Отжиг это термообработка – Комплексная термическая обработка металлов
alexxlab | 12.08.2019 | 0 | Разное
Комплексная термическая обработка металлов
КОМПЛЕКСНАЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
Комплексная термическая обработка металлов – процесс изменения структуры стали, цветных металлов, сплавов при нагревании и последующем охлаждении с определенной скоростью. Термическая обработка (термообработка) приводит к существенным изменениям свойств стали, цветных металлов, сплавов. Химический состав металла не изменяется.
Термическая обработка (термообработка) стали, сплавов бывает следующих видов: отжиг, нормализация, закалка, отпуск.
- Отжиг – термическая обработка (термообработка) металла, при которой производится нагревание металла, а затем медленное охлаждение. Эта термобработка (т.е. отжиг) бывает разных видов (вид отжига зависит от температуры нагрева, скорости охлаждения металла).
- Закалка – термическая обработка (термообработка) стали, сплавов, основанная на перекристаллизации стали (сплавов) при нагреве до температуры выше критической; после достаточной выдержки при критической температуре для завершения термической обработки следует быстрое охлаждение. Закаленная сталь (сплав) имеет неравновесную структуру, поэтому применим другой вид термообработки – отпуск.
- Отпуск – термическая обработка (термообработка) стали, сплавов, проводимая после закалки для уменьшения или снятия остаточных напряжений в стали и сплавах, повышающая вязкость, уменьшающая твердость и хрупкость металла.
- Нормализация – термическая обработка (термообработка), схожая с отжигом. Различия этих термобработок (нормализации и отжига) состоит в том, что при нормализации сталь охлаждается на воздухе (при отжиге – в печи).
ОТЖИГ СТАЛИ
 Отжиг – процесс термообработки металла, при котором производится нагревание, затем медленное охлаждение металла. Переход структуры из неравновесного состояния до более равновесного. Отжиг первого рода, его виды: возврат (он же отдых металла), рекристаллизационный отжиг (он же называется рекристаллизация), отжиг для снятия внутренних напряжений, диффузионный отжиг (еще называется гомогенизация). Отжиг второго рода – изменение структуры сплава посредством перекристаллизации около критических точек с целью получения равновесных структур. Отжиг второго рода, его виды: полный,
Отжиг – процесс термообработки металла, при котором производится нагревание, затем медленное охлаждение металла. Переход структуры из неравновесного состояния до более равновесного. Отжиг первого рода, его виды: возврат (он же отдых металла), рекристаллизационный отжиг (он же называется рекристаллизация), отжиг для снятия внутренних напряжений, диффузионный отжиг (еще называется гомогенизация). Отжиг второго рода – изменение структуры сплава посредством перекристаллизации около критических точек с целью получения равновесных структур. Отжиг второго рода, его виды: полный,
- Возврат (отдых) стали – нагрев до 200 – 400°C, отжиг для уменьшения или снятия наклепа. По результатам отжига наблюдается уменьшение искажений кристаллических решеток у кристаллитов и частичное восстановление физико-химических свойств стали.
- Рекристаллизационный отжиг стали (рекристаллизация) – нагрев до температур 500 – 550°C; отжиг для снятия внутренних напряжений – нагрев до температур 600 – 700°C. Эти виды отжига снимают внутренние напряжения металла отливок от неравномерного охлаждения их частей, также в заготовках, обработанных давлением (прокаткой, волочением, штамповкой) с использованием температур ниже критических. Вследствиии рекристаллизационного отжига из деформированных зерен вырастают новые кристаллы, ближе к равновесным, поэтому твердость стали снижается, а пластичность, ударная вязкость увеличиваются. Чтобы полностью снять внутренние напряжения стали нужна температура не менее 600°C. Охлаждение после выдержки при заданной температуре должно быть достаточно медленным: вследствии ускоренного охлаждения металла вновь возникают внутренние напряжения.
- Диффузионный отжиг стали (гомогенизация) применяется тогда, когда сталь имеет внутрикристаллическую ликвацию. Выравнивание состава в зернах аустенита достигается диффузией углерода и других примесей в твердом состоянии, наряду с самодиффузией железа. По результатам отжига, сталь становится однородной по составу (гомогенной), поэтому диффузионный отжиг называет также гомогенизацией. Температура гомогенизации должна быть достаточно высокой, однако нельзя допускать пережога, оплавления зерен. Если допустить пережог, то кислород воздуха окисляет железо, проникая в толщу его, образуются кристаллиты, разобщенные окисными оболочками. Пережог устранить нельзя, поэтому пережженные заготовки являются окончательным браком. Диффузионный отжиг стали обычно приводит к слишком сильному укрупнению зерна, что следует исправлять последующим полным отжигом (на мелкое зерно).
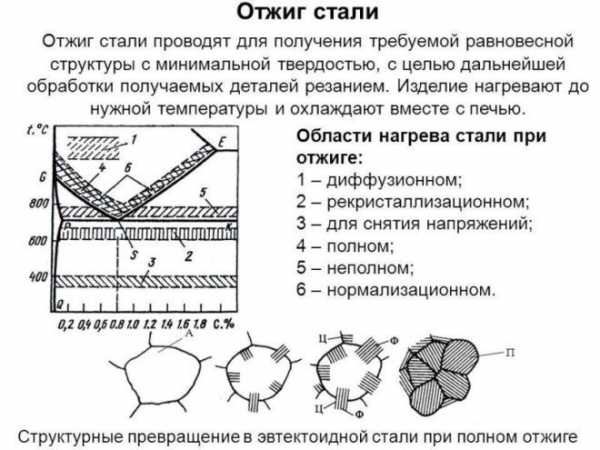
- Полный отжиг стали связан с фазовой перекристаллизацией, измельчением зерна при температурах точек АС1 и АС2. Назначение его – улучшение структуры стали для облегчения последующей обработки резанием, штамповкой или закалкой, а также получение мелкозернистой равновесной перлитной структуры готовой детали. Для полного отжига сталь нагревают на 30-50°Cвыше температуры линии GSK и медленно охлаждают. После отжига избыточный цементит (в заэвтектоидных сталях) и эвтектоидный цементит имеют форму пластинок, поэтому и перлит называют пластинчатым
- При отжиге стали на пластинчатый перлит заготовки оставляют в печи до охлаждения, чаще всего при частичном подогреве печи топливом, чтобы скорость охлаждения была не больше 10-20°C в час. Отжигом также достигается измельчение зерна. Крупнозернистая структура, например, доэвтектоидной стали, получается при затвердевании вследствие свободного роста зерен (если охлаждение отливок медленное), а также в результате перегрева стали. Эта структура называется видманштетовой (по имени австрийского астронома А. Видманштеттена, открывшего в 1808 г. такую структуру на метеорном железе). Такая структура придает низкую прочность заготовке. Структура характерна тем, что включения феррита (светлые участки) и перлита (темные участки) располагаются в виде вытянутых пластин под различными углами друг к другу. В заэвтектоидный сталях видманштетова структура характеризуется штрихообразным расположением избыточного цементита. Размельчение зерна связано с перекристаллизацией альфа-железа в гамма-железо; вследствии охлаждения и обратного переходе гамма-железа в aльфа-железо мелкозернистая структура сохраняется. Таким образом, одним из результатов отжига на пластинчатый перлит является мелкозернистая структура.
- Неполный отжиг стали связан с фазовой перекристаллизацией лишь при температуре точки А С1; неполный отжиг применяется после горячей обработки давлением, когда у заготовки мелкозернистая структура.
- Отжиг стали на зернистый перлит применяют обычно для эвтектоидных, заэвтектоидных сталей, для повышения пластичности, вязкости стали и уменьшения ее твердости. Для получения зернистого перлита сталь нагревают выше точки АС1, затем выдерживают недолго, чтобы цементит растворился в аустените не полностью. Затем сталь охлаждают до температуры несколько ниже Ar1, выдерживают при такой температуре несколько часов. При этом частицы оставшегося цементита служат зародышами кристаллизации для всего выделяющегося цементита, который нарастает округлыми (глобулярными) кристаллитами, рассеянными в феррите. Свойство зернистого перлита существенно отличаются от свойств пластинчатого в сторону меньшей твердости, но большей пластинчатости и вязкости. Особенно это относится к заэвтектоидной стали, где весь цементит (как эвтектоидный, так избыточный) получается в виде глобулей.
- Изотермический отжиг – после нагрева и выдержки сталь быстро охлаждают до температуры несколько ниже точки А 1, затем выдерживают при этой температуре до полного распадения аустенита на перлит, после чего охлаждают на воздухе. Применение изотермического отжига значительно сокращает время, а также повышает производительность. Например, обыкновенный отжиг легированной стали длится 13-15 ч, а изотермический – всего 4-7 ч.
ЗАКАЛКА СТАЛИ
 Различают закалку с полиморфным превращением, для сталей, и закалку без полиморфного превращения, для большинства цветных металлов. Материал, подвергшийся закалке приобретает большую твердость, но становится хрупким, менее пластичным и вязким, если сделать большее количество повторов нагревание-охлаждение.
Различают закалку с полиморфным превращением, для сталей, и закалку без полиморфного превращения, для большинства цветных металлов. Материал, подвергшийся закалке приобретает большую твердость, но становится хрупким, менее пластичным и вязким, если сделать большее количество повторов нагревание-охлаждение.
Для снижения хрупкости и увеличения пластичности и вязкости, после закалки с полиморфным превращением применяют отпуск. После закалки без полиморфного превращения применяют старение. При отпуске имеет место некоторое снижение твердости и прочности материала.
В зависимости от температуры нагрева, закалку подразделяют на полную и неполную. В случае полной закалки материал нагревают на 30 – 50°C выше линии GS для доэвтектоидной стали и эвтектоидной, заэвтектоидная линия PSK, в этом случае сталь приобретает структуру аустенит и аустенит + цементит. При неполной закалке производят нагрев выше линии PSK диаграммы, что приводит к образованию избыточных фаз по окончании закалки.
Неполная закалка, как правило, применяется для инструментальных сталей. Закалка снимается отпуском материала. В некоторых изделиях закалка выполняется частично, например при изготовлении японских катан, закалке подвергается только режущая кромка меча.
