Пайка контактов: Пайка контактов и наконечников – ГК “СЕРП” Компания МАСС
alexxlab | 31.01.2023 | 0 | Разное
Пайка контактов паяльником
Электрика и электрооборудование, электротехника и электроника — информация! Как правильно паять — метод образования неразъемного соединения путем внедрения в зону контакта припоя в расплавленном виде, называется пайкой. При этом температура плавления припоя должна быть меньше, чем у соединяемых деталей. Чтобы научиться правильно паять, необходимо кроме теории, осваивать эту технологию практически. Электрические паяльники выпускают на напряжение до вольт. На слабый паяльник сложно изготовить нагревательный элемент высокого напряжения, потому что потребуется множество тонкого проводника.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.

Содержание:
- Что нужно знать о соединении проводов?
- Правильная пайка микро usb разъема феном и паяльником
- Как припаять без паяльника: провод, плату, контакты
- Учимся безопасно выпаивать радиодетали из плат. Как запаять тонкие контакты на плате
- Пайка проводов — как правильно припаять паяльником?
- Пайка паяльником
- Как правильно паять?
- Как припаять SMD простым паяльником
- Как правильно паять в домашних условиях?
- Как научиться правильно паять
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Урок пайки. Коротко
Коротко
Что нужно знать о соединении проводов?
Пайка бывает разная. Нужно понимать, что существует большая разница в методике пайки здоровенного резистора мощностью 2 Ватта на обычную печатную плату и, например, микросхемы BGA на многослойную плату сотового телефона. Если в первом случае можно обойтись простейшим электрическим паяльником мощностью 40 Ватт, твёрдой канифолью и припоем, то во втором случае потребуется применение таких приборов, как термовоздушная станция, безотмывочный флюс, паяльная паста, трафареты и, возможно, станция нижнего подогрева плат.
В каждом конкретном случае нужно выбирать тот метод пайки, который является наиболее подходящим для конкретного вида монтажа. Так для пайки микросхем в планарном корпусе лучше применять термовоздушную пайку, а для монтажа обычных выводных резисторов, крупногабаритных электролитических конденсаторов стоит применять контактную пайку электрическим паяльником.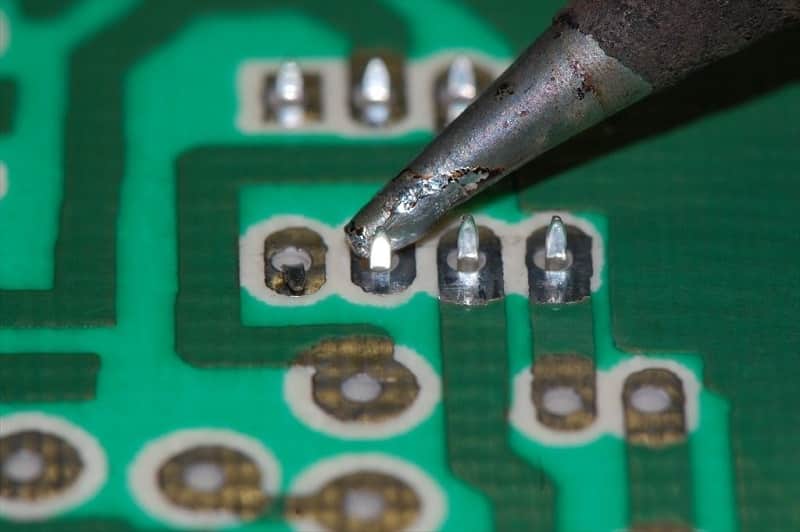
Для начала начинающему радиолюбителю вполне достаточно освоить обычную контактную пайку простейшим и самым дешёвым электрическим паяльником с медным жалом. Сперва необходимо приготовить минимальный наборчик для пайки и паяльный инструмент. О том, как подготовить электрический паяльник к работе уже рассказывалось в статье о подготовке и уходе за паяльником.
Многие считают, что для пайки лучше использовать паяльник с невыгораемым жалом. В отличие от медного, невыгораемое жало не требует периодического затачивания и лужения, так как на его поверхности не образуются углублений — раковин.
Выгоревшее жало паяльника для наглядности медное жало предварительно обработано напильником. На фото видно, что край медного жала неровный, а образовавшиеся углубления заполнены застывшим припоем. Невыгораемое жало у широко распространённых паяльников, как правило, имеет конусообразную форму. Такое жало не смачивается расплавленным припоем, то есть с его помощью на жало нельзя брать припой.
Понятно, что использовать припой в кусочках или стержнях при пайке паяльником с невыгораемым жалом затруднительно и неудобно. Поэтому тем, кто хочет научиться паять, лучше начинать свою практику с обычного электрического паяльника с медным жалом. Недостатки его использования легко компенсируются такими удобствами, как лёгкость использования припоев в любом исполнении проволочном, стержневом, кусковом и т.
Электрический паяльник с медным жалом удобен тем, что с его помощью можно легко дозировать количество припоя, которое необходимо донести к месту пайки. Первое правило качественной пайки — это чистота спаиваемых поверхностей. Даже у новых радиодеталей, купленных в магазине, выводы покрываются окислами и загрязнениями.
Но с этими незначительными загрязнениями, как правило, справляется флюс, который применяют в процессе пайки. Если же видно, что выводы радиодеталей или медные проводники сильно загрязнены или покрыты окислом зеленоватого или тёмно-серого цвета , то перед пайкой их нужно очистить либо перочинным ножом, либо наждачной бумагой. Особенно это актуально, если при сборке электронного устройства применяются радиодетали, бывшие в употреблении.
