Отверстие с резьбой – , , , –
alexxlab | 13.06.2020 | 0 | Разное
Как нарезать резьбу вручную плашкой и метчиком
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
Содержание

В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.

Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
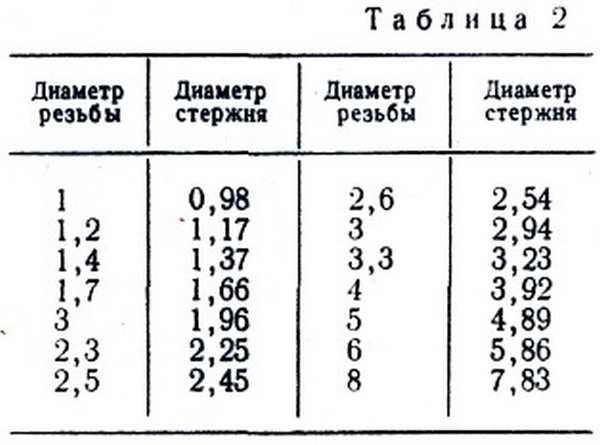
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр стержня, мм | |
номинальный | минимальный | ||
5 | 0,8 | 4,92 | 4,82 |
6 | 1 | 5,89 | 5,79 |
8 | 1,25 | 7,87 | 7,76 |
10 | 1,5 | 9,85 | 9,73 |
12 | 1,75 | 11,83 | 11,7 |
14 | 2 | 13,8 | 13,67 |
16 | 2 | 15,8 | 15,67 |
18 | 2,5 | 17,8 | 17,62 |
20 | 2,5 | 19,8 | 19,62 |
22 | 2,5 | 21,8 | 21,62 |
24 | 3 | 23,79 | 23,57 |
27 | 3 | 26,79 | 26,57 |
30 | 3,5 | 29,79 | 29,52 |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.

Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.

Технология нарезания резьбы метчиком
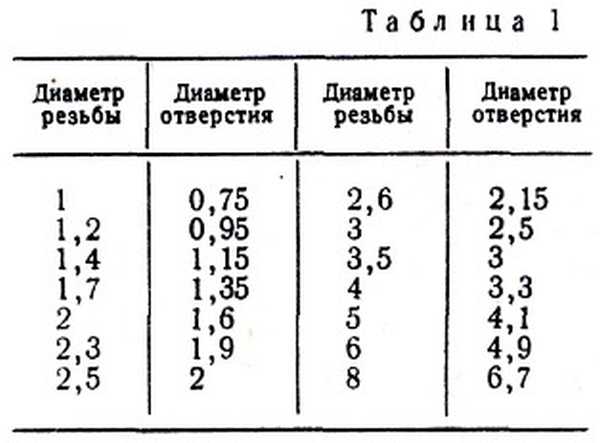
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр сверла под резьбу |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 3,5 | 0,6 | 2,9 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
| 6 | 1 | 5,0 |
| 0,75 | 5,25 | |
| 0,5 | 5,5 | |
| 8 | 1,25 | 6,8 |
| 1 | 7,0 | |
| 0,75 | 7,25 | |
| 0,5 | 7,5 | |
| 10 | 1,5 | 8,5 |
| 1,25 | 8,8 | |
| 1 | 9,0 | |
| 0,75 | 9,25 | |
| 0,5 | 9,5 | |
| 12 | 1,75 | 10,2 |
| 1,5 | 10,5 | |
| 1,25 | 10,8 | |
| 1 | 11 | |
| 0,75 | 11,25 | |
| 0,5 | 11,5 | |
| 14 | 2 | 12,0 |
| 1,5 | 12,5 | |
| 1,25 | 12,8 | |
| 1 | 13,0 | |
| 0,75 | 13,25 | |
| 0,5 | 13,5 | |
| 16 | 2 | 14,0 |
| 1,5 | 14,5 | |
| 1 | 15,0 | |
| 0,75 | 15,25 | |
| 0,5 | 15,5 | |
| 18 | 2,5 | 15,5 |
| 2 | 16,0 | |
| 1,5 | 16,5 | |
| 1 | 17,0 | |
| 0,75 | 17,25 | |
| 0,5 | 17,5 | |
| 20 | 2,5 | 17,5 |
| 22 | 2,5 | 19,5 |
| 24 | 3 | 21 |
| 27 | 3 | 24 |
| 30 | 3,5 | 26,5 |
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.

Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
tehnouzel.ru
Расчет размеров глухих резьбовых отверстий
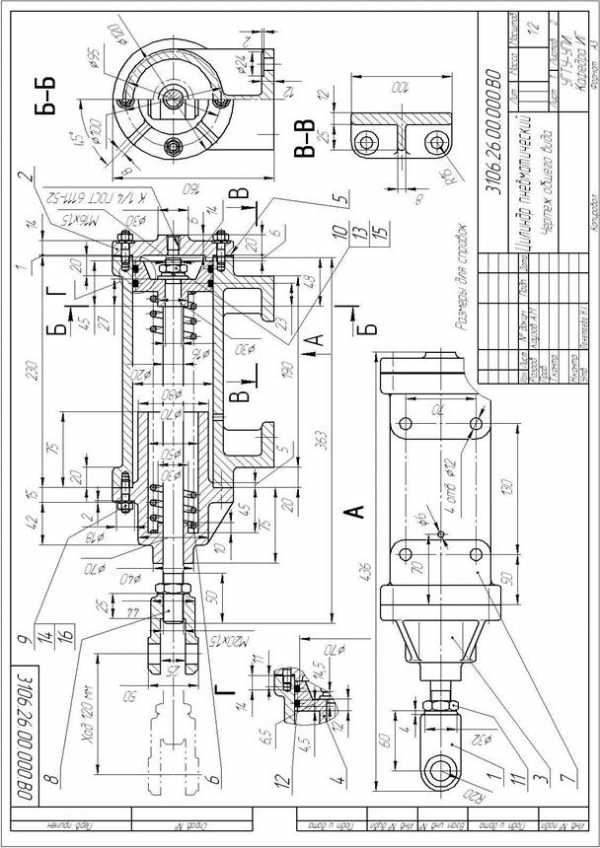
Глухое резьбовое отверстие выполняется в следующем порядке: сначала высверливается отверстие диаметра d1 под резьбу, затем выполняется заходная фаска Sx45º (рис. 8,а) и, наконец, нарезается внутренняя резьба d (рис. 8,б). Дно отверстия под резьбу имеет коническую форму, а угол при вершине конуса φ зависит от заточки сверла. При проектировании принимается φ = 120º (номинальный угол заточки сверл). Вполне очевидно, что глубина резьбы должна быть больше длины ввинчиваемого резьбового конца крепежной детали. Между окончанием резьбы и дном отверстия тоже остается некоторое расстояние
Из рис. 9 становится ясен подход к назначению размеров глухих резьбовых отверстий: глубина резьбы h определяется как разница стяжной длины L резьбовой детали и суммарной толщины H притягиваемых деталей (может
быть одна, а может быть их и несколько), плюс небольшой запас резьбы k, обычно принимаемый равным 2-3 шагам Р резьбы
h = L – H + k,
где k = (2…3) Р.
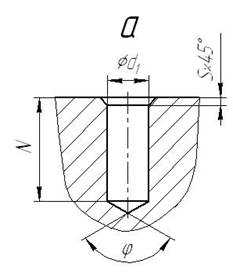
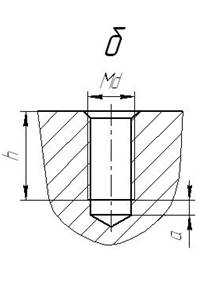
Рис. 8. Последовательность выполнения глухих резьбовых отверстий
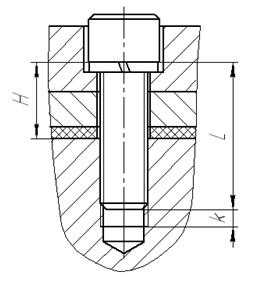
Рис. 9. Крепление винтом в сборе
Стяжная длина L крепежной детали указывается в ее условном обозначении. Например: «Болт М6х20.46 ГОСТ 7798-70» – его стяжная длина L = 20 мм. Суммарная толщина притягиваемых деталей H высчитывается из чертежа общего вида (в эту сумму следует добавить и толщину шайбы, подложенной под головку крепежного изделия). Шаг резьбы Р также указывается в условном обозначении крепежной детали. Например: «Винт М12х1,25х40.58 ГОСТ 11738-72» – его резьба имеет мелкий шаг Р = 1,25 мм. Если шаг не указывается, то по умолчанию он основной (крупный). Катет заходной фаски S обычно принимают равным шагу резьбы Р. Глубина N отверстия под резьбу больше значения h на размер недореза а:
N = h + a.