Закалочные среды
При закалке для переохлаждения аустенита до температуры мартенситного превращения требуется быстрое охлаждение, но не во всём интервале температур, а только в пределах 650-400 °C, то есть в том интервале температур в котором аустенит менее всего устойчив, быстрее всего превращается в феритно-цементитную смесь. Выше 650 °C скорость превращения аустенита мала, и поэтому смесь при закалке можно охлаждать в этом интервале температур медленно, но, конечно, не настолько, чтобы началось выпадение феррита или превращение аустенита в перлит.
Механизм действия закалочных сред (вода, масло, водополимерная закалочная среда (Термат), а также охлаждение деталей в растворах солей) следующий. В момент погружения изделия в закалочную среду вокруг него образуется плёнка перегретого пара, охлаждение происходит через слой этой паровой рубашки, то есть относительно медленно. Когда температура поверхности достигает некоторого значения (определяемого составом закаливающей жидкости), при котором паровая рубашка разрывается, то жидкость начинает кипеть на поверхности детали, и охлаждение происходит быстро.
Первый этап относительно медленного кипения называется стадией плёночного кипения, второй этап быстрого охлаждения – стадией пузырькового кипения. Когда температура поверхности металла ниже температуры кипения жидкости, жидкость кипеть уже не может, и охлаждение замедлится. Этот этап носит название конвективного теплообмена.
Способы закалки
- Закалка в одном охладителе — нагретую до определённых температур деталь погружают в закалочную жидкость, где она остаётся до полного охлаждения. Этот способ применяется при закалке несложных деталей из углеродистых и легированных сталей.
- Прерывистая закалка в двух средах — этот способ применяют при закалке высокоуглеродистых сталей. Деталь сначала быстро охлаждают в быстро охлаждающей среде (например воде), а затем в медленно охлаждающей (масло).
- Струйчатая закалка заключается в обрызгивании детали интенсивной струёй воды и обычно её применяют тогда, когда нужно закалить часть детали. При этом способе не образуется паровая рубашка, что обеспечивает более глубокую прокаливаемость, чем простая закалка в воде. Такая закалка обычно производится в индукторах на установках ТВЧ.
- Ступенчатая закалка — закалка, при которой деталь охлаждается в закалочной среде, имеющей температуру выше мартенситной точки для данной стали. При охлаждении и выдержке в этой среде закаливаемая деталь должна приобрести во всех точках сечения температуру закалочной ванны. Затем следует окончательное, обычно медленное, охлаждение, во время которого и происходит закалка, то есть превращение аустенита в мартенсит.
- Изотермическая закалка. В отличие от ступенчатой при изотермической закалке необходимо выдерживать сталь в закалочной среде столько времени, чтобы успело закончиться изотермическое превращение аустенита.
ОТПУСК СТАЛИ

Отпуск стали смягчает действие закалки, уменьшает или снимает остаточные напряжения, повышает вязкость, уменьшает твердость и хрупкость стали. Отпуск производится путем нагрева деталей, закаленных на мартенсит до температуры ниже критической. При этом в зависимости от температуры нагрева могут быть получены состояния мартенсита, троостита или сорбита отпуска. Эти состояния несколько отличаются от соответственных состояний закалки по структуре и свойствам: при закалке цементит (в троостите и сорбите) получается в форме удлиненных пластинок, как в пластинчатом перлите. А при отпуске он получается зернистым, или точечным, как в зернистом перлите.
Преимуществом точечной структуры является более благоприятное сочетание прочности и пластичности. При одинаковом химическом составе и одинаковой твердости сталь с точечной структурой имеет значительно более высокое относительное сужение y и ударную вязкость а н, повышенное удлинение d и предел текучести s т по сравнению со сталью с пластинчатой структурой.
Мартенсит закалки имеет неустойчивую тетрагональную решетку, а мартенсит отпуска – устойчивую центрированную кубическую решетку альфа-железа.
Отпуск разделяют на низкий, средний и высокий в зависимости от температуры нагрева.
Для определения температуры при отпуске изделия пользуются таблицей цветов побежалости. Тонкая пленка окисдов железа, придающая металлу различные быстро меняющиеся цвета – от светло-желтого до серого. Такая пленка появляется, если очищенное от окалины стальное изделие нагреть до 220°C; при увеличении времени нагрева или повышении температуры окисная пленка утолщается и цвет ее изменяется. Цвета побежалости одинаково проявляются как на сырой, так и на закаленной стали.
При низком отпуске (нагрев до температуры 200-300°C) в структуре стали в основном остается мартенсит, который, однако, изменяется решетку. Кроме того, начинается выделение карбидов железа из твердого раствора углерода в альфа-железе и начальное скопление их небольшими группами. Это влечет за собой некоторое уменьшение твердости и увеличение пластических и вязких свойств стали, а также уменьшение внутренних напряжений в деталях. Для низкого отпуска детали выдерживают в течение определенного времени обычно в масляных или соляных ваннах. Если для низкого отпуска детали нагревают на воздухе, то для контроля температуры часто пользуются цветами побежалости, появляющимися на поверхности детали. Появление этих цветов связано с интерференцией белого света в пленках окисла железа, возникающих на поверхности детали при ее нагреве. В интервале температур от 220 до 330°C в зависимости от толщины пленки цвет изменяется от светло-желтого до серого. Низкий отпуск применяется для режущего, измерительного инструмента и зубчатых колес.
При среднем (нагрев в пределах 300-500°C) и высоком (500-700°C) отпуске сталь из состояния мартенсита переходит соответственно в состояние троостита или сорбита. Чем выше отпуск, тем меньше твердость отпущенной стали и тем больше ее пластичность и вязкость. При высоком отпуске сталь получает наилучшее сочетание механических свойств, повышение таких показателей как прочность, пластичность и вязкость, поэтому высокий отпуск стали после закалки ее на мартенсит применяют для термической обработки кузнечным штампов, пружин, рессор, а высокий – для многих деталей, подверженных действию высоких напряжений (например, осей автомобилей, шатунов двигателей).
Для некоторых марок стали отпуск производят после нормализации. Этот относится к мелкозернистой легированной доэвтектоидной стали (особенно никелевой), имеющий высокую вязкость и поэтому плохую обрабатываемость режущим инструментом. Для улучшения обрабатываемости производят нормализацию стали при повышенной температуре (до 950-970°C), в результате чего она приобретает крупную структуру (определяющую лучшую обрабатываемость) и одновременно повышенную твердость (ввиду малой критической скорости закалки никелевой стали). С целью уменьшения твердости производят высокий отпуск этой стали.
НОРМАЛИЗАЦИЯ СТАЛИ

Нормализацией называют такой вид термической обработки, когда сталь нагревают на 30 – 50°C выше верхних критических температур Асз или Аст и после выдержки при этих температурах охлаждают на спокойном воздухе. Таким образом, от отжига нормализация отличается более быстрым охлаждением изделия (примерно в 2 раза).
Нормализация является более дешевой операцией, чем отжиг, так как печи используются только для нагрева и выдержки изделия при температуре нагрева, а охлаждение производится вне печи. Кроме того, нормализация ускоряет процесс термической обработки. Таким образом, отжиг выгодно заменять нормализацией. Однако это не всегда возможно, так как у некоторых сталей твердость после нормализации возрастает более значительно, чем при отжиге. Малоуглеродистые стали рекомендуется подвергать нормализации, так как у них практически отсутствует разница в свойствах после отжига и нормализации.
Стали, содержащие свыше 0,4% углерода, после нормализации получают повышенную твердость. Такие стали лучше отжигать. На практике и такие стали часто подвергают нормализации вместо отжига, а затем высокому отпуску при температурах 650 – 700°C для уменьшения твердости. Нормализацию применяют для получения мелкозернистой структуры в отливках и поковках, для устранения внутренних напряжений и наклепа, для подготовки структуры стали к закалке.
Для некоторых изделий нормализация является не предварительной, а окончательной операцией термической обработки. В этом случае после нормализации изделия подвергают высокому отпуску для снятия внутренних напряжений, образовавшихся при охлаждении изделия на воздухе.
www.metiz.com.tw
Термообработка: закалка, отпуск, нормализация, отжиг
Металлоизделия, используемые в любых отраслях хозяйства должны отвечать требованиям устойчивости к износу. Для этого используется воздействие высокими температурами, в результате чего усиливаются нужные эксплуатационные свойства. Этот процесс называется термической обработкой.
Термообработка представляет собой комплекс операций нагрева, охлаждения и выдержки металлических твердых сплавов для получения необходимых свойств благодаря изменению структуры и внутреннего строения. Термическая обработка применяется в качестве промежуточной операции для того, чтобы улучшить обрабатываемость резанием, давлением, либо в качестве окончательной операции технологического процесса, которая обеспечивает требуемый уровень свойств детали.
Различные методы закаливания применялись с давних пор: мастера погружали нагретую металлическую полоску в вино, в масло, в воду. Для охлаждения кузнецы порой применяли и достаточно интересные способы, например садились на коня и мчались, охлаждая изделие в воздухе.
По способу совершения термическая обработка бывает следующих видов:
-Термическая (нормализация, закалка, отпуск, отжиг, старение, криогенная обработка).
-Термо-механическая. Включает обработку высокими температурами в сочетании с механическим воздействием на сплав.
-Химико-термическая. Подразумевает термическую обработку металла с последующим обогащением поверхности изделия химическими элементами (углеродом, азотом, хромом и др.).
Основные виды термической обработки:
1. Закалка. Представляет собой вид термической обработки разных материалов (металлы, стекло), состоящий в нагреве их выше критической температуры с быстрым последующим охлаждением. Выполняется для получения неравновесных структур с повышенной скоростью охлаждения. Закалка может быть как с полиморфным превращением, так и без полиморфного превращения.
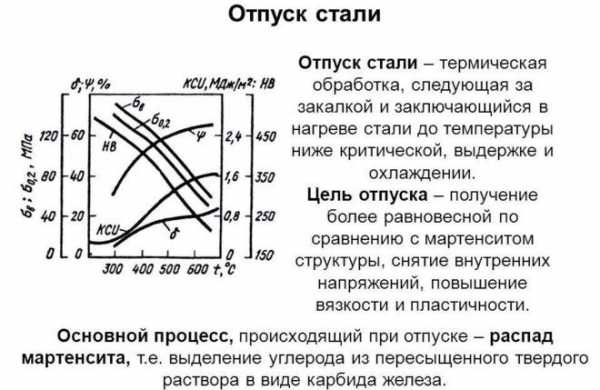
2. Отпуск – это технологический процесс, суть которого заключается в термической обработке закалённого на мартенсит металла либо сплава, основными процессами при котором являются распад мартенсита, рекристаллизация и полигонизация. Проводится с целью снятия внутренних напряжений, для придания материалу необходимых эксплуатационных и механических свойств.