Особенно это актуально, если при сборке электронного устройства применяются радиодетали, бывшие в употреблении.
На их выводах обычно образуется тёмный налёт. Это окисел, который будет препятствовать пайке. Перед пайкой поверхность выводов необходимо залудить — покрыть тонким и ровным слоем припоя.
Если обратить внимание на выводы новых радиодеталей, то в большинстве случаев можно заметить, что их выводы и контакты залужены. Пайка лужёных выводов происходит быстрее и качественнее, так как отпадает необходимость в предварительной подготовке выводов к пайке. Лужение провода и выводов радиоэлементов легко проводить обычным электрическим паяльником с медным жалом. Как известно, при подготовке паяльника к работе также производят лужение медного жала. Чтобы залудить медный проводник для начала удаляют с его поверхности изоляцию и очищают от загрязнений, если таковые имеются.
Затем нужно обработать поверхность пайки флюсом. Если в качестве флюса применяется кусковая канифоль, то медный провод можно положить на кусок канифоли и коснуться провода хорошо прогретым жалом паяльника. Предварительно на жало паяльника необходимо взять немного припоя. Далее движением вдоль провода распределяем расплавленный припой по поверхности проводника, стараясь как можно лучше и равномернее прогреть сам проводник. При этом кусковая канифоль плавиться и начинает испаряться под действием температуры.
Предварительно на жало паяльника необходимо взять немного припоя. Далее движением вдоль провода распределяем расплавленный припой по поверхности проводника, стараясь как можно лучше и равномернее прогреть сам проводник. При этом кусковая канифоль плавиться и начинает испаряться под действием температуры.
На поверхности проводника должно образоваться ровное покрытие оловянно-свинцовым припоем без комочков и катышков. Лужение медного провода. Расплавившаяся канифоль способствует уменьшению поверхностного натяжения расплавленного припоя и улучшает смачиваемость спаиваемых поверхностей. Благодаря флюсу в данном случае — канифоли обеспечивается равномерное покрытие проводника тонким слоем припоя. Также флюс способствует удалению загрязнений и предотвращает окисление поверхности проводников во время прогрева их паяльником.
Перед началом пайки необходимо включить электрический паяльник и подождать, пока его жало хорошо прогреется и температура его достигнет значения — 0 C. Так как у обычного паяльника нет индикации температуры жала, то судить о достаточном нагреве жала можно по вскипанию канифоли.
Если же происходит вскипание канифоли и обильное выделение пара, то паяльник готов к работе. В случае пайки недогретым паяльником, припой будет иметь вид кашицы, будет быстро застывать, а поверхность паяного контакта будет иметь шероховатый вид с тёмно — серым оттенком. Такая пайка является некачественной и быстро разрушается. Качественный паяный контакт имеет характерный металлический глянец, а его поверхность ровная и блестит на солнце.
Также при пайке различных радиодеталей стоит обращать внимание на площади спаиваемых поверхностей. Чем больше площадь проводника, например, медной дорожки на печатной плате, тем мощнее должен быть паяльник. При пайке происходит теплопередача и кроме самого места пайки происходит и побочный прогрев радиодетали или печатной платы. Если от места пайки происходит существенный теплоотвод, то маломощным паяльником невозможно хорошо прогреть место пайки и припой очень быстро остывает, превращаясь в рыхлую субстанцию.
В таком случае нужно либо дольше нагревать спаиваемые поверхности что не всегда возможно или не приводит к желаемому результату , либо применять более мощный паяльник. Для пайки малогабаритных радиоэлементов и печатных плат с плотным монтажом лучше использовать паяльник мощностью не более 25 Ватт.
Обычно в радиолюбительской практике используются паяльники мощностью 25 — 40 Ватт с питанием от сети переменного тока вольт. При эксплуатации электрического паяльника стоит регулярно проверять целостность изоляции сетевого шнура , так как в процессе работы нередки случаи её повреждения и случайного оплавления разогретыми частями паяльника.
При запаивании либо выпаивании радиодетали с печатной платы желательно следить за временем пайки и ни в коем случае не перегревать печатную плату и медные дорожки на её поверхности свыше 0 C. Если произойдёт перегрев платы, то она может деформироваться в месте нагрева, произойдёт расслоение или вздутие, отслоятся печатные дорожки в месте нагрева.
Температура свыше 0 C является критической для большинства радиоэлементов. Перегрев радиодеталей во время пайки может вызвать их порчу. При спайке деталей очень важно жёстко их зафиксировать.
Если этого не сделать, то любая вибрация или смещение нарушит качество пайки, так как припою требуется несколько секунд для того чтобы затвердеть. Такое нехитрое устройство позволит не только легко и без особых усилий производить пайку деталей, но и избавит от ожогов, которые можно получить, если придерживать детали во время пайки рукой. В процессе пайки довольно легко получить пусть и небольшой, но ожог. Чаще всего ожогам подвергаются пальцы и кисти рук.
Причиной ожогов, как правило, является спешка и плохая организация рабочего места. Нужно помнить, что в процессе пайки не стоит прикладывать больших усилий к паяльнику. Нет смысла давить им на печатную плату в надежде быстрого расплавления паяного контакта. Нужно дождаться, когда температура в месте пайки достигнет необходимой. В противном случае возможно соскальзывание жала паяльника с платы и случайное касание раскалённым металлом пальцев рук или ладони.
