Овальность трубы: овальность | это… Что такое овальность?
alexxlab | 06.06.2023 | 0 | Разное
овальность | это… Что такое овальность?
3.2.5 овальность (out-of-roundness): Разность между измеренными максимальным и минимальным наружными диаметрами в одном и том же поперечном сечении трубы.
Источник: ГОСТ ИСО 11922-1-2006: Трубы из термопластов для транспортирования жидких и газообразных сред. Размеры и допуски. Часть 1. Метрическая серия оригинал документа
3.4 овальность (отклонение от круглой формы): Разность наибольшего и наименьшего значений диаметров, измеренных в одном поперечном сечении, перпендикулярном к оси трубы.
Источник: ГОСТ 617-2006: Трубы медные и латунные круглого сечения общего назначения. Технические условия оригинал документа
3.2 овальность (отклонение от круглой формы): Разность наибольшего и наименьшего значений диаметров, измеренных в одном поперечном сечении, перпендикулярном коси трубы.
Источник: ГОСТ 10092-2006: Трубы мельхиоровые для теплообменных аппаратов. Технические условия оригинал документа
3.
Источник: ГОСТ 1535-2006: Прутки медные. Технические условия оригинал документа
3.3 овальность (отклонение от круглой формы): Разность наибольшего и наименьшего значений диаметров, измеренных в одном поперечном сечении, перпендикулярном к оси трубы.
Источник: ГОСТ Р 52318-2005: Трубы медные круглого сечения для воды и газа. Технические условия оригинал документа
3.19 овальность: Нарушение формы поперечного сечения трубы, характеризующееся ее
отклонением от идеально кольцевой.
Примечание – Численно овальность сечения определяется в зависимости от значений наибольшего и наименьшего наружных диаметров в рассматриваемом сечении трубы.
Источник: СТО Газпром 2-2.1-249-2008: Магистральные трубопроводы
3.1 овальность (отклонение от круглой формы): Разность между наибольшим и наименьшим значениями диаметра, измеренными в одном поперечном сечении, перпендикулярном к оси трубки.
Источник: ГОСТ Р 54158-2010: Трубки из меди и медных сплавов тонкостенные. Технические условия оригинал документа
3.1 овальность: Разница между измерениями диаметра, выполненными перпендикулярно и параллельно слою роста коры.
Источник: ГОСТ Р ИСО 9727-1-2009: Пробки корковые цилиндрические. Методы определения физических свойств. Часть 1. Определение размеров оригинал документа
3.2 овальность (отклонение от круглой формы): Разность наибольшего и наименьшего значений диаметров, измеренных в одном поперечном сечении, перпендикулярном к оси проволоки.
Источник: ГОСТ 5221-2008: Проволока из оловянно-цинковой бронзы. Технические условия оригинал документа
3.2 овальность
Источник: ГОСТ Р 53803-2010: Катанка медная для электротехнических целей. Технические условия оригинал документа
3. 2 овальность (отклонение от круглой формы): Разность наибольшего и наименьшего значений диаметров, измеренных в одном поперечном сечении, перпендикулярном к оси трубы.
2 овальность (отклонение от круглой формы): Разность наибольшего и наименьшего значений диаметров, измеренных в одном поперечном сечении, перпендикулярном к оси трубы.
Источник: ГОСТ Р 54568-2011: Трубы из сплава марки МНЖ5-1. Технические условия оригинал документа
3.2 овальность (отклонение от круглой формы): Разность наибольшего и наименьшего значений диаметров, измеренных в одном поперечном сечении, перпендикулярном к оси проволоки.
Источник: ГОСТ Р 54150-2010: Проволока из бронзы марки БрКМц3-1. Технические условия оригинал документа
3.1 овальность: Отклонение формы, при котором поперечное сечение круглого проката имеет овалообразную форму.
Источник: ГОСТ 26877-2008: Металлопродукция. Методы измерений отклонений формы оригинал документа
Смотри также родственные термины:
3.2 овальность (отклонение от круглой формы): Разность наибольшего и наименьшего значений диаметров, измеренных в одном поперечном сечении, перпендикулярном к оси проволоки.
