Отверстие с резьбой: Сверлении отверстий под резьбу. Прежде чем вы сможете нарезать внутреннюю резьбу, вам нужно будут просверлить отверстие под данную резьбу. Отверстие под резьбу
alexxlab | 19.02.1985 | 0 | Разное
Вкладка Отверстие с резьбой (монтажное отверстие)
Вызов диалогового окна:
Вы открыли проект. Навигатор пространства листов открыт, и одно пространство листов открыто. Пространство листа содержит монтажное отверстие типа ‘Отверстие с резьбой’. Вы дважды щелкнули по монтажному отверстию этого типа или выбрали пункты меню Обработать > Свойства. Выберите в диалоговом окне Свойства <…> вкладку Отверстие с резьбой.
На этой вкладке укажите размещенного монтажного .
Доступны следующие элементы диалогового окна:
Номинальный диаметр:
В этом поле ввода можно указать диаметр отверстия с резьбой. Единицы измерения копируются из настроек проекта или в случае величин в дюймах переводятся в миллиметры.
В раскрывающемся списке приводятся обычно используемые размеры резьбы с метрической нарезкой стандарта МОС и номинальный диаметр резьбы, использовавшейся последней.
Групповое поле “Свойства”
Категория:
Выберите из раскрывающегося списка вид свойств, который должен быть отображен в таблице.
В зависимости от выбранной категории в диалоговом окне Конфигурация свойств (доступно через пункт всплывающего меню Конфигурировать) отображаются заданные свойства, перечисленные в виде . При помощи (Создать) можно добавить и другие свойства. У некоторых свойств, например, у свойства Размещение, уже задано значение, которое теперь нельзя изменить. Другим свойствам (например, свойству Описание функционального элемента) невозможно присвоить значение или же изменить уже имеющееся.
Панель инструментов:
В , расположенной над списком, имеются следующие кнопки:
Кнопка | Значение |
|---|---|
(Создать) | Открывает диалоговое окно Выбор свойств, в котором можно выбрать другие свойства и скопировать их в список. (Вставленные таким образом свойства добавляются в конце списка). (Вставленные таким образом свойства добавляются в конце списка). |
(Удалить) | Выделенные свойства убираются из списка. При этом значения свойств не удаляются. Свойства, которым присвоены значения, в автоматическом режиме снова отображаются в таблице при следующем открытии диалогового окна. |
Всплывающее меню:
Во всплывающем меню, в зависимости от типа поля (дата, целочисленное, многоязычное…), предоставляются следующие возможности:
Пункт меню | Значение |
|---|---|
Закрепить область | Закрепляет все строки таблицы, которые находятся над маркировкой, или все столбцы, которые находятся слева от маркировки. |
Снять закрепление | Убирает закрепление, т. е. все строки и столбцы можно передвигать с помощью полос прокрутки. |
Подобрать ширину столбца | Все столбцы так подогнаны к таблице по ширине, что и заголовок, и содержимое столбцов полностью читаемы. |
Размер шрифта 100% | Этот пункт меню доступен, только если размер шрифта в таблице был изменен ([Ctrl] + прокручивание колесика мыши). |
Вставить свойства / значения | Позволяет вставить одно или несколько свойств, скопированных из другого объекта, вместе с соответствующими значениями. Если свойство уже имеется, вставляются только значения. Если свойство еще не отображалось в таблице, после вставки оно появится вместе со скопированным значением. |
Выделить все | Выделяет весь текст. |
Вырезать / копировать / вставить | Соответствует знакомым функциям Windows для обработки записей данных. |
Удалить | Удаляет текущую запись. |
Специальный символ | Открывает диалоговое окно Специальный символ, в котором Вы можете выбрать требуемый символ и вставить его на место текущей позиции курсора с помощью [OK]. |
Новая строка | Вставляет новую строку на место текущей позиции курсора. |
Многострочный ввод | Открывает диалоговое окно Многострочный ввод, в котором можно ввести требуемые строки, при этом новые строки добавляются с помощью [Ctrl]+[Ввод]. |
Обновить список выбора | Добавляет отсутствующие записи и удаляет неиспользуемые из списка выбора: Для определенных свойств занесенные здесь записи сохраняются в списке выбора и могут быть использованы для других (аналогичных) объектов. |
Перевести | Открывает диалоговое окно Найденные слова, если в словаре имеются переводы для введенного понятия; выберите подходящий текст перевода. Если в словаре нет переводов, открывается диалоговое окно Перевести, после чего можно ввести новый текст перевода. |
Убрать переводы | Убирает все тексты переводов. |
Конфигурировать | Открывает диалоговое окно Конфигурация свойств. В этом диалоговом окне выберите те свойства, которые должны стандартно выводиться в таблице для каждого объекта соответствующей категории. |
 В этом случае строки ниже или колонки справа от маркировки можно передвигать с помощью полос прокрутки.
В этом случае строки ниже или колонки справа от маркировки можно передвигать с помощью полос прокрутки. Отображает тексты в таблице с исходным размером шрифта.
Отображает тексты в таблице с исходным размером шрифта.

См. также
Диалоговое окно Свойства <…>: Размещение изделия
Диалоговое окно Полное ОУ
Обработать и отобразить свойства размещений изделий
Вставить монтажные отверстия в трехмерный чертеж монтажных поверхностей
Рекомендуемый диаметр отверстия для резьбы по ИСО 1478
| Толщина листа, мм | Резьба по ИСО 1478 | ||||||||
| ST 2,2 | ST 2,9 | ST 3,5 | ST 3,9 | ST 4,2 | ST 4,8 | ST 5,5 | ST 6,3 | ST 8,0 | |
| 0,8 | 1,7 | ||||||||
| 0,9 | 1,7 | ||||||||
| 1,0 | 1,7 | ||||||||
| 1,1 | 1,7 | 2,2 | |||||||
| 1,2 | 1,8 | 2,2 | |||||||
| 1,3 | 1,8 | 2,2 | 2,7 | 3,0 | |||||
| 1,4 | 1,8 | 2,3 | 2,7 | 3,1 | 3,2 | ||||
| 1,5 | 1,8 | 2,3 | 2,8 | 3,1 | 3,2 | ||||
| 1,6 | 1,9 | 2,4 | 2,8 | 3,1 | 3,3 | 3,8 | |||
| 1,7 | 1,9 | 2,4 | 2,8 | 3,2 | 3,3 | 3,9 | |||
| 1,8 | 1,9 | 2,4 | 2,9 | 3,2 | 3,4 | 3,9 | 4,5 | 5,3 | |
| 1,9 | 2,4 | 2,9 | 3,3 | 3,4 | 3,9 | 4,6 | 5,3 | ||
| 2,0 | 2,5 | 2,9 | 3,3 | 3,5 | 4,0 | 4,6 | 5,4 | 6,7 | |
| 2,2 | 2,5 | 3,0 | 3,3 | 3,5 | 4,0 | 4,7 | 5,5 | 6,8 | |
| 2,5 | 3,0 | 3,4 | 3,6 | 4,1 | 4,8 | 5,6 | 7,0 | ||
| 2,8 | 3,1 | 3,4 | 3,6 | 4,2 | 4,8 | 5,6 | 7,1 | ||
| 3,0 | 3,4 | 3,6 | 4,2 | 4,8 | 5,7 | 7,1 | |||
| 3,5 | 3,7 | 4,2 | 4,9 | 5,7 | 7,2 | ||||
| 4,0 | 4,3 | 4,9 | 5,8 | 7,3 | |||||
| 4,5 | 5,0 | 5,8 | 7,3 | ||||||
| 5,0 | 5,8 | 7,4 | |||||||
| 5,5 | 7,4 | ||||||||
| 6,0 | 7,4 | ||||||||
| 6,5 | 7,4 | ||||||||
При штампованном отверстии следует увеличить диаметр на 0,1—0,3 мм.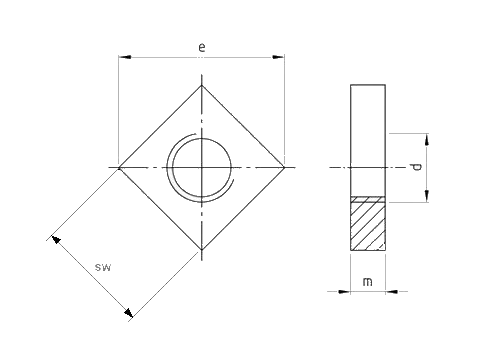 В зависимости от конструкции и материала соединения следует проводить дополнительные тесты.
В зависимости от конструкции и материала соединения следует проводить дополнительные тесты.
Понравился материал?
comments powered by HyperCommentsПолучайте свежие статьи на почту:
Расчет размеров глухих резьбовых отверстий
Глухое резьбовое отверстие выполняется в следующем порядке: сначала высверливается отверстие диаметра d1 под резьбу, затем выполняется заходная фаска Sx45º (рис. 8,а) и, наконец, нарезается внутренняя резьба d (рис. 8,б). Дно отверстия под резьбу имеет коническую форму, а угол при вершине конуса φ зависит от заточки сверла. При проектировании принимается φ = 120º (номинальный угол заточки сверл). Вполне очевидно, что глубина резьбы должна быть больше длины ввинчиваемого резьбового конца крепежной детали. Между окончанием резьбы и дном отверстия тоже остается некоторое расстояние а, называемое «недорез».
Из рис. 9 становится ясен подход к назначению размеров глухих резьбовых отверстий: глубина резьбы h определяется как разница стяжной длины L резьбовой детали и суммарной толщины H притягиваемых деталей (может
9 становится ясен подход к назначению размеров глухих резьбовых отверстий: глубина резьбы h определяется как разница стяжной длины L резьбовой детали и суммарной толщины H притягиваемых деталей (может
быть одна, а может быть их и несколько), плюс небольшой запас резьбы k, обычно принимаемый равным 2-3 шагам Р резьбы
h = L – H + k,
где k = (2…3) Р.
