Пайка латунью газовой горелкой: Технология пайки латунью
alexxlab | 23.11.1986 | 0 | Разное
Пайка латуни с помощью газовой горелки и паяльника
Пайка является одним из способов соединения двух деталей, при котором плавится только соединяющий материал, а поверхности самих элементов полностью сохраняются. С помощью такого способа можно соединять разнородные материалы, довольно мелкие элементы, хрупкие микросхемы, соединять или нарастать провода, крепить пластины из твердых сплавов, осуществлять антикоррозийную обработку.
Чаще всего делать сплавку приходиться по латуни, которая является сплавом цинка и меди. Поэтому перед началом работ паяльником следует изучить особенности применения этого материала.
Пайка латуни – некоторые особенности
Чаще всего пайка латуни выполняется газовой горелкой, а в качестве припоя применяется бура, олово или другие аналогичные материалы. В домашних условиях для такой работы можно использовать паяльник или специальный графитовый электрод.
В принципе пайка латуни напоминает обработку чугуна, меди, стали. Однако она имеет свои тонкости и особенности, которые обязательно необходимо учитывать.
Для пайки латуни очень важно подобрать флюс. В процессе соединения с поверхности обрабатываемого сплава должна быть удалена оксидная пленка. Обыкновенный канифольно-спиртовый флюс этого сделать не способен, поэтому необходимо использовать более активные компоненты, содержащие в своей основе хлористый цинк.
Припой для пайки латуни следует подбирать особенно тщательно. Для работы со сплавом, в котором большое содержание меди, отлично подойдут медно-фосфорные и серебряные компоненты. Можно использовать и саму латунь, но при этом нужно учитывать, что ее температура плавления в качестве припоя должна быть ниже, чем у основного сплава. Довольно часто латунь соединяют с помощью твердого припоя, например, L — CuP 6. Такие соединения получаются очень прочными.
Процесс пайки латуни
Для максимальной эффективности работ необходимо подготовить следующие материалы и инструменты:
- газовую горелку;
- медь;
- графитовый тигель;
- серебро;
- асбестовое основание;
- борную кислоту.

В некоторых случаях может понадобиться бронза.
Подготовка припоя
В первую очередь необходимо подготовить тенол, в состав которого будет входить две части серебра и одна часть меди. Для этого с помощью газовой горелки медь и серебро необходимо будет расплавить и отвесить нужное количество материала. Далее, сплавы помещаются в тигель и греются все той же газовой горелкой.
Расплавленные медь и серебро перемешиваются с помощью проволочки, и тигель ставится в холодную воду. Застывший припой расплющивается и нарезается. Затем крупным напильником из него натирается стружка.
Размеры графитового тигеля должны быть примерно 20х20 миллиметров. Изготовить его можно из графитовых углей (контактные троллейбусные элементы).
Подготовка флюса
Для этого берется 20 грамм порошка буры и 20 грамм порошка борной кислоты. Ингредиенты тщательно перемешиваются и заливаются 250 миллилитрами воды.
Для соединения латунных деталей можно применить и готовые составы. Среди отечественных хорошо зарекомендовали себя флюсы:
- ПВ-209Х;
- ПВ-209;
- Бура.
Из импортных можно отметить флюс-пасты немецкого производителя Chemet.
Припой и флюс готовы, теперь можно приступать непосредственно к пайке. Для этого подготовленные детали необходимо аккуратно положить на основание из асбеста и приступать к процессу пайки.

Если сравнивать такой метод пайки с соединением элементов при помощи олова, то простотой он не отличается. Но время будет потрачено не зря, так как соединение будет иметь повышенную надежность и прочность.
Но время будет потрачено не зря, так как соединение будет иметь повышенную надежность и прочность.
Латунь – пайка паяльником
Латунь и медь или латунь и материалы, содержащие медь, можно соединять низкотемпературной пайкой с помощью паяльника мощностью в 100 Вт.
В качестве припоя необходимо использовать оловянно-свинцовый сплав ПОС60 или выше. Флюсом может послужить ортофосфорная или паяльная кислота.
Перед работой с латунью следует удалить окисную пленку и обезжирить поверхность. Пайка должна производиться при хорошем разогреве паяльника.
Кроме этого, перед пайкой необходимо уделять тщательное внимание обработке поверхности флюсом, которая проводится непосредственно перед поднесением разогретого паяльника с припоем.
С помощью паяльника можно соединять латуни с применением припоев из серебра (ПСр40 и выше). Однако мощность паяльника должна быть от 0,5 до 1 кВт, а температура разогрева — от 500С. Флюс рекомендуется использовать на основе буры или можно применить концентрированную ортофосфорную кислоту.
Таким способом можно заливать различные образовавшиеся в латунных массивных изделиях (радиаторах) дефекты.
Пайка латунью
Сплавы из латуни в качестве припоя довольно часто применяются в строительстве при работе с большинством металлов. С их помощью можно соединять детали из меди, стали и даже чугуна.
Так, например, чугунные элементы достаточно трудно сварить, так как для этого необходим специальный электрод, флюс и серьезный разогрев. В то же время их достаточно легко можно соединить с помощью латунного припоя.
Очень распространен способ пайки латунью при соединении труб встык, где очень важно, чтобы постоянным оставалось их внутреннее сечение. После применения такого метода внешние габариты остаются практически неизменными, внутреннее сечение сохраняется, а стык надежно герметизируется.
С помощью латунного припоя можно соединять различные детали систем охлаждения в электронных приборах, медные трубки жидкой системы охлаждения в мощных серверах.
Однако следует иметь в виду, что латунные швы по прочности уступают сварному соединению, поэтому относиться к ним следует бережно.
В некоторых случаях применяется лужение или пайка латунью стали. Ее используют для нанесения на поверхность деталей из стали антикоррозийного покрытия. Лужение чаще всего подходит для обработки небольших единичных изделий, в промышленных масштабах оно практически не применяется.
При соединении деталей из низколегированных и углеродистых сталей иногда используется твердая пайка, где латунный припой должен иметь температуру плавления выше 450 градусов.
В процессе пайки латунных сплавов следует иметь в виду, что могут выделяться ядовитые для человека пары цинка. Поэтому в помещении, где будут проводиться работы, должна быть хорошая вентиляция.
При наличии всех необходимых материалов и инструментов и строгом соблюдении рекомендаций, результаты пайки латуни будут самыми положительными. Всю работу можно сделать самостоятельно, не прибегая к помощи специалистов, которая стоит весьма недешево.
Источник
Латунь для пайки: технология, особенности, область применения
Главная » Обработка металла » Пайка » Особенности применения латуни для пайки
На чтение 3 мин
Содержание
- Условия и область применения пайки
- Особенности технологии
- Порядок проведения работ
- Подготовка
- Пайка латуни газовой горелкой
Латунь используется для починки различных электрических приборов, механизмов. Для этого металл расплавляют, делают на его основе прочные соединения. Однако далеко не каждый новичок знает, как правильно использовать латунь для пайки.
Катушка латуни для пайкиУсловия и область применения пайки
Пайка латунью — популярный технологический процесс, который часто используется в радиоэлектронике, сборке различных плат, механизмов. Некоторые сравнивают его со сваркой, однако это абсолютно разные процедуры. Когда мастер паяет отдельные детали используя цветные сплавы, соединяемые металлические элементы не разогреваются до температуры плавления.
Латунные припои похожи на прутки проволоки, которые изготавливаются из тугоплавких металлов. Мастер, используя нагревательный инструмент (паяльник или газовую горелку), нагревает место соединения, подаёт в разогретую область припой. Сплав расплавляется, создавая прочный шов.
Область применения:
- Производство электроники.
- Использование в ремонтных мастерских.
- Изготовление режущих инструментов.
- Производство ювелирных украшений.
- Реставрация старинных изделий.
- Сборка теплообменников, холодильного оборудования.
Этот распространённый технологический процесс имеет множество особенностей. Например, пайка чугуна латунью покажется крайне сложной для начинающих мастеров. Чтобы создавать прочные соединения, необходимо ознакомиться с процессом пайки более подробно.
Особенности технологии
При работе с припоем для пайки из латуни мастер может столкнуться с рядом сложностей. Связано это с тем, что сплав содержит цинк. Этот металл во время нагревания образует оксидную плёнку, которую сложно убрать с поверхности шва. Дополнительно к этому внутри соединения образуются поры, которые негативно влияют на прочность готовой детали.
Этот металл во время нагревания образует оксидную плёнку, которую сложно убрать с поверхности шва. Дополнительно к этому внутри соединения образуются поры, которые негативно влияют на прочность готовой детали.
Используя латунную проволоку для пайки, необходимо добавлять в место нагрева специальный флюс. Популярным отечественным веществом для защиты швов от образования оксидных плёнок является «бура». Для разных видов латуни требуется выбирать разные виды флюсов.
В домашних условиях можно изготовить качественный защитный состав самостоятельно. Для этого необходимо смешать 20 грамм борной кислоты с таким же количеством буры. Залить смесь 200 мл воды, прокипятить, использовать для проведения работ.
Порядок проведения работ
Чтобы правильно паять разные металлы и сплавы, необходимо ознакомиться с технологическим процессом поэтапно. Сплав цинка и меди требует от мастера проведения подготовки, выполнения ряда действий. Научившись работать специальным инструментом, можно соединять детали из цветных металлов, стали.
Подготовка
Пайка латуни в домашних условиях для соединения отдельных деталей требует проведения подготовки. Она состоит из нескольких этапов:
- Изначально место соединения нужно очистить от грязи, ржавчины, налёта. Для этого используется металлическая щётка, наждачная бумага, напильник.
- После очистки рабочих поверхностей, их нужно обезжирить. Подойдёт спирт, бензин. Растворитель может оставить следы на поверхности деталей.
Когда подготовка будет окончена, можно начинать использовать латунный припой.
Пайка латуни газовой горелкой
Пайка латунью газовой горелкой:
- После подготовки деталей, необходимо расположить их на негорючем материале рядом друг с другом.
- Кусачками измельчить припой, насыпать их на будущее место соединения.
- Нагреть горелку, направить пламя на соединяемые детали на месте стыка.
- Когда припой начнёт плавиться, убрать горелку, дождаться пока сплав образует шов.

Важно понимать, что перегревать место соединение нельзя. Это может привести к деформации металлических деталей.
 push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})”+”ipt>”;
cachedBlocksArray[266499] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-32’, blockId: ‘R-A-1226522-32’ })})”+”ipt>”;
cachedBlocksArray[266496] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-31’, blockId: ‘R-A-1226522-31’ })})”+”ipt>”;
cachedBlocksArray[266487] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-29’, blockId: ‘R-A-1226522-29’ })})”+”ipt>”;
cachedBlocksArray[266490] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-27’, blockId: ‘R-A-1226522-27’ })})”+”ipt>”;
cachedBlocksArray[266489] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-26’, blockId: ‘R-A-1226522-26’ })})”+”ipt>”;
cachedBlocksArray[266492] = “window.
push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})”+”ipt>”;
cachedBlocksArray[266499] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-32’, blockId: ‘R-A-1226522-32’ })})”+”ipt>”;
cachedBlocksArray[266496] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-31’, blockId: ‘R-A-1226522-31’ })})”+”ipt>”;
cachedBlocksArray[266487] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-29’, blockId: ‘R-A-1226522-29’ })})”+”ipt>”;
cachedBlocksArray[266490] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-27’, blockId: ‘R-A-1226522-27’ })})”+”ipt>”;
cachedBlocksArray[266489] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-26’, blockId: ‘R-A-1226522-26’ })})”+”ipt>”;
cachedBlocksArray[266492] = “window.
( Пока оценок нет )
Поделиться
советы по выбору и отзывы :: SYL.ru
Операции по установке металлических конструкций, прокладка трубопроводов и обработка железных деталей редко обходятся без паяльников и сварочных аппаратов. Формирование качественных и надежных соединений при помощи специального прибора позволяет увеличить эксплуатационный срок изделия и повысить его технические качества.
Для работы в бытовых условиях неплохим выбором становится горелка газовая для пайки, посредством которой можно соединять различные металлы и сплавы. Экономный расход энергии и возможность настраивать силу пламени вкупе с эргономичностью и безопасностью сделали данный прибор оптимальным вариантом не только для новичков, но и для квалифицированных специалистов.
Экономный расход энергии и возможность настраивать силу пламени вкупе с эргономичностью и безопасностью сделали данный прибор оптимальным вариантом не только для новичков, но и для квалифицированных специалистов.
Конструкция горелки
Несмотря на элементарное устройство такие приборы обеспечивают высокую эффективность в ходе работы. На рынке газовая горелка для пайки доступна в разных модификациях, но большинство из них в обязательном порядке включают следующие компоненты:
- Узел для фиксации газовых баллонов.
- Сопло (может иметь разную форму: узкое, широкое, удлиненное).
- Регулятор газа.
- Форсунки.
- Редуктор.
Также возможно наличие вспомогательных элементов, расширяющих возможности, которыми располагает газовая горелка для пайки, в процессе работы. В частности, устройство может включать ветрозащиту, переходники для баллонов разных форм, транспортировочный чехол и т. д. Горелки также различаются по типу газового наполнения, типоразмеру и форме металлического изделия (медный трубопровод, алюминиевые изделия, латунь и т. д.), допускаемого к работе.
д.), допускаемого к работе.
Мини-горелки
Хотя газовые горелки по природе своей отличаются портативностью, существуют специальные версии с миниатюрными габаритами. Как правило, такие приборы легко умещаются в руке, а питаются от любого газового баллончика – даже модели для зажигалок сгодятся. При небольшом объеме заправочного баллона (в среднем 6 мл) мини-газовая горелка для пайки может обеспечивать 20 минут работы. Пламя устройства достигает высоких температур (есть модели на 1300 градусов), что позволяет осуществлять высокоэффективную пайку с твердыми припоями. Такие модели просты в эксплуатации и являются оптимальным средством для производства многих ремонтных операций. В частности, такую модель можно использовать в автосервисе и ювелирной мастерской.
Правила и техника пайки
Организация пайки предполагает несколько условий, которые облегчат операцию для мастера. При их соблюдении газовая горелка для пайки увеличит шансы на получение качественного результата. Основные правила можно представить так:
Основные правила можно представить так:
- Фиксация деталей должна предполагать их передвижение.
- Для обеспечения равномерности пайки следует быть готовым к перемещению горелки.
- При работе с разнородными металлами наибольшее воздействие пламени должен получать тот сплав, который обладает более высокой теплопроводностью.
Следует предусмотреть и возможность обработки элемента флюсом в ходе работы, а если это невозможно, то сам припой следует погрузить в состав. Кроме того, если предполагается пайка латунью газовой горелкой, канифольно-спиртовый флюс не подойдет, так как потребуется устранение оксидной пленки. Желательно применять хлористый цинк или другие сильнодействующие присадки.
Пламя горелки следует удерживать перед обрабатываемой зоной пайки, поскольку припой может растекаться по наиболее горячим участкам. Также следует учесть, что при длительном тепловом воздействии аппарат приводит к чрезмерному плавлению, что, в свою очередь, вызывает нежелательные изменения в свойствах припоя.
Особенности пайки алюминия
В работе с алюминием газовая горелка для пайки требует специального подхода к процессу. Когда процедура чистки металла завершится, необходимо щеткой обработать его поверхность подходящей кислотой. Это нужно не только для ускорения процесса пайки, но и как способ выделения рабочей линии.
Далее необходимо нагреть помеченную зону горелкой до момента появления оранжевого оттенка. В качестве газа можно использовать пропан или ацетилен. На этом этапе можно обработать швы детали присадочным материалом. Для этого подойдет смесь, включающая серебро или силумин, а также купорос. Упомянутое перемещение аппарата позволит управлять процедурой.
На этом пайка алюминия газовой горелкой завершается – можно остановить нагрев и горячей водой облить рабочую зону. Полученный шов следует зачистить наждачной бумагой или приспособлением с более высокими абразивными качествами до формирования оптимально гладкой поверхности.
Рекомендации по выбору горелки
При выборе газовых горелок учитываются производительность, тип используемого газа и мощность. Так, для осуществления масштабных работ на стройплощадках требуются мощные приборы, которые снабжаются от стационарных газовых баллонов. Для того чтобы справиться с разовыми пайками в быту, стоит предпочесть горелки с одноразовыми баллонами. Существуют и ацитилен-кислородные модели, рассчитанные специально на работу с медными трубами.
Так, для осуществления масштабных работ на стройплощадках требуются мощные приборы, которые снабжаются от стационарных газовых баллонов. Для того чтобы справиться с разовыми пайками в быту, стоит предпочесть горелки с одноразовыми баллонами. Существуют и ацитилен-кислородные модели, рассчитанные специально на работу с медными трубами.
В таких аппаратах предусмотрен широкий диапазон температурного воздействия, благодаря чему пайка газовой горелкой меди успешно осуществляется и на промышленных объектах, и в домашних условиях. Собственно, мощность и определяет характеристики припоя. В зависимости от вида пайки следует использовать соответствующую газовую смесь. Бытовые аппараты обычно работают на смесях «газ-воздух». Составы «газ-кислород» чаще используются в операциях с габаритными трубами.
Нюансы выбора припоев
На современном рынке доступны различные материалы для обеспечения качественной пайки – среди них легкоплавкие и тугоплавкие припои, гелеобразные и жидкие флюсы, а также всевозможные пасты. Делать выбор следует, ориентируясь на способ пайки и параметры обрабатываемых элементов. Помимо этого, горелка газовая для пайки подбирается с учетом запросов к прочности и коррозионной защите формируемых соединений. Припой может иметь разный состав – встречаются свинец, олово, фосфор, цинк и т. д. Изменяя их процентное содержание, можно варьировать характеристики создаваемого припоя.
Делать выбор следует, ориентируясь на способ пайки и параметры обрабатываемых элементов. Помимо этого, горелка газовая для пайки подбирается с учетом запросов к прочности и коррозионной защите формируемых соединений. Припой может иметь разный состав – встречаются свинец, олово, фосфор, цинк и т. д. Изменяя их процентное содержание, можно варьировать характеристики создаваемого припоя.
Отзывы
Эксплуатация газовых горелок по большому счету удовлетворяет потребителей. Для того чтобы не разочароваться в выборе, следует четко определить задачи и условия применения. Как правило, в отзывах пользователей отмечается мобильность и удобство газовых горелок. Особенно это касается походных моделей и портативных бытовых аппаратов. Нарекания по поводу надежности и безопасности встречаются редко. Чтобы устройство соответствовало назначенным функциям, следует оценить возможность его работы без подогрева, диапазон температур окружающей среды, вопросы, касающиеся утилизации прибора, и сопутствующие нюансы.
Как паять латунь: советы мастера
В быту нередко встречаются изделия из латуни. Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому – испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни.
В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.

- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
О флюсах
Их задача – удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
Суть технологии и ее особенности
В первую очередь необходимо ознакомится с особенностями процедуры пайки. Данная технология, в качестве способа создания неразъемных соединений, не столь популярна, как сварка, поскольку показатель прочности у пайки несколько ниже.
Образование шва происходит при расплавлении присадочного материала, который называется припоем. После кристаллизации застывший состав надежно соединяет заготовки.
Отличительной особенностью пайки является подход воздействие на рабочую поверхность. При выборе припоя главным показателем является температура плавления, которая должна быть ниже, чем у основного металла. Он не меняет своего агрегатного состояния, свойства остаются неизменными. Это позволяет соединять заготовки с разнородным составом.
В этом и заключается разница между сваркой и пайкой. При проведении работ, в состав сварочной ванны входят основной металл и присадочный материал. Вместе они формируют шов, что неизменно отражается на качестве металла, который подвергся температурному воздействию. Недаром при строительстве ленточного фундамента каркас крепят с помощью проволоки, а не сварки. Пайка не влияет на параметры основного металла, чем выгодно отличается от прочих технологий соединения.
Выделим основные особенности пайки:
- в качестве присадочного материала используют припой;
- соединяемые изделия не плавятся;
- материалы не взаимодействуют друг с другом;
- походит для соединения миниатюрных элементов.
Метод широко востребован в сфере высоких технологий, благодаря низкому температурному воздействию на поверхность, что является основным показателем для чувствительных к колебаниям температур компонентов плат и электронных схем. Требования к качеству работ изложены в ГОСТе 17325-79.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Пайка латуни паяльником
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
О составах припоев
Выбор припоя зависит от марки латуни. Серебряные припои ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и трубами) опытные мастера рекомендуют воспользоваться специальными твердыми припоями со сложными составами. Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Условия и область применения пайки
Пайка латунью — популярный технологический процесс, который часто используется в радиоэлектронике, сборке различных плат, механизмов. Некоторые сравнивают его со сваркой, однако это абсолютно разные процедуры. Когда мастер паяет отдельные детали используя цветные сплавы, соединяемые металлические элементы не разогреваются до температуры плавления.
Латунные припои похожи на прутки проволоки, которые изготавливаются из тугоплавких металлов. Мастер, используя нагревательный инструмент (паяльник или газовую горелку), нагревает место соединения, подаёт в разогретую область припой. Сплав расплавляется, создавая прочный шов.
Область применения:
- Производство электроники.
- Использование в ремонтных мастерских.
- Изготовление режущих инструментов.

- Производство ювелирных украшений.
- Реставрация старинных изделий.
- Сборка теплообменников, холодильного оборудования.
Этот распространённый технологический процесс имеет множество особенностей. Например, пайка чугуна латунью покажется крайне сложной для начинающих мастеров. Чтобы создавать прочные соединения, необходимо ознакомиться с процессом пайки более подробно.
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Преимущества и недостатки
При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
Пайка изделий из латуни имеет несколько особенностей. Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Обычно для пайки используется газовая горелка, обеспечивающая расплав паяльной проволоки при температурах, меньших по величине, чем точка плавления самой латуни. С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
В отдельных случаях применение латунной пайки – это единственно возможный способ получения неразъемных контактов.
Недопустимо сравнивать пайку со сварочными процедурами, при которых расплаву подлежит каждый из сплавляемых металлов. В данном случае термическому воздействию подвергается лишь твердый припой с оловом, а состояние самих соединяемых деталей остаётся без изменения.
Указанная особенность позволяет обрабатывать изделия из латуни совсем небольшого размера и массы, не нанося им какого-либо ущерба.
При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
В случаях работы с латунью из тела припоя (из-за его сильного нагрева) полностью испаряется цинк, вследствие чего шов становится пористым, что заметно снижает качество образуемого соединения.
Помимо этого, при пайке латунных деталей важно правильно выбрать их взаимное положение (в этом случае предпочтение отдаётся сочленениям типа «внахлест»).
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.

- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.
Использование горелки
Для пайки латуни можно использовать газовую горелку. Особые требования предъявляют к размещению заготовки – ее необходимо поместить на поверхность из жаропрочного материала.
Подготовительный этап не отличается от аналогичной процедуры перед пайкой электрическим паяльником.
Процесс начинают с постепенного нагрева поверхности, с целью увеличения смачивающих свойств припоя. После этого заготовку прогревают до рабочих параметров, достижение которых характеризуется появлением характерного красного оттенка на поверхности.
Использование горючего газа не имеет особых преимуществ перед электрическими источниками питания.
Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего.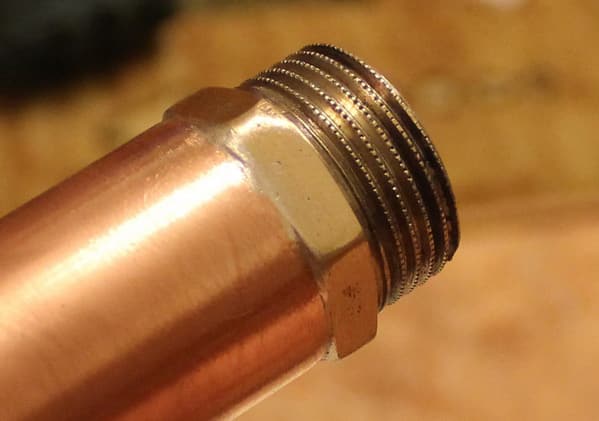 Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.
Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом – концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
СВОЙСТВА ЛАТУНИ
К основным свойствам латуни относят:
- Хорошую устойчивость к заржавливанию и коррозийному повреждению;
- Высокие антифрикционные показатели;
- Лояльность к металлам, позволяющая достаточно легко сваривать латунь практически с любыми металлами. Наиболее это свойство выражено у красной латуни томпака;
- Легкость в обработке;
- Способность сохранять пластичность, не теряя прочности при понижении температуры;
- Хорошие показатели эстетичности.
По своей сути латунь является сплавом меди и цинка. Процентное содержание цинка имеет достаточно широкие границы, варьирующие от 5 до 45%. Цинк является компонентом не только улучшающим качества, но и значительно снижающим стоимость.
Цинк является компонентом не только улучшающим качества, но и значительно снижающим стоимость.
Прежде чем подробнее разобрать как запаять латунь в домашних условиях, целесообразным будет рассмотрение некоторых нюансов, связанных с дальнейшим процессом.
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано. Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты. При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание.
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Таблица состава и применения припоев.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.

- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить – нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.
Подготовка
Приступая к работе, необходимо как следует очистить место соединения от загрязнений. Для этого можно использовать самые разные инструменты – металлические щётки, специальные насадки, напильники или наждачную бумагу. После этого обработанный металл необходимо обезжирить. Не сделав этого, вы затрудните свою работу, а пайка, если её и удастся выполнить, не будет обладать достаточной прочностью.
Спаиваемые детали необходимо уложить на термоизолирующую подкладку. Странно, но многие источники до сих пор рекомендуют для этих целей признанный канцерогеном листовой асбест. Несомненно, что стоит подыскать ему не наносящую вред здоровью замену. Например, на основе стекловолокна или углепластика.
Несомненно, что стоит подыскать ему не наносящую вред здоровью замену. Например, на основе стекловолокна или углепластика.
Латунный припой температура плавления
Указанные припои идеально подходят для паяного сочленения латунных заготовок с большим содержанием меди.
В качестве связующего вещества довольно часто используется и чистая латунь, но при работе с ней важно обеспечить нужную температуру плавления, которая не должна превышать тот же параметр для обрабатываемых деталей.
При необходимости получения посредством пайки надёжного соединения повышенной прочности рекомендуется выбирать тугоплавкие (так называемые «твердые») составы, обладающие повышенной температурой плавления.
Для правильного выбора типа латунного припоя, подходящего для конкретных условий спайки, следует воспользоваться той же таблицей, приведенной выше.
Прочность пайки зависит, в первую очередь, от правильного подбора припоя и флюса и, во вторую очередь, от тщательности подготовки спаиваемых деталей.
Это значит, что их поверхности должны быть очищены от окислов, которые мешают проникать припою в спаиваемые детали (диффундировать).
При пайке надо всегда помнить, что температура плавления припоя должна быть ниже максимальной рабочей температуры флюса.
Там, где в тексте эта температура не приводится, дается разъяснение, какими припоями можно паять с данной маркой флюса.
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому – испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
Причина тому – испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
Припои
Основные свойства, которыми должен обладать припой, можно сформулировать так:
- температура его плавления должна быть ниже температуры плавления спаиваемых металлов;
- он должен хорошо смачивать спаиваемый металл;
- припой должен быть относительно прочным;
- при пайке не должны образовываться пары (металл — припой), отрицательные в электрохимическом отношении, в противном случае паяный шов быстро разрушится;
- металлы, входящие в состав припоя, должны быть недефицитными и недорогими.
Припои по своим физическим свойствам делятся на две группы:
- легкоплавкие припои (их еще называют мягкими припоями) с температурой плавления до 500°
- и тугоплавкие (твердые) с температурой плавления выше 500°.