Определения термина из разных документов: овальность (отклонение от круглой формы)
Источник: ГОСТ Р 53405-2009: Проволока медная крешерная. Технические условия оригинал документа
3.7 овальность (отклонение от круглости), мм: Разность между измеренными максимальным и минимальным наружными диаметрами в одном и том же поперечном сечении трубы.
Определения термина из разных документов: овальность (отклонение от круглости),
Источник: ГОСТ 18599-2001: Трубы напорные из полиэтилена. Технические условия оригинал документа
3.7 овальность (отклонение от круглости), мм: Разность между измеренными максимальным и минимальным наружными диаметрами в одном и том же поперечном сечении трубы.
Определения термина из разных документов: овальность (отклонение от круглости),
Источник: 2:
3.5 овальность (отклонение от круглости), мм: Разность между измеренными максимальным и минимальным наружными диаметрами в одном и том же поперечном сечении трубы.
Определения термина из разных документов: овальность (отклонение от круглости), мм
Источник: ГОСТ Р 50838-2009: Трубы из полиэтилена для газопроводов. Технические условия оригинал документа
3.31 овальность высадки (upset ovality): Разность между наибольшим и наименьшим диаметрами в плоскости, перпендикулярной коси тела бурильной трубы.
Определения термина из разных документов: овальность высадки
Источник: ГОСТ Р 54383-2011: Трубы стальные бурильные для нефтяной и газовой промышленности. Технические условия оригинал документа
3.25 овальность О (ovality), %: Отклонение от окружности поперечного сечения трубы.
(1)
где Dmax – максимальный наружный диаметр, мм;
Dmin – минимальный наружный диаметр, мм;
D – номинальный наружный диаметр, мм.
Определения термина из разных документов: овальность О
Источник: ГОСТ Р ИСО 2531-2008: Трубы, фитинги, арматура и их соединения из чугуна с шаровидным графитом для водо- и газоснабжения.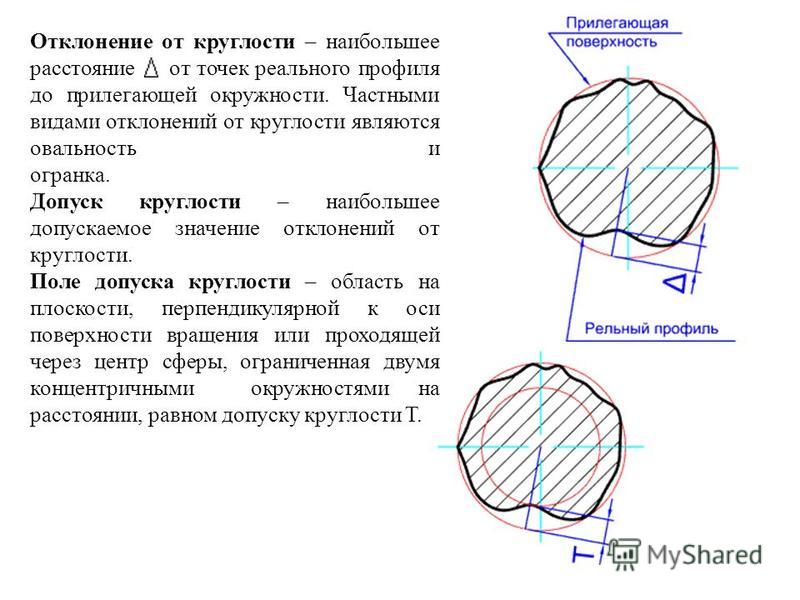 Технические условия оригинал документа
Технические условия оригинал документа
3.25 овальность О (ovality), %: Отклонение от окружности поперечного сечения трубы.
(1)
где Dmax – максимальный наружный диаметр, мм;
Dmin – минимальный наружный диаметр, мм;
D – номинальный наружный диаметр, мм.