Поверьте, ожоговые раны очень долго заживают! Также стоит держать глаза подальше от места пайки. Нередки случаи, что при перегреве печатная дорожка на плате отслаивается с характерным вспучиванием, что ведёт к разбрызгиванию мельчайших капелек расплавленного припоя. Если есть защитные очки, то стоит применить их. Как только будет получен достаточный опыт пайки, то от защитных очков можно отказаться.
Производить пайку желательно в хорошо проветриваемом помещении. Пары свинца и канифоли вредны для здоровья. Если нет возможности проветривать помещение, то стоит делать перерывы между работой. Размеры SMD-резисторов. Таблица типоразмеров. В чём разница? Ремонт блютуз-колонки JBL Charge 3 реплики. Телевизор не включается. Индикатор мигает. Что делать? Как правильно паять? Советы и рекомендации по правильной пайке Как правильно паять?
Правильная пайка микро usb разъема феном и паяльником
Пайка — процесс соединения металлов в твердом состоянии припоями, которые при расплавлении затекают в зазор, смачивают спаиваемые поверхности, а при охлаждении, застывая, образуют паяный шов. Пайка выполняется при температуре ниже температуры плавления материалов соединяемых деталей. Вместе с тем температура припоя, с помощью которого осуществляется пайка, должна быть несколько выше точки его плавления, а температура соединяемых деталей должна быть близка к температуре плавления припоя. Соблюдение этого условия необходимо для получения такой подвижности припоя, которая обеспечивает заполнение зазоров в швах между контактными элементами и обтекание их поверхностей. Хорошее качество соединения пайкой может быть выполнено лишь в том случае, если припой смачивает контактные поверхности соединяемых элементов, а также обладает высокими капиллярными свойствами и обеспечивает заполняемость зазоров между соединяемыми элементами.
Пайка выполняется при температуре ниже температуры плавления материалов соединяемых деталей. Вместе с тем температура припоя, с помощью которого осуществляется пайка, должна быть несколько выше точки его плавления, а температура соединяемых деталей должна быть близка к температуре плавления припоя. Соблюдение этого условия необходимо для получения такой подвижности припоя, которая обеспечивает заполнение зазоров в швах между контактными элементами и обтекание их поверхностей. Хорошее качество соединения пайкой может быть выполнено лишь в том случае, если припой смачивает контактные поверхности соединяемых элементов, а также обладает высокими капиллярными свойствами и обеспечивает заполняемость зазоров между соединяемыми элементами.
Пайка светодиодной ленты — ошибки и правила. . Совмещаете контакты между собой и прогреваете паяльником верхнюю ленту так.
Как припаять без паяльника: провод, плату, контакты
Цена на товар изменилась с учетом курсов валют. Пожалуйста, обновите цену. В Вашей корзине есть товары, которые могут отсутствовать на складе. После оформления предварительного заказа с Вами свяжется менеджер для согласования деталей. Паять паяльником это не столь сложно, как это кажется с первого взгляда. Пользоваться паяльником начали еще в Египте более пяти тысяч лет назад. И в технологии пайки от той поры практически ничего не изменилось. Технология пайки паяльником на самом деле не сложная. Суть ее в том, что при использовании расплавленного металла, имеющего низкую температуру плавления, соединяются любые и в любом сочетании металлы, имеющие большую температуру плавления.
В Вашей корзине есть товары, которые могут отсутствовать на складе. После оформления предварительного заказа с Вами свяжется менеджер для согласования деталей. Паять паяльником это не столь сложно, как это кажется с первого взгляда. Пользоваться паяльником начали еще в Египте более пяти тысяч лет назад. И в технологии пайки от той поры практически ничего не изменилось. Технология пайки паяльником на самом деле не сложная. Суть ее в том, что при использовании расплавленного металла, имеющего низкую температуру плавления, соединяются любые и в любом сочетании металлы, имеющие большую температуру плавления.
Учимся безопасно выпаивать радиодетали из плат. Как запаять тонкие контакты на плате
Нередко приходится сталкиваться с ситуацией, когда из-за отсутствия под рукой исправного паяльника срочно нужно соединить провода без пайки в прямом ее понимании, воспользовавшись какими-то особыми приёмами. Такой подход на первый взгляд представляется невозможным, поскольку пайка — единственно приемлемый способ обеспечения надёжного соединения двух проводников. Но если проявить немного изобретательности и воспользоваться имеющимися вспомогательными средствами — окажется, что спаять провода в домашних условиях без применения паяльника вполне реально. Научиться паять без паяльника самые различные вещи и детали не следует считать чем-то совсем невозможным.
Но если проявить немного изобретательности и воспользоваться имеющимися вспомогательными средствами — окажется, что спаять провода в домашних условиях без применения паяльника вполне реально. Научиться паять без паяльника самые различные вещи и детали не следует считать чем-то совсем невозможным.
Для соединения различных сплавов и металлов часто применяется технология пайки. Она предусматривает использование специального оборудования, которое способно оказывать точечное тепловое воздействие.
Пайка проводов — как правильно припаять паяльником?