3. Нормализация. В данном случае изделие нагревается до аустенитного состояния и потом охлаждается на спокойном воздухе. В результате нормализации снижаются внутренние напряжения, выполняется перекристаллизация стали. В сравнении с отжигом, нормализация – процесс более короткий и более производительный.
4. Отжиг. Представляет собой операцию термической обработки, заключающуюся в нагреве стали, выдержке при данной температуре и последующем медленном охлаждении вместе с печью. В результате отжига образуется устойчивая структура, свободная от остаточных напряжений. Отжиг является одной из важнейших массовых операций термической обработки стали.
Цель отжига:
1) Снижение твердости и повышение пластичности для облегчения обработки металлов резанием;
2) Уменьшение внутреннего напряжения, возникающего после обработки давлением (ковка, штамповка), механической обработки и т. д.;
3) Снятие хрупкости и повышение сопротивляемости ударной вязкости;
4) Устранение структурной неоднородности состава материала, возникающей при затвердевании отливки в результате ликвации.
Для цветных сплавов (алюминиевые, медные, титановые) также широко применяется термическая обработка. Цветные сплавы подвергают как разупрочняющей, так и упрочняющей термической обработке, в зависимости от необходимых свойств и области применения.
Термическая обработка металлов и сплавов является основным технологическим процессом в чёрной и цветной металлургии. На данный момент в распоряжении технических специалистов множество методов термообработки, позволяющих добиться нужных свойств каждого вида обрабатываемых сплавов. Для каждого металла свойственна своя критическая температура, а это значит, что термообработка должна производиться с учётом структурных и физико-химических особенностей вещества. В конечном итоге это позволит не только достичь нужных результатов, но и в значительной степени рационализировать производственные процессы.
rskrepeg.ru
теория термообработки: отжиг, закалка, отпуск, термомеханическая обработка – справочник нержавеющего металлопроката
/ Справочник металлопроката / Нержавеющий металлопрокат /Некоторые термины из Теории термообработки
Термообработкой называется тепловое воздействие на металл с целью направленного изменения его структуры и свойств.
Классификация видов термообработки:
Отжиг.
Отжигом называют термообработку, направленную на получение в металлах равновесной структуры. Любой отжиг включает в себя нагрев до определенной температуры, выдержку при этой температуре и последующее медленное охлаждение. Цель отжига – уменьшить внутренние напряжения в металле, уменьшить прочностные свойства и увеличить пластичность. Отжиг делят на отжиг 1 рода и 2 рода.
Отжиг 1 рода – это такой вид отжига, при котором не происходит структурных изменений, связанных с фазовыми превращениями.
Отжиг 1 рода в свою очередь разделяют на 4 группы:
1. Гомогенизация– отжиг, направленный на уменьшение химической неоднородности металлов, образующейся в результате рекристаллизации. В отличие от чистых металлов, все сплавы после кристаллизации характеризуются неравновесной структурой, т.е. их химический состав является переменным как в пределах одного зерна, так и в пределах всего слитка.
Химическая неоднородность обусловлена различной температурой плавления исходных компонентов. Чем меньше это различие, тем более заметна химическая неоднородность, получающаяся в слитке. Избавится от нее невозможно, можно только уменьшить. Для этого применяют высокотемпературный отжиг с длительными выдержками (от 2 до 48 часов). При высокой температуре подвижность атомов в кристаллической решетке высокая и с течением времени за счет процессов диффузии происходит постепенное выравнивание химического состава. Однако усреднение химического состава происходит в пределах одного зерна, т.е. устраняется в основном дендритная ликвация. Чтобы устранить зональную ликвацию (химическую неоднородность в пределах части слитка), необходимо выдерживать слитки при данной температуре в течение нескольких лет. А это практически невозможно.
В процессе отжига на гомогенизацию происходит постепенное растворение неравновесных интерметаллидных фаз, которые могут образоваться в результате кристаллизации с большой скоростью. При последующем медленном охлаждении после отжига такие неравновесные фазы больше не выделяются. Поэтому после гомогенизации металл обладает повышенной пластичностью и легко поддается пластической деформации.
2. Рекристаллизационный отжиг. Холодная пластическая деформация вызывает изменение структуры металла и его свойств. Сдвиговая деформация вызывает увеличение плотности дефектов кристаллической решетки, таких как вакансии, дислокации. Образование ячеистой структуры происходит с изменением формы зерен, они плющиваются, вытягиваются в направлении главной деформации. Все эти процессы ведут к тому, что прочность металла постепенно увеличивается, пластичность падает, т.е. возникает наклеп или нагартовка. Дальнейшая деформация такого металла невозможна, т.к. происходит его разрушение. Для снятия эффекта упрочнения применяют рекристаллизационный отжиг, т.е. нагрев металла до температур выше начала кристаллизации, выдержку с оследующим медленным охлаждением. Температура нагрева зависит от состава сплава. Для чистых металлов температура начала рекристаллизации tp=0,4Тпл, ºК, для обычных сплавов порядка 0,6Тпл, для сложных термопрочных сплавов 0,8Тпл. Продолжительность такого отжига зависит от размеров детали и в среднем составляет от 0,5 до 2 часов. В процессе рекристаллизационного отжига происходит образование зародышей новых зерен и последующий рост этих зародышей. Постепенно старые деформированные зерна исчезают. Количество дефектов в кристаллической решетке уменьшается, наклеп устраняется, и металл возвращается в исходное состояние.
Степень деформации определяет размер зерна после отжига. Если она близка к критической (eкр=5-15%), то в результате после отжига в металле возникают крупные зерна, что обычно нежелательно. Поэтому перед рекристаллизационным отжигом деформацию металлов производят со степенью 30-60%. В результате получается мелкозернистая однофазная структура, обеспечивающая хорошее сочетание прочности и пластичности. Увеличение степени деформации до 80-90% вызывает появление в металле текстуры деформации. После рекристаллизационного отжига текстура деформации меняется на текстуру рекристаллизации. Как правило, это сопровождается резким направленным ростом зерна. Увеличение размеров зерна, т.е. снижение механических свойств, может вызвать также слишком большая температура отжига или большая выдержка. Поэтому при назначении режимов отжига необходимо использовать диаграмму рекристаллизации.
Рекристаллизационный отжиг может применяться как предварительная, промежуточная, так и как окончательная термообработка. Как предварительная термообработка он применяется перед холодной деформацией, если исходное состояние металла неравновесное и имеет какую-то степень упрочнения. Как промежуточная операция рекристаллизационный отжиг применяется между операциями холодной деформации, если суммарная степень деформации слишком велика и запасов пластичности металла не хватает. Как окончательный вид отжига его применяют в том случае, если потребитель требует поставки полуфабрикатов в максимально пластичном состоянии. В некоторых случаях потребителю требуется полуфабрикат, сочетающий определенный уровень прочности с необходимым запасом пластичности. В этом случае вместо рекристаллизационного отжига используют его разновидность – отжиг на полигонизацию. Отжиг на полигонизацию проводят при температуре, которая ниже температуры начала рекристаллизации. Соответственно при такой температуре происходит лишь частичное устранение наклепа за счет процессов возврата второго рода, т.е. происходит уменьшение плотности дефектов кристаллической решетки, образование ячеистой дислокационной структуры без изменения формы зерен. Степень уменьшения наклепа зависит, прежде всего, от температуры. Чем ближе температура к порогу рекристаллизации, тем меньше наклеп, тем больше пластичность и наоборот.
3. Отжиг для снятия внутренних напряжений. Внутренние напряжения в металле могут возникать в результате различных видов обработки. Это могут быть термические напряжения, образовавшиеся в результате неравномерного нагрева, различной скорости охлаждения отдельных частей детали после горячей деформации, литья, сварки, шлифовки и резания. Могут быть структурными, т.е. появившиеся в результате структурных превращений, происходящих внутри детали в различных местах с различной скоростью. Внутренние напряжения в металле могут достигать большой величины и, складываясь с рабочими, т.е. возникающими при работе, могут неожиданно превышать предел прочности и приводить к разрушению. Устранение внутренних напряжений производится с помощью специальных видов отжига. Этот отжиг проводится при температурах ниже температуры рекристаллизации: tотж=0,2-0,3Тпл º К. Повышенная температура облегчает скольжение дислокаций и, под действием внутренних напряжений, происходит их перераспределение, т.е. из мест с повышенным уровнем внутренних напряжений дислокации перемещаются в области с пониженным уровнем. Происходит как бы разрядка внутренних напряжений. При нормальной температуре этот процесс будет длиться в течение нескольких лет. Увеличение температуры резко увеличивает скорость разрядки, и продолжительность такого отжига составляет несколько часов.
4. Патентирование. Смотреть термообработку стали.
Отжиг второго рода– термообработка, направленная на получение равновесной структуры в металлах и сплавах, испытывающих фазовые превращения.
При отжиге второго рода нагрев и последующее охлаждение может вызвать как частичную, так и полную замену исходной структуры. Полная замена (aRbRa) в результате двойной перекристаллизации позволяет кардинально изменить строение сплава, уменьшить размер зерна, снять наклеп, устранить внутренние напряжения, т.е. полностью изменить структуру и свойства детали. Отжиг второго рода может быть полным и неполным.
Полный отжиг сопровождается полной перекристаллизацией. При неполном отжиге структурные превращения происходят не полностью, с частичным сохранением исходной фазы. Неполный отжиг применяется в тех случаях, когда можно изменить строение второй фазы, исчезающей и вновь появляющейся при этом виде отжига.
Закалка
Закалка – это термообработка, направленная на получение в сплаве максимально неравновесной структуры и соответственно аномального уровня свойств. Любая закалка включает в себя нагрев до заданной температуры, выдержку и последующее быстрое резкое охлаждение. В зависимости от вида фазовых превращений, происходящих в сплаве при закалке, различают закалку с полиморфным превращением и закалку без полиморфного превращения.
Закалка с полиморфным превращением. Этот вид закалки применяется для сплавов, в которых один из компонентов имеет полиморфные превращения.