Некоторое отличие расчета размеров резьбового отверстия под шпильку состоит в том, что ввинчиваемый резьбовой конец шпильки не зависит от ее стяжной длины и толщин притягиваемых деталей. Для представленных в задании шпилек ГОСТ 22032-76 ввинчиваемый «шпилечный» конец равен диаметру резьбы d, поэтому
h = d + k.
Полученные размеры следует округлить до ближайшего большего целого числа.
Окончательное изображение глухого резьбового отверстия с необходимыми размерами приведено на рис. 10. Диаметр отверстия под резьбу и угол заточки сверла на чертеже не указывают.
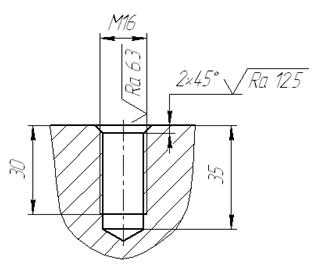
Рис. 10. Изображение глухого резьбового отверстия на чертеже
В таблицах справочника [12] приведены значения всех расчетных величин (диаметры отверстий под резьбу, недорезы, толщины шайб и пр.).
Необходимое замечание: применение короткого недореза должно быть обосновано. Например, если деталь в месте расположения в ней резьбового отверстия недостаточно толстая, а сквозное отверстие под резьбу может нарушить герметичность гидравлической или пневматической системы, то конструктору приходится «ужиматься», в т.ч. укорачивая недорез.
ДЕТАЛИ, ПОДВЕРГАЕМЫЕ СОВМЕСТНОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
При изготовлении машин некоторые поверхности деталей обрабатываются не индивидуально, а совместно с поверхностями ответных деталей. Чертежи таких изделий имеют особенности. Не претендуя на полный обзор возможных вариантов, рассмотрим две разновидности таких деталей, встречающиеся в заданиях по теме.
Штифтовые соединения
Если в сборочном узле две детали стыкуются по общей плоскости и есть необходимость точно зафиксировать их взаимное положение, то применяется соединение деталей штифтами. Штифты позволяют не только фиксировать детали, но и легко восстанавливать прежнее их положение после разборки с ремонтными целями. Например, в сборе двух корпусных деталей 1 и 2 (см. рис. 11) необходимо обеспечить соосность расточек Ø48 и Ø40 под подшипниковые узлы. Прижатие фланцев осуществляется болтами 3, а настроенная один раз соосность расточек обеспечена двумя штифтами 6. Штифт – это точный цилиндрический или конический стержень; отверстие под штифт также выполняется весьма точным, с шероховатостью поверхности не хуже Ra 0,8. Очевидно, что полное совпадение штифтового отверстия, половины которого расположены в разных деталях, проще всего выполнить, если две детали предварительно выставить в необходимом положении, скрепить болтами и изготовить отверстие под штифт одним проходом инструмента сразу в обоих фланцах. Это называется совместной обработкой. Но такой прием должен быть оговорен в проектной документации, чтобы технолог его учел при формировании технологического процесса изготовления узла. Указание совместной обработки отверстий под штифт выполняется в конструкторской документации следующим способом.
На СБОРОЧНОМ чертеже задаются размеры отверстий под штифт, размеры их расположения и указывается шероховатость обработки отверстия. Названные размеры помечаются «*», а в технических требованиях чертежа делается запись: «Все размеры для справок, кроме обозначенных *». Это означает, что размеры, по которым на собранном узле выполняются отверстия, исполнительные и они подлежат контролю. А на чертежах ДЕТАЛЕЙ отверстия под штифт не показываются (а значит, и не выполняются).
Расточки с разъемом
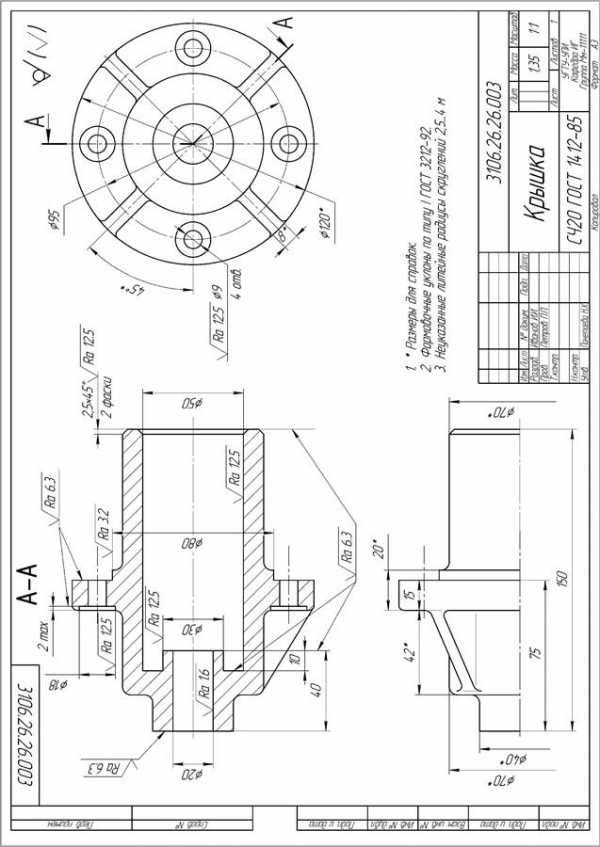
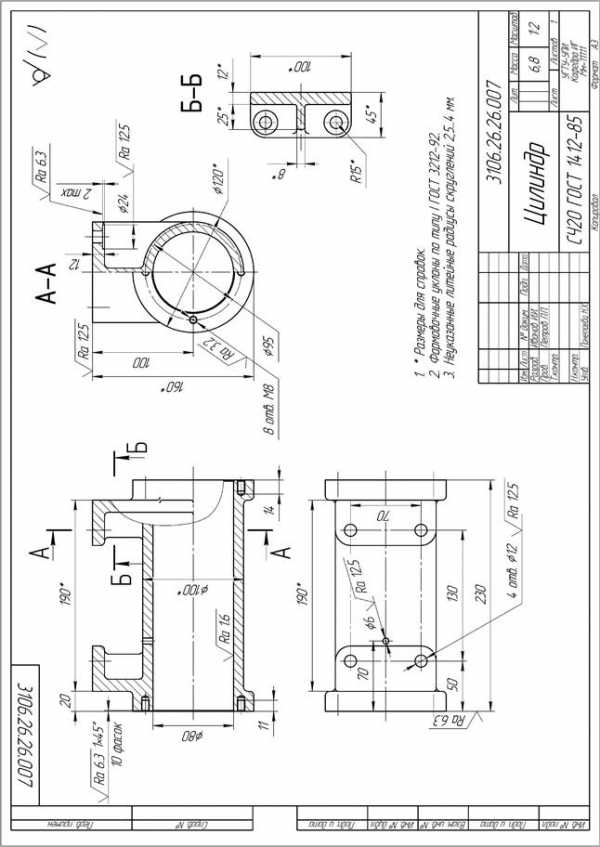
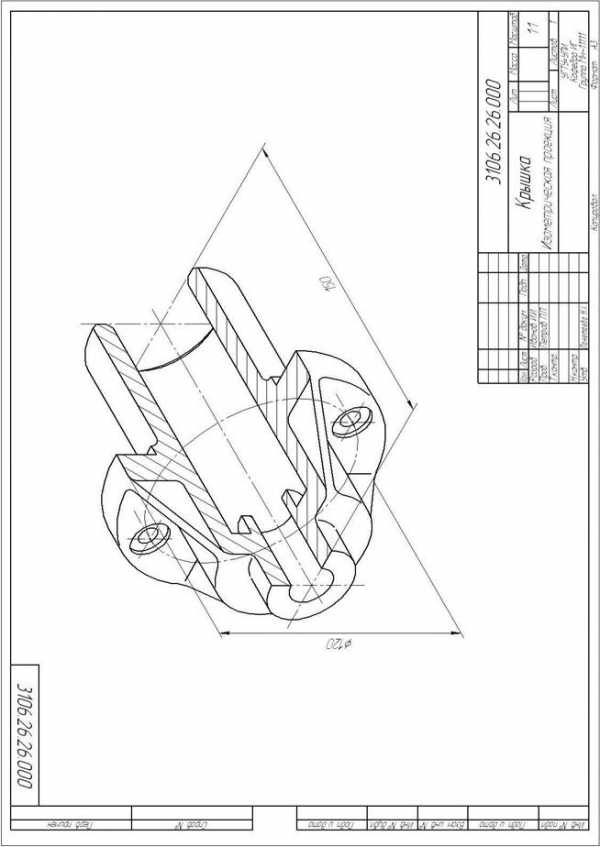
В некоторых машинах расточенные отверстия под подшипники располагаются одновременно в двух деталях с размещением плоскости их разъема по оси подшипника (чаще всего встречается в конструкциях редукторов – соединение «корпус-крышка»). Расточки под подшипники – точные поверхности с шероховатостью не хуже Ra 2,5, изготавливаются они совместной обработкой, а на чертежах это задается следующим образом (см. рис. 12 и 13).