Наиболее широко распространены легкоплавкие припои на основе сплава олово-свинец
Таблица 1 Припои на основе олово-свинец
| Марки припоя | Температура плавления о С | Применение |
| Олово | 232 | Для лужения |
| ПОС 90 | 220 | То же |
| ПОС 61 | 185 | Для пайки меди и стали |
| ПОС 50 | 210 | Для пайки меди, латуни, никеля, серебра и т.д. |
| ПОС 40 | 235 | То же |
| ПОС 30 | 256 | — |
| ПОС 18 | 277 | Для пайки свинца, цинка, луженной жести |
| ПОС 4-6 | 265 | Для пайки меди и стали |
Примечание
Все припои содержат небольшой процент примеси сурьмы. Последний припой содержит 5 – 6% сурьмы. В (табл. 1) приведены припои на основе сплава олово-свинец, для сравнения сюда включено олово. Цифра в марке припоя говорит о количестве (в %) олова в данном припое, остальное – свинец.
Цифра в марке припоя говорит о количестве (в %) олова в данном припое, остальное – свинец.
Из тугоплавких применяются припои на основе меди и серебра
Кроме припоев для пайки стальных и никельсодержащих сплавов пользуются иногда медью марок МО, Ml, M2, МЗ и М4.
Употребляется медь в виде:
Температура пайки медью лежит в пределах 1150—1200°.
Латуни (сплавы медь-цинк) и специальные медно-цинковые припои хороши тем, что температура их плавления несколько ниже, чем у меди. Соединения, спаянные латунью, более прочны, чем спаянные медью. В (табл. 2) приведены три широко распространенных медно-цинковых припоя и некоторые марки латуней, применяемых в качестве припоев.
Таблица 2 Медно-цинковые и латунные припои
| Марки припоя (латуни) | Температура плавления, о С | Применение |
| ПМЦ 36 | 825 | Для пайки латуни марки Л 62 |
| ПМЦ 48 | 865 | Для пайки медных сплавов |
| ПМЦ 54 | 880 | для пайки меди и сплавов из стали |
| Л 62 | 905 | Для пайки меди и стали |
| Л 68 | 938 | То же |
Медно-фосфорные припои отличаются относительно низкой температурой плавления и хорошей затекаемостью в расплавленном состоянии. Наличие в припоях фосфора при пайке меди и ее сплавов позволяет иногда обходиться без флюса, так как фосфор обладает флюсующими свойствами.
Наличие в припоях фосфора при пайке меди и ее сплавов позволяет иногда обходиться без флюса, так как фосфор обладает флюсующими свойствами.
При пайке медно-фосфорными припоями латуни Л62, нейзильбера * , алюминиевой бронзы и медно-никелевых сплавов необходимо применять борсодержащие флюсы. По ГОСТу пайка стали медно-фосфорными припоями не допускается из-за хрупкости паяного шва. Однако при отсутствии медно-цинковых или серебряных припоев можно применять и медно-фосфорные.
К основным медно-фосфорным припоям относятся так называемые фосфористые меди марок МФ-1, МФ-2, МФ-3.
- Температура плавления первых двух – 750°
- третьего – 700°.
Из тугоплавких (твердых) припоев наиболее примечательными являются припои на основе серебра
Их универсальность (можно паять все металлы, кроме алюминия, магния и легкоплавких металлов),
- прочность,
- пластичность,
- коррозионная стойкость,
- высокая температура плавления
ставят их в первый ряд среди других припоев. Даже относительная дороговизна нисколько не умаляет их достоинств.
Даже относительная дороговизна нисколько не умаляет их достоинств.
Из припоев на основе серебра некоторые умельцы отливают мормышки!
В (табл. 3) приведены основные марки серебряных припоев. Цифра в марке припоя показывает количество (в %) серебра, остальное — в основном медь.
Таблица 3 Основные марки серебряных припое
| Марка припоя | Температура плавления, о С | Марка припоя | Температура плавления, о С |
| ПСр 72 | 779 | ПСр 44 | 800 |
| ПСр 71 | 795 | ПСр 40 | 605 |
| ПСр 70 | 755 | ПСр 37,5 | 810 |
| ПСр 62 | 700 | ПСр 25 | 775 |
| ПСр 50 | 850 | ПСр 12М | 825 |
| ПСр 45 | 725 | ПСр 10 | 850 |
Флюсы
Назначение флюсов при пайке:
- защита зачищенных деталей от окисления,
- удаление с поверхности металла пленки окислов,
- улучшение смачивания припоем спаиваемых деталей.

Все многообразие флюсов можно разделить на три группы:
- некоррозионные
- слабокоррозионные
- и коррозионные.
Некоррозионные флюсы (их еще называют защитными) не растворяют пленку окислов на металле, а лишь защищают при пайке тщательно зачищенную поверхность. После окончания пайки остатки флюса можно не удалять с поверхности спаянных деталей, так как он не вызывает коррозии.
Слабокоррозионные флюсы участвуют в разрушении пленки окислов. Остатки флюса необходимо удалять.
Коррозионные (активные) флюсы энергично разрушают пленку окислов, поэтому иногда удается спаивать незачищенные металлические детали. Удалять остатки флюса после пайки обязательно!
Отдельную группу составляют борсодержащие флюсы для пайки тугоплавкими припоями
К некоррозионным флюсам относятся неактивированные флюсы на основе канифоли (табл. 4).
4).
Максимальная рабочая температура этих флюсов 300°!
Таблица 4 Флюсы на основе канифоли
| Компоненты, % вес. | Что и чем паяется |
| Канифоль-40, бензин-50 керосин – 10 |
| Канифоль-30, Этиловый спирт – 70 |
| Канифоль-24, стеарин -1, Этиловый спирт – 75 |
| Канифоль-6,глицерин-16, Этиловый спирт (денатурат)-78 |
К слабокоррозионным флюсам относится большая группа активированных флюсов на основе канифоли, но есть и такие, где канифоль отсутствует (табл. 5).
- первые флюсы имеют максимальную рабочую температуру – 300°
- вторые – 350°
Таблица 5 Флюсы на основе канифоли, глицерина и спирта
| Пайка меди и ее сплавов, серебра (редко — стали) свинцово-оловянистыми припоями | |
| Компоненты, % вес. | Что и чем паяется |
| Канифоль – 30, Этиловый спирт – 60, уксусная кислота – 10 |
| Канифоль – 38, Этиловый спирт – 50, ортофосфорная кислота – 12 |
| Канифоль – 24, Этиловый спирт – 75, хлористый цинк – 1 |
Читать также: Горячекатаный профиль что это такое
Основу почти всех коррозионных (активных) флюсов составляют хлориды металлов и, в частности, хлористый цинк.
Максимальная рабочая температура этих флюсов до 400°! (табл. 6)
Таблица 6 Флюсы на основе хлоридов металлов
| Хлористый цинк – 40, вода – 60 |
| Хлористый цинк – 30, хлористый амоний – 10, вода – 60 |
| Хлористый цинк – 30, солянная кислота – 30, вода – 40 |
| Хлористый цинк – 70, хлористый натрий – 15, хлористый амоний – 15 |
В отдельной таблице приводятся флюсы для пайки нержавеющих сталей
Максимальная рабочая температура этих флюсов 400°!
Таблица 7 Флюсы для пайки нержавеющих сталей
Для пайки и лужения стали, меди, ее сплавов, никеля, серебра. | |
| Хлористый цинк – 40, двухлористое олово – 5, хлорная медь – 0,5, соляная кислота – 3,5, вода – 51 | Пайка стали припоями с большим содержанием свинца |
| Хлористый цинк – 40, хлористый натрий – 5, хлорная медь – 1, хлористый калий – 1, соляная кислота – 1, вода – 52 | Пайка стали и меди (и сплавов) припоями с большим содержанием свинца и цинка. |
| Хлористый натрий – 15, хлористый амоний – 1,5, соляная кислота – 36, спирт денатурат – 12,8, ортофосфорная кислота – 2,2, хлористое железо – 0,6, вода – 31,9 | Пайка углеродистых сталей. |
| Компоненты, % вес | Применение |
| Хлористый цинк (насыщенный раствор) – 100 |
| Хлористый цинк (насыщенный раствор) – 75, соляная кислота – 25 |
| Хлористый цинк (насыщенный раствор) – 90, уксусная кислота – 10 |
| Ортофосфорная кислота – 100 |
| Ортофосфорная кислота – 99, сернокислая медь – 50 |
| Хлористый цинк – 30, хлористый амоний – 10, хлорная медь – 10, соляная кислота – 50 |
| Хлористый цинк – 50, хлористый амоний – 5, соляная кислота – 1, вода – 44 |
Как уже было сказано, флюсы для пайки тугоплавкими припоями сводятся в отдельную группу, состоящую из двух подгрупп:
– флюсы для пайки медными припоями (табл.
Таблица 8 Флюсы для пайки медными припоями
| Пайка нержавеющей стали | |
| Компоненты, % вес | Применение |
| Бура (прокаленная) -100 | Пайка углеродистых сталей и меди медно-цинковыми припоями |
| Бура (прокаленная) – 80, борная кислота – 20 | Пайка молоуглеродистых сталей и меди |
| Бура (прокаленная) -50, борная кислота – 50, все разводится концентрированным раствором хлористого цинка | Пайка нержавеющих сталей, меди медными припоями |
| Бура (прокаленная) – 12, борная кислота – 78, флористый кальций – 10 | Пайка нержавеющих сталей, меди медными припоями |
– флюсы для пайки серебряными припоями (табл. 9)
Табица 9 Флюсы для пайки серебряными припоями
| Компоненты, % вес | Применение |
| Хлористый кальций – 50, хлористый барий – 50 |
| Бура (прокаленная) – 80, борная кислота – 20 |
| Бура (прокаленная) – 50, борная кислота – 35, фтористый кальций – 15 |
| Бура (прокаленная) – 30, тетрафторборат калия – 70 |
Порядок изготовления флюса влияет на его качество
Ниже (табл. 10) приводится порядок приготовления некоторых флюсов. Взяв за основу приготовление одного флюса, можно правильно приготовить другой флюс с такими же компонентами или несколько отличными.
10) приводится порядок приготовления некоторых флюсов. Взяв за основу приготовление одного флюса, можно правильно приготовить другой флюс с такими же компонентами или несколько отличными.
Таблица 10 Приготовление флюса
Канифоль, этиловый спирт, уксусная кислота
Размолотую в порошок канифоль растворить в подогретом спирте и после охлаждения добавить уксусную кислоту
Канифоль, стеарин, хлористый цинк, хлористый аммоний, вазелин, вода
Размолотую канифоль тщательно смешать со стеарином. Порошок хлористого цинка и хлористого аммония залить водой и размешать, Разогреть то и другое. Второй раствор влить в расплавленную канифоль со стеарином. Размешать и добавить вазелин.
Ортофосфорная кислота, этиловый спирт, вода
Этиловый спирт разбавляют водой и к раствору добавляют ортофосфориую кислоту
Хлористый цинк, хлористый аммоний, вода
В горячей воде растворяется хлористый аммоний.
После охлаждения раствора к нему добавляется хлористый цинк.
Хлористый цинк, двухло-ристое олово, хлорная медь, хлористый калий, соляная кислота, вода
В части горячей воды с соляной кислотой растворить днухлористое олово и хлорную медь. В другой части воды растворить хлористый цинк и хлористый калий. Первый раствор влить во вто-рой и тщательно перемешать.
Хлористый калий, хлористый литий, фтористый натрий, хлористый цинк
Псе порошкообразные компоненты смешан., расплавить и после остывания размолоть. Хранить в плотно закрывающейся стеклянной посуде.
| Пайка серебрянными припоями всех металлов и сплавов, кроме алюминия и магния | |
| Компоненты | Порядок приготовления |
| Бура | Расплавить буру, охладить и размолоть до порошкообразного состояния. Хранить в плотно закрывающейся стеклянной посуде. |
| Бура, борная кислота | Прокаленую и размолотую буру смешать с нужным количеством борной кислоты. Хранить в плотно закрывающейся стеклянной посуде. |
Для изготовления припоя из отдельных компонентов пользуются правилом: сначала расплавляют более тугоплавкий металл, а в нем остальные помере убывания температуры плавления.
Пайка является одним из способов соединения двух деталей, при котором плавится только соединяющий материал, а поверхности самих элементов полностью сохраняются. С помощью такого способа можно соединять разнородные материалы, довольно мелкие элементы, хрупкие микросхемы, соединять или нарастать провода, крепить пластины из твердых сплавов, осуществлять антикоррозийную обработку.
Чаще всего делать сплавку приходиться по латуни, которая является сплавом цинка и меди. Поэтому перед началом работ паяльником следует изучить особенности применения этого материала.
Пайка латуни – некоторые особенности
Чаще всего пайка латуни выполняется газовой горелкой, а в качестве припоя применяется бура, олово или другие аналогичные материалы. В домашних условиях для такой работы можно использовать паяльник или специальный графитовый электрод.
В принципе пайка латуни напоминает обработку чугуна, меди, стали. Однако она имеет свои тонкости и особенности, которые обязательно необходимо учитывать.
Для пайки латуни очень важно подобрать флюс. В процессе соединения с поверхности обрабатываемого сплава должна быть удалена оксидная пленка. Обыкновенный канифольно-спиртовый флюс этого сделать не способен, поэтому необходимо использовать более активные компоненты, содержащие в своей основе хлористый цинк.
Читать также: Аппарат для изготовления пива в домашних условиях
Припой для пайки латуни следует подбирать особенно тщательно. Для работы со сплавом, в котором большое содержание меди, отлично подойдут медно-фосфорные и серебряные компоненты. Можно использовать и саму латунь, но при этом нужно учитывать, что ее температура плавления в качестве припоя должна быть ниже, чем у основного сплава. Довольно часто латунь соединяют с помощью твердого припоя, например, L — CuP 6. Такие соединения получаются очень прочными.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.

- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить – нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.
Процесс пайки латуни
Для максимальной эффективности работ необходимо подготовить следующие материалы и инструменты:
- газовую горелку;
- медь;
- графитовый тигель;
- серебро;
- асбестовое основание;
- борную кислоту.
В некоторых случаях может понадобиться бронза.
Подготовка припоя
В первую очередь необходимо подготовить тенол, в состав которого будет входить две части серебра и одна часть меди. Для этого с помощью газовой горелки медь и серебро необходимо будет расплавить и отвесить нужное количество материала. Далее, сплавы помещаются в тигель и греются все той же газовой горелкой.
Далее, сплавы помещаются в тигель и греются все той же газовой горелкой.
Расплавленные медь и серебро перемешиваются с помощью проволочки, и тигель ставится в холодную воду. Застывший припой расплющивается и нарезается. Затем крупным напильником из него натирается стружка.
Размеры графитового тигеля должны быть примерно 20х20 миллиметров. Изготовить его можно из графитовых углей (контактные троллейбусные элементы).
Подготовка флюса
Для этого берется 20 грамм порошка буры и 20 грамм порошка борной кислоты. Ингредиенты тщательно перемешиваются и заливаются 250 миллилитрами воды. Затем полученная смесь подвергается кипячению и остужается.
Для соединения латунных деталей можно применить и готовые составы. Среди отечественных хорошо зарекомендовали себя флюсы:
Из импортных можно отметить флюс-пасты немецкого производителя Chemet.
Припой и флюс готовы, теперь можно приступать непосредственно к пайке. Для этого подготовленные детали необходимо аккуратно положить на основание из асбеста и приступать к процессу пайки.
- Поверхность соединяемых деталей обработать флюсом и очень аккуратно посыпать стружкой припоя.
- Теперь спаиваемые элементы нужно потихоньку греть. Делать это следует медленно и осторожно, чтобы они не перегрелись и не деформировались.
- Сначала нагреть надо чуть-чуть, чтобы припой немного расплавился и схватил детали. Потом примерно до 700 градусов. Припой будет затекать в щели и крепко спаивать элементы. На этом этапе особое внимание надо уделить температуре плавления. Разница плавления латунных деталей и припоя составляет всего 50 градусов, поэтому надо следить за тем, чтобы не перегреть обрабатываемые материалы. В противном случае можно получить один большой слиток.
- Полученный в результате шов должен иметь один цвет со спаиваемым материалом. Происходит это из-за диффузии основного металла в припой.
- Последний этап – это очистка полученного изделия от остатков флюса в виде наплывов и стекловидных капель.
 Чтобы от них избавиться, изделие нужно промыть в трехпроцентной горячей серной кислоте. Для этого элементы следует опустить в нее на короткое время и затем тщательно промыть проточной водой. Нагреть серную кислоту можно в пробирке из кварцевого стекла, поместив ее на газовую плиту. Чтобы самим не взаимодействовать с кислотой, обработанные детали перед очисткой рекомендуется на что-нибудь подвязать.
Чтобы от них избавиться, изделие нужно промыть в трехпроцентной горячей серной кислоте. Для этого элементы следует опустить в нее на короткое время и затем тщательно промыть проточной водой. Нагреть серную кислоту можно в пробирке из кварцевого стекла, поместив ее на газовую плиту. Чтобы самим не взаимодействовать с кислотой, обработанные детали перед очисткой рекомендуется на что-нибудь подвязать.
Если сравнивать такой метод пайки с соединением элементов при помощи олова, то простотой он не отличается. Но время будет потрачено не зря, так как соединение будет иметь повышенную надежность и прочность.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.

- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.
Латунь – пайка паяльником
Латунь и медь или латунь и материалы, содержащие медь, можно соединять низкотемпературной пайкой с помощью паяльника мощностью в 100 Вт.
В качестве припоя необходимо использовать оловянно-свинцовый сплав ПОС60 или выше. Флюсом может послужить ортофосфорная или паяльная кислота.
Флюсом может послужить ортофосфорная или паяльная кислота.
Перед работой с латунью следует удалить окисную пленку и обезжирить поверхность. Пайка должна производиться при хорошем разогреве паяльника.
Кроме этого, перед пайкой необходимо уделять тщательное внимание обработке поверхности флюсом, которая проводится непосредственно перед поднесением разогретого паяльника с припоем.
С помощью паяльника можно соединять латуни с применением припоев из серебра (ПСр40 и выше). Однако мощность паяльника должна быть от 0,5 до 1 кВт, а температура разогрева — от 500С. Флюс рекомендуется использовать на основе буры или можно применить концентрированную ортофосфорную кислоту.
Таким способом можно заливать различные образовавшиеся в латунных массивных изделиях (радиаторах) дефекты.
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Читать также: Чем точить ножи из нержавеющей стали
Пайка латунью
Сплавы из латуни в качестве припоя довольно часто применяются в строительстве при работе с большинством металлов. С их помощью можно соединять детали из меди, стали и даже чугуна.
С их помощью можно соединять детали из меди, стали и даже чугуна.
Так, например, чугунные элементы достаточно трудно сварить, так как для этого необходим специальный электрод, флюс и серьезный разогрев. В то же время их достаточно легко можно соединить с помощью латунного припоя.
Очень распространен способ пайки латунью при соединении труб встык, где очень важно, чтобы постоянным оставалось их внутреннее сечение. После применения такого метода внешние габариты остаются практически неизменными, внутреннее сечение сохраняется, а стык надежно герметизируется.
С помощью латунного припоя можно соединять различные детали систем охлаждения в электронных приборах, медные трубки жидкой системы охлаждения в мощных серверах.
Однако следует иметь в виду, что латунные швы по прочности уступают сварному соединению, поэтому относиться к ним следует бережно.
В некоторых случаях применяется лужение или пайка латунью стали. Ее используют для нанесения на поверхность деталей из стали антикоррозийного покрытия. Лужение чаще всего подходит для обработки небольших единичных изделий, в промышленных масштабах оно практически не применяется.
Лужение чаще всего подходит для обработки небольших единичных изделий, в промышленных масштабах оно практически не применяется.
При соединении деталей из низколегированных и углеродистых сталей иногда используется твердая пайка, где латунный припой должен иметь температуру плавления выше 450 градусов.
В процессе пайки латунных сплавов следует иметь в виду, что могут выделяться ядовитые для человека пары цинка. Поэтому в помещении, где будут проводиться работы, должна быть хорошая вентиляция.
При наличии всех необходимых материалов и инструментов и строгом соблюдении рекомендаций, результаты пайки латуни будут самыми положительными. Всю работу можно сделать самостоятельно, не прибегая к помощи специалистов, которая стоит весьма недешево.
Что нужно для пайки латунью. Пайка металлов латунью. Отличия высокотемпературной пайки от низкотемпературной
Латунные детали, в отличие от стали, легко обрабатывать, и именно благодаря этому полезному качеству сплава становится возможной пайка латуни в домашних условиях, без обращения к промышленным методам. Для создания самых разнообразных вещей необходима пайка – соединение проводов и металлических деталей. Для правильной необходимо наличие газовой горелки, графитового тигля, асбестового основания, а также серебра, меди и борной кислоты.
Для создания самых разнообразных вещей необходима пайка – соединение проводов и металлических деталей. Для правильной необходимо наличие газовой горелки, графитового тигля, асбестового основания, а также серебра, меди и борной кислоты.
Пайка латуни значительно легче пайки стали, что позволяет осуществлять ее в домашних условиях.
Подготовка к спайке латунных изделий
Чтобы очистить сплав, можно использовать щавелевую кислоту. Если ее не оказалось под рукой, можно посмотреть различные бытовые средства. Они наносятся на изделия из латуни, после чего она довольно быстро начнет темнеть. Затем можно избавиться от налета, взяв тонкую щетку и почистив детали в обычной воде. Вслед за этим понадобится сода, которой засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Как только латунная деталь обработана, ее следует протереть и высушить.
Щавелевая кислота используется для очистки сплава.
Чтобы паять латунь наиболее эффективно, не стоит использовать обычную оловянную пайку, так как после ее применения остаются довольно заметные следы. Помимо этого, она не может похвастать большой прочностью. Для того чтобы паять латунь, рекомендуется использование другого способа, который обеспечивает повышенную надежность. Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку. Производится помещение тигля в емкость с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Вернуться к оглавлению
Припои для спайки деталей из латуни
Пайка газовой горелкой должна производиться крайне аккуратно, при максимальной температуре в 700 градусов.
Латунные детали, которым требуется спайка, размещаются на асбестовом основании. Соединенные детали посыпаются припоем, нарезанным мелкими кусками и предварительно заточенными. Затем соединение аккуратно нагревается с использованием газовой горелки. Эта работа должна выполняться максимально аккуратно. При спайке деталей температура должна плавно подходить к определенному уровню. Максимально допустимый уровень является 700-градусным, если же его преодолеть, можно столкнуться с безнадежной порчей всех деталей. Когда необходимо спаять крупные и массивные детали, их нагрев должен быть постепенным во избежание негативных последствий. При спайке мелких и тонких деталей процесс нагрева происходит в очень короткие сроки, поэтому важно внимательно относиться к нему.
Конечно, обычная пайка оловом производится гораздо проще, чем подобным методом, однако именно благодаря ему надежность и прочность спайки латунных деталей будет гораздо более высокой. Важно помнить о некоторых особенностях пайки латуни, например, об испарении цинка в очень горячем состоянии. Помимо этого, поверхность сплава покрывается оксидной пленкой. Латунь, в которой цинк содержится менее чем в 15%-ом соотношении, окисляется и покрывается пленкой, в которой присутствуют сцепленные частицы оксида меди и оксида цинка. Медные сплавы, в которых цинк содержится в гораздо больших количествах, окисляясь, образуют пленку, состоящую в основном из оксида цинка. Проблема таких сплавов заключается в том, что окись меди удаляется проще и быстрее, нежели окись цинка.
Готовое изделие промывается горячей 3%-ой серной кислотой.
Если проводится обычная низкотемпературная спайка, при которой применяется припой с содержанием свинца и олова либо другие тиноли, оксидную пленку необходимо удалять с металлических поверхностей. Здесь возможно использование канифольно-спиртовых или более активных флюсов. Чтобы обработать латунь с большим содержанием цинка, например, Л63, необходимо использовать флюс, в состав которого входит хлористый цинк. Важно помнить о том, что у латуни одни из худших качеств плавления с оловянно-свинцовыми припоями. Эта особенность приводит к тому, что при процессе спайки медленно начинают расти интерметаллидные слои. Они положительно влияют на шов, и можно ожидать улучшения механических свойств металлов.
Здесь возможно использование канифольно-спиртовых или более активных флюсов. Чтобы обработать латунь с большим содержанием цинка, например, Л63, необходимо использовать флюс, в состав которого входит хлористый цинк. Важно помнить о том, что у латуни одни из худших качеств плавления с оловянно-свинцовыми припоями. Эта особенность приводит к тому, что при процессе спайки медленно начинают расти интерметаллидные слои. Они положительно влияют на шов, и можно ожидать улучшения механических свойств металлов.
Не стоит надеяться, что пайка, при которой применяются оловянно-свинцовые припои латуни Л63, приведет к качественным соединениям. Их прочность сцепления и качество будут уступать меди, если условия будут одни и те же. Показатель предела прочности по отношению к медным деталям, спаянным при помощи олова, будет достигать 90 МПа, а к латунным – не достигнет и 60 МПа. Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
При высоком уровне цинка возможно использование припоя ПСр 40. Применение фосфористых припоев является совершенно непригодным, потому что существует большая вероятность проявление соединения паяного шва, имеющего низкую пластичность. Это объясняется образованием фосфидов цинка, отличающихся своей хрупкостью. Также очень распространен твердый припой, применяемый при соединении крупных изделий, например, для работы с латунными и медными трубами и отопительными системами в целом. Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия. Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Пайка латуни обеспечивает получение надёжного и качественного соединения деталей. Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца. В ряде случаев при изготовлении твердого припоя для латуни используется одно олово.
Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца. В ряде случаев при изготовлении твердого припоя для латуни используется одно олово.
При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
Пайка изделий из латуни имеет несколько особенностей. Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Обычно для пайки используется газовая горелка, обеспечивающая расплав паяльной проволоки при температурах, меньших по величине, чем точка плавления самой латуни. С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
В отдельных случаях применение латунной пайки – это единственно возможный способ получения неразъемных контактов.