При закалке с полиморфным превращением нагрев металла производится до температуры, при которой происходит смена типа кристаллической решетки в основном компоненте. Образование высокотемпературной полиморфной структуры сопровождается увеличением растворимости легирующих элементов. Последующее резкое охлаждение ведет к обратному изменению типа кристаллической решетки, однако из-за быстрого охлаждения в твердом растворе остается избыточное содержание атомов других компонентов, поэтому после такого охлаждения образуется неравновесная структура. В металле сохраняются внутренние напряжения. Они вызывают резкое изменение свойств, увеличивается прочность, уменьшается пластичность. При быстром охлаждении перестройка кристаллической решетки происходит за счет одновременного смещения целы групп атомов. В результате вместо обычных зерен в металле появляется игольчатая структура, которая называется мартенситом. Неравновесное состояние металла после такого типа закалки является термодинамически неустойчивым. Поэтому, чтобы перевести металл в более устойчивое состояние, получить необходимый уровень внутренних напряжений, а соответственно и необходимые механические свойства, применяют дополнительную термообработку, которую называют отжиг.
Закалка без полиморфного превращения.
Применяется для сплавов, не испытывающих полиморфных превращений, но имеющих ограниченную растворимость одного компонента в другом.
Если сплав, содержащий вторичные фазы, нагреть до температуры выше линии солидус, то увеличение растворимости приведет к растворению вторичных фаз. Если теперь такой твердый раствор быстро охладить, то выделение вторичных фаз образоваться не успеет, т.к. для этого требуется время на прохождение процесса диффузии, образование другой кристаллической решетки, границ раздела между фазами. В результате, при нормальной температуре пересыщенный метастабильный твердый раствор содержит избыток второго компонента. Такое изменение структуры изменяет свойства сплава, прочность может, как увеличиться, так и уменьшиться, а пластичность, как правило, увеличивается. Состояние металла после такой закалки является термодинамически неустойчивым. Самопроизвольно или под влиянием предварительного нагрева метастабильный твердый раствор начинает распадаться с выделением вторичной фазы, т.е. αмRα+βII. Этот процесс называется старением.
Таким образом, старение – это термообработка, которая проводится после закалки без полиморфного превращения, направленная на получение в сплаве более равновесной структуры и заданного уровня свойств.
Отпуск.
Отпуск – термообработка, направленная на уменьшение внутренних напряжений в сплавах после закалки с полиморфным превращением. Образование вторичных фаз после закалки с полиморфным превращением всегда опровождается резким увеличением внутренних. Соответственно максимально увеличиваются прочность и твердость, до минимума падает пластичность. Чтобы получить необходимое соотношение прочности и пластичности, такой сплав после закалки подвергают дополнительной термообработке: отпуску. Нагрев вызывает уменьшение концентрации легирующих элементов в твердом растворе и выделение вторичных фаз.
После закалки без полиморфного превращения сплав имеет структуру пересыщенного твердого раствора. Такое состояние сплава – нестабильное и с течением времени начинает меняться. Пересыщенный твердый раствор распадается с выделением из него мелких включений вторичной фазы. Этот процесс проходит в несколько стадий:
На первой стадии в кристаллической решетке твердого раствора появляются зоны, обогащенные атомами второго компонента. С течением времени эти зоны увеличиваются.
На второй стадии концентрация атомов второго компонента достигает величины, соответствующей по концентрации выделения вторичной фазы.
Наступает третья стадия, т.е. формирование в этих зонах промежуточной кристаллической решетки, которая отличается то решетки твердого раствора и от решетки вторичной фазы.
На четвертой стадии увеличение концентрации второго компонента приводит кобразованию окончательной кристаллической решетки вторичной фазы и образованию границы раздела между твердым раствором и вторичной фазой. Так как процесс распада твердого раствора основан, прежде всего, на диффузионных процессах, то он в значительной степени зависти от температуры. Чем выше температура, тем быстрее идет процесс распада. Если температура нормальная, то процесс распада называется естественным старением, а если температура повышенная, то – искусственным старением. В результате, после старения структура сплава представляет собой зерна твердого раствора равновесного химического состава, с равномерно распределенным по объему, огромным количеством мелких выделений вторичной фазы. Эти выделения, располагаясь на плоскостях скольжения, препятствуют перемещению дислокаций, требуют увеличение скалывающего напряжения. Соответственно, прочность и твердость сплава увеличиваются.
Химико-термическая обработка (ХТО).
Это одновременное воздействие на металл химической среды, тепла с целью направленного изменения состава и свойств поверхности детали. Различные виды ХТО направлены либо на повышение коррозионной стойкости, либо прочности и твердости, износостойких, антифрикционных свойств. Изменяя состав химической среды, можно в одних и тех же деталях получать различные свойства.
Термомеханическая обработка.
Это сочетание пластической деформации, упрочняющей термообработки, причем образующийся в результате деформации наклеп сохраняется и влияет на фазовые превращения, происходящие при термообработке.
Такое комплексное воздействие на металл позволяет получить уровень свойств в металле более высокий, чем можно получить после деформации или после термообработки в отдельности.
Коррозионностойкие стали
Коррозией называют разрушение металла под действием химического или электрохимического воздействия под действием окружаемой среды. Основные факторы воздействия коррозии и ее влияние на экономику:
- Экономический фактор – экономические потери промышленности в результате коррозии.
- Надежность эксплуатации объектов или машин.
- Экологический фактор.
Виды коррозии:
- Равномерная (поверхностная).
- Местная (точечная).
- Межкристаллитная (по границам зерен).
- Коррозия под напряжением (ножевая).
- Электрохимическая коррозия.
Межкристаллитная коррозия (МКК).
Железо не является коррозионностойким металлом. Чистое железо активно взаимодействует со всеми элементами. Повысить коррозионностойкость можно введением легирующих элементов, которые вызывают его пассивацию. Пассивация – эффект создания на поверхности стальной детали тонкой защитной пленки, подслоем которой является кислород. Результат – электронный потенциал становится положительным и поверхность становится менее склонной к коррозии. Усиливают пассивацию Cr, Ni, Cu, Mo, Pt, Pd. Особенно сильно влияет Cr.
Химический состав: Cr13-30%, Ni4-25%, Moдо 5%, Cuдо 1%. В зависимости от
содержания легирующих элементов структура и свойства сталей могут быть различными. Если сталь содержит в основном Cr, который стабилизирует феррит, то сталь будет ферритной (низкая твердость, низкая прочность, высокая пластичность). Если сталь содержит в себе кроме Cr C, то ее структура будет мартенситной. Зная структуру стали, можно прогнозировать ее свойства и назначать режимы термообработки. Для определения, к какому структурному классу относится сталь, разработана диаграмма Шеффлера.
Экв. Ni=%Ni + 30(%C) + 0,5(%Mn).
Экв. Cr=%Cr + %Mo + 1,5(%Si) + 0,5(%Nb).
Cr повышает коррозионную стойкость только в том случае, когда его количество в растворе превышает 13%. Если количество Cr не слишком высоко и при этом сталь содержит много углерода, то происходит взаимодействие Cr и С с образованием карбидов. Особенно энергично образование карбидов наблюдается на границах зерен. При этом количество Cr в твердом растворе снижается. И если Cr менее 13%, то границы зерен становятся незащищенными. В результате коррозия легко может пересылаться по границам, не затрагивая центров зерен. Если скорость охлаждения велика, то карбиды по границам зерен образовываться не успевают. Количество Cr не снижается меньше 13%. Если скорость охлаждения очень мала, то при этом сначала образуются карбиды по границам зерен. При этом количество Cr снижается, но за счет диффузии из центра зерна происходит увеличение содержания Cr и стойкость восстанавливается. Если охлаждение идет таким образом, что содержание Cr на границах не успевает увеличиться и остается меньше 13%, то такая сталь склонна к межкристаллитной коррозии. Чтобы сделать сталь нечувствительной к межкристаллитной коррозии, нужно:
- Понизить содержание углерода и азота.
- Вводить в сталь другие карбидообразующие элементы более сильные, чем Cr (Ti, Nb).
- Увеличить скорость охлаждения при термообработке.
- Делать отжиг.
Хромистые нержавеющие стали.
Хромистые нержавеющие стали являются самыми дешевыми и поэтому самыми распространенными. Минимальное содержание Cr 13%. При содержании Cr больше 13% стабилизируется α – фаза (феррит) и никаких полиморфных превращений в таких сталях не происходит. Нагрев вызывает только увеличение зерна. Длительная выдержка при температуре около 600-650º С вызывает появление в сталях интерметаллидной фазы. Образование такой фазы сильно охрупчивает сталь, поэтому является нежелательной. Медленное охлаждение или длительная выдержка при 500º С вызывает образование упорядоченного твердого раствора, что также вызывает хрупкость стали. Такую хрупкость называют 475ºной хрупкостью. Увеличение температуры выше 1000º С вызывает бурный рост зерна и как следствие снижение вязкости, т.е. сталь тоже становится хрупкой. Поэтому при всех вариантах изготовления деталей из этих сталей и их термообработки необходимо избегать температурных интервалов, при которых возможно охрупчивание и потеря вязкости.
Термообработка хромистых сталей.
Термообработка сталей в зависимости от необходимости может быть смягчающей, т.е. отжиг или упрочняющей, т.е. закалка + отпуск. Отжиг проводится либо для устранения хрупкости, либо для снятия наклепа, либо для стабилизации химического состава и устранения склонности стали к межкристаллитной коррозии. Для устранения хрупкости, вызванной появлением упорядоченного твердого раствора, применяют отжиг с нагревом 500-550º С. Время выдержки должно быть меньше, чем τminпри появлении хрупкости 475º. Скорость охлаждения 10º С в минуту. Для устранения наклепа, а так же σ-фазы применяют второй вариант отжига с температурой 850-900º С. Скорость охлаждения 10º С в минуту. Третий вариант отжига применяется для массивных деталей, когда требуется стабилизировать содержание Cr по сечению детали, чтобы избежать склонности стали к межкристаллитной коррозии. Выдержка от 2 до 4 часов. Для хромистых сталей мартенситного класса применяют упрочняющую термообработку: закалка + отпуск. Возможно применение одной закалки без отпуска, если деталь небольших размеров или охлаждение идет на воздухе. Для хромистых сталей мартенситного класса охлаждение в любом случае дает мартенситную структуру. Поэтому применение охлаждающих сред (вода, масло) не требуется. Лишь охлаждение печью вызывает ферритно-карбидную структуру. Такой же структуры можно добиться после закалки и отпуска при температуре 650º С.