Определения термина из разных документов: овальность О
Источник: ГОСТ ISO 2531-2012: Трубы, фитинги, арматура и их соединения из чугуна с шаровидным графитом для водо- и газоснабжения. Технические условия
3.1.20. овальность обечайки : Отклонение от круглости, при котором реальный профиль представляет собой неправильную окружность, наибольший и наименьший диаметры которой могут не находиться во взаимно перпендикулярных направлениях;
Определения термина из разных документов: овальность обечайки
Источник: СТО ЦКТИ 10.004-2007: Сосуды энергомашиностроения.
3.1.7. овальность раструбного конца детали, мм : Разность между максимальным и минимальным внутренними диаметрами раструбного конца в одном и том же поперечном сечении, параллельном торцу детали, на расстоянии не более L1 (расчетная глубина захода).
Определения термина из разных документов: овальность раструбного конца детали, мм
Источник: ГОСТ Р 52779-2007: Детали соединительные из полиэтилена для газопроводов. Общие технические условия оригинал документа
49. Овальность ствола
Овальность
Форма поперечного сечения торца круглого лесоматериала, у которого больший диаметр не менее чем в 1,5 раза превышает меньший
Определения термина из разных документов: Овальность ствола
Источник: ГОСТ 2140-81: Видимые пороки древесины. Классификация, термины и определения, способы измерения оригинал документа
3.2 овальность труб, мм: Разность между максимальным и минимальным наружными диаметрами у торца трубы (детали).
Определения термина из разных документов: овальность труб, мм
Источник: СТО 45167708-01-2007: Проектирование и строительство полиэтиленовых газопроводов давлением до 1,2 МПа и реконструкция изношенных газопроводов
3.1.6. овальность трубного конца детали, мм : Разность между максимальным и минимальным наружными диаметрами свариваемого конца, измеренными в одном и том же поперечном сечении, параллельном торцу детали на расстоянии не более L2 (длина трубного конца) от торца.
Определения термина из разных документов: овальность трубного конца детали, мм
Источник: ГОСТ Р 52779-2007: Детали соединительные из полиэтилена для газопроводов. Общие технические условия оригинал документа
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
Измерение овальности трубы | Дефектоскопист.ру
kot5430
Бывалый
- #1
Здравствуйте всем. Возникла необходимость произвести измерения овальности трубы по бобышкам крипа. Знаю, что эти измерения проводят микрометрами. Дабы не пролететь с покупкой оборудования и возник вопрос: труба диаметром 325 мм можно ли произвести измерения овальности микрометром МК 400? Возможно есть другой прибор, о котором я не знаю. Штангенциркулем насколько я знаю нельзя это выполнять, точность не та.
Митрич
Профессионал
- #2
Здравствуйте. По бобышкам замеряют остаточную деформацию, овальность замеряют по трубе непосредственно. Если речь идет о замере овальности, то удобнее воспользоваться кронциркулем или штангельциркулем с удлиненными губками (хотя на 325 вряд ли). МК 400 имеет диапазон от 300 до 400 мм. С ним в комплекте должны быть две штанги на 325 и 375 мм. По бобышкам у вас будет 365 мм, труба возле бобышек 325. Поэтому, одного микрометра МК 400 Вам хватит.
По бобышкам замеряют остаточную деформацию, овальность замеряют по трубе непосредственно. Если речь идет о замере овальности, то удобнее воспользоваться кронциркулем или штангельциркулем с удлиненными губками (хотя на 325 вряд ли). МК 400 имеет диапазон от 300 до 400 мм. С ним в комплекте должны быть две штанги на 325 и 375 мм. По бобышкам у вас будет 365 мм, труба возле бобышек 325. Поэтому, одного микрометра МК 400 Вам хватит.
Последнее редактирование:
kot5430
Бывалый
- #3
Вы правы. Действительно, я некорректно написал. Необходимо измерить остаточную деформацию. Спасибо за разъяснение. Будем брать микрометр.
astrut
Дефектоскопист всея Руси
- #4
kot5430 написал(а):
Вы правы. Действительно, я некорректно написал. Необходимо измерить остаточную деформацию.
Нажмите для раскрытия.
..