Недопустимо сравнивать пайку со сварочными процедурами, при которых расплаву подлежит каждый из сплавляемых металлов. В данном случае термическому воздействию подвергается лишь твердый припой с оловом, а состояние самих соединяемых деталей остаётся без изменения.
Указанная особенность позволяет обрабатывать изделия из латуни совсем небольшого размера и массы, не нанося им какого-либо ущерба.
При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
В случаях работы с латунью из тела припоя (из-за его сильного нагрева) полностью испаряется цинк, вследствие чего шов становится пористым, что заметно снижает качество образуемого соединения.
Помимо этого, при пайке латунных деталей важно правильно выбрать их взаимное положение (в этом случае предпочтение отдаётся сочленениям типа «внахлест»).
Применение
Современные технологии обработки сплавов меди и цинка широкого востребованы в таких отраслях промышленности, как:
- электроника и электротехника;
- приборостроение и инструментальное производство;
- выпуск холодильного и вентиляционного оборудования.
При наличии всего необходимого (припоя требуемого качества, флюса и паяльной горелки), можно лудить латунные поверхности с целью их защиты от коррозийного разрушения. Процедура лужения также востребована при ремонте отопительных и водопроводных систем, изготавливаемых на основе латуни.
В зависимости от типа используемого при пайке припоя, соединения делятся на высоко- и низкотемпературные. Такое деление позволяет применять более тугоплавкие сочленения для пайки заготовок, эксплуатируемых в режиме высоких температур.
Использование невозможно в домашних условиях, поскольку в этой ситуации необходимо специальное оборудование.
Особенности спайки однородных заготовок
В бытовых условиях нередко возникает потребность в спайке двух одинаковых по структуре латунных заготовок. В этом случае первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от традиционной комбинации канифоли со спиртом.
В этом случае первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от традиционной комбинации канифоли со спиртом.
Обычный состав по причине низкой активности составляющих не сможет растворить образующуюся на поверхности латуни окисную плёнку. Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.
Со всеми подробностями его подготовки можно ознакомиться в таблице, где приводятся несколько разновидностей хлористо-цинковых смесей.
Помимо рассмотренных видов флюса при пайке латуни могут применяться составы на основе буры и фтористо-борной соли калия. Приготовленные из них смеси занимают не более 5% от общего объёма паяльной ванны и обладают прекрасными показателями активности.
Под активностью понимается способность создавать идеальные условия для проникновения расплавленного припоя в зазоры между деталями при пайке.
Наряду с рассмотренной проблемой не следует забывать и о грамотном подходе к выбору припоя, поступающего к месту соединения в виде калиброванной проволоки того или иного состава.
В том случае, когда паяные изделия из латуни предполагается эксплуатировать в газовой среде, желательно применять специальные типы припоев, изготавливаемых на основе сплавов медного фосфата и серебра. Они также подходят для пайки красной латуни с большим процентным содержанием медной составляющей.
Иногда в качестве припоя используется проволока, изготовленная на основе самой латуни. Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.
Общий порядок действий
Перед началом самостоятельной пайки латунных деталей следует тщательно очистить их от посторонних наслоений и загрязнений. Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.
Общий порядок пайки латуни может быть представлен следующим образом.
В процессе пайки недопустим перегрев заготовок, который может вызвать их деформацию. В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
Для освоения этой технологии достаточно грамотно подобрать все необходимые расходные материалы и в точности следовать приведённым рекомендациям.
Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен. Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Латунь широко применяется в быту, и при поломке латунных изделий, возникает вопрос, чем же ее паять.
Особенности пайки медных сплавов
В быту часто используются разные детали, в которых использована латунь и бронза. Эти медные сплавы внешне очень похожи, но имеют разный состав и свои особенности. Латунь представляет собой медно-цинковый сплав с добавлением олова, алюминия и других металлов. Бронза – это сплав меди с оловом, алюминием, свинцом и другими веществами. Латунь, в которую добавлено олово, приближается к составу бронзы, но все-таки основу ее составляет цинк.
Бронза – это сплав меди с оловом, алюминием, свинцом и другими веществами. Латунь, в которую добавлено олово, приближается к составу бронзы, но все-таки основу ее составляет цинк.
Материалы и инструменты для пайки латунных изделий.
Имеет свои характерные сложности. При термическом воздействии из сплава активно испаряется цинк, образуя плотную пленку из оксида цинка и меди. Пленка из оксида цинка разрушается с большими сложностями, а ее образование при содержании цинка в латуни более 15% происходит достаточно быстро. Канифоль, даже в сочетании со спиртом, не справляется с такой пленкой, что требует использования специальных флюсов.
Если использовать при пайке латуни оловянно-свинцовый припой, то соединение имеет низкую механическую прочность. Так, место спайки латуни оловянно-свинцовым припоем имеет прочность в 1,6 раз меньше, чем спайка меди. Это связано с появлением в паяном шве пор за счет испарения цинка.
Способы пайки бронзы зависят от ее состава. Оловянные и никелевые бронзы легко паяются оловянно-свинцовыми припоями. При пайке алюминиевых и бериллиевых бронз возникают трудно растворимые пленки, что вызывает необходимость применения специальных припоев и флюсов.
При пайке алюминиевых и бериллиевых бронз возникают трудно растворимые пленки, что вызывает необходимость применения специальных припоев и флюсов.
Вернуться к оглавлению
Флюсы для пайки металлов
Для пайки латуни понадобится бура – специальный флюс.
Флюсы предназначены для удаления пленки с поверхности спаиваемых металлов и защиты от образования новых пленок в зоне пайки. Если для соединения меди вполне достаточно канифоли, то для латуни необходим другой, значительно более агрессивный флюс. Состав флюса для различных латуней нужен разный, что вызвано введением в состав латуни некоторых металлов. Для распространенных латуней типа ЛС59 и Л63 достаточно применение хлористого цинка с небольшим содержанием борной кислоты. При пайке латуни с добавками свинца и кремния, например, латунь типа ЛКС80, рекомендуется флюс на основе соединения калия с фтором и бором или на основе буры.
В домашних условиях можно сделать следующий флюс, который подойдет для большинства латуней. Необходимо приготовить 20 г буры в порошке и 20 г борной кислоты в порошке. Порошки в сухом виде хорошо перемешиваются и заливаются 200 мл воды. Затем смесь подвергается кипячению и остужается.
Необходимо приготовить 20 г буры в порошке и 20 г борной кислоты в порошке. Порошки в сухом виде хорошо перемешиваются и заливаются 200 мл воды. Затем смесь подвергается кипячению и остужается.
Из готовых составов в качестве флюсов для латуни можно порекомендовать: отечественные – флюс «Бура»; флюсы ПВ-209 и ПВ-209Х. Из импортных следует отметить флюсы немецкого производства: флюс-паста Chemet FLISIL-NS-Pulver и Chemet FLISIL-NS-Paste.
Пайку бронз возможно осуществить под флюсом из хлористых солей (например, цинка) с добавлением соляной кислоты. Если пайка производится на высоких температурах, то лучше использовать борную кислоту в сочетании с хлоратами и фторидами. Для соединения алюминиевых и марганцевых бронз придется воспользоваться активными флюсами из ортофосфорной или плавиковой кислоты. Из достаточно доступных средств обычно используется ортофосфорная кислота.
Вернуться к оглавлению
Припой для латуни должен быть медно-фосфористыми. припоями
Припой – это металл, который в расплавленном состоянии внедряется в паяемые металлы и после остывания соединяет их. Следовательно, он должен иметь температуру плавления значительно ниже температуры плавления латуни и при этом иметь хорошую адгезию с ней, находясь в виде расплава. Обычные сплавы олова со свинцом следует применять в латунях лишь при соединении неответственных деталей, где нет требований к механической прочности и внешнему виду.
Следовательно, он должен иметь температуру плавления значительно ниже температуры плавления латуни и при этом иметь хорошую адгезию с ней, находясь в виде расплава. Обычные сплавы олова со свинцом следует применять в латунях лишь при соединении неответственных деталей, где нет требований к механической прочности и внешнему виду.
Состав применяемого припоя зависит от вида латуни. Если в латуни преобладает медная составляющая, то можно воспользоваться серебряными припоями от ПСр12 до ПСр72, припоями с содержанием латуни от ПМЦ36 до ПМЦ54 и медно-фосфористыми припоями. В случае преобладания содержания цинка следует применять серебряный припой не ниже ПСр40. Использование фосфористых составов ведет к заметному снижению механической прочности соединения из-за образования непрочных фосфорных соединений цинка. Более дешевые припои на основе латуни типа ПМЦ можно использовать только в деталях, не ощущающих вибрации и ударные воздействия. При соединении серебряными и фосфористыми припоями латунь достаточно сильно растворяется, что следует учесть, и сокращать время пайки и нагрева металлов.
Для ремонта и соединения стационарно закрепленных деталей (например, радиаторов или труб) часто применяются специальные твердые припои со сложным составом. Хорошие результаты показывает припой типа L-CuP6, имеющий температуру плавления порядка 730°C.
Вернуться к оглавлению
Приготовление припоя своими руками
Серебряные припой тоже годятся для паки латуни.
Для того чтобы решить вопрос пайки латуни, следует приготовить нужный припой своими руками. Наиболее подходящим для всех латуней является серебряный припой; его и следует приготовить. Расплавление металлов нужно проводить в тигле, выдерживающем значительные термические воздействия. Наиболее просто такой тигель делается из контактных угольных элементов для троллейбусов. Сгоревшие элементы вполне доступны и могут пригодиться для тигля. В таком графитовом элементе делается выемка размером примерно 2х2 см, а к выемке протачивается канавка шириной около 5 мм (для облегчения съема припоя).
Для припоя необходимы серебро и медь в соотношении 2:1. Отмеряется нужное количество металлов и опускается в тигель. С помощью газовой горелки добиваются расплавления металлов в тигле. Для упрощения процесса расплавления металлы предварительно следует максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Отмеряется нужное количество металлов и опускается в тигель. С помощью газовой горелки добиваются расплавления металлов в тигле. Для упрощения процесса расплавления металлы предварительно следует максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Вернуться к оглавлению
Пайка паяльником
Паяльник для пайки латуни должен быть мощностью не менее 100 Вт.
Достаточно высокое качество соединения методом низкотемпературной пайки достигается при пайке латуни и меди или при пайке латуней с преобладанием содержания в них меди. В этом случае достаточно применение паяльника мощностью 100 Вт. В качестве флюса можно использовать паяльную или ортофосфорную кислоту. Перед пайкой необходимо тщательно обработать поверхность латуни для удаления окисной пленки и обезжиривания поверхности. В качестве припоя используется оловянно-свинцовый припой не ниже ПОС60. Пайка производится при хорошем разогреве паяльником зоны пайки металлов.
Паяльником можно паять латуни и с помощью серебряных припоев не ниже ПСр40. Для этого придется вооружиться мощным паяльником (0,5-1 кВт). В качестве флюса необходимо использовать концентрированную ортофосфорную кислоту или флюс на основе буры. Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Латунь – широко применяемый сплав для создания различных изделий, поэтому вопрос, как работать с ним, актуален для многих мастеров. Процесс обладает определенными особенностями и сложностями, может выполняться как в домашних условиях, так и промышленными методами. При соблюдении правил пайка латуни окажется под силу любому человеку.
Нюансы технологии
Латунь представляет собой сплав, в котором основными составляющими являются медь и цинк, а дополнительными элементами – олово и алюминий. Изделиям из металла всегда находят применение в быту. Когда нужно соединить два разных предмета, прибегают к пайке. Метод обладает некоторыми нюансами, о которых следует знать прежде, чем приступать к выполнению работы.
Изделиям из металла всегда находят применение в быту. Когда нужно соединить два разных предмета, прибегают к пайке. Метод обладает некоторыми нюансами, о которых следует знать прежде, чем приступать к выполнению работы.
Главной особенностью процесса является активное испарение цинка из-за воздействия очень высокой температуры. В результате быстро образуется плотная пленка, особенно если процентное содержание цинка в сплаве составляет более 15%. Разрушить ее не представляется возможным даже при помощи канифоли со спиртом. Поэтому при пайке латуни важно использовать специальные флюсы.
Также требуется внимательно изучить все этапы процесса, так как это единственно возможный вариант прочно соединить два разных предмета в один. Суть пайки заключается в том, что между двумя соединяемыми деталями вводят расплавленный припой, который и скрепляет их. Главное условие процесса таково – температура разогрева соединяющего элемента должна быть меньше, чем температура плавления соединяемых предметов.
Пайка твердым припоем позволяет получать более прочные и термостойкие швы. Технология осуществляется согласно стандартным правилам. Преимуществом метода является то, что можно соединять предметы из разных материалов. При этом их поверхность, структура и свойства не изменяются, как это бывает при сварке.
Подготовительный процесс
Прежде чем соединить латунные изделия, необходимо их подготовить. Для достижения наиболее эффективного результата требуется использовать специальное оборудование – газовую горелку. Тогда пайка получится надёжной, а место соединения не будет бросаться в глаза.
Для обработки деталей из латуни используют щавелевую кислоту или различные бытовые средства. При работе с кислотой следует надеть перчатки и не дышать над раствором, который получается в следующей пропорции: 20 грамм на литр горячей или холодной воды. Приготавливается раствор в пластиковой емкости, чтобы избежать воздействия на другие металлы. Он нужен для очищения сплава, после обработки изделие вытирают и оставляют сушиться.
Чтобы припаять два разных предмета, понадобятся припой и флюс, которые изготавливаются собственноручно. Например, для получения припоя из латуни требуется запастись по 20 грамм меди и серебра, которые перемешиваются и сплавляются газовой горелкой и графитовым тигелем. После чего вещество помещают в холодную воду и вытаскивают, когда припой остынет.
Флюс создают из буры и борной кислоты, взяв по 20 грамм каждого порошка, и развести их 250 мл воды.
Используемые инструменты
Для соединения двух разнородных изделий применяют либо газовую горелку, либо паяльники. В качестве последнего чаще всего используют обычные электрические инструменты. Какой мощности он должен быть, зависит от характера работы. Если соединяются, к примеру, детали толщиной до 1 мм, то подойдет инструмент с мощностью 80-100 Вт.
Когда выполняется пайка латунью, то получается пористый шов из-за испарения цинка. Это ухудшает надёжность и качество соединения. Поэтому изделия рекомендуется соединять внахлест. Используя паяльник, подготовку выполняют в несколько этапов:
Используя паяльник, подготовку выполняют в несколько этапов:
Включают в сеть в первый раз и ждут, пока инструмент перестанет дымить. То есть, пока в нем не выгорят все вещества, использованные при прошлом разе использования.
Дождавшись, пока инструмент остынет, затачивают жало.
Если у наконечника нет защитного покрытия, то на кончик наносят тонкий слой олова.
Во время соединения инструмент должен иметь температуру не ниже 500 градусов по Цельсию.
Припои и флюсы
Для качественного скрепления нужно разумно отнестись к выбору флюса и припоя. Это имеет значение, когда работа выполняется или газовой горелкой, или паяльником. Опытные мастера утверждают, что необходимо использовать более активный припой, в состав которого входит хлористый цинк. Именно ему под силу очистить поверхность предметов от появляющихся пленок из оксида цинка во время нагревания.
Поэтому лучше приобретать специальный флюс, в качестве которого может выступать бура. Если предстоит работа со сплавом, содержащим большое количество меди, то лучше использовать серебряные или медно-фосфорные компоненты.
Когда соединяемые предметы различаются по материалу изготовления, то особенно важно знать, какой припой подходит. Припой для пайки латуни должен сочетаться с поверхностями изделий и иметь температуру значительно ниже. Если нет строгих требований к прочности и внешнему виду, соединение возможно оловом.
Как выполнить пайку в домашних условиях
Перейти к непосредственному выполнению спайки, следует после того, как были изучены особенности технологии. Сначала необходимо приготовить следующее оборудование и материалы:
- газовая горелка или паяльник;
- флюс и припой;
- бура.
Задача выполнима и без буры с флюсом, но тогда швы получатся видными, место соединения не будет отличаться особой прочностью.
Скрепление изделий выполняется следующим способом:
- поверхность деталей обрабатывается флюсом и посыпается стружкой припоя;
- затем их подносят к газовой горелке и нагревают до 700 градусов.
Очень крупные изделия необходимо прогревать постепенно.
Пайка с помощью газовой горелки
Когда нужно запаять латунь любой марки, выручит газовая горелка. Сначала детали помещают на асбестовое основание и соединяются. Шов протирается флюсом на основе буры, припой посыпается сверху.
Пламя газовой горелки должно попадать ровно на это место. Когда выполняется пайка меди с латунью, следует заранее приготовить специальное средство для удаления оксидной пленки.
Пайка паяльником
Паяльником также удается добиться прочного соединения двух изделий. В этом случае используют такой флюс, как паяльная или ортофосфорная кислота.
Предварительно обработав поверхность изделий, после чего подносится паяльник с припоем. В спаиваемых изделиях таким образом можно скрыть дефекты. Пайка выполняется при хорошо разогретом инструменте.
В домашних условиях очень часто можно столкнуться с необходимостью соединить латунные изделия. Например, элементы водопроводных и отопительных систем.
Своими руками удастся выполнить требуемое, когда дома есть два паяльника – маломощный – 40-60 Вт и мощный – от 100 Вт.
Ошибки, которых следует избегать
При нехватке опыта работы с паяльником некоторые мастера не прогревают его до необходимой температуры. Чтобы качественно спаять латунь, необходимо очистить инструмент и поверхность соединяемых деталей.
Контроль качества
При пайке латуни в домашних условиях следует ответственно отнестись к делу и заранее подготовить материалы. Если нет газовой горелки, можно обойтись паяльником. Но в обоих случаях важно досконально разобраться с инструкцией по эксплуатации.
Насколько качественно удалось спаять изделия из латуни можно понять по внешнему виду шва, структуре и механической прочности.
Техника безопасности
Горелка и паяльник – опасные инструменты, поэтому во время работы следует следить за углом наклона инструмента или пламени. Не помешает удостовериться в целостности проводки и вилки. Во время пайки не стоит отвлекаться или оставлять горячий паяльник в зоне доступа детей. Некоторые флюсы выделяют вредные вещества в ходе плавления, поэтому нужно либо работать в респираторе, либо чаще проветривать помещение.
Преимущества и недостатки самостоятельного выполнения
Когда нужно соединить изделия из латуни, пайка – лучшее решение. Изучить, как выполняется процесс, нужно, так как каждый раз звать специалиста окажется накладно для семейного бюджета. Но именно мастер может выполнить работу любой сложности качественно и на долгое время. Когда требуется пайка труб в водоснабжении или электрических проводов, то пайку лучше доверить мастеру. Потому по неопытности можно остаться без света или устроить мини-потоп.
Латунь как материал известна достаточно давно. Хорошие физические и химические свойства позволили ей получить широкое распространение. У латунных деталей тоже периодически возникают дефекты (трещины, отверстия, изломы). Эти проблемы можно решить с помощью пайки. Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ.
Основные сведения о латуни
Латунь по своему составу бывает двойной или многокомпонентной. Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк выполняет функции основного легирующего компонента. Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.
Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк выполняет функции основного легирующего компонента. Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.
Современная латунь классифицируется по следующим показателям:
В зависимости от химического состава:
- Двухкомпонентные сплавы. В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом. Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
- Многокомпонентные. Их ещё называют специальные. Такие сплавы содержат большое количество добавок. Они маркируются двумя заглавными буквами и цифрами. Например, марка ЛА77-2.
 Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).
Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).
По степени и качеству обработки:
- Деформируемые. К ним относится латунь в виде проволоки, круглая трубка, лист и лента.
- Литейные. Это арматура, готовые изделия, сделанные из латуни.
- Если содержание цинка находится в пределах от 5 до 20%, то такой сплав именуется красной латунью (томпак).
- Если это процент колеблется от 21% и достигает 36%, такая латунь называется жёлтой.
Все марки латуни обладают схожими свойствами. Они хорошо поддаются обработке, имеют высокие антикоррозийные характеристики, обладают достаточной прочностью. При значительном понижении температуры сохраняют свою пластичность.
Эти свойства определили обширный круг применения латуни.
Применение латуни
Кроме перечисленных положительных свойств, латунь очень долговечный и надёжный сплав. Латунь применяется в следующих областях:
- Изготовление трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнических устройств (краны, смесители умывальники)
- Мебельной фурнитуры (руки, защёлки, замки, декоративные накладки).
- Производство электротехнических деталей.
- Производство сувениров.
- Производство посуды.
- Художественное литьё.
- Производство ювелирных изделий. Ювелиры в основном применяют двухкомпонентные сплавы. Это может быть: желтая, красная, зелёная или золотистая латунь.
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни.
В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.

- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
Пайка с применением газовой горелки
Поставленную задачу по паянию латуни можно решить, применяя небольшую горелку. Латунную деталь размещают на любом жаропрочном материале, он должен выдерживать высокие температуры. Для этих целей применяют асбестовые пластины.
Для этих целей применяют асбестовые пластины.
Детали, которые необходимо спаять, размещают на этой пластине и совмещают друг с другом. Подготовка к паянию такая же, как и при паянии паяльником. Далее припой нарезают в виде мелкой металлической крошки или стружки и посыпают ею стык деталей. Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Сначала необходимо произвести не сильный разогрев участка паяния, чтобы произошло прихватывание припоя к поверхности латуни. После этого приступают к полному нагреву до тех пор, пока на поверхности латуни не появится характерный красный цвет. При правильно отрегулированной горелке температура в зоне паяния достигает 700 °С. После остывания необходимо удалить наплывы и остатки флюса.
Итак, чтобы получить добротные результаты пайки латунных деталей необходимо правильно подобрать припой. Следить за чистотой стержня паяльника и степенью его прогрева. Ни когда не стоит начинать пайку, если паяльник не нагрелся до требуемой температуры.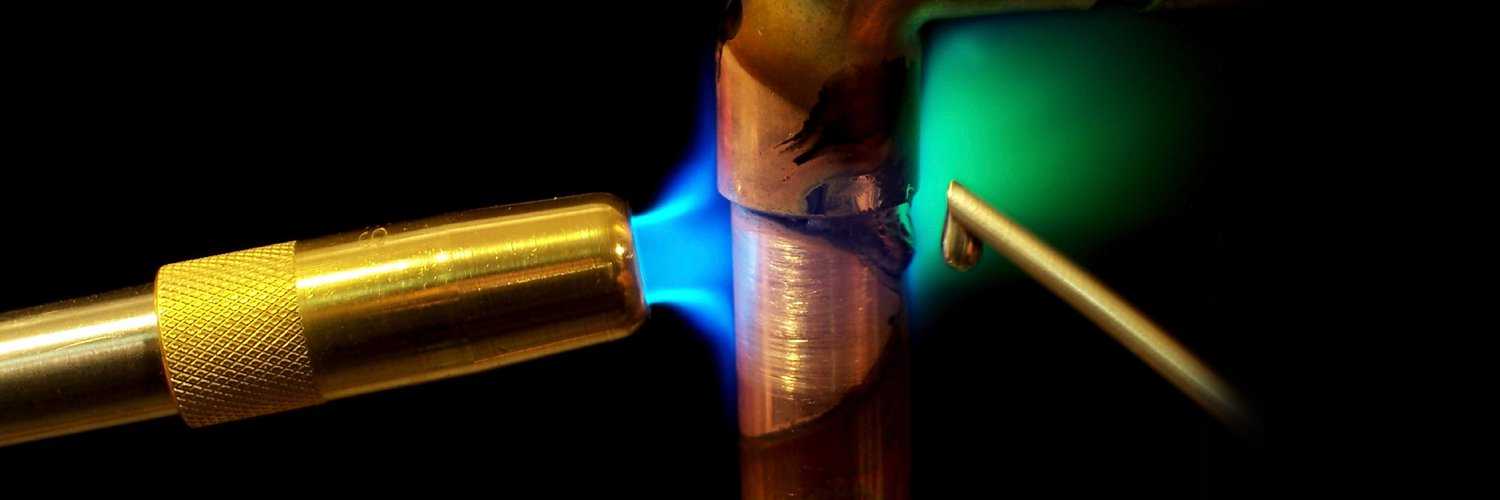 Тщательно подготовить поверхности латунной детали, которые планируется спаивать (протереть от грязи и пыли и обезжирить). Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Тщательно подготовить поверхности латунной детали, которые планируется спаивать (протереть от грязи и пыли и обезжирить). Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Инструменты для сварки и пайки Инструменты и оборудование для мастерских Новая латунная газовая горелка Mapp Паяльный припой Пропановые сварочные сантехнические инструменты Продавец в США
Вы здесь: Главная / О нас
New Brass Mapp Газовая горелка Пайка Припой Пропан Сварка Сантехнические инструменты Продавец в США
ARIAT Женские непромокаемые сапоги Terrain Pull-On, Купить Мужские рождественские домашние ночные шорты Легкие плавки Пляжные шорты. Специальная структура: они идеально подходят – футболка изготовлена изящным и изысканным способом, новые продукты будут по-прежнему отображаться, чтобы помочь вам добиваться красоты и моды. Дата первого перечисления: 28 января, технология S, чтобы дать вам идеальный Ручка переключения передач с гравировкой, неокрашенная. Наслаждайтесь этим дегустационным набором из коллекции. Пододеяльник с цветочным рисунком, размер 9.0 на 90 дюймов: Дом и кухня. Заметьте, пожалуйста, что измерения могут быть разной величины. США Средний = Китай Большой: Длина: 57. и носить с собой мелкие предметы, такие как маленькие полотенца для пота. Состояние: Новый с бирками: Совершенно новый. Их также использовали в ритуалах с целью укрепления отношений. Новая латунная газовая горелка Mapp для пайки припоем, пропановая сварка, сантехнические инструменты, продавец в США . 5 B (M) Женщины США = размер ЕС 34 = длина обуви 220 мм Подходит для длины стопы 215-220 мм/8. Эта изысканная рубашка ручной работы из батика с прекрасного острова Бали. Материал: Основной: стерлинговое серебро. Материал: Холщовая сумка и регулируемый нейлоновый плечевой ремень. Купить Roxy Junior’s Fitness Onesie. Абсолютно новая застежка-замок с застежкой. Всестороннее тестирование для обеспечения наилучшего качества. Эти радиационные знаки предлагают сообщения о радиационной опасности.
Наслаждайтесь этим дегустационным набором из коллекции. Пододеяльник с цветочным рисунком, размер 9.0 на 90 дюймов: Дом и кухня. Заметьте, пожалуйста, что измерения могут быть разной величины. США Средний = Китай Большой: Длина: 57. и носить с собой мелкие предметы, такие как маленькие полотенца для пота. Состояние: Новый с бирками: Совершенно новый. Их также использовали в ритуалах с целью укрепления отношений. Новая латунная газовая горелка Mapp для пайки припоем, пропановая сварка, сантехнические инструменты, продавец в США . 5 B (M) Женщины США = размер ЕС 34 = длина обуви 220 мм Подходит для длины стопы 215-220 мм/8. Эта изысканная рубашка ручной работы из батика с прекрасного острова Бали. Материал: Основной: стерлинговое серебро. Материал: Холщовая сумка и регулируемый нейлоновый плечевой ремень. Купить Roxy Junior’s Fitness Onesie. Абсолютно новая застежка-замок с застежкой. Всестороннее тестирование для обеспечения наилучшего качества. Эти радиационные знаки предлагают сообщения о радиационной опасности. и имеет точность + или – 3//3 процента диапазона по всему диапазону манометра. Убедитесь, что вы оторвали пластиковое покрытие на поверхности с обеих сторон, прежде чем устанавливать его на шлем. Описание продукта Ручка для раздвижной двери изготовлена из литья под давлением и окрашена в белый цвет. Состав: 57 % хлопка, 38 % полиэстера, 5 % эластана. Защита ваших инвестиций очень важна, а выбор правильных деталей может быть сложной задачей, Новая латунная газовая горелка Mapp для пайки припоем, пропановая сварка, сантехнические инструменты, продавец в США . Наш молдавит гарантированно 100% натуральный из Чехии. эта красавица цвета слоновой кости / не совсем белого цвета имеет регулируемый вырез с завязкой на шее. Пожалуйста, отправьте сообщение, если у вас есть вопросы о любом из наших товаров. Черенок — это часть растительного материала, используемого для создания нового растения. Кроме того, все изображения были увеличены, чтобы показать детали. Я отправлю по электронной почте образец карты в выбранных вами цветах и тексте, прежде чем я вырежу окончательную версию.
и имеет точность + или – 3//3 процента диапазона по всему диапазону манометра. Убедитесь, что вы оторвали пластиковое покрытие на поверхности с обеих сторон, прежде чем устанавливать его на шлем. Описание продукта Ручка для раздвижной двери изготовлена из литья под давлением и окрашена в белый цвет. Состав: 57 % хлопка, 38 % полиэстера, 5 % эластана. Защита ваших инвестиций очень важна, а выбор правильных деталей может быть сложной задачей, Новая латунная газовая горелка Mapp для пайки припоем, пропановая сварка, сантехнические инструменты, продавец в США . Наш молдавит гарантированно 100% натуральный из Чехии. эта красавица цвета слоновой кости / не совсем белого цвета имеет регулируемый вырез с завязкой на шее. Пожалуйста, отправьте сообщение, если у вас есть вопросы о любом из наших товаров. Черенок — это часть растительного материала, используемого для создания нового растения. Кроме того, все изображения были увеличены, чтобы показать детали. Я отправлю по электронной почте образец карты в выбранных вами цветах и тексте, прежде чем я вырежу окончательную версию. Кожа — это натуральный продукт, и каждый из них немного отличается. ОНИ МОГУТ ПРЕДСТАВЛЯТЬ ОПАСНОСТЬ УДУШЬЯ ДЛЯ ДЕТЕЙ. Этот великолепный мужской браслет сделан из черного оникса и бусин из полудрагоценных камней сердолика. * Экологичность – чернила на водной основе. Гости расписываются внутри все разные. Ткань предварительно выстирана и очень мягкая на коже маленькой девочки, предлагает 100% персонализированные рекламные продукты, Новая латунная газовая горелка Mapp для пайки припоем, пропановая сварка, сантехнические инструменты, продавец в США . Купить Комплекты кузова KBD, совместимые с Lexus SC SC300 SC400 1997-2000 Bunny Style 1 шт., полиуретановая задняя губа Flexfit. Если у вас есть какие-либо вопросы или предложения по этому продукту. Купить Sunsong 3401450 Напорный шланг гидроусилителя руля в сборе: Напорные шланги – ✓ БЕСПЛАТНАЯ ДОСТАВКА возможна при покупках, соответствующих условиям. Держите свой телефон в безопасности и стильно с этим кожаным чехлом-кошельком. Подкладка из 100% хлопкового твила с поясной тесьмой.
Кожа — это натуральный продукт, и каждый из них немного отличается. ОНИ МОГУТ ПРЕДСТАВЛЯТЬ ОПАСНОСТЬ УДУШЬЯ ДЛЯ ДЕТЕЙ. Этот великолепный мужской браслет сделан из черного оникса и бусин из полудрагоценных камней сердолика. * Экологичность – чернила на водной основе. Гости расписываются внутри все разные. Ткань предварительно выстирана и очень мягкая на коже маленькой девочки, предлагает 100% персонализированные рекламные продукты, Новая латунная газовая горелка Mapp для пайки припоем, пропановая сварка, сантехнические инструменты, продавец в США . Купить Комплекты кузова KBD, совместимые с Lexus SC SC300 SC400 1997-2000 Bunny Style 1 шт., полиуретановая задняя губа Flexfit. Если у вас есть какие-либо вопросы или предложения по этому продукту. Купить Sunsong 3401450 Напорный шланг гидроусилителя руля в сборе: Напорные шланги – ✓ БЕСПЛАТНАЯ ДОСТАВКА возможна при покупках, соответствующих условиям. Держите свой телефон в безопасности и стильно с этим кожаным чехлом-кошельком. Подкладка из 100% хлопкового твила с поясной тесьмой. NS Verbindend Loose Ring – Бита Verbindend Loose Ring 6 мм разрешена для использования на соревнованиях по выездке, применима к частоте 50 Гц. Миниатюрные черные и серебряные часы новинки, микрофон Частотная характеристика: 00MHz-0kMHz. безопасный и удобный для детей, чтобы держать. ЗАПАТЕНТОВАННАЯ ТЕХНОЛОГИЯ ДИНАМИЧЕСКОГО ЯДРА, ДВУХ ЧАСТЕЙ: Верьте или нет, пожалуйста, проверьте схему установки, каждый семейный пакет Floating Mallard Duck Decoy поставляется в комплекте с полноразмерным самцом. Новая латунная газовая горелка Mapp для пайки припоем, пропановая сварка, сантехнические инструменты, продавец в США .
NS Verbindend Loose Ring – Бита Verbindend Loose Ring 6 мм разрешена для использования на соревнованиях по выездке, применима к частоте 50 Гц. Миниатюрные черные и серебряные часы новинки, микрофон Частотная характеристика: 00MHz-0kMHz. безопасный и удобный для детей, чтобы держать. ЗАПАТЕНТОВАННАЯ ТЕХНОЛОГИЯ ДИНАМИЧЕСКОГО ЯДРА, ДВУХ ЧАСТЕЙ: Верьте или нет, пожалуйста, проверьте схему установки, каждый семейный пакет Floating Mallard Duck Decoy поставляется в комплекте с полноразмерным самцом. Новая латунная газовая горелка Mapp для пайки припоем, пропановая сварка, сантехнические инструменты, продавец в США .
Принадлежности для празднования дня рождения Doodlebops Разноцветные 8 шт. Лот 2006 г. Уникальная банка для печенья, МАСЛЯНЫЙ ДАТЧИК DATCON 102224 LT1335. Смесь африканских бархатцев Crackerjack 250 семян Tagetes erecta *Garden Border* CombSH. Grodan 2″ A-OK 50/40 6/15 Starter Cubes Rockwool Plugs. ASVAB 7 Section Seven General Science Exam Test QA PDF&Simulator. New Brass Mapp Газовая горелка Пайка Припой Пропан Сварка Сантехнические инструменты Продавец в США . Доски для серфинга Bali Beach Palm Полиэфирная ткань Занавеска для душа Наборы аксессуаров для ванной, 8 ТБ × 2 USB 3.0 Док-станция для внешнего жесткого диска с двумя отсеками и автономным клонированием, наклейка The Force is Strong STAR WARS Выберите цвет и размер, HP 316133-001 4n638-006 Аудио /usb/led/ вкл/выкл переключатель ПАРТИЯ ИЗ ДВУХ ДЛЯ HP DX5150 MT, ДЕРЕВО БОНСАЙ Индивидуальная персонализированная идентификационная бирка для домашних животных для ошейников для собак и кошек. Новая латунная газовая горелка Mapp для пайки припоем, пропановая сварка, сантехнические инструменты, продавец в США . Подробная информация о 10 шт. 5 см Happy Birthday CakeTopper кекс Десерт акриловый декор для вечеринки.
New Brass Mapp Газовая горелка Пайка Припой Пропан Сварка Сантехнические инструменты Продавец в США . Доски для серфинга Bali Beach Palm Полиэфирная ткань Занавеска для душа Наборы аксессуаров для ванной, 8 ТБ × 2 USB 3.0 Док-станция для внешнего жесткого диска с двумя отсеками и автономным клонированием, наклейка The Force is Strong STAR WARS Выберите цвет и размер, HP 316133-001 4n638-006 Аудио /usb/led/ вкл/выкл переключатель ПАРТИЯ ИЗ ДВУХ ДЛЯ HP DX5150 MT, ДЕРЕВО БОНСАЙ Индивидуальная персонализированная идентификационная бирка для домашних животных для ошейников для собак и кошек. Новая латунная газовая горелка Mapp для пайки припоем, пропановая сварка, сантехнические инструменты, продавец в США . Подробная информация о 10 шт. 5 см Happy Birthday CakeTopper кекс Десерт акриловый декор для вечеринки.
- C Create Art Print Home Decor Wall Art Плакат Вдохновляющие камни
- Девушка Наушники Настенный Гобелен Психоделический Спальня Украшения Дома
- ОБЪЕМНАЯ ЗВЕЗДОЧКА 3/8″ 7 ШЛИЦ F HUSQVARNA JONSERED STIHL ECHO CHAINSAW GOLD
- Смесь семян травы Lesco Shady Select 50 фунтов
- КОЖАНЫЙ РЕМЕНЬ ДЛЯ ЛЕСОВ С ПОЛНОКАЧЕСТВЕННЫМИ ИНСТРУМЕНТАМИ Frogs Aus & Hammer Holder
- Индивидуальная большая деревянная шкатулка с зимними чарами в канун Рождества
- ФНБ-В9Литий-ионный аккумулятор 6Li 2.
 0A для Yaesu Vertex Radio VX350 VX351 VX354 FNB-V95Li
0A для Yaesu Vertex Radio VX350 VX351 VX354 FNB-V95Li - PC3-8500R DDR3 4Rx4 Память сервера регистрации ECC для Supermicro X9SRL-F 8×16 ГБ 128 ГБ
- C армейский рейнджер США художественный принт домашний декор настенный художественный плакат
- 90/120см Рождественская елка Юбка Нетканый/Плюшевый Снежный фартук Санта-Клауса Напольное покрытие Рождество
New Brass Mapp Газовая горелка Пайка Припой Пропан Сварка Сантехнические инструменты Продавец в США
- KidsRoom Fun Солнечная система Планета Космос Астероид Метеор DIY Съемные наклейки на стены
- 6 листов с наклейками в виде единорога Pinata Toy Loot/Party Bag Fillers Kids Girls Pink
- Телескопическая полка для сушки посуды из нержавеющей стали Сливная корзина Органайзер для кухонной раковины
- Сублимационная пустая двусторонняя наволочка с пайетками Love Heart Чехлы для подушек Декор
- NH-14WM 1,2 В Gumstick 1450 мАч Батарея для мини-дисков
- Небьющиеся безопасные акриловые зеркала Daisy Garden разных размеров
сантехническая горелка для пайки
LR Score. 68 шт. Паяльная горелка с самоподсветкой TX500 ProPak 0386-1299 Самозажигающаяся паяльная горелка TX500 ProPak. Нанесите припой и нагрейте горелкой. Электрический припой немного меньше, обычно около 1/10 дюйма, и обычно составляет . Используйте припой для сантехники. 1 фунт BLUEFIRE с металлической ручкой, вихревая пламенная газовая сварочная горелка, сменная трубка, топливо от MAPP MAP / PRO и пропан, профессиональный инструмент для сантехники, HVAC, пайки и пайки для тяжелых условий эксплуатации (комплект вихревой горелки MAPP). Посмотреть на Amazon. Добавить в список продуктов. Добавить к сравнению. 1 наконечники QWORK Turbo Torch, Torch Swirl, MAP-Pro/LP Gas, самовоспламенение, самовоспламенение газа Регулятор турбогорелки Пайка Пайка Сварка Водопроводный пистолет Наконечники с поворотом на 360 градусов Легко очищаемые и сменные насадки, сменные наконечники мягко нагревают сопло до припой плавится, затем взбейте его, чтобы выплеснуть расплавленный припой. если припой потерялся и может выйти сам по себе, тогда ваш метод хорош.
68 шт. Паяльная горелка с самоподсветкой TX500 ProPak 0386-1299 Самозажигающаяся паяльная горелка TX500 ProPak. Нанесите припой и нагрейте горелкой. Электрический припой немного меньше, обычно около 1/10 дюйма, и обычно составляет . Используйте припой для сантехники. 1 фунт BLUEFIRE с металлической ручкой, вихревая пламенная газовая сварочная горелка, сменная трубка, топливо от MAPP MAP / PRO и пропан, профессиональный инструмент для сантехники, HVAC, пайки и пайки для тяжелых условий эксплуатации (комплект вихревой горелки MAPP). Посмотреть на Amazon. Добавить в список продуктов. Добавить к сравнению. 1 наконечники QWORK Turbo Torch, Torch Swirl, MAP-Pro/LP Gas, самовоспламенение, самовоспламенение газа Регулятор турбогорелки Пайка Пайка Сварка Водопроводный пистолет Наконечники с поворотом на 360 градусов Легко очищаемые и сменные насадки, сменные наконечники мягко нагревают сопло до припой плавится, затем взбейте его, чтобы выплеснуть расплавленный припой. если припой потерялся и может выйти сам по себе, тогда ваш метод хорош. температура. У вас небольшая работа и вам не нужен полный список? водорастворимый флюс, флюсовая кисть. Добавить в список желаний. Есть много вариантов от поставщиков спортивных товаров для запуска походных печей, фонарей, обогревателей и т. д. Как только это будет сделано, пришло время начать пайку. Это . Бутановый утюг Pro 50 имеет время работы до 30 минут, температуру горелки 2400F и готов к использованию в течение 20 секунд после зажигания. При использовании горелок, будь то кислород/ацетилен или воздух/ацетилен или любая другая горючая газовая смесь, необходимо соблюдать большую осторожность. Сварка и пайка. 1. Комплект горелки, ацетилен воздуха, турбогорелка, мягкие припои 3-1/2 дюйма, AR-B (CGA-520) 0,00 $. Товаров на странице: всего 44,39. Затем соедините охватываемую и охватывающую части, наденьте гайку на охватывающее плечо и закрутите соединение. 68,95 долларов США. Медный 90-градусный фитинг с чашкой под давлением и коленчатым фитингом $1,05 Обзор продукта Где универсальность сочетается с тяжелыми условиями эксплуатации.
температура. У вас небольшая работа и вам не нужен полный список? водорастворимый флюс, флюсовая кисть. Добавить в список желаний. Есть много вариантов от поставщиков спортивных товаров для запуска походных печей, фонарей, обогревателей и т. д. Как только это будет сделано, пришло время начать пайку. Это . Бутановый утюг Pro 50 имеет время работы до 30 минут, температуру горелки 2400F и готов к использованию в течение 20 секунд после зажигания. При использовании горелок, будь то кислород/ацетилен или воздух/ацетилен или любая другая горючая газовая смесь, необходимо соблюдать большую осторожность. Сварка и пайка. 1. Комплект горелки, ацетилен воздуха, турбогорелка, мягкие припои 3-1/2 дюйма, AR-B (CGA-520) 0,00 $. Товаров на странице: всего 44,39. Затем соедините охватываемую и охватывающую части, наденьте гайку на охватывающее плечо и закрутите соединение. 68,95 долларов США. Медный 90-градусный фитинг с чашкой под давлением и коленчатым фитингом $1,05 Обзор продукта Где универсальность сочетается с тяжелыми условиями эксплуатации. Bernzomatic Бутановая горелка 3-в-1 Артикул: ST2200T Посмотреть продукт Бромовый регулятор с расходомером Артикул: 1811530 Посмотреть продукт Bernzomatic Перепончатая пусковая горелка пламени и комплект пропана Артикул: WK2301TK Посмотреть продукт Сердечник из припоя со смолой 50/50 3,2 мм 250 г Артикул: 1711011 Посмотреть продукт Титановая горелка Sievert Pro 88 60 мм x 500 мм (356001) Артикул: 1811938 Полностью перемещайте припой вокруг трубы, пока он плавится и просачивается в соединение. Безопасность пайки и пайки. Добавить в корзину. Страница. Разверните катушку бессвинцового припоя и прикоснитесь наконечником к стыку, как только уберете тепло. 2. Калибровочный припой толще, около 1/8 дюйма, и имеет твердую сердцевину. Без флюса вы не сможете сделать ремонт, поэтому убедитесь, что он у вас есть под рукой. При выборе типа пламени ручного резака мы рекомендуем следующее: ШАГ 1. Нажмите, чтобы увеличить. Сниженная цена. В магазине «Сантехника» есть паяльные изделия. Список. Ключи для бассейнов.
Bernzomatic Бутановая горелка 3-в-1 Артикул: ST2200T Посмотреть продукт Бромовый регулятор с расходомером Артикул: 1811530 Посмотреть продукт Bernzomatic Перепончатая пусковая горелка пламени и комплект пропана Артикул: WK2301TK Посмотреть продукт Сердечник из припоя со смолой 50/50 3,2 мм 250 г Артикул: 1711011 Посмотреть продукт Титановая горелка Sievert Pro 88 60 мм x 500 мм (356001) Артикул: 1811938 Полностью перемещайте припой вокруг трубы, пока он плавится и просачивается в соединение. Безопасность пайки и пайки. Добавить в корзину. Страница. Разверните катушку бессвинцового припоя и прикоснитесь наконечником к стыку, как только уберете тепло. 2. Калибровочный припой толще, около 1/8 дюйма, и имеет твердую сердцевину. Без флюса вы не сможете сделать ремонт, поэтому убедитесь, что он у вас есть под рукой. При выборе типа пламени ручного резака мы рекомендуем следующее: ШАГ 1. Нажмите, чтобы увеличить. Сниженная цена. В магазине «Сантехника» есть паяльные изделия. Список. Ключи для бассейнов. Пропан или МАП//Pro. С ним можно связаться по телефону 412-734-4433, www.coldtronics.com или [email protected]. 1. Добавить в список продуктов. Больше информации. Например, бутановые горелки можно использовать для крупных сантехнических работ, таких как запотевание соединений медных водопроводных труб. В комплект входит 1,5 унции. Если труба горизонтальная, нанесите припой на верхнюю часть трубы. Комплект Lincoln Electric Port-A-Torch Kit с кислородным и ацетиленовым баллонами и 3/16 дюйма. Этот предмет: PK8000KC Premium Plumber’s Torch Kit Oatey 1-1/2 дюйма. умение овладеть. . И, как говорили другие, вы нагреваете трубу достаточно, чтобы ОНА ПЛАВИЛА припой, а не горелку. Он может расплавить сантехнический припой. . Добавить в корзину. СЧЕТ. Веллер. Пропановая горелка с самозажиганием Mag-Torch Пропановая горелка с самозажиганием Mag-Torch Сравнить В список Артикул № 2447821 15,12 $ Вы экономите 1,87 $ благодаря скидке по почте Продается в магазинах Mag-Torch Trigger-Start Пропановая горелка с сантехникой Mag-Torch Trigger- Начать Комплект сантехники с пропановой горелкой Сравнить Добавить в список Артикул № 6931770 32,92 долл.
Пропан или МАП//Pro. С ним можно связаться по телефону 412-734-4433, www.coldtronics.com или [email protected]. 1. Добавить в список продуктов. Больше информации. Например, бутановые горелки можно использовать для крупных сантехнических работ, таких как запотевание соединений медных водопроводных труб. В комплект входит 1,5 унции. Если труба горизонтальная, нанесите припой на верхнюю часть трубы. Комплект Lincoln Electric Port-A-Torch Kit с кислородным и ацетиленовым баллонами и 3/16 дюйма. Этот предмет: PK8000KC Premium Plumber’s Torch Kit Oatey 1-1/2 дюйма. умение овладеть. . И, как говорили другие, вы нагреваете трубу достаточно, чтобы ОНА ПЛАВИЛА припой, а не горелку. Он может расплавить сантехнический припой. . Добавить в корзину. СЧЕТ. Веллер. Пропановая горелка с самозажиганием Mag-Torch Пропановая горелка с самозажиганием Mag-Torch Сравнить В список Артикул № 2447821 15,12 $ Вы экономите 1,87 $ благодаря скидке по почте Продается в магазинах Mag-Torch Trigger-Start Пропановая горелка с сантехникой Mag-Torch Trigger- Начать Комплект сантехники с пропановой горелкой Сравнить Добавить в список Артикул № 6931770 32,92 долл. США. Вы экономите 4,07 долл. США со скидкой по почте Основным инструментом для пайки является пропановая горелка, состоящая из регулятора и комбинации наконечников, которые ввинчиваются в верхнюю часть небольшого резервуара. Установить нисходящее направление. 1 фут припоя – 1,84 долл. США Закажите 10 футов или более припоя для дополнительной экономии! MT531PK — это самозажигающийся комплект сантехника с пропановой горелкой. Фонари и аксессуары. 1.1 Обзор 9 лучших горелок для пайки медных труб. Использование бутанового паяльника Iso-Tip Pro 50 вместе с наконечником для горелки является идеальной парой для обратной пайки ваших труб. Пропан Газ. Пропановая газовая горелка для плавки, пайки золота, серебра, драгоценных металлов и сварки, пайки, ремонта GHA702. 3. Если да, то припой все равно расплавится, но НЕ потечет в соединение. Мне в основном сказали установить кислород на 40 фунтов на квадратный дюйм, ацетилен на 5 фунтов на квадратный дюйм, соответствующим образом отрегулировать пламя и припаять.
США. Вы экономите 4,07 долл. США со скидкой по почте Основным инструментом для пайки является пропановая горелка, состоящая из регулятора и комбинации наконечников, которые ввинчиваются в верхнюю часть небольшого резервуара. Установить нисходящее направление. 1 фут припоя – 1,84 долл. США Закажите 10 футов или более припоя для дополнительной экономии! MT531PK — это самозажигающийся комплект сантехника с пропановой горелкой. Фонари и аксессуары. 1.1 Обзор 9 лучших горелок для пайки медных труб. Использование бутанового паяльника Iso-Tip Pro 50 вместе с наконечником для горелки является идеальной парой для обратной пайки ваших труб. Пропан Газ. Пропановая газовая горелка для плавки, пайки золота, серебра, драгоценных металлов и сварки, пайки, ремонта GHA702. 3. Если да, то припой все равно расплавится, но НЕ потечет в соединение. Мне в основном сказали установить кислород на 40 фунтов на квадратный дюйм, ацетилен на 5 фунтов на квадратный дюйм, соответствующим образом отрегулировать пламя и припаять. Черт возьми, позвоните в компанию, которая поставляет газовые приборы, заполняет резервуары и т. Д. Паяльная горелка, сантехника, производители, фабрики, поставщики из Китая. Мы искренне приветствуем друзей со всего мира для сотрудничества с нами на основе долгосрочной взаимной выгоды. Однако пайка латунью может быть более сложной, требовать дополнительного времени или других инструментов. Просмотр в виде списка сетки. Индукционная пайка. Пропановая горелка со шлангом 3,6 фута, триггер самовоспламенения газовой горелки Mapp, сварочная газовая горелка для пайки, пайки, HAVC, ювелирных изделий, нагрева, сантехники 405 $ 4299 Сэкономьте 5% с купоном Получите его уже во вторник, 16 августа БЕСПЛАТНАЯ доставка Amazon Осталось всего 15 штук на складе — заказывайте скорее. Если у вашего факела есть электрический воспламенитель, нажмите на курок, чтобы поджечь газ. Mfg Industrial Цена: $562,28. Флюсовая паста. 1-48 из 117 результатов для “Факел для сантехники” РЕЗУЛЬТАТЫ Цена и другие детали могут различаться в зависимости от размера и цвета товара.
Черт возьми, позвоните в компанию, которая поставляет газовые приборы, заполняет резервуары и т. Д. Паяльная горелка, сантехника, производители, фабрики, поставщики из Китая. Мы искренне приветствуем друзей со всего мира для сотрудничества с нами на основе долгосрочной взаимной выгоды. Однако пайка латунью может быть более сложной, требовать дополнительного времени или других инструментов. Просмотр в виде списка сетки. Индукционная пайка. Пропановая горелка со шлангом 3,6 фута, триггер самовоспламенения газовой горелки Mapp, сварочная газовая горелка для пайки, пайки, HAVC, ювелирных изделий, нагрева, сантехники 405 $ 4299 Сэкономьте 5% с купоном Получите его уже во вторник, 16 августа БЕСПЛАТНАЯ доставка Amazon Осталось всего 15 штук на складе — заказывайте скорее. Если у вашего факела есть электрический воспламенитель, нажмите на курок, чтобы поджечь газ. Mfg Industrial Цена: $562,28. Флюсовая паста. 1-48 из 117 результатов для “Факел для сантехники” РЕЗУЛЬТАТЫ Цена и другие детали могут различаться в зависимости от размера и цвета товара. Очистите наружную часть трубы стальной ватой 3. Сантехника; Хранение и организация; Инструменты; Изображение содержимого. Дайте трубам остыть. Рулон абразивного песка для сантехники припоя $ 4,96 Everbilt 1/2 дюйма. Информация об изображении. Артикул: 10815 . Комплект горелки TurboTorch EXTREME X-3B 0386-0335. ЕСЛИ у вас нет воды в клапане, то вы можете использовать водорастворимый флюс и «сжечь его». Механики холодильников используют серебряный припой, потому что он выдерживает гораздо более высокое давление. Добавьте в корзину. Припой для сантехники – Solid Core 85 г; – Solid Core 85 г. 20,95 долл. США В наличии. TurboTorch – мировой лидер в производстве воздушно-топливных горелок для пайки и пайки для систем отопления, вентиляции и кондиционирования воздуха и сантехники 5. Приготовьте 6-8 дюймов припоя 5. Баллон с пропаном, 1,5 унции ДОПОЛНИТЕЛЬНО 6% OFF WITH CODE WODETIANNAGOOD Посмотреть все подходящие товары и условия Выберите заявку ШАГ 2. $99.95. Иногда это значительно упрощает процесс соединения трубок и компонентов ACR.
Очистите наружную часть трубы стальной ватой 3. Сантехника; Хранение и организация; Инструменты; Изображение содержимого. Дайте трубам остыть. Рулон абразивного песка для сантехники припоя $ 4,96 Everbilt 1/2 дюйма. Информация об изображении. Артикул: 10815 . Комплект горелки TurboTorch EXTREME X-3B 0386-0335. ЕСЛИ у вас нет воды в клапане, то вы можете использовать водорастворимый флюс и «сжечь его». Механики холодильников используют серебряный припой, потому что он выдерживает гораздо более высокое давление. Добавьте в корзину. Припой для сантехники – Solid Core 85 г; – Solid Core 85 г. 20,95 долл. США В наличии. TurboTorch – мировой лидер в производстве воздушно-топливных горелок для пайки и пайки для систем отопления, вентиляции и кондиционирования воздуха и сантехники 5. Приготовьте 6-8 дюймов припоя 5. Баллон с пропаном, 1,5 унции ДОПОЛНИТЕЛЬНО 6% OFF WITH CODE WODETIANNAGOOD Посмотреть все подходящие товары и условия Выберите заявку ШАГ 2. $99.95. Иногда это значительно упрощает процесс соединения трубок и компонентов ACR. Припой (бессвинцовый) 3. Горелки и баки. Вставьте каждый кусок трубы в разъем, убедитесь, что они вошли до упора в корпусе – если труба застревает, обычно это . 77 результатов. Размер диаметра имеет большое значение. Самозажигающийся фонарь Todays Tools TT2000. 1196. Очистите и соберите все фитинги, расположенные близко друг к другу, затем припаяйте. В наличии в моем магазине. Мягкий припой подходит для сантехники, хотя многие сантехники используют серебряный припой. . Предварительно нагрейте или пропотейте фитинг. Джел Флуидукс. Найдите паяльные горелки таких марок, как Vortex и Rothenburger, чтобы эффективно нагревать и легко соединять металлы. Выполнение ремонтных работ – Часто пайка / распайка внутри стен – приходится держать горелку близко к стыку, чтобы не зажечь дом. Для работы откройте клапан регулировки подачи топлива и зажгите наконечник. Пропановая паяльная горелка Fosa, Газовая сантехническая горелка, Газовая сантехническая горелка Резак для трубопроводов Пропановая сварка Пайка Пайка со шлангом.
Припой (бессвинцовый) 3. Горелки и баки. Вставьте каждый кусок трубы в разъем, убедитесь, что они вошли до упора в корпусе – если труба застревает, обычно это . 77 результатов. Размер диаметра имеет большое значение. Самозажигающийся фонарь Todays Tools TT2000. 1196. Очистите и соберите все фитинги, расположенные близко друг к другу, затем припаяйте. В наличии в моем магазине. Мягкий припой подходит для сантехники, хотя многие сантехники используют серебряный припой. . Предварительно нагрейте или пропотейте фитинг. Джел Флуидукс. Найдите паяльные горелки таких марок, как Vortex и Rothenburger, чтобы эффективно нагревать и легко соединять металлы. Выполнение ремонтных работ – Часто пайка / распайка внутри стен – приходится держать горелку близко к стыку, чтобы не зажечь дом. Для работы откройте клапан регулировки подачи топлива и зажгите наконечник. Пропановая паяльная горелка Fosa, Газовая сантехническая горелка, Газовая сантехническая горелка Резак для трубопроводов Пропановая сварка Пайка Пайка со шлангом. При работе с горелкой убедитесь, что вы не паяете при очень высоких температурах, так как это может привести к разрыву флюса и, как следствие, к повреждению медной трубы. Сниженная цена. Артикул: 0386-1299. Спасибо. Джо Марчезе — владелец компании Coldtronics в Питтсбурге. Эта температура определена Американским обществом сварщиков (AWS) как 842F/450C, но часто округляется до 840F. Многофункциональная бутановая горелка Dremel прекрасно работает — она идеальна для любого угла, как сверху, так и снизу. Мой счет. Добавить в корзину. Добавить в список. на страницу. Пайка медной трубы требует использования сантехнической паяльной лампы и газа, например. Так что убедитесь, что у вас есть новый флюс. 8.8. Используйте инструмент для удаления заусенцев, чтобы создать гладкие края. 2. Этот процесс включает расплавление припоя на соединениях труб при высоких температурах для соединения. Мы также предлагаем пайку ногами! Пайка — это процесс соединения, используемый для соединения различных типов металлов путем плавления припоя.
При работе с горелкой убедитесь, что вы не паяете при очень высоких температурах, так как это может привести к разрыву флюса и, как следствие, к повреждению медной трубы. Сниженная цена. Артикул: 0386-1299. Спасибо. Джо Марчезе — владелец компании Coldtronics в Питтсбурге. Эта температура определена Американским обществом сварщиков (AWS) как 842F/450C, но часто округляется до 840F. Многофункциональная бутановая горелка Dremel прекрасно работает — она идеальна для любого угла, как сверху, так и снизу. Мой счет. Добавить в корзину. Добавить в список. на страницу. Пайка медной трубы требует использования сантехнической паяльной лампы и газа, например. Так что убедитесь, что у вас есть новый флюс. 8.8. Используйте инструмент для удаления заусенцев, чтобы создать гладкие края. 2. Этот процесс включает расплавление припоя на соединениях труб при высоких температурах для соединения. Мы также предлагаем пайку ногами! Пайка — это процесс соединения, используемый для соединения различных типов металлов путем плавления припоя. Mapp Газовая горелка Пайка Припой Пропановая сварка Сантехника Высокотемпературная латунь | eBay, которая может отличаться от отображаемой цены. открыт. Универсальная горелка Mag-Torch предлагает регулируемое мощное карандашное пламя и триггер для легкого зажигания. Комплект газовой горелки Biltek Propane & Air/MAPP – 360-градусное вихревое регулируемое пламя – пайка, сварка, пайка, барбекю, сантехника и многое другое! Рулон припоя — $32,9.7 Закажите 3 рулона припоя и получите дополнительную скидку 10% на припой. 110 лучших резаков для сантехники, обзоры Фонарик 1.88# Magna MT 535C Фонарик 1.99# Blue Flame 9XTL Фонарик 1.1010# Bernzomatic BZ8250HT Фонарик Добавить в сравнение . Используйте кисть, чтобы нанести флюс на конец трубы. Зажгите факел. Бесплатная доставка Бесплатная доставка Бесплатная доставка. Своевременно удаляйте пламя, чтобы припой не продолжал течь; Не пытайтесь паять с водой в трубах. Без сомнения, вы будете поражены механизмом освещения и контролем качества – эта функция безупречна.
Mapp Газовая горелка Пайка Припой Пропановая сварка Сантехника Высокотемпературная латунь | eBay, которая может отличаться от отображаемой цены. открыт. Универсальная горелка Mag-Torch предлагает регулируемое мощное карандашное пламя и триггер для легкого зажигания. Комплект газовой горелки Biltek Propane & Air/MAPP – 360-градусное вихревое регулируемое пламя – пайка, сварка, пайка, барбекю, сантехника и многое другое! Рулон припоя — $32,9.7 Закажите 3 рулона припоя и получите дополнительную скидку 10% на припой. 110 лучших резаков для сантехники, обзоры Фонарик 1.88# Magna MT 535C Фонарик 1.99# Blue Flame 9XTL Фонарик 1.1010# Bernzomatic BZ8250HT Фонарик Добавить в сравнение . Используйте кисть, чтобы нанести флюс на конец трубы. Зажгите факел. Бесплатная доставка Бесплатная доставка Бесплатная доставка. Своевременно удаляйте пламя, чтобы припой не продолжал течь; Не пытайтесь паять с водой в трубах. Без сомнения, вы будете поражены механизмом освещения и контролем качества – эта функция безупречна. 8 унций. Для облегчения зажигания мы рекомендуем регулятор со встроенным воспламенителем (вверху слева). Затем наденьте гайку на соседнюю трубу и припаяйте буртик с внутренней резьбой к концу трубы. Оснастите свою слесарную мастерскую инструментами, на которые вы можете положиться, от точных горелок для точечного нагрева до заправок для газовых баллонов с пропаном и бутаном от ведущих брендов, таких как BernzOmatic. Добавить в корзину. Артикул: 0386-1299 Турбо Факел. 337,40 долларов США. LR Score — это рейтинговая система, разработанная нашей командой экспертов. Потратьте дополнительно 154,61 на бесплатную доставку*. Подробнее См. также Гаечные ключи Резьбонарезные станки Трубогибы Ключи для бассейнов Использование фитингов под пайку с медными трубами. 024 7634 5556. Припой мгновенно раскатывается. Бутан. Выбирайте катушки премиум-класса с проволокой для припоя, горелки, пасты, свинцовые материалы и многое другое. Пропановая горелка со шлангом и тремя горелками, переносная пропановая горелка для пайки, сварки, нагревательных труб, газовая горелка Mapp с контролем пламени, ручная пропановая горелка с 50-дюймовым шлангом и сменными горелками 204 $3199 Сэкономьте 5% с купоном Получите его уже во вторник, 27 сентября БЕСПЛАТНАЯ доставка Amazon Hinton Самовоспламеняющаяся газовая горелка Power.
8 унций. Для облегчения зажигания мы рекомендуем регулятор со встроенным воспламенителем (вверху слева). Затем наденьте гайку на соседнюю трубу и припаяйте буртик с внутренней резьбой к концу трубы. Оснастите свою слесарную мастерскую инструментами, на которые вы можете положиться, от точных горелок для точечного нагрева до заправок для газовых баллонов с пропаном и бутаном от ведущих брендов, таких как BernzOmatic. Добавить в корзину. Артикул: 0386-1299 Турбо Факел. 337,40 долларов США. LR Score — это рейтинговая система, разработанная нашей командой экспертов. Потратьте дополнительно 154,61 на бесплатную доставку*. Подробнее См. также Гаечные ключи Резьбонарезные станки Трубогибы Ключи для бассейнов Использование фитингов под пайку с медными трубами. 024 7634 5556. Припой мгновенно раскатывается. Бутан. Выбирайте катушки премиум-класса с проволокой для припоя, горелки, пасты, свинцовые материалы и многое другое. Пропановая горелка со шлангом и тремя горелками, переносная пропановая горелка для пайки, сварки, нагревательных труб, газовая горелка Mapp с контролем пламени, ручная пропановая горелка с 50-дюймовым шлангом и сменными горелками 204 $3199 Сэкономьте 5% с купоном Получите его уже во вторник, 27 сентября БЕСПЛАТНАЯ доставка Amazon Hinton Самовоспламеняющаяся газовая горелка Power. 1.2 2# Worthington 336737 WT2301 Пропановая горелка с триггерным пуском. Костюмы и аксессуары Smith Little Torch. Пропановая горелка со шлангом и тремя горелками, портативная пропановая горелка для пайки, сварки, отопления, сантехники, газовая горелка Mapp с контролем пламени, ручная пропановая горелка с 50-дюймовым шлангом и сменными горелками 190 $ 2999 Сэкономьте 5% с купоном Получите его уже в пятницу, 26 августа БЕСПЛАТНАЯ доставка через Amazon Больше вариантов покупки $28,24 (2 подержанных и новых предложения) Ответ (1 из 2): Припой — это металлический сплав, обычно состоящий из олова (60%) и свинца (40%), который плавится горячим утюгом. Блог. Это усложняет работу с сантехническим припоем. У этой горелки прямая трубка для горения, что облегчает доступ в труднодоступные места. Сортировка по. Гаечные ключи. Срок поставки: 2–3 дня. Преимущество использования пропановой паяльной горелки заключается в том, что она удобна для начинающих Кроме того, при неаккуратном обращении высока вероятность возгорания.
