Пайка латуни: как и чем паять латунь
alexxlab | 21.11.1985 | 0 | Разное
Можно ли запаять латунь оловом. Правильная пайка латуни в домашних условиях. Ошибки, которых следует избегать
Пайка латунью относится к разряду высокотемпературной пайки (ее температура плавления составляет 880-950°С). Она применяются в тех случаях, когда возникает необходимость получить более прочное соединение, чем при использовании мягких припоев. Также преимуществами данного вида пайки является устойчивость к высоким температурам полученного соединения и отсутствие изменений в структуре металла (что неизбежно при использовании сварки).
По сравнению с другими тугоплавкими припоями (серебряным, медно-фосфорным) данный сплав является самым прочным и высокотемпературным. Благодаря наличию цинка в составе латунь имеет повышенную устойчивость к окружающей среде, слабо подвержена коррозии. Олово, входящее в состав некоторых видов латуни, повышает текучесть и понижает температуру плавления, а кремний не дает цинку окисляться и испаряться.
Применяются данные припои исключительно при , стали, меди и оловянистой бронзы (с содержанием олова до 8%).
Для данного вида пайки не подходит обычный паяльник. Необходимо оборудование, способное разогреть изделие до температуры, которая несколько превышает температуру плавления латуни (900-1000°C). В большинстве случаев применяются разнообразные газопламенные горелки и печи. Значительным недостатком использования горелок является быстрота и неравномерность нагрева. В совокупности со свойством латуни в жидком состоянии проникать по границам зерен стали (что может вызвать хрупкое разрушение под напряжением) это способствует образованию трещин. Вероятность их появления становится значительно ниже при в печах или в солевых ваннах, где обеспечивается равномерный нагрев паяемых изделий. Повторная пайка в любом случае увеличивает данную опасность.
В качестве флюса используется бура, смешанная с борной кислотой в соотношении 1:1 и залитая водой (на 20 г каждого компонента необходимо взять 250 мл жидкости).
Технология пайки латунью при помощи газопламенной горелки
- Прежде всего необходимо зачистить места стыковки деталей.
 Это делается для того, чтобы удалить стойкую оксидную пленку, которую не способен снять флюс. Для этого используют слесарные инструменты (напильники, шаберы, надфили и ножовки).
Это делается для того, чтобы удалить стойкую оксидную пленку, которую не способен снять флюс. Для этого используют слесарные инструменты (напильники, шаберы, надфили и ножовки). - Соединить детали при помощи тисков (либо любым другим способом).
- Промазать зону пайки флюсом, который снимет оксидную пленку с металла и обеспечит лучшую адгезию.
- Зажечь горелку, настроить пламя с небольшим избытком кислорода (с целью исключения окисления поверхности металла).
- Разогреть кончик припоя и окунуть его во флюс (в случае если припой изначально не был офлюсован).
- Равномерно разогреть изделие в месте стыковки до вишневого цвета.
- Расплавить припой по месту пайки (если было достаточное количество флюса, то он легко растечется и затянет стык).
- Дать припою застыть.
- Зачистить спай.
Процесс пайки латуней имеет свои особенности ввиду образования на поверхности окисной пленки, содержащей ZnO и испарения цинка при нагреве.
На латунях, содержащих до 15% Zn, окислы состоят из Cu 2 0 с внедренными в нее частицами ZnO. В сплавах меди с большим содержанием цинка слой окисла состоит в основном из ZnO, удаление которого более сложно, чем Cu 2 0.
В сплавах меди с большим содержанием цинка слой окисла состоит в основном из ZnO, удаление которого более сложно, чем Cu 2 0.
Особенность низкотемпературной пайки латуней оловянно-свинцовыми и другими аналогичными припоями заключается в том, что удаление окисной пленки с поверхности латуней не обеспечивается канифольно-спиртовыми флюсами.
Для этого необходимо применять более активные флюсы. Например, при пайке латуней ЛС59-1-1, Л63 используют флюсы на основе хлористого цинка с добавками азотной кислоты.
Латунь медленнее, чем медь, растворяется в расплавах оловянно-свинцовых припоев, поэтому при пайке медленнее растут интерметаллидные слои, что должно положительно отражаться на механических свойствах паяных соединений.
Однако соединения, полученные при пайке латуни (Л63) оловянно-свинцовыми припоями, имеют более низкую прочность по сравнению с медью в тех же условиях. Например, предел прочности соединений меди встык, паянных оловом, равен 9 кгс/мм 2 , свинцом – 3,6 кгс/мм 2 , а соединений из латуни – 5,9 кгс/мм 2 и 2,6 кгс/мм 2 соответственно.
Снижение предела прочности соединений латуни связывают с пористостью в швах, которую объясняют испарением цинка и попаданием его паров в жидкий припой. Порообразование наблюдается после пайки как низкотемпературными, так и высокотемпературными припоями.
Высокотемпературную пайку латуни в печах с восстановительной или нейтральной атмосферой применяют ограниченно из-за испарения цинка. Пайка латуней в средах возможна только с предварительным флюсованием мест пайки.
Например латунь, содержащую до 3% свинца и кремния ЛКС80-3-2, удовлетворительно паяют в газовых средах медно-фосфористыми и серебряными припоями, но с обязательным использованием флюсов. Латунь паяют в печи без флюса только в том случае, если она предварительно покрыта слоем меди или никеля, предохраняющим от испарения цинка.
Латунные детали можно паять и в соляных ваннах в интервале температур 850-870°С. Для улучшения затекания припоя в зазор в раствор добавляют 4-5% флюса, содержащего фтороборат калия или буру.
При нагреве латунных деталей в пламени газовых горелок и в печах также происходит испарение и окисление цинка, что ухудшает растекание припоев. При пайке латуни горелкой в восстановительном пламени испарение и окисление цинка удается несколько уменьшить. При этом пористость в паяных швах уменьшается.
Для пайки латуней, богатых медью, используют серебряные припои ПСр 72, ПСр 40, ПСр 45, ПСр 25, ПСр 12, а также латуни с низкой температурой плавления (припои типа ПМЦ 36; ПМК 48; ПМЦ54) и медно-фосфористые.
Для латуней, богатых цинком (ЛС59С, Л63, Л68), применяют припой ПСр 40. Фосфористые припои для них непригодны, так как при этом образуются малопластичные паяные соединения. Последнее объясняется тем, что в паяном шве образуются весьма хрупкие фосфиды цинка.
Для соединений, не подвергающихся вибрационным и динамическим нагрузкам, применяют припои ПМЦ 36 и ПМЦ 48.
Латуни интенсивно растворяются при пайке серебряными и медно-фосфористыми припоями. Поэтому паять их следует с высокими скоростями нагрева для сокращения контакта жидкого припоя и твердого металла. Латунь Л63 интенсивно растворяется в припоях ПСр 40, ПСр 45, ПСр 15, меньше в припоях ПСр 37,5 и ПСр 50 КД.
Латунь Л63 интенсивно растворяется в припоях ПСр 40, ПСр 45, ПСр 15, меньше в припоях ПСр 37,5 и ПСр 50 КД.
Латунные детали, в отличие от стали, легко обрабатывать, и именно благодаря этому полезному качеству сплава становится возможной пайка латуни в домашних условиях, без обращения к промышленным методам. Для создания самых разнообразных вещей необходима пайка – соединение проводов и металлических деталей. Для правильной необходимо наличие газовой горелки, графитового тигля, асбестового основания, а также серебра, меди и борной кислоты.
Пайка латуни значительно легче пайки стали, что позволяет осуществлять ее в домашних условиях.
Подготовка к спайке латунных изделий
Чтобы очистить сплав, можно использовать щавелевую кислоту. Если ее не оказалось под рукой, можно посмотреть различные бытовые средства. Они наносятся на изделия из латуни, после чего она довольно быстро начнет темнеть. Затем можно избавиться от налета, взяв тонкую щетку и почистив детали в обычной воде. Вслед за этим понадобится сода, которой засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Вслед за этим понадобится сода, которой засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Щавелевая кислота используется для очистки сплава.
Чтобы паять латунь наиболее эффективно, не стоит использовать обычную оловянную пайку, так как после ее применения остаются довольно заметные следы. Помимо этого, она не может похвастать большой прочностью. Для того чтобы паять латунь, рекомендуется использование другого способа, который обеспечивает повышенную надежность. Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку.
Вернуться к оглавлению
Припои для спайки деталей из латуни
Пайка газовой горелкой должна производиться крайне аккуратно, при максимальной температуре в 700 градусов.
Латунные детали, которым требуется спайка, размещаются на асбестовом основании. Соединенные детали посыпаются припоем, нарезанным мелкими кусками и предварительно заточенными. Затем соединение аккуратно нагревается с использованием газовой горелки. Эта работа должна выполняться максимально аккуратно. При спайке деталей температура должна плавно подходить к определенному уровню.
Конечно, обычная пайка оловом производится гораздо проще, чем подобным методом, однако именно благодаря ему надежность и прочность спайки латунных деталей будет гораздо более высокой. Важно помнить о некоторых особенностях пайки латуни, например, об испарении цинка в очень горячем состоянии. Помимо этого, поверхность сплава покрывается оксидной пленкой. Латунь, в которой цинк содержится менее чем в 15%-ом соотношении, окисляется и покрывается пленкой, в которой присутствуют сцепленные частицы оксида меди и оксида цинка. Медные сплавы, в которых цинк содержится в гораздо больших количествах, окисляясь, образуют пленку, состоящую в основном из оксида цинка.
Готовое изделие промывается горячей 3%-ой серной кислотой.
Если проводится обычная низкотемпературная спайка, при которой применяется припой с содержанием свинца и олова либо другие тиноли, оксидную пленку необходимо удалять с металлических поверхностей. Здесь возможно использование канифольно-спиртовых или более активных флюсов. Чтобы обработать латунь с большим содержанием цинка, например, Л63, необходимо использовать флюс, в состав которого входит хлористый цинк. Важно помнить о том, что у латуни одни из худших качеств плавления с оловянно-свинцовыми припоями. Эта особенность приводит к тому, что при процессе спайки медленно начинают расти интерметаллидные слои. Они положительно влияют на шов, и можно ожидать улучшения механических свойств металлов.
Не стоит надеяться, что пайка, при которой применяются оловянно-свинцовые припои латуни Л63, приведет к качественным соединениям. Их прочность сцепления и качество будут уступать меди, если условия будут одни и те же. Показатель предела прочности по отношению к медным деталям, спаянным при помощи олова, будет достигать 90 МПа, а к латунным – не достигнет и 60 МПа. Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
Их прочность сцепления и качество будут уступать меди, если условия будут одни и те же. Показатель предела прочности по отношению к медным деталям, спаянным при помощи олова, будет достигать 90 МПа, а к латунным – не достигнет и 60 МПа. Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
При высоком уровне цинка возможно использование припоя ПСр 40. Применение фосфористых припоев является совершенно непригодным, потому что существует большая вероятность проявление соединения паяного шва, имеющего низкую пластичность. Это объясняется образованием фосфидов цинка, отличающихся своей хрупкостью. Также очень распространен твердый припой, применяемый при соединении крупных изделий, например, для работы с латунными и медными трубами и отопительными системами в целом. Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Латунь как материал известна достаточно давно. Хорошие физические и химические свойства позволили ей получить широкое распространение. У латунных деталей тоже периодически возникают дефекты (трещины, отверстия, изломы). Эти проблемы можно решить с помощью пайки. Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ.
Основные сведения о латуни
Латунь по своему составу бывает двойной или многокомпонентной. Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк выполняет функции основного легирующего компонента. Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.
Современная латунь классифицируется по следующим показателям:
В зависимости от химического состава:
- Двухкомпонентные сплавы. В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом. Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
- Многокомпонентные. Их ещё называют специальные. Такие сплавы содержат большое количество добавок. Они маркируются двумя заглавными буквами и цифрами. Например, марка ЛА77-2. Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).
По степени и качеству обработки:
- Деформируемые. К ним относится латунь в виде проволоки, круглая трубка, лист и лента.

- Литейные. Это арматура, готовые изделия, сделанные из латуни.
- Если содержание цинка находится в пределах от 5 до 20%, то такой сплав именуется красной латунью (томпак).
- Если это процент колеблется от 21% и достигает 36%, такая латунь называется жёлтой.
Все марки латуни обладают схожими свойствами. Они хорошо поддаются обработке, имеют высокие антикоррозийные характеристики, обладают достаточной прочностью. При значительном понижении температуры сохраняют свою пластичность.
Эти свойства определили обширный круг применения латуни.
Применение латуни
Кроме перечисленных положительных свойств, латунь очень долговечный и надёжный сплав. Латунь применяется в следующих областях:
- Изготовление трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнических устройств (краны, смесители умывальники)
- Мебельной фурнитуры (руки, защёлки, замки, декоративные накладки).
- Производство электротехнических деталей.

- Производство сувениров.
- Производство посуды.
- Художественное литьё.
- Производство ювелирных изделий. Ювелиры в основном применяют двухкомпонентные сплавы. Это может быть: желтая, красная, зелёная или золотистая латунь.
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.

- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
Пайка с применением газовой горелки
Поставленную задачу по паянию латуни можно решить, применяя небольшую горелку. Латунную деталь размещают на любом жаропрочном материале, он должен выдерживать высокие температуры. Для этих целей применяют асбестовые пластины.
Детали, которые необходимо спаять, размещают на этой пластине и совмещают друг с другом. Подготовка к паянию такая же, как и при паянии паяльником. Далее припой нарезают в виде мелкой металлической крошки или стружки и посыпают ею стык деталей. Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Сначала необходимо произвести не сильный разогрев участка паяния, чтобы произошло прихватывание припоя к поверхности латуни. После этого приступают к полному нагреву до тех пор, пока на поверхности латуни не появится характерный красный цвет. При правильно отрегулированной горелке температура в зоне паяния достигает 700 °С. После остывания необходимо удалить наплывы и остатки флюса.
Итак, чтобы получить добротные результаты пайки латунных деталей необходимо правильно подобрать припой. Следить за чистотой стержня паяльника и степенью его прогрева. Ни когда не стоит начинать пайку, если паяльник не нагрелся до требуемой температуры. Тщательно подготовить поверхности латунной детали, которые планируется спаивать (протереть от грязи и пыли и обезжирить). Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Пайка является одним из способов соединения двух деталей, при котором плавится только соединяющий материал, а поверхности самих элементов полностью сохраняются. С помощью такого способа можно соединять разнородные материалы, довольно мелкие элементы, хрупкие микросхемы, соединять или нарастать провода, крепить пластины из твердых сплавов, осуществлять антикоррозийную обработку.
С помощью такого способа можно соединять разнородные материалы, довольно мелкие элементы, хрупкие микросхемы, соединять или нарастать провода, крепить пластины из твердых сплавов, осуществлять антикоррозийную обработку.
Чаще всего делать сплавку приходиться по латуни, которая является сплавом цинка и меди. Поэтому перед началом работ паяльником следует изучить особенности применения этого материала.
Пайка латуни – некоторые особенности
Чаще всего пайка латуни выполняется газовой горелкой, а в качестве припоя применяется бура, олово или другие аналогичные материалы. В домашних условиях для такой работы можно использовать паяльник или специальный графитовый электрод .
В принципе пайка латуни напоминает обработку чугуна, меди, стали. Однако она имеет свои тонкости и особенности, которые обязательно необходимо учитывать.
Процесс пайки латуни
Для максимальной эффективности работ необходимо подготовить следующие материалы и инструменты:
В некоторых случаях может понадобиться бронза.
Подготовка припоя
В первую очередь необходимо подготовить тенол, в состав которого будет входить две части серебра и одна часть меди. Для этого с помощью газовой горелки медь и серебро необходимо будет расплавить и отвесить нужное количество материала. Далее, сплавы помещаются в тигель и греются все той же газовой горелкой.
Расплавленные медь и серебро перемешиваются с помощью проволочки, и тигель ставится в холодную воду. Застывший припой расплющивается и нарезается. Затем крупным напильником из него натирается стружка.