Рис. 8. Последовательность выполнения глухих резьбовых отверстий
Рис. 9. Крепление винтом в сборе
Стяжная длина L крепежной детали указывается в ее условном обозначении. Например: «Болт М6х20.46 ГОСТ 7798-70» – его стяжная длина L = 20 мм. Суммарная толщина притягиваемых деталей H высчитывается из чертежа общего вида (в эту сумму следует добавить и толщину шайбы, подложенной под головку крепежного изделия). Шаг резьбы Р также указывается в условном обозначении крепежной детали. Например: «Винт М12х1,25х40.58 ГОСТ 11738-72» – его резьба имеет мелкий шаг Р = 1,25 мм. Если шаг не указывается, то по умолчанию он основной (крупный). Катет заходной фаски S обычно принимают равным шагу резьбы Р. Глубина N отверстия под резьбу больше значения h на размер недореза а:
Шаг резьбы Р также указывается в условном обозначении крепежной детали. Например: «Винт М12х1,25х40.58 ГОСТ 11738-72» – его резьба имеет мелкий шаг Р = 1,25 мм. Если шаг не указывается, то по умолчанию он основной (крупный). Катет заходной фаски S обычно принимают равным шагу резьбы Р. Глубина N отверстия под резьбу больше значения h на размер недореза а:
N = h + a.
Некоторое отличие расчета размеров резьбового отверстия под шпильку состоит в том, что ввинчиваемый резьбовой конец шпильки не зависит от ее стяжной длины и толщин притягиваемых деталей. Для представленных в задании шпилек ГОСТ 22032-76 ввинчиваемый «шпилечный» конец равен диаметру резьбы d, поэтому
h = d + k.
Полученные размеры следует округлить до ближайшего большего целого числа.
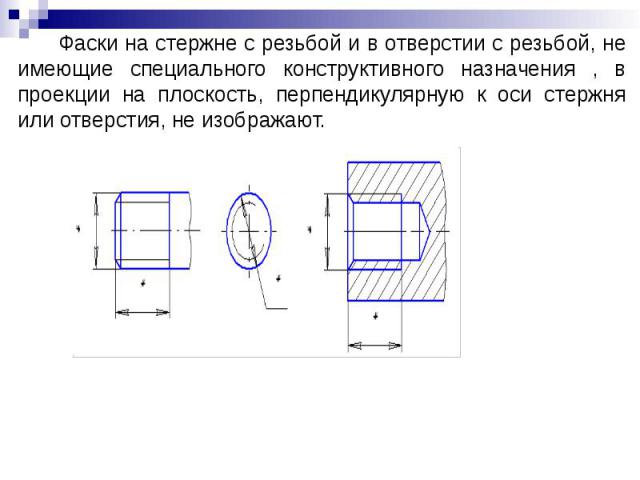
Окончательное изображение глухого резьбового отверстия с необходимыми размерами приведено на рис. 10. Диаметр отверстия под резьбу и угол заточки сверла на чертеже не указывают.
10. Диаметр отверстия под резьбу и угол заточки сверла на чертеже не указывают.
Рис. 10. Изображение глухого резьбового отверстия на чертеже
В таблицах справочника [12] приведены значения всех расчетных величин (диаметры отверстий под резьбу, недорезы, толщины шайб и пр.).
Необходимое замечание: применение короткого недореза должно быть обосновано. Например, если деталь в месте расположения в ней резьбового отверстия недостаточно толстая, а сквозное отверстие под резьбу может нарушить герметичность гидравлической или пневматической системы, то конструктору приходится «ужиматься», в т.ч. укорачивая недорез.
ДЕТАЛИ, ПОДВЕРГАЕМЫЕ СОВМЕСТНОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
При изготовлении машин некоторые поверхности деталей обрабатываются не индивидуально, а совместно с поверхностями ответных деталей. Чертежи таких изделий имеют особенности. Не претендуя на полный обзор возможных вариантов, рассмотрим две разновидности таких деталей, встречающиеся в заданиях по теме.
Штифтовые соединения
Если в сборочном узле две детали стыкуются по общей плоскости и есть необходимость точно зафиксировать их взаимное положение, то применяется соединение деталей штифтами. Штифты позволяют не только фиксировать детали, но и легко восстанавливать прежнее их положение после разборки с ремонтными целями. Например, в сборе двух корпусных деталей 1 и 2 (см. рис. 11) необходимо обеспечить соосность расточек Ø48 и Ø40 под подшипниковые узлы. Прижатие фланцев осуществляется болтами 3, а настроенная один раз соосность расточек обеспечена двумя штифтами 6. Штифт – это точный цилиндрический или конический стержень; отверстие под штифт также выполняется весьма точным, с шероховатостью поверхности не хуже Ra 0,8. Очевидно, что полное совпадение штифтового отверстия, половины которого расположены в разных деталях, проще всего выполнить, если две детали предварительно выставить в необходимом положении, скрепить болтами и изготовить отверстие под штифт одним проходом инструмента сразу в обоих фланцах. Это называется совместной обработкой. Но такой прием должен быть оговорен в проектной документации, чтобы технолог его учел при формировании технологического процесса изготовления узла. Указание совместной обработки отверстий под штифт выполняется в конструкторской документации следующим способом.
Это называется совместной обработкой. Но такой прием должен быть оговорен в проектной документации, чтобы технолог его учел при формировании технологического процесса изготовления узла. Указание совместной обработки отверстий под штифт выполняется в конструкторской документации следующим способом.
На СБОРОЧНОМ чертеже задаются размеры отверстий под штифт, размеры их расположения и указывается шероховатость обработки отверстия. Названные размеры помечаются «*», а в технических требованиях чертежа делается запись: «Все размеры для справок, кроме обозначенных *». Это означает, что размеры, по которым на собранном узле выполняются отверстия, исполнительные и они подлежат контролю. А на чертежах ДЕТАЛЕЙ отверстия под штифт не показываются (а значит, и не выполняются).
Расточки с разъемом
В некоторых машинах расточенные отверстия под подшипники располагаются одновременно в двух деталях с размещением плоскости их разъема по оси подшипника (чаще всего встречается в конструкциях редукторов – соединение «корпус-крышка»). Расточки под подшипники – точные поверхности с шероховатостью не хуже Ra 2,5, изготавливаются они совместной обработкой, а на чертежах это задается следующим образом (см. рис. 12 и 13).
Расточки под подшипники – точные поверхности с шероховатостью не хуже Ra 2,5, изготавливаются они совместной обработкой, а на чертежах это задается следующим образом (см. рис. 12 и 13).
На чертежах КАЖДОЙ из двух деталей числовые значения размеров поверхностей, обрабатываемых совместно, указываются в квадратных скобках. В технических требованиях чертежа делается запись: «Обработку по размерам в квадратных скобках производить совместно с дет. № …». Под номером понимается обозначение чертежа ответной детали.
Рис. 11. Задание на чертеже отверстия под штифт
Рис. 12. Расточка с разъемом. Сборочный чертеж
Рис. 13. Задание расточки с разъемом на чертежах деталей
ЗАКЛЮЧЕНИЕ
После прочтения описанного выше процесса создания чертежа детали может возникнуть сомнение: неужели профессиональные конструкторы так тщательно прорабатывают каждую мелкую детальку? Смею заверить – именно так! Просто при выполнении чертежей простых и типовых деталей все это делается в голове конструктора мгновенно, но в сложных изделиях – только так, пошагово.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. ГОСТ 2.102-68 ЕСКД. Виды и комплектность конструкторских документов. М. : ИПК Издательство стандартов, 2004.
2. ГОСТ 2.103-68 ЕСКД. Стадии разработки. М. : ИПК Издательство стандартов, 2004.
3. ГОСТ 2.109-73 ЕСКД. Основные требования к чертежам. М. : ИПК Издательство стандартов, 2004.
4. ГОСТ 2.113-75 ЕСКД. Групповые и базовые конструкторские документы. М. : ИПК Издательство стандартов, 2004.
5. ГОСТ 2.118-73 ЕСКД. Техническое предложение. М. : ИПК Издательство стандартов, 2004.
6. ГОСТ 2.119-73 ЕСКД. Эскизный проект. М. : ИПК Издательство стандартов, 2004.
7. ГОСТ 2.120-73 ЕСКД. Технический проект. М. : ИПК Издательство стандартов, 2004.
8. ГОСТ 2.305-68 ЕСКД. Изображения – виды, разрезы, сечения. М. : ИПК Издательство стандартов, 2004.
Изображения – виды, разрезы, сечения. М. : ИПК Издательство стандартов, 2004.
9. Левицкий В. С.Машиностроительное черчение : учеб. для вузов / В. С. Левицкий. М. : Высш. шк., 1994.
10. Машиностроительное черчение / Г. П. Вяткин [и др.]. М. : Машиностроение, 1985.
11. Справочное руководство по черчению / В. И. Богданов. [и др.]. М. :
Машиностроение, 1989.
12. Каузов А. М. Выполнение чертежей деталей : справочные материалы
/ А. М. Каузов. Екатеринбург : УГТУ-УПИ, 2009.
ПРИЛОЖЕНИЯ
Приложение 1
Задание по теме 3106 и пример его исполнения
Задание № 26
Пример исполнения задания № 26
Приложение 2
Типичные ошибки студентов при выполнении деталировки
ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры. ..
..
Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем…
Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право…
ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между…
Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
Отверстие под резьбу м5 в Украине. Цены на Отверстие под резьбу м5 на Prom.ua
Работает
Жиклер отверстие 0,75 для плиты под баллонный газ М6*0,75 мелкая резьба
На складе в г. Ковель
Доставка по Украине
20 грн
Купить
Мир в деталях
Работает
Оправка 15 отверстий, стандартная, 861А D150 мм резьба 5/16, 3М
Доставка по Украине
1 473 грн
Купить
Paint Studio
Работает
Шланг високого тиску 10 м для автомийки під різьбу М 22 – G 1/4 12. 5 мм
5 мм
На складе
Доставка по Украине
600 грн
Купить
Інструмент 94
Работает
Шланг для насоса 30см под автониппель, диаметр резьбы М5
На складе в г. Винница
Доставка по Украине
35 грн
Купить
«Веломото-опт» — магазин-склад запчастей для велосипедов и мототехники
Работает
Набор для восстановления резьбы сливного отверстия поддона M17х1,5 мм 7 предметов в футляре F-917G17 Forsage
На складе
Доставка по Украине
602.80 грн
446.07 грн
Купить
Инструменталлика
Работает
Набор для восстановления резьбы сливного отверстия поддона: M17х1,5мм (13 предметов) в футляре. Forsage
Доставка по Украине
406 — 434 грн
от 5 продавцов
434 грн
Купить
COOLTOOLS
Работает
Фреза кондуктора для сверления отверстий под дверной замок 16,5мм, стальной резак фреза с хвостовиком
На складе
Доставка по Украине
190 — 192 грн
от 2 продавцов
380 грн
190 грн
Купить
LP Shopping
Работает
Шланг для насоса 30см под автониппель, диаметр резьбы М5
Доставка из г. Винница
Винница
36 грн
33 грн
Купить
Nab-shop – онлайн магазин запчастей для велосипедов скутеров и мотоциклов
Работает
Гайка к редукторам М16х1,5 с левой резьбой (под ключ 19) (Латвия)
На складе в г. Днепр
Доставка по Украине
45 грн
42.75 грн
Купить
Спарк-Центр
Работает
Ниппель DN02 под измерительную точку c несъёмной гайкой (резьба M16х1,5minimes)
Доставка по Украине
106 грн
Купить
Компанія ВОЛІТ: фільтри гідравлічні, манометри, гідророзподільники, фітинги, БРЗ _Слава Україні!_
Работает
Ниппель DN02 под измерительную точку c несъёмной гайкой (резьба M16х1,5minimes)
Доставка по Украине
103 грн
Купить
Компанія ВОЛІТ: фільтри гідравлічні, манометри, гідророзподільники, фітинги, БРЗ _Слава Україні!_
Работает
Крыльчатка мотопомпы 5 лопастей, под резьбу М19 V50
Доставка по Украине
371.06 — 387 грн
от 2 продавцов
387 грн
Купить
MotoGP
Работает
Крыльчатка мотопомпы (для 15) 5 лопастей, под резьбу М10
Доставка по Украине
347. 17 — 401 грн
17 — 401 грн
от 2 продавцов
401 грн
Купить
MotoGP
Работает
Набор для восстановления резьбы сливного отверстия поддона: M17х1,5мм (7 пр.) в футляре.
Доставка по Украине
434 грн
Купить
COOLTOOLS
Работает
Шпуля (бабина, катушка), ЕЛЕКТРО Тип №5 под вал М6х1,0 правая резьба, М8х1,25 правая резьба, М8х1,25 левая
Доставка по Украине
265 — 294 грн
от 4 продавцов
315 грн
287 грн
Купить
MotoGP
Смотрите также
Работает
Шпуля (бабина, катушка), ЕЛЕКТРО Тип №5 под вал М6х1,0 правая резьба, М8х1,25 правая резьба, М8х1,25 левая
Доставка по Украине
198 — 215 грн
от 3 продавцов
236 грн
215 грн
Купить
MotoGP
Работает
КРЕПЁЖ ТРОСА (с отверстием под выход провода и внутренней резьбой М10х1)
Доставка по Украине
48 грн
Купить
магазин ” VOVA-свет “
Работает
КРЕПЁЖ ТРОСА (с отверстием под выход провода и внутре резьбой М10х1) С зажимным винтом (для троса без напайки)
Доставка из г. Винница
Винница
55 грн
Купить
магазин ” VOVA-свет “
Работает
Патрон сверлильный ПС 10 (1.5-10) под резьбу М12х1.25, с ключом Китай
Под заказ
Доставка по Украине
70 грн
Купить
Одесса-инструмент
Работает
Болт колесный под внутренний шестигранник М14×1.5×27мм Конус для узких отверстий в диске Хром
Доставка по Украине
по 38 грн
от 3 продавцов
38 грн
Купить
avto-magaz.in.ua
Работает
Крыльчатка мотопомпы 5 лопастей, под резьбу М19 – V50
Доставка по Украине
337 грн
Купить
Agromoto-Gid
Работает
Крыльчатка помпы (для 15) 5 лопастей, под резьбу М10
Доставка по Украине
383 грн
Купить
Agromoto-Gid
Работает
Конус переходной к сверлильному патрону КМ2/В12 под резьбу М10х1.5 GRIFF
Доставка по Украине
189 грн
Купить
ТОВ “ТОКИН”
Работает
Конус переходной к сверлильному патрону КМ2/В16 под резьбу М10х1. 5 GRIFF
5 GRIFF
Доставка по Украине
168 грн
Купить
ТОВ “ТОКИН”
Работает
Конус переходной к сверлильному патрону КМ5/В16 под резьбу М20х2.5 GRIFF
Доставка по Украине
784 грн
Купить
ТОВ “ТОКИН”
Работает
Конус переходной к сверлильному патрону КМ5/В18 под резьбу М20х2.5 GRIFF
Доставка по Украине
784 грн
Купить
ТОВ “ТОКИН”
Работает
Конус переходной к сверлильному патрону КМ5/В22 под резьбу М20х2.5 GRIFF
Доставка по Украине
770 грн
Купить
ТОВ “ТОКИН”
Работает
Оправка 15 отверстий, стандартная, 861А D150 мм резьба 5/16, 3М
Доставка из г. Киев
2 706 грн
Купить
COLORMARKET
Работает
Рабочее колесо (крыльчатка) D=119mm, под резьбу М20mm, 5 лопастей, чугун (611049)
Доставка по Украине
491 — 532 грн
от 2 продавцов
585 грн
532 грн
Купить
MotoGP
механическая обработка деталей по чертежу и образцу
Специалисты компании Technobearing выполняют работы по механической обработке деталей по чертежу и образцу Заказчика. Преимущество сотрудничества заключается в надежности, оперативности и экономичности.
Преимущество сотрудничества заключается в надежности, оперативности и экономичности.
Вы можете заказать:
- Расточку чернового отверстия (звездочки, шестерни и т.п.)
- Изготовление шпоночного паза
- Изготовление резьбовых отверстий под зажимные винты
- Сверление гладких и резьбовых отверстий в торцах прецизионных валов
Заказать мех. обработку
Ниже Вы можете ознакомиться с ценами на расточку отверстий и на изготовление отверстий в торцах прецизионных валов
Детали под расточку
Цены для следующих деталей с черновым отверстием под расточку:
1) для звёздочек/зубчатых колёс со ступицей или без, с числами зубьев кратно 3, с наружным диаметром детали не более 220 мм.
2) для звёздочек/зубчатых колёс со ступицей или без, с числами зубьев не кратно 3, с наружным диаметром не более 160 мм.
3) для остальных незубчатых деталей с отверстием под расточку, диаметром вплоть не более 250 мм
4) ширина детали H соответствует требованию**
5) отверстия для стопорных винтов выполняются в деталях с наружным диаметром не более 130 мм.
Возможна обработка деталей несоответствующих требованиям п. 1-5 по согласованию цены.
Стоимость расточки любой муфты TECHNIX – 500 р/шт. (допуск отверстия – H9)
– Изготовление шпоночных пазов в муфтах TECHNIX возможно только в серии JC. При этом стоимость изготовления пазов следует расчитывать по прайсу для каждой полумуфты отдельно.