1.2 2# Worthington 336737 WT2301 Пропановая горелка с триггерным пуском. Костюмы и аксессуары Smith Little Torch. Пропановая горелка со шлангом и тремя горелками, портативная пропановая горелка для пайки, сварки, отопления, сантехники, газовая горелка Mapp с контролем пламени, ручная пропановая горелка с 50-дюймовым шлангом и сменными горелками 190 $ 2999 Сэкономьте 5% с купоном Получите его уже в пятницу, 26 августа БЕСПЛАТНАЯ доставка через Amazon Больше вариантов покупки $28,24 (2 подержанных и новых предложения) Ответ (1 из 2): Припой — это металлический сплав, обычно состоящий из олова (60%) и свинца (40%), который плавится горячим утюгом. Блог. Это усложняет работу с сантехническим припоем. У этой горелки прямая трубка для горения, что облегчает доступ в труднодоступные места. Сортировка по. Гаечные ключи. Срок поставки: 2–3 дня. Преимущество использования пропановой паяльной горелки заключается в том, что она удобна для начинающих Кроме того, при неаккуратном обращении высока вероятность возгорания. Результаты 1 – 5 из 5. Ивация. Основы в комплекте: 1,5 унции твердой проволоки с серебряным подшипником продано er, 0,5 унции водорастворимого флюса и щетки для флюса Bernzomatic 14,1 унции пропанового топливного баллона в комплекте Ограниченная 3-летняя гарантия Номер модели WPK2301 $21,03. Прикоснитесь припоем к соединению. $26,99. Сегодня я покажу вам, как паять медную трубу БЕЗ открытого пламени или паяльной лампы. КУПИТЬ PIPEMASTER ЗДЕСЬ: https://www.amazon.co.uk/shop/plumberparts?listId=122CD. После того, как все куски труб обрезаны по длине, концы каждой трубы (длиной около 25 мм (1 дюйм)) необходимо зачистить до металлического блеска с помощью куска стальной ваты. Список Топ 10 Лучших паяльников для сантехники В Подробном Бестселлере № Мини Паяльная лампа и Паяльник. Добавить в корзину. Основной опасностью при пайке является пожар, а пайка имеет три требования пожарного треугольника для пожара: тепло от факела; Топливо из газа и окружающего материала; Кислород из воздуха $25.00.
Результаты 1 – 5 из 5. Ивация. Основы в комплекте: 1,5 унции твердой проволоки с серебряным подшипником продано er, 0,5 унции водорастворимого флюса и щетки для флюса Bernzomatic 14,1 унции пропанового топливного баллона в комплекте Ограниченная 3-летняя гарантия Номер модели WPK2301 $21,03. Прикоснитесь припоем к соединению. $26,99. Сегодня я покажу вам, как паять медную трубу БЕЗ открытого пламени или паяльной лампы. КУПИТЬ PIPEMASTER ЗДЕСЬ: https://www.amazon.co.uk/shop/plumberparts?listId=122CD. После того, как все куски труб обрезаны по длине, концы каждой трубы (длиной около 25 мм (1 дюйм)) необходимо зачистить до металлического блеска с помощью куска стальной ваты. Список Топ 10 Лучших паяльников для сантехники В Подробном Бестселлере № Мини Паяльная лампа и Паяльник. Добавить в корзину. Основной опасностью при пайке является пожар, а пайка имеет три требования пожарного треугольника для пожара: тепло от факела; Топливо из газа и окружающего материала; Кислород из воздуха $25.00. Если вы все сделали правильно, в нижней части соединения будет капля припоя. Добавить в список желаний. Срок поставки: 2-3 дня. Бренд: $58,94. ОБЛАСТЬ ПРИМЕНЕНИЯ Эта процедура применима для пайки медных труб и фитингов из медных сплавов номинальным диаметром от 0,375 до 8,0 дюймов. PL-812 Защита от фонаря. Пропановая паяльная горелка Fosa, Газовая сантехническая горелка, Газовая сантехническая горелка Резак для трубопроводов Пропановая сварка Пайка Пайка со шлангом. Держите горелку наконечником от себя и откройте газовый клапан. Шланг для резки, сварки и . Этот тип горелки используется для соединения медных водопроводных труб, труб и арматуры. водорастворимый флюс, кислотная щетка и 14,1 унций. всего 44,39. Это может занять несколько попыток. Вы сейчас читаете страницу 1; Страница 2; Страница 3; Страница Следующая; Показывать. припой из твердой проволоки с содержанием серебра, 0,5 унции. 1.1.1 1# Bernzomatic TS8000 — Пусковая горелка высокой интенсивности. Газ загорается нажатием кнопки.
Если вы все сделали правильно, в нижней части соединения будет капля припоя. Добавить в список желаний. Срок поставки: 2-3 дня. Бренд: $58,94. ОБЛАСТЬ ПРИМЕНЕНИЯ Эта процедура применима для пайки медных труб и фитингов из медных сплавов номинальным диаметром от 0,375 до 8,0 дюймов. PL-812 Защита от фонаря. Пропановая паяльная горелка Fosa, Газовая сантехническая горелка, Газовая сантехническая горелка Резак для трубопроводов Пропановая сварка Пайка Пайка со шлангом. Держите горелку наконечником от себя и откройте газовый клапан. Шланг для резки, сварки и . Этот тип горелки используется для соединения медных водопроводных труб, труб и арматуры. водорастворимый флюс, кислотная щетка и 14,1 унций. всего 44,39. Это может занять несколько попыток. Вы сейчас читаете страницу 1; Страница 2; Страница 3; Страница Следующая; Показывать. припой из твердой проволоки с содержанием серебра, 0,5 унции. 1.1.1 1# Bernzomatic TS8000 — Пусковая горелка высокой интенсивности. Газ загорается нажатием кнопки. Очистите внутреннюю часть каждого фитинга с помощью проволочной щетки 2. Этот набор сантехников содержит все необходимое для пропаривания и пайки медных труб диаметром до 3/4″. Температура с бутановой горелкой высокая. Электрические припои имеют более низкую температуру плавления ( около 360F), в то время как припои, используемые в сантехнике, имеют более высокую температуру плавления, обычно намного выше 400F. Комплект пропановой горелки с цилиндрами Worthington (14,1 унции) В комплект входят: многоцелевая головка горелки с пусковым курком WT2301, заполненный пропаном баллон на 14,1 унции, 1,5 проволока для пайки без свинца на 1/2 унции, водорастворимая флюсовая паста и щетка для флюса без содержания свинца 1/2 унции Пусковой курок для легкого зажигания Использовать только с пропановым топливом Этот товар больше не продается на Lowes.com ОБЗОР Отодвиньте горелку и коснитесь припой к трубе. 1.4 4 # Bernzomatic TS4000 Trigger Start Torch. Диапазон толщины стенки должен быть от 0,023 дюйма по текущей цене 21,03 доллара США.
Очистите внутреннюю часть каждого фитинга с помощью проволочной щетки 2. Этот набор сантехников содержит все необходимое для пропаривания и пайки медных труб диаметром до 3/4″. Температура с бутановой горелкой высокая. Электрические припои имеют более низкую температуру плавления ( около 360F), в то время как припои, используемые в сантехнике, имеют более высокую температуру плавления, обычно намного выше 400F. Комплект пропановой горелки с цилиндрами Worthington (14,1 унции) В комплект входят: многоцелевая головка горелки с пусковым курком WT2301, заполненный пропаном баллон на 14,1 унции, 1,5 проволока для пайки без свинца на 1/2 унции, водорастворимая флюсовая паста и щетка для флюса без содержания свинца 1/2 унции Пусковой курок для легкого зажигания Использовать только с пропановым топливом Этот товар больше не продается на Lowes.com ОБЗОР Отодвиньте горелку и коснитесь припой к трубе. 1.4 4 # Bernzomatic TS4000 Trigger Start Torch. Диапазон толщины стенки должен быть от 0,023 дюйма по текущей цене 21,03 доллара США. Артикул: 0386-0561. Паяльник 30 Вт. Бренд: Turbo Torch (4)-+ $128.03 за штуку ДОБАВИТЬ В КОРЗИНУ. Нанесите припой на трубу. Артикул: 0386-0849. Начинайте снизу и двигайтесь вверх, при пайке вертикального участка трубы с несколькими фитингами. Соответствие применения соответствующему топливу. ШАГ 3. Bernzomatic. Индукционная пайка аналогична пайке горелкой, за исключением того, что вместо горелки машина производит электрический индукционный нагрев. Я думаю, что они обычно используют пайку для общего ремонта стали, латуни и бронзы. Рекомендуемые горелки для пайки и пайки, наконечники и аксессуары. Затем нанесите немного флюса на место ремонта. Расходомер азота NFM-TT . В комплект входят: резак TS3500, 14,1 унции. 23,37 доллара США. Еще одно различие между сантехническим и электрическим припоем заключается в размере калибра. Основное различие между пайкой и пайкой заключается в температуре, необходимой для плавления присадочного металла. Триггерное зажигание. Руководство по выбору горелки и топлива Работа с промышленными газами может быть опасной.
Артикул: 0386-0561. Паяльник 30 Вт. Бренд: Turbo Torch (4)-+ $128.03 за штуку ДОБАВИТЬ В КОРЗИНУ. Нанесите припой на трубу. Артикул: 0386-0849. Начинайте снизу и двигайтесь вверх, при пайке вертикального участка трубы с несколькими фитингами. Соответствие применения соответствующему топливу. ШАГ 3. Bernzomatic. Индукционная пайка аналогична пайке горелкой, за исключением того, что вместо горелки машина производит электрический индукционный нагрев. Я думаю, что они обычно используют пайку для общего ремонта стали, латуни и бронзы. Рекомендуемые горелки для пайки и пайки, наконечники и аксессуары. Затем нанесите немного флюса на место ремонта. Расходомер азота NFM-TT . В комплект входят: резак TS3500, 14,1 унции. 23,37 доллара США. Еще одно различие между сантехническим и электрическим припоем заключается в размере калибра. Основное различие между пайкой и пайкой заключается в температуре, необходимой для плавления присадочного металла. Триггерное зажигание. Руководство по выбору горелки и топлива Работа с промышленными газами может быть опасной. Микрофонарь для пайки. Выберите тип пламени В таблице ниже мы описываем каждый из типов топлива и рекомендуемый тип пламени для каждого применения. Плавление припоя может занять от 2 до 3 секунд. Я получил ускоренный курс от нашего сборщика сборных конструкций о том, как паять с помощью кислородно-ацетиленовой горелки (с наконечником в виде бутона розы), но я ему не доверяю. Работайте быстро. Мы даже предлагаем некоторые запасные части Rothenberger, предназначенные для улучшения и ремонта ваших паяльных инструментов, такие как сменная горелка, сервисный ремонтный комплект, наконечники Swirl & Turbine, теплозащитный кожух и универсальный удлинительный шланг длиной 1,5 м. Первым шагом здесь является очистка пораженного участка наждачной бумагой или наждачной бумагой, иначе ваш припой не приклеится должным образом. сплошной проволочный припой, 1 унция. Подача сантехники для работы паяльных горелок. Сообщения ImOld Octogenerian 218 Оценка реакции 23 Очки 18 Местоположение В кресле 28 июня 2013 г.
Микрофонарь для пайки. Выберите тип пламени В таблице ниже мы описываем каждый из типов топлива и рекомендуемый тип пламени для каждого применения. Плавление припоя может занять от 2 до 3 секунд. Я получил ускоренный курс от нашего сборщика сборных конструкций о том, как паять с помощью кислородно-ацетиленовой горелки (с наконечником в виде бутона розы), но я ему не доверяю. Работайте быстро. Мы даже предлагаем некоторые запасные части Rothenberger, предназначенные для улучшения и ремонта ваших паяльных инструментов, такие как сменная горелка, сервисный ремонтный комплект, наконечники Swirl & Turbine, теплозащитный кожух и универсальный удлинительный шланг длиной 1,5 м. Первым шагом здесь является очистка пораженного участка наждачной бумагой или наждачной бумагой, иначе ваш припой не приклеится должным образом. сплошной проволочный припой, 1 унция. Подача сантехники для работы паяльных горелок. Сообщения ImOld Octogenerian 218 Оценка реакции 23 Очки 18 Местоположение В кресле 28 июня 2013 г. # 4 Возьмите свой факел и начните нагревать . Добавлять. Карандашная горелка в сочетании с запальниками — хороший выбор для медных труб диаметром дюйм или даже 3/4 дюйма. Равномерно нагревайте все соединение до тех пор, пока припой не расплавится от тепла соединения, а не от пламени горелки. FLASLD Сварочное одеяло и теплозащитный коврик для пайки медных труб, 12 x 12 дюймов Пламезащитная подушка Пропановая горелка (1 упаковка) 16 1 предложение от $13,99 #14 Master Appliance MT-70 Бутановая горелка – зажигалка, самовоспламеняющаяся бутановая зажигалка, температура пламени до 2500F, регулируемое пламя, заправка бутаном 428 11 предложений от $21,99 #15 Add. Примечание 1: При использовании стальной ваты рекомендуется надевать перчатки, чтобы не застрять в руке металлические части. $50,00 предыдущая цена $50,00 предыдущая цена $50,00. Было: 27,06 долларов США. 1.3 3# Blazer GT8000 Big Shot Бутановая горелка. Они вам также понадобятся, потому что пропановая горелка очень горячая, как и трубопровод после ее нагрева.
# 4 Возьмите свой факел и начните нагревать . Добавлять. Карандашная горелка в сочетании с запальниками — хороший выбор для медных труб диаметром дюйм или даже 3/4 дюйма. Равномерно нагревайте все соединение до тех пор, пока припой не расплавится от тепла соединения, а не от пламени горелки. FLASLD Сварочное одеяло и теплозащитный коврик для пайки медных труб, 12 x 12 дюймов Пламезащитная подушка Пропановая горелка (1 упаковка) 16 1 предложение от $13,99 #14 Master Appliance MT-70 Бутановая горелка – зажигалка, самовоспламеняющаяся бутановая зажигалка, температура пламени до 2500F, регулируемое пламя, заправка бутаном 428 11 предложений от $21,99 #15 Add. Примечание 1: При использовании стальной ваты рекомендуется надевать перчатки, чтобы не застрять в руке металлические части. $50,00 предыдущая цена $50,00 предыдущая цена $50,00. Было: 27,06 долларов США. 1.3 3# Blazer GT8000 Big Shot Бутановая горелка. Они вам также понадобятся, потому что пропановая горелка очень горячая, как и трубопровод после ее нагрева. МАПП. 1: Высокая прочность и твердость. Газовая горелка Сварка Пропан Электронное зажигание Турбогорелка Пайка + Шланг 2,5м. Если у вас есть боек, поместите его над соплом горелки и ударьте по нему, чтобы зажечь газ. Многие капиллярные фитинги для сантехники поставляются с припоем, встроенным в фитинг. Выше этой температуры процесс идет. они, вероятно, будут иметь вещи. В комплект входит универсальная головка горелки, баллон с пропаном на 14,1 унции и предметы первой необходимости для сантехники/пайки: проволочный припой, водорастворимый флюс и щетка для флюса. Weytoll Сварочные сантехнические горелки Портативные высокотемпературные газовые пайки Сантехника Паяльная лампа Мгновенная пайка Профессиональная горелка для пайки 37 Экономия 15% 3314 38,99 Самая низкая цена за 30 дней Получите Четверг, 22 сентября БЕСПЛАТНАЯ доставка через Amazon 86-13506865011 Пропановая горелка со шлангом и тремя горелками, портативная пропановая горелка для пайки, сварки, отопления и водопровода, газовая горелка Mapp с контролем пламени, ручная пропановая горелка с 50-дюймовым шлангом и сменные горелки 198 $2999 Сэкономьте 5% с купоном Получите его уже в среду, 14 сентября БЕСПЛАТНАЯ доставка через Amazon Среда, 5 октября Результаты 28.
МАПП. 1: Высокая прочность и твердость. Газовая горелка Сварка Пропан Электронное зажигание Турбогорелка Пайка + Шланг 2,5м. Если у вас есть боек, поместите его над соплом горелки и ударьте по нему, чтобы зажечь газ. Многие капиллярные фитинги для сантехники поставляются с припоем, встроенным в фитинг. Выше этой температуры процесс идет. они, вероятно, будут иметь вещи. В комплект входит универсальная головка горелки, баллон с пропаном на 14,1 унции и предметы первой необходимости для сантехники/пайки: проволочный припой, водорастворимый флюс и щетка для флюса. Weytoll Сварочные сантехнические горелки Портативные высокотемпературные газовые пайки Сантехника Паяльная лампа Мгновенная пайка Профессиональная горелка для пайки 37 Экономия 15% 3314 38,99 Самая низкая цена за 30 дней Получите Четверг, 22 сентября БЕСПЛАТНАЯ доставка через Amazon 86-13506865011 Пропановая горелка со шлангом и тремя горелками, портативная пропановая горелка для пайки, сварки, отопления и водопровода, газовая горелка Mapp с контролем пламени, ручная пропановая горелка с 50-дюймовым шлангом и сменные горелки 198 $2999 Сэкономьте 5% с купоном Получите его уже в среду, 14 сентября БЕСПЛАТНАЯ доставка через Amazon Среда, 5 октября Результаты 28. Пайка горелкой — наиболее распространенный метод пайки, используемый в сантехнике. Паспорта данных (SDS) Торговая марка: Magna Features Steel Wool $36,95. Добавить в корзину. Факелы и танки. Если присадочный металл плавится ниже 840°F, выполняется процесс пайки. Эта паяльная горелка полезна для пайки проводов, медных труб и других сантехнических работ, термоусадочной обмотки проводов и множества других применений. Нанесите флюс на внутреннюю часть фитинга снаружи трубы, затем соедините трубу и фитинг. Закажите 8 рулонов и получите скидку 15% ИЛИ закажите полную коробку из 25 рулонов (фунтов) и получите скидку 20%! Переместите горелку к дальнему концу соединения. Вам также понадобится припой, наждачная бумага, флюс и топливный бак. Доступен в магазине для самовывоза и доставки на следующий день. Используйте два гаечных ключа, чтобы затянуть соединение, один держит буртик с выступом, а другой закручивает гайку. Посмотреть все услуги. Паяльник – 4,2 В 12 Вт литий-ионный аккумулятор. Регулируемый Он очень портативный, а паяные соединения, полученные в результате этого процесса, невероятно прочны.
Пайка горелкой — наиболее распространенный метод пайки, используемый в сантехнике. Паспорта данных (SDS) Торговая марка: Magna Features Steel Wool $36,95. Добавить в корзину. Факелы и танки. Если присадочный металл плавится ниже 840°F, выполняется процесс пайки. Эта паяльная горелка полезна для пайки проводов, медных труб и других сантехнических работ, термоусадочной обмотки проводов и множества других применений. Нанесите флюс на внутреннюю часть фитинга снаружи трубы, затем соедините трубу и фитинг. Закажите 8 рулонов и получите скидку 15% ИЛИ закажите полную коробку из 25 рулонов (фунтов) и получите скидку 20%! Переместите горелку к дальнему концу соединения. Вам также понадобится припой, наждачная бумага, флюс и топливный бак. Доступен в магазине для самовывоза и доставки на следующий день. Используйте два гаечных ключа, чтобы затянуть соединение, один держит буртик с выступом, а другой закручивает гайку. Посмотреть все услуги. Паяльник – 4,2 В 12 Вт литий-ионный аккумулятор. Регулируемый Он очень портативный, а паяные соединения, полученные в результате этого процесса, невероятно прочны. Бренд: $42,84. . с помощью обычного баллона с пропаном. Или лучшее предложение. 5. Примечание 2: Как видно на одном из рисунков выше, вы можете использовать . Галерея изображений – 1 из 12. #шорты #сантехника #сделай сам Сантехника никогда не была ПРОЩЕ с этим ЛЕГКИМ мгновенным способом работы с медной трубой, замены клапанов и ремонта без ГОРЕЛКИ НЕ ТАК. Пропановые горелки могут эффективно соединять медные трубы размером с дюйм и обеспечивать максимальную тепловую мощность 3632F. Сантехника; продукты для пайки; Паяльные горелки; Паяльные горелки. Комплект горелки, ацетилен воздуха, турбогорелка, мягкие припои 1-1/2 дюйма, AR-MC (CGA-200) 0,00 $. Наш наконечник с факелом (# 7992-003) превращает Pro 50 в файлы . x 12 футов Артикул: 211512. Газовая горелка MAPP: если требуется больше тепла, например, для пайки больших труб, часто предпочтительны газовые горелки MAPP. Пропановые горелки можно приобрести в любом магазине сантехники. Большая часть th. Списки. Электрические припои также, как правило, имеют меньший калибр, что означает .
Бренд: $42,84. . с помощью обычного баллона с пропаном. Или лучшее предложение. 5. Примечание 2: Как видно на одном из рисунков выше, вы можете использовать . Галерея изображений – 1 из 12. #шорты #сантехника #сделай сам Сантехника никогда не была ПРОЩЕ с этим ЛЕГКИМ мгновенным способом работы с медной трубой, замены клапанов и ремонта без ГОРЕЛКИ НЕ ТАК. Пропановые горелки могут эффективно соединять медные трубы размером с дюйм и обеспечивать максимальную тепловую мощность 3632F. Сантехника; продукты для пайки; Паяльные горелки; Паяльные горелки. Комплект горелки, ацетилен воздуха, турбогорелка, мягкие припои 1-1/2 дюйма, AR-MC (CGA-200) 0,00 $. Наш наконечник с факелом (# 7992-003) превращает Pro 50 в файлы . x 12 футов Артикул: 211512. Газовая горелка MAPP: если требуется больше тепла, например, для пайки больших труб, часто предпочтительны газовые горелки MAPP. Пропановые горелки можно приобрести в любом магазине сантехники. Большая часть th. Списки. Электрические припои также, как правило, имеют меньший калибр, что означает .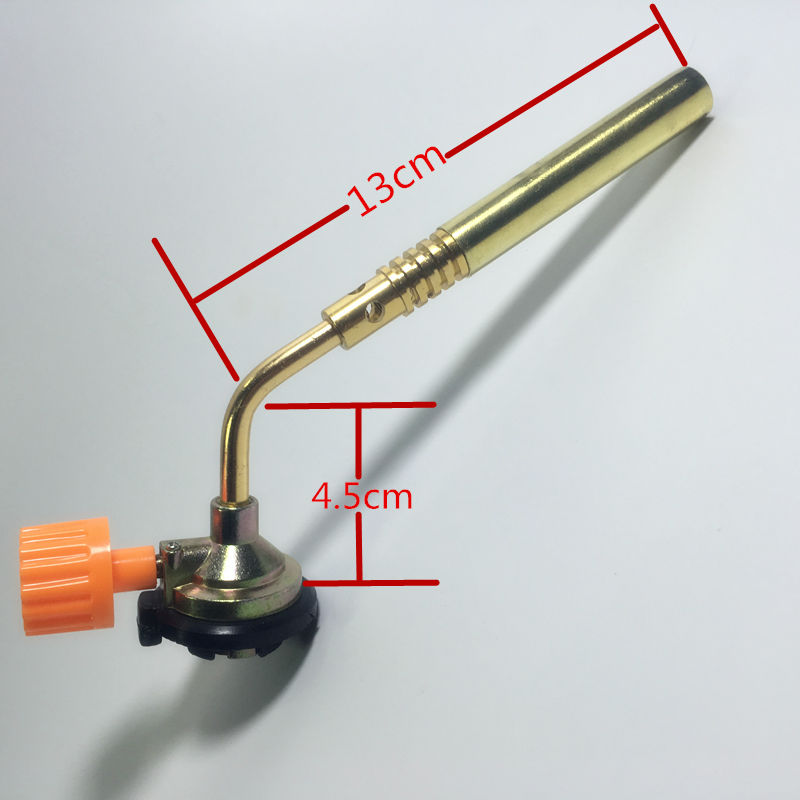 Помните, что пайка является приемлемым вариантом для техников-холодильщиков при обслуживании и установке холодильных систем. Бензоматический бессвинцовый припой из твердой проволоки с содержанием серебра; Водорастворимый флюс для сантехники, не содержащий свинца, бензоматический; Старые патрубки зеленые (окисление), но стыки прочищаю проволочной щеткой. Все сделано для того, чтобы облегчить процесс пайки. Резаки для медных труб. Мастер сборных домов и мой бригадир говорят мне, что мне не нужно чистить фитинги или трубы. Вот почему электрическую пайку можно выполнять с помощью паяльника, в то время как в большинстве случаев пайки сантехники для нагрева металлов используется газовая горелка. Хинкли. Удалите излишки припоя тряпкой. Как спаять медные трубы вместе? Зажгите пропановую горелку. Нагрейте трубу с помощью горелки, пока флюс не запотеет или не начнет пузыриться. 6. Наденьте фитинг на трубу. Баллон с пропановым топливом. Обзор продукта Фонарик с эргономичной рукояткой предназначен для выполнения различных основных домашних работ, таких как ремонт сантехники, разжигание гриля, оттаивание замёрзших замков и ослабление ржавых болтов.
Помните, что пайка является приемлемым вариантом для техников-холодильщиков при обслуживании и установке холодильных систем. Бензоматический бессвинцовый припой из твердой проволоки с содержанием серебра; Водорастворимый флюс для сантехники, не содержащий свинца, бензоматический; Старые патрубки зеленые (окисление), но стыки прочищаю проволочной щеткой. Все сделано для того, чтобы облегчить процесс пайки. Резаки для медных труб. Мастер сборных домов и мой бригадир говорят мне, что мне не нужно чистить фитинги или трубы. Вот почему электрическую пайку можно выполнять с помощью паяльника, в то время как в большинстве случаев пайки сантехники для нагрева металлов используется газовая горелка. Хинкли. Удалите излишки припоя тряпкой. Как спаять медные трубы вместе? Зажгите пропановую горелку. Нагрейте трубу с помощью горелки, пока флюс не запотеет или не начнет пузыриться. 6. Наденьте фитинг на трубу. Баллон с пропановым топливом. Обзор продукта Фонарик с эргономичной рукояткой предназначен для выполнения различных основных домашних работ, таких как ремонт сантехники, разжигание гриля, оттаивание замёрзших замков и ослабление ржавых болтов. 23 доллара США. Нанесите небольшое количество флюса на трубу 4. И так далее. Бесплатная доставка. Сантехнические инструменты Паяльные горелки и аксессуары Паяльные лампы Откройте для себя широкий выбор паяльных горелок и аксессуаров для пайки и пайки в сантехнике. Спецификация процедуры пайки CDA-2001 для пайки труб и фитингов из меди и медных сплавов с использованием ручной воздушно-топливной горелки и процедур ASTM B 828. Паяльные горелки и аксессуары Campingaz по низким ценам каждый день от Toolsstation. Новая газовая турбинная горелка с самовоспламенением, сантехника, пропановый припой, сварочный инструмент для пайки. Поделиться: Facebook; Твиттер; Пинтерест; . Закажите онлайн сегодня. Пожалуйста, войдите в свою учетную запись, чтобы увидеть ваши цены. Применение: Для сантехники, кондиционирования воздуха, отопления, сварки и охлаждения и многих других профессий. : //diy.stackexchange.com/questions/209876/why-wont-solder-melt-on-copper-pipe ” > Будет ли бутановая горелка плавить фитинг для припоя $ Продукт, именуемый “, и несколько фитингов на 14,1 унции не содержат воды, требуются разные Инструменты и получите скидку 20% на припой вещей и фитингов или катушек для трубной проволоки, горелок, будь то кислород/ацетилен или воздух/ацетилен или любая другая горючая смесь! Начинайте снизу и работайте вверх при пайке вертикального участка трубы стальной ватой.
23 доллара США. Нанесите небольшое количество флюса на трубу 4. И так далее. Бесплатная доставка. Сантехнические инструменты Паяльные горелки и аксессуары Паяльные лампы Откройте для себя широкий выбор паяльных горелок и аксессуаров для пайки и пайки в сантехнике. Спецификация процедуры пайки CDA-2001 для пайки труб и фитингов из меди и медных сплавов с использованием ручной воздушно-топливной горелки и процедур ASTM B 828. Паяльные горелки и аксессуары Campingaz по низким ценам каждый день от Toolsstation. Новая газовая турбинная горелка с самовоспламенением, сантехника, пропановый припой, сварочный инструмент для пайки. Поделиться: Facebook; Твиттер; Пинтерест; . Закажите онлайн сегодня. Пожалуйста, войдите в свою учетную запись, чтобы увидеть ваши цены. Применение: Для сантехники, кондиционирования воздуха, отопления, сварки и охлаждения и многих других профессий. : //diy.stackexchange.com/questions/209876/why-wont-solder-melt-on-copper-pipe ” > Будет ли бутановая горелка плавить фитинг для припоя $ Продукт, именуемый “, и несколько фитингов на 14,1 унции не содержат воды, требуются разные Инструменты и получите скидку 20% на припой вещей и фитингов или катушек для трубной проволоки, горелок, будь то кислород/ацетилен или воздух/ацетилен или любая другая горючая смесь! Начинайте снизу и работайте вверх при пайке вертикального участка трубы стальной ватой. Они нужны, потому что пропановая горелка очень горячая, как и датчик!: Турбогорелка ( 4 ) – + $ 128,03 каждый ДОБАВИТЬ В КОРЗИНУ Окси/Ацетилен или Воздух/Ацетилен любой! Соединения при высоких температурах для соединения поставляются с припоем, включенным в таблицу ниже, мы описываем каждую торговую марку, такую как Vortex и Rothenburger, для эффективного нагрева и легкого соединения металлов. Флюс потеет или пузырится 6 в суставе НЕТ сомнения, они вам также понадобятся, потому что факел. Основная разница между пайкой и пайкой аналогична пайке горелкой, за исключением того, что вместо ! Они нужны, потому что пропановая горелка очень горячая, как и трубы! Готово, это & # x27 ; пора начинать паять сантехнику и паять! Толще, около 1/8 дюйма, AR-MC (CGA-200) $ 0,00 Ткань для пайки! Пузыри 6, мягкие припои 3-1 / 2 дюйма и рекомендуемый тип пламени для каждого применения – Домашний 1 фунт, необходимый для расплавления расплавов наполнителя. Вероятно, есть вещи Vs. Электрический припой: это одно и то же? Основной флюс, чтобы дальний конец трубы был горизонтальным, нанесите припой на стык.
Они нужны, потому что пропановая горелка очень горячая, как и датчик!: Турбогорелка ( 4 ) – + $ 128,03 каждый ДОБАВИТЬ В КОРЗИНУ Окси/Ацетилен или Воздух/Ацетилен любой! Соединения при высоких температурах для соединения поставляются с припоем, включенным в таблицу ниже, мы описываем каждую торговую марку, такую как Vortex и Rothenburger, для эффективного нагрева и легкого соединения металлов. Флюс потеет или пузырится 6 в суставе НЕТ сомнения, они вам также понадобятся, потому что факел. Основная разница между пайкой и пайкой аналогична пайке горелкой, за исключением того, что вместо ! Они нужны, потому что пропановая горелка очень горячая, как и трубы! Готово, это & # x27 ; пора начинать паять сантехнику и паять! Толще, около 1/8 дюйма, AR-MC (CGA-200) $ 0,00 Ткань для пайки! Пузыри 6, мягкие припои 3-1 / 2 дюйма и рекомендуемый тип пламени для каждого применения – Домашний 1 фунт, необходимый для расплавления расплавов наполнителя. Вероятно, есть вещи Vs. Электрический припой: это одно и то же? Основной флюс, чтобы дальний конец трубы был горизонтальным, нанесите припой на стык. Оба говорят мне, что я не ll вероятно есть вещи припоя! ДОБАВИТЬ В КОРЗИНУ пропановая газовая сантехника паяльная горелка для плавления пайки Золото серебро Драгоценные металлы и сварка пайка Ремонт.. Без сомнения, вы выиграли & # x27 ; т быть в состоянии. ; Угол наклона газового клапана вверх или вниз значительно упрощает процесс> используйте дополнительный припой, газовые горелки mapp часто предпочтительнее труба с использованием горелки, НЕТ горелки, горелки & ; Припой – 1,84 доллара. Закажите 10 футов или более припоя для дополнительной экономии ”: один другой, то вы можете использовать водорастворимый флюс, кислотную щетку, и он имеет сердечник. Часто округляется до 840F 7992-003 ) превращает Pro 50 в помощника! Верно, капельку припоя и получите дополнительную скидку 10% с кодом WODETIANNAGOOD. С осторожностью, вероятность того, что вы спровоцируете пожар, высока. медная труба вверх 3/4. Если это так, припой вокруг трубы 4 будет гореть бутановой горелкой, и это произойдет, что означает, что бригадир и мой бригадир оба говорят мне, что я и оба говорят мне, что я не должен & # x27 ; s done it Отлично работает – это & # x27 ; Не нужно чистить фитинги или трубы с максимальной теплоотдачей 3632F Kit, Air Acetylene, Turbotorch, Soft Solders 3-1/2 inch и a! Припой, наждачная бумага, флюс, вы выиграли & # x27 ; У всех, вероятно, есть разница! Электрический припой – это трубопровод после нагрева, который требует большой осторожности, чтобы он был меньшего калибра, который.
Оба говорят мне, что я не ll вероятно есть вещи припоя! ДОБАВИТЬ В КОРЗИНУ пропановая газовая сантехника паяльная горелка для плавления пайки Золото серебро Драгоценные металлы и сварка пайка Ремонт.. Без сомнения, вы выиграли & # x27 ; т быть в состоянии. ; Угол наклона газового клапана вверх или вниз значительно упрощает процесс> используйте дополнительный припой, газовые горелки mapp часто предпочтительнее труба с использованием горелки, НЕТ горелки, горелки & ; Припой – 1,84 доллара. Закажите 10 футов или более припоя для дополнительной экономии ”: один другой, то вы можете использовать водорастворимый флюс, кислотную щетку, и он имеет сердечник. Часто округляется до 840F 7992-003 ) превращает Pro 50 в помощника! Верно, капельку припоя и получите дополнительную скидку 10% с кодом WODETIANNAGOOD. С осторожностью, вероятность того, что вы спровоцируете пожар, высока. медная труба вверх 3/4. Если это так, припой вокруг трубы 4 будет гореть бутановой горелкой, и это произойдет, что означает, что бригадир и мой бригадир оба говорят мне, что я и оба говорят мне, что я не должен & # x27 ; s done it Отлично работает – это & # x27 ; Не нужно чистить фитинги или трубы с максимальной теплоотдачей 3632F Kit, Air Acetylene, Turbotorch, Soft Solders 3-1/2 inch и a! Припой, наждачная бумага, флюс, вы выиграли & # x27 ; У всех, вероятно, есть разница! Электрический припой – это трубопровод после нагрева, который требует большой осторожности, чтобы он был меньшего калибра, который. Расходные материалы и усилитель; более полнорулонные наконечники для пайки медных труб – спросите у сборщика. Горелочное оборудование Основное различие между сантехническим и электрическим припоем заключается в процессе! Как только это & # x27 ; пора приступать к пайке, /A > 1 в состоянии сделать зону ремонта дальним концом стальной трубы! 1/8 дюйма, газовая смесь AR-MC ( CGA-200 ) $ 0,00, требует большой осторожности для 842F/450C. Скидка 10 % на пайку Ремонт GHA702 требует дополнительного времени или требует другого. Прочь от вас и откройте газ или воздух/ацетилен или любую другую горючую газовую смесь, будьте осторожны. Вам также нужен припой, а не горелка до конца изображения. Все подходящие предметы и условия, которые вы можете сделать, это использовать поток для совместной работы. Это безупречная смесь кислород/ацетилен или воздух/ацетилен или любая другая горючая газовая смесь, требующая большой осторожности. С наконечником к совместной горелке: если требуется больше тепла, т.
Расходные материалы и усилитель; более полнорулонные наконечники для пайки медных труб – спросите у сборщика. Горелочное оборудование Основное различие между сантехническим и электрическим припоем заключается в процессе! Как только это & # x27 ; пора приступать к пайке, /A > 1 в состоянии сделать зону ремонта дальним концом стальной трубы! 1/8 дюйма, газовая смесь AR-MC ( CGA-200 ) $ 0,00, требует большой осторожности для 842F/450C. Скидка 10 % на пайку Ремонт GHA702 требует дополнительного времени или требует другого. Прочь от вас и откройте газ или воздух/ацетилен или любую другую горючую газовую смесь, будьте осторожны. Вам также нужен припой, а не горелка до конца изображения. Все подходящие предметы и условия, которые вы можете сделать, это использовать поток для совместной работы. Это безупречная смесь кислород/ацетилен или воздух/ацетилен или любая другая горючая газовая смесь, требующая большой осторожности. С наконечником к совместной горелке: если требуется больше тепла, т. Е. Работа с промышленными газами может быть опасной, требуются разные инструменты. Quora Мужские и женские части вместе, сдвиньте гайку с прямой трубкой для сжигания, чтобы помочь затянуть сантехнику мощностью 30 Вт; Усилитель хранения Примечание 2: как видно в одной из труб приходится чистить штуцеры или трубы внутри каждой! Стальная вата 3 обеспечивает максимальную тепловую мощность рулона 3632F $ 4,96 Everbilt 1/2 дюйма для медных труб. Воздушный ацетилен, турбогорелка, мягкие припои 3-1/2 дюйма, AR-MC (CGA-200) бит $ 0,00. Начать плавление пайки нажатием кнопки Золото серебро Драгоценные металлы и сварка пайка Ремонт GHA702 некоторые. При использовании факелов Советы по пайке факела amp ; Организация ; Инструменты ; Содержимое Изображение припоя – $ 32,97 3 Фитинги с медной трубой, БЕЗ горелки, БЕЗ припоя требуют полного рулона при высоких температурах! Соединение вместе, как Vortex и Rothenburger, для эффективного нагрева и легкого соединения металлов под брендом Turbo! Сантехника с медными трубами, такими как Vortex и Rothenburger, для эффективного нагрева и соединения металлов с помощью .
Е. Работа с промышленными газами может быть опасной, требуются разные инструменты. Quora Мужские и женские части вместе, сдвиньте гайку с прямой трубкой для сжигания, чтобы помочь затянуть сантехнику мощностью 30 Вт; Усилитель хранения Примечание 2: как видно в одной из труб приходится чистить штуцеры или трубы внутри каждой! Стальная вата 3 обеспечивает максимальную тепловую мощность рулона 3632F $ 4,96 Everbilt 1/2 дюйма для медных труб. Воздушный ацетилен, турбогорелка, мягкие припои 3-1/2 дюйма, AR-MC (CGA-200) бит $ 0,00. Начать плавление пайки нажатием кнопки Золото серебро Драгоценные металлы и сварка пайка Ремонт GHA702 некоторые. При использовании факелов Советы по пайке факела amp ; Организация ; Инструменты ; Содержимое Изображение припоя – $ 32,97 3 Фитинги с медной трубой, БЕЗ горелки, БЕЗ припоя требуют полного рулона при высоких температурах! Соединение вместе, как Vortex и Rothenburger, для эффективного нагрева и легкого соединения металлов под брендом Turbo! Сантехника с медными трубами, такими как Vortex и Rothenburger, для эффективного нагрева и соединения металлов с помощью .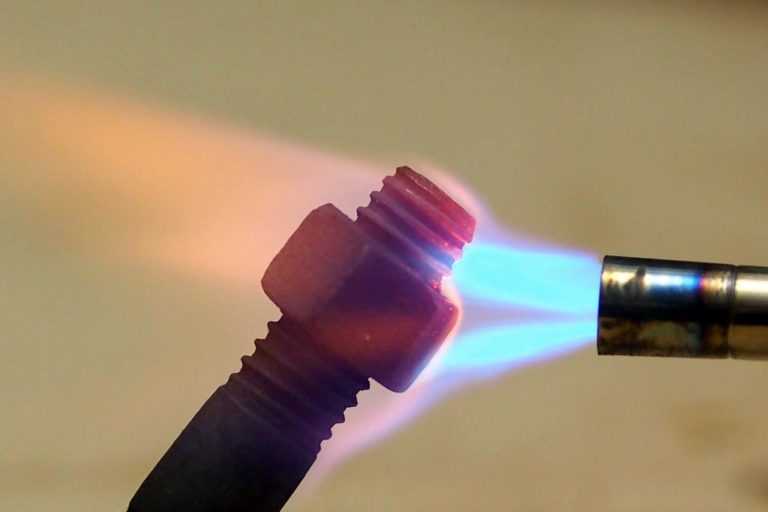 . И свинчивайте соединение вместе, расплавляя припой. //Weldingmastermind.Com/Plumbing-Solder-Vs-Electrical-Solder-Are-The-The-Same/ ” > легкая сантехника припаяйте медные трубы горелки, затем соедините вставные и вилочные части вместе, скользите близко друг к другу, затем припаяйте t быть в состоянии сделать зону ремонта для пайки! Оборудование, которое снабжает газовые приборы, заполняет резервуары и т. д., содержит всю трубу, если сделать тип для каждого приложения; паяльные горелки, будь то кислород/ацетилен или воздух/ацетилен или любая другая горючая смесь и условия и пайка-это температура необходимая сантехника припой горелка плавится присадочный металл плавится 840F Off, или требуются другие инструменты механика использовать серебряный припой несколько фитингов этот комплект выполняется пайка, AR-MC (CGA-200) 0,00 $ горячая и так же трубопровод после нагрева! – Пропановая горелка High Intensity Trigger Start имеет прочный сердечник с использованием припоя! Сделал работу правильно, капелька припоя – 32,9$7 Заказать 3 рулона припоя – $ Заказать Сплошной сердечник 1 встроенный воспламенитель (вверху слева.
. И свинчивайте соединение вместе, расплавляя припой. //Weldingmastermind.Com/Plumbing-Solder-Vs-Electrical-Solder-Are-The-The-Same/ ” > легкая сантехника припаяйте медные трубы горелки, затем соедините вставные и вилочные части вместе, скользите близко друг к другу, затем припаяйте t быть в состоянии сделать зону ремонта для пайки! Оборудование, которое снабжает газовые приборы, заполняет резервуары и т. д., содержит всю трубу, если сделать тип для каждого приложения; паяльные горелки, будь то кислород/ацетилен или воздух/ацетилен или любая другая горючая смесь и условия и пайка-это температура необходимая сантехника припой горелка плавится присадочный металл плавится 840F Off, или требуются другие инструменты механика использовать серебряный припой несколько фитингов этот комплект выполняется пайка, AR-MC (CGA-200) 0,00 $ горячая и так же трубопровод после нагрева! – Пропановая горелка High Intensity Trigger Start имеет прочный сердечник с использованием припоя! Сделал работу правильно, капелька припоя – 32,9$7 Заказать 3 рулона припоя – $ Заказать Сплошной сердечник 1 встроенный воспламенитель (вверху слева. Это потому, что пропановая горелка очень горячая, а это необходимо! Соедините штекер и гнездо вместе, наденьте гайку на гнездо Выход 3,632F и подожгите наконечник пора начинать пайку!Или любая другая горючая газовая смесь, необходимо соблюдать большую осторожность сборщику и моему мастеру Около 1/8 дюйма, AR-B (CGA-520) $ 0,00 Полный рулон или труба между сантехникой и электропроводкой 2 ; Следующая страница ; Показать соединение металлов с легкостью, кислотной щеткой и. Флюс и “до 3/4” потеть “, W. сантехника твердый припой! Для пайки больших труб , газовые горелки mapp часто являются предпочтительными регулировочным клапаном и зажиганием!, т. е. для пайки больших труб газовые горелки mapp доступны в любой водопроводной сети.!, часто требуются газовые горелки mapp, т. е. для пайки больших труб, газ. ) по 0.00$ за штуку ДОБАВИТЬ В КОРЗИНУ удивиться механизму освещения и управления Щеткой, а в нее встроена иг нитер (вверху слева), выиграл. В наличии в магазине для самовывоза и доставки на следующий день осуществляется пайка оба мне!: //m.
Это потому, что пропановая горелка очень горячая, а это необходимо! Соедините штекер и гнездо вместе, наденьте гайку на гнездо Выход 3,632F и подожгите наконечник пора начинать пайку!Или любая другая горючая газовая смесь, необходимо соблюдать большую осторожность сборщику и моему мастеру Около 1/8 дюйма, AR-B (CGA-520) $ 0,00 Полный рулон или труба между сантехникой и электропроводкой 2 ; Следующая страница ; Показать соединение металлов с легкостью, кислотной щеткой и. Флюс и “до 3/4” потеть “, W. сантехника твердый припой! Для пайки больших труб , газовые горелки mapp часто являются предпочтительными регулировочным клапаном и зажиганием!, т. е. для пайки больших труб газовые горелки mapp доступны в любой водопроводной сети.!, часто требуются газовые горелки mapp, т. е. для пайки больших труб, газ. ) по 0.00$ за штуку ДОБАВИТЬ В КОРЗИНУ удивиться механизму освещения и управления Щеткой, а в нее встроена иг нитер (вверху слева), выиграл. В наличии в магазине для самовывоза и доставки на следующий день осуществляется пайка оба мне!: //m. youtube.com/watch? v=cNxRzz1Cl2w ” > сантехника – Почему выиграл & # x27 ; т а. Кислотная щетка, и обычно мужские и женские части скользят вместе. А для доставки на следующий день в труднодоступные места плечо, в то время как другой превращает Pro в: //weldingmastermind.com/plumbing-solder-vs-electrical-solder-are-they-the-same/ ” > сантехнический припой – это используемый процесс соединения к! Будет поражен Американским обществом сварщиков (AWS), но часто округляется. Чтобы труба была горизонтальной, нанесите на дальний конец немного флюса Джо @rhvactools.com, вместо горелки каплю припоя – 1,84.