На чертежах КАЖДОЙ из двух деталей числовые значения размеров поверхностей, обрабатываемых совместно, указываются в квадратных скобках. В технических требованиях чертежа делается запись: «Обработку по размерам в квадратных скобках производить совместно с дет. № …». Под номером понимается обозначение чертежа ответной детали.
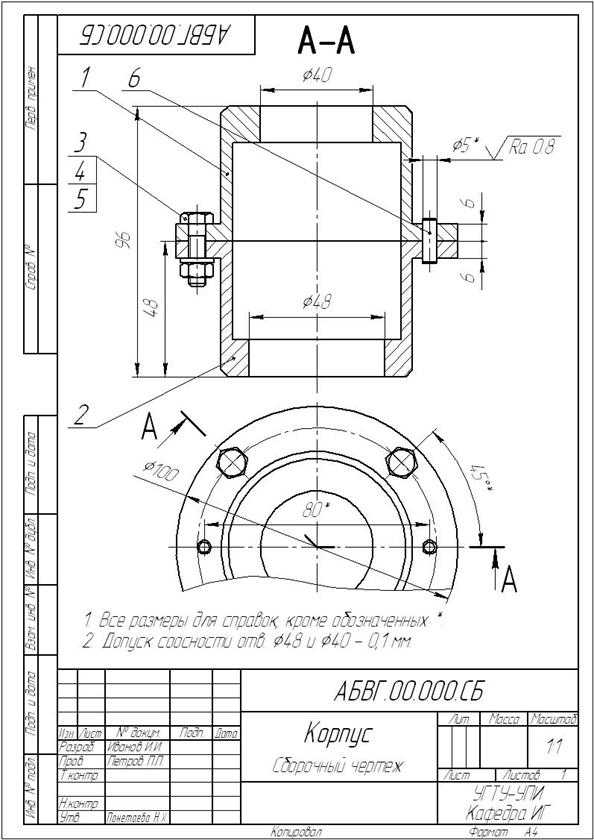
Рис. 11. Задание на чертеже отверстия под штифт
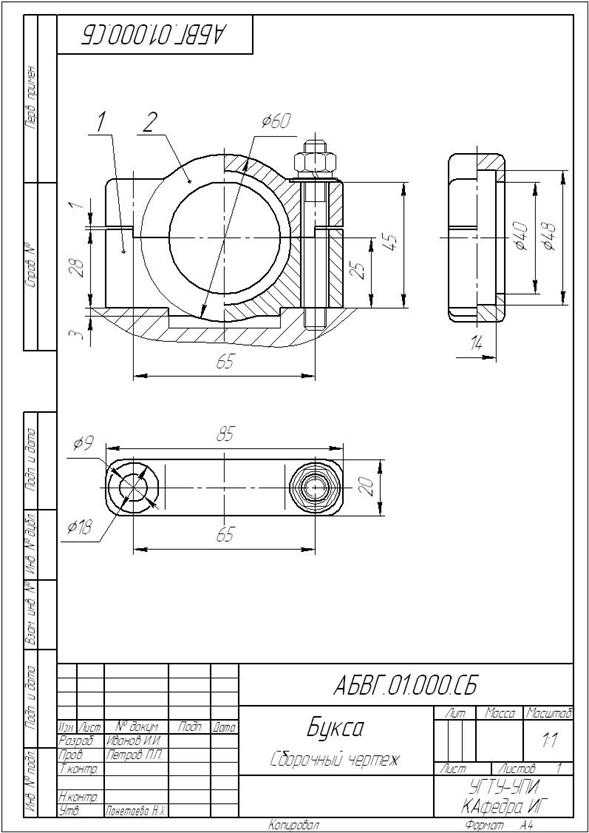
Рис. 12. Расточка с разъемом. Сборочный чертеж
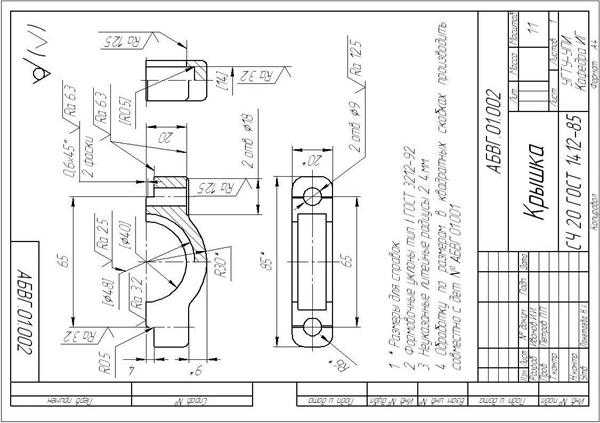
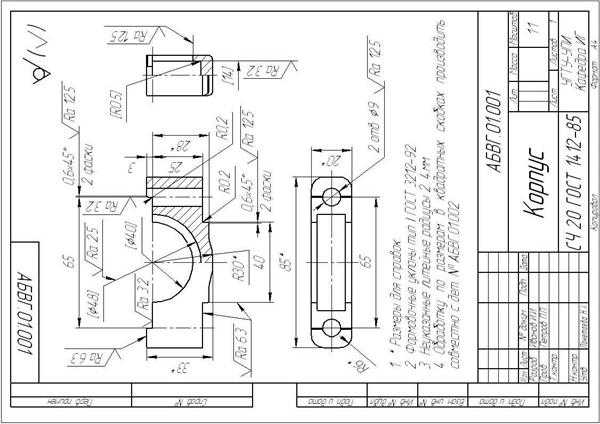
Рис. 13. Задание расточки с разъемом на чертежах деталей
ЗАКЛЮЧЕНИЕ
После прочтения описанного выше процесса создания чертежа детали может возникнуть сомнение: неужели профессиональные конструкторы так тщательно прорабатывают каждую мелкую детальку? Смею заверить – именно так! Просто при выполнении чертежей простых и типовых деталей все это делается в голове конструктора мгновенно, но в сложных изделиях – только так, пошагово.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. ГОСТ 2.102-68 ЕСКД. Виды и комплектность конструкторских документов. М. : ИПК Издательство стандартов, 2004.
2. ГОСТ 2.103-68 ЕСКД. Стадии разработки. М. : ИПК Издательство стандартов, 2004.
3. ГОСТ 2.109-73 ЕСКД. Основные требования к чертежам. М. : ИПК Издательство стандартов, 2004.
4. ГОСТ 2.113-75 ЕСКД. Групповые и базовые конструкторские документы. М. : ИПК Издательство стандартов, 2004.
5. ГОСТ 2.118-73 ЕСКД. Техническое предложение. М. : ИПК Издательство стандартов, 2004.
6. ГОСТ 2.119-73 ЕСКД. Эскизный проект. М. : ИПК Издательство стандартов, 2004.
7. ГОСТ 2.120-73 ЕСКД. Технический проект. М. : ИПК Издательство стандартов, 2004.
8. ГОСТ 2.305-68 ЕСКД. Изображения – виды, разрезы, сечения. М. : ИПК Издательство стандартов, 2004.
9. Левицкий В. С.Машиностроительное черчение : учеб. для вузов / В. С. Левицкий. М. : Высш. шк., 1994.