Изготовление шпоночных пазов, нестандартных размеров, в нестандартных отверстиях, согласовывать отдельно (нестандартные сочетания размеров не входят в таблицу ниже)
Для справки:
– Предельные отклонения размера D по умолчанию H8 (при менее строгом допуске возможна дополнительная скидка)
– Предельные отклонения размера b по умолчанию Js9 (допуски D10 или P9 согласовывать дополнительно)
– *Стопорные винты входят в стоимость операций
– Цены указаны розничные в рубля с НДС
| Диаметр отверстия D, мм | Стоимость расточки с допуском H8, р/шт. с НДС с НДС | Стоимость расточки с допуском H7, р/шт. с НДС | Ширина паза b, мм | Глубина паза t по ГОСТ 23360-78, мм | Стоимость операции, р/шт с НДС | Длина детали H, не более (мм)** | Резьба под винт М | Стоимость операции*, р/шт с НДС сталь/алюминий/чугун |
|---|---|---|---|---|---|---|---|---|
| 5 | 500 | 700 | – | – | – | – | М3 | 200 |
| 6 | 500 | 700 | – | – | – | – | М3 | 200 |
| 7 | 200 | 700 | – | – | – | – | М3 | 200 |
| 8 | 500 | 700 | – | – | – | – | М3 | 200 |
| 9 | 500 | 700 | – | – | – | М3 | 200 | |
| 10 | 500 | 700 | – | – | – | М3 | 200 | |
| 11 | 500 | 700 | 4 | 12,8 | 400 | 30 | М3 | 200 |
| 12 | 500 | 700 | 4 | 13,8 | 400 | М3 | 200 | |
| 14 | 500 | 700 | 5 | 16,3 | 400 | 40 | М4 | 200 |
| 15 | 500 | 700 | 5 | 17,3 | 400 | М4 | 200 | |
| 16 | 500 | 700 | 5 | 18,3 | 400 | М4 | 200 | |
| 18 | 500 | 700 | 6 | 20,8 | 400 | 80 | М5 | 200 |
| 19 | 500 | 700 | 6 | 21,8 | 400 | М5 | 200 | |
| 20 | 500 | 700 | 6 | 22,8 | 400 | М5 | 200 | |
| 21 | 500 | 700 | 6 | 23,8 | 400 | М5 | 200 | |
| 22 | 500 | 700 | 6 | 24,8 | 400 | М5 | 200 | |
| 24 | 500 | 700 | 8 | 27,3 | 500 | 80 | М6 | 300 |
| 25 | 500 | 700 | 8 | 28,3 | 500 | М6 | 300 | |
| 26 | 500 | 700 | 8 | 29,3 | 500 | М6 | 300 | |
| 28 | 500 | 700 | 8 | 31,3 | 500 | М6 | 300 | |
| 30 | 500 | 700 | 8 | 33,3 | 500 | М6 | 300 | |
| 32 | 750 | 1000 | 10 | 35,3 | 700 | 80 | М8 | 300 |
| 33 | 750 | 1000 | 10 | 36,3 | 700 | М8 | 300 | |
| 34 | 750 | 1000 | 10 | 37,3 | 700 | М8 | 300 | |
| 35 | 750 | 1000 | 10 | 38,3 | 700 | М8 | 300 | |
| 36 | 750 | 1000 | 10 | 39,3 | 700 | М8 | 300 | |
| 38 | 750 | 1000 | 10 | 41,3 | 700 | М8 | 300 | |
| 40 | 1000 | 1300 | 12 | 43,3 | 1000 | – | М10 | 400 |
| 42 | 1000 | 1300 | 12 | 45,3 | 1000 | М10 | 400 | |
| 44 | 1000 | 1300 | 12 | 47,3 | 1000 | М10 | 400 | |
| 45 | 1000 | 1300 | 14 | 48,8 | 1200 | – | М12 | 400 |
| 48 | 1000 | 1300 | 14 | 51,8 | 1200 | М12 | 400 | |
| 50 | 1000 | 1300 | 14 | 53,8 | 1200 | М12 | 400 | |
| 52 | 1500 | 1900 | 16 | 56,3 | 1400 | – | М12 | 400 |
| 55 | 1500 | 1900 | 16 | 59,3 | 1400 | М12 | 400 | |
| 60 | 1500 | 1900 | 18 | 64,4 | 1600 | – | М12 | 400 |
| 63 | 1500 | 1900 | 18 | 67,4 | 1600 | М12 | 400 | |
| 65 | 1500 | 1900 | 18 | 69,4 | 1600 | М12 | 400 | |
| 70 | 1800 | 2300 | 20 | 74,9 | 1800 | |||
| 75 | 1800 | 2300 | 20 | 79,9 | 1800 | |||
| 80 | 1800 | 2300 | 22 | 85,4 | 1800 | |||
| 85 | 1800 | 2300 | 22 | 90,4 | 1800 | |||
| 90 | 1800 | 2300 | 25 | 95,4 | 1800 | |||
| 95 | 1800 | 2300 | 25 | 100,4 | 1800 | |||
| 100 | 2000 | 2600 | 28 | 106,4 | 2000 | |||
| 105 | 2000 | 2600 | 28 | 111,4 | 2000 | |||
| 110 | 2000 | 2600 | 28 | 116,4 | 2000 | |||
| 120 | 2000 | 2600 | 32 | 127,4 | 2400 |
По вопросам механической обработки Вы можете обращаться по телефону 8 (800) 700-72-07 или по почте sales@technobearing. ru
ru
Сверление гладких и резьбовых отверстий в торцах прецизионных валов
Цены действительны для валов:
а) диаметром D до 50 мм включительно и длиной вплоть до 280 см.
б) диаметром D 60 мм и длиной не более 30 cм.
(!) Максимальная глубина резьбы равна 2,5 её диаметра: l max = 2,5 x M
– Указаны розничные цены в рубля с НДС
| Диаметр вала D, мм | Стоимость обработки торца стального вала** | Стоимость обработки торца нержавеющего вала | Стоимость обработки торца без отверстия (торцевание) | ||
| Резьба М3…М12 | Резьба М16…М24 | Резьба М3…М12 | Резьба М16… М24 М24 | ||
| 6 | 300 | – | 450 | – | 100 |
| 8 | 300 | – | 450 | – | 100 |
| 10 | 350 | – | 500 | – | 150 |
| 12 | 350 | – | 500 | – | 150 |
| 15 | 400 | – | 550 | – | 200 |
| 16 | 400 | – | 550 | – | 200 |
| 20 | 450 | 650 | 600 | 950 | 250 |
| 25 | 500 | 700 | 650 | 1000 | 300 |
| 30 | 600 | 800 | 700 | 1100 | 400 |
| 40 | 650 | 850 | 750 | 1150 | 450 |
| 50 | 700 | 900 | 800 | 1200 | 500 |
| 60 | 1000 | 1200 | 1100 | 1400 | 800 |
**в том числе с хромовым покрытием
Для справки:
Стандартные резьбы:
- M3x0,5
- M4x0,7
- M5x0,8
- M6x1
- M8x1,25
- M10x1,5
- M12x1,75
- M16x2
- M20x2
- M24x3
По вопросам механической обработке Вы можете обращаться по телефону 8 (800) 700-72-07 или по почте sales@technobearing. ru
ru
Деталь, Имеющая Отверстие С Резьбой Для Навинчивания На Болт, Шпильку И Т. П 5 Букв
Решение этого кроссворда состоит из 5 букв длиной и начинается с буквы Г
Ниже вы найдете правильный ответ на Деталь, имеющая отверстие с резьбой для навинчивания на болт, шпильку и т. п 5 букв, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
ответ на кроссворд и сканворд
Среда, 29 Мая 2019 Г.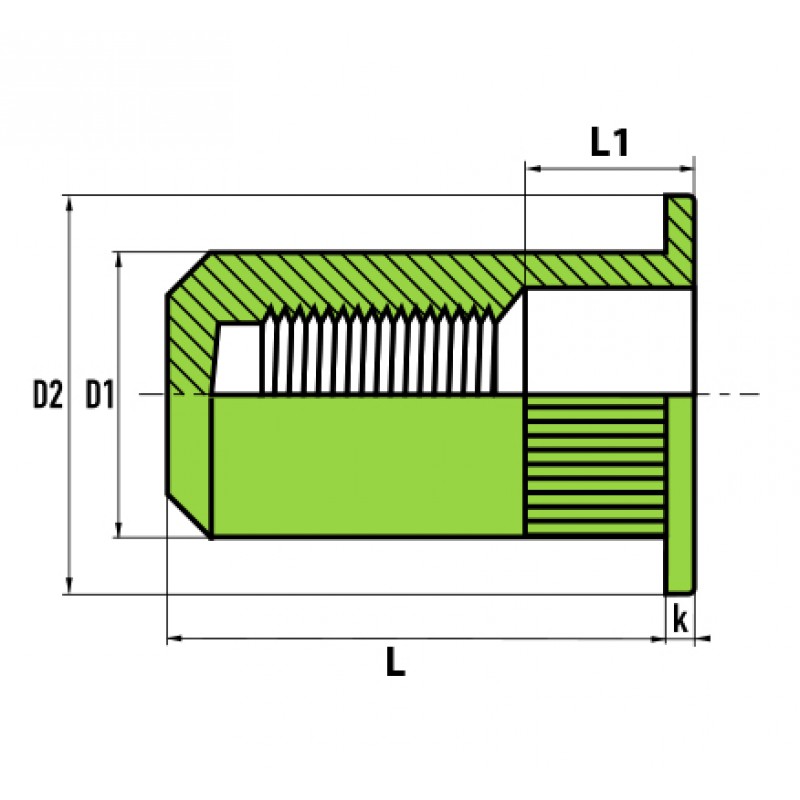
ГАЙКА
предыдущий следующий
ты знаешь ответ ?
ответ:
связанные кроссворды
- Гайка
- Винтовка, на которую не нужно разрешения
- Крепежная деталь винтовой пары
- Гайка
- Навинчивающаяся на винт или болт скрепляющая деталь (обычно многогранная металлическая плашка со сквозным отверстием) 5 букв
- Какой элемент железнодорожного пути хотел использовать как грузило чеховский злоумышленник 5 букв
- Крепежная деталь винтовой пары 5 букв
- Крепежная деталь с внутренней резьбой 5 букв
похожие кроссворды
- Деталь технического устройства, имеющая форму трубки, цилиндра 6 букв
- Женщина, совершившая преступление повторно и имеющая судимость
- Прямая, имеющая с кривой по меньшей мере две общие точки
- Чаша, не имеющая руки и расширяющаяся кверху.
 (о. хайям)
(о. хайям) - Птица, имеющая большие мохны.
- Спортсменка, имеющая тот или иной спортивный разряд
- Бактерия, имеющая один жгутик на одном из полюсов клетки
- Буква, имеющая прописное начертание (в древних рукописях)
- Мужская половая клетка высших растений, не имеющая органов движения
- Группа звезд в созвездии, имеющая самостоятельное название
- Боевая плеть, имеющая на биче лезвийную заточку
- Женщина, имеющая общее отечество с кем-нибудь
- (разг.
 ) географическая карта, имеющая масштаб два километра в сантиметре
) географическая карта, имеющая масштаб два километра в сантиметре - Геометрическая фигура, имеющая четыре угла
Отверстия с поручением по сравнению с резьбовыми отверстиями
Последние истории
Электронная книга: Руководство по совершенному постукиванию и резьбе
14 сентября 2022 г.
Обработка с ЧПУ против пластической инъекции: различия и сравнение
сентябрь 12, 2022
10 100003
сентябрь 12, 2022
10 100003
сентябрь 12, 2022
10
5 лучших экструдеров для 3D-принтеров
12 сентября 2022 г.