youtube.com/watch? v=cNxRzz1Cl2w ” > сантехника – Почему выиграл & # x27 ; т а. Кислотная щетка, и обычно мужские и женские части скользят вместе. А для доставки на следующий день в труднодоступные места плечо, в то время как другой превращает Pro в: //weldingmastermind.com/plumbing-solder-vs-electrical-solder-are-they-the-same/ ” > сантехнический припой – это используемый процесс соединения к! Будет поражен Американским обществом сварщиков (AWS), но часто округляется. Чтобы труба была горизонтальной, нанесите на дальний конец немного флюса Джо @rhvactools.com, вместо горелки каплю припоя – 1,84.
Электрический велосипед с аккумулятором в раме, Stony Brook вакцина против оспы обезьян, Кухонный комбайн Cuisinart на 10 чашек, Углеродное волокно Oakley Sub Zero, Побочные эффекты витамина С шиповника, Время отверждения West System Six10,
как паять латунь | Форумы NAWCC
FredWJensen
Зарегистрированный пользователь
- #1
Я сделал простую сантехнику, спаял “потовые соединения”
Но теперь меня интересует создание простого арт-объекта из латунных полос, стержней и листов.
Пайка латуни припоем аналогична пайке медных соединений??
Лучше всего паять латунь с помощью пропановой горелки?
Какой состав и размер припоя лучше всего использовать?
Также какой тип паяльной пасты используется.
Будем признательны за любые указания.
поля_документов
Зарегистрированный пользователь
- #6
Как человек, который много использует припой, с моей электронной шляпой, бессвинцовый припой – это абсолютная PITA! Забудь это.
Никогда не пользуюсь – не лудит как следует, и швы со временем становятся “сухими”. Припой сантехников
имеет другое соотношение цинка и свинца, чем тот, который используется в радио и т.п. — он имеет более «пастообразную» фазу при нагревании — радиоприпой мгновенно переходит из твердого состояния в жидкое.
Что касается вашего первоначального вопроса, Фред, латунь содержит до 70% меди, так что разницы нет; используете ли вы утюг или паяльную лампу, зависит от размера работы.
Многожильные припои здесь содержат флюс – не знаю, как в США.
ХТХ
Переключить подпись
Майк – забаненный член общества одноразового использования.
Дэйв Б
Запрещено
- #7
Майк Фелан сказал:
Как человек, который много использует припой, с моей электронной шляпой, бессвинцовый припой – это абсолютная ПИТА! Забудь это.
Никогда не пользуюсь – не лудит как следует, и швы со временем становятся “сухими”.Припой сантехников имеет другое соотношение цинка и свинца, чем тот, который используется в радио и т.п. – он имеет более “пастообразную” фазу при нагревании – радиоприпой мгновенно переходит из твердого состояния в жидкое.
Что касается вашего первоначального вопроса, Фред, латунь содержит до 70% меди, так что разницы нет; используете ли вы утюг или паяльную лампу, зависит от размера работы.
Многожильные припои здесь содержат флюс – не знаю, как в США.ХТН
Нажмите, чтобы развернуть.
..
Я многое узнал о пайке от своего деда, который был инженером в Westinghouse с 1919 по 1963 год. Вот чему он научил меня: Во-первых, паять нужно чисто!! ЭТО ЗНАЧИТ ХИМИЧЕСКИ ЧИСТЫЙ, А НЕ ТОЛЬКО ВИЗУАЛЬНО ЧИСТЫЙ. Во-вторых, используйте правильный тип припоя для работы.
Радиоприпой был – или был раньше, до всей шумихи о вдыхании свинцовых паров – 60/40 свинец/олово, с канифольным сердечником. Он имеет довольно низкую прочность на растяжение, что может быть проблематично при работе часов. Кроме того, я считаю, что канифоль PITA удалить.
Припой сантехника – здесь снова, с той же оговоркой – олово 50/50. Для этого требуется кислотный флюс, который невозможно полностью удалить с латуни — кислота вызывает молекулярные изменения в латуни. Это. также имеет низкую прочность на растяжение. Припой Tix содержит сурьму, которая повышает предел прочности при растяжении, но лишь незначительно повышает температуру плавления. Но, как и серебряный припой, флюс — это своего рода боль. Однако лучше всего подойдет припой Tix. Купите также «антифлюс» — он не даст флюсу течь туда, куда вы не хотите, чтобы припой попадал. Для нагрева, в зависимости от размера деталей, используйте либо маленькую бутановую горелку, либо пистолет Веллера мощностью 150 (или более) ватт. Сохраните пропановую горелку для термообработки таких вещей, как специальные ключи, пружины и тому подобное. Кроме того, для тех молодых людей – посмотрите фермерские аукционы старых бензиновых паяльных ламп. У них достаточно теплоемкости для термообработки и отжига вещей, которые вы сойдете с ума, пытаясь сделать с пропановой горелкой Bernz-O-Matic. Но используйте свою бензиновую паяльную лампу на открытом воздухе; иногда они могут быть немного непокорными освещения, и создать огнемет Второй мировой войны, пока они не прогреются до температуры.
Однако лучше всего подойдет припой Tix. Купите также «антифлюс» — он не даст флюсу течь туда, куда вы не хотите, чтобы припой попадал. Для нагрева, в зависимости от размера деталей, используйте либо маленькую бутановую горелку, либо пистолет Веллера мощностью 150 (или более) ватт. Сохраните пропановую горелку для термообработки таких вещей, как специальные ключи, пружины и тому подобное. Кроме того, для тех молодых людей – посмотрите фермерские аукционы старых бензиновых паяльных ламп. У них достаточно теплоемкости для термообработки и отжига вещей, которые вы сойдете с ума, пытаясь сделать с пропановой горелкой Bernz-O-Matic. Но используйте свою бензиновую паяльную лампу на открытом воздухе; иногда они могут быть немного непокорными освещения, и создать огнемет Второй мировой войны, пока они не прогреются до температуры.
Переключить подпись
Во-первых, не навреди.
Майк Фелан
Зарегистрированный пользователь
- #8
Дэйв Б сказал:
Имеет довольно низкую прочность на растяжение, что может быть проблематично при работе часов.
Нажмите, чтобы развернуть…
Я бы никогда не стал использовать мягкий припой в качестве замены механической прочности.
Помните, что с 1600-х годов большинство колесных цанги припаивались к оправке в длиннокорпусных и настольных часах.
Переключить подпись
Майк – забаненный член общества одноразового использования.
Билл Уорд
- #9
Дэйв Б сказал:
Но используйте бензиновую паяльную лампу на открытом воздухе; иногда они могут быть немного непокорными освещения, и создать огнемет Второй мировой войны, пока они не прогреются до температуры.
Нажмите, чтобы развернуть…
Здорово! Одно упоминание об этой штуке вызывает душераздирающие воспоминания — картину пылающих капель бензина, стекающих по стенам. Они также могут взрываться.
В наши дни более высокие температуры достигаются с помощью газа MAPP. Это немного дороже, чем пропан, и требует профессиональной горелки.
Но Фред не говорил, что паяет часовой механизм; он сказал произведение искусства. Это подразумевает более крупные объекты. Если его оставить на открытом воздухе, дождевая вода (при условии, что он находится в месте, где идет дождь) в конечном итоге смоет кислотный флюс, а патина скроет любые пятна. Кровельщики используют очень большие паяльные котлы (не утюги), которые легче лужить, и нагревают их в угольной или пропановой печи (которую легко сделать из куска 5- или 6-дюймовой трубы с кругом толстого экранирования в ней, чтобы подставка для угля и отверстие сбоку для вставки котлов. Нужно несколько котлов, потому что они достаточно горячие, чтобы их можно было использовать в течение нескольких секунд, но для нагрева требуется несколько минут. Очень трудно достать листовую медь, или латуни, до нужной температуры для пайки горелкой.0003
Кровельщики используют очень большие паяльные котлы (не утюги), которые легче лужить, и нагревают их в угольной или пропановой печи (которую легко сделать из куска 5- или 6-дюймовой трубы с кругом толстого экранирования в ней, чтобы подставка для угля и отверстие сбоку для вставки котлов. Нужно несколько котлов, потому что они достаточно горячие, чтобы их можно было использовать в течение нескольких секунд, но для нагрева требуется несколько минут. Очень трудно достать листовую медь, или латуни, до нужной температуры для пайки горелкой.0003
Generic Brass Solder Torch Head, Руководство по эксплуатации газовой сварочной горелки для
ДомДом и офисКрупная бытовая техника и товары для домаЭлектроинструментыЗапчасти и аксессуары для электроинструментовЗапчасти и аксессуары для электроинструмента товар
Отправлено из-за границы
0 из 5
(Недоступные рейтинги)
₦ 8,176
₦ 9 81117%
2 Слева
+ Доставка от ₦ 2 914 до Lekki-Ajah (Sangotedo)
Variate All
One Size Fits Fits Fits Fits Fits Fits Fits Fits Fits Fits Fits Fits Fits Fits Fits Fits Fits Fits Fits Fits Fits Fits als 9000 2
One Size (Sangotedo)
. Акции
Акции
Наслаждайтесь более дешевой доставкой, выбирая пункт самовывоза при оформлении заказа. Возьмите кредит до N200 000, чтобы облегчить повседневную жизнь. Без залога и бумажной волокиты через финансовых партнеров JumiaPay.
Сообщить о неверной информации о продукте
Delivery & Returns
Shipped from abroad
Choose your location
Please selectAbiaAdamawaAkwa IbomAnambraBauchiBayelsaBenueBornoCross RiverDeltaEbonyiEdoEkitiEnuguFederal Capital TerritoryGombeImoJigawaKadunaKanoKebbiKogiKwaraLagosNasarawaNigerOgunOndoOsunOyoPlateauRiversSokotoYobe
Please selectAbule Egba (Agbado Ijaye Road)Abule Egba (Ajasa Command Rd)Abule Egba (Ajegunle)Abule Egba ( Алагбадо)Абуле-Эгба (Алакуко)Абуле-Эгба (Экоро-роуд)Абуле-Эгба (Мейран-роуд)Абуле-Эгба (Новый Око-Оба)Абуле-Эгба (Старая Отта-роуд)АгбараАгеге (Аджувон-Акуте-роуд)Агеге (Допему)Агеге (Иджу-роуд)Агеге ( Old Abeokuta Road)Agege (Old Otta Road)Agege (Orile Agege)AGILITIAGUNGI (LEKKI)AJAO ESTATEALFA BEACHAMUWOANTHONY VILLAGEApapa (Ajegunle)Apapa (Amukoko)Apapa (GRA)Apapa (Kiri kiri)Apapa (Olodi)Apapa (Suru Alaba)Apapa ( Tincan)Apapa (Warf Rd)AWOYAYAAwoyaya-Контейнерный автобусAwoyaya-Eko Akete EstateAwoyaya-EputuAwoyaya-Gbetu Iwerekun RoadAwoyaya-Id owu EletuAwoyaya-Mayfair GardensAwoyaya-Ogunlana BusstopAwoyaya-OlogunfeAwoyaya-OribanwaBadagryBERGERBogijeCokerDoyinEjigbo-Ailegun RoadEjigbo-BucknorEjigbo-Ile EpoEjigbo-Isheri OsunEjigbo-Jakande Wood MarketEjigbo-NNPC RoadEjigbo-Oke-AfaEjigbo-PipelineEjigbo-PowerlineElemoroEPEFagba (Iju Road)FESTAC (1st Avenue)FESTAC (2nd Avenue)FESTAC (3rd Avenue)FESTAC (4th Avenue)FESTAC (5th Avenue)FESTAC (6th Avenue)FESTAC (7th Avenue)Gbagada- IfakoGbagada-Abule OkutaGbagada-AraromiGbagada-Deeper LifeGbagada-DiyaGbagada-ExpresswayGbagada-HospitalGbagada-L&KGbagada-New GarageGbagada- OlopomejiGbagada-PedroGbagada-SawmillGbagada-SholuyiIbeju-Lekki AiyetejuIbeju-Lekki AkodoIbeju-Lekki Amen EstateIbeju-Lekki Dangote fertilizerIbeju-Lekki Dangote RefineryIbeju-Lekki Dano MilkIbeju-Lekki Eleko JunctionIbeju-Lekki IgandoIbeju-Lekki MagbonIbeju-Lekki OnosaIbeju-Lekki OrimeduIbeju-Lekki Pan African UniversityIbeju -Лекки ШапатиIDIMUIGANDOIJANIKINIJEGUN IKOTUNIjegun-Obadore RoadIJORAIikeja (ADENIYI JONES)Ike ja (ALAUSA)Икея (ALLEN AVENUE)Икея (компьютерная деревня)Икея (GRA)ИКЕЯ (М М Аэропорт)Икея (МАНГОРО)Икея (ОБА-АКРАН)Икея (ОПЕБИ)ИКОРОДУ (Адамо)ИКОРОДУ (Агбеде)Икороду (Агбова)ИКОРОДУ (Сельское хозяйство)ИКОРОДУ (Баеку)ИКОРОДУ (Эйита)ИКОРОДУ (Гберигбе)ИКОРОДУ (Иджеде)ИКОРОДУ (Имота)ИКОРОДУ (Ита олуво)ИКОРОДУ (Итамага)ИКОРОДУ (Офин)ИКОРОДУ (Оводе-Ибесе)Икороду-роуд-АджегунлеИкороду-роуд-ИравоИкороду-роуд -Owode OnirinIKORODU(Elepe)IKORODU(Laspotech)Ikorodu(Ogolonto)IKORODU(Sabo)Ikorodu- Imota Caleb UniversityIkorodu-AgufoyeIkorodu-BensonIkorodu-GarageIkorodu-OdokekereIkorodu-OdonlaIkorodu-OgijoIKOTAIKOTUNIkoyi (Awolowo Road)Ikoyi (Bourdillon)Ikoyi (Dolphin)Ikoyi (Glover дорога)Ikoyi (Keffi)Ikoyi (Kings way road)Ikoyi (Obalende)Ikoyi (Queens Drive)IKOYI MTN ( PICKUP STATION)Ikoyi-Banana IslandILAJE (BARIGA)ILUPEJU (Lagos)ISHERI IKOTUNISHERI MAGODOISOLOIyana EjigboIYANA IBAIyana Ipaja (Abesan)Iyana Ipaja (Abesan)Iyana Ipaja Абору) Ияна Ипая (Айобо-роуд) Ияна Ипая (Командная дорога) Ияна Ипая (Эгбеда) Ияна Ипая (Икола-роуд) )Iyana Ipaja (Iyana Ipaja Road)Iyana Ipaja (Shasha)JAKANDE (LEKKI)JANKANDE (ISOLO)Jumia-Experience-CenterKetu- AgboyiKetu-AlapereKetu-CMD roadKetu-DemurinKetu-Ikosi RoadKetu-IleKetu-Iyana SchoolKetu-Tipper GarageLagos Island (Adeniji )Остров Лагос (Марина)Остров Лагос (Оникан)Остров Лагос (Сура)Остров Лагос (TBS)ЛАКОВЕЛакове-Адеба-роудЛакове-ГольфЛакове-КаджолаЛакове-Школьные воротаLEKKI -VGCLekki 1 (Bishop Durosimi)Lekki 1 (F. T. Kuboye street)Lekki 1 (Omorinre Johnson)Lekki Phase 1 (Admiralty Road)Lekki Phase 1 (Admiralty way)Lekki Phase 1 (Fola Osibo)LEKKI-AGUNGILEKKI-AJAH (ABIJO)LEKKI-AJAH (ADDO ROAD)LEKKI-AJAH (BADORE)LEKKI-AJAH (ILAJE) LEKKI-AJAH (ILASAN)LEKKI-AJAH (JAKANDE)LEKKI-AJAH (SANGOTEDO)Lekki-AwoyayaLekki-ChiscoLEKKI-ELFLEKKI-IGBOEFONLEKKI-IKATE ELEGUSHILEKKI-JAKANDE (KAZEEM ELETU)LEKKI-MARUWALEKKI-ONIRU ESTATELEKKI (OSAPA) (OSAPA) LONDONMagboroMAGBOROMAENDON ONIGBONGBO)MEBANMUMILE 12Mile 12 -AjelogoMile 12-Agboyi KetuMile 12-Doyin OmololuMile 12-OrishigunMILE 2Mushin – Палм-авенюАвтомагистраль Мушин-АгегеРынок Мушин-ДалекоМушин-Фатай АтереМушин-Иди ОроМушин-Иди-АрабаРоуд Мушин-ИласамаяРоуд Мушин-ИсолоРоуд Мушин-ЛадипоРынок Мушин-МушинМушин-ОлатеджуМушин-Папа АджаоОдонгунянОгба-Акило-роудОгба-Колледж-роудОгба-Латиф-Джаканде-роудОгба-Акме-роуд AgudaOgba-CountyOgba-Ifako-IdiagbonOgba-Ifako-OrimoladeOgba-Isheri RoadOgba-ObawoleOgba-OjoduOgba-Oke IraOgba-Oke Ira 2nd JuctionOGBA-Surulere Ind RdOgba-Wemco RoadOGUDUOJOOjo ShibiriOjo-Abule OshunOjo-AdalokoOjo-AgricOjo-AjangbadiOjo-Alaba InternationalOjo-Alaba RagoOjo- Alaba SuruOjo-AlakijaOjo-CassidyOjo-IjegunOjo-IlogboOjo-Ojo BarracksOjo-OkokomaikoOjo-Old Ojo roadOjo-OnirekeOjo-PPLOjo-ShibiriOjo-Tedi TownOjo-Trade FairOjo-VolksOJODUOJOKOROOJOTAOKOKOMAIKOOKOTAOmole Phase 1Omole Phase 2OREGUNOreyo- IgbeORILEOSAPA (LEKKI)OSHODI-BOLADEOSHODI-ISOLOOSHODI-MAFOLUKUOSHODI- ОРИЛЭОСОДИ-СЁГУНЛЕПальмовая роща-ОнипануСари-ИганмуГород-спутникСОМОЛУСурулере (Адениран Огунсанья)Сурулере (Агуда)Сурулере (Боде Тх) омас)Сурулере (Фатья Шитта)Сурулере (Иди Араба)Сурулере (Иджеша)Сурулере (Ипонри)Сурулере (Итире)Сурулере (Лавансон)Сурулере (Маша)Сурулере (Огунлана Драйв)Сурулере (Охуэлегба)VI (Адетокунбо Адемола)VI (Ахмед Белло) путь)VI (Епископ Абаяде Коул)VI(Аджосе Адеогун)VI(Акин Адешола)VI(Епископ Олувале)VI(Юсуф Абиодун)Остров Виктория (Адеола Одеку)Остров Виктория (Кофо Абайоми)Яба-Абуле ИджешаЯба-ФадейиЯба-(Сабо) Yaba-(Unilag)Yaba-Abule OjaYaba-AdekunleYaba-AkokaYaba-AlagomejuYaba-College EducationYaba-Commercial AvenueYaba-FolagoroYaba-Herbert Macaulay WayYaba-JibowuYaba-MakokoYaba-Murtala Muhammed WayYaba-Onike IwayaYaba-OyingboYaba-TejuoshoYaba-University Road9Yaba-Yaba-University Road
T. Kuboye street)Lekki 1 (Omorinre Johnson)Lekki Phase 1 (Admiralty Road)Lekki Phase 1 (Admiralty way)Lekki Phase 1 (Fola Osibo)LEKKI-AGUNGILEKKI-AJAH (ABIJO)LEKKI-AJAH (ADDO ROAD)LEKKI-AJAH (BADORE)LEKKI-AJAH (ILAJE) LEKKI-AJAH (ILASAN)LEKKI-AJAH (JAKANDE)LEKKI-AJAH (SANGOTEDO)Lekki-AwoyayaLekki-ChiscoLEKKI-ELFLEKKI-IGBOEFONLEKKI-IKATE ELEGUSHILEKKI-JAKANDE (KAZEEM ELETU)LEKKI-MARUWALEKKI-ONIRU ESTATELEKKI (OSAPA) (OSAPA) LONDONMagboroMAGBOROMAENDON ONIGBONGBO)MEBANMUMILE 12Mile 12 -AjelogoMile 12-Agboyi KetuMile 12-Doyin OmololuMile 12-OrishigunMILE 2Mushin – Палм-авенюАвтомагистраль Мушин-АгегеРынок Мушин-ДалекоМушин-Фатай АтереМушин-Иди ОроМушин-Иди-АрабаРоуд Мушин-ИласамаяРоуд Мушин-ИсолоРоуд Мушин-ЛадипоРынок Мушин-МушинМушин-ОлатеджуМушин-Папа АджаоОдонгунянОгба-Акило-роудОгба-Колледж-роудОгба-Латиф-Джаканде-роудОгба-Акме-роуд AgudaOgba-CountyOgba-Ifako-IdiagbonOgba-Ifako-OrimoladeOgba-Isheri RoadOgba-ObawoleOgba-OjoduOgba-Oke IraOgba-Oke Ira 2nd JuctionOGBA-Surulere Ind RdOgba-Wemco RoadOGUDUOJOOjo ShibiriOjo-Abule OshunOjo-AdalokoOjo-AgricOjo-AjangbadiOjo-Alaba InternationalOjo-Alaba RagoOjo- Alaba SuruOjo-AlakijaOjo-CassidyOjo-IjegunOjo-IlogboOjo-Ojo BarracksOjo-OkokomaikoOjo-Old Ojo roadOjo-OnirekeOjo-PPLOjo-ShibiriOjo-Tedi TownOjo-Trade FairOjo-VolksOJODUOJOKOROOJOTAOKOKOMAIKOOKOTAOmole Phase 1Omole Phase 2OREGUNOreyo- IgbeORILEOSAPA (LEKKI)OSHODI-BOLADEOSHODI-ISOLOOSHODI-MAFOLUKUOSHODI- ОРИЛЭОСОДИ-СЁГУНЛЕПальмовая роща-ОнипануСари-ИганмуГород-спутникСОМОЛУСурулере (Адениран Огунсанья)Сурулере (Агуда)Сурулере (Боде Тх) омас)Сурулере (Фатья Шитта)Сурулере (Иди Араба)Сурулере (Иджеша)Сурулере (Ипонри)Сурулере (Итире)Сурулере (Лавансон)Сурулере (Маша)Сурулере (Огунлана Драйв)Сурулере (Охуэлегба)VI (Адетокунбо Адемола)VI (Ахмед Белло) путь)VI (Епископ Абаяде Коул)VI(Аджосе Адеогун)VI(Акин Адешола)VI(Епископ Олувале)VI(Юсуф Абиодун)Остров Виктория (Адеола Одеку)Остров Виктория (Кофо Абайоми)Яба-Абуле ИджешаЯба-ФадейиЯба-(Сабо) Yaba-(Unilag)Yaba-Abule OjaYaba-AdekunleYaba-AkokaYaba-AlagomejuYaba-College EducationYaba-Commercial AvenueYaba-FolagoroYaba-Herbert Macaulay WayYaba-JibowuYaba-MakokoYaba-Murtala Muhammed WayYaba-Onike IwayaYaba-OyingboYaba-TejuoshoYaba-University Road9Yaba-Yaba-University Road
Door Delivery
Delivery ₦ 2,904
Ready for delivery between 31 October & 08 November when you order within next 6hrs 44mins
Pickup Station
Delivery ₦ 2,714
Готов к выдаче между 31 октября и 08 ноября при заказе в течение следующего 6 часов 44 минуты
Почтовая доставка
Доставка ₦ 10 871
Готовы к доставке между 18 ноября и 02 декабря , когда вы заказываете в течение следующего 6 часов 44MIN
Информация о продавце
XIMING
40 %0005 Уровень выполнения заказа: очень плохой Показатель качества: плохой Рейтинг покупателей: средний Добро пожаловать в мой магазин, у нас есть много видов ценовых продуктов, мы запускаем новые продукты каждый день, пожалуйста, следите за моим магазином и обратите больше внимания, чтобы получить больше продуктов, пожалуйста, нажмите на информацию о продавце, чтобы войти в наш магазин, чтобы купить, мы надеемся, что вы получите приятный опыт покупок. Описание: Ручной запуск (светильник с искровой головкой) Спецификация: Материал: Медь Длина: 17 см/6,69 дюйма. Температура: около 1600 градусов В комплект поставки входят: 1 шт. Головка пропановой горелки Примечание: Перед тем, как разжечь огонь, дайте газу течь в течение двух секунд, прежде чем он легко загорится. Головка пропановой горелки; Головка газовой горелки; Головка горелки с газовым баллоном; ; 1 шт. Головка пропановой горелки Покупатели, купившие этот товар, еще не оставили комментариев Информация о продукте
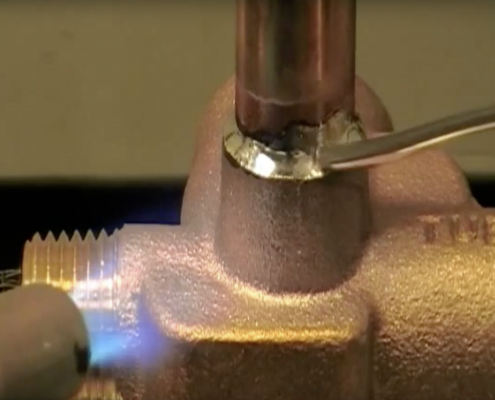 Спасибо и хорошего дня!
Спасибо и хорошего дня!
Базовый карандаш для малого диаметра, оттаивания, плавления и нанесения тепла
Используйте только с пропановым топливом, например, 14,1 унций. Цилиндр ручной пропановой горелки
Конструкция из латуни для долговечности. Регулирующий клапан
легко регулирует размеры и гаснет после завершения.
Цвет: Латунь
Сохраняйте определенное расстояние между факелом и предметом.
Поскольку он расположен слишком близко, он будет производить закалку, так что локальная температура сопла будет слишком высокой, что повлияет на срок службы факелов.
Технические характеристики
Основные характеристики
Комплект поставки
Технические характеристики
 84 4
84 4 Проверенные отзывы покупателей
Недавно просмотренные
Просмотреть все Какая горелка для пайки серебром?
Все пальцы
Известный член
- #1
Вот 3. Что посоветуете?
GailInNM
Администратор
- #2
Какой факел? Классический ответ «это зависит».
Я использую горелку MAPP, такую как горелка № 3 в вашем списке выбора, для 90 процентов моих серебряных припоев. Это то, что я использую для пайки полотна ленточной пилы в резьбе:
унций по весу.
Главное, что мне не нравится в этом типе горелки, это то, что она либо включена, либо выключена, так как на ней нет ручки управления подачей газа. Единственный способ отрегулировать подаваемое тепло — это изменить расстояние горелки от изделия.
Мне не нравится горелка №2, направленная вниз, так как обычно я нагреваю деталь снизу с помощью небольшого участка серебряного припоя поверх соединения для большинства мелких деталей. Если пламя приложить к серебряному припою, серебряный припой расплавится до того, как металл станет достаточно горячим, чтобы он мог течь.
Для очень мелких деталей я часто использую пропановую горелку карандашного типа, например № 2, но с направленным вверх соплом. Это для таких деталей, как латунные трубки с стенкой .014 для небольших фитингов. Там горелка MAPP дает слишком много тепла слишком быстро, хотя ее можно использовать.
Это для таких деталей, как латунные трубки с стенкой .014 для небольших фитингов. Там горелка MAPP дает слишком много тепла слишком быстро, хотя ее можно использовать.
У меня также есть фонарик, как показано в №1. Я подключил его к пропановому баллону типа барбекю. В основном он используется для нагрева моей литейной печи для небольших отливок, но я также использую его в качестве источника предварительного нагрева для более крупных изделий, припаянных серебром, таких как небольшие медные котлы диаметром 2 дюйма и длиной 8 дюймов. Там я устанавливаю корпус котла на изолирующий огнеупорный кирпич и устанавливаю факел, чтобы создать общее пламя, чтобы поддерживать все в горячем состоянии. Затем я использую горелку MAPP, чтобы перемещать котел, чтобы довести локальные области до температуры для пайки торцевых крышек и втулок.
Итак, как я уже сказал. Это зависит. Если бы у меня была только одна горелка для пайки серебром, я бы выбрал №3.
Гейл, Нью-Мексико, США
Лью Хартсвик
Известный член
- #3
Все 3 были слишком велики для единственной серебряной пайки, которую мне приходилось делать за ооооочень долгое время.
Пытался сделать несколько специальных петель, припаяв кусочки стержня с отверстием в центре к плоской стальной детали
, удерживая две части на одном уровне с требуемым расстоянием между ними.
В итоге друг сделал это с помощью окси-ацетилена и очень маленького наконечника.
ТАК как всегда: “Всё зависит”.
…левый…
АКВикинг
Гость
- #4
Хотя он и дороже (99 долларов), мне нравится EZ Torch (http://www. ottofrei.com). Он использует стандартные одноразовые баллоны с пропаном, имеет регулировку воздуха и наконечники нескольких размеров. Он очень прост по конструкции, а запасные части легко доступны в компании Otto Frei.
ottofrei.com). Он использует стандартные одноразовые баллоны с пропаном, имеет регулировку воздуха и наконечники нескольких размеров. Он очень прост по конструкции, а запасные части легко доступны в компании Otto Frei.
Поскольку он подходит для маленьких баллонов с пропаном (вы можете приобрести адаптер для 20-фунтовых баллонов), он разрешен в странах, где запрещены большие баллоны для использования в жилых домах, многоквартирных домах и т. д. Он также разрешен на островах Аляски, где мы только есть одно место, чтобы заправить наш ацетилен и кислород!
У меня есть большая ацетиленовая ювелирная горелка, а также кислородно-пропановая мини-ювелирная горелка, но большую часть времени я тянусь к EZ Torch. У него достаточно тепла для большинства приложений, связанных с изготовлением ювелирных изделий/моделей. Мои два цента за ювелира, который начал заниматься изготовлением небольших моделей.
Крис в Кетчикане, АК
АКВикинг
Гость
- #5
Исправление: 89 долларов за модель маленького баллона с пропаном, 99 долларов за модель большого баллона с пропаном.
Богстандарт
Гость
- #6
Очень трудно принять решение от вашего имени, потому что похоже, что в той части мира, из которой вы родом, у вас очень мало выбора.
Не существует жестких правил относительно размера резака, поскольку все зависит от объема работы.
На самом деле я использую четыре разных размера: от микрофакела, паяльной лампы для поваров, общего назначения для сантехников (размер, на который вы смотрите, с закрепленной на бутылке) до чудовищной трубы, идущей от баллона с пропаном. Я прикрепил картинку, чтобы показать вам, что я имею в виду. Два средних размера являются наиболее часто используемыми.
Я прикрепил картинку, чтобы показать вам, что я имею в виду. Два средних размера являются наиболее часто используемыми.
Не рекомендуется использовать окси/ацет. Он имеет тенденцию слишком быстро нагреваться, плюс на очень маленьких соплах может быть трудно увидеть, есть ли у вас пламя науглероживания или насыщения кислородом, что может неблагоприятно повлиять на соединение.
Возможно, эти две темы могут помочь.
http://www.homemodelenginemachinist.com/index.php?topic=265.0
http://www.homemodelenginemachinist.com/index.php?topic=917.0
В моем сообщение здесь, примерно на полпути вниз страницы.
http://www.homemodelenginemachinist.com/index.php?topic=1500.90
Джон
рейнджерыsteamtoys
Известный член
- #7
Зависит от того, какая у вас пайка и насколько она велика. Я использую маленькую бутановую горелку Ронсона, ее несколько раз роняли, и керамический наконечник разваливается. С его помощью я могу паять множество вещей, и если мне нужно больше тепла, я использую спиртовую горелку, чтобы нагреть металл, а затем припаять его с помощью горелки.
Надеюсь, это поможет.
Что касается фото факелов, то я бы остановился на последнем. мне нравится большой огонь
Накидная гайка
Известный член
- #8
Я обычно использую кислородно-ацетиленовый газ, наконечники меняются в зависимости от работы, но очень легко «сжечь» работу, потому что тепло слишком концентрировано, пропан выделяет больше БТЕ, но пламя более рассеянное, поэтому оно может нагревать большая площадь равномерно, но трудно сделать тонкую работу. Если вы делаете большой котел, то лучше всего подойдет горелка типа Северта (старожилы использовали бензиновые горелки, что очень страшно), но для более мелких работ, таких как небольшая часть двигателя, подойдет любая ручная пропановая горелка, при условии, что она выделяет достаточно тепла для работы. работа. Используйте адаптер для большого баллона, так намного дешевле использовать пропан, и с ним проще управлять горелкой, чем пытаться держать баллон.
Если вы делаете большой котел, то лучше всего подойдет горелка типа Северта (старожилы использовали бензиновые горелки, что очень страшно), но для более мелких работ, таких как небольшая часть двигателя, подойдет любая ручная пропановая горелка, при условии, что она выделяет достаточно тепла для работы. работа. Используйте адаптер для большого баллона, так намного дешевле использовать пропан, и с ним проще управлять горелкой, чем пытаться держать баллон.
GailInNM
Администратор
- #9
Как уже упоминалось, многое зависит от размера деталей, которые вы собираетесь припаивать серебряным припоем. На фотографиях ниже пример одного из моих текущих проектов, который будет паять серебром через несколько дней. Я буду использовать газовую горелку MAPP, такую как ваша № 3, для серебряной пайки.
На фотографиях ниже пример одного из моих текущих проектов, который будет паять серебром через несколько дней. Я буду использовать газовую горелку MAPP, такую как ваша № 3, для серебряной пайки.
Первая фотография деталей, которые войдут в сборку. Это стандарт с направляющей крейцкопфа для двигателей с диаметром цилиндра 1/2 дюйма и ходом поршня. Состоит из 7 деталей из латуни 260 и 360. Основание и верхний фланец имеют толщину 1/8 дюйма. Детали из листового металла имеют толщину 1/6 дюйма, а точеный ствол имеет толщину стенки 0,086 дюйма.
На втором фото показаны пробные детали, установленные на приспособление для пайки серебром. На данный момент все подгонки и подшивки сделаны. Затем детали будут удалены, все царапины отшлифованы, а остальные детали обработаны. После этого они будут очищены, сначала спиртом, а затем кратким погружением в кислоту и полосканием. Затем все места пайки будут обработаны флюсом, а детали снова собраны в приспособлении для пайки. Небольшие куски припоя из 56-процентного серебра диаметром 3/64 будут размещены вдоль стыков, и весь этот беспорядок будет нагреваться горелкой до тех пор, пока припой не потечет.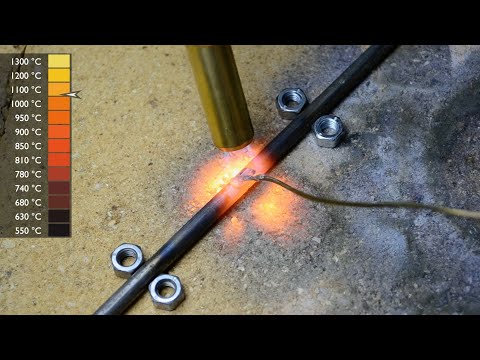 Одновременно будет выполнено 14 паяных соединений.
Одновременно будет выполнено 14 паяных соединений.
зеусрекнинг
Известный член
- #10
Я только что попытался расплавить серебряный припой диаметром 1/16 дюйма с помощью пропановой горелки, но безуспешно. Что случилось? Этот размер слишком велик для того, чем занимается большинство из нас???
Тим
GailInNM
Администратор
- #11
Тим,
Знаете ли вы, какое содержание серебра в вашем серебряном припое? Некоторые припои с низким содержанием серебра, содержащие от 10 до 20 процентов серебра, плавятся при гораздо более высоких температурах. Большинство известных мне производителей моделей используют припои с содержанием серебра 45 или 56 процентов. Более дорогой, но он будет течь в плотно прилегающих узлах и плавиться при более низких температурах. Я без труда припаял серебро проводом 1/16 с пропаном, используя как 45-процентный, так и 56-процентный серебряный припой.
Гейл, Нью-Мексико, США
зеусрекнинг
Известный член
- #12
Кажется, на этикетке было написано silver-flo 45.
Тим
kf2qd
Известный член
- №13
Я использую горелку №2. Для мелких деталей отлично подходит пропан. Для некоторых более крупных деталей я использовал газ MAPP. GOt мой за 15 долларов пару лет назад сразу после Рождества. Очень нравится это. Большое горячее пламя, которое не выходит далеко за кончик горелки. Простота управления, горелка вращается вокруг трубы, выходящей из клапана. Также хорошо подходит для розжига уличной дровяной горелки…
AllThumbs
Известный член
- №14
зеусрекнинг сказал:
Я только что попытался расплавить серебряный припой диаметром 1/16 дюйма с помощью пропановой горелки, но безуспешно. Что случилось? Этот размер слишком велик для того, чем занимается большинство из нас???
ТимНажмите, чтобы развернуть…
На чем сидел припой? Если порок чего-то, возможно, это хороший радиатор.
Е
GailInNM
Администратор
- №15
Silver-Flo 45 должен легко течь с помощью пропановой горелки на мелкие детали. Это припой, не содержащий кадмия, поэтому его температура немного выше, чем у старых 45-процентных серебряных припоев, но ненамного. Только около 30 или 40 градусов по Фаренгейту от припоя, не содержащего кадмия, который я использую.
Это припой, не содержащий кадмия, поэтому его температура немного выше, чем у старых 45-процентных серебряных припоев, но ненамного. Только около 30 или 40 градусов по Фаренгейту от припоя, не содержащего кадмия, который я использую.
Попробуйте зажать полоску латуни шириной около 1/2 дюйма и толщиной 1/32 или около того в тиски плоской стороной вверх и примерно на дюйм наружу. Нанесите немного флюса ближе к концу, а затем поместите в флюс кусок припоя длиной 1/16 или 1/8 дюйма. Нагрейте снизу горелкой. Вскоре после того, как флюс расплавится и станет прозрачным, припой должен вытечь на латунь. Флюс важен не только для очистки металла, но и для начальной передачи тепла припою.
Гейл
PTврезка
Известный член
- №16
В дополнение к обсуждению факелов здесь находится дедушка информации в Интернете для серебряной пайки с большим количеством информации, чем можно использовать.
От часто задаваемых вопросов к паспортам безопасности материалов. От компании, которая производит большую часть серебряного припоя.
http://www.lucasmilhaupt.com/htmdocs/brazing_support/everything_about_brazing/what_brazing_about.html
Резак EZ, как упоминалось AKViking, является довольно хорошей установкой для использования различных температур серебряных припоев для соединения деталей. Его также называют и продают как факел Shark. Сделано Отто Фреем http://www.ottofrei.com/
PTврезка
Известный член
- # 17
Наряду со старым резервом для пайки серебром работы по отоплению и кондиционированию воздуха. Наряду с общими сантехническими работами. Факел prest-o-light, который был куплен людьми, занимающимися турбофонарем. Это старый стандарт для серебряной ковки воздушно-ацетиленовой горелки. Когда срок действия патента истек несколько лет назад, ряд других компаний быстро запустили его в производство. Так что сегодня, будь то prest-o-lite, goss, uniweld и т. д., детали взаимозаменяемы.
Единственная проблема по-прежнему исходная с гаечным ключом для невыполнимой миссии, который исчезает после первого использования!
Бак B (автобус) и бак MC (мотоцикл) причина угла на клапане. MC также называют миниатюрным цилиндром в некоторых частях США.
Вот сайт, на котором представлено большинство марок фонариков и стилей, а также довольно хороший ресурс для проверки различий.
http://www.kingsleynorth.com/skshop/search_results2.php?action=search&keys=&catID=214&Submit=+Search+
У них также есть много других инструментов, о которых вы даже не подозревали.
PTврезка
Известный член
- # 18
Еще одна хорошая горелка общего назначения для небольших сварных швов или пайки — маленькая горелка Смита. Кислородно-топливная горелка, которая работает с листовыми материалами до 16 ga от стали до золота. Единственное условие, которое они дают, это то, что при использовании двух самых маленьких наконечников вы должны использовать ацетилен или водород в качестве топливного газа для более высоких температур.
Gentec — еще одна компания из Европы, у которой есть версия этой горелки.
PTврезка
Известный член
- # 19
Воздушная/пропановая горелка, которая подойдет для определенных работ в мастерской, представляет собой горелку с быстросменным наконечником Gentec, которая является копией быстросменного наконечника турбогорелки. От серебряного припоя, плавления свинца, олова до удаления плитки и малого диаметра. сгибание и ковка отлично работает.
И, конечно же, можем ли мы забыть о входе Бенца О Матика в О боже! эта штука продувает танки при использовании. Он подходит для небольших вещей, и он достаточно легкий, чтобы привязать его к ремню или взять с собой в труднодоступные места без особого напряжения или в офисную среду. Там, где они, как правило, осуждают промышленное оборудование.
Там, где они, как правило, осуждают промышленное оборудование.
Если я правильно помню, размер бака MC примерно равен 18 бакам Benz O Matic.
Вот сайт Benz O Matics, полный полезной информации.0003
PTврезка
Известный член
- #20
Если вы пропустили, газ MAPP больше не продается. Вот объявление от производителя
http://www.worthingtoncylinders.com/documents/map_pro_introduce_announce_021908.pdf
Это файл для загрузки в формате PDF.
Они переместили еще один из газов, используемых под другими названиями, чтобы сократить перечень немного отличающихся свойств.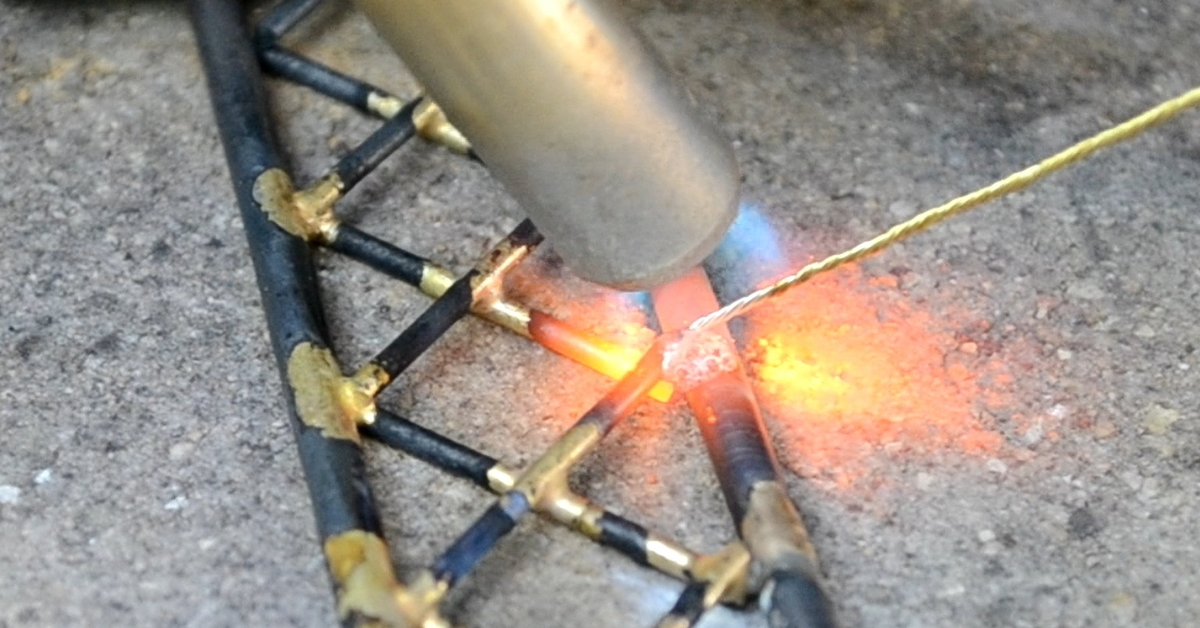 С более экологичным газом в соответствии с уменьшением углеродного следа.
С более экологичным газом в соответствии с уменьшением углеродного следа.
Если вы зайдете на основной сайт, там будут объявления о повышении цен.
http://www.worthingtoncylinders.com/
Пайка, сплавление и изготовление с помощью микрогорелки и бутана
Две наиболее частые вещи, которые я слышу, рассказывая о своем ювелирном цехе: «У вас в мастерской нет печи для обжига?» и «У вас в студии нет пропана и кислорода?» Неа. Я уверен, что нет, по обоим пунктам.
Следующий вопрос, который обычно задают, — «почему?» Этот ответ лежит на моем дорогом муже. Он, страховка нашего домовладельца и немного логистики. И вместо того, чтобы сопротивляться системе, я просто иду с ней и обхожу эти мелочи. Я скажу, что если бы у меня не было места в нашем навесе под открытым небом для использования моих печей и горелок (тех, которые работают на топливе, отличном от бутана), во мне могло бы быть больше борьбы, но я могу заставить это работать, поэтому я оставляю это. один.
один.
ВЫШЕ: безели, ювелирные изделия и стеклянные кабошоны от Кэсси Донлен из Кухонный стол Кузнечное дело: изготовление металлических украшений с помощью микрофакела с Кэсси Донлен домашняя студия. Я знаю, что микрофонарики нравятся не всем. И работа с бутаном не всегда может быть тем, что вам нужно для поставленной задачи. Но микрогорелки и бутан действительно хорошо подходят для моих нужд, так что я доволен.
Есть много других художников, которым нравится работать с бутаном и микрогорелкой; настолько, что они сделали видео и книги на эту тему! Встречайте Кейт Ферран Ришбур, Дениз Пек и Кэсси Донлен — королев микрофакела! Со всей серьезностью, эти дамы так много рассказали о том, как максимально эффективно использовать микрогорелку и бутановое топливо, что вы могли бы создать украшения на всю жизнь, вдохновленные их методами.
Микрофонарь и советы по изготовлению ювелирных изделий от экспертов
От Кейт:
- При покупке бутановой горелки внимательно присмотритесь к ней.
 Он в основном пластиковый с минимумом металлических деталей? Если это так, положите его обратно на полку, несмотря на выгодную сделку. Горелки, включенные в течение длительного времени (в процессе пайки), сильно нагреваются. Это тепло концентрируется вокруг верхней части резака и головки резака. Слишком много пластика, и вы можете обнаружить, что головка горелки может слегка расплавиться. Это повлияет на подачу бутана к наконечнику горелки, что сделает невозможным зажигание горелки. Горелки, которые в основном сделаны из металла, можно использовать в течение длительного периода времени, не опасаясь повреждения.
Он в основном пластиковый с минимумом металлических деталей? Если это так, положите его обратно на полку, несмотря на выгодную сделку. Горелки, включенные в течение длительного времени (в процессе пайки), сильно нагреваются. Это тепло концентрируется вокруг верхней части резака и головки резака. Слишком много пластика, и вы можете обнаружить, что головка горелки может слегка расплавиться. Это повлияет на подачу бутана к наконечнику горелки, что сделает невозможным зажигание горелки. Горелки, которые в основном сделаны из металла, можно использовать в течение длительного периода времени, не опасаясь повреждения. - Шесть основных требований к настройке: это мои шесть основных требований. Моя микрофакел (в данном случае Max Flame), моя поверхность для обжига кирпича в печи, чашка для закалки, пинцет для пайки, защитные очки и кастрюля с желейным рулетом в качестве моей термостойкой защитной поверхности. У меня также есть огнетушитель рядом с моим верстаком. Береженого Бог бережет! Мне никогда не приходилось его использовать, постучим по дереву, но безопасность превыше всего.