10. Машиностроительное черчение / Г. П. Вяткин [и др.]. М. : Машиностроение, 1985.
11. Справочное руководство по черчению / В. И. Богданов. [и др.]. М. :
Машиностроение, 1989.
12. Каузов А. М. Выполнение чертежей деталей : справочные материалы
/ А. М. Каузов. Екатеринбург : УГТУ-УПИ, 2009.
ПРИЛОЖЕНИЯ
Приложение 1
Задание по теме 3106 и пример его исполнения
Задание № 26
Пример исполнения задания № 26
Приложение 2
Типичные ошибки студентов при выполнении деталировки
Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
zdamsam.ru
Как нарезать резьбу в отверстиях и на стержнях. Таблица сверления отверстий под резьбу

Как известно, резьбу можно нарезать в отверстиях или на стержнях, для чего существуют два различных типа инструмента для нарезки — метчики и плашки соответственно.
Нарезка резьбы в отверстиях
Для нарезания резьбы в отверстии нужен комплект метчиков -черновой и чистовой. Сначала просверливается отверстие необходимого диаметра (см. таблицу сверления отверстий под резьбу), и проходится резьба черновым метчиком (на нем нанесена одна канавка). Затем проходим резьбу уже чистовым метчиком. Квадратный хвостовик метчика должен быть надежно закреплен в вороте. Для того, чтобы нарезать было легче, отверстие смазывают техническим маслом (солидолом например). Следует помнить, что отклонение диаметра отверстий от указанного в таблице хотя бы на 1 мм приведет к недоброкачественной резьбе, браку.
Нарезка резьбы на стержнях
В отличие от нарезания резьбы в отверстии, на стержне резьба проходится за один раз одной плашкой. Плашка имеет центральное отверстие, которое нарезает резьбу, и периферийные, которые образуют кромки и отводят стружку. Плашку также закрепляют в воротке, смазывают стержень солидолом и аккуратно накручивают на стержень. Если плашку заедает, нужно сделать два оборота в обратном направлении, после чего продолжить нарезать. Перед накручиванием концу стержня придают конусообразную форму с помощью напильника, для того, чтобы резьба была нарезана без перекоса. Диаметры стержней под резьбу вы можете видеть на таблице.
Видео — как нарезать резьбу:
masterim.guru
Изображение резьбы
Резьба бывает наружной, когда она нарезана на поверхности стержня (у болта, шпильки, винта), и внутренней, когда резьба нарезана в отверстии (у гайки, муфты). На стержне резьба должна изображаться сплошными основными линиями по наружному диаметру резьбы и штриховыми – по внутреннему (441, а). В отверстии резьба изображается сплошными основными линиями по внутреннему диаметру резьбы и штриховыми – по наружному (441, б).
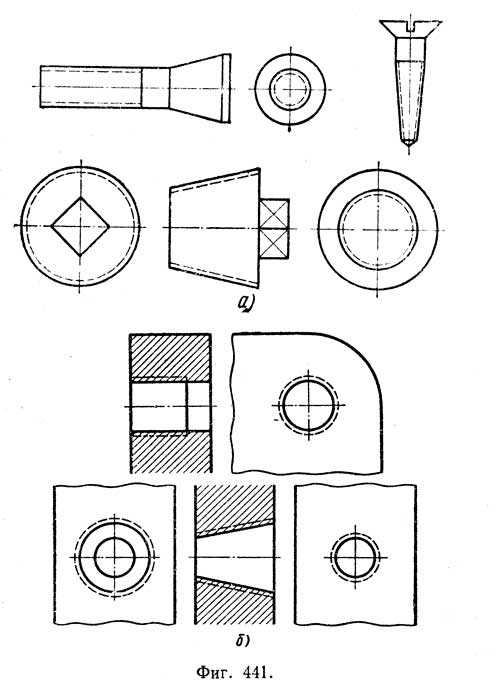
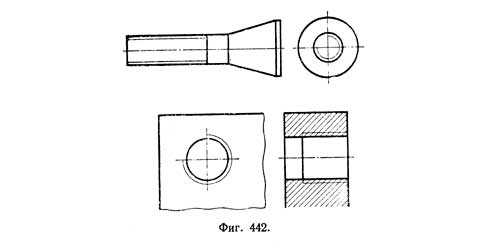
Для изображения резьбы допускается взамен штриховой линии применять сплошную тонкую (фигура 442). В этом случае дуга должна проводиться сплошной тонкой линией и занимать примерно 3/4 окружности.
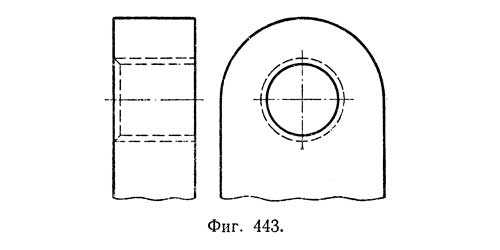
Если внутренняя резьба изображается как невидимая, то ее следует изображать по наружному и внутреннему диаметру штриховыми линиями (фиг. 443).
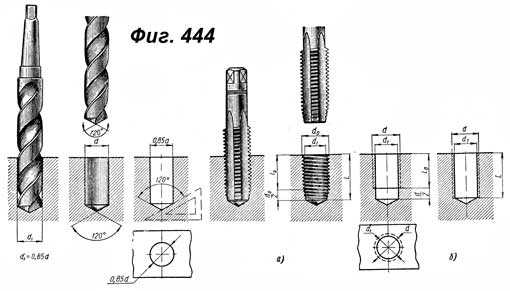
Границу резьбы следует изображать сплошной основной линией, перпендикулярной к оси стержня, и штриховой линией, если резьба изображается как невидимая. Если резьба в отверстии нарезана на неполную его глубину, то границу резьбы изображают сплошной линией, перпендикулярной к оси отверстия, в пределах только внутреннего диаметра d1 резьбы; остальная часть границы изображается штриховой линией (441, б, 442 и 444, а).
Сбег резьбы включается в длину резьбы. Штриховку в разрезах и сечениях следует доводить до линии наружного диаметра резьбы на стержне и до линии внутреннего диаметра в отверстии (т. е. всегда до сплошной линии).
Изображения на чертежах, по которым выполняется глухое отверстие с резьбой, необходимо связывать с технологией его выполнения. Его следует вычерчивать, как показано на (444, а). На чертежах, по которым резьба не выполняется, изображение резьбы согласно 444, б допускается и при наличии разности между глубиной отверстия под резьбу и глубиной резьбы.
Фаски на стержне с резьбой (фиг. 445) и в отверстии с резьбой (фиг. 446), не имеющие специального конструктивного назначения, на плоскости, перпендикулярной к оси стержня или отверстия, не указываются.
Если на конце стержня с резьбой есть фаска, то штриховая линия резьбы на фаске не изображается (фиг. 445).
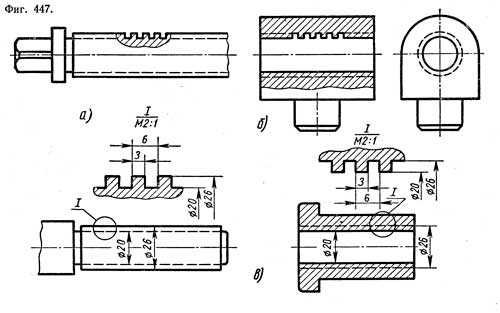
Профиль резьбы, если в этом есть необходимость, следует показывать на местном разрезе (447, а и б) или выполнять как выносной элемент (447, в), в увеличенном масштабе.