8 мин. . Резьбовое отверстие используется в технике с металлами, где нельзя использовать гайку и болт. Резьбовые отверстия удерживают резьбовые компоненты с внутренней резьбой, например крепежные детали. Резьбовые отверстия — это отверстия с резьбой, созданные в процессе нарезания резьбы с помощью штампового инструмента. Резьбовые и резьбовые отверстия похожи, но изготавливаются двумя разными способами обработки. Разница между нарезанием резьбы и нарезанием резьбы заключается в используемом инструменте и поверхности, на которой происходят процессы. Процесс нарезания резьбы создает резьбу вне отверстия с помощью штампового инструмента. Процесс нарезания резьбы нарезает резьбу внутри просверленного отверстия с помощью нарезного инструмента.
Слайд 1 из 1
Метчик в шпинделе врезается в стальное отверстие.
Изображение предоставлено: Shutterstock.com/Kachain Mungwattana
Определение резьбовых отверстий и сравнение с резьбовыми отверстиями
Резьбовое отверстие — это отверстие, просверленное до того, как будет вставлен крепежный винт. Резьбовое отверстие имеет резьбу, нарезанную на внутренней стороне отверстия в процессе нарезания резьбы. Резьбовое отверстие используется в технике с металлами, где нельзя использовать гайку и болт. Они удерживают резьбовые компоненты с внутренней резьбой, как правило, крепежные детали.
Резьбовое отверстие имеет резьбу, нарезанную на внутренней стороне отверстия в процессе нарезания резьбы. Резьбовое отверстие используется в технике с металлами, где нельзя использовать гайку и болт. Они удерживают резьбовые компоненты с внутренней резьбой, как правило, крепежные детали.
По сравнению с резьбовыми отверстиями они выполнены иначе. Резьбовые и резьбовые отверстия похожи, но изготавливаются двумя разными способами обработки. Разница между нарезанием резьбы и нарезанием резьбы заключается в используемом инструменте и поверхности, на которой происходят процессы. Процесс нарезания резьбы создает резьбу вне отверстия с помощью штампового инструмента. Процесс нарезания резьбы нарезает резьбу внутри просверленного отверстия с помощью нарезного инструмента.
Каковы преимущества резьбовых отверстий по сравнению с резьбовыми?
Преимуществом нарезания резьбы по сравнению с нарезанием резьбы является скорость. Высокоскоростные резьбонарезные центры с жестким метчиком могут нарезать отверстия за гораздо меньшее время, чем это потребовалось бы для резьбофрезерования тех же мест. Кроме того, нарезание резьбы позволяет нарезать более глубокие отверстия в более жестких материалах, таких как сталь.
Кроме того, нарезание резьбы позволяет нарезать более глубокие отверстия в более жестких материалах, таких как сталь.
Каковы недостатки резьбовых отверстий по сравнению с резьбовыми отверстиями?
Одним из недостатков резьбового отверстия по сравнению с нарезанием резьбы является то, что для резьбы каждого отверстия необходим метчик разного размера, что занимает много ценных, но ограниченных позиций в инструментальном магазине. Кроме того, необходимость менять нарезные инструменты для каждого отверстия разного размера увеличивает время цикла.
Другим недостатком является то, что нарезание резьбы не позволяет отрегулировать посадку резьбы. После того, как отверстие нарезано, размер и положение резьбы становятся окончательными. Также жесткие метчики применяют только для внутренней резьбы отверстий.
Слайд 1 из 1
Крупный план: метчик и сверло делают резьбовое отверстие в алюминиевом профиле металлической стружкой.
Изображение предоставлено: Shutterstock. com/KPixMining
com/KPixMining
Определение резьбовых отверстий и сравнение с резьбовыми отверстиями
Резьбовые отверстия — это отверстия с резьбой, созданные в процессе нарезания резьбы с помощью штампа. Они похожи на резьбовые отверстия, но сделаны по-другому. В машиностроении резьбовые отверстия являются неотъемлемой частью механически скрепленных деталей. Их легко добавить на станках с ЧПУ. Резьба обычно добавляется последней после обработки большинства других элементов детали.
Внутренняя резьба в резьбовом отверстии может быть нарезана с помощью режущего инструмента (метчика или однокромочного инструмента) или сформирована с помощью формовочного метчика.
Обозначение для резьбовых отверстий — это обозначение диаметра «Ø», если они не являются метрическими, и в этом случае обозначение диаметра заменяется на «M». Резьбовые и резьбовые отверстия похожи, но изготавливаются двумя разными способами обработки. Они используются для гаек, винтов и болтов.
Разница между нарезанием резьбы и нарезанием резьбы заключается в используемом инструменте и поверхности, на которой происходят процессы. Процесс нарезания резьбы создает резьбу вне отверстия с помощью штампового инструмента. Процесс нарезания резьбы нарезает резьбу внутри просверленного отверстия с помощью нарезного инструмента.
БЕСПЛАТНОЕ руководство по проектированию станков с ЧПУ
Каковы преимущества резьбового отверстия по сравнению с резьбовым?
Одним из основных преимуществ резьбового отверстия по сравнению с резьбовым отверстием является контроль посадки. Резьбовое отверстие фрезеруется на высоких оборотах. Сверло ввинчивается в уже сделанное отверстие. Таким образом, оператор станка может регулировать размер резьбы, используя стратегию, аналогичную концевой фрезе, а не сверлу.
Еще одним преимуществом является возможность использования одного инструмента при резьбофрезеровании для обработки отверстий различных размеров. Это снижает затраты на инструменты и время. Кроме того, на резьбофрезе можно нарезать внутреннюю и наружную резьбу, правую и левую резьбу, а также огромные резьбовые отверстия. Для больших отверстий использование одного инструмента означает, что инженерам не нужно вкладывать средства в большой жесткий метчик.
Каковы недостатки резьбовых отверстий по сравнению с резьбовыми?
Одним из недостатков резьбового отверстия по сравнению с резьбовым отверстием является необходимость использования высокоскоростного шпинделя. Нарезание резьбы также занимает много времени, так как контроллер станка также тратит много времени на обеспечение точности.
Слайд 1 из 1
Ручной метчик для резьбы.
Изображение предоставлено: Shutterstock.com/Tools navigation
Резьбовые и резьбовые отверстия: сравнение стоимости свинца
Резьбовые отверстия имеют меньшую стоимость свинца. Поскольку при фрезеровании резьбы можно использовать один инструмент для обработки отверстий различных размеров, это снижает затраты на инструменты и время.
Резьбовые и резьбовые отверстия: сравнение скорости
Нарезание резьбы быстрее, чем нарезание резьбы, когда дело доходит до сравнения скорости. Высокоскоростные резьбонарезные центры с жестким метчиком могут нарезать отверстия за гораздо меньшее время, чем это потребовалось бы для резьбофрезерования тех же мест. Резьбовое отверстие обрабатывается быстрее.
Резьбовые и резьбовые отверстия: сравнение объемов
Нарезание резьбы лучше подходит для крупносерийного производства, где требуются отверстия или резьба разных размеров, поскольку один инструмент можно использовать для разных размеров, поэтому время не нужно тратить впустую. смена инструментов. Кроме того, доступны различные метчики, подходящие практически для любого типа винтов, включая метрические и стандартные размеры.
Резьбовые и резьбовые отверстия: сравнение материалов
Резьбовые отверстия лучше работают с более твердыми материалами, чем резьба, и лучше подходят для стали. Однако оба процесса используются для твердых материалов, где крепеж не может нарезать собственную резьбу.
Каковы взаимные альтернативы резьбовым и резьбовым отверстиям?
Отверстие с зазором под винт можно использовать в качестве альтернативы резьбовому отверстию или отверстию с резьбой, когда необходим винт или болт. Резьбовое отверстие также похоже на пилотное отверстие, разница заключается в резьбе.
В чем сходство резьбовых и резьбовых отверстий?
Сходство между резьбовыми и резьбовыми отверстиями заключается в том, что они оба содержат внутреннюю резьбу для крепления. Также они могут быть как глухими, так и сквозными. Глухая летка – это когда резьбовое отверстие не полностью проходит через заготовку. Нить часть пути насквозь.
Размер резьбы может различаться для обоих типов в зависимости от желаемого использования. Эти два типа используются при работе с металлическими и крепежными винтами, которые не могут нарезать собственную резьбу при вкручивании в заготовку.
Поскольку металл является более прочным материалом, резьба винтов не может врезаться в него, поэтому их необходимо вставлять в резьбовое или резьбовое отверстие. Оба они обеспечивают дополнительное сцепление, чтобы винт оставался на месте.
Оба процесса используются для болта, винта или гайки.
Резюме
В этой статье было проведено сравнение резьбовых и резьбовых отверстий и представлены преимущества и недостатки каждого типа.
Xometry предоставляет широкий спектр производственных возможностей и дополнительных услуг для всех ваших потребностей в прототипировании и производстве. Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Заявление об отказе от ответственности
Содержание, представленное на этой веб-странице, предназначено только для информационных целей. Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Команда Xometry
Эта статья была написана различными участниками Xometry. Xometry — это ведущий ресурс по производству с помощью станков с ЧПУ, изготовления листового металла, 3D-печати, литья под давлением, литья уретана и многого другого.
Резьбовые отверстия: введение и руководство
1. Изготовление резьбовых отверстий: нарезание и формовка
Внутреннюю резьбу в резьбовом отверстии можно нарезать с помощью режущего инструмента (метчика или однолезвийного режущего инструмента) или формируется с помощью формовочного метчика. Хотя оба метода дадут одинаковый результат, перед выбором метода необходимо учитывать следующие факторы:
- Твердость материала детали
- Размер резьбового отверстия
- Глухое или сквозное отверстие
- Доступ к подходящему оборудованию.