Размеры графитового тигеля должны быть примерно 20х20 миллиметров. Изготовить его можно из графитовых углей (контактные троллейбусные элементы).
Подготовка флюса
Для этого берется 20 грамм порошка буры и 20 грамм порошка борной кислоты. Ингредиенты тщательно перемешиваются и заливаются 250 миллилитрами воды . Затем полученная смесь подвергается кипячению и остужается.
Для соединения латунных деталей можно применить и готовые составы. Среди отечественных хорошо зарекомендовали себя флюсы:
Среди отечественных хорошо зарекомендовали себя флюсы:
- ПВ-209Х;
- ПВ-209;
- Бура.
Из импортных можно отметить флюс-пасты немецкого производителя Chemet.
Припой и флюс готовы, теперь можно приступать непосредственно к пайке. Для этого подготовленные детали необходимо аккуратно положить на основание из асбеста и приступать к процессу пайки.
Если сравнивать такой метод пайки с соединением элементов при помощи олова, то простотой он не отличается. Но время будет потрачено не зря, так как соединение будет иметь повышенную надежность и прочность.
Латунь – пайка паяльником
Латунь и медь или латунь и материалы, содержащие медь, можно соединять низкотемпературной пайкой с помощью паяльника мощностью в 100 Вт.
В качестве припоя необходимо использовать оловянно-свинцовый сплав ПОС60 или выше. Флюсом может послужить ортофосфорная или паяльная кислота.
Перед работой с латунью следует удалить окисную пленку и обезжирить поверхность. Пайка должна производиться при хорошем разогреве паяльника.
Пайка должна производиться при хорошем разогреве паяльника.
Кроме этого, перед пайкой необходимо уделять тщательное внимание обработке поверхности флюсом, которая проводится непосредственно перед поднесением разогретого паяльника с припоем.
С помощью паяльника можно соединять латуни с применением припоев из серебра (ПСр40 и выше) . Однако мощность паяльника должна быть от 0,5 до 1 кВт, а температура разогрева – от 500С. Флюс рекомендуется использовать на основе буры или можно применить концентрированную ортофосфорную кислоту.
Таким способом можно заливать различные образовавшиеся в латунных массивных изделиях (радиаторах) дефекты.
Пайка латунью
Сплавы из латуни в качестве припоя довольно часто применяются в строительстве при работе с большинством металлов. С их помощью можно соединять детали из меди, стали и даже чугуна.
Так, например, чугунные элементы достаточно трудно сварить, так как для этого необходим специальный электрод, флюс и серьезный разогрев . В то же время их достаточно легко можно соединить с помощью латунного припоя.
В то же время их достаточно легко можно соединить с помощью латунного припоя.
Очень распространен способ пайки латунью при соединении труб встык, где очень важно, чтобы постоянным оставалось их внутреннее сечение. После применения такого метода внешние габариты остаются практически неизменными, внутреннее сечение сохраняется, а стык надежно герметизируется.
С помощью латунного припоя можно соединять различные детали систем охлаждения в электронных приборах, медные трубки жидкой системы охлаждения в мощных серверах.
Однако следует иметь в виду, что латунные швы по прочности уступают сварному соединению, поэтому относиться к ним следует бережно.
В некоторых случаях применяется лужение или пайка латунью стали. Ее используют для нанесения на поверхность деталей из стали антикоррозийного покрытия . Лужение чаще всего подходит для обработки небольших единичных изделий, в промышленных масштабах оно практически не применяется.
При соединении деталей из низколегированных и углеродистых сталей иногда используется твердая пайка, где латунный припой должен иметь температуру плавления выше 450 градусов.
В процессе пайки латунных сплавов следует иметь в виду, что могут выделяться ядовитые для человека пары цинка. Поэтому в помещении, где будут проводиться работы, должна быть хорошая вентиляция.
При наличии всех необходимых материалов и инструментов и строгом соблюдении рекомендаций, результаты пайки латуни будут самыми положительными. Всю работу можно сделать самостоятельно, не прибегая к помощи специалистов, которая стоит весьма недешево.
Пайка латуни в домашних условиях — правила и особенности
Содержание
- 1 Нюансы технологии
- 2 Подготовительный процесс
- 3 Используемые инструменты
- 4 Припои и флюсы
- 5 Как выполнить пайку в домашних условиях
- 5.1 Пайка с помощью газовой горелки
- 5.2 Пайка паяльником
- 6 Рекомендации
- 6.1 Ошибки, которых следует избегать
- 6.2 Контроль качества
- 6.3 Техника безопасности
- 7 Преимущества и недостатки самостоятельного выполнения
Латунь – широко применяемый сплав для создания различных изделий, поэтому вопрос, как работать с ним, актуален для многих мастеров. Процесс обладает определенными особенностями и сложностями, может выполняться как в домашних условиях, так и промышленными методами. При соблюдении правил пайка латуни окажется под силу любому человеку.
Процесс обладает определенными особенностями и сложностями, может выполняться как в домашних условиях, так и промышленными методами. При соблюдении правил пайка латуни окажется под силу любому человеку.
Содержание
- Нюансы технологии
- Подготовительный процесс
- Используемые инструменты
- Припои и флюсы
- Как выполнить пайку в домашних условиях
- Пайка с помощью газовой горелки
- Пайка паяльником
- Рекомендации
- Ошибки, которых следует избегать
- Контроль качества
- Техника безопасности
- Преимущества и недостатки самостоятельного выполнения
Нюансы технологии
Латунь представляет собой сплав, в котором основными составляющими являются медь и цинк, а дополнительными элементами – олово и алюминий. Изделиям из металла всегда находят применение в быту. Когда нужно соединить два разных предмета, прибегают к пайке. Метод обладает некоторыми нюансами, о которых следует знать прежде, чем приступать к выполнению работы.
Главной особенностью процесса является активное испарение цинка из-за воздействия очень высокой температуры. В результате быстро образуется плотная пленка, особенно если процентное содержание цинка в сплаве составляет более 15%. Разрушить ее не представляется возможным даже при помощи канифоли со спиртом. Поэтому при пайке латуни важно использовать специальные флюсы.
Также требуется внимательно изучить все этапы процесса, так как это единственно возможный вариант прочно соединить два разных предмета в один. Суть пайки заключается в том, что между двумя соединяемыми деталями вводят расплавленный припой, который и скрепляет их. Главное условие процесса таково – температура разогрева соединяющего элемента должна быть меньше, чем температура плавления соединяемых предметов.
Пайка твердым припоем позволяет получать более прочные и термостойкие швы. Технология осуществляется согласно стандартным правилам. Преимуществом метода является то, что можно соединять предметы из разных материалов. При этом их поверхность, структура и свойства не изменяются, как это бывает при сварке.
При этом их поверхность, структура и свойства не изменяются, как это бывает при сварке.
Подготовительный процесс
Прежде чем соединить латунные изделия, необходимо их подготовить. Для достижения наиболее эффективного результата требуется использовать специальное оборудование – газовую горелку. Тогда пайка получится надёжной, а место соединения не будет бросаться в глаза.
Для обработки деталей из латуни используют щавелевую кислоту или различные бытовые средства. При работе с кислотой следует надеть перчатки и не дышать над раствором, который получается в следующей пропорции: 20 грамм на литр горячей или холодной воды. Приготавливается раствор в пластиковой емкости, чтобы избежать воздействия на другие металлы. Он нужен для очищения сплава, после обработки изделие вытирают и оставляют сушиться.
Чтобы припаять два разных предмета, понадобятся припой и флюс, которые изготавливаются собственноручно. Например, для получения припоя из латуни требуется запастись по 20 грамм меди и серебра, которые перемешиваются и сплавляются газовой горелкой и графитовым тигелем. После чего вещество помещают в холодную воду и вытаскивают, когда припой остынет.
Например, для получения припоя из латуни требуется запастись по 20 грамм меди и серебра, которые перемешиваются и сплавляются газовой горелкой и графитовым тигелем. После чего вещество помещают в холодную воду и вытаскивают, когда припой остынет.
Флюс создают из буры и борной кислоты, взяв по 20 грамм каждого порошка, и развести их 250 мл воды.
Используемые инструменты
Для соединения двух разнородных изделий применяют либо газовую горелку, либо паяльники. В качестве последнего чаще всего используют обычные электрические инструменты. Какой мощности он должен быть, зависит от характера работы. Если соединяются, к примеру, детали толщиной до 1 мм, то подойдет инструмент с мощностью 80-100 Вт.
Когда выполняется пайка латунью, то получается пористый шов из-за испарения цинка. Это ухудшает надёжность и качество соединения. Поэтому изделия рекомендуется соединять внахлест. Используя паяльник, подготовку выполняют в несколько этапов:
Включают в сеть в первый раз и ждут, пока инструмент перестанет дымить. То есть, пока в нем не выгорят все вещества, использованные при прошлом разе использования.
То есть, пока в нем не выгорят все вещества, использованные при прошлом разе использования.
Дождавшись, пока инструмент остынет, затачивают жало.
Если у наконечника нет защитного покрытия, то на кончик наносят тонкий слой олова.
Во время соединения инструмент должен иметь температуру не ниже 500 градусов по Цельсию.
Припои и флюсы
Для качественного скрепления нужно разумно отнестись к выбору флюса и припоя. Это имеет значение, когда работа выполняется или газовой горелкой, или паяльником. Опытные мастера утверждают, что необходимо использовать более активный припой, в состав которого входит хлористый цинк. Именно ему под силу очистить поверхность предметов от появляющихся пленок из оксида цинка во время нагревания.
Поэтому лучше приобретать специальный флюс, в качестве которого может выступать бура. Если предстоит работа со сплавом, содержащим большое количество меди, то лучше использовать серебряные или медно-фосфорные компоненты.
Когда соединяемые предметы различаются по материалу изготовления, то особенно важно знать, какой припой подходит. Припой для пайки латуни должен сочетаться с поверхностями изделий и иметь температуру значительно ниже. Если нет строгих требований к прочности и внешнему виду, соединение возможно оловом.
Припой для пайки латуни должен сочетаться с поверхностями изделий и иметь температуру значительно ниже. Если нет строгих требований к прочности и внешнему виду, соединение возможно оловом.
Как выполнить пайку в домашних условиях
Перейти к непосредственному выполнению спайки, следует после того, как были изучены особенности технологии. Сначала необходимо приготовить следующее оборудование и материалы:
- газовая горелка или паяльник;
- флюс и припой;
- бура.
Задача выполнима и без буры с флюсом, но тогда швы получатся видными, место соединения не будет отличаться особой прочностью.
Скрепление изделий выполняется следующим способом:
- поверхность деталей обрабатывается флюсом и посыпается стружкой припоя;
- затем их подносят к газовой горелке и нагревают до 700 градусов.
Очень крупные изделия необходимо прогревать постепенно.
Пайка с помощью газовой горелки
Когда нужно запаять латунь любой марки, выручит газовая горелка. Сначала детали помещают на асбестовое основание и соединяются. Шов протирается флюсом на основе буры, припой посыпается сверху.
Сначала детали помещают на асбестовое основание и соединяются. Шов протирается флюсом на основе буры, припой посыпается сверху.
Пламя газовой горелки должно попадать ровно на это место. Когда выполняется пайка меди с латунью, следует заранее приготовить специальное средство для удаления оксидной пленки.
Пайка паяльником
Паяльником также удается добиться прочного соединения двух изделий. В этом случае используют такой флюс, как паяльная или ортофосфорная кислота.
Предварительно обработав поверхность изделий, после чего подносится паяльник с припоем. В спаиваемых изделиях таким образом можно скрыть дефекты. Пайка выполняется при хорошо разогретом инструменте.
Рекомендации
В домашних условиях очень часто можно столкнуться с необходимостью соединить латунные изделия. Например, элементы водопроводных и отопительных систем.
Своими руками удастся выполнить требуемое, когда дома есть два паяльника – маломощный – 40-60 Вт и мощный – от 100 Вт.
Ошибки, которых следует избегать
При нехватке опыта работы с паяльником некоторые мастера не прогревают его до необходимой температуры. Чтобы качественно спаять латунь, необходимо очистить инструмент и поверхность соединяемых деталей.
Контроль качества
При пайке латуни в домашних условиях следует ответственно отнестись к делу и заранее подготовить материалы. Если нет газовой горелки, можно обойтись паяльником. Но в обоих случаях важно досконально разобраться с инструкцией по эксплуатации.
Насколько качественно удалось спаять изделия из латуни можно понять по внешнему виду шва, структуре и механической прочности.
Техника безопасности
Горелка и паяльник – опасные инструменты, поэтому во время работы следует следить за углом наклона инструмента или пламени. Не помешает удостовериться в целостности проводки и вилки. Во время пайки не стоит отвлекаться или оставлять горячий паяльник в зоне доступа детей. Некоторые флюсы выделяют вредные вещества в ходе плавления, поэтому нужно либо работать в респираторе, либо чаще проветривать помещение.
Когда нужно соединить изделия из латуни, пайка – лучшее решение. Изучить, как выполняется процесс, нужно, так как каждый раз звать специалиста окажется накладно для семейного бюджета. Но именно мастер может выполнить работу любой сложности качественно и на долгое время. Когда требуется пайка труб в водоснабжении или электрических проводов, то пайку лучше доверить мастеру. Потому по неопытности можно остаться без света или устроить мини-потоп.
что нужно знать о пайке латуни дома?
Пайка латуни имеет собственные особенности вследствие испарения горячего цинка, а также образования на поверхности металла оксидной пленки. Латуни, содержащие в составе до 15% цинка, окисляются пленкой, которая состоит из сцепленных частиц CuO и ZnО. В медных сплавах, содержащих достаточно большое количество цинка, пленка окислов состоит преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди.
Флюсы, припои
Для низкотемпературной пайки посредством оловянно-свинцового припоя, чистым оловом, либо какими-нибудь иными тинолями, требуется удаление оксидной пленки с поверхности метала. Для данных целей используются, как правило, канифольно-спиртовые, либо более активные по составу флюсы.
Например, во время обработки латуни марок ЛС59-1-1, Л63 применяются флюсы на основе хлористого цинка с добавками. Относительно латуни, то она обладает худшими качествами расплавления в оловянно-свинцовых припоях, вследствие чего на протяжении пайки наблюдается медленный рост интерметаллидных слоев, оказывающих положительное влияние на механические свойства паяного шва металла.
Соединения, полученные во время пайки оловянно-свинцовыми припоями латуни марки Л63, не могут похвастать отличным качеством и прочностью сцепления по сравнению с медью при аналогичных условиях. Например, предел прочности соединений медных деталей, паянных оловом встык, составляет 90 МПа, в то время как в случае с латунью данный показатель не превышает 59 МПа.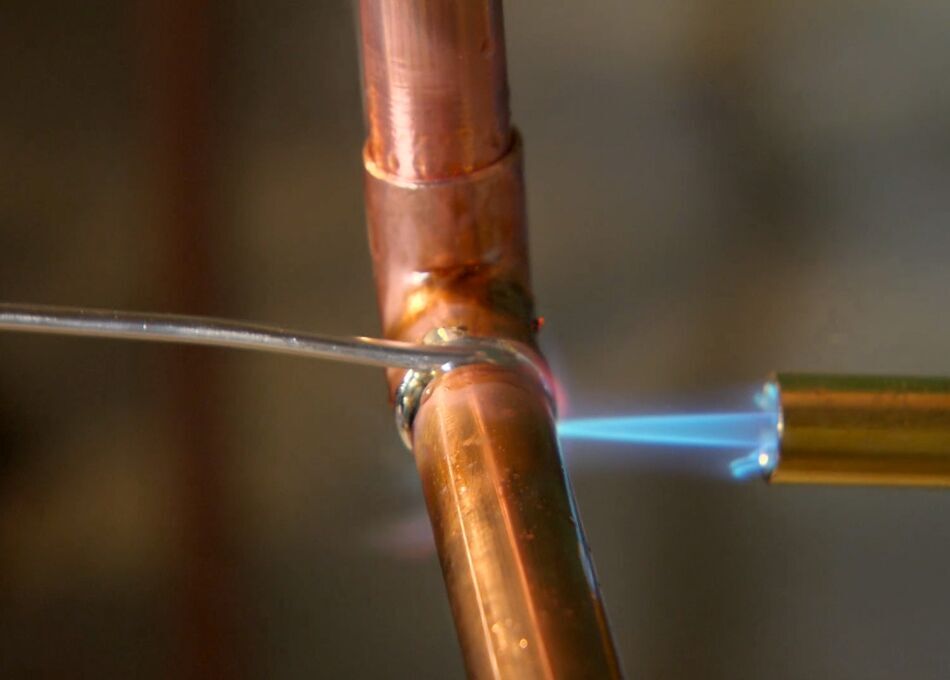
В процессе пайки латуней, в состав которых входит большое количество меди, применяются припои следующих маркировок: ПСр72, ВСр40, Пср45, ПСр25, ПСр12. Также могут применяться медно-фосфорные латуни, а также латуни с незначительной температурой плавления. Во время соединения латуни с высоким уровнем цинка в составе можно использовать припой ПСр40.