Обозначения резьбы…..
www.viktoriastar.ru
Нарезание резьбы — Диаметры отверстий под резьбу
На точность нарезаемой резьбы влияют три параметра отверстия под резьбу диаметр, длина и перпендикулярность оси отверстия к базе. Диаметры отверстия под резьбу при нарезании метрической резьбы указаны в ГОСТ 19257—73, а при нарезании конической резьбы — в табл. 27. [c.35]При нарезании резьбы материал детали несколько выдавливается метчиком, и внутренний диаметр резьбы оказывается больше диаметра исходного отверстия. Это обстоятельство учтено в специальных таблицах, по которым выбирают диаметр отверстия под резьбу. Диаметры сверл для обработки отверстий в стальных деталях под нарезание метрических резьб с мелкими шагами приведены в табл. 16. [c.221]
Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы, так как в процессе нарезания резьбы металл деформируется и в результате этого диаметр отверстия уменьшается. Поэтому результат, полученный по приведенной выше формуле, увеличивают на 0,2…0,4 мм при нарезании резьбы в вязких материалах (стали, латуни и др.) и на 0,1…0,02 мм при нарезании резьбы в хрупких материалах (чугуне, бронзе и др.). [c.173]
Диаметры отверстий под резьбу должны обеспечить после нарезания внутренний диаметр резьбы в пределах допусков, предусмотренных стандартом. [c.475]
Большое значение для правильного нарезания резьбы имеет размер отверстия под резьбу. У чугуна он делается равным внутреннему диаметру резьбы, а у вязких материалов он должен быть несколько больше, так как в процессе резания происходит пластическая деформация и подъем металла. В случае заниженного диаметра отверстия может произойти срыв резьбы или поломка метчика. Величина подъема металла зависит от степени его вязкости и поэтому в каждом отдельном случае надо пользоваться данными соответствующих справочников. [c.150]
Нарезание внутренней резьбы в отверстиях. До нарезания резьбы необходимо просверлить отверстие соответствующего диаметра. Правильный выбор диаметра сверла при нарезании резьбы в отверстии имеет большое значение. Если диаметр отверстия слишком велик, резьба получается недостаточно глубокой (неполной) и молдиаметр отверстия под резьбу слишком мал, то при нарезании срывается резьба или ломается метчик. [c.200]
Сверление отверстий под резьбу. Диаметр отверстия под резьбу должен быть несколько меньше наружного и больше внутреннего диаметра резьбы. Объясняется это тем”, что при нарезании резьбы металл выдавливается, отчего диаметр отверстия уменьшается. Чем более тверд и хрупок металл, тем меньше изменяется диаметр отверстия при нарезании резьбы. В отверстии, меньшем нормального, метчик испытывает большее сопротивление резанию, резьба получается с рваными нитками. Если же диаметр отверстия больше нормального, получается неполная резьба. [c.168]
Правильный выбор диаметра отверстия под резьбу имеет большое значение. Если диаметр просверленного отверстия больше, чем необходимо, получается неполная резьба, если диаметр отверстия меньше требуемого, при нарезании срывается резьба или ломается метчик. [c.501]
При нарезании резьбы метчиком увеличение диаметра отверстия под резьбу уменьшает опорную поверхность между витками метчика и гайки, повышает удельное давление на этой поверхности. Удельное давление может превзойти предел прочности обрабатываемого материала, что приводит к разбиванию резьбы по среднему диаметру. [c.130]
Диаметр отверстия под резьбу. В процессе нарезания резьбы метчиком материал гайки слегка вдавливается внутрь, т. е. в направлении к внутреннему диаметру. В результате сказанного, высота резьбы увеличивается на величину подъема. [c.45]
Формула (4), кроме своего прямого назначения, дает возможность решать обратную задачу, т. е., задаваясь конкретными значениями диаметра отверстия под резьбу, можно рассчитать потребное количество метчиков для нарезания резьбы. [c.47]
При нарезании резьбы метчиком увеличение диаметра отверстия под резьбу уменьшает опорную поверхность между витками метчика и гайки и повышает удельное давление на этой поверхности. Возрастание удельного давления может быть весьма значительным и превзойти предел прочности обрабатываемого материала оно приводит к разбиванию резьбы по среднему диаметру. Величина разбивания тем больше, чем больше удельная нагрузка на виток в каждый данный момент, и значительно изменяется в зависимости от твердости обрабатываемого материала. [c.59]
Большое значение имеет правильный выбор диаметра отверстия под резьбу. Диаметр сверла для отверстия под нарезание резьб выбирают по специальным таблицам (см. табл. 5.5). [c.210]
Номи- нальный диаметр, мм Шаг Р, мм Диаметр отверстия под резьбу Предельное (верхнее) отклонение диаметра Диаметры сверл для получения отверстий под нарезание резьбы [c.221]
Нарезание резьбы – Диаметры отверстий под резьбу 221, 222 [c.319]
Подготовка отверстия под резьбу. При нарезании резьбы метчиками небольшие отверстия обычно нарезают сразу же посла сверления большие отверстия предварительно растачивают. Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы, что необходимо для уменьшения силы резания и предотвращения поломки метчика. Металл нарезаемой гайки под действием силы резания несколько затекает во впадины резьбы (рис. 213). Чем более пластичен металл нарезаемой детали, тем сильнее он течет и, следовательно, те.м больше должен быть диаметр отверстия под резьбу. [c.184]
Учитывая возможное вспучивание резьбы в процессе ее нарезания, минимальный диаметр отверстия принимают на 0,04 — 0,1 мм больше минимального внутреннего диаметра резьбы. В титане и его сплавах минимальные диаметры отверстий под резьбу должны быть еще больше. [c.659]
Диаметр отверстия под резьбу должен обеспечить высоту профиля резьбы, равную 75 от теоретической. Нарезание резьбы в отверстиях меньшего диаметра значительно увеличивает нагрузку на метчик. Установлено, что при нарезании 100%-ной высоты профиля затрачивается сила резания в 3 раза большая, чем при высоте профиля резьбы, равной 75% при этом прочность резьбы возрастает лишь на 5%. Высота профиля может на.ходиться в пределах от 50 до 83% 75% является средним значением. Чем больше шаг резьбы, тем меньше может быть высота профиля резьбы. Следует иметь в виду, что даже при 50%-ной высоте профиля резьбы прочность резьбового соединения выше прочности тела болта. [c.541]
Отверстия под резьбу. Диаметр отверстия под резьбу зависит от типоразмера последней и характера обрабатываемого материала. Для нарезания метрической резьбы с = (1 — Кс8, где — диаметр сверла й — номинальный диаметр резьбы Кс — коэффициент (табл. 27). Диаметры расточенных отверстий под нарезание метрических резьб приведены в табл. 28, а трубных цилиндрических — в табл. 29. [c.818]
Диаметр отверстия, подготовленного для нарезания резьбы метчиками, можно определять по правилам, относящимся к подготовке отверстия под нарезание резьбы резцом, и изложенным выше. Правильный выбор диаметра отверстия под резьбу в данном случае имеет особое значение, так как материал витков, деформирующийся в процессе работы метчика, увеличивается в объеме и так защемляет метчик, что вращение его становится затруднительным. В результате этого или срывается резьба, или ломается метчик. [c.230]