Современные радиоэлектронные устройства невозможно представить без микросхем — сложных деталей, в которые, по сути, интегрированы десятки, а то и сотни простых, элементарных компонентов. Микросхемы позволяют сделать устройства легкими и компактными. Рассчитываться за это приходится удобством и простотой монтажа и достаточно высокой ценой деталей. Цена микросхемы не играет важной роли в формировании общей цены изделия, в котором она применяется. Если же испортить такую деталь при монтаже, при замене на новую стоимость может существенно увеличиться.
Если же испортить такую деталь при монтаже, при замене на новую стоимость может существенно увеличиться.
Пайка паяльником
Пайка бывает разная. Нужно понимать, что существует большая разница в методике пайки здоровенного резистора мощностью 2 Ватта на обычную печатную плату и, например, микросхемы BGA на многослойную плату сотового телефона. Если в первом случае можно обойтись простейшим электрическим паяльником мощностью 40 Ватт, твёрдой канифолью и припоем, то во втором случае потребуется применение таких приборов, как термовоздушная станция, безотмывочный флюс, паяльная паста, трафареты и, возможно, станция нижнего подогрева плат. В каждом конкретном случае нужно выбирать тот метод пайки, который является наиболее подходящим для конкретного вида монтажа. Так для пайки микросхем в планарном корпусе лучше применять термовоздушную пайку, а для монтажа обычных выводных резисторов, крупногабаритных электролитических конденсаторов стоит применять контактную пайку электрическим паяльником. Для начала начинающему радиолюбителю вполне достаточно освоить обычную контактную пайку простейшим и самым дешёвым электрическим паяльником с медным жалом.
Для начала начинающему радиолюбителю вполне достаточно освоить обычную контактную пайку простейшим и самым дешёвым электрическим паяльником с медным жалом.
При касании паяльником, происходит увеличивает пятно контакта.
Как правильно паять?
Log in No account? Create an account. Remember me.
Как припаять SMD простым паяльником
При сборке различных электротехнических и радиотехнических устройств популярна пайка. Она обеспечивает электропроводное соединение медных проводов и иных медных изделий друг с другом, с компонентами электрических схем и прочими металлическим деталями из чистой меди и медных сплавов, а также производить пайку алюминия. Пайка проста, очень гибка, позволяет получить низкое переходное сопротивление соединяемых компонентов. Суть технологии пайки заключается в нагреве зоны контакта с последующей ее заливкой жидким металлическим легкоплавким припоем. После остывания расплав обеспечивает электрический контакт. Перед тем как припаять провода, обычно необходима дополнительная обработка соединяемых поверхностей чаще всего т.
У профессионалов заголовок статьи может вызвать снисходительную улыбку.
Как правильно паять в домашних условиях?
Довольно часто электрику, особенно если он работает с печатными платами, приходится паять. Пайка — это не просто соединение элементов с помощью припоя, а целый процесс, при котором припой всасывается в микрозазоры за счет адгезии прилипания припоя и капиллярных явлений. Неправильно выполненная пайка может привести к отпаданию деталей или плохому контакту, что не есть хорошо. Как правильно паять? Как произвести пайку максимально быстро и эффективно?
Как научиться правильно паять
Пайка паяльником — это физико-химическая технологическая операция получения неразъемного соединения металлических деталей путем введения в зазор между ними металла с более низкой температурой плавления. Паять паяльником на много проще чем, кажется на первый взгляд. Технология пайки паяльником успешно применялась египтянами еще 5 тысячелетий назад и с тех пор мало что ней изменилось. Требования к технологическому процессу пайки и монтажу радиоэлементов изложены в ОСТ
Требования к технологическому процессу пайки и монтажу радиоэлементов изложены в ОСТ
Пайка — Национальная сборная Worldskills Россия
“
А теперь давайте познакомимся с одним из самых сложных процессов в электрике и авионике — пайкой. Этот процесс позволяет соединить как разнородные металлы, так и металлы с неметаллами, например, с графитом, ферритами и керамикой.
Глоссарий
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Образование соединения с межатомными связями в результате нагрева соединяемых материалов ниже температуры их плавления, смачивания припоем, затекания припоя в зазор и последующей его кристаллизации
Металл или сплав с температурой плавления ниже температуры плавления паяемых материалов
Материал для удаления оксидов с поверхности паяемого материала и припоя и предотвращения их образования в процессе пайки
Видеолекция
Конспект
Техника безопасности
Пайка — это работа с разогретым до жидкого состояния металлом, поэтому очень важно соблюдать технику безопасности.
- Наденьте спецодежду и защитите глаза очками
- Используйте вытяжку
- Не ставьте быстровоспламеняющиеся предметы или жидкости вблизи нагревательных элементов паяльной станции
Подготовка к работе
Перед началом работы необходимо подготовить рабочее место: убрать лишние предметы, проверить исправность инструмента и дату последнего освидетельствования, намочить водой очищающую губку и выставить температуру, соответствующую выбранному припою
Важно
Температура нагрева деталей должна быть на 40−80 °С больше температуры плавления припоя. А температура наконечника паяльника должна быть на 20−40 °С выше температуры нагрева деталей
После завершения нагрева необходимо окунуть паяльник во флюс и очистить жало о специальную губку
Необходимо также изучить инструкцию по использованию оборудования, проверить его работоспособность и срок годности флюса
Следующий шаг — подготовить провода и конструктивные элементы для пайки: лампы, электросоединители, клеммные колодки или другие
Перед пайкой нужно снять изоляцию с проводов и зачистить провода
Перед пайкой важно также обезжирить все детали. Для этого поверхности провода и контактирующие поверхности (контактные пластины ламп, клеммных колодок под пайку, «чаша» контакта) обрабатываются спиртом
Для этого поверхности провода и контактирующие поверхности (контактные пластины ламп, клеммных колодок под пайку, «чаша» контакта) обрабатываются спиртом
После обезжиривания следует облуживание провода. Нужно нанести достаточно припоя, чтобы покрыть все жилы провода, при этом структура провода должна просматриваться. Теперь можем приступать к работе!