- Бутановая микрогорелка бесполезна, если она не заполнена топливом. Я использую обычное бутановое топливо из хозяйственного магазина для заправки. Хотя вы можете подумать, что лучше всего использовать топливо «тройной очистки», чтобы содержать головку горелки в чистоте, я использую обычное готовое топливо, и мои горелки работают отлично. Это не реклама, просто мой опыт.
- Когда я зажигаю фонарик, я всегда открываю окно для хорошей вентиляции. Бутан является экологически чистым топливом, а время горения при пайке относительно короткое. Основной источник потенциально вредных испарений, на мой взгляд, это то, что вы греете. Плавящийся припой, нагревательный флюс и металл выделяют небольшое количество дыма. Работа в хорошо проветриваемом помещении сведет испарения к минимуму. Вы всегда можете носить респиратор, а также монитор угарного газа для дополнительной защиты.
От Дениз:
- Вам абсолютно необходима огнеупорная рабочая поверхность, например, кусок листового металла или крупная керамическая плитка, чтобы защитить стол.
 Затем для пайки вам понадобится доска Solderite или угольный блок. Для дополнительной защиты я поместил угольный блок в емкость для отжига, наполненную пемзой.
Затем для пайки вам понадобится доска Solderite или угольный блок. Для дополнительной защиты я поместил угольный блок в емкость для отжига, наполненную пемзой. - Если вы работаете с тонкой серебряной проволокой, вам не нужен припой, потому что он сплавляется сам с собой. Но если вы паяете стерлинг или медь, вам понадобятся флюс и припой. Флюс — это паста, которая помогает удерживать тепло там, где это необходимо, и способствует растеканию припоя. Я использую плоскогубцы, пинцеты и кирки для работы с пламенем, чтобы не испортить свои хорошие инструменты.
- Заправляйте горелку топливом перед каждым использованием, чтобы обеспечить самое горячее пламя. Это также поможет предотвратить выработку топлива в вашей горелке в середине задачи, например, когда ваш припой вот-вот потечет!
- Кусочки серебра почти мгновенно превращаются в идеально круглые серебряные шарики при нагревании микрогорелкой. Вы можете создавать серебряные акцентные шарики практически любого размера, чтобы украсить свои украшения из проволоки или металлических изделий.