Наибольшая твердость достигается после закалки. В этом состоянии сталь обладает наивысшей коррозионной стойкостью, т.к. Cr находится в твердом растворе. Если требуется сохранить твердость и коррозионную стойкость, то отпуск стали проводят при температуре 250-350º С. А если требуется повышенная вязкость, то проводят высокий отпуск (650º С).
Состав, структура и свойства хромистых сталей.
Основные легирующие элементы:
- Cr- 13-28%.
- С – 0,05-1%.
- Ti, Nb< 1% – вводятся для стабилизации стали.
- Ni, Cu, Mo- вводятся для повышения коррозионной стойкости и вязкости.
Хромистые стали делят на:
- Cr 13%.
- Cr 17%.
- Cr 25-27%.
Увеличение содержания углерода вызывает в хромистых сталях мартенситное превращение, так же появление карбидов. Чем больше карбидов и С, тем
По содержанию углерода стали делят на:
- Стали ферритного класса (08Х13, 08Х17, 05Х27).
- Стали ферритно-мартенситного класса (12Х13).
- Стали мартенситного класса (20Х13, 30Х13, 40Х13).
- Стали с мартенситом + карбиды (65Х16, 95Х18Ш).
В зависимости от структуры стали изменяются ее свойства и назначение. Стали ферритного класса из всех хромистых отличаются наилучшей пластичностью. Из них изготавливают листы и другие полуфабрикаты для изготовления деталей с применением сварки. Из всех хромистых стали ферритного класса хорошо поддаются сварке. При использовании стали следует помнить, что она может охрупчиваться при медленном охлаждении, а так же при увеличении зерна. Поэтому в эти стали добавляют Tiи Nb, которые образуют карбиды. Такие стали называют стабилизированными. Для сталей ферритного класса применяют отжиг в разных вариантах – 1, 2, иногда 3.
Стали мартенситного класса отличаются высокой твердостью и прочностью, поэтому их используют для изготовления деталей, которые должны сохранять высокую прочность и твердость при работе в агрессивных средах. Для таких сталей проводят закалку + низкий отпуск.
Стали со структурой мартенсит + карбиды имеют большое количество карбидов хрома. Они используются для изготовления деталей, которые работают в агрессивных средах при температуре от -150 до +250º С. Твердость 57 HRC. Термообработка: закалка (1000-1150º С – воздух) + отжиг (250-350º С).
Хромоникелевые стали.
Если сталь кроме Cr содержит еще Ni, Mn, Mo, то ее структура из ферритной может измениться на ферритно-аустенитную или даже на чистую аустенитную. Т.е. после охлаждения на воздухе сталь сохраняет аустенитную структуру, которая не меняется ни при каких вариантах термообработки. При содержании Ni>10% сталь становится аустенитной. Аустенит позволяет получить не только коррозионную стойкость, но так же и высокие технические свойства. Сталь хорошо поддается обработке давлением, сварке, сохраняет свойства до 600-700º С, не охрупчивается, не чувствительна к хладноломкости, но сталь склонна к межкристаллитной коррозии и ее невозможно упрочнять закалкой. Термообработка: закалка + отжиг.
И после закалки и после отжига структура одинаковая, одинаковые и свойства. Закалке подвергают тонкостенные изделия простой формы и небольшого размера. Температура и закалки, и отжига одинакова и зависит от состава стали. Если сталь содержит только Cr, Ni, то температура не должна превышать 950-1000º С. Увеличение температуры вызывает резкий рост зерна и снижение характеристик. Охлаждение при закалке должно быть таким, чтобы не попасть в область выделения карбидов Cr. Уменьшения стоимости хромоникелевых сталей можно добиться, если вместо Niвводить Mn.
Для того, чтобы стабилизировать структуру, необходимо, чтобы Cr<15%, Mn>15%. Если условие не выполняется, то мы получаем сталь с неустойчивым структурным состоянием. Для получения стабильной аустенитной структуры Niзаменяют частично (10Х14Г14Н4Т, 20Х13Н4Г9). Термообработка принципиально не отличается от термообработки хромоникелевых сталей. Такой недостаток хромоникелевых сталей, как склонность к росту зерна, можно устранить, используя для сварных деталей стали ферритно-аустенитного класса (15Х22Н5М5Т) или аустенитно-мартенситного класса (08Х15Н5Д2Т). Стали аустенитно-мартенситного класса обладают повышенной твердостью. Чисто аустенитные стали склонны к коррозии под напряжением. Даже самые лучшие аустенитные стали оказываются недостаточно стойкими при контакте с кислотами. Поэтому разработаны коррозионно-стойкие сплавы:
Fe – Ni – Cr (04ХН40МДТЮ).
Ni- Cr (ХН45В).
Ni- Mo (Н70МФ).
Cr – Ni – Mo (ХН65МВ).
www.scmetal.ru
Термическая обработка стали и металлов
Основные свойства и качества металла определяются его структурой. Термическая обработка – наиболее распространенный способ воздействия на материал, который используется для изменения его структуры а, следовательно, и свойств. Как проводится термическая обработка стали и металлов – основные виды технологического процесса, и для каких целей используется этот вид обработки? Все эти знания можно получить, ознакомившись с основами технологии металлов – отрасли науки, изучающей приемы и способы создания и обработки металлических материалов.
Немного истории
Еще в древние времена мастера кузнецких дел использовали самые примитивные методы закалки. Для этого раскаленный кусок железа погружали в воду, масло или вино. Но время шло, и вместе с опытом развивались и способы закаливания металла.
В начале XIX века хрупкий чугун помещали в емкость со льдом и засыпали сахаром. После процесса нагревания продолжавшегося в течение 20 часов, чугун становился мягким и легко поддавался ковке.
Середина XIX века знаменательна тем, что русский изобретатель металлург Д. К. Чернов совершил выдающееся открытие. Он установил, что при смене температуры металл изменяет свои свойства.
Дмитрий Константинович Чернов стал основоположником науки изучающей свойства металлов – материаловедения.
В чем заключаются преимущества термообработки?
При проведении термической обработки улучшаются свойства металла, что очень ценно в масштабах современного промышленного производства. К основным преимуществам термообработки можно отнести:
- повышение износостойкости, а значит продление срока годности изделий из обработанного металла;
- значительное уменьшение процента бракованных изделий;
- экономия средств и ресурсов на производстве в результате повышения прочности и улучшения качественных характеристик деталей промышленного оборудования.
Суть термической обработки состоит в соблюдении определенной последовательности технологических операций по нагреву, выдержки и охлаждения металла.
Благодаря чему материалы приобретают иные физико-математические свойства за счет воздействия температур и изменения структуры металла.
Принципы обработки
Основной принцип – суммарное время термообработки на заготовку равняется времени необходимому на ее нагрев до требуемой температуры, времени выдержки металла под нужной температурой и способа охлаждения.
Время и степень нагрева материала определяется индивидуально, они зависят от нескольких факторов:
- размера обрабатываемой детали;
- вида металла;
- типа печи, в которой обрабатывается заготовка;
- скорости преобразования свойств материала.
Ознакомиться с основными видами и способами термической обработки можно на примере такого металла, как сталь. В современной промышленности сталь является самым востребованным видом металла. Она используется при изготовлении как массивных конструкций, так и при создании сверхточных инструментов.
Изобретение этого материала стало возможным в результате получения сплава железа и углерода. Содержание углерода в стальном сплаве составляет не более 2,1%. Как производится термическая обработка стальных изделий?
Термическая обработка металлов
Классификация и виды термообработки
Существует несколько видов термической обработки стали:
- термическая – характеризуется исключительно температурным воздействием на свойства металлов;
- термомеханическая обработка – сочетание воздействия температуры и пластической деформации заготовки;
- химико-термическая обработка – представляет собой совокупность температурного воздействия с химическими веществами.
В зависимости от структуры стали, виды термической обработки подразделяются следующим образом:
- процесс отжига;
- нормализация;
- закалка;
- обработка холодом;
- отпуск.
Термическая обработка стали проводится для придания металлу свойств, необходимых при промышленной эксплуатации изделий, например, повышенной прочности. А также при технологических процессах, когда термическая обработка является промежуточной операцией, а не завершающей.
Это требуется когда необходимо осуществить понижение твердости стали для последующей обработки. Уменьшение твердости требуется при обработке начальных заготовок из стали. Для обработки же готовых деталей используются процессы, способствующие повышению их прочности, износостойкости и твердости.
Общее определение и виды отжига
В процессе литья, ковки и прочих операций, применяемых для изготовления заготовок, металл приобретает неоднородную структуру, появляются внутренние напряжения.
Неоднородность химического состава отливок вызывает дефекты и для его устранения применяется процесс отжига. Принцип этого способа состоит в том, что заготовку или деталь нагревают до определенной температуры, а затем производится процесс медленного охлаждения.
Отжиг также подразделяется на несколько режимов:
- отжиг 1-го рода – диффузионный, рекристаллизационный, уменьшающий напряжение металла;
- отжиг 2-го рода – полный, неполный, изотермический.
Описание отжига 1-го рода
Целью проведения термических операций, относящихся к 1 типу отжига, является устранение неоднородности и неравновесия структуры стали возникших в результате предшествующих технологических обработок. Исходя из состояния заготовки, к нему могут применяться следующие процессы:
- снятие внутренних напряжений;
- рекристаллизация;
- гомогенизация (диффузионный отжиг).

Отжиг 1-го рода применяется по отношению к любому виду металла или сплава, его проведение не влечет за собой какие-либо фазовые превращения. Решающими факторами этого способа термообработки стали являются: высокая температура нагрева и время выдержки металла при этой температуре.
Диффузионный отжиг или гомогенизация
Смысл диффузионного отжига заключается в нагреве заготовки до температуры не менее 1000˚C, выдержке при высоких температурах от 8 до 15 часов и постепенном охлаждении. В результате длительного воздействия нагрева ускоряются диффузионные процессы, благодаря чему структура металла становится более однородной.
При обработке этим методом легированной стали удается добиться ее пластичности, что значительно облегчает ее дальнейшую механическую обработку.
К недостаткам диффузионного метода относится – возможность возникновения следующих побочных эффектов:
- ухудшение механических свойств стали ввиду роста зерна;
- появление вторичной неоднородности и пористости;
- возникновение коагуляции избыточных фаз.
По этой причине гомогенизация считается предварительной обработкой.
После нее рекомендуется провести полный отжиг или нормализацию стали.