Пайка ламп
Процесс пайки к контакту лампочки осуществляется двумя способами:
- пайка крючком
- пайка приложением к контактной пластине
В первом случае форма провода создается заранее, а во втором форма контактной части образуется непосредственно на контактной клемме
Важно
Для пайки электронных компонентов нельзя использовать активные (кислотные) флюсы. Используйте флюсы на водной или спиртовой основе
Чтобы не повредить изоляцию провода, необходимо использовать теплоотводящий пинцет. После того, как соединение деталей выполнено, очищаем детали от излишка флюса
Рекомендация
Если припой в месте соединения имеет зеркальный однородный оттенок, вы все сделали правильно
Пайка клеммных колодок
Процесс пайки к контакту клеммной колодки осуществляется двумя способами:
- пайка крючком
- пайка S- образным изгибом жилы провода
Первым делом необходимо закрепить клеммную колодку в поворотные тиски. Кроме того, перед пайкой не забудьте надеть на провода изоляционные трубки.
Кроме того, перед пайкой не забудьте надеть на провода изоляционные трубки.
Пайка проводов к клеммной колодке проводится по рядам контактов, начиная с нижнего ряда и в направлении слева направо
Рекомендация
Паяная поверхность монтажных соединений должна быть блестящей или матовой без темных пятен, трещин или других посторонних элементов. Припой должен заливать место соединения со всех сторон
По окончании процесса необходимо промыть паяное соединение и надвинуть на контакты изоляционные трубки
Пайка электросоединителей
Первым делом необходимо закрепить электросоединитель в поворотные тиски.
Процесс пайки будет следующим:
Заполняем «чашу» припоем
Нагреваем заполненный припоем контакт до его полного расплавления
Вводим до упора в дно предварительно облуженный провод
Прогреваем паяльником контакт до полного растекания припоя по поверхности спая и образования галтелей
Важно
Площадь калибра проводов, подводимых к контактам соединителей, не должна превышать их площади сечения. Если в один контакт соединителя необходимо впаять несколько проводов меньшего сечения, то их жилы должны быть скручены вместе, при этом суммарный диаметр облуженных проводов будет меньше диаметра контакта соединителя
Если в один контакт соединителя необходимо впаять несколько проводов меньшего сечения, то их жилы должны быть скручены вместе, при этом суммарный диаметр облуженных проводов будет меньше диаметра контакта соединителя
По окончании процесса необходимо промыть паяное соединение и проверить качество пайки
“
Как видите, пайка — это сложный, но увлекательный процесс, в котором мастерство достигается путем постоянных тренировок и практик. А теперь предлагаем проверить полученные знания с помощью теста!
Интерактивное задание
Для закрепления полученных знаний пройдите тест
| Стартуем! |
Больше температуры плавления припоя
Меньше температуры плавления припоя
Должна равняться температуре плавления припоя
| Дальше |
| Проверить |
| Узнать результат |
Фиксатор
Малярную ленту
Термоусадочные трубки
| Дальше |
| Проверить |
| Узнать результат |
Начиная с верхнего ряда, слева направо
Начиная с нижнего ряда, справа налево
Начиная с нижнего ряда, слева направо
| Дальше |
| Проверить |
| Узнать результат |
К сожалению, вы ответили неправильно
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
Неплохо!
Но можно лучше. Прочитайте лекцию и посмотрите видео еще раз
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
Отлично!
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями
| Пройти еще раз |
Выбор контактов: пайка или обжим?
Выбор подходящих контактов не всегда прост, особенно если у вас нет инженеров, специализирующихся на проектах межсоединений. Быстрый ответ на вопрос: ни то, ни другое. В одних случаях один будет более подходящим, а в других — нет. В этом руководстве объясняются ключевые факторы, которые необходимо учитывать при принятии решения о том, какое решение будет наиболее подходящим для вашего проекта.
СЦЕНАРИЙ 1: Когда у вас нет выбора Вероятно, самый простой случай, во многих ситуациях вам не нужно будет выбирать, потому что выбор будет навязан. Это относится к аэрокосмическим и оборонным стандартам, где большую часть времени контакты должны быть обжаты.
Обжимные контакты могут подвергаться механической обработке или штамповке, а также формоваться контакты припаяны).
ДЕТАЛЬ СПЕЦИФИКАЦИЯ СОЕДИНИТЕЛИ, ЭЛЕКТРИЧЕСКИЕ, КРУГЛЫЕ, МИНИАТЮРНЫЕ, ВЫСОКОЙ ПЛОТНОСТИ, БЫСТРОЕ РАЗЪЕДИНЕНИЕ (ШТЫКОЕ, РЕЗЬБОВОЕ И ЗАДНЕЕ СОЕДИНЕНИЕ), УСТОЙЧИВЫЕ К ОКРУЖАЮЩЕЙ СРЕДЕ, СО СЪЕМНЫМ ОБЖИМОМ И ГЕРМЕТИЧНЫМИ ПРИПОЯМИ КОНТАКТЫ, ОБЩИЕ ХАРАКТЕРИСТИКИ ДЛЯ
MIL-DTL-26482 : Этот стандарт охватывает две разные версии: серию 1 и серию 2. Тип должен быть припой или обжим.