И да и нет. Иногда возникает ситуация, когда, при измерении по бобышкам, труба в одном направлении “худеет”. Нередко такой результат списывают на промахи в измерениях. Это не всегда так. Надо анализировать. Причиной “похудания”, как раз, может быть либо выправление исходной овальности трубы внутренним давлением, либо внешние воздействия – изгибается паропровод на этом участке и овальность трубы увеличивается
PS Изменение размеров по бобышкам не только ползучестью определяеся. 2 пары бобышек в одном сечении в общем случае не достаточно.
Митрич
Профессионал
- #5
Измерение ОД, а особенно анализ этих измерений тот еще геморрой. В процессе эксплуатации под высокой температурой и давлением в металле развивается процесс ползучести и трубы действительно начинает “дуть”. Поэтому, при продлении ресурса паропроводов обращают внимание не только на ОД, но и на овальность. Она должна быть не ниже 1,5% в гибах паропроводов (там есть некоторые ограничения по виду производства отвода). Ну и увеличение ее выше 10 или 15% тоже браковочный признак, необходим расчет на прочность с учетом этой фактической овальности. А бобышки эти нужны, чтобы точно по ним микрометр выставлять каждый раз при замерах периодических.
В процессе эксплуатации под высокой температурой и давлением в металле развивается процесс ползучести и трубы действительно начинает “дуть”. Поэтому, при продлении ресурса паропроводов обращают внимание не только на ОД, но и на овальность. Она должна быть не ниже 1,5% в гибах паропроводов (там есть некоторые ограничения по виду производства отвода). Ну и увеличение ее выше 10 или 15% тоже браковочный признак, необходим расчет на прочность с учетом этой фактической овальности. А бобышки эти нужны, чтобы точно по ним микрометр выставлять каждый раз при замерах периодических.
Это для kot5430 информация.
Последнее редактирование:
astrut
Дефектоскопист всея Руси
- #6
Митрич написал(а):
Поэтому, при продлении ресурса паропроводов обращают внимание не только на ОД, но и на овальность. Она должна быть не ниже 1,5% в гибах паропроводов
Нажмите для раскрытия…
Уважаемый Митрич, давайте пока не будем про гибы. Это другая долгая песня.
Вы все правильно пишете, я лишь чуть прокомментирую и уточню.
Митрич написал(а):
А бобышки эти нужны, чтобы точно по ним микрометр выставлять каждый раз при замерах периодических.
Нажмите для раскрытия…
И еще они не покрываются окалиной, т. к. из нержавейки сделаны. И расположены на прямых участках по 2 пары – горизонтальная и вертикальная.
к. из нержавейки сделаны. И расположены на прямых участках по 2 пары – горизонтальная и вертикальная.
Митрич написал(а):
В процессе эксплуатации под высокой температурой и давлением в металле развивается процесс ползучести и трубы действительно начинает “дуть”.
Нажмите для раскрытия…
Все так. Но кроме внутреннего давления существуют еще и внешние нагрузки, о которых Инструкция в данном вопросе молчит. Там ведь деформация ползучести небольшая. Представьте случай, когда после монтажа труба немного овальная. Для простоты в этом варианте давайте считать, что внешнее воздействие нулевое. Под действием внутреннего давления и температуры овальность будет уменьшаться. Теперь рассмотрим 2 случая: -1) бобышки расположены по главным осям эллипса; -2) бобышки расположены под 45 градусов к главным осям эллипса. Нетрудно представить, как будут изменяться размеры по бобышкам после эксплуатации в 1 и 2 случае. Аналогичная ситуация, если изначально труба круглая, но на участке существенные внешние изгибные воздействия. А ведь направление главных напряжений в общем случае не совпадает с вертикалью и горизонталью, т.е., с расположением бобышек. Так что, полностью с Вами согласен.
Аналогичная ситуация, если изначально труба круглая, но на участке существенные внешние изгибные воздействия. А ведь направление главных напряжений в общем случае не совпадает с вертикалью и горизонталью, т.е., с расположением бобышек. Так что, полностью с Вами согласен.
Митрич написал(а):
Измерение ОД, а особенно анализ этих измерений тот еще геморрой.