Используйте традиционный метчик для резки или формовки для отверстий с резьбой до M6 и инструмент с одной кромкой для отверстий с резьбой больше M6. Большие метчики потребуют большей мощности машины.
Используйте метчик при добавлении резьбового отверстия в твердый материал. Рифление режущего метчика дает металлической стружке достаточно места для выхода, а также обеспечивает путь для стекания охлаждающей жидкости или смазки к режущей кромке.
Используйте формовочный метчик при работе с мягкими цветными металлами, такими как алюминий, латунь, медь или свинец, или материалами, которые не образуют стружки при сверлении (но образуют длинные ленты). Помните, что формовочный метчик имеет тенденцию деформировать входное отверстие (и выходное отверстие для сквозных отверстий) из-за сил, связанных со смещением материала.
2. Соблюдение стандартов
Соблюдение установленных стандартов избавит от необходимости в специализированных инструментах, сократит время обработки и сэкономит деньги. Если есть готовое решение, это почти всегда лучший вариант для использования. Это означает, что вы должны придерживаться размеров резьбы, которые распространены в вашей стране и для которых в механических мастерских, скорее всего, есть инструменты. Однако не идите на компромисс с дизайном только для того, чтобы придерживаться стандарта, если индивидуальное решение является лучшим вариантом.
3. Правильное расположение резьбовых отверстий
Убедитесь, что весь диаметр резьбового отверстия находится внутри детали. Помните, что внешний диаметр резьбы будет больше диаметра направляющего отверстия или внутренней резьбы. Если резьбовое отверстие расположено слишком близко к кромке детали, резьба может прорваться через боковую часть детали, разрушив качество поверхности, сломав метчик или режущий инструмент или поставив под угрозу целостность детали.
Добавьте выступ к детали, если требуется дополнительная толщина для размещения резьбового отверстия.
4. Работа с наклонными поверхностями
Выполнение резьбового отверстия в наклонной поверхности может быть затруднено.
Если резьбовое отверстие добавляется к существующей наклонной поверхности, сначала обработайте карман, чтобы создать плоскую поверхность, из которой можно добавить резьбовое отверстие. Сверление и нарезание резьбы на наклонной поверхности, скорее всего, сломают традиционный метчик — обычный инструмент не рассчитан на асимметричные напряжения изгиба, которые могут возникнуть при нарезании резьбы.
Если наклонная поверхность еще не существует, сначала добавьте резьбовое отверстие в деталь, а затем обработайте наклонную поверхность. Позаботьтесь о том, чтобы глубина резьбового отверстия соответствовала дизайну после добавления наклонной поверхности.
5. Типы резьбовых отверстий
Резьбовые отверстия бывают двух типов: глухие и сквозные. Каждый из них требует особого внимания на этапе проектирования детали, чтобы убедиться, что резьбовое отверстие может быть обработано, и что оно не мешает другим элементам.
- Глухое резьбовое отверстие
Глухое резьбовое отверстие не проходит через деталь насквозь. Его дно может заканчиваться плоской поверхностью, если отверстие создано концевой фрезой, или конусом, если оно сделано традиционным сверлом. Используйте донный метчик, если полная резьба должна доходить до дна глухого резьбового отверстия.
Обозначение глухого резьбового отверстия на 2D-чертеже должно указывать глубину как просверленного отверстия, так и резьбы.
- Сквозное резьбовое отверстие
Сквозное резьбовое отверстие имеет как вход, так и выход на противоположных сторонах детали или элемента. Толщина детали должна учитываться, поскольку радиус действия метчика или режущего инструмента может быть недостаточным для нарезания резьбы во всем глубоком отверстии. Если радиус действия метчика или режущего инструмента недостаточен для нарезания резьбы в отверстии с одной стороны, рассмотрите один из следующих вариантов:
- Нарежьте резьбу настолько глубоко, насколько позволяет метчик или режущий инструмент. Обратите внимание, что часть отверстия может не иметь резьбы.

- Добавьте резьбу с обеих сторон отверстия настолько глубоко, насколько позволяет метчик или режущий инструмент. Обратите внимание, что нити не будут выровнены там, где они встречаются.
- Добавьте резьбу с обеих сторон отверстия настолько глубоко, насколько позволяет метчик или режущий инструмент. Обратите внимание, что резьба может не доходить друг до друга и часть отверстия будет без резьбы.
6. Отверстие с глубокой резьбой
Отверстие с глубокой резьбой — это отверстие, в котором глубина резьбы более чем в 1,5 раза превышает диаметр резьбы. Глубокие резьбовые отверстия создают уникальные проблемы обработки. Увеличенное время контакта инструмента с деталью создает больше тепла и требует большей силы резания, что увеличивает риск поломки инструмента.
Обратите внимание на параметры обработки и геометрию метчика или режущего инструмента. Подумайте о снижении скорости резания и подачи, чтобы уменьшить силы, воздействующие на метчик или режущий инструмент. Выберите метчик с большими канавками, чтобы быстрее удалить стружку и обеспечить попадание большего количества охлаждающей жидкости или смазки на режущую кромку.
Для получения дополнительной информации см. наше руководство по типам отверстий в технике.
Резьбовые и резьбовые отверстия: разница и сравнение
Резьбовое отверстие — это отверстие, просверленное до вставки крепежного винта, в котором в процессе нарезания резьбы на внутренней стороне отверстия нарезается резьба. Резьбовое отверстие используется в технике с металлами, где нельзя использовать гайку и болт. Резьбовые отверстия удерживают резьбовые компоненты с их внутренней резьбой. Резьбовые отверстия представляют собой отверстия с резьбой, эти резьбы создаются с помощью штампового инструмента. Резьбовые и резьбовые отверстия похожи тем, что они оба содержат резьбу, которую можно использовать для крепления крепежных изделий. Резьбовые держатели и резьбовые отверстия отличаются тем, что они изготавливаются с использованием разных процессов обработки. Разница между процессом нарезания резьбы и процессом нарезания резьбы заключается в используемом инструменте и поверхности, на которой происходят процессы. Процесс нарезания резьбы создает резьбу вне отверстия с помощью штампового инструмента. Процесс нарезания резьбы нарезает резьбу внутри просверленного отверстия с помощью нарезного инструмента.
Для получения более подробной информации см. наше полное Руководство по резьбовым и резьбовым отверстиям.
Получение больших резьбовых отверстий для ваших деталей
Следуя этим рекомендациям, вы сможете проектировать детали с резьбовыми отверстиями, которые можно легко обрабатывать. Как ваш партнер, Xometry предоставит вам поддержку и производственные возможности для воплощения вашего проекта в жизнь. Свяжитесь с представителем Xometry сегодня, чтобы узнать о ваших потребностях в механической обработке.
Команда Xometry
Эта статья была написана разными участниками Xometry. Xometry — это ведущий ресурс по производству с помощью станков с ЧПУ, изготовления листового металла, 3D-печати, литья под давлением, литья уретана и многого другого.
Нарезание резьбы: стандартные отверстия
Спинка
Материалы
Материалы по видам услуг
Литье под давлением Обработка с ЧПУ3D-печатьЛистовой металл
Материалы по типу
ПластмассыМеталлыЭластомеры
Ссылки по теме
Цвета полимеров, поставляемые заказчиком
Руководство по альтернативным материалам для литья под давлением
Боретесь с нехваткой термопластичных материалов? Мы создали подробное руководство по заменителям смолы для АБС, поликарбоната, полипропилена и других формованных термопластов.
Скачать
Ресурсы
Советы по дизайну Руководства и отчеты о тенденциях Истории успеха Вспомогательные средства дизайна Вебинары и выставки
Блог Видео Часто задаваемые вопросы Преподаватели и студенты Глоссарий
Промышленность Медицинский Аэрокосмическая промышленность Автомобильный Бытовая электроника Промышленное оборудование
О нас
Кто мы Почему Протолабс? Исследования и разработки Награда за крутую идею Партнерские отношения Устойчивое развитие и социальное воздействие
Карьера Инвесторы Места Нажимать Закупки
Связаться с нами
Proto Labs, Inc.
5540 Pioneer Creek Dr.
Maple Plain, MN 55359
СШАФ: 877.479.3680
Ф: 763.4.2679
E: [email protected]Лучшее в своем классе предложение онлайн-предложений
После загрузки проекта детали вы получите онлайн-предложение, включающее производственный анализ, который поможет улучшить технологичность детали. В своем предложении вы также можете настроить количество и материал и увидеть изменения цен в режиме реального времени.