Таким образом, для них не пригодны фосфористые припои, так как из-за этого с большой вероятностью проявляется соединение с низкой пластичностью в паяном шве. Подобное вызвано тем, что в паяном шве во время пайки образуются фосфиды цинка, которые достаточно хрупкие.
Для соединений, не подвергающихся воздействию вибраций, механическим ударам, используются припои ПМЦ36 и ПМЦ48. В процессе пайки серебряными и медно-фосфористыми припоями латуни начинают интенсивно растворяться. В связи с этим для сокращения контакта твердого металла с жидким припоем их нужно паять в условиях высокого нагрева. Латунь Л63 растворяется достаточно интенсивно в тинолях ПСр40, ПСр45, ПСр15, а также существенно меньше в тинолях ПСр50КД и ПСр37,5.
Твердый припой
Для латунных радиаторов, труб и многих других деталей можно воспользоваться твердым припоем. Обработка металла твердым припоем L-CuP6 особа актуальна во время монтажа медных труб, радиаторов, элементов системы отопления и не только.
Диапазон температуры плавления материала, доступный при работе твердым припоем, составляет от 710 до 880 гр.С. Рабочая температура припоя составляет 730 гр. С. Работа с твердым припоем позволяет воздействовать с медью, латунью, красной бронзой, бронзой.
Режим пайки
Детали, которые были изготовлены из рассматриваемого материала можно паять при температуре от 850 до 870 гр. С, а также в соленых ваннах. С целью улучшения затекания припоя в раствор ванн, как правило, добавляют 4-5%-й флюс, в состав которого входит фтороборат калия ил бура.
В течение нагрева металлических деталей в печах и на протяжении обработки газовой горелкой также имеет место образование оксидной пленки на поверхности металла (латунных радиаторов) с последующим испарением цинка, что негативно сказывается на растекании припоя. Пайка газовой грелкой позволяет уменьшить окисление, а также испарение цинка в восстановительном пламени. При этом уменьшается пористость в швах пайки.
Пайка газовой грелкой позволяет уменьшить окисление, а также испарение цинка в восстановительном пламени. При этом уменьшается пористость в швах пайки.
Как паять своими руками
Сегодня есть достаточно широкое разнообразие латунных радиаторов, труб, а также прочей бытовой необходимости. В связи с этим нередко возникает потребность в ремонте. Иногда денег на наем квалифицированных специалистов попросту не хватает. В таком случае можно справиться самому, осуществивши пайку радиаторов, других латунных изделий в домашних условиях.
Многие сегодня паяют латунные изделия при помощи обычных оловянно-свинцовых припоев обыкновенным пальником. Однако данный способ вместе со своей простотой процедуры имеет несколько существенных недостатков: шов пайки выходит белым, достаточно толстым, слабым; шов во время изгиба может разойтись. Понадобится бура, флюс и т. д.
Для пайки пригодится следующие инструменты и материала:
- Асбестовое основание;
- Газовая горелка;
- Графитовый тигель;
- Медь, серебро, бура, борная кислота.
Готовим припой
Сначала потребуется изготовить тиноль в домашних условиях, который будет состоять и серебра и меди в пропорции 2:1 соответственно. Для этого необходимо сплавить серебро и медь, воспользовавшись газовой горелкой. Далее необходимо отвесить требуемое количество серебра и меди, после чего их надо поместить в тигель и греть газовой горелкой.
Графитовый тигель можно произвести из графитовых углей (контактных троллейбусных элементов), найти которые не составит труда на конечных остановках электрического транспорта. Относительно размера тигля, то он должен быть приблизительно 20х20 миллиметров.
Затем выбираем канавку 5х40 миллиметров полукруглой формы для того, чтобы проще вынимать штапик припоя (горячий тигель опускается в воду). Как только медь и серебро расплавлены, можно приступать к перемешиванию компонентов тиноля с помощью проволочки.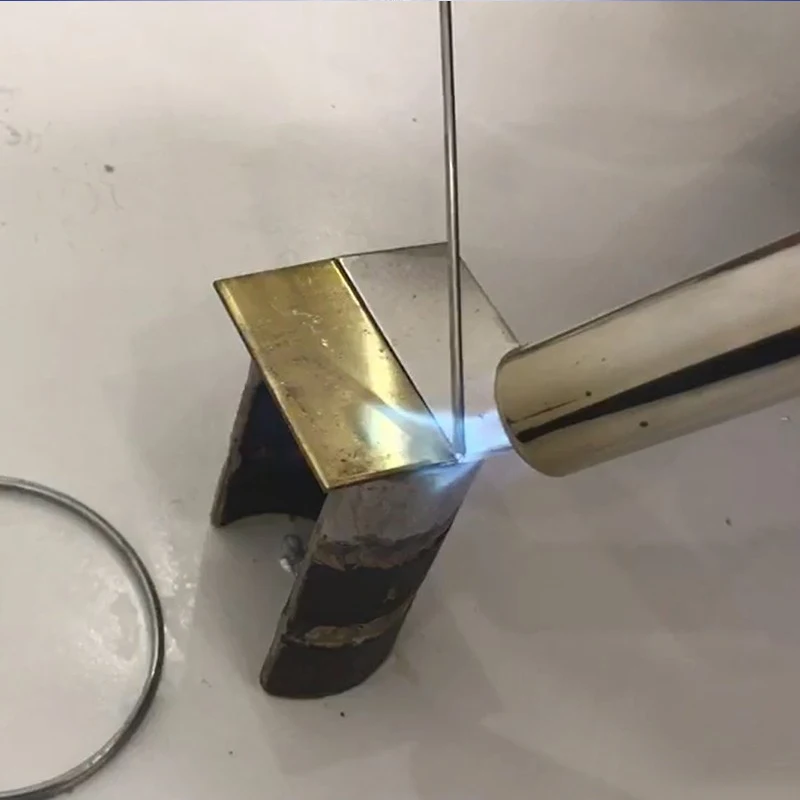
Готовим флюс
Таким образом, припой готов к работе, но его еще нужно остудить, раскатать в вальцах, а также нарезать на мелкие части. Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равной пропорции борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды. Далее кипятим и остужаем готовый флюс.
Работаем следующим образом:
- Паять нужно на каком-либо теплостойком материале. Если производите пайку радиаторов, работу выполняйте полноценно. С этой целью мы припаслись асбестовой пластиной. Таким образом, помещаем на не паяемые детали, после чего смачиваем флюсом, присыпаем припоем. Далее начинаем понемногу греть.
- Сперва греем немного, чтобы припой сцепился с деталями, после чего доводим процедуру од появления красного оттенка.
- Припой достаточно просто затекает в зазор между деталями, спаивая их между собой очень крепко. Стоит обратить внимание на то, что разница между температурой плавления латуни и припоя составляет около 50 гр.
 С, а поэтому не следует перегревать материал.
С, а поэтому не следует перегревать материал. - Полученный шов имеет один ярко выраженный цвет со спаиваемой деталью.
- Затем следует промывка изделия от флюса: промываем изделие в горячей серой кислоте (3%-й).
Так, получаем отличное сцепление латунных изделий, которые прослужит долгие годы.
Похожие статьи
- Припой для пайки металлов: информация только по существу
- Пайка радиаторов своими руками: принципы и особенности работы
- Пайка алюминия в домашних условиях: принцип работы
- Пайка флюсом: что следует знать?
цены, отзывы и рейтинг мастеров по ремонту — «МастерДел»
Фильтр подбора:
Услуга
Услуга пайка латуни
Выбор услуги
Город (2)
ГородМытищи, Черноголовка
Поиск города
Район
Район
Поиск района
Метро
Поиск метро
По рейтингу
Сергей Юрьевич Найдёнов
Услуги: мелкий ремонт, сантехника, бытовая техника
Опыт:
• Опыт работы — 14 лет.
сантехника договорная
ремонт ванной и туалета договорная
трубы договорная
монтаж труб договорная
Еще 11 услуг
Все чётко по делу приехали сделали
Все отзывы
Выбрать
Гагик Самвелович Мамиконян
Услуги: мелкий ремонт, сантехника, комплексный ремонт
Опыт:
• Монтаж сантехники — 12 лет.
• Укладка плитки — 12 лет.
• Монтаж вентиляции — 12 лет.
Скидка 5%
До 31 мая
плиточники 1 000 ₽/кв. м
м
обработка межплиточных швов договорная
укладка плитки (стены) договорная
укладка плитки (пол) договорная
Еще 11 услуг
Все хорошо, нареканий нет. Рекомендую.
Все отзывы
Выбрать
Вячеслав Ванцитович Мухаметов
Услуги: мелкий ремонт, компьютеры, окна
Образование:
• СПТУ №116, квалификация – слесарь механосборочных работ, сварщик, 1986–1987 гг.
Опыт:
• Кондитерская фабрика «Красный Октябрь», сварщик — 33 года.
ремонт входных дверей 1 000 ₽
ремонт металлических дверей договорная
замена уплотнителя входной двери договорная
установка уплотнителя входной двери договорная
Еще 11 услуг
Приехал в назначенное время. все четко разметил и установил ручку.работой довольны.
все четко разметил и установил ручку.работой довольны.
Все отзывы
Выбрать
Алексей Васильевич Сафонов
Услуги: металлоконструкции, сварка, установка ворот
металлоконструкции договорная
сварка 500 ₽
сварка металлоконструкций договорная
аргонная сварка договорная
Еще 11 услуг
Все отлично. Варил чугунный корпус.
Все отзывы
Выбрать
Александр Сергеевич Еремеев
Услуги: сварка, электрическая дуговая сварка, аргонная сварка
Опыт:
• Индивидуальный предприниматель — 24 года.
пайка меди договорная
пайка латуни договорная
сварка договорная
сварка металлических труб договорная
Еще 5 услуг
Быстро договорились и на следующий день Александр приехал и выполнил мой заказ ( сделал вставку/ врезку в газовую трубу), дело своё знает, оборудован…
Все отзывы
Выбрать
ИП Тузов Валерий Викторович
Услуги: строительство, металлоконструкции, слесарные работы
Опыт:
• Опыт работы — 25 лет.
навесы и тенты договорная
навесы из поликарбоната договорная
установка навесов из поликарбоната договорная
изготовление навесов из поликарбоната договорная
Еще 11 услуг
Была произведена сварка с аргоном трещины газового котла (котел из нержавейки) после “опресовки” котла давление в системе котельной упала, стали разб. ..
..
Все отзывы
Выбрать
Данила Юрьевич Вотинов
Услуги: металлоконструкции, сварка, монтаж металлоконструкций
металлоконструкции договорная
сварка договорная
аргонная сварка договорная
сварка металлоконструкций договорная
Еще 10 услуг
Выбрать
Виктория Сергеевна Дегтярева
Услуги: металлоконструкции, токарные работы, изготовление металлоконструкций
металлоконструкции договорная
электрическая дуговая сварка договорная
сварка металлоконструкций договорная
изготовление металлоконструкций договорная
Еще 11 услуг
Выбрать
Livadari Alexandr Георгиевич
Услуги: сантехника, мебель, комплексный ремонт
гипсокартон договорная
добавление одного слоя ГКЛ договорная
монтаж каркаса под гипсокартон договорная
монтаж ниш, выступов из гипсокартона договорная
Еще 11 услуг
К большому сожалению, как мастера Александра оценить не удалось, потому что за месяц он толком ничего не сделал.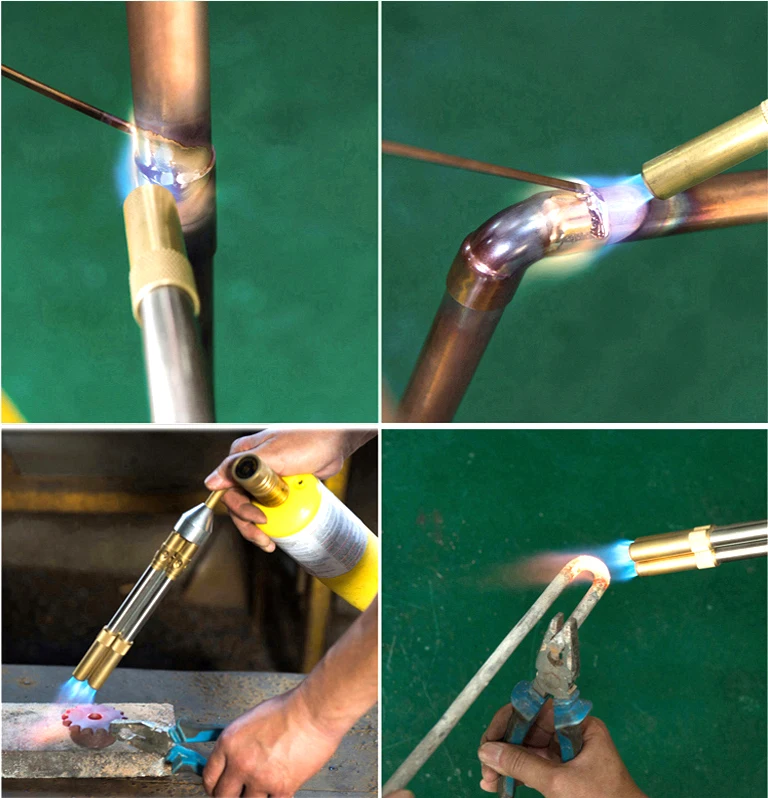 В конце июля договорились на укладку…
В конце июля договорились на укладку…
Все отзывы
Выбрать
Максим Николаевич Гончаров
Услуги: потолки, навесы и тенты, электрическая дуговая сварка
потолки договорная
монтаж натяжных потолков 400 — 2 000 ₽/кв. м
монтаж тканевых потолков 1 200 — 3 000 ₽/кв. м
монтаж закладных для точечных светильников 500 — 3 000 ₽
Еще 10 услуг
Выбрать
Виктор Анатольевич Середа
Услуги: слесарные работы, сварка, электрическая дуговая сварка
сварка 100 ₽
электрическая дуговая сварка 100 ₽
сварка полуавтоматом 100 ₽
аргонная сварка 50 — 5 000 ₽
Еще 11 услуг
Выбрать
ООО «ПРОФИ»
Услуги: актёрское мастерство, сантехника, бытовая техника
Опыт:
• Опыт работы — 18 лет.
бытовая техника 1 000 ₽
ремонт бытовой техники 1 000 — 21 798 ₽
ремонт холодильников 3 000 — 10 000 ₽
ремонт бытовых льдогенераторов 5 000 ₽
Еще 11 услуг
Очень доволен. Мастер приехал в оговоренное время, без опозданий.Работы выполняли летом 2021. Ремонтировали калитку. Январь 2022, всё хорошо, полёт …
Все отзывы
Выбрать
Подобрать мастера?
Подобрать
пайка латуни – как выбрать мастера в Москве?
Вы можете найти мастера по каталогу или создать заказ — тогда специалисты откликнутся сами. «MasterDel.ru» представляет лучших мастеров по услуге “пайка латуни”.
«MasterDel.ru» представляет лучших мастеров по услуге “пайка латуни”.
пайка латуни – какой средний рейтинг мастера в Москве?