Отжиг методом рекристаллизации
В процессе проведения холодной пластической деформации в структуре стали может возникнуть неоднородность, а также изменения размеров и формы кристаллов и рост внутреннего напряжения металла.
Для устранения подобных явлений применяется рекристаллизационный способ отжига. Рекристаллизационный отжиг может быть двух видов: упрочняющий и смягчающий.
Смягчающий способ часто используется в качестве окончательной обработки – для улучшения пластичных свойств при сохранении достаточной прочности металла.
Упрочняющий вид отжига применяется для улучшения упругости таких деталей, как мембраны или пружины.
В промышленности рекристаллизационный тип отжига применяется в качестве предварительной обработки перед обработкой металла методом холодного давления, а также для окончательной обработки деталей для закрепления необходимых свойств.
Уменьшение напряжений металла (низкий отжиг)
Остаточное напряжение металла является побочным явлением литья, ковки или некоторых видов термической или механической обработки и способны вызвать разрушение металла. Низкий отжиг применяется для того, чтобы полностью или частично снять эти напряжения.
Метод состоит в том, что отжиг совершается при температурном режиме ниже 700˚C на протяжении примерно 20 часов. Этого времени достаточно для практически полной ликвидации остаточных напряжений.
Промышленная термообработка
Особенности отжига 2-го рода
При обработке стали методами отжига 2-го рода происходит полное или частичное изменение структуры материала. Происходит этот процесс из-за двойной перекристаллизации, благодаря которой размеры зерен уменьшаются, а также происходит устранение внутренних напряжений.
В промышленном производстве этот вид отжига используется при проведении предварительной или окончательной обработки заготовки.
Существуют следующие виды отжига 2-го рода:
- полный;
- неполный;
- сфероидизирующий отжиг;
- изотермический.
Значение полного отжига
Эта технология применяется для создания мелкозернистой структуры стальных заготовок, произведенных методом ковки, литья или горячей штамповки. В результате обработки материал становится пластичным, исчезает внутреннее напряжение. Сталь приобретает однородную мелкозернистую структуру.
Методом полного отжига обрабатывается сталь, предназначенная для последующей обработки резанием и закаливания изделия.
При проведении полного отжига температура нагрева превышает установленные критические показатели на 40–50˚C.
Процесс неполного отжига
При этом виде термической обработки стали фазовые превращения, как правило, отсутствуют или проявляются в количестве, не имеющем какого-либо влияния на результат. Изделия или заготовки из стали подвергаются нагреву при температурах выше нижнего критического уровня. После выдерживания в нагретом состоянии в течение определенного времени, металл медленно охлаждается.
Отжиг на зернистый перлит (сфероидизация)
Сфероидизирующий отжиг широко используется для термообработки углеродистой и легированной инструментальной стали. Металл нагревается примерно на 30˚C выше критической точки, и выдерживают установленное количество времени. До 600˚C процесс охлаждения проходит очень медленно в печи, затем сталь остывает на воздухе. Благодаря такому способу обработки удается получить зернистую (округлую) форму перлита, что значительно облегчает обработку резанием заготовки.
Изотермический отжиг
Суть изотермического отжига стали заключается в накаливании металла, его быстрого охлаждения до определенного температурного уровня и выдержки до распада аустенита.
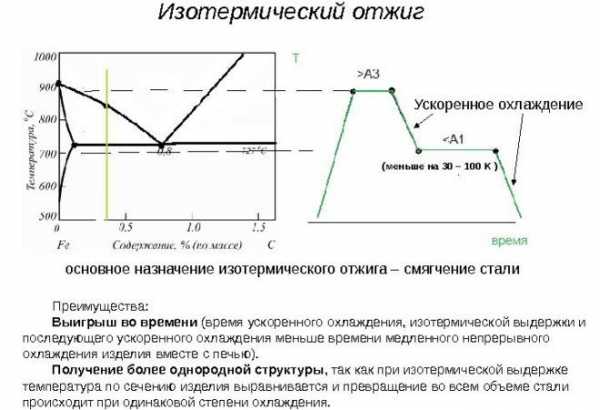
Далее, охлаждение продолжают на открытом воздухе.
Структура стали при использовании этого метода становится более однородной, как при полном отжиге. Преимущество изотермического способа заключается в том, что по сравнению с полным отжигом весь технологический процесс занимает меньше времени. Изотермическая обработка применяется в основном для отжига небольших изделий – штамповок, заготовок для инструментов.
Нормализация стали
Процесс представляет собой нагрев стали, с небольшой выдержкой в определенном температурном режиме и с последующим охлаждением на воздухе, а не в печи.
Широко используется в качестве промежуточной обработки стали для улучшения структуры металла перед его закалкой, и для его смягчения перед резанием. По своей сути нормализация напоминает процесс отжига.
В основном процесс нормализации применяется для термической обработки углеродистых сталей. В результате отпадает необходимость в закалке стали со средним содержанием углерода.
В ходе обработки наступает полная перекристаллизация стали и устраняется крупнозернистость структуры. А также нормализацию часто применяют для термообработки низкоуглеродистой стали вместо полного отжига. Для стальных сплавов с высоким содержанием углерода полный отжиг необходим.
Закалка стали
Закалка – способ термической обработки стали, в процессе которого производится нагрев металла приблизительно до 900˚C, определенной выдержки и последующего очень быстрого охлаждения. Благодаря такой технологии повышается прочность и износостойкость сплава, и улучшение его других физико-механических характеристик.
Для проведения успешной термической обработки правильный выбор закалочной среды имеет большое значение.
Наиболее часто для проведения закалки используется:
- вода;
- солевые растворы;
- едкие щелочные материалы;
- технические масла.

Масло один из материалов используемый для закалки металла
Закаливаемость и прокаливаемость стали
Для закалки характерны следующие показатели – закаливаемость и прокаливаемость материала:
- Закаливаемость определяет твердость, которую приобретает сталь после проведения закалки. Твердость имеет прямую зависимость от содержания углерода в обрабатываемом металле. Например, к материалу с содержанием углерода ниже 0,3% закалка не применяется ввиду ее неэффективности.
- Прокаливаемость определяет глубину, на которую распространяется область закалки. Этот показатель зависит от химического состава стали, а также от скорости охлаждения. Чем быстрее происходит охлаждение металла, тем глубже прокаливается заготовка. Содержание углерода также имеет влияние на этот показатель – чем выше его содержание, тем больше степень прокаливания. Размер заготовки или детали являются еще одним фактором, определяющим глубину обработки – большим деталям требуется больше времени для остывания, следовательно, и прокаливание распространится на меньшую глубину.
Влияние способов охлаждения на закалку
В зависимости от способа охлаждения стали закалка классифицируется следующим образом:
- Закалка в одной среде – самый простой и наиболее часто применяемый в промышленности способ термообработки. Главным его недостатком является возможность возникновения внутренних напряжений металла.
- Закалка в двух средах – при использовании этого метода материал охлаждают попеременно в двух жидкостях. Для процесса могут быть использованы вода и масло.
- Изотермическая закалка – принцип этого метода аналогичен ступенчатой закалке. Для охлаждения материала используется расплавленная соль или масло. Этот вид закалки широко используется для заколки небольших деталей – шайбы, пружины, болты.
- Ступенчатая закалка – производится охлаждение изделия с помощью соляного раствора, имеющего температуру 200–300˚C. После определенного периода выдержки проводится окончательное остывание стали на открытом воздухе. Ступенчатая закалка способствует снятию внутренних напряжений и уменьшает возможность появления трещин.

В чем заключается процесс отпуска стали?
Отпуск – это вид завершающей стадии термической отделки стали, во время которого происходит окончательное формирование структуры материала. Процесс отпуска состоит из нагрева до температуры ниже критической точки, за которым следует охлаждение.
Сам процесс подразделяется на три вида:
- Низкий отпуск – происходит при температурном режиме 150–250˚C. При протекании процесса низкого отпуска происходит уменьшение внутренних напряжений и хрупкости металла, а вязкость стали немного повышается. Твердость при этом остается практически неизмененной.
- Средний отпуск – характеризуется тем, что процесс проходит при температуре от 350 до 450 ˚C. Отличие от других видов отпуска состоит в том, что твердость детали уменьшается, а вязкость значительно увеличивается. Используется для обработки деталей, которые при эксплуатации испытывают умеренные ударные нагрузки.
- Высокий отпуск – производится при соблюдении температурного интервала от 500 до 650˚C, с последующим постепенным охлаждением. Внутренние напряжения материала при этом практически устраняются. Прочность и пластичность при этом виде обработки имеют высокие характеристики в сочетании с достаточной твердостью металла. Высокий отпуск применяется для углеродистых и легированных видов заготовок, предназначенных для изготовления валов, шестерней.
Криогенная обработка
Отделка холодом также относится к способам термической обработки. Производится операция после проведения закалки методом охлаждения в специальных криогенных камерах при отрицательных температурах в течение установленного времени. После этого состояние детали возвращается к комнатной температуре. Криогенная отделка позволяет увеличить износостойкость и прочность изделий, а также повышает стойкость к коррозии.
Из всего вышеизложенного следует один важный вывод – термообработка стали является неотъемлемой частью современной промышленности.
Видео: Теория термической обработки стали
promzn.ru
основные виды, плюсы и минусы
 Термообработка металла является важной частью производственного процесса в цветной и чёрной металлургии. После этой процедуры материалы приобретают необходимые характеристики. Термообработку использовали довольно давно, но она была несовершенна. Современные методы позволяют достичь лучших результатов с меньшими затратами, и снизить стоимость.
Термообработка металла является важной частью производственного процесса в цветной и чёрной металлургии. После этой процедуры материалы приобретают необходимые характеристики. Термообработку использовали довольно давно, но она была несовершенна. Современные методы позволяют достичь лучших результатов с меньшими затратами, и снизить стоимость.
Особенности термической обработки
Для придания нужных свойств металлической детали она подвергается термической обработке. Во время этого процесса происходит структурное изменение материала.
Металлические изделия, используемые в хозяйстве, должны быть устойчивыми к внешнему воздействию. Чтобы этого достичь, металл необходимо усилить при помощи воздействия высокой температуры. Такая обработка меняет форму кристаллической решётки, минимизирует внутреннее напряжение и улучшает его свойства.
Виды термической обработки стали
Термообработка стали сводится к трём этапам: нагреву, выдержке и быстрому охлаждению. Существует несколько видов этого процесса, но основные этапы у них остаются одинаковыми.