Серия 1, припой: MS3110, MS3111, MS3112, MS3113, MS3114, MS3116, MS3119
Серия 1, обжим: MS3120, MS3121, MS3122, MS3124, MS3126, MS3127, MS3128
0002 серия 2, паяль: MS3440, MS3442, MS3443, MS3449Series 2, CRUFP: MS3470, MS3471, MS3472, MS3473, MS3474, MS3475, MS34776, MS3477, MS3479
(Source Sourcepec.com). : в случае герметичных разъемов стандартными являются контакты под пайку, поскольку они несъемные (заключены в стекло).
Стандарты часто могут определять, какой тип контакта вам нужен, и вполне вероятно, что если вы находитесь в такой ситуации, вы уже знаете, какие контакты и разъемы вам нужны. Они распространены в аэрокосмической и оборонной промышленности, а также в железнодорожном транспорте и для некоторых станков.
СЦЕНАРИЙ 2: Когда у вас есть выборКонтакты для пайки имеют сзади маленькие емкости для пайки. Обычно они предварительно установлены в разъёмах
Вот тут всё интереснее; если у вас есть выбор, это означает, что вам нужно будет выбрать тип прекращения контакта, наиболее подходящий для вашего приложения. Наша команда технической поддержки сравнивает различные преимущества и недостатки обоих вариантов, а также соединители с винтовыми клеммами, которые доступны для определенных линеек продуктов.
| ПРЕИМУЩЕСТВА | НЕДОСТАТКИ |
|---|---|---|
Припой | Требуется минимальный набор специальных инструментов (паяльник) Может подключать контакты, которые уже установлены в разъеме Достойная устойчивость к вибрации | Процесс выделяет тепло в контактах, разъеме и даже в кабеле, что потенциально может вызвать проблемы (если температура поднимается выше рабочих пределов вставки). Более чувствительны к коррозии (добавление другого металла) Механически более чувствителен к вибрации и изгибу (более хрупкий) Из-за качества пайки могут возникнуть многочисленные проблемы с качеством (например, холодная пайка) Требуется припой, соответствующий требованиям RoHS (большинство припоев содержат свинец, запрещенный RoHS)
|
Обжим | Высокая устойчивость к вибрации Процесс обжима простой, быстрый и воспроизводимый Может быть ручным или автоматическим (подача в обжимную машину) | Требуется специальный инструмент для контактов Ствол и кабель должны совпадать – по размеру и по конструкции (монофиламент или многожильный). |
Винтовое соединение | Сборка и заделка не требуют специальных инструментов Можно собирать и разбирать для модификации или ремонта кабелей и компонентов. | Не подходит для условий с высокой вибрацией и ударами. Ствол и кабель должны совпадать – по размеру и по конструкции (монофиламент или многожильный). |


Обжим обычно предпочтительнее из-за его высокой надежности, особенно в суровых условиях. Паяные контакты будут более уязвимы к коррозии и будут менее гибкими, когда дело доходит до вибрации и изгиба. Обжим также можно автоматизировать очень быстро и эффективно, если у вас есть обжимные машины, в которые подаются контакты, или даже если это делается вручную. Однако установка является дорогостоящей и имеет смысл для больших объемов.
Для тяжелых условий эксплуатации, требующих меньших объемов (и герметичных емкостей), пайка предлагает более гибкий подход, хотя промышленный процесс менее удобен.
Наконец, винтовое соединение — лучший вариант, если вам требуется установка в полевых условиях. Это менее механически надежный вариант, но для некоторых приложений, где это не требуется, это решение является удобным и гибким.
Надеемся, что это руководство поможет вам выбрать наиболее подходящий для вас тип завершения контактов. Если у вас есть дополнительные вопросы, пожалуйста, не стесняйтесь обращаться в нашу службу технической поддержки, и мы свяжемся с вами как можно скорее.
Рекомендуем прочитать:
Как правильно подобрать контакты для разъема?
Дополнительная информация
Откройте для себя предложение SOURIAU по контактам
Контакты для разъемов Mil-Spec | MILNEC
Сердце соединителя
Контакты — это проводящие элементы, которые устанавливают электрическое соединение между двумя половинками соединителя для передачи сигналов и/или питания. Контакты состоят из штыревых контактов, которые вставляются в гнездовые разъемы. Штыревые контакты открыты и должны использоваться на «нагрузочной» стороне цепи. Розетки утоплены во вставку, так что никакая проводящая часть контакта не видна, что обеспечивает защиту оператора и электрической системы от повреждения или короткого замыкания. Безопасность требует, чтобы контакты гнезда были на разъеме, установленном на цепи под напряжением или на стороне питания.
Безопасность требует, чтобы контакты гнезда были на разъеме, установленном на цепи под напряжением или на стороне питания.