4.75 средняя оценка мастера в категории пайка латуни в Москве на основе 3 проверенных отзывов
Пайка латуни с алюминием – ТехПорт
Содержание
- Что использовать?
- Как паять?
- Почему алюминий не паяется
- Флюсы для пайки алюминия
- Высокотемпературный флюс для алюминия
- Припои для алюминия
- Припои 34A (слева) и ЦОП-40
- Припой для пайки алюминия Aluminium-13
- Для пайки пищевой посуды можно использовать олово
- Алюминиевый припой с обмазкой из флюса
- Выбор источника тепла
- Пайка металла обычным паяльником
- Применение газовой горелки
- Как спаять силумин
quote: Originally posted by Ножедел:
Причем желательно подпаленный на углях вместе с перьями!
quote: Originally posted by Compa:
Деталь номер раз – пластина дюралюминия шириной 2,5см толщиной 2ммДеталь номер два – латунный “пятак” диаметром 4см толщиной 3мм
паяльник ватт на 100 вполне справится, ток если паять будеш кислотой, ОБЯЗАТЕЛЬНО после пайки хорошо промой водой с чем нибудь мыльным, типа фейри итд(ибо коррозия ужасна!)
горелкой посильнее будет, ну ет если паяло не справицо
quote: Вы сами-то хоть одного на ЭТО поймали ? ))
А вообще – пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен! Что может быть проще – зайти в магазин с комплектующими для радиолюбителей и объяснить проблему, наверняка и флюс и припой подберут! (по крайней мере у нас, в Кирове, я по таким вопросам не парюсь)
quote: А пластину дюралюминия шириной 2,5см толщиной 2мм нельзя из латуни сделать? Но даже в этом случае паяное в торец соединение развалится в Вашем случае меньше чем за 5 минут.
ИМХО
quote: “А вообще – пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен!”
Алюминий не паяется обычным методом из-за МГНОВЕННО образующейся при контакте с воздухом тончайшей оксидной плёнки. Бесполезно пытаться зачистить и сразу же заканифолить: оксидная плёнка образуется прямо у вас под наждачкой!
Когда-то давно вычитал в умной книге совет по пайке алюминия. Деталь греется, канифолится и . посыпается образивным порошком. А затем обычный припой жалом паяльника втирается в деталь. То есть, зачистка происходит под слоем флюса, и алюминий-таки облуживается. Дальше- обычная пайка.
Этот метод неоднократно и успешно опробован мной и моими учениками кружков радиоэлектроики и электронной автоматики. (В перестройку средств кружкам на расходные материалы не выделяли, да и не было в продаже всяких специальных флюсов! Сейчас-проще ).
quote: Originally posted by bac75:
За прошлую неделю 3 квока сделал.
Один из дюральки – пятак клепал. В пятаке сделал прорезь как в больстере вставил нож выступающий на 1мм и заклепал. Один пятак из монеты – соединил холодной сваркой.
quote: можно использовать аспирин.
quote: Originally posted by Дрогмот:
А почему нельзя обе детали сделать из латуни? Или из алюминия, и аргоном сварить?
quote: Originally posted by Gunsmith51:
отдельная песня, литейщики пары цинка оченно не любят
quote: Originally posted by dr-feld:
чертежи и фото квока воткните!
quote: cварщик аргонщик за латунные говорит спасибо
quote: Кстати, а серебром люминий паяется, или нет?
quote: И даже облегченный чугун -“Сейлуминь” как говорят продавци сковородок.
——————
из этой жизни живым никто не выходил
quote: Уважемый -riff –
К вашему сожалению не Вы один в стране сварщик.
С уважением Валерий.
Правда ацетиленом это делать приятнее и проще. 🙂
quote: Originally posted by Дрогмот:
Латунь великолепно паяется серебром, с помощью дуги в среде аргона!
Довольно часто можно услышать такую точку зрения, что сплавы алюминия и сам алюминий довольно плохо паять. Однако данное мнение будет справедливым лишь в случае, если для него использовать те же флюсы и припои, что и для меди, стали и ряда других материалов. Сегодня в продаже можно найти специальные материалы, которые были разработаны непосредственно для пайки алюминия. В итоге, паять его стало так же возможно, как и медь.
Сложность пайки алюминия при использовании стандартных припоев и флюсов заключается в целом ряде химических и физических особенностей такого материала. Прежде всего, следует отметить, что на поверхности этого металла всегда находится довольно прочная пленка оксида, которая к тому же способна хорошо сопротивляться воздействию самых разных химических соединений.
Оксидная пленка не допускает попадания припоя непосредственно на поверхность металла. Для ее преодоления прибегают к одному из 2 способов:
- Механическая обработка, за счет которой пленка удаляется с поверхности провода, после чего можно его начинать паять.
- Применение сильнодействующих флюсов, которые попросту растворяют ее и обнажают поверхность чистого металла.
Сложность при пайке алюминия заключается также и в том, что у этого металла невысокая температура плавления, которая составляет всего лишь 660 градусов. Прочность провода при нагревании до 250-300 градусов становится значительно ниже, из-за чего он становится неустойчивым.
Температура пайки должна находиться в пределах от 500 до 640 градусов. Это не слишком большой интервал, особенно, если планируется использование высокотемпературной пайки, где очень высока вероятность перегрева материала, после чего происходит расплавление провода.
В отличие практически от всех металлов, используемых в легкоплавких припоях:
- свинец;
- кадмий;
- висмут;
- сурьма и т.д., алюминий обладает такой характеристикой, как невысокая взаимная растворимость. Это приводит к тому, что прочность соединений, полученных в результате спаивания, оставляет желать лучшего.
Что использовать?
Выбор флюса для алюминия зависит от целого ряда немаловажных факторов. В частности, наибольшей популярностью пользуется так называемый бинарный флюс, представляющий собор раствор концентрированной фосфорной кислоты.
У него есть большое количество положительных моментов:
- Этот состав является безотмывочным, то есть он не будет нуждаться в дополнительной промывке после завершения паяльных работ.
- Он очень быстро действует, поэтому приступать к пайке можно практически сразу же после его нанесения на поверхность провода.

- Вещество универсальное, поэтому является подходящим для ряда других металлов, в частности, стали или меди.
Чтобы пайка алюминия получилась как можно лучше, нужно использовать припои, где содержится алюминий, серебро, кремний, цинк и медь. В продаже можно найти расходные материалы, где содержатся все эти материалы.
Выбирая припой, принимают во внимание, что соединение будет иметь наивысшую способность к сопротивлению коррозионным процессам, если в припое содержалось большое количество цинка.
Вполне допустимо использовать для пайки алюминия припои, сделанные на базе свинца и олова, однако здесь невозможно будет обойтись либо без механической зачистки материала, либо без использования надежных флюсов. Не рекомендуется использовать припой такого рода, так как алюминий не будет с ним достаточно надежно соединяться. Еще одним отрицательным моментом является подверженность соединения развитию коррозии.
Помимо припоя и флюса, понадобится паяльник. Ширина жала здесь будет напрямую зависеть от того, насколько большое сечение у провода – чем оно выше, тем шире жало следует подбирать. Стоит отметить, что паяльники с нерегулируемой температурой нагрева сейчас постепенно уходят в прошлое.
Ширина жала здесь будет напрямую зависеть от того, насколько большое сечение у провода – чем оно выше, тем шире жало следует подбирать. Стоит отметить, что паяльники с нерегулируемой температурой нагрева сейчас постепенно уходят в прошлое.
Им на смену приходят так называемые паяльные станции. Эти изделия хороши тем, что имеют регулятор температуры нагрева жала паяльника, а также целый набор этих сменных жал. В работе с таким материалом как алюминий, это очень полезный момент. На дисплее можно выставить необходимую температуру с точностью до градуса и приступить к работе.
Как паять?
Перед тем, как приступить к непосредственной пайке, необходимо правильно подготовить поверхность проводов. Для начала необходимо, чтобы поверхность была обезжирена. Этого добиваются путем обработки участка пайки ацетоном, бензином или же растворителем другого рода.
Если под рукой отсутствует флюс, необходимо механическим путем удалить оксидную пленку с поверхности провода. Это делают при помощи наждачной бумаги, стальной щетки, протравливающей жидкости и так далее.
Это делают при помощи наждачной бумаги, стальной щетки, протравливающей жидкости и так далее.
Когда оксид снят, провода фиксируют, прогревают паяльником и наносят на разогретый участок припой.
Нередко в радиолюбительской практике, да и просто в быту встает вопрос пайки алюминия. Электрические провода, корпуса, прохудившиеся емкости — да мало ли что. Но к сожалению, алюминий и его сплавы паяться очень не любят. Этот материал даже залудить (покрыть слоем припоя) и то проблема, не то что качественно припаять. Единственный выход, как принято считать, — сварка, причем сварка специальная, к примеру, аргонно-дуговая. Тем не менее, алюминий все же можно спаять, причем качественно, в домашних условиях и без применения особых инструментов и технологий.
Почему алюминий не паяется
«Не паяется» — не совсем правильное заявление. Скорее, плохо паяется. Дело все в том, что алюминий практически мгновенно окисляется на воздухе, покрываясь исключительно прочной оксидной пленкой, которую не покрывает ни один металл. Но если эту пленку разрушить, то паять алюминий ничуть не сложнее, чем ту же медь. Другое дело, что оксид алюминия — весьма прочное соединение. Вы наверняка слышали о резцах из корунда, а это и есть оксид алюминия.
Но если эту пленку разрушить, то паять алюминий ничуть не сложнее, чем ту же медь. Другое дело, что оксид алюминия — весьма прочное соединение. Вы наверняка слышали о резцах из корунда, а это и есть оксид алюминия.
С одной стороны, этот слой оксида надежно защищает алюминий от дальнейшего окисления и разрушения, но с другой — существенно затрудняет процесс пайки. Тем более что разрушить его обычными нейтральными флюсами — той же канифолью — невозможно. Но если все же такой флюс найти, то можно без проблем спаять алюминий в домашних условиях.
Флюсы для пайки алюминия
Как говорилось выше, пленка оксида алюминия исключительно прочна, и разрушить ее химическими методами весьма сложно. Тем не менее существует множество составов, позволяющих эту самую пленку не только разрушить, но и предотвратить появление нового оксидного слоя до того, как процесс пайки будет завершен. Выбирая тот или иной флюс, вы в первую очередь должны ориентироваться на тип пайки — паяльник или горелка. Неправильно выбранный состав или не даст желаемого результата при недогреве, или просто сгорит в пламени, к примеру, газовой горелки.
Неправильно выбранный состав или не даст желаемого результата при недогреве, или просто сгорит в пламени, к примеру, газовой горелки.
Если вы собираетесь работать легкоплавкими припоями и использовать паяльник, то имеет смысл обратить внимание на флюс Ф-59А и ему подобные (Ф61А, Ф64 и др.). Он обладает высокой активностью и отлично разрушает даже толстый слой оксидной пленки при относительно низкой температуре прогрева обычным паяльником.
Но использовать его для пайки горелкой и высокотемпературными припоями нельзя. Если тот же Ф-59А даже успеет разрушить оксид, в процессе дальнейшего нагрева он просто сгорит, а ведь в его задачу входит не только удалить корунд, но и препятствовать окислению алюминия вплоть до окончания процесса пайки.
Для работы высокотемпературными припоями придется использовать что-то другое, к примеру, флюс Ф-34А (АФ-4А, Castolin 190 Flux и пр.), способный выдерживать температуру до 610 градусов.
Высокотемпературный флюс для алюминия
Почему он не подойдет для работы паяльником? Поскольку нижний порог активности этого флюса составляет 520 градусов, паяльником вы его просто не сможете разогреть до нужной температуры, а значит, активировать.
Конечно, выбор мастера не ограничивается вышеперечисленными составами. Их существует великое множество — как отечественных, так и импортных. Так что вам есть из чего выбрать, опираясь как на стоимость, так и доступность.
Припои для алюминия
Паять алюминий можно как обычными свинцово-оловянными припоями, так и специальными, имеющими в своем составе алюминий, цинк, серебро и др. металлы и даже неметаллы (к примеру, кремний). Припои ПОС, как и специальные для алюминия, имеют различные температуры плавления, что необходимо учитывать как при работе с ними, так и при эксплуатации отремонтированного изделия.
Если вы решили паять посуду, контактирующую с пищей (канистра, фляга, трубка дистиллятора и пр.), то припои, содержащие свинец, использовать нельзя. Придется заняться высокотемпературной пайкой, используя, к примеру, припой 34A, содержащий медь, кремний и, конечно, алюминий. Подойдет ЦОП-40, содержащий цинк.
Припои 34A (слева) и ЦОП-40
Из зарубежных можно порекомендовать Aluminium-13, который, по сути, является аналогом 34А.
Припой для пайки алюминия Aluminium-13
Еще один вариант — пайка чистым оловом. Оно великолепно подходит для ремонта пищевой посуды и имеет низкую температуру плавления, а значит, работы можно производить при помощи паяльника. Но используя олово, следите за тем, чтобы место пайки сильно не нагревалось в процессе эксплуатации изделия. Вы, к примеру, можете запаять оловом донышко чайника (оно соприкасается с водой и выше 100 градусов не нагреется), а вот клювик того же чайника отвалится после первого же кипячения.
Для пайки пищевой посуды можно использовать олово
Особого внимания заслуживают так называемые офлюсованные, уже имеющие в своем составе специальный флюс (обычно в виде обмазки, но необязательно). Бытует мнение, что для работы с ними флюс вообще не нужен и, в принципе, это так. Тем не менее он очень желателен для защиты от окисления места пайки в процессе работы. Для этих целей подойдет любой пассивный флюс, который выдерживает температуру пайки. Идеальным решением здесь может быть обычное трансформаторное масло, которым пользуются электрики при пайке высоковольтных муфт.
Идеальным решением здесь может быть обычное трансформаторное масло, которым пользуются электрики при пайке высоковольтных муфт.
Алюминиевый припой с обмазкой из флюса
Из недостатков флюсовых припоев можно отметить их более высокую стоимость, одноразовость (неизрасходованный припой, но уже раз подвергавшийся нагреву повторно вы не используете) и необходимость опыта работы с такими составами.
Выбор источника тепла
Здесь выбор не очень велик:
- обычный паяльник;
- открытый огонь.
Первый вариант подойдет в случае, если вам не нужна особая механическая прочность соединения. К примеру, нужно спаять два провода для надежного электрического контакта или какую-то деталь, не несущую большой механической нагрузки. Скажем, дырявую кружку, чтобы не текла. Второй вариант подразумевает тот или иной вид горелки и использование тугоплавкого припоя. Он гораздо сложнее первого, но позволяет получить прочное механическое соединение, что говорится, на века.
Пайка металла обычным паяльником
Как указывалось выше, паять алюминий, используя легкоплавкие припои, можно при помощи обычного и всем знакомого паяльника. Единственное условие — мощность инструмента должна быть достаточной для прогрева спаиваемых деталей до необходимой температуры.
Для пайки алюминия подойдет любой паяльник.
Если вы умеете работать паяльником, то никаких проблем с пайкой алюминия у вас не будет (ну или почти не будет). Зачищаете детали, покрываете соответствующим флюсом и спаиваете. Неплохо на место пайки, смазанное флюсом, добавить немного мелкого абразива, который поможет очистить спаиваемые поверхности от оксидной пленки.
Если в вашем распоряжении нет паяльника достаточной мощности, то спаиваемые детали можно параллельно подогревать горелкой (несильно) или даже пламенем газовой конфорки.
Некоторые электрики вообще умудряются паять алюминий «тем, что есть», причем в смысле электрической прочности качественно паять. Вы тоже можете воспользоваться этим методом при соединении, к примеру, двух алюминиевых проводов. Для этого вам понадобится:
Для этого вам понадобится:
- любой абразивный порошок, например, мелкий песок;
- обычное машинное масло (лучше ружейное).
Насыпаете абразив на плоскую поверхность, капаете масло, погружаете в состав зачищенный алюминиевый провод и, взяв на жало припой, «натираете» им этот самый провод. Абразив обдирает оксид, масло предотвращает появление новой пленки, а припой надежно покрывает алюминий полудой.
