Пайка латунью железа: как и чем паять латунь
alexxlab | 03.03.2023 | 0 | Разное
все для сварки. Вопросы и ответы по сварке. Вопрос №74.
Расскажите, пожалуйста, о технологии газопламенной пайки.
При пайке основной металл не плавится, а нагревается лишь до температуры расплавления припоя, которая значительно ниже температуры плавления основного металла. Такая особенность процесса позволяет использовать пайку для получения прочноплотных соединений не только однородных, но и разнородных металлов. Успешно паяют чугун, углеродистую и легированную стали, медь и ее сплавы, никель, алюминий и большинство конструкционных металлов и сплавов.
Различают два основных вида пайки: высокотемпературную и низкотемпературную. В первом случае применяют припои с температурой плавления выше 550 °С, а во втором — ниже 550 °С.
Высокотемпературную газопламенную пайку выполняют стандартными горелками, работающими на смеси горючего газа с кислородом. В качестве горючего газа можно использовать как ацетилен, так и пропан–бутан, газ МАФ и др.
Низкотемпературную пайку можно выполнять как с использованием газовоздушных горелок, так и промышленных электрических фенов.
Решающее влияние на качество пайки оказывает состав припоя и флюса, тип соединения и техника пайки.
Припои. Как правило, при низкотемпературной пайке используют припои с температурой плавления до 350–400 °С, а при высокотемпературной — выше 650 °С.
Для низкотемпературной пайки наибольшее применение находят оловянисто–свинцовые припои (табл. 1), а для высокотемпературной — серебряные, медно–цинковые и медно–фосфоритовые припои (табл. 2).
Таблица 1. Припои для низкотемпературной пайки
| |||||||||||||||||||||||||||
Таблица 2. Припои для высокотемпературной пайки
Припои для высокотемпературной пайки
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||

Серебряные припои можно применять при пайке всех черных и цветных металлов, кроме алюминия и цинка. Медно–цинковые припои используют преимущественно для пайки стали, чугуна, меди, бронзы и никеля. Лучшие результаты дает припой ЛОК62–06–04.
Медно–фосфористые припои являются заменителями припоев на основе дефицитного серебра и низкотемпературных припоев при пайке меди, латуни и бронзы. При пайке меди эти припои не требуют флюса, однако из–за хрупкости соединений, выполненных с применением медно–фосфористых припоев, их нельзя использовать в конструкциях, работающих при ударных нагрузках.
Большинство припоев выпускают в виде прутков, проволоки, порошков или полос. Медно–цинковые припои из–за повышенной хрупкости поставляют в виде зерен различной грануляции.
Медно–цинковые припои из–за повышенной хрупкости поставляют в виде зерен различной грануляции.
Флюсы. Назначение флюса: предохранить припой и основной металл от окисления; растворить оксиды, образующиеся в процессе пайки; способствовать смачиванию металла расплавленным припоем за счет снижения его поверхностного натяжения. Состав некоторых промышленных флюсов для низко– и высокотемпературной пайки приведен в табл. 3 и 4.
Таблица 3. Флюсы для низкотемпературной пайки
|
Таблица 4. Флюсы для высокотемпературной пайки
Флюсы для высокотемпературной пайки
|
Конструкция паяных соединений. Прочность паяного соединения во многом зависит от площади спая и взаимной подгонки соединяемых деталей, т. е. от величины зазора между ними. При пайке рекомендуют применять соединения, показанные на рис. 1. В основном применяют нахлесточные соединения, поскольку, увеличивая величину нахлеста, легко повысить прочность соединения. Для улучшения механических свойств стыкового соединения практикуют увеличение рабочего сечения за счет применения косого или зубчатого стыка.
Прочность паяного соединения во многом зависит от площади спая и взаимной подгонки соединяемых деталей, т. е. от величины зазора между ними. При пайке рекомендуют применять соединения, показанные на рис. 1. В основном применяют нахлесточные соединения, поскольку, увеличивая величину нахлеста, легко повысить прочность соединения. Для улучшения механических свойств стыкового соединения практикуют увеличение рабочего сечения за счет применения косого или зубчатого стыка.