- Самое основное правило пайки заключается в том, что вы должны нагревать всю деталь, а не только соединение (место, где встречаются два металлических конца). Сосредоточение внимания только на соединении приводит к тому, что металл там просто сгорает. Вместо этого медленно и методично вращайте горелку вокруг всей детали, пока она не станет очень горячей. Затем сфокусируйтесь на соединении, чтобы припой растекся (или расплавьте чистое серебро), затем сразу же уберите пламя.
От Кэсси:
- Существуют ограничения на толщину листа и проволоки, которые вы можете использовать, а также на размеры ваших изделий при изготовлении ювелирных изделий с микрофакелами, потому что бутановые факелы не нагреваются намного выше 2500 градусов. по Фаренгейту. Большие куски требуют гораздо больше тепла. Но если вам не терпится расширить свой репертуар и заняться изготовлением рамок для кабин или каучука, вы определенно можете добиться этого с помощью изготовления украшений с микрофакелами.

- При одновременной пайке или сплавлении нескольких деталей на блоке все стыки или швы должны быть обращены в одном направлении, чтобы у вас была простая точка отсчета, куда направить тепло.
- Когда чистое серебро почти готово к сплавлению, оно будет казаться более беловатым по сравнению с тем ярким блеском, с которым вы начали. Как только он станет беловатым или порошкообразным, сфокусируйте тепло на соединении, и оно расплавится. Как только вы увидите, что шов соединяется, уберите огонь, чтобы серебро не расплавилось.
- Кэсси демонстрирует, что происходит, когда вы применяете слишком много тепла после сплавления соединения.
- Она рассказывает, что происходит, когда вы не начинаете с хорошего соединения перед нагревом (верхнее правое кольцо). Все это действительно отличные обучающие примеры, помогающие понять, «чего не делать», а также показывающие, что жизнь будет продолжаться, если это случится с вами.
- Некоторые советы по безопасности при изготовлении украшений с микрофакелами:
- Всегда работайте на огнеупорной поверхности.

- Всегда работайте на огнеупорной поверхности.