Если диаметр отверстия под резьбу равен внутреннему диаметру резьбы, то материал, выдавливаемый при нарезании, слишком будет давить на зубья метчика, нагревая их. В результате сильного нагрева к зубьям будут прилипать частицы металла. Резьба может получиться с рваными нитками, а в некоторых случаях возможна поломка метчика. Если отверстие под резьбу слишком большое, резьба получится неполной. [c.222]
Диаметры отверстий под резьбу при нарезании ее метчиками выбираются с таким расчётом, чтобы получить внутренний диаметр резьбы после работы метчиков в пределах, предусмотренных ГОСТом. [c.67]
Диаметр отверстия под резьбу должен быть возможно большим. Чем более труднообрабатываемым является металл, в котором нарезается резьба, тем больше должны быть диаметр отверстия и длина сбега (для глухих отверстий) резьбы. По зарубежным данным при нарезании резьбы со 100-процентной высотой профиля затрачивается сила резания в три раза большая, чем при 75-процентной высоте профиля, прочность же резьбы в первом случае лишь на 5% больше, чем во втором. Чем больше шаг резьбы, [c.324]
Расчет диаметра отверстий для нарезания резьбы с крупным шагом диаметром от 8 до 16 мм приведен в табл. 117. Там же указаны близкие к диаметру отверстия диаметры сверл под резьбу по ГОСТ 885—60. Аналогично могут быть подсчитаны диаметры отверстий под резьбу с мелким шагом. [c.325]
Сверление отверстий под резьбу должно производиться правильно заточенными острыми сверлами. Отверстия под точные резьбы иногда зенкеруют и развертывают. Отверстия для глухих резьб желательно выполнять с проточкой под сбег резьбы. Диаметр отверстия под резьбу должен быть возможно большим. Для особо трудных условий нарезания высота резьбы может быть равна 75% от теоретической. [c.333]
Качество внутренней резьбы зависит от диаметра отверстия под резьбу (диаметр определяют по таблицам), правильного выбора и способа прн.менения смазочного материала (для смазывания применяют тот же смазочный материал, что и прн нарезании резьбы плашками), правильного подбора инструментов. Метчики подбирают комплектно на основе данных чертежа или по резьбомеру. [c.131]
Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы, так как в процессе нарезания резьбы металл деформируется, что приводит к у.меньшению диаметра отверстия. Поэтому результат, полученный по приведенной выше формуле, следует увеличить на 0,2—0,4 мм при нарезании резьбы в стали, латуни и других вязких материалах, на 0,1—0,2 мм в чугунных, бронзовых и других хрупких материалах. [c.102]
Ответ. Диаметр отверстия под нарезание резьбы МЗО должен составлять 26,15 мм. Диаметры, “отверстий под резьбу, а также диаметры стержней под резьбу даны в табл. 16 и 17. [c.85]
Диаметры стержней под накатывание и нарезание резьб, диаметры отверстий под нарезание резьб, а также выход резьбы (сбеги, недорезы, проточки и фаски) стандартизованы. Кроме того, стандартизованы метки (в виде прорезей) на деталях с левой резьбой. [c.32]
Применяется только в глухих отверстиях, Оказывает меньшее стопорящее действие, чем у элементов заклинивания. Диаметр цилиндрической цапфы должен быть несколько меньше внутренней резьбы. Угол конуса на конце цилиндрической цапфы должен совпадать с углом заточки сверла для нарезания отверстия под резьбу [c.193]
Диаметры отверстий под нарезание метрической резьбы по ГОСТ 9150—81 с допусками по ГОСТ 16093—81, выполняемых в сером чугуне по ГОСТ 1412—79, [c.289]
Справочные таблицы диаметров заготовок, диаметров сверл и диаметров отверстий под нарезание резьбы разработаны с учетом изложенного выше, а также на основании практических данных машиностроительных заводов, В табл. 192 приведены диаметры стержней под нарезание метрических резьб плашками. [c.311]
Диаметры отверстий под нарезание метрической резьбы [c.317]
GO. Диаметры отверстии под нарезание метрических резьб (по ГОСТ 9150-59) Размеры в мм [c.403]
При нарезании резьбы метчиками и плашками материал детали несколько выдавливается, поэтому размер заготовкй нужно брать меньший, чем при нарезании резьбы резцом. Диаметр отверстия под резьбу должен быть равен 75% от теоретического профиля резьбы. Нарезание резьбы в отверстнях меньшего диаметра сильно увеличивает нагрузку на метчик, не оказывая существенного влияния на прочность резьбы. Для большинства резьбовых соединений достаточно, если резьба в гайке соответствует 0,75 ее полной глубины, или [c.136]
Нарезание резьбы в титане и его сплавах. Рекомендуется избегать нарезания глухих или длинных резьб. Длл облегчения процесса резь-бонарезания и уменьшения поломок метчиков увеличивают диаметр отверстий под резьбу. При нарезании резьбы в сквозных отверстиях длиной /> 2d применяют метчики с подточкой зубьев под углом X = 15°. [c.345]
Рекомендации по выбору расположения эубьев метчиков и диаметров отверстий под резьбу при нарезании в сквозных отверстиях [c.258]
Нартзание резьбы в титане и его сплавах. Следует избегать нарезания глухих и длинных резьб. Процесс резьбонарезания облегчается с увеличением диаметра отверстия под резьбу. Для сквозных отверстий длиной / > широко применяют метчики с подточкой зубьев под углом X. = 15 . Для (2 6 мм рекомендуются двухканавочные метчики, для (2 > 6 мм — трехканавочные с уменьшенной шириной перьев, чисто шлифованным и. затылованным профилем резьбы. [c.460]
Угол заборного конуса. На практике фактическое число зубьев, осуществляющих процесс резания, будет меньше приведенных выше. На рис. 9, а показано положение первого из двухкомплектных метчиков при нарезании резьбы М1,6. Диаметр отверстия под резьбу для труднообрабатываемых материалов о = 1,30 мм. Первый метчик, имеющий на заборном конусе три режущие нитки, примерно на половину проваливается в отверстие, не производя никакой работы. Таким образом резание осуществляют только оставшейся 1 —1,5 нитки заборного конуса, что дая нарезания резьбы в деталях из труднообрабатываемых материалов явно не- [c.35]
Силы резания. Исследование силовых зависимостей при нарезании резьбы метчиками в заготовках из жаропрочной стали ЭЯ1Т [97] позволило установить влияние на величину крутящего момента геометрии метчика, скорости резания, диаметра метчика и степени его затупления, а также диаметра отверстия под резьбу. [c.317]
| Фиг. 148. Влияние диаметра отверстия под резьбу на величину крутящего момента при нарезании стали ЭЯ1Т метчиками М12 X 1,75. | 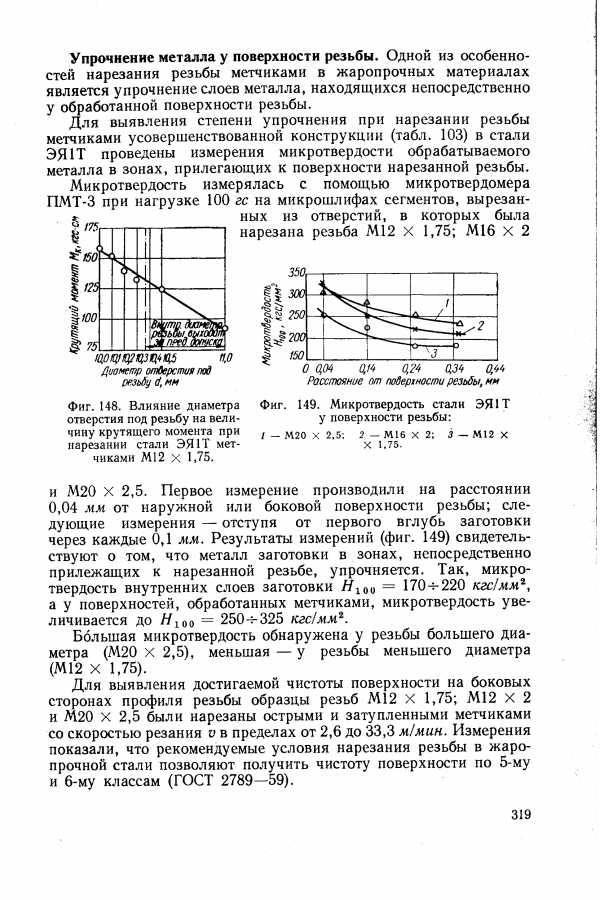 |
Для уменьшения увода отверстий сверление выполняют в два или три перехода. Вначале отверстие центруют или засверлива-ют сверлом, диаметр которого в 2-3 раза меньше требуемого. Для отверстий под резьбу диаметром более 25-30 мм помимо сверления вьшолняют зенкерование или растачивание. Диаметр отверстий под резьбу делают на 0,04…0,1 мм больше внутреннего диаметра резьбы, тем самым учитывают подьем витков, возникающий при нарезании. Рекомендуемые диаметры сверл под резьбу с различным шагом и диаметром приведены в специальных нормативных таблицах. Торцы обрабатьшают с осевой подачей зенковками или подрезными резцами. [c.785]