Единственный недостаток такого метода — низкая механическая прочность соединения, поэтому перед тем как окончательно спаять проводники, их после лужения надо скрутить. Электрическая же прочность такой паки великолепная, так что если ее не разорвет механически, то простоит она десятки лет.
Применение газовой горелки
Если вы решили использовать для пайки алюминия тугоплавкие припои, то вам не обойтись без открытого огня. В этом случае вам придется обратить внимание на следующие нюансы:
- Пламя должно быть высокого качества — не коптить, держать постоянную температуру и размеры факела.

- Для пайки открытым пламенем требуется немалый опыт в поддержании оптимальной температуры нагрева, поскольку «температурный коридор» качественной пайки достаточно узок. Перегрели — потерял механическую прочность или даже потек алюминий. Недогрели — не плавится тугоплавкий припой.
Для выполнения первого условия не подойдут, к примеру, костер или пламя свечи — они коптят. Конфорка газовой плиты? Она не коптит, но выдержать температуру нагрева спаиваемых деталей очень сложно даже профессионалу — малейшее движение по вертикали или горизонтали и температура «ушла».
Кроме того, газовую конфорку не возьмешь в руку, а потому в руках придется держать спаиваемые детали. Если это предмет массивный, вы просто не сможете держать его в пламени в постоянном движении для поддержания нужной температуры, одновременно пытаясь паять другой рукой. Ну и поскольку греть вы будете снизу, то для нормальной пайки вам придется перегревать деталь (паять то нужно сверху), а значит, ее можно легко расплавить. Тем не менее, худо-бедно спаять алюминий над газом можно, но только худо-бедно.
Тем не менее, худо-бедно спаять алюминий над газом можно, но только худо-бедно.
Идеальным вариантом будет газовая горелка. Она компактна (в смысле сама горелка, а не баллон к ней), не коптит, мало весит. Но к сожалению, не всегда ее можно раздобыть.
Самым простым выходом из ситуации может стать небольшая паяльная лампа. Для того чтобы она была легче, просто не заправляйте устройство бензином «под горлышко». Перед тем как начать пайку, лампу нужно как следует разогреть, чтобы она не коптила.
Алюминий можно спаять газовой или бензиновой горелкой.
Будем считать, что горелка разогрета, а спаиваемые детали зачищены и плотно прижаты друг к другу по месту будущей пайки. Нанесите соответствующий флюс на детали (если вы используете бесфлюсовый припой, то в качестве флюса используйте трансформаторное масло) и начинайте нагрев. Температуру нагрева необходимо постоянно контролировать кусочком припоя, касаясь места будущей пайки.
Как только припой начнет плавиться, старайтесь держать температуру постоянной (это придет с практикой), а кусочком припоя натирайте место пайки, полностью облуживая его. Как только лужение закончилось, этим же кусочком можете и произвести пайку, используя его как электрод для сварки. Нередко электрики при спайке муфт используют тугоплавкий припой только для лужения оболочки кабеля, а муфту после напаивают обычным легкоплавким припоем.
Как только лужение закончилось, этим же кусочком можете и произвести пайку, используя его как электрод для сварки. Нередко электрики при спайке муфт используют тугоплавкий припой только для лужения оболочки кабеля, а муфту после напаивают обычным легкоплавким припоем.
Дело в том, что муфта выполнена из свинца и просто не выдержит нагрева, необходимого для плавления тугоплавкого алюминиевого припоя. Но если обе детали алюминиевые, конечно, лучше паять и лудить тугоплавким припоем — место соединения деталей будет иметь высокие как электрическую, так и механическую прочность.
Как спаять силумин
Прежде всего, определимся, что силумин — это сплав алюминия с кремнием и ни с чем другим. К примеру, сплав ЦАМ (цинк, алюминий, магний) — совершенно другой материал. Если вы уверены, что держите в руках силуминовую деталь, то можете смело браться за пайку — силумин можно паять по той же технологии, что и алюминий. Другое дело, что силуминовые детали обычно работают под достаточно высокой механической нагрузкой. Материал и так, мягко говоря, плохенький в этом отношении, а если его еще и спаять…
Материал и так, мягко говоря, плохенький в этом отношении, а если его еще и спаять…
Вы все еще хотите спаять лопнувший силуминовый кран? В принципе, это реально, но все же стоит пожалеть соседей снизу. Что касается сплава ЦАМ, который по внешнему виду очень напоминает силумин, то качественно и прочно спаять его не получится. Только «прислюнить».
Заказать Сварка и пайка латуни и меди
Сварочный процесс меди и медных сплавов является технически сложным. Проведение работ требует опыта и знаний. К усложняющим процесс факторам относят специфические свойства меди. При нагревании частицы этого металла вступают в химические соединения с водородом и кислородом. В результате образуется закись медных элементов. Для того, чтобы избежать негативных результатов, необходимо знать технологию сварочного процесса.
Технологические особенности
На практике сварка меди обладает несколькими особенностями, которые значительно осложняют протекание процесса работы. К ним относят:
- Высокую теплопроводность металла.
 Эта характеристика предполагает использование в процессе сварки меди специальной дуги, при помощи которой часть создаваемого тепла выводится из рабочей зоны. Из-за повышенной теплопроводности во время процесса невозможно применять различные виды швов. Специалисты рекомендуют использовать для сварки соединения стык в стык.
Эта характеристика предполагает использование в процессе сварки меди специальной дуги, при помощи которой часть создаваемого тепла выводится из рабочей зоны. Из-за повышенной теплопроводности во время процесса невозможно применять различные виды швов. Специалисты рекомендуют использовать для сварки соединения стык в стык. - Во время плавления металл быстро стекает по поверхности, что затрудняет выполнение вертикальных и потолочных швов. Для того, чтобы избежать появления этой проблемы, необходимо использовать сварочную ванну небольших размеров и следить за тем, чтобы металл после плавки быстро охлаждался.
- При проведении сварки стыковочных швов в основании изделия важно обязательно использовать подкладки из асбеста и графита, а также флюсовые подушки. Они помогут избежать возможных прожогов деталей.
- Под действием высокотемпературных режимов медь активно соединяется с водородом и кислородом. Из-за этого в шве образуются небольшие трещины и мелкие пористые образования.
 В результате чего качество работ снижается. Для того, чтобы избежать появления этой проблемы, нужно позаботиться о защите рабочей зоны. Применение газа для нагревания металла поможет улучшить качество и надежность шва.
В результате чего качество работ снижается. Для того, чтобы избежать появления этой проблемы, нужно позаботиться о защите рабочей зоны. Применение газа для нагревания металла поможет улучшить качество и надежность шва. - Сплавы меди хорошо окисляются. Появившаяся пленка на металле отличается тугоплавкостью. Чтобы не начался окислительный процесс во время работы, необходимо применять присадочную проволоку. В ее состав должны входить: кремний, фосфор и марганец.
- В отличие от других металлов медь быстро деформируется при нагреве. На поверхности изделия образуются заломы и трещины. Для решения этой проблемы деталь перед началом работ прогревают в печи или над газовой горелкой до температуры 300ºС.
Если следовать правилам проведения процесса, сварка меди осуществляется в домашних условиях.
Выбор инструмента
Выбор используемого рабочего инструмента будет зависеть от задачи. Если необходимо припаять несколько проводов, то на прогрев нужно потратить небольшое количество энергии. Работу проводят при помощи паяльника.
Работу проводят при помощи паяльника.
При необходимости соединения друг с другом двух массивных деталей нужно учитывать высокую теплопроводность материала. Для улучшения процесса сварки меди применяют специальные флюсы. Их эффективность выше по сравнению с часто используемым веществом для сварки других металлов под названием канифоль. Флюсы наносят при помощи кисточки перед началом работы.
Крупные детали неудобно паять при помощи паяльника. При подготовке работы необходимо учитывать следующие особенности:
- Какая максимальная температура должна быть достигнута. В домашних условиях можно применять инструмент, при помощи которого достигают температуру плавления около 1500ºС. Когда речь идет о профессиональной мастерской, то там используют аппараты, способные разогреть металл до 2000ºС. Они позволят качественно паять крупные детали и применять флюсы и тугоплавкие припои.
- Какую форму и размер будет иметь пламя. Когда проводят точечные работы, то пламя должно быть небольшим.
 Его форма: заостренная кверху. Для крупных свариваемых деталей необходимо хорошее горение и появление вихревого пламени. На деле удобно, если в процессе сварки меди есть возможность настраивать газовую горелку и регулировать вид пламени.
Его форма: заостренная кверху. Для крупных свариваемых деталей необходимо хорошее горение и появление вихревого пламени. На деле удобно, если в процессе сварки меди есть возможность настраивать газовую горелку и регулировать вид пламени. - Сварка меди в домашних условиях может проводиться при помощи устройства, которое устанавливают на переносной газовый баллон. В профессиональных мастерских применяют горелки, которые присоединяют при помощи специальных шлангов к газовым баллонам.
Часто горелку пытаются изготовить своими руками. Но для этого необходимо обладать определенными знаниями и опытом. Их отсутствие может привести к несоблюдению элементарных правил безопасности во время сварочного процесса. Поэтому лучше приобретать горелки в специализированных магазинах.
Получите качественную сварочную работу от “Сиван-XXI”
Благодаря современному оборудованию, высококачественным инструментам и профессионализму наших специалистов, а также большому опыту – наша работа всегда качественная.
Получить предложение
Какой выбрать припой
Принимая во внимание технические характеристики, припои делят на три основные группы. К ним относят:
- Припои низкотемпературные. Ими стоит воспользоваться при условии, что при помощи выбранного инструмента невозможно обеспечить хороший разогрев изделия. Но прочности стыковочного шва будет невысока.
- Припои для пайки меди среднетемпературные. При достаточной мощности инструмента использование этого вида припоя помогает наложить достаточно прочный шов, эксплуатационные свойства которого будут высоки.
- Припои высокотемпературные. С их применением можно достичь более хорошее соединение. Важно учитывать, что не все медные сплавы способны сохранять свою прочность после сильного нагревания. Перед применением припоя для сварки меди нужно тщательно изучить состав соединения.
Припои отличаются друг от друга еще и по входящим в состав компонентам. Самым распространенным способом является пайка меди с применением твердого припоя. Для его изготовления используются различные смеси:
- олово с медью и медные припои с серебром относят к низкотемпературным;
- медь с фосфором – особый вид высокотемпературных припоев, позволяющий проводить работы без применения флюсов;
- медные припои с серебром и цинком – смесь отличается хорошей тугоплавкостью, шов после обработки обладает антикоррозийными свойствами;
- серебряные припои относят к высокотемпературным, обязательно использование флюсов, обладают высокой стоимостью.
Большой выбор различных припоев в продаже дает возможность подобрать нужную смесь для пайки меди.
Очень часто возникает вопрос: можно ли паять медные изделия, используя олово. При помощи этого элемента добиваются прочного соединения деталей. Важно помнить о том, что для этого нужно использовать мощный паяльный инструмент. Олово незаменимо, когда нужно сварить элементы изделий, которые используются для приготовления пищи.
Пайку меди проводят с использованием активных составов, таких как: Ф-38Н и ЗИЛ-2. В качестве флюсов также незаменимы паяльный жир и ортофосфорная кислота. После того, как проведение работ окончилось, шов тщательно промывают. Правильный выбор флюса влияет на надежность и прочность соединения сплавов из латуни.
Прайс-лист на виды сварочных работ
Мы сотрудничаем как с крупными заказчиками, так и осуществляем мелкие заказы, выполняя работы в требуемом объеме, качественно и строго в оговоренные сроки. Цена сварочных работ рассчитывается и прописывается в договоре. Сумма является фиксированной, а все затраты сверх сметы мы берем на себя.
Сварка металлоконструкций
Сварка листового металла
от 50р за 1см.
Сварка трубопровода
от 500р за стык
Сварка металлоконструкций
от 1500р за 1 п.м.
Сварка стальных труб
от 80р за 1см.
Как подготовиться к работе
Процесс пайки меди и пайки латуни требует проведения подготовительных этапов работы. При пайке медных труб изделия аккуратно режут на несколько элементов. Это можно делать при помощи трубореза или специальной шлифмашинки. Подготавливаются кроки деталей.
Металлическая поверхность при пайке меди очищается от налипшей грязи и появившейся окисной пленки. Металл обезжиривается и обрабатывается вручную при помощи наждачки или специальной щетки с щетинками из металла. Во время проведения работ важно следить за сохранением целостности обрабатываемой поверхности.
В заранее подготовленном растворе делают травление детали и присадочного материала. В качестве основы раствора берется соляная или серная кислота. В воде растворяют кислоту и кладут в нее заготовки детали. После окончания процесса обработки части изделия тщательно промываются в чистой воде и сушатся с использованием горячего воздуха.
Если толщина детали составляет более 10 мм, то ее части перед началом пайки греют в печи или над горелкой. Затем детали стыкуют друг с другом. Важно оставлять между ними маленький зазор и следить за тем, чтобы его размер не менялся, если потребуется дополнительная стыковка. Для точной стыковки понадобятся специальные прихватки. Их также нужно предварительно зачистить для того, чтобы избежать появления трещин.
При сварке меди и сплавов меди нужно применять дополнительные инструменты и приспособления. Подкладки из графита и меди используют, когда стыкуются нижние швы. Специальные съемные экраны могут понадобиться при работе на ветру.
Технология процесса
На практике применяются электроды из угля и графита для сварки меди и пайки латуни. Во время работы допускается выпуск электрода не более 7 мм. Электроды из вольфрама не рекомендуют использовать, потому что этот элемент быстро расходуется. Необходимая проволока может быть медной, медно-никелевой или из сплава бронзы.
Проволоку рекомендуют подавать с края зоны, в которой ведется основная работа. Этим правилом пользуются для того, чтобы избежать попадания металла на электрод. Чтобы соединить детали изделия сверхпрочными швами используется диффузионная сварка. Работы проводятся в специальных камерах с вакуумом.
Процесс работы со сварочным аппаратом опасен для жизни и здоровья людей. Нельзя пренебрегать правилами собственной безопасности. Требуется использование спецодежды, очков и рукавиц для защиты рук.
Разобраться с технологией сварочного процесса при желании сможет каждый. Важно перед началом работ изучить информацию по этой теме и суметь воспользоваться ею на практике.
Краткое руководство по пайке латуни
Наконец-то мне удалось обновить свое руководство по пайке в разделе Методы , и теперь я добавил фотографии. Некоторые из них взяты из моей книги Изготовление моделей: материалы и методы 2008 года и взяты Астрид Бэрндал. Это руководство сосредоточено на пайке небольших конструкций, а не на более распространенной электрической пайке, с которой связана почти вся информация, которую вы найдете по этому вопросу. Как вы увидите, «конструктивная» пайка предполагает некоторые различия в методах; материалы разные и довольно часто требуются более прочные инструменты. На данный момент я ограничил это руководство простой пайкой «на плоскости», а более продвинутые методы сборки 3D-конструкций последуют позже.
Чем полезна пайка?
Для моделей, слишком тонких для изготовления в нужном масштабе из других материалов, таких как картон, дерево или пластик, например, из металлических каркасов кроватей или перил. Иногда для гибкой металлической арматуры..e.g. для фигур или деревьев .. допуская осторожное изменение положения. Пайка не дает такого прочного соединения, как сварка, и соединения не подвергаются большим нагрузкам, но нет причин, по которым правильно спаянные предметы не должны служить долго, если за ними ухаживать.
Большая часть моей преподавательской работы сосредоточена на изготовлении моделей в масштабе 1:25. Таким образом, круглый латунный стержень толщиной 0,8 мм является удобной толщиной для изображения тонких перил или специальных предметов, таких как латунная рама кровати, показанная ниже. Этот каркас кровати в основном 0,8 мм, но с 1 мм по углам. Большинство паяльников мощностью 40 Вт, которые я пробовал, имели достаточную тепловую мощность для работы с более толстыми стержнями … до 2 мм, размером со стандартными лесами в масштабе 1:25.