Нажмите для раскрытия…
Там и просто обеспечение приемлемой погрешности измерений по бобышкам геморновато, а еще и задачка расположения бобышек изначально недорешена
Митрич
Профессионал
- #7
Продолжим ликбез для kot5430.
Для компенсации овальности прямого участка при установке реперов на монтаже или ремонте, используют резьбовой репер, подкручивая его до определенного исходного размера, от которого потом пляшут.
astrut написал(а):
обеспечение приемлемой погрешности измерений по бобышкам геморновато
Нажмите для раскрытия…
В какой то древней инструкции по ентому делу (в какой уже не помню, давно это было) было требование, что бы замеры производил один и тот же человек за все время наблюдения за паропроводом. Видимо для уменьшения совокупной погрешности.
astrut
Дефектоскопист всея Руси
- #8
Митрич написал(а):
Для компенсации овальности прямого участка при установке реперов на монтаже или ремонте, используют резьбовой репер, подкручивая его до определенного исходного размера, от которого потом пляшут.
Нажмите для раскрытия…
Вот только компенсации овальности там не происходит. Происходит лишь компенсация размера по бобышкам. Овальность трубы какой была, такой и останется. И все, что я выше излагал для эллипсной трубы, остается. Т. е., если одна пара бобышек расположена близко к большой оси эллипса трубы, после эксплуатации при следующем измерении дельта будет отрицательной. В то же время, по второй паре бобышек в этом же сечении дельта будет положительной и большой. Можно сделать неправильный вывод о высокой скорости ползучести на этом участке.
Можно сделать неправильный вывод о высокой скорости ползучести на этом участке.
Митрич написал(а):
В какой то древней инструкции по ентому делу (в какой уже не помню, давно это было) было требование, что бы замеры производил один и тот же человек за все время наблюдения за паропроводом.
Нажмите для раскрытия…
Давно это было. Читал.
Митрич
Профессионал
- #9
astrut написал(а):
Можно сделать неправильный вывод о высокой скорости ползучести на этом участке
Нажмите для раскрытия.
..
Вот в этом и кроется вся головная боль…Подтвердить или опровергнуть смогут только металловеды
Митрич
Профессионал
- #10
Уважаемый kot5430, я хочу Вам еще такой совет дать: если Вы будете работать на паропроводе, надевайте защитные очки. Окалина самопроизвольно отщелкивается небольшими чешуйками и норовит угодить прямо, сука, в глаз.
kot5430
Бывалый
- #11
Огромное спасибо всем за разъяснение этого процесса. Про очки отдельная благодарность
SLAVA82
Новичок
- #12
Митрич написал(а):
Измерение ОД, а особенно анализ этих измерений тот еще геморрой.
В процессе эксплуатации под высокой температурой и давлением в металле развивается процесс ползучести и трубы действительно начинает “дуть”. Поэтому, при продлении ресурса паропроводов обращают внимание не только на ОД, но и на овальность. Она должна быть не ниже 1,5% в гибах паропроводов (там есть некоторые ограничения по виду производства отвода). Ну и увеличение ее выше 10 или 15% тоже браковочный признак, необходим расчет на прочность с учетом этой фактической овальности. А бобышки эти нужны, чтобы точно по ним микрометр выставлять каждый раз при замерах периодических.
Это для kot5430 информация.Нажмите для раскрытия…
Здравствуйте подскажите пожалуйста что за особенность производства отвода, почему не ниже 1.5%.
Митрич
Профессионал
- #13
Здравствуйте. Если гиб изготавливается не просто гибкой трубы, а с осевым поджатием, то овальность такого гиба близка к 1% (1,5%). Таким образом, если не иметь входных данных по гибу, можно ошибочно принять низкую овальность за результат ползучести.
Овальность трубопровода | Руководство по проектированию трубопроводов, часть 3
Ускоренный курс по овальности трубопроводов
В последнее время в отрасли много говорят об овальности трубопроводов, особенно в отношении трубопроводов большого диаметра с высоким отношением диаметр/толщина (D/t). Широкое использование высокопрочных сталей, которые позволяют изготавливать трубы с более тонкими стенками, в сочетании с достижениями в технологиях контроля трубопроводов, обострили эту задачу. Технологические достижения и отраслевое сотрудничество в области передового опыта направлены на обеспечение безопасности и долговечности мировых трубопроводов. Владельцы и подрядчики проявляют инициативу, постоянно совершенствуя стандарты проектирования и строительства, чтобы ограничить овальность у источника.