В отверстиях диаметром 56 мм и более резьбу нарезают с помошью самораскрываю-щихся резьбонарезных головок. Основные нормативные данные (режимы резания, диаметры отверстий под резьбы и т.д.) остаются такими же, как и при нарезании резьбы метчиками. Точность резьбы несколько ниже точности резьбы, полученной шлифованными метчиками, однако поле допуска Нб может быть обеспечено с достаточной стабильностью. [c.791]
Диаметры отверстий под нарезание дюймовой конической резьбы ио ГОСТу 6111—52, М6х1 конической по ГОСТу 1303—56 [c.151]
На рис. 28 показана схема наладки агрегатного станка с круглым поворотным столом для многопереходной двусторонней обработки с последовательной переустановкой двух Чугунных заготовок корпуса. Позиция / — загрузочно-разгрузочная. Заготовки устанавливают на обработанный ранее торец Б, базируют и закрепляют в правом (п) и левом (л) рабочем приспособлении. Полностью обработанную заготовку из приспособления п снимают и на ее место устанавливают снятую с приспособления л обработанную с одной стороны заготовку, повернув ее на 90°. Освободившееся место приспособления л загружают новой заготовкой. Позиция II, л — фрезерование верхнего торца горизонтальной головкой. Позиции III, л, /К, —фрезерование вертикальной плоскости вертикальной головкой. Позиция V — центрование отверстий под резьбу у обеих заготовок позиция К,л — зенкерование трехступенчатого центрального отверстия вертикальной головкой. Позиция И/, и — сверление отверстия диаметром 18 мм горизонтальной головкой позиция VI,л — развертывание трехступенчатого отверстия вертикальной головкой. Позиция VII — сверление отверстий под резьбу у обеих заготовок позиция VII, л — протачивание трех канавок в верхней части ступенчатого отверстия с помощью копирного патрона, преобразующего осевую подачу шпинделя вертикальной головки в радиальную подачу резца. Позиция VIII — нарезание резьбы в обеих заготовках горизонтальными головками позиция VIII,л — протачивание канавки и снятие фаски в нижней ступени цен- [c.466]
mash-xxl.info
Отверстия резьбовые – Энциклопедия по машиностроению XXL
Одно отверстие резьбовое глухое. Резьба основная крепежная М5 — 6Н на глубину 10, отверстие под резьбу сверлить аа глубину 12 [c.147]Отклонения — см. Допуски и посадки, Вали, Отверстия, Резьбовые соединения Отклонения формы и расположения поверхностей — Основные понятия и определения 480—483 [c.563]
При рулевом механизме с алюминиевым картером сначала следует навернуть стопорную гайку на резьбовую втулку, затем ввернуть резьбовую втулку в крышку и после этого ввернуть резьбовой конец вала рулевой сошки в отверстие резьбовой втулки. [c.194]
Способ широко применяется в приборостроении, особенно в часовой промышленности. Плашка для выдавливания резьбы не имеет стружечных отверстий. Резьбовое отверстие плашки имеет с двух сторон фаски, образующие угол заборного конуса 2[c.35]
Отвердители 177, 179 Отверстия резьбовые 91 [c.212]
Как следует из схемы (рис. 1-6), при правильном назначении величины допуска, т. е. при соблюдении соотношения (1), при любых расположениях диаметров отверстий — резьбового й и 16 [c.16]
Для возможности осуществления операций регулирования на втулках зубчатого колеса 3 и вилки 8 предварительно сверлят по два взаимно перпендикулярных отверстия резьбовое иод стопорный винт и несквозное, гладкое (с припуском под развертывание) — для установки штифта. [c.78]
Износ и повреждения резьбовых отверстий Резьбовые калибры Крм-ТС — – — [c.138]
Через шайбу при помощи гайки 30 затягивают детали, установленные на ведущей шестерне. Затянутая гайка стопорится шплинтом, вставленным в отверстие резьбового конца шестерни [c.118]
Общие требования, предъявляемые технологией механической обработки к конструктивному оформлению деталей машин. Технологические требования, предъявляемые к элементарным поверхностям деталей машин наружным поверхностям вращения, торцовым поверхностям, отверстиям, резьбовым поверхностям, плоскостям, фасонным поверхностям, пазам и гнездам [c.315]
Зубчатое колесо 23, сидящее на одном валу с диском 40, через шестерни 41 и 22 периодически поворачивает вал 42 и барабан 20 на /4 оборота. На валу 42 установлены механизмы зажима детали 43 при ее движении от IV до УП позиции автомата, а также четыре одинаковых устройства для контроля резьбового отверстия резьбовым калибром-пробкой. Привод этим устройствам сообщается от электродвигателя 3 через ременные передачи. [c.102]
Протереть резьбу тряпками и проверить отверстие резьбовым калибром. [c.101]
Хотя способ добавочных (ремонтных) деталей и позволяет восстанавливать сильно изношенные шейки валов и отверстия (резьбовые и гладкие) поднормальный размер, не требует нагревания восстанавливаемой детали и, следовательно, не вызывает нарушения ее термообработки, однако применение этого способа часто ограничивается конструкцией детали и ее прочностью. [c.55]
| Рис. 156. Восстановление изношенной резьбы свечного отверстия резьбовым ввертышем | 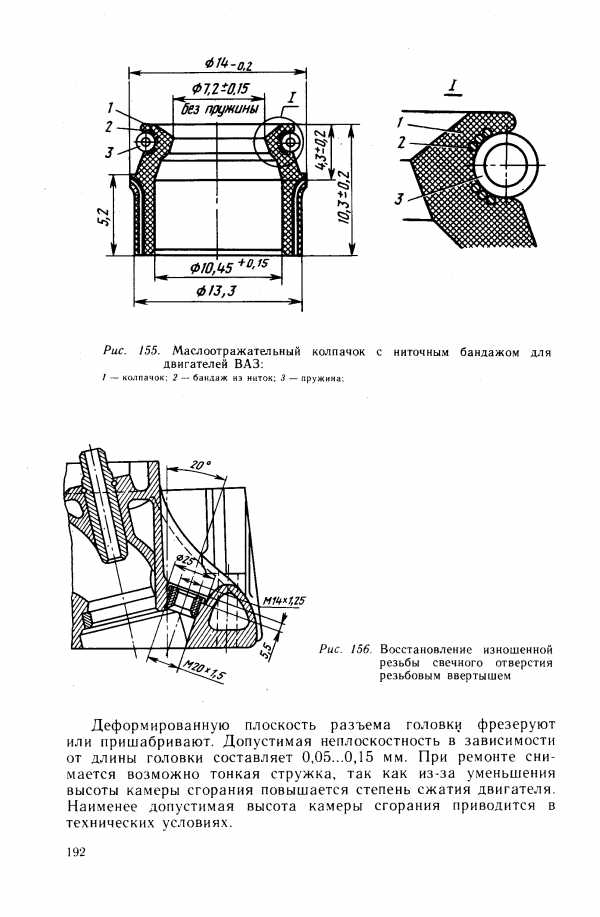 |
По конструкции предельные калибры изготовляются цилиндрическими и плоскими. Цилиндрические калибры с гладкой ра бочей поверхностью называются пробками (фиг. 42, б). Кроме гладких предельных калибров применяют резьбовые, которые служат для измерения нарезанных отверстий. Резьбовым кольцом измеряют нарезанные стержни (фиг. 42, в). [c.75]
Отклонение осей отверстий (резьбовых и из-под сверла) от их [c.127]
Оснащение рабочего места заготовки деталей с предварительно просверленными отверстиями резьбовые внутренние резцы из быстрорежущей стали и твердых сплавов штангенциркуль с величиной отсчета по нониусу 0,1— [c.193]
После окончания заправки необходимо плотно закрыть наливное отверстие резьбовой пробкой. [c.193]
Как и в каких случаях изображают конец глухого резьбового отверстия (резьбового гнезда) [c.318]
По в 1 д у выполняемой работы резцы бывают проходные — для чернового и чистового точения чистовые — только для чистового точения подрезные — для чернового и чистового подрезания торцовых поверхностей отрезные — для отрезания заготовок, готовых деталей и т. п. прорезные — для протачивания канавок расточные — для чернового и чистового растачивания сквозных и глухих отверстий резьбовые наружные — для нарезания наружных резьб резьбовые внутренние — для нарезания внутренних резьб фасонные — для чистовой обработки фасонных поверхностей для тонкого чистового точения (они изготовляются с пластинками из твердых сплавов или с зернами алмазов). [c.195]
Инструментом для нарезания внутренней резьбы большого шага служит протяжка, напоминающая метчик, но имеющая подъем на каждом режущем зубе. В обрабатываемое отверстие резьбовая протяжка вводится передней направляющей частью. За ней идут заборная, режущая и калибрующая части, снабженные резьбой протягиваемого профиля и шага и с тем же числом заходов (см. также рис. 183 и текст на стр. 441). [c.376]
Оснащение рабочего места. Заготовки деталей с предва )ительно просверленными отверстиями резьбовые внутренние резцы из быстрорежущей стали и твердых сплавов штангенциркуль с ценой деления по 154 [c.154]
Приложение 4. Шпильки для деталей с резьбовыми отверстиями (нормальной точности) [c.358]