Какие металлы можно паять?
Одна из причин, по которой я сейчас обновляю информацию о пайке, заключается в том, что я обнаружил некоторые новые вещи, которые ставят под сомнение то, что мне всегда говорили … что латунь — единственный простой вариант или, по крайней мере, самый надежный. Я все же согласен, что латунь может быть самой последовательной и наименее сложной..за ней следует медь, если она тонкая. Они также являются двумя наиболее доступными в магазинах для рукоделия или хобби в форме проволоки, стержня или тонкого листа. Но я обнаружил, что с «золотыми» скрепками так же просто, и я всегда предполагал, что это связано с латунным покрытием … теперь я не уверен, что причина в этом. Например, недавно я попробовал серебряные скрепки с теми же результатами! В данный момент я изучаю другие возможности и обновлю информацию здесь, как только буду в этом уверен. Я также обнаружил, что «сварная проволочная сетка», широко доступная в настоящее время, очень хорошо паяется … хотя я знаю, что пробовал ее несколько лет назад, но без особого успеха! Эта общая сетка равна оцинкованная сталь т.е. сталь, покрытая цинком. Судя по всему скрепки тоже из оцинкованной стали как правило, так что тут может быть связь.
Простой ответ на данный момент заключается в том, что латунь гарантированно хорошо работает, она доступна и достаточно дешева. Другие металлы, такие как алюминий или обычная сталь, можно паять, но для этого требуется специальный припой и флюс, а также может потребоваться более мощное оборудование. Но если вы действительно хотите узнать, что еще возможно, просто попробуйте… и дайте мне знать, что вы узнали!
Как работает пайка
Соединяемые металлические детали нагреваются кончиком утюга, чтобы они были достаточно горячими, чтобы расплавить нанесенный на них мягкий металлический припой. Для прочного соединения важно, чтобы сам металл плавил припой таким образом, а не расплавлял припой на наконечнике утюга и переходил на соединение, потому что это приведет к очень слабому соединению. Можно представить это как форму склеивания «горячим расплавом», но с использованием легкоплавкого металла вместо клеевых стержней и где сам материал должен плавить клей.
На фото выше я расположил жало паяльника так, чтобы оно касалось обеих частей латунного стержня и как можно ближе к стыку. Как только эта область достаточно нагреется, конец проволоки припоя нужно просто коснуться стыка, и небольшая ее часть должна мгновенно расплавиться. Утюг следует держать на месте ровно столько времени, чтобы позволить теперь жидкому припою правильно проникнуть в соединение… то есть не только покрыть верхнюю часть, но и стекать на другую сторону.
Если вы знакомы с «конструкционной» пайкой, вы можете спросить, почему в приведенной выше настройке не хватает чего-то важного.. нет никаких признаков флюса , нанесенного на соединение. Это была чисто демонстрационная установка, и утюг даже не был включен. Я хотел, чтобы соединения и положение жала паяльника были видны как можно четче. Чуть позже я объясню важность потока.
Что для этого нужно?
См. в конце раздела рекомендации по конкретным производителям, поставщикам и ориентировочные цены для следующего списка:
Паяльник мощностью не менее 30Вт.. Лучше 40Вт! .. предпочтительно с плоским долотовидным наконечником, известным как долото . Это означает, что можно нажимать для максимального контакта с металлическими поверхностями. Тем не менее, большинство доступных паяльников поставляются с круглыми «карандашными» насадками. Как показывают некоторые из старых фотографий здесь, стандартная «карандашная» насадка будет работать, если утюг имеет достаточную мощность для выделения достаточного количества тепла, но с годами я обнаружил, что плоская насадка может помочь намного больше, особенно когда пайка более толстых стержней! Вы также обнаружите, что большинство предлагаемых паяльников слишком слабы для работы с металлом любой толщины, превышающей небольшую долю миллиметра, потому что большинство из них предназначены для пайки соединений с тонкой схемой. Они не должны быть сильными. Обычно они составляют около 18-25 Вт. Более высокая мощность, такая как 40 Вт, не обязательно означает, что утюг будет нагреваться до более высоких температур, просто у него будет больше силы, чтобы поддерживать необходимое тепло дольше. Это важно, поскольку более толстые куски металла очень быстро отводят тепло.
Все это делает поиск подходящего паяльника и вариантов цены немного более сложным… но, к сожалению, есть и другие вещи, на которые нужно обратить внимание. Посмотрите на три утюга в сравнении ниже:
Вверху моя старая модель Draper K40P .. 40 Вт / 240 В .., которая поставлялась с долотом и работала очень надежно в течение многих лет. Обратите внимание на головку винта на конце стержня, что означает, что насадку для пайки можно легко удлинить или снять, просто ослабив ее. Бит, поставляемый с Draper, примерно в два раза длиннее того, что вы видите торчащим, а это означает, что есть что удлинить по мере износа. Внизу утюг от «Паяльной станции Parkside», дешевое предложение от Lidl пару лет назад и своеобразные 48 Вт! Этот утюг работает достаточно хорошо с точки зрения тепловыделения, а встроенная подставка делает его удобным в использовании. .. но… жало для пайки ввинчиваемого типа и очень короткое… настолько короткое, что его невозможно прижать плоско против металла, чтобы вал не мешал. К сожалению, довольно небрежный дизайн … делает его бесполезным, если вам нужен какой-либо контроль! Третий показанный утюг — это утюг мощностью 40 Вт/220 В от компании Silverline, которая производит довольно недорогие, но часто надежные инструменты. Он поставляется с «карандашной» насадкой, которую лучше не иметь … но теплоотдача хорошая, стержень тонкий, а прилагаемую насадку можно удлинить (стопорный винт не виден на этой фотографии) для более контроль. До сих пор это работало достаточно хорошо во время наших семинаров по пайке.
Приведенный ниже тип также может быть хорошим вариантом… хотя угловые биты не очень распространены. Я нашел этот «безымянный» утюг в магазине, и он отлично работал в течение нескольких лет. Возможно, это само собой разумеется … нужно быть особенно осторожным при использовании дешевых электротоваров без торговой марки! Действительно, если вы не знаете, как проверить электробезопасность, или знаете кого-то, кто может, безопаснее оставить в покое!
Подводя итог . . возьмите утюг известной марки мощностью 40 Вт с относительно тонким стержнем, насадкой-зубилом и/или возможностью легкой замены с помощью простого винтового стопорного механизма, и вы не сможете неправильный! Если возможно, убедитесь, что предоставленный бит имеет достаточную длину, чтобы при необходимости его можно было расширить.
Подставка (иногда поставляется вместе с утюгом) необходима как для удержания горячей точки от рабочей поверхности, когда она не используется, так и для фиксации инструмента в одном положении на столе. К сожалению, хлипкие «подставки» из листового металла, которые чаще всего поставляются, никогда не справятся с последними! Кажется, существовало довольно универсальное соглашение о том, что все паяльники должны иметь чуть более 1,3 метра довольно жесткого шнура. Этого недостаточно, чтобы позволить паяльнику оставаться на рабочем столе, не дергая за шнур, если только у вас нет удобной розетки «кухонный стиль» на высоте рабочей поверхности. Короче говоря, железо будет много двигаться, независимо от вашего осознания или контроля, что вызывает беспокойство, учитывая, что оно может причинить много боли! Существует дешевое решение, показанное ниже, которое состоит в том, чтобы приклеить любую «стойку» к столу. Здесь я импровизировал вполне адекватную подставку из сварной сетки.
Или более элегантное решение – купить отдельную подставку. Этот ниже от Antex и стоит около 6 фунтов стерлингов. Подробнее о ценах позже. Эти подставки утяжелены, и обычно к ним прикреплена губка, которую необходимо смачивать, если она используется для протирания утюга во время работы.
Припой Проволока из мягкого металлического сплава, которая плавится при контакте с теплом, образуя «клей», обеспечивающий соединение. До недавнего времени стандартный тип был 60% олова-40% свинца, но теперь есть много доступных бессвинцовых сплавов. Также распространены «многожильные» припои со встроенным флюсом. Но я должен честно сказать, что на протяжении многих лет я получал неизменно лучшие результаты, используя старомодный оловянно-свинцовый припой и отдельный флюс.
Флюс Жидкость или паста, наносимая на соединение непосредственно перед пайкой и способствующая правильному сплавлению припоя с металлом путем предотвращения окисления поверхности металла. Флюс испаряется, как только металл нагревается.
Стальная мочалка или тонкая наждачная бумага/ткань для очистки металла перед пайкой. Легче протирать стержни тонкой стальной ватой, но также подойдет наждачная бумага или «мокрая/сухая» бумага.
Влажная губка, стальная мочалка или металлические напильники для очистки паяльника во время работы. Это нужно сделать, когда утюг нагреется, но недостаточно просто сделать это один раз в начале сеанса. Горячий кусок железа снова почернеет в течение минуты, чтобы предотвратить накопление этого окисление очистку необходимо повторять, по крайней мере, каждый раз, когда утюг снова берется в руки. Это не имеет ничего общего с чистотой! … толстый слой окисления предотвратит передачу большей части тепла от биты к латуни.
Пенопласт Kapa-line или толстый картон, на который крепится чертеж шаблона
Предостережение : Предлагается пенопласт Kapa-line (полиуретан), поскольку он является идеальным изолятором (не отводит тепло от металла) и полиуретаном. пена до некоторой степени сопротивляется нагреву. Стандартный (полистирол) пенопласт не подходит.. слишком легко плавится! Если пайка выполнена правильно, бумажное покрытие на пенокартоне Kapa-line обожжется, но опасность возгорания или возгорания пенопласта незначительна. Тем не менее, всегда необходимо соблюдать надлежащий уход! За почти 10 лет проведения мастер-классов мы испытали не что иное, как рутинное подгорание бумаги.. но это отчасти потому, что мы, и люди, принимающие участие, всегда были бдительны! Паяльники нельзя оставлять включенными, если они не используются в течение длительного времени, и их следует хранить вдали от легковоспламеняющихся материалов.
Распылитель для установки нарисованного шаблона на пенопласт. Обычно я использую постоянную версию PhotoMount от 3M.
Малярная лента для крепления вырезанного металла к шаблону. Лента обычно достаточно устойчива к нагреву, чтобы скрепить детали во время пайки, но клей размягчается, и в тех случаях, когда требуется дополнительное время или участки переделываются, эти крепления могут стать очень слабыми и, возможно, потребуется их замена. Понятно, что «клейкая лента» не вариант, потому что она расплавится!
Скальпель (подходит для прорезания канавки в тонкой латуни) или ножовка для более толстых стержней. Для этого у меня есть несколько старых лезвий скальпеля, и я обнаружил, что надрезать/сломать латунный стержень диаметром до 2 мм довольно легко.
Также плоскогубцы, кусачки для проволоки и металлические напильники .. по мере необходимости.
Рабочее место с хорошей вентиляцией! Это важно, если вы используете традиционный оловянно-свинцовый припой. Кроме того, флюс сгорает в процессе, а пары могут быть вредными, если они накапливаются или остаются поблизости.
Моющее средство для тщательной очистки после работы. Компонент флюса вызывает коррозию и будет продолжать разъедать металл, если его оставить.
Шаг за шагом
Нарисуйте форму для пайки на бумаге (рекомендую сначала нарисовать 1:10, а затем уменьшить 40% до 1:25, если работаете в таком мелком масштабе). Скопируйте это и нанесите на пенокартон или плоский картон. Это будет шаблон для пайки. Я разработал тот, что ниже, так что я могу использовать изогнутые части скрепок.
Тщательно очистите металл стальной ватой перед нарезкой небольших отрезков, даже если стержень только что куплен. На латунный стержень наносят покрытие, чтобы предотвратить слишком быстрое потускнение, и это будет мешать прилипанию припоя, если его оставить. Протирание тонкой стальной ватой является наиболее удобным методом, хотя «влажная/сухая» или наждачная ткань также подойдут.
Вырежьте металлические детали по размеру и используйте тонкие полоски липкой ленты, чтобы закрепить их на шаблоне. Металлические края должны прилегать к прикосновению, чтобы тепло проходило. К счастью, тонкий латунный стержень на удивление легко режется скальпелем. Просто аккуратно прокатайте лезвие по нему, чтобы сделать тонкую канавку, а затем щелкните! С помощью этого метода можно очень точно определить место разреза. Небольшой металлический напильник, такой как показанный ниже, будет полезен для тонкой регулировки длины, если это необходимо.
Обычно, и особенно в случае перил, требуется довольно много деталей, которые должны быть одинаковой длины… потому что чаще всего они должны помещаться между двумя горизонталями. Наилучший способ добиться этого — сделать «насадку для резки»… L-образный кусок картона или пластика, который служит направляющей для лезвия скальпеля, как показано ниже.
Включите утюг и дайте ему нагреться в течение нескольких минут. Убедитесь, что утюг (наконечник, который нагревается) чистый. Если нет, протрите влажной губкой или стальной ватой или используйте металлический напильник. Некоторые производители моделей рекомендуют «лужить» железо на этом этапе (погружать самый конец биты во флюс, а затем наносить на него немного припоя). Это может помочь притоку тепла к металлу в случае возникновения проблем, но может и не быть необходимым.
Я использую маленькую старую кисть, чтобы нанести немного флюса (будь то паста или жидкость) на соединение. Я предпочитаю делать это по одному стыку за раз, потому что, если в непосредственной близости будет флюсовано больше флюса, флюс на них испарится по мере нагревания первого стыка. Может и не важно.. просто вошло в привычку.
После нанесения флюса коснитесь жалом паяльника как можно ближе к стыку, стараясь коснуться обеих (или хотя бы нескольких) металлических частей. Подождите несколько секунд. Хорошим начальным признаком является то, что флюс сразу начинает дымиться, что означает, что латунь достаточно нагрелась. Если ничего не происходит, попробуйте отрегулировать угол утюга для лучшего контакта, но не убирайте утюг! Другой рукой аккуратно коснитесь провода припоя до места соединения. Немного припоя должно мгновенно расплавиться и попасть в соединение. Используйте как можно меньше .. хотя это потребует некоторой практики! Может потребоваться некоторое терпение, чтобы безжалостно удерживать утюг на месте или точно настраивать угол, пока припой не решит расплавиться. На самом деле очень сложно точно описать, что приводит к «успешному» паяному соединению в каждом случае. Это нужно попробовать, и если что-то работает, выглядит правильно и чувствует себя сильным… вы создадите «чувство» того, что вы сделали, чтобы достичь этого, после некоторых проб и ошибок и большого количества повторений!
Когда все стыки выполнены, работу можно снять с шаблона практически сразу. Такие детали тонкой толщины остынут очень быстро. Затем изделие следует тщательно очистить (теплой проточной водой, зубной щеткой и моющим средством… или сухим методом, используя стальную мочалку), чтобы удалить оставшийся флюс. Если оставить на этом, он продолжит разъедать металл.
Я был очень доволен этим результатом. Мне удалось удержать кусочки латунного стержня достаточно прямо при их пайке. Однако мне пришлось немного поработать над этой частью, кроме тщательной очистки стальной ватой. Часто бывает очень трудно сделать припой настолько минимальным, насколько хотелось бы, и некоторые соединения выглядели слишком «опухшими». Припой настолько мягкий, что его можно срезать кончиком лезвия скальпеля, а можно использовать 9Надфили 0005 , как выше, чтобы удалить излишки. В «наборы» для пайки часто входит демонтажный насос , который похож на подпружиненный шприц. Идея состоит в том, что лишний припой можно быстро отсосать, пока он еще жидкий. Я еще не попробовал один из них сам … в основном потому, что в этот момент я не хочу рисковать, выбивая медные части из соосности!
Почему с латунью легче всего работать?