Обжим по сравнению с пайкой
Методы обжима и пайки обеспечивают эффективное соединение между проводниками и контактами. Обжимной контакт предпочтителен для высокопроизводительных приложений и имеет много преимуществ перед пайкой для повышения скорости монтажа, согласованности и надежности. Кроме того, обжимные контакты можно снимать и заменять, а контакты под пайку нельзя. Однако вывод под пайку остается надежным и экономичным вариантом для обычных применений, поскольку не требуется никаких специальных инструментов. В зависимости от уровня производительности один метод подключения может быть более подходящим для вашего конкретного приложения и бюджетных требований.
Обжимные контакты
Обжим — это процесс присоединения провода к контакту с помощью обжимного инструмента, который каждый раз обеспечивает простое, быстрое и точное соединение.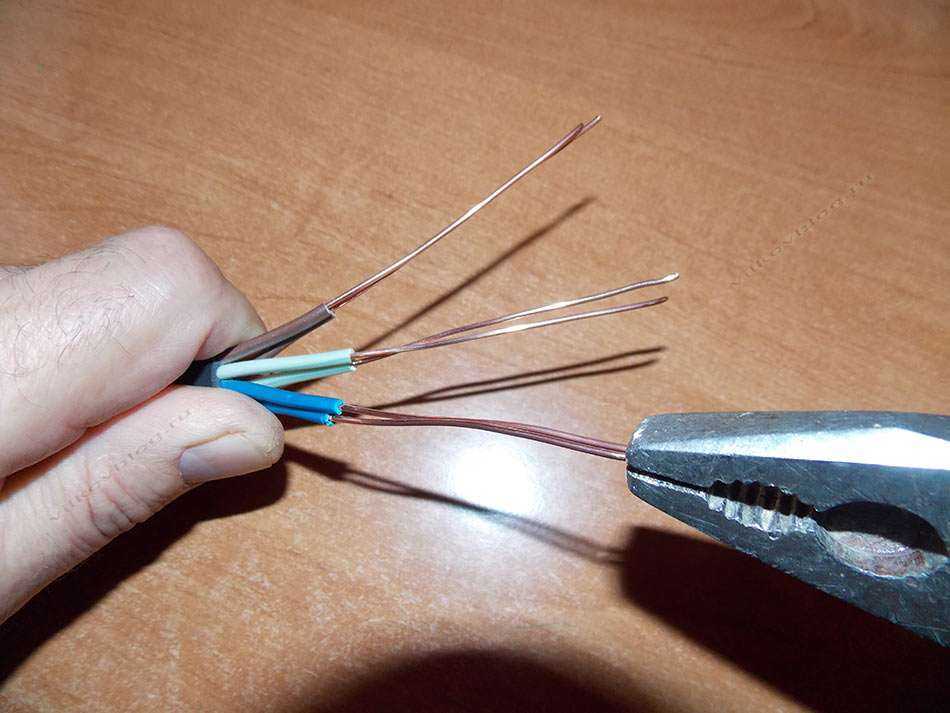 Во время обжима цилиндр контакта прижимается к проводу для механического соединения контакта и проводника (сплошного сердечника или многожильного провода) вместе. Обжимной контакт обеспечивает высочайшую надежность и является предпочтительным методом для высокопроизводительных военных и аэрокосмических приложений, поскольку он обеспечивает более высокую плотность контактов, простоту установки и повышенную надежность по сравнению с подключением припоем. Поскольку обжимные контакты являются съемными, поврежденные контакты можно заменять по отдельности без ущерба для разъема. Этот процесс известен как «повторное закрепление». Разъемы Milnec серий BC и TC имеют обжимные контакты.
Во время обжима цилиндр контакта прижимается к проводу для механического соединения контакта и проводника (сплошного сердечника или многожильного провода) вместе. Обжимной контакт обеспечивает высочайшую надежность и является предпочтительным методом для высокопроизводительных военных и аэрокосмических приложений, поскольку он обеспечивает более высокую плотность контактов, простоту установки и повышенную надежность по сравнению с подключением припоем. Поскольку обжимные контакты являются съемными, поврежденные контакты можно заменять по отдельности без ущерба для разъема. Этот процесс известен как «повторное закрепление». Разъемы Milnec серий BC и TC имеют обжимные контакты.