Рис. 1. Типы паяных соединений:
а — стыковые; б — нахлесточные; в — с отбортовкой; г — втулочные; д — специальные
Рис.
 2. Вид трубчатых соединений
2. Вид трубчатых соединенийТавровые соединения при пайке применяют очень редко. Пайку широко используют при получении трубчатых соединений (рис. 2): а, б — когда допускается увеличение наружного диаметра трубы; в и г — при необходимости его сохранения. Зазор между соединяемыми деталями при пайке должен быть минимальным для улучшения заполнения его расплавленным припоем под действием капиллярных сил. Рекомендуемые зазоры в деталях, изготовленных механической обработкой или штамповкой, приведены в табл. 5.
Таблица 5. Рекомендуемые зазоры при газопламенной пайке металлов
| |||||||||||||||||||||||||||
Техника пайки. При низкотемпературной пайке очищенные детали предварительно подвергают лужению, собирают, наносят на поверхность припоя флюс и расплавляют припой пламенем горелки. Расплавленный припой затекает в зазор или на соединяемые детали, после чего пламя отводят, чтобы обеспечить охлаждение.
При низкотемпературной пайке очищенные детали предварительно подвергают лужению, собирают, наносят на поверхность припоя флюс и расплавляют припой пламенем горелки. Расплавленный припой затекает в зазор или на соединяемые детали, после чего пламя отводят, чтобы обеспечить охлаждение.
Высокотемпературную пайку выполняют газовым пламенем нормального состава. Возможен небольшой избыток горючего. Удельная мощность пламени (по ацетилену), л/(ч·мм): для углеродистой стали — 100–200, нержавеющей — не более 70, меди — 150–200, латуни — 100–120. При использовании газов–заменителей необходимо учитывать коэффициент замены для соответствующего газа и расход кислорода, обеспечивающий нормальное пламя. Детали нагревают факелом пламени — зоной, находящейся на расстоянии 20–30 мм от ядра. Это не допускает перегрева металла. Пламя следует всегда направлять на деталь, имеющую наибольшую толщину и теплопроводность (при пайке разнородных металлов).
Диаметр или ширину припоя (при использовании полос) выбирают из расчета, что они должны быть равны 1–3 толщины наиболее тонкого элемента спаиваемых деталей. Последовательность операций и техника высокотемпературной пайки приведены в табл. 6.
Последовательность операций и техника высокотемпературной пайки приведены в табл. 6.
Таблица 6. Последовательность операций и техника высокотемпературной пайки газовым пламенем
|
 Закрепить детали в кондукторе или приспособлении так, чтобы место под пайку было в горизонтальной плоскости и в зоне действия вытяжной вентиляции. Установить необходимый зазор и величину перекрытия деталей (при нахлесточном соединении)
Закрепить детали в кондукторе или приспособлении так, чтобы место под пайку было в горизонтальной плоскости и в зоне действия вытяжной вентиляции. Установить необходимый зазор и величину перекрытия деталей (при нахлесточном соединении) Очистить шов от флюса тщательной промывкой паяного соединения в теплой воде протиркой чистой материей после полного затвердения припоя. Произвести правку изделия и термообработку паяного соединения, если в этом имеется необходимость
Очистить шов от флюса тщательной промывкой паяного соединения в теплой воде протиркой чистой материей после полного затвердения припоя. Произвести правку изделия и термообработку паяного соединения, если в этом имеется необходимость
|
Вернуться в раздел Вопросы и ответы.
|
Пайка Категория: Cлесарно-сборочные работы Пайка Пайка металлов известна с глубокой древности. Различными приемами пайки хорошо владели ювелиры античной Греции и Древнего Рима. Тонко и искусно спаянные художественные произведения из золота, серебра и бронзы встречаются в культуре скифов и Древней Руси. Пайка — неразъемное