Выделяют такие виды термической обработки:
- Техническая (отпуск, закалка, криогенная обработка, старение).
- Термомеханическая, при которой используют не только высокую температуру, но и физическое воздействие на металл.
- Химико-термическая включает в себя термическую обработку металла с последующим воздействием на поверхность азотом, хромом или углеродом.
Отжиг
Это производственный процесс нагрева металла до заданной температуры, а затем медленного охлаждения, которое происходит естественным путём. В результате этой процедуры устраняется неоднородность металла, снижается внутреннее напряжение, и уменьшается твёрдость сплава, что значительно облегчает его переработку. Существует два вида отжига: первого и второго рода.
При отжиге первого рода фазовое состояние сплава изменяется незначительно. У него есть разновидности:
- Гомогенизированный — температура составляет 1100−1200 °C, металл выдерживается от 7−14 часов в таких условиях.
- Рекристаллизационный — температура отжига 100−200 °C, эта процедура используется для клёпаной стали.
При отжиге второго рода происходит фазовое изменения металла. Процесс имеет несколько видов:
 Полный отжиг — металл нагревается на 25−40 °C выше критического значения для этого материала и охлаждается со специальной скоростью.
Полный отжиг — металл нагревается на 25−40 °C выше критического значения для этого материала и охлаждается со специальной скоростью.- Неполный — сплав нагревается до критической точки и долго остывает.
- Диффузионный — отжиг производится при температуре 1100−1200 °C.
- Изотермический — нагрев металла происходит как при полном отжиге, но охлаждение ниже критической температуры, остывание на открытом воздухе.
- Нормализованный — производится полный отжиг металла с остыванием на воздухе.
 Полный отжиг — металл нагревается на 25−40 °C выше критического значения для этого материала и охлаждается со специальной скоростью.
Полный отжиг — металл нагревается на 25−40 °C выше критического значения для этого материала и охлаждается со специальной скоростью.Закалка
Это процесс манипуляции металлом для достижения мартенситного превращения, чем обеспечивается повышенная прочность и уменьшенная пластичность изделия. При закалке сплав нагревают до критического значения, как и при отжиге, но процесс охлаждения производится значительно быстрее, и для этого используют ванную с жидкостью. Существует несколько видов закалки:
- Закалка в одной жидкости, для мелких деталей используют масло, а для крупных — воду.
- Прерывистая закалка — понижение температуры происходит в два этапа: резкое охлаждение до температуры в 300 °C, с помощью воды, а затем изделие помещают в масло или на открытый воздух.
- Ступенчатая — при достижении металла необходимой температуры, его охлаждают в расплавленных солях, а затем на открытом воздухе.
- Изотермическая — сходный со ступенчатой, отличается во времени выдержки.
- Закалка с самоотпуском, сплав охлаждается не полностью, оставляется тёплый участок в середине. В результате металл получает повышенную прочность и высокую вязкость. Такое сочетание отлично подходит для ударных инструментов.
Неправильно сделанная закалка может привести к появлению таких дефектов:
- обезуглероживание;
- трещины;
- коробление или поводки.
Главная причина поводок и трещин — неравномерное изменение размера детали при охлаждении или нагреве. Они также могут возникнуть при резком повышении прочности в отдельных местах. Лучший способ избежать этих проблем — медленное охлаждение металла до значения мартенситного превращения.
Поводка и коробление возникает при неравномерном охлаждении искривлённых деталей. Эти дефекты довольно невелики и могут быть исправлены шлифованием. Предварительный отжиг деталей и их постепенный и равномерный нагрев помогут избежать коробления.
Обезуглероживание металла происходит в результате выгорания углерода при длительном нагреве. Интенсивность процесса зависит от температуры нагрева, чем она выше, тем быстрее процесс. Для исправления деталь нагревают в нейтральной среде (муфельной печи).
Окалины на поверхности металла приводят к угару и деформации изделия. Это снижает скорость нагрева и делает механическую обработку более трудной. Окалины удаляются химическим или механическим способом. Для того чтобы избежать их появления, нужно использовать специальную пасту (100 г жидкого стекла, 25 г графита, 75 г огнеупорной глины, 14 г буры, 100 г воды, 30 г карборунда). Состав наносится на изделия и оставляется до полного высыхания, а затем нагревается как обычно.
Отпуск
Он смягчает воздействие закалки, снимает напряжение, уменьшает хрупкость, повышает вязкость. Отпуск производится с помощью нагрева детали, закалённой до критической температуры. В зависимости от значения температуры можно получить состояния тростита, мартенсита, сорбита. Они отличаются от похожих состояний в закалке по свойствам и структуре, которая более точечная. Это увеличивает пластичность и прочность сплава. Металл с точечной структурой имеет более высокую ударную вязкость.
В зависимости от температуры различают такие виды отпуска: низкий, средний, высокий.
Для точного определения температуры используют таблицу цветов. Плёнка окислов железа придаёт металлу разные цвета. Она появляется, если изделие очистить от окалин и нагреть до 210 °C, при повышении температуры толщина плёнки увеличивается.
При низком отпуске (температура до 300 °C) в составе сплава остаётся мартенсит, который изменяет структуру материала. Кроме того, выделяется карбид железа. Это увеличивает вязкость стали и уменьшает её твёрдость. При низком отпуске металл охлаждают в соляных и масляных ваннах.
Высокий отпуск значительно улучшает механические свойства стали, увеличивает вязкость, пластичность, прочность. Её широко используют для изготовления рессор, шатунов двигателей, кузнечных штампов, осей автомобилей. Для мелкозернистой легированной стали отпуск проводят сразу после нормализации.
Чтобы увеличить обрабатываемость металла, его нормализацию производят при высокой температуре (970 °C), что повышает его твёрдость. Для уменьшения этого параметра делают высокий отпуск.
Криогенная обработка
Изменения структуры металла можно добиться не только высокой температурой, но и низкой. Обработка сплава при температуре ниже 0 °C широко применяется в разных отраслях производства. Процесс происходит при температуре 195 °C.
Плюсы криогенной обработки:
- Снижает количество аустенита, что придаёт устойчивость размерам деталей.
- Не требует последующего отпуска, что сокращает производственный цикл.
- После такой обработки детали лучше поддаются шлифовке и полировке.
Химико-термическая обработка
Химико-термическая обработка включает в себя не только воздействие с помощью высокой температуры, но и химическое. Результатом этой процедуры является повышенная прочность и износостойкость металла, а также придание огнестойкости и кислотоустойчивости.
Различают такие виды обработки:
- Цементация.
- Азотирование.
- Нитроцементация.
- Борирование.
 Цементация стали — представляет собой процесс дополнительной обработки металла углеродом перед закалкой и отпуском. После проведения процедуры повышается выносливость изделия при кручении и изгибе.
Цементация стали — представляет собой процесс дополнительной обработки металла углеродом перед закалкой и отпуском. После проведения процедуры повышается выносливость изделия при кручении и изгибе.
Перед началом цементации производится тщательное очищение поверхности, после чего её покрывают специальными составами. Процедуру производят после полного высыхания поверхности.
Различают несколько видов цементации: жидкая, твёрдая, газовая. При первом виде используют специальную печь-ванную, в которую засыпают 75% соды, 10% карбида кремния, 15% хлористого натрия. После чего изделие погружают в ёмкость. Процесс протекает в течение 2 часов при температуре 850 °C.
Твёрдую цементацию удобно выполнять в домашней мастерской. Для неё используют специальную пасту на основе кальцинированной соды, сажи, щавелево-кислого натрия и воды. Полученный состав наносят на поверхность и ждут высыхания. После этого изделие помещают в печь на 2 часа при температуре в 900 °C.
При газовой цементации используют смеси газов, содержащие метан. Процедура происходит в специальной камере при температуре в 900 °C.
Азотирование стали — процесс насыщения поверхности металла азотом при помощи нагрева до 650 °C в аммиачной атмосфере. После обработки сплав увеличивает свою твёрдость, а также приобретает сопротивление к коррозии. Азотирование, в отличие от цементации, позволяет сохранить высокую прочность при больших температурах. А также изделия не коробятся при охлаждении. Азотирование металла широко применяется в промышленности для придания изделию износостойкости, увеличения твёрдости и защиты от коррозии.
Нитроцементация стали заключается в обработке поверхности углеродом и азотом при высокой температуре с дальнейшей закалкой и отпуском. Процедура может осуществляться при температуре 850 °C в газовой среде. Нитроцементацию используют для инструментальных сталей.
При борировании стали на поверхность металла наносят слой бора. Процедура происходит при температуре 910 °C. Такая обработка используется для повышения стойкости штампового и бурового инструментов.
Термомеханическая обработка
При использовании этого метода применяют высокую температуру и пластическую деформацию. Различают такие виды термомеханической обработки:
- Высокотемпературная.
- Низкотемпературная.
- Предварительная.
При высокотемпературной обработке деформация металла происходит после разогрева. Сплав подогревают выше температуры рекристаллизации. После чего производится закалка с отпуском.
Высокотемпературная обработка металла:
- Повышает вязкость.
- Устраняет отпускную хрупкость.
 Такой обработке подвергают конструкционные, инструментальные, углеродистые, пружинные, легированные стали.
Такой обработке подвергают конструкционные, инструментальные, углеродистые, пружинные, легированные стали.
При низкотемпературной обработке заготовку после охлаждения выдерживают при температуре ниже значения рекристаллизации и выше мартенситного превращения. На этом этапе делают пластическую деформацию. Такая обработка не даёт устойчивости металлу при отпуске, а для её осуществления необходимо мощное оборудование.
Для осуществления термомеханической обработки необходимо применять специальные приспособления для давления, нагрева и охлаждения заготовки.
Термообработка цветных сплавов
Цветные металлы отличаются по своим свойствам друг от друга, поэтому для них применяют свои виды термообработки. Для выравнивания химического состава меди её подвергают рекристаллизационному отжигу. Латунь обрабатывают при низкой температуре (200 °C). Бронзу подвергают отжигу при температуре 550 °C. Магний закаляют, отжигают и подвергают старению, алюминий подвергают похожей обработке.
В чёрной и цветной металлургии широко применяются разные виды термической обработки металлов. Их используют для получения нужных свойств у сплавов, а также экономии средств. Для каждой процедуры и металла подбираются свои значения температуры.
tokar.guru
27. Отжиг и нормализация. Виды отжига.