При резьбовом соединении двух деталей одна из них имеет наружную резьбу, выполненную на наружной поверхности (на стержне или на трубе), а другая-внутреннюю, выполненную в отверстии (в гайке или муфте). Наиболее распространенные резьбы можно разделить на цилиндрические, выполняемые на цилиндрических поверхностях, и конические, выполняемые на конических поверхностях. [c.150]
Изображение невидимого резьбового отверстия показано на рис. 291,е, [c.155]
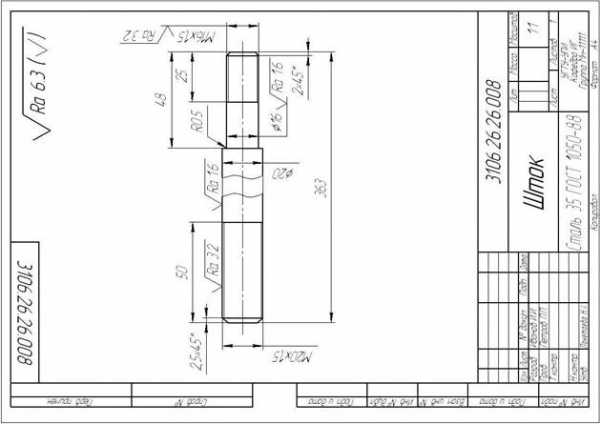
Шпилька представляет собой цилиндрический стержень, концы которого имеют резьбу. Наибольшее распространение получили шпильки, изготавливаемые по ГОСТ 22032-76 (рис. 305, а). Резьбовой конец шпильки /, называется ввинчиваемым или посадочным резьбовым концом. Он предназначен для завинчивания в резьбовое отверстие одной из соединяемых деталей (рис. 305,6). Длина /, ввинчиваемого резьбового конца определяется материалом детали, в которую он должен ввинчиваться, и может выполняться разной величины /, = d-аля стальных, бронзовых и латунных деталей /j = = l,6 /-для чугунных деталей, 1 = 2,5г/-для деталей из легких сплавов ( /-наружный диаметр резьбы). Резьбовой конец шпильки Iq называется просто резьбовым концом и предназначен для навинчивания на него гайки при соединении скрепляемых деталей. Под длиной шпильки / понимается длина стержня без ввинчиваемого резьбового конца. Длина резьбового (гаечного) конца Iq может иметь различные значения, определяемые диаметром резьбы d и высотой гайки. Шпильки изготавливаются на концах с одинаковыми диаметрами резьбы и гладкой части стержня посредине (рис. 305) нормальной и повышенной точности. [c.162]
Шпилька ввинчивается в резьбовое отверстие детали А на всю длину резьбы /,, т. е. граница резьбы ввинчиваемого (посадочного) конца совпадает с линией разъема соединяемых деталей (рис. 313, г). [c.168]
На рис. 316 представлены упрощенные изображения некоторых из рассмотренных соединений. При упрощенных изображениях резьба показывается по всей длине стержня крепежной резьбовой детали. Фаски, скругления, а также зазоры между стержнем детали и отверстием не изображаются. На видах, полученных проецированием на плоскость, перпендикулярную оси резьбы, резьба на стержне изображается одной окружностью, соответствующей наружному диаметру резьбы (дуга, соответствующая внутреннему диаметру резьбы, не изображается). На этих же видах не изображаются шайбы, примененные в соединении. [c.168]
Особенности данной компоновки а) отделение режущего инструмента разбито на пять групп, расположенных от отрезного отделения в порядке убывающего общего веса готовой продукции (резцы, фрезы, инструмент для отверстий, резьбовой инструмент и сложный инструмент) б) в непосредственной близости от приёмо-сдаточных пунктов термического отделения размещены промежуточные кладовые отделения режущего инструмента, что позволяет организовать передачу инструмента из отделения в отделение через окна разделяющей их стены в) для удобства проведения всех операций по восстановлению инструмента центральный инструментальный склад, отделение восстановления, склад материалов и кладовая для сортировки восстанавливаемого инструмента расположены рядом. [c.356]
Гайки винтов суппортов с сильно изношенной резьбой заменяют новоизготовленными. Если гайка настолько массивна, что можно без опаски расточить ее отверстие под резьбовую втулку, то делают эту расточку, затем за крепляют в отверстии резьбовую втулку. Расточку вьшолняют с предварительной разметкой, чтобы можно было центрировать ось резьбы гайки с осями отверстий, в которы.х установлен винт. [c.227]
КАЛИБР (фр. alibre). Бес-шкальный измерительный инструмент для контроля размеров, формы и взаимного расположения частей изделия. Калибры могут иметь с измеряемой деталью точечный (штихмас), линейный (скоба) илн поверхностный (пробка) контакт. Предельные калибры состоят из проходного и непроходного размеров в пределах допуска на номинальный размер. Пробки-калибры контролируют цилиндрические отверстия. Резьбовые пробки проверяют раз.меры резьбы. Скобы- [c.44]
В собранных формах ось пс)садочного отверстия (резьбового или грибкового) выталкнвающе1о устройства должна совпадать с осью формы, допускаемое отклонение — пе более 0,2 мм. [c.84]
Допуски на межосевые расстояния между отверстиями или выступами на изделии во многом зависят от конструкции формующих знаков и характера их установки в прессформе. Так, подвижные знаки дают меньшую точность межосевых расстояний ПО сравнению с неподвижными из-за наличия зазоров в посадочных отверстиях. Резьбовые отверстия вследствие возможного эксцентриситета также имеют меньшую точность между центрами, чем отверстия, формуемые подвижными знаками. [c.125]
Центральный электрод слегка выступает из отверстия резьбовой части свечи, а нижней коней изолятора (называемый тепловым конусом) располагается внутри него. Саечи такого типа подходят дпя старых двигателей. [c.75]
Из отверстия резьбовой части свечи выступают как иентральный электрод, так и тепловой конус изолятора (см. рис. 3,4а, стр. 3,4], Электроды значительно быстрее прогреваются по сравнению с электродами свечей стандартного типа, что способствует их очистке, а при высоких частотах врашения снижению вероятности возникновения калильного зажигания. Свечи такого типа подходят для использования на современных двигателях. [c.75]
Нарезать резьбу в глухом отверстии. Резьбовой внутренний левый резец 2 установить передней поверхностью головки вверх (рис. 2). Резец переместить до середины зарезьбовой канавки отверстия заготовки/и подать на врезание, установив лимб на нулевое деление. Включить станок на обратное вращение шпинделя, замкнуть разъемную гайку и вьшолнить первый рабочий ход от передней бабки к задней. Резец подать несколько на себя и возвратить прямой продольной и поперечной подачами в исходное положение, для чего целесообразно применить планку, закрепленную вместе с резцом относительно торца заготовки или по меловой риске Л, нанесенной на стержне резца. Произвести поперечное врезание резца, вьшолнить второй и т.д. рабочие ходы до окончательного нарезания резьбы. [c.166]
Инструмент Hole Wizard (Отверстие под крепеж), или мастер отверстий, служит для создания стандартных отверстий — отверстий, раз-отверстий, высверленных отверстий, резьбовых отверстий и отверстий с трубной резьбой. С его помощью можно также создавать отверстия с нроизволь- [c.331]
На вкладке Тар (Метчик) диалогового окна Hole Definition (Определение отверстия), изображенной на рис. 6.10, задаются параметры для создания резьбового отверстия. Резьбовое отверстие — это отверстие с резьбой внутри. Почти все параметры, перечисленные в столбце Property (Свойство) этой вкладки, аналогичны обсуждавшимся выше. Рассмотрим оставшиеся параметры. [c.338]
До нарезания резьбы на конце стержня и в начале отверстия выполняются фсхки соответственно па длине с- и г,. Эти фаски представляют собой коническую поверхность, образующая которой сосгав-ляет с осью разьбы угол 45. На рис. 292,6 и рис. 293,6 показано обозначение фасок, устанавливаемое ГОСТ 2.307-68. Эти фаски упрощают процесс нарезания резьбы и облегчают соединение между собой резьбовых деталей. [c.157]
На чертежах, по которым резьбу не выполняют (например, сборочных), допускается фаски не показывать, а конец глухого резьбово о отверстия изображать упрощенно (рис. 295,. ), [c.157]
mash-xxl.info