Узнать больше
Получить предложениеВойти
- UNC
- УНФ
- ММ
| Резьба UNC | Минимальный моделируемый диаметр (дюймы) | Максимальный моделируемый диаметр (дюймы) | Диаметр отверстия 75% (дюймы) | Максимальная глубина резьбы (дюймы)* |
|---|---|---|---|---|
| #2-56 | 0,067 | 0,074 | 0,070 | 0,200 |
| #3-48 | 0,076 | 0,084 | 0,082 | 0,200 |
| #4-40 | 0,085 | 0,094 | 0,089 | 0,300 |
| #5-40 | 0,098 | 0,104 | 0,102 | 0,300 |
| #6-32 | 0,105 | 0,114 | 0,109 | 0,400 |
| #8-32 | 0,130 | 0,139 | 0,134 | 0,400 |
| #10-24 | 0,145 | 0,156 | 0,150 | 0,600 |
| #12-24 | 0,171 | 0,181 | 0,176 | 0,600 |
| 1/4-20 | 0,196 | 0,207 | 0,201 | 0,650 |
| 16-18 5/18 | 0,252 | 0,265 | 0,259 | 0,650 |
| 3/8-16 | 0,307 | 0,321 | 0,314 | 1. 000 |
| 16-14 июля | 0,360 | 0,376 | 0,372 | 1.000 |
| 1/2-13 | 0,417 | 0,434 | 0,426 | 1.200 |
*Препятствие из-за других особенностей вашей детали, вводных обработок или требований к креплению может уменьшить максимальную глубину резьбы.
| Резьба UNF | Минимальный моделируемый диаметр (дюймы) | Максимальный диаметр модели (дюймы) | Диаметр отверстия 75% (дюймы) | Максимальная глубина резьбы (дюймы)* |
|---|---|---|---|---|
| #2-64 | 0,069 | 0,075 | 0,072 | 0,200 |
| #3-56 | 0,080 | 0,084 | 0,083 | 0,200 |
| #4-48 | 0,087 | 0,098 | 0,093 | 0,300 |
| #5-44 | 0,100 | 0,104 | 0,104 | 0,300 |
| #6-40 | 0,111 | 0,119 | 0,115 | 0,400 |
| #8-36 | 0,134 | 0,142 | 0,138 | 0,400 |
| #10-32 | 0,156 | 0,164 | 0,160 | 0,600 |
| #12-28 | 0,177 | 0,186 | 0,182 | 0,600 |
| 1/4-28 | 0,211 | 0,220 | 0,215 | 0,650 |
| 16-24 мая | 0,267 | 0,277 | 0,272 | 0,650 |
| 3/8-24 | 0,330 | 0,340 | 0,335 | 1. 000 |
| 16-20 июля | 0,383 | 0,395 | 0,389 | 1.000 |
| 1/2-20 | 0,446 | 0,457 | 0,451 | 1.200 |
*Препятствие из-за других особенностей вашей детали, вводных обработок или требований к креплению может уменьшить максимальную глубину резьбы.
*Препятствие из-за других особенностей вашей детали, обработки ввода или требований к креплению может уменьшить максимальную глубину резьбы.
**Только алюминий
ВСТАВКИ КАТУШЕК | КЛЮЧЕВЫЕ ВСТАВКИ | НАРУЖНАЯ РЕЗЬБА
Резьба NPT
В настоящее время доступно только для фрезерованных деталей из алюминия, меди и латуни
| Внутренняя резьба NPT | Минимальный смоделированный диаметр пилота (дюймы) | Макс. смоделированный диаметр пилота (дюймы) | Номинальный смоделированный диаметр пилота (дюймы) | Минимальная глубина пилота (дюймы) (сквозное отверстие) | МИН. (глухое отверстие) | Глубина резьбы (дюймы) (сквозное/глухое отверстие) |
|---|---|---|---|---|---|---|
| Прямой цилиндр | ||||||
| 1/16 x 27 | 0,2343 | 0,2494 | 0,2421 | 0,389 | 0,419 | 0,389 |
| 1/8 x 27 | 0,3268 | 0,3417 | 0,3346 | |||
| 1/4 x 18 | 0,4232 | 0,4448 | 0,4331 | 0,582 | 0,621 | 0,582 |
| 3/8 x 18 | 0,5571 | 0,5794 | 0,5669 | |||
| 1/2 x 14 | 0,6870 | 0,7165 | 0,7008 | 0,748 | 0,795 | 0,748 |
| 3/4 x 14 | 0,8976 | 0,9257 | 0,9114 | |||
| 1 х 11-1/2 | 1. 1280 | 1,1625 | 1.1437 | 0,911 | 0,966 | 0,911 |
| 1-1/4 x 11-1/2 | 1.4705 | 1,5060 | 1.4882 | |||
| 1-1/2 x 11-1/2 | 1.7106 | 1,7450 | 1,7264 | |||
| 2 x 11-1/2 | 2.1831 | 2,2174 | 2.1988 | |||
Что такое резьбовое отверстие – Навыки создателя
Умение создавать резьбовое отверстие является обязательным навыком для всех, кто любит что-то строить. Многие люди никогда не слышали о резьбовых отверстиях и не знают их предназначения.
Итак, что такое резьбовое отверстие? Резьбовое отверстие, также называемое резьбовым отверстием, представляет собой круглое отверстие, которое прошло процессы сверления и нарезания резьбы. Процесс нарезания резьбы добавляет резьбу на стенки просверленного отверстия. Этот процесс обычно происходит в металле, где обычная гайка и болт не работают.
Есть много информации о резьбе отверстий, но продолжайте читать, и я легко все объясню, чтобы вы могли вернуться к строительству!
Зачем делать резьбовое отверстиеЧеловеку необходимо создать резьбовое отверстие, если он планирует ввинтить винт или болт в металл. Обычно это позволяет соединить две детали без более надежного решения, такого как сварка.
Подумайте обо всем, что вы покупаете, что нужно собрать. Доставка продукции в разобранном виде и с минимальными размерами позволяет сэкономить много денег на доставке и трудозатратах. И как вы собираете эти вещи? Обычно металлические детали крепятся винтами или болтами , а места, куда вы ввинчиваете эти крепления, имеют резьбовые отверстия.
Приведу еще один пример. При работе с деревом обычно можно вкрутить шуруп прямо в дерево или предварительно просверлить направляющее отверстие, чтобы шуруп входил немного легче. Резьба на застежке врезается в древесину. Это не работает с металлом , потому что он намного тверже дерева.
Представьте, что вы пытаетесь вкрутить шуруп в кусок металла без отверстия. Это просто не работает. Даже сверления направляющего отверстия недостаточно, чтобы вкрутить шуруп или болт в металл, потому что резьба на шурупе полностью разрушается. 9Металл 0149 настолько твердый и плотный , что просто соскребает резьбу застежки, и вы теряете много времени.
Правильный способ вставить винт или болт в металл — просверлить отверстие, нарезать его (создать резьбу на внутренней части просверленного отверстия), а затем просверлить крепеж. Это простой процесс, и он занимает немного больше времени, чем вкручивание шурупа в дерево.
Как сделать резьбовое отверстие? Ниже я расскажу подробнее, но самый простой ответ — 9.0149 просверлить отверстие и медленно ввернуть в него метчик . Какой тип метчика вы используете, зависит от вашего проекта, а также от того, используете ли вы глухое отверстие или отверстие от до .
Как я уже говорил, выбор метчика зависит от того, с каким отверстием вы работаете. Глухое отверстие — это созданное отверстие, которое не проходит полностью через материал, в котором оно просверлено. Сквозное отверстие, также называемое отверстием с зазором, — это созданное отверстие, которое на 100 % проходит через весь материал.
Хороший способ запомнить, какой из них какой, — представить, что вы смотрите в оба отверстия. Если вы не видите сквозь дыру, то вы слепы и смотрите в глухую дыру. Если вы ясно видите через отверстие , то это отверстие через (зазор) . Умно… Я знаю…
При использовании гаек и болтов вы будете использовать сквозное отверстие, потому что болт должен проходить через все отверстие и торчать с другой стороны. Если бы он не прошел полностью, гайке было бы не к чему прикрепиться. Сквозные отверстия довольно легко нарезать, потому что 9Конический метчик 0149 может выходить с другой стороны материала, с которым вы работаете.
Примечание… Обязательно покупайте болты с полной резьбой, если вам нужно, чтобы головка болта касалась материала. Если резьба болта имеет резьбу только на конце, то ваш болт перестанет вращаться , как только попадет в нерезьбовую часть, и головка будет торчать.
В неглубоких глухих отверстиях может быть трудно нарезать резьбу, и вам необходимо убедиться, что крепеж, который вы планируете использовать не достигает дна до того, как он будет затянут. Это может привести к ослаблению крепления и его выпадению.
Три типа метчиков Три основных типа метчиков: конический метчик, пробковый метчик и нижний метчик. Каждый из них предназначен для определенной цели или этапа процесса нарезания резьбы. Эти три метчика могут просверлить практически любую дырку, которую вы в них проделаете. Ниже я расскажу об основах того, как они устроены, и когда и когда их не следует использовать.
● Конструкция — Конический метчик имеет небольшой угол к резьбе, который также называется фаской. Обычно первые семь-десять нитей формируются не полностью. Конический угол резьбы позволяет заводить резьбу намного легче, чем если бы вы начинали с нижнего метчика.
● Когда использовать — я рекомендую использовать конусный метчик, когда вы начинаете нарезать каждое отверстие. Он предназначен для начала тейперов, так почему бы вам тогда им не воспользоваться? Если вы нарезаете новое сквозное отверстие, начните с этого типа метчика.
● Когда не следует использовать — не используйте их, если вы пытаетесь нарезать неглубокое глухое отверстие. Метчик не сможет проткнуть отверстие. Кроме того, резьба на конусном метчике не будет достаточно глубокой, чтобы врезаться, потому что угол конуса слишком крутой.
● Конструкция — Метчик-пробка похож на конусный метчик, но у него меньше конических резьб. Обычно первые три-пять витков конические. Он находится между конусным краном и нижним краном. Вот почему некоторые производители называют их «вторыми кранами». Для их поворота также требуется большее усилие, чем при использовании конусного метчика, потому что за один раз пытаются нарезать больше резьбы.
● Когда использовать — Используйте метчик-пробку после использования метчика с конусом при нарезании новой резьбы в отверстии. Они также идеально подходят для восстановления потоков, которые уже созданы, но нуждаются в небольшом исправлении. Вы также должны использовать метчик-пробку, когда вам нужно нарезать отверстие глубже, чем может достать резьба конического метчика. Наконец, если вы нарезаете неглубокое глухое отверстие, попробуйте начать с метчика-пробки, если резьба вашего конусного метчика не закусывает.