Термической обработкой называют совокупность операций нагрева, выдержки и охлаждения металлических сплавов, находящихся в твёрдом состоянии, для изменения их структуры и получения нужных физико – механических свойств.
Отжиг – нагрев стали до заданной температуры, выдержка и медленное охлаждение (вместе с печью) для получения ненапряжённой структуры и устранения ликвации.
Существуют различные виды отжига:
Полный отжигхарактеризуется нагревом стали на 30…50° выше температуры превращений АС3(доэвтектоидные стали) и последующим медленным охлаждением – происходит значительное снижение твердости и устранение структурной неоднородности стали; структура её становится мелкозернистой. Полный отжиг применяют для доэвтектоидных сталей.
Неполный отжигхарактеризуется нагревом стали до температур в интервале АС1– АС3(доэвтектоидные стали) и АС1– АСm(заэвтектоидные стали) и последующим медленным охлаждением – снижается твердость, что улучшает обрабатываемость стали, снимаются внутренние напряжения и структура становится более однородной.
Изотермический отжиг(применяется только для легированных сталей) состоит из нагрева их на 20…30° выше АС3выдержки и относительно быстрого охлаждения до температуры ниже точки Аr1(630…700°С). При этой температуре сталь выдерживают до полного распада аустенита, затем охлаждают на воздухе – стали приобретают такие же механические свойства, как и после полного отжига, но время обработки сокращается вдвое.
Отжиг на зернистый перлит (сфероидизация)заключается в нагреве немного выше точки АС1, длительной выдержке при этой температуре и медленного охлаждения (25…30°С в час) до 600 °С, выдержки и последующего охлаждения на воздухе – карбиды принимают зернистую (округлую) форму, понижается твердость стали и улучшается ее обработка резанием.
Диффузионный отжиг (гомогенизация)состоит из нагрева стали до 1050…1150°С, длительной выдержки (10…15 ч) и последующего медленного охлаждения – выравнивается химическая неоднородность стали, то есть уменьшение ликвации в слитках, отливках, заготовках. Поэтому диффузионный отжиг называют также гомогенизацией (получение однородного по составу сплава).
Рекристаллизационный (низкий)отжиг состоит из нагрева стали ниже точки АС1на 50…100°, выдержки при этой температуре и последующего охлаждения на воздухе – образуется однородная мелкозернистая структура с небольшой твердостью и значительной вязкостью.
Нормализация — нагрев стали выше температуры фазовых превращений с последующим охлаждением на воздухе для улучшения микроструктуры стали и повышения механических свойств. Это более экономичный термический процесс, чем отжиг. Она более производительна и дает лучшие результаты. При нормализации измельчается зерно перлита, разрушается сетка цементита в заэвтектоидных сталях и повышаются механические свойства стали. Нормализованная сталь более твердая, чем отожженная. Твердость нормализованной стали 150…300 НВ в зависимости от химического состава стали. Нормализация обеспечивает большую производительность при обработке резанием и получение меньшей шероховатости обработанной поверхности.
studfiles.net
Лекция 8 Операции термической обработки стали. Отжиг стали. Виды отжига. Нормализация. Виды и способы закалки стали. Виды отпуска.
Операции термической обработки стали.
Термическая обработка – самый распространенный в современной технике способ изменения свойств металлов и сплавов. Термообработку применяют как промежуточную операцию для улучшения технологических свойств (обрабатываемости давлением, резанием и д.п.) и как окончательную операцию для придания металлу или сплаву такого комплекса свойств, который обеспечивает необходимые эксплуатационные характеристики изделия. Термическая обработка включает в себя следующие основные виды: отжиг 1-го рода, отжиг 2-го рода, закалку с полиморфным превращением, закалку без полиморфного превращения, отпуск, старение.
Эти виды термической обработки относятся и к сталям, и к различным металлам и сплавам. Рассмотрим термическую обработку сталей.
Отжиг, нормализация, закалка, отпуск.
Отжиг.
Отжиг І рода – термическая операция, состоящая в нагреве металла в неустойчивом состоянии, полученном предшествующими обработками, для приведения металла в более устойчивое состояние. Отжиг 1 рода не связан с фазовыми превращениями. Различают гомогенизационный (диффузионный), рекристаллизационный отжиг и отжиг, уменьшающий напряжения.
Гомогенизационный отжиг – это термическая обработка, при которой главным процессом является устранение последствий дендритной ликвации. Это достигается за счет диффузионных процессов. Поэтому, чтобы обеспечить высокую скорость диффузии, сталь нагревают до высоких температур в аустенитной области – 1000-12000С. При этих температурах делается длительная выдержка (10-20 час.) и медленное охлаждение. При гомогенизационном отжиге вырастает крупное аустенитное зерно. Избавиться от этого нежелательного явления можно путем последующей обработки давлением или отжигом ΙΙ рода. Выравнивание состава стали при гомогенизационном отжиге положительно сказывается на механических свойствах, особенно пластичности.
Рекристаллизационный отжиг применяют для сталей после холодной обработки давлением – это термическая обработка деформированного металла или сплава, при котором главным процессом являются возврат и рекристаллизация соответственно. Возвратом называют все изменения в тонкой структуре, которые не сопровождаются изменениями микроструктуры деформированного металла (размер и форма зерен не изменяется). Возврат происходит при относительно низких температурах (300-400 0С).
Рекристаллизацией называют зарождение и рост новых зерен с меньшим количеством дефектов кристаллического строения. В результате рекристаллизации образуются совершенно новые, чаще всего равноосные кристаллы. Между температурным порогом рекристаллизации и температурой плавления имеется простое соотношение:
ТР ≈ (0,3 – 0,4)∙ТПЛ., что составляет для углеродистых сталей 670-700 0С.
Отжиг, уменьшающий напряжение – это термическая обработка, при которой главным процессом является полная или частичная релаксация остаточных напряжений. Такие напряжения возникают при обработке давлением, литья, сварки, шлифовании, обработки резанием и др. технологических процессах. Внутренние напряжения сохраняются в деталях после окончания технологического процесса и называются остаточными. Избавиться от нежелательных напряжений можно путем нагрева сталей от 150 до 650 0С в зависимости от марки стали и способа обработки.
Отжиг ΙΙ рода основан на использовании фазовых превращений сплавов. Этот вид отжига состоит в нагреве выше температуры превращения с последующим медленным охлаждением для получения устойчивого структурного состояния сплавов.
Полный отжиг производится для доэвтектоидных сталей. Для этого сталь нагревают выше критической точки Ас3 на 30-50 0С и после прогрева детали проводят медленное охлаждение. Как правило, детали охлаждают вместе с печью со скоростью 30-100 0С/час. Температурный интервал нагрева для полного отжига показан на стальной части диаграммы железо-цементит (выше линии GS, рис. 1).
Структура доэвтектоидной стали после отжига состоит из избыточного феррита и перлита.
Основные цели полного отжига:
– устранение пороков структуры, возникших при предыдущей обработке (литье, горячей деформации, сварке, термообработке) – крупнозернистость и видманштеттов феррит;
– смягчение стали перед обработкой резанием – получение крупнозернистости для улучшения качества поверхности и большей ломкости стружки низкоуглеродистых сталей;
– уменьшение напряжений.
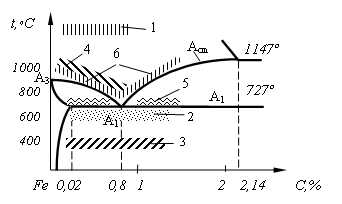
Рис. 1. Стальная область диаграммы с зонами нагрева при отжиге: 1 – диффузионный; 2 – рекристаллизационный; 3 – для снятия напряжений; 4 – полный; 5 – неполный;
6 – нормализационный
Неполный отжиг отличается от полного тем, что в этом случае нагрев производится на 30-50 0С выше критической точки Ас1 (линия РSК на диаграмме железо-цементит). Эта операция производится как для доэвтектоидных сталей, так и для заэвтектоидных сталей. Охлаждение проводят так же, как и при полном отжиге (вместе с печью).
При неполном отжиге не происходит изменение ферритной составляющей структуры в доэвтектоидной стали и цементитной составляющей в заэвтектоидной стали. Поэтому полного исправления структуры не происходит. Неполный отжиг доэвтектоидной стали используют для смягчения ее перед обработкой резанием, снятия внутренних напряжений.
В заэвтектоидных сталях в результате неполного отжига образуется структура зернистого перлита, обладающая наименьшей твердостью, позволяющая облегчить обработку резанием углеродистых и легированных инструментальных и подшипниковых сталей. Кроме того зернистый перлит является оптимальной структурой перед закалкой, т.к. обладает меньшей склонностью к росту аустенитных зерен, широким интервалом закалочных температур, меньшей склонностью к растрескиванию при закалке и повышенной прочностью и вязкостью закаленной стали.
Изотермический отжиг заключается в нагреве стали до температуры Ас3 + (30-50 0С), затем ускоренное охлаждение до температуры изотермической выдержки ниже точки Ас1 и дальнейшее охлаждение на спокойном воздухе. Изотермический отжиг по сравнению с обычным отжигом имеет два преимущества:
– больший выигрыш во времени, т.к. суммарное время ускоренного охлаждения, выдержки и последующего охлаждения может быть меньше медленного охлаждения изделия вместе с печью;
– получение более однородной структуры по сечению изделий, т.к. при изотермической выдержке температура по сечению изделия выравнивается и превращение во всем объеме стали происходит при одинаковой степени переохлаждения.
Нормализация.
Нормализационный отжиг (нормализация) применяют как промежуточную операцию для смягчения стали перед обработкой резанием и для общего улучшения структуры стали перед закалкой. При нормализации доэвтектоидную сталь нагревают до температур Ас3 + 30-50 0С и заэвтектоидную Аст + 30-50 0С и после выдержки охлаждают на спокойном воздухе.
Ускоренное по сравнению с отжигом охлаждение обуславливает несколько большее переохлаждение аустенита. Поэтому при нормализации получается более тонкое строение эвтектоида (тонкий перлит или сорбит) и более мелкое эвтектоидное зерно.
Прочность стали после нормализации несколько выше, чем после отжига. В заэвтектоидной стали нормализация устраняет грубую сетку вторичного цементита. При нагреве выше точки Аст вторичный цементит растворяется, а при последующем ускоренном охлаждении на воздухе он не успевает образовать грубую сетку, понижающую свойства стали.
studfiles.net