Контакты под пайку
Пайка является традиционным и наиболее экономичным методом заделки проводов. Процесс пайки включает плавление и охлаждение свинцового или оловянного сплава в припое для присоединения проводника (сплошного сердечника или многожильного) к контакту. Пайка является надежным методом заделки для приложений общего назначения.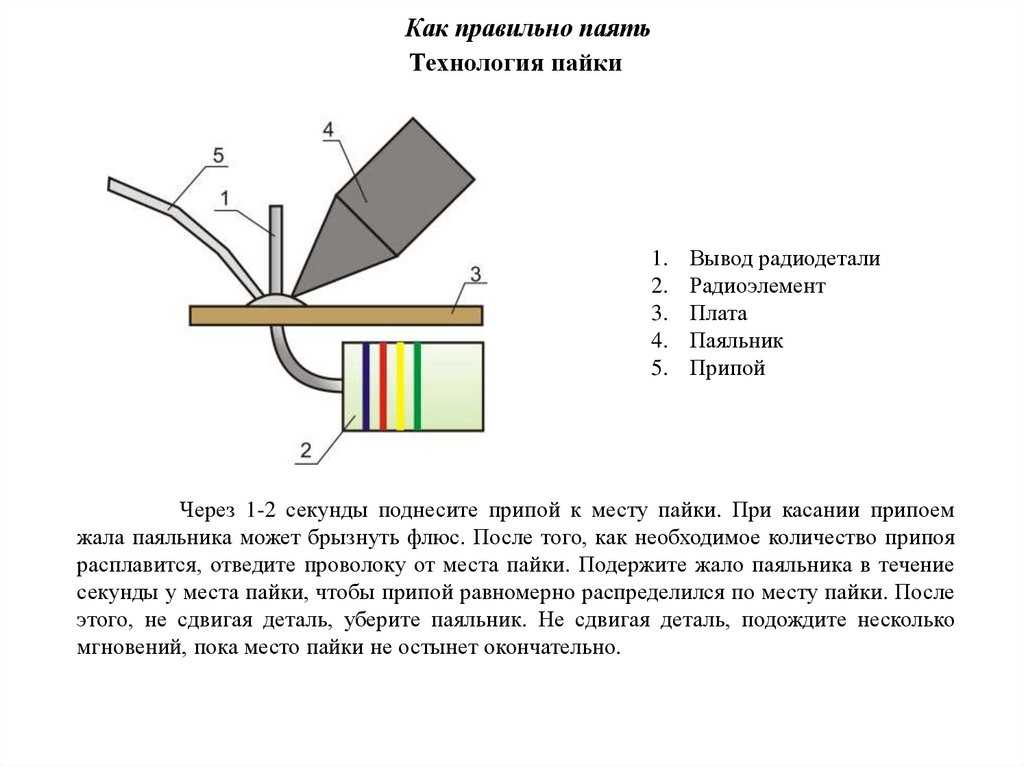 Никаких специальных инструментов не требуется, и провод практически любого размера и контакт припоя могут быть подключены с помощью основного комплекта для пайки. Серии HS и PS от Milnec имеют контакты для пайки, изготовленные с высокой точностью из медных сплавов, что обеспечивает повышенную проводимость. Они покрыты золотым или серебряным сплавом, в зависимости от серии, для повышения коррозионной стойкости и дальнейшего снижения контактного сопротивления. Однако, поскольку контакты для пайки постоянно прикреплены к вставкам, они несъемные и не подлежат ремонту. Если контакт поврежден в результате коррозии или удара, необходимо заменить весь разъем.
Никаких специальных инструментов не требуется, и провод практически любого размера и контакт припоя могут быть подключены с помощью основного комплекта для пайки. Серии HS и PS от Milnec имеют контакты для пайки, изготовленные с высокой точностью из медных сплавов, что обеспечивает повышенную проводимость. Они покрыты золотым или серебряным сплавом, в зависимости от серии, для повышения коррозионной стойкости и дальнейшего снижения контактного сопротивления. Однако, поскольку контакты для пайки постоянно прикреплены к вставкам, они несъемные и не подлежат ремонту. Если контакт поврежден в результате коррозии или удара, необходимо заменить весь разъем.
Хвостовые контакты ПК
Хвостовые контакты ПК (также называемые контактами для печатных плат или разлитыми контактами) используются исключительно для разъемов, которые монтируются непосредственно на печатные платы или гибкий кабель с помощью специального контакта с длинным концевым «хвостом», который выступает сзади корпус разъема. Концевые контакты ПК имеют ряд конструктивных преимуществ, позволяя использовать разъемы повышенной прочности, устанавливаемые на сложные электронные устройства, без использования косичек или громоздких клеммных колодок. Прямое подключение контактов к печатным платам также повышает целостность сигнала и общую надежность системы.
Концевые контакты ПК имеют ряд конструктивных преимуществ, позволяя использовать разъемы повышенной прочности, устанавливаемые на сложные электронные устройства, без использования косичек или громоздких клеммных колодок. Прямое подключение контактов к печатным платам также повышает целостность сигнала и общую надежность системы.
Концевые контакты ПК отличаются друг от друга диаметром и длиной хвостовика. Длина хвоста — это часть, которая выходит за пределы основного корпуса контакта и выступает из задней части корпуса разъема. В случаях, когда длина хвостовика превышает требуемую минимальную длину конструкции, лишний материал хвостовика можно просто обрезать кусачками после пайки и испытаний. Milnec также предлагает заказные коаксиальные, твинаксиальные или квадраксиальные хвостовые контакты PC для удовлетворения требований к высокочастотным контактам.
РЧ-контакты (Coax, Twinax, Quadrax)
Коаксиальные контакты используются в различных военных и аэрокосмических соединителях для аналоговых радиочастотных или микроволновых приложений. Коаксиальные контакты определяются в зависимости от размера контакта, выбора кабеля и импеданса. Контакты взаимозаменяемы со стандартными контактами размеров 8, 12 и 16, что позволяет использовать высокочастотные контакты в стандартных разъемах mil-spec.
Коаксиальные контакты определяются в зависимости от размера контакта, выбора кабеля и импеданса. Контакты взаимозаменяемы со стандартными контактами размеров 8, 12 и 16, что позволяет использовать высокочастотные контакты в стандартных разъемах mil-spec.
| #20 Gold Plated | ||||
| #16 Gold Plated | ||||
| #16 Silver Plated | ||||
| #12 Silver Plated | ||||
| #8 Серебряная покрытая | ||||
| #4 Серебряная покрытая | ||||
| #0 Серебряный плата | ||||
| #0 Серебряный плата | ||||
| #0 Серебряный плата | ||||
| #0 Серебряный плата | ||||
#0. | ||||