Технологические достижения и отраслевое сотрудничество в области передового опыта направлены на обеспечение безопасности и долговечности мировых трубопроводов. Владельцы и подрядчики проявляют инициативу, постоянно совершенствуя стандарты проектирования и строительства, чтобы ограничить овальность у источника.
Что такое овальность
Проще говоря, овальность возникает, когда труба «овальна» от своей первоначальной круглой формы – труба больше не является идеально круглой. Хотя любая труба будет иметь овальную форму при соответствующей нагрузке, трубопроводы с высоким отношением D/t (диаметр к толщине) наиболее уязвимы. Овальность может быть классифицирована как симметричная или произвольная овальность. Процент овальности — насколько он далеко от своей первоначальной круглой формы — рассчитывается по простой формуле (см. рис. 2).
Овальность чаще всего возникает в двух случаях: в процессе изготовления соединения труб (произвольная овальность) и от внешних нагрузок на этапе строительства трубопровода и после него (симметричная овальность). В этой краткой статье рассматривается только симметричная овальность. В большинстве отраслевых норм содержится руководство по приемлемому проценту овальности изгибов трубопровода (например, CSA Z662 ограничивает его до 5%), однако существуют различия в критериях приемлемости овальности прямых секций труб.
В этой краткой статье рассматривается только симметричная овальность. В большинстве отраслевых норм содержится руководство по приемлемому проценту овальности изгибов трубопровода (например, CSA Z662 ограничивает его до 5%), однако существуют различия в критериях приемлемости овальности прямых секций труб.
Как овальность влияет на целостность трубопровода
Чрезмерная овальность трубопровода может привести к ряду проблем с долгосрочной целостностью трубопровода. Овальные секции трубы требуют меньшего усилия для разрушения по сравнению с круглыми. Овальность также может отрицательно сказаться на целостности покрытия трубы, где чрезмерная деформация может привести к повреждению. Даже в тех случаях, когда легко повторно скруглить трубу, могут возникнуть повреждения. Повторное скругление поперечного сечения трубы может вызвать напряжение изгиба, ослабив трубу и сделав ее более восприимчивой к овальной форме, и даже сломаться под нагрузкой. Раннее обнаружение и исправление чрезмерной овальности имеют первостепенное значение для обеспечения долгосрочной безопасности трубопровода. Профилактика является ключом к сокращению дорогостоящих раскопок и ремонтов, когда овальность обнаруживается после гидростатических испытаний или в любое время в течение жизненного цикла трубопровода.
Профилактика является ключом к сокращению дорогостоящих раскопок и ремонтов, когда овальность обнаруживается после гидростатических испытаний или в любое время в течение жизненного цикла трубопровода.
Овальность трубопровода во время строительства
Во многих случаях симметричная овальность, возникающая при изготовлении и изгибе трубопровода, может быть обнаружена и устранена до того, как она станет проблемой. Овальность трубопровода, возникающая в процессе строительства, может быть сложнее обнаружить. Трубопровод должен иметь надлежащую опору, в идеале с опорой на 90 градусов на всех этапах строительства, чтобы ограничить нагрузку на трубу.
Неровное дно траншеи может быть основной причиной чрезмерной или точечной нагрузки, особенно в местах провисания или изгиба трубы, где часто бывает трудно согласовать выемку траншеи с точным изгибом трубы, что приводит к отсутствию поддержки и чрезмерной стресс. Области перехода почвы, такие как стяжки в сварных швах или пересечениях дорог, где траншея перерыта, также часто вызывают беспокойство. После завершения сварки может быть трудно должным образом уплотнить грунт под трубой до уровня окружающего уплотненного/девственного грунта. Эта разница в уплотнении может вызвать большое напряжение при переходе консолидированного/неконсолидированного грунта.