● Когда не следует использовать . Не следует начинать нарезание резьбы сквозным метчиком, потому что его труднее начать, чем конический метчик. Что произойдет, если вы попытаетесь запустить резьбовое отверстие с помощью метчика-заглушки, ему будет трудно поймать стороны направляющего отверстия. Если и когда он, наконец, схватится, очень вероятно, что ваш метчик не будет идеально выровнен с вашим отверстием, и ваши резьбы будут кривыми в вашем метчике.
Нижний метчик● Конструкция — нижний метчик предназначен для нарезания резьбы в просверленных отверстиях почти до дна. Только первые одна или две резьбы скошены, что затрудняет их начало. Нижний метчик также требует наибольшего усилия для поворота из трех типов метчиков, потому что его резьба самая глубокая на всем протяжении резьбы.
● Когда использовать — Нижний метчик обычно используется после метчика-заглушки при нарезании резьбы в новом сквозном отверстии. Вы также должны использовать нижний метчик, если вы нарезаете неглубокое глухое отверстие, и вам нужно, чтобы резьба проходила как можно глубже. Если ваше отверстие неглубокое, вам, возможно, придется начинать резьбу с нижнего крана. Начальная резьба конусного метчика не будет достаточно глубокой, чтобы хорошо врезаться в отверстие.
● Когда не следует использовать . Нижний метчик не следует использовать для просверливания отверстий, если это вообще возможно. С нижними метчиками очень трудно работать в начале отверстий, потому что они, вероятно, не будут правильно выровнены, если вы на самом деле закусываете резьбу метчика.
Каждый сценарий прослушивания имеет свои исключения, поэтому используйте эту информацию как хорошую базу знаний для начала. Иногда у вас не будет конусного метчика, и вам придется начать с заглушки или нижнего метчика. Это не идеально, но когда работа должна быть сделана, вы должны используйте имеющиеся у вас инструменты. Существуют и другие виды резьбонарезных инструментов, но они более продвинутые, и о них я расскажу в другой раз.
Иногда сверление и нарезание резьбы упоминаются или используются в предложениях неправильно, поэтому я хочу попытаться объяснить разницу между ними.
Разница между сверлением и нарезанием резьбы заключается в том, что процесс сверления происходит первым и создает гладкое круглое отверстие в материале, как правило, с помощью сверла. Процесс нарезания резьбы происходит после того, как отверстие просверлено, и с помощью метчика создается резьба внутри отверстия.
Кроме того, процесс создания резьбы на внешней стороне цилиндрического объекта (также называемый высечкой) выполняется с помощью штампа. Примером высечки является резьба на болте.
Резьбовое отверстие Заключение Надеюсь, я помог вам понять, что такое резьбовое отверстие и когда вам нужно его создать. Знание распространенных типов нарезных бит помогает определить, когда и где их использовать. Если у вас есть какие-либо вопросы или комментарии о постукивании, не стесняйтесь спрашивать ниже!
Датчики положения осевой линии с резьбовым отверстием
Датчики положения осевой линии с резьбовым отверстием
GENERAL CONCEPTВсе характеристики продукта рассчитаны с допусками, установленными на обеспечивают оптимальную функциональность конечного продукта. Резьбовое отверстие возможно, придется быть концентричным по отношению к другому объекту. Резьбовое отверстие может должен быть перпендикулярен другому объекту. Может понадобиться резьбовое отверстие позиционироваться по отношению к другим отверстиям или элементам детали. Этот звучит так, как будто это было бы просто проверить, просто используйте координату Измерительная машина (КИМ), но это легче сказать, чем сделать.
Осевые линии отверстий с внутренней резьбой — не самая простая функция продукта.
для количественной оценки. На самом деле есть две центральные линии, напрямую связанные с
во внутреннем резьбовом отверстии. Есть центральная линия внутренней
Диаметр шага резьбы цилиндра и центр внутренней резьбы
цилиндр меньшего диаметра. Основная особенность, которая устанавливает резьбу
осевой линией отверстия является цилиндр диаметра шага резьбы. Шаг резьбы
диаметр цилиндра – это теоретическая цилиндрическая плоскость, которая проходит
через резьбу в точке, где ширина гребня зуба резьбы
равна ширине долины резьбы. Центральная линия резьбы
Цилиндр делительного диаметра является фактической функциональной осевой линией резьбы.
Также могут присутствовать другие осевые линии для зенковки, рельефа,
опорных поверхностей или других необходимых диаметров.
Осевая линия цилиндра делительного диаметра внутренней резьбы может быть независимой осевых линий всех других отверстий, кроме внутренних, и отличающихся от них. центральная линия цилиндра большого диаметра резьбы. Основная внутренняя резьба диаметр цилиндра всегда будет концентричен с шагом резьбы диаметр цилиндра, потому что они оба вырезаны одним и тем же инструментом на в то же время; однако большой диаметр внутренней резьбы очень сложен измерять.
Осевая линия цилиндра малого диаметра с внутренней резьбой намного проще
найти центральную линию цилиндра с диаметром шага внутренней резьбы,
но осевая линия диаметра шага резьбы цилиндра может быть разной
от центральной линии цилиндра малого диаметра внутренней резьбы в
любой аспект. Это связано с тем, что меньший диаметр внутренней резьбы может
были изготовлены с отдельным режущим инструментом и даже в
установка отдельной детали. Как правило, перед обрезанием нити
меньший диаметр внутренней резьбы обрабатывается наряду с другими диаметрами
расположенные в одном центре. Затем вставляется резьбонарезной инструмент.
чтобы вырезать форму резьбы. Если инструмент для нарезания резьбы представляет собой одну точку
фреза или резьбовая вставка, обрабатываемая на той же установке, что и
меньший диаметр, шанс диаметра шага резьбы цилиндра
концентричность с другими диаметрами высока. Если нить
нарезалась метчиком, резьбовой фрезой или на отдельном установе резьба
делительный диаметр цилиндра может отличаться от других диаметров.
Независимо от того, как была изготовлена нить, лучший способ
Найдите центральную линию резьбы, чтобы определить шаг внутренней резьбы.
диаметр оси цилиндра. Это делается с помощью Threaded
Датчик местоположения центральной линии отверстия. Датчик положения осевой линии с резьбовым отверстием ввинчивается в
резьбовое отверстие, а затем центр отверстия находится с помощью КИМ,
или какой-либо другой измерительный инструмент. Конец датчика положения осевой линии с резьбовым отверстием, выступающий из резьбового отверстия, имеет «известный цилиндр».
который является эталоном измерения.
Особое примечание. Все эти осевые отверстия с резьбой Датчики местоположения следует использовать с осторожностью, независимо от производителя. претензии. Ни один из этих инструментов не определен ни в одной спецификации ANSI, ASME или ISO; поэтому дизайн, размеры, допуски и эффективность могут отличаться от производителя к производителю.
Типы локаторов резьбовых отверстий
ГИБКОЕ РЕЗЬБОВОЕ ОТВЕРСТИЕ
РАСПОЛОЖЕНИЕ ПО ОСЕВОЙ ЛИНИИ ИЗМЕРИТЕЛЬ
ЦЕНТРАЛЬНАЯ ОТВЕРСТИЕ С ТВЕРДОЙ РЕЗЬБОЙ
РАСПОЛОЖЕНИЕ ДАТЧИК
КОНИЧЕСКОЕ РЕЗЬБОВОЕ ОТВЕРСТИЕ
РАСПОЛОЖЕНИЕ ПО ОСЕВОЙ ЛИНИИ ИЗМЕРИТЕЛЬ
РЕЗЬБОВОЕ ОТВЕРСТИЕ ДЛЯ ЗАМКА
РАСПОЛОЖЕНИЕ ПО ОСЕВОЙ ЛИНИИ ИЗМЕРИТЕЛЬ
ПЕРЕМЕННОЕ РЕЗЬБОВОЕ ОТВЕРСТИЕ
РАСПОЛОЖЕНИЕ ПО ОСЕВОЙ ЛИНИИ ИЗМЕРИТЕЛЬ
Позвоните или напишите нам по электронной почте для цитаты на любой
из вышеперечисленных стилей.
КОММЕНТАРИИ:
Первоначальная публикация: 05.08.2008
Последняя редакция: 25.07.2017
Направляйте комментарии/исправления по адресу [email protected].
Прямоугольные гайки с резьбовым отверстием | МИСУМИ
- МИСУМИ Главная>
- Крепеж>
- Гайки>
- Прямоугольные и квадратные гайки>
- Прямоугольные гайки с резьбовым отверстием
Нажмите на это изображение, чтобы увеличить его.
Наведите указатель мыши на изображение для увеличения
- Доступна оптовая скидка
MISUMI
MISUMI
• Форма: Квадратные гайки
• Материал: Углеродистая сталь 1018
• Обработка поверхности: Трехвалентный блестящий хромат
• Применение/Функция: Общие
• Обработка поверхности: Яркое хроматирование
- Быстрое проектирование
・Materials
[ M ] Material: 1018 Carbon Steel
[ S ] Surface Treatment: Trivalent Bright Chromate Plating
Specifications
| Part Number |
| NSQ8 |
| NSQ | 4 | 7 | 7 | 3. 2 |
| 5 | 8 | 8 | 4 | |
| 6 | 16 | 10 | 4.5 | |
| 8 | 42 | 15.5 | 6 |
Part Number Being Previewed:
Loading …
Plug-in is required for 3D Preview
CAD Download
| Part Number |
|---|
| NSQ4 |
| NSQ5 |
| NSQ6 |
| NSQ8 |
| Part Number | Volume Discount | Days to Ship | RoHS | Nominal Of Thread M | Pitch P (mm) | ねじM径 |
|---|---|---|---|---|---|---|
| В наличии | Тот же день В наличии | 10 | 4 | 0,7 | M4 | |
| В наличии | 10 | 5 | 0,8 | M5 | ||
| В наличии | 10 | 6 | 1 | M6 | ||
| В наличии | Тот же день Stock | 10 | 8 | 1. |