Латунь представляет собой сплав… в данном случае смесь меди и цинка. Цинк придает латуни более прочную поверхность и большую жесткость, чем медь, но также делает ее менее податливой и более хрупкой. Латунный стержень достаточно прочен, чтобы хорошо сохранять свою форму и прямолинейность, но достаточно мягок, чтобы его можно было легко разрезать ручными инструментами. По этим причинам это один из самых доступных металлов в самых разнообразных мелкомасштабных формах. Медь мягче и с ней легче работать, но стержни толщиной около 1 мм слишком легко деформируются и имеют гораздо меньшую структурную жесткость. Кроме того, медь является отличным проводником, а это означает, что стандартные паяльники будут с трудом справляться с постоянными потерями тепла из области соединения.
Выше крупным планом показаны три распространенных типа суставов. .. пятно, колени и приклад ..! Внизу находятся два маленьких кусочка очень тонкого листа латуни толщиной 0,1 мм, которые были соединены точками плавления припоя. Справа показана простая форма, которую я проиллюстрировал до сих пор, где две прямые части просто «стыкуются» друг с другом. Внизу слева показана самая прочная форма соединения, при которой небольшая часть одного куска упирается в другой или «перекрывается» с ним.
Поиск и устранение неисправностей
Если припой не плавится свободно при контакте с нагретым соединением или стекает мелкими шариками, это может означать, что либо: … это может быть неподходящий тип припоя; стык не оплавлен или его недостаточно; железо может быть еще недостаточно горячим или недостаточно прочным для работы; бита может нуждаться в очистке; форма наконечника не обеспечивает достаточного контакта или недостаточно близко к обоим кускам металла …
Если ничего не помогает, помогите тепловому потоку, либо «лужением» железа, как некоторые рекомендуют, либо касанием наконечника железа практически над соединением, расплавлением припоя прямо на кончике, чтобы попасть на сустав.
Альтернативный метод
Как я уже говорил, может быть очень сложно удерживать кусочки латуни точно там, где они должны быть, потому что малярная лента немного ослабевает, когда металл нагревается. Если припой плавится и быстро заполняет шов, это не проблема, но по разным перечисленным причинам это часто занимает больше времени. На фото ниже показан метод, которым я доволен гораздо больше и который дает гораздо более привлекательные результаты… но тратить дополнительное время стоит только в том случае, если установка будет использоваться более одного раза.
Для этого приспособления для пайки я использовал прочный «серый картон» из переработанного картона той же толщины, что и стержень толщиной 1 мм, выбранный для формы лестницы. Я вырезал и приклеил его полный шаблон на другую картонную основу, чтобы отдельные латунные детали плотно лежали в этих пазах. Я использовал это приспособление около 4 раз, и я не понимаю, почему оно не должно длиться дольше.
Выбранные поставщики и цены
Латунный стержень всегда в виде прямых отрезков, никогда в рулонах. Дешевле при длине 1 м, чем 300 мм. например Цены на 4D для 1 м длины (апрель 2015 г.) 0,8 мм 0,79 фунтов стерлингов, 1 мм 0,98 фунтов стерлингов, 2 мм 1,25 фунтов стерлингов
Альтернативный источник — поставки моделей EMA. очень ограничен.
Припой Silverline 60:40 Оловянно-свинцовый припой (4D 1,80 фунта стерлингов за 20 г, доступен по 4 фунта стерлингов за 100 г) работает очень хорошо! Температура плавления 183-190С.
Флюс
Флюс типа «смазка», который я всегда даю во время обучения, всегда работал хорошо, но он у меня был так долго, что оригинальный контейнер начал распадаться … поэтому я больше не знаю марку! Но один, о котором я слышал, не менее хорош, это La-Co Regular Soldering Flux Paste, который можно приобрести в компании Screwfix за 5,39 фунтов стерлингов.на 125 г .. для работы с медью, латунью, свинцом и цинком.
http://www.screwfix.com/p/la-co-lac-22195-flux-paste-with-brush-in-cap-125g/61072#product_additional_details_container
Еще одним признанным надежным средством является паяльная паста Fluxite. , подходит для меди и латуни … на самом деле для большинства металлов, кроме алюминия (хотя для других металлов потребуются другие припои) и может использоваться со свинцовыми или бессвинцовыми припоями.
http://www.fernox.com/products/traditional+plumbing+products/solder+and+fluxes/fluxite
На Amazon около 10 фунтов стерлингов за 100-граммовую банку и примерно столько же у Джюсона. По какой-то причине Maplin хранит только 450-граммовые банки, которых хватит на несколько жизней!
Паяльник
SolderCraft 40W-230V (поставляется с долотом диаметром 5 мм, подставкой и руководством. 4D 20,99 фунтов стерлингов) Доступны отдельные биты 3,80 фунтов стерлингов. Около 18 фунтов стерлингов на Amazon (с долотом). У AllElectric их нет)
Draper 71417 40W-230V на Amazon £15,95 (на фото изображено долото, надеюсь, это так) и имеет долото в соответствии с фотографиями продукта. Это должно быть хорошо, если он был собран с достаточной тщательностью.
Стойка Bench Stand Brand Silverline, 4D 3,65 фунта стерлингов стоит приобрести (Antex показан на фотографии около 6 фунтов стерлингов) 5 фунтов стерлингов от Maplin ..
См. также
Дэвид Нит Изготовление моделей: материалы и методы Глава 4: Работа с металлами
C+L Finescale. – перейдите в «Центр знаний» для получения кратких заметок о материалах и методах, включая таблицу с рекомендациями по использованию припоя и флюса для различных металлов
http://www.finescale.org.uk/index.php?option= com_content&view=article&id=27&Itemid=2
4D Modelshop – базовое руководство по мягкой пайке
http://modelshop.co.uk/Content/DynamicMedia/cms-uploaded/files/4D_guide-solding.pdf
Основное руководство по пайке http://www.epemag.wimborne.co.uk/solderfaq.htm — оно написано для его специального использования в электронике, но многие советы применимы.
Нравится:
Нравится Загрузка…
Пайка 101
Пайка (обычно произносится как пайка ) — это метод соединения металлических деталей с использованием другого металла, который имеет более низкую температуру плавления, чем соединяемые детали.
- Припой — это та часть, которая плавится при более низкой температуре.
- Flux — это вещество, которое очищает металлические поверхности для создания более прочного соединения и предотвращения окисления.
- Большинство — но не все! — мягкие припои и твердые припои требуют использования флюса.
Подробнее о мягком припое и твердом припое , а также о том, какие типы флюсов, горелок, паяльников и т. д. работают с каждым типом припоя, см. ниже. Rings & Things предлагает полную линейку расходных материалов для пайки как для твердого, так и для мягкого припоя.
Предупреждение: Если вы используете мягкий припой на ювелирных изделиях из стерлингового серебра, вы не сможете использовать твердый припой на них впоследствии. Когда вы нагреваете стерлинговый припой + мягкий припой до точки текучести твердого припоя , мягкий припой соединяется со стерлинговым серебром, и ваши украшения плавятся в лужу.
Что такое мягкий припой?«Мягкий» припой представляет собой припой на основе олова. Поскольку он плавится при низкой температуре, вы можете наносить мягкий припой с помощью электрического паяльника или пистолета. Вы также можете осторожно использовать горелку с мягким припоем (это зависит от приложения). Несмотря на то, что мягкие ювелирные припои аналогичны оловянно-свинцовым припоям со смоляным сердечником, используемым для электроники, и оловянно-свинцовым припоям с кислотным сердечником, используемым для сантехники, вы не должны заменять эти другие припои ювелирным припоем. Используйте мягкий припой для создания нестандартных украшений из недрагоценных металлов, сплавления компонентов из недрагоценных металлов, ремонта бижутерии и спаивания соединительных колец из недрагоценных металлов. Предупреждение: Если вы используете мягкий припой на основе олова на ювелирном изделии из стерлингового серебра, вы никогда не сможете использовать для него горелку или твердый припой. Когда вы нагреваете серебро с мягким (оловянным) припоем, олово и серебро соединяются и становятся сплавом, плавящимся при очень низкой температуре. Ваша деталь может быть разрушена под воздействием тепла, так как металл плавится от пластыря мягкого припоя. Мы предлагаем следующие мягкие припои и совместимые флюсы: | ||||||||||||||||||
| ||||||||||||||||||
Изготовление ювелирных изделий с помощью мягкого припояВот лишь несколько примеров того, как мягкий припой может расширить возможности изготовления ювелирных изделий. Щелкните изображения ниже, чтобы получить практические советы, списки деталей и продукты! | ||||||||||||||||||
| ||||||||||||||||||
Что такое твердый припой?«Твердые» припои — это сплавы, которые плавятся при несколько более низких температурах, чем соответствующие сплавляемые металлические детали. Серебряные и золотые украшения требуют твердой пайки. Компоненты из меди, латуни и бронзы также можно сплавлять твердыми припоями. В дополнение к флюсу твердые припои обычно также требуют использования травильных растворов для очистки и удаления окисления с поверхности готовой детали. Серебряный твердый припой подходит для сборки серебряных украшений, а также может использоваться для сплавления латуни и/или меди (если вы не возражаете против того, чтобы соединения были другого цвета). Иногда возникает путаница, поскольку «твердый» припой с самой низкой температурой иногда называют «мягким» припоем. Лучшим термином может быть «легкий» для твердого припоя с самой низкой температурой. Твердый припой обычно бывает «легкий», «средний» и «твердый». Чтобы создать сложную деталь, начните с твердого припоя, а затем сплавляйте следующие элементы со средним припоем. Мы предлагаем следующие твердые припои, совместимые флюсы и травильные растворы: | ||||||||||||||||||
| ||||||||||||||||||
Изготовление ювелирных изделий с помощью твердого припояНажмите на изображения ниже, чтобы получить советы, списки деталей и продукты для создания этих дизайнов. | ||||||||||||||||||
| ||||||||||||||||||
Как профессионально паять латунь с низким содержанием свинца с помощью флюса для лужения
Флюс для лужения особенно полезен для эффективной пайки латуни с низким содержанием свинца или без него. Как правило, свинцовая латунь проводит тепло лучше, чем используемые сегодня металлы. Однако большинство старых систем со свинцовыми трубами были исключены, поскольку исследования показали, что свинец в водопроводных трубах может нанести вред человеческому организму при многократном воздействии. Агентство по охране окружающей среды определило, что максимальный уровень содержания свинца в питьевой воде должен быть равен нулю из-за ее токсичности.
Пайка латуни с низким содержанием свинца может быть сложной задачей, так как она плохо проводит тепло. Использование флюса для лужения поможет устранить человеческую ошибку при пайке латуни с низким содержанием свинца и поможет заполнить соединение, чтобы создать герметичное соединение.
Давайте рассмотрим, как флюс для лужения помогает в процессе пайки, как его применять и какие типы флюса для лужения доступны в вашем магазине или в местном хозяйственном магазине.
Что такое флюс для лужения и чем он полезен? В отличие от других флюсов, представленных на рынке, флюс для лужения содержит измельченные чешуйки припоя, известные как порошок для лужения, который очищает, лужит и флюсует наиболее часто припаиваемые металлы, включая медь, латунь, цинк, оцинкованное железо, свинец и олово или медь. -металлы с покрытием.
Частицы луженого порошка улучшают формулу флюса для предварительного лужения труб и улучшают текучесть припоя, обеспечивая равномерный нагрев фитинга. Последнее необходимо при пайке систем трубопроводов большего диаметра.
Флюс обладает превосходными смачивающими свойствами для улучшения текучести припоя. Он также предотвращает окисление, заполняя шов и блокируя доступ воздуха во время процесса смачивания.
Примечание: Флюс для лужения не предназначен для использования с алюминием, нержавеющей сталью или магнием. Кроме того, будьте осторожны, чтобы не использовать его в электрических частях. Мы не рекомендуем использовать флюс и припои Oatey для алюминия, потому что он так хорошо проводит тепло, что его трудно поддерживать в достаточном нагретом состоянии для пайки. Нержавеющая сталь должна быть спаяна или сварена. Проконсультируйтесь с техническим отделом Oatey для приложений, не упомянутых здесь конкретно.
Как использовать флюс для лужения в процессе пайкиШаг 1: Подготовка
Перед пайкой важно очистить все поверхности. Снимите заусенцы (или рассверлите) внутреннюю часть концов труб, используя инструмент для удаления заусенцев, чтобы удалить любые острые края и небольшие неровности или шероховатости (известные как заусенцы). Удаление заусенцев создает гладкую поверхность, обеспечивая меньшее сопротивление потоку воды.
Во время подготовки очистите втулку фитинга и трубу либо щеткой для фитинга, либо абразивной наждачной тканью для труб большего диаметра.
Шаг 2: Нанесите флюс для лужения
Нанесите небольшое количество флюса для лужения внутри фитинга и снаружи трубы с помощью кислотной щетки. Не переусердствуйте, так как требуется только тонкий слой на обеих поверхностях.
Нанесите флюс кистью: не наносите его пальцами и обязательно тщательно мойте руки после использования.
Используйте влажную ткань, чтобы удалить лишний флюс с трубы и внутри фитинга перед их соединением.
Важно: Никогда не флюсуйте трубы, которые не будут спаяны в течение четырех часов. Флюс является кислотой и будет иметь эффект травления, если оставить его на трубе слишком долго без применения тепла и припоя.
Шаг 3: Нагрейте до температуры, необходимой для пайки
Не допускайте перегрева трубопровода:
- Для трубопровода малого диаметра направляйте тепло к стыку.
- Для труб большого диаметра перемещайте тепло вокруг соединения, чтобы обеспечить адекватный поток припоя по окружности соединения.
Примечание: Oatey считает, что трубы в доме имеют большой диаметр, если их диаметр составляет 32 мм (1,25 дюйма) или больше.
Поскольку латунь с низким содержанием свинца также не проводит тепло, начните с небольшого нагрева трубы снаружи втулки или непосредственно в месте соединения, пока флюс не начнет пузыриться или активироваться. Затем нанесите тепло на основание фитинга.
Нагрев как трубы, так и фитинга обеспечит наиболее эффективное соединение в дальнейшем, поскольку припой следует за флюсом, который течет в направлении тепла. Этот метод позволяет флюсу или припою притягиваться к основанию фитинга, который, в свою очередь, заполняет весь фитинг.
При нагреве убедитесь, что вы убрали пламя, как только припой расплавится. По мере плавления припоя флюс будет втягивать припой в чашку фитинга. Слишком сильный нагрев либо вызовет избыточный поток припоя, либо сгорит флюс, что увеличит вероятность возникновения пути утечки.
Прочтите наш блог, чтобы узнать, как паять медные трубы и как избежать распространенных ошибок, чтобы обеспечить герметичность соединения.
Шаг 4: Вытрите излишки флюса
Пока соединение еще теплое, немедленно вытрите сухой тряпкой все остатки флюса или капли припоя.
Удаление излишков флюса легко пропустить, но не стоит. Если не удалить избыток флюса, со временем это приведет к серьезному повреждению трубы.
Любой флюс, находящийся в трубе, разъедает медь. Это также может привести к тому, что ярь-медянка — зеленовато-голубое обесцвечивание, обычно встречающееся на меди, бронзе и латуни — со временем образует и разрушает медную трубу. В конце концов (это может произойти через 20 лет) это вызовет точечную коррозию и создаст утечку.
Водорастворимый флюс для лужения представляет собой смываемый водой флюс, содержащий порошок припоя, облегчающий процесс пайки. Он подходит для медных труб большого диаметра и не окрашивает медные трубы в зеленый цвет.
Водорастворимый флюс для лужения вымывается из линии при работе с обычной водой и совместим со всеми распространенными припоями для сантехники. Водорастворимый флюс менее агрессивен и самоочищается внутри трубы по мере того, как вода течет по трубопроводу. Он имеет более узкий диапазон температур при нагреве, но работает со всеми распространенными сантехническими припоями.
Флюс для лужения на основе вазелина (нерастворимый флюс) также содержит порошок для лужения, который помогает предварительно лужить трубу, обеспечивая превосходные смачивающие свойства и улучшая текучесть припоя. Он очищает, лужит и флюсует наиболее часто припаиваемые металлы, такие как медь, металлы с медным покрытием, латунь, цинк, оцинкованное железо, свинец и олово. При использовании флюса для лужения на основе петролатума необходимо промывать линию очистителем на основе тринатрийфосфата из-за их нерастворимости в воде.