После завершения сварки может быть трудно должным образом уплотнить грунт под трубой до уровня окружающего уплотненного/девственного грунта. Эта разница в уплотнении может вызвать большое напряжение при переходе консолидированного/неконсолидированного грунта.
Контакт трубы с твердыми поверхностями, такими как каменистая местность, мерзлый грунт или даже мешки с сжатым песком, может легко привести к образованию вмятин или чрезмерной овальности. Риск должен быть снижен за счет надлежащей поддержки трубопровода.
Решения по устранению овальности трубопровода
Соблюдение надлежащих методов строительства и проверки являются ключевыми факторами. Дно траншеи и изгиб трубы необходимо тщательно контролировать и сравнивать, чтобы обеспечить равномерный контакт трубопровода. Чем раньше будут обнаружены и устранены потенциальные проблемы, тем больше вероятность того, что овальность и вмятины удастся избежать.
Одним из недавно разработанных простых решений является использование структурированных подушек для трубопроводов (SPP), таких как PipePillo®. PipePillos — это опора , спроектированная по стандарту и предназначенная для долгосрочного решения проблемы овальности и вмятин трубопровода в траншеях. Благодаря проверенным техническим возможностям можно рассчитать правильное расстояние PipePillo без каких-либо предположений. PipePillo можно поместить в траншею перед укладкой трубы или свободно привязать к трубе перед опусканием.0 градусов опоры, будут основной опорой, даже если они еще не касаются дна траншеи. По мере выполнения обратной засыпки засыпка будет проходить под трубой и PipePillo.
PipePillos — это опора , спроектированная по стандарту и предназначенная для долгосрочного решения проблемы овальности и вмятин трубопровода в траншеях. Благодаря проверенным техническим возможностям можно рассчитать правильное расстояние PipePillo без каких-либо предположений. PipePillo можно поместить в траншею перед укладкой трубы или свободно привязать к трубе перед опусканием.0 градусов опоры, будут основной опорой, даже если они еще не касаются дна траншеи. По мере выполнения обратной засыпки засыпка будет проходить под трубой и PipePillo.
PipePillo также можно штабелировать для достижения более высокого уровня поддержки там, где это необходимо. Это особенно полезно в областях глубоких раскопок, таких как врезки, дорожные скважины или даже раскопки целостности. При укладке из целины любая осадка трубы может быть сведена на нет.
Прочие области, в которых может быть использована прочность PipePillo (ошибочное слово!), находятся прямо в переходной зоне. Пара PipePillo на переходе от камня к грунту (со стороны камня) поможет распределить любые нагрузки и избежать зон концентрации напряжений.
Подробнее…
Ovalleştirme Hesap | Cansa Makina
- МЕХАНИЧЕСКИЕ ИЗДЕЛИЯ
- СМ-32
- Экран CM-32
- Экран CM-32 и зажим
- СМ-51
- СМ-76
- Гибка без оправки
- ГИДРАВЛИЧЕСКИЕ ИЗДЕЛИЯ
- Системы кареток с ЧПУ
- СМН-32
- СМН-42
- СМН-51
- КМЗ-76
- СМН-90
- NC76
- NC90
- NC114
- NC-140
- БУСТЕРНЫЕ СИСТЕМЫ
- ИЗДЕЛИЯ С ЧПУ
- Правый и левый, полностью электрические
- ЧПУ38 Р3
- ЧПУ60 Р3
- ЧПУ80 Р3
- ЧПУ38 Р1
- ЧПУ42 R1 Эко
- ЧПУ51 Р1
- ЧПУ76 Р1
- ЧПУ114 Р1
- ЧПУ140 Р1
- ЧПУ168 Р1
- ПРОБИВКА ТРУБ
- ПДМ-Y-3000
- ДПМ-3000
- ОБОРУДОВАНИЕ
- HFM38
- HFM76
- ХФМ76 2С
Калькулятор овальности труб
- Домашняя страница
- Калькулятор овальности труб
Калькулятор овальности трубы
Минимальный диаметр трубы (мм) [НД]:
Макс.