014 90015 90002 90003 Grade 90004 90005 90020 90021 90002 G8 G16 G40 G60 G100 G200 G500 G1000 90005 90020 90027 90014 90015 90002 90005 90064 90003 Precision 90004 90005 90020 90021 90002 G8: ± 0 μm G16: ± 0.4 μm G40: ± 1 μm G60: ± 2 μm 90005 90038 G100: ± 2.5μm G200: ± 5μm G500: ± 10μm G1000: ± 20μm 90005 90020 90027 90014 90015 90002 90003 Hardness 90004 90005 90020 90021 90002 25HRC 28HRC 30HRC58HRC 60HRC 63HRC 67HRC 68HRC 90005 90020 90027 90014 90015 90002 90005 90064 90005 90064 90005 90064 90005 90064 90005 90064 90005 90064 90003 Metric sizes 90004 90005 90020 90021 90002 0.35mm 0.5mm 0.8mm 1mm 1.2mm 1.5mm 1.588mm 1.7mm 1.8mm 1.9mm 2mm 90005 90038 2 .381mm 2.5mm 3mm 3.175mm 3.5mm 3.96mm 4mm 4.76mm 5mm 5.556mm 90005 90038 6mm 6.35mm 6.8mm 7mm 7.144mm 7.938mm 8mm 8.5mm 8.7mm 9mm 9.525mm 90005 90038 10mm 11mm 12mm 12.7mm 13.5mm 14mm 14.288mm 15mm 15.875 mm 17.4mm 90005 90038 18mm 19.05mm 20mm 22mm 25mm 25.4mm 30mm 35mm 38mm 40mm 45mm 90005 90038 50mm 50.8mm 100mm 150mm 200mm 90005 90020 90027 90014 90015 90002 90005 90064 90005 90064 90005 90064 90003 Size in inches 90004 90005 90020 90021 90002 90005 90002 1 / 32 1/16 3/32 1/8 5/32 3/16 7/32 1/4 9/32 5/16 11/32 3/8 7/16 90005 90038 1/2 17/32 9/16 5 / 8 11/16 3/4 7/8 1 1-1 / 16 1-1 / 8 1-1 / 4 1 5/16 90005 90038 1-3 / 8 1-1 / 2 1-3 / 4 2 2-1 / 4 2-1 / 2 2-3 / 4 3 4 6 8 90005 90020 90027 90014 90015 90002 90003 Processing (OEM) 90004 90005 90020 90021 90002 90003 Drilled Threaded Hollow Plated 90004 90005 90020 90027 90160 90161 90002 Company Information 90005 90002 90005 90002 Our Services 90005 90002 9 0005 90002 Trade Shows 90005 90002 90005 90002 Contact informations 90005 90002 90005 90002 Home page 90005 90002 90005 90002 90005 .