Флюс является важным этапом в процессе пайки. Использование флюса для лужения особенно полезно при пайке труб большого диаметра, поскольку он действует как грунтовка и помогает полностью заполнить стыки труб.
Флюс для лужения также полезен домовладельцам или торговцам, которые не занимались пайкой, поскольку он обеспечивает дополнительную защиту соединения труб.
Медь для пайки – Обсуждение ювелирных изделий
Мисспиппа
#1
Привет,
Какой припой и флюс использовать для пайки латуни?
Я бы хотел, чтобы он совпадал по цвету, и я ничего не могу найти, поэтому я, должно быть, ищу не в том месте.
Спасибо
Рмейкснер
#2
Ранее в этом году было короткое обсуждение этой темы. Я отношусь к ювелирной латуни как к серебру. Если цвет припоя становится проблемой, вы можете использовать золотой припой, но это изменит стоимость. У меня также есть большой рулон медного припоя, это было наименьшее количество, которое я мог купить в Рио. Это работает, но немного сложно и не всегда кажется правильным цветом. Используйте много флюса и дополнительное время травления, чтобы избавиться от темно-красных отложений. Я использую Handy Flux. С латунью весело работать, и я думаю, что она прекрасна сразу после полировки. Также недавно велась дискуссия об обработке поверхности для предотвращения потускнения латуни. Я использую Эвербрайт. Удачи… Роб
Саралуго
#3
Есть также припой с латунной пастой, но я до сих пор не заставил его течь и вместо этого приклеил твердый серебряный припой (как упомянул Роб).
Мисспиппа
#4
Спасибо вам обоим! Я очень ценю это
marlin1
#5
Наверное, я не вижу проблемы. Я занимаюсь пайкой/сваркой латуни более 40 лет. Обычно я использую только латунный стержень для пайки (поищите на Amazon), вы можете приобрести стержень для пайки с покрытием в большинстве хозяйственных магазинов. Я могу быть немного толстым (часто 3/32 дюйма), но вы можете использовать латунный стержень для пайки без покрытия и свернуть его или протянуть вниз и использовать обычный флюс для серебряного припоя. Я также купил фунт или около того медной / серебряной проволоки для пайки. из сварочного магазина, который плавится немного ниже, но имеет очень хорошее соответствие цвета, может быть немного дороговат сейчас со стоимостью серебра.Если у меня будет возможность, я найду название/номер сплава.
Марлин
1 Нравится
марлин1
#6
Исправление опечатки, я сказал “Может быть, я немного туплю”. Вероятно, это так, но я хотел сказать, что «IT» может быть немного толстым для использования в небольших паяльных работах.
3 лайков
8 декабря 2020 г. , 20:53
#7
В прошлом я немного огляделся, и несколько вариантов, которые мне попались, не имели хороших отзывов. Я использовал серебряный припой, и пока вы держите свои соединения в чистоте и не имеете избытка припоя там, где ему не место, это не мозолит глаза. Не забудьте немного подрезать края, чтобы припой не вытекал из-за детали, это маленькая суетливая деталь, которая имеет удивительное значение, когда я не забываю сделать это! Если косяк вас действительно беспокоит, вы можете замаскировать его с помощью патинирования. Честно говоря, я предпочитаю использовать латунь в сочетании с серебром, и это также помогает серебряному припою не выглядеть неуместным в тех редких случаях, когда он действительно виден.
1 Нравится
Джуди Бьоркман
#8
Трудно подобрать хороший цвет для латуни и припоя. Я попробовал припой из 9-каратного золота, который работал нормально, за исключением того, что если латунь начинает тускнеть, то золотой припой не тускнеет и оставляет яркую золотую полосу. Я предпочитаю покупать стержни для пайки 1/16″, ковать их и нарезать на куски нужного размера. Подбор цвета приличный; недостаток в том, что его температура плавления близка к температуре плавления латуни, поэтому нужно быть осторожным. Марка, которую я использую в настоящее время, это Lincoln Bare Low Fuming Bronze. Я использую этот черный пастообразный флюс с ним.0003
3 Likes
Aufhauser – Паяльные сплавы – Выбор присадочного металла
- Главная /
- Припои
Таблица выбора присадочного металла Aufhauser
| Металлы присоединиться | Присадочные металлы | Область плавления | Текучесть Рейтинг* | Флюсы | Горелки и пламя** | ||
|---|---|---|---|---|---|---|---|
| Припои | Пайка | Солидус | Ликвидус | ||||
| Медь или латунь к меди или латуни | Олово-серебро 96/4 | 430°F | 430°F | 10 | Жидкость SolderFLux (F150), паста SolderFlux (F155) | Воздушно-топливный | |
| Олово-серебро 95/5 | 430°F | 535°F | 8 | ||||
| ФосКоппер 0 | 1310°F | 1460°F | 5 | Для соединений медь-медь с фосфорсодержащими присадочными металлами флюс не требуется. Для латуни и других сплавов меди используйте белый флюс для пайки Stay-Silv. | Окси-ацетилен (нейтральное пламя) | ||
| ФосКоппер 5 | 1190°F | 1495°F | 3 | ||||
| ФосМедь 6D | 1190°F | 1465°F | 3 | ||||
| ФосКоппер 6 | 1190°F | 1425°F | 5 | ||||
| ФосКоппер 15 | 1190°F | 1475°F | 3 | ||||
| Медь или латунь до стали или нержавеющей стали | Олово-серебро 96/4 | 430°F | 430°F | 10 | Жидкость SolderFLux (F150), паста SolderFLux (F155) | Воздушно-топливный | |
| Олово-серебро 95/5 | 430°F | 535°F | 8 | ||||
| SilverAlloy A-56T | 1145°F | 1205°F | 8 | Белый SilverFlux (F140) Черный SilverFlux (F130) | Окси-ацетилен (слегка уменьшая пламя) | ||
| SilverAlloy A-40 | 1250°F | 1350°F | 5 | ||||
| SilverAlloy A-45 | 1225°F | 1370°F | 6,5 | ||||
| SilverAlloy A-45T | 1195°F | 1251°F | 7 | ||||
| Сталь или нержавеющая сталь до стали или нержавеющей стали | Олово-серебро 96/4 | 430°F | 430°F | 10 | Жидкость SolderFLux (F150), паста SolderFLux (F155) | Воздушно-топливный | |
| Олово-серебро 95/5 | 430°F | 535°F | 8 | ||||
| SilverAlloy A-56 | 1145°F | 1200°F | 8 | Белый SilverFlux (F140) Черный SilverFlux (F130) | Окси-ацетилен (слегка уменьшая пламя) | ||
| SilverAlloy A-40 | 1250°F | 1350°F | 5 | ||||
| SilverAlloy A-45 | 1225°F | 1370°F | 6,5 | ||||
| SilverAlloy A-45T | 1195°F | 1251°F | 7 | ||||
| Сталь или нержавеющая сталь к карбидам | Не рекомендуется | Черный SilverFlux (F130) | Окси-ацетилен (уменьшение пламени) | ||||
| Серебряный сплав A-40Ni2 | 1240°F | 1435°F | 4,5 | ||||
| Алюминий к алюминию (1) Алюминий к никелю (2) Алюминий-сталь (3) Алюминий-нержавеющая сталь (3) Алюминий-медь (4) Алюминий-латунь (4) | АЛЗН | 715°F | 725°F | Без рейтинга | Алюмфлюкс (F100) | Воздушно-топливный | |
| AlumBraze Flux-Core | 1070°F | 1080°F | Без рейтинга | Алюмфлюкс (F100) | Воздушно-топливный |
* Чем выше показатель текучести, тем быстрее сплав течет в пределах диапазона плавления.
** Для достижения наилучших результатов и прочного герметичного соединения присадочные металлы следует наносить на область соединения только после того, как детали нагреты до надлежащей температуры пайки. Воздушно-топливные горелки можно заменить кислородно-ацетиленовыми, но они потребуют осторожности, чтобы не допустить плавления неблагородных металлов в пламени с более высокой температурой.
(1) Можно припаивать напрямую.
(2) Можно припаивать напрямую или предварительно покрывать алюминием.
(3) Поверхность листовой стали с алюминием.
(4) Обычно не рекомендуется. Используйте стальной переходник между алюминием и медью. Покройте один стальной конец алюминием. Припаяйте сталь с покрытием к алюминию с помощью AL 4047 . Припаяйте непокрытый конец к меди с помощью Aufhauser SilverAlloy A-45T .
Посмотреть все Aufhauser Паяльные сплавы
Посмотреть все Aufhauser Медно-фосфорные сплавы
Посмотреть все Aufhauser Серебряные сплавы
Пайка латунь, медь и фототравление Paul Howard
1
1
Недавно несколько человек спросили меня, как я паял такие мелкие детали для одного из моих недавних проектов.
Дело в том, что размер детали не имеет значения для процесса; его почти одинаковые методы независимо от размера. Я собираюсь дать краткое объяснение того, как я подхожу к пайке фототравлением и небольшим металлическим деталям, начиная с необходимого оборудования и заканчивая пошаговым руководством о том, как я на самом деле выполняю этот процесс. У меня большой опыт пайки миниатюрных и микроминиатюрных электронных устройств, но я только недавно начал заниматься фототравлением латуни и меди. Хотя я не профессиональный модельер или писатель, я знаю процесс пайки. На заметку, вы должны знать, что паяльники, материалы после пайки и сам расплавленный припой очень горячие. Защита глаз обязательна, и если вы решите использовать свинцовый припой, как я, то рекомендуются резиновые перчатки.ОПИСАНИЕ ОБОРУДОВАНИЯ
Рис1: Для большинства работ я использую паяльную станцию с регулируемой температурой, которую можно купить менее чем за 75 долларов на Amazon. Станцией, которую я использовал для этого проекта, является магазинная Hakko 936, и все наконечники, разработанные для этой серии машин, взаимозаменяемы. Такие бренды, как Pace, Weller, Edsyn, производят станции, подходящие для наших целей. Температура пайки для большинства изделий из латуни должна быть в пределах 600-700 градусов по Фаренгейту (315-370 по Цельсию). Нет необходимости в том, чтобы паяльник, который вы используете, имел переменную температуру, но он позволяет выполнять точную настройку, чтобы получить наилучший поток припоя, не повреждая соединяемые детали. Утюги мощностью 35-50 Вт подходят для большей части пайки, которую нам нужно делать даже в непеременных утюгах. Утюги мощностью 30 Вт или меньше заставят вас ругаться, поскольку они не могут поддерживать температуру жала под нагрузкой.
Рис. 2. Я также использую установку для пайки сопротивлением Pace PPS 10, которую купил из вторых рук, когда не могу использовать радиаторы или влажные полотенца для охлаждения смежных стыков.
Фото 3: Я использую пинцет, но есть много доступных типов. Ручки с одним датчиком, которые используют отдельный заземляющий провод или платформу, также являются очень хорошими вариантами. Опять же, такие бренды, как Pace и American Beauty, являются эталоном, но есть и другие, которые также будут работать.
Рис. 4. Хорошие паяные соединения обязательно должны быть чистыми. Латунь или медь, подвергшиеся воздействию воздуха даже в течение нескольких минут, начнут образовывать оксиды, препятствующие течению припоя. Ручка со щетиной из стекловолокна — хороший универсальный инструмент для очистки, но мой любимый инструмент для очистки полиэтилена — ластик для пишущей машинки с белым стержнем. Этот инструмент не содержит масла, препятствующего потоку припоя, и он оставляет поверхность более гладкой, чем ручка или зеленая губка, которую я использую для больших поверхностей. Я использую малярную кисть, чтобы нанести флюс в точные места, и я использую кислотную кисть с обрезанными щетинками, чтобы очистить паяные соединения от остатков флюса. Это хорошее место, чтобы упомянуть, что вам ВСЕГДА нужно очищать соединение после пайки. Даже незачищенные флюсы оставляют следы, препятствующие адгезии грунтовки и краски. Отсутствие очистки означает только то, что оставленный остаток не вызовет коррозии электронных компонентов.
Рис 5: Я включил фотографии самых полезных пинцетов, которые у меня есть для пайки фототравления. Я знаю, что большинство людей скажут, что у меня уже есть пинцет, который мне нравится, но я хочу убедиться, что вы понимаете, что вам нужно использовать пинцет из нержавеющей стали или керамики для работы с деталями во время пайки. Пинцет из углеродистой стали отлично подходит для многих вещей, но припой будет прилипать к нему, и очистка после того, как припой прилип к ним, может привести к сильному износу. Например, пинцет в центре был очень острым, как те, что внизу на картинке.
Рис. 6. Вот элементы, которые я использую, чтобы удерживать и размещать детали для пайки. Blu Tack является основным продуктом для пайки, как и медные радиаторы. Инструменты для фототравления также используются для удержания фототравления во время пайки. Я стараюсь, чтобы тепло было как можно меньше, чтобы не повредить поверхности захвата. На самом деле у меня есть жук Small Shop (Великобритания), который я использую только для пайки, так как я уронил его и согнул достаточно, чтобы предотвратить использование нескольких зубов. Хотите верьте, хотите нет, но это было благом, поскольку детали, которые по-прежнему зажимаются, отлично подходят для сохранения ровности при пайке.
Я использую несколько различных типов припоя и флюса. Те, которые я использую чаще всего, показаны на фотографиях ниже. Припои представляют собой сплавы металлов, которые смешивают друг с другом в определенных соотношениях для определенных целей. Сплав маркируется на рулоне или упаковке в маркировке соотношения, т. е. 60/40, 50/50, 63/37 и т. д. Первое число обычно означает содержание олова, а второе число — содержание свинца. Обратите внимание, что оба показанных припоя относятся к типу пайки 63/37. Этот оловянно-свинцовый сплав я использую почти все время. Это то, что известно как эвтектический припой, что означает, что он не имеет пластического состояния. Он почти мгновенно переходит из твердого состояния в жидкое, в отличие от 60/40 и 50/50. Вы все еще можете потревожить соединение во время его остывания, но он гораздо менее подвержен этому, чем другие сплавы. Нарушенные паяные соединения часто ошибочно принимают за холодные паяные соединения. Как вы можете видеть, вы также можете получить паяльную пасту в этой смеси, поэтому наши методы не должны меняться для учета другой смеси припоя. Надежными марками проволочного припоя являются Kester и Alpha, и я использовал Kester, Alpha и MG Chemicals с хорошими результатами в области паяльной пасты. Рис 7, Рис 8, Рис 9, рис 10.
Что касается проволочного припоя, , не имеет значения, используете ли вы сплошной проволочный припой или материал с канифольным сердечником . Так как мы ВСЕГДА очищаем соединение после пайки, у нас нет проблем с адгезией краски или протеканием канифоли. Некоторые люди рекомендуют кислотный флюс для работы с травленой латунью, но я никогда не считал его действительно необходимым. Если не удалить остатки кислотного флюса, это может привести к коррозии припаиваемого металла. Излишне говорить, что это произойдет не сразу, но когда это произойдет, вы будете менее чем в восторге. Водорастворимый флюс, показанный ниже, имеет кислотное ядро и работает хорошо, но я абсолютно уверен, что не оставляю следов, когда использую его. Кстати, флюс не очень дорог, поэтому я рекомендую вам попробовать несколько типов, чтобы понять, какой из них лучше всего подходит для вас. Мои личные фавориты показаны ниже. Kester также отлично подходит для электроники, Worthington никогда не должен использоваться таким образом. Рис 11, Рис 12.Об авторе
Об авторе Paul H (PRH001)
ИЗ: НЬЮ-МЕКСИКО, СОЕДИНЕННЫЕ ШТАТЫ
ПОДРОБНЕЕ
Copyright ©2021 by Paul Howard. Изображения и/или видео также принадлежат правообладателю, если не указано иное. Взгляды и мнения, выраженные здесь, являются исключительно взглядами и мнениями авторов и/или участников этого веб-сайта и не обязательно отражают взгляды и/или мнения Armorama, KitMaker Network или Silver Star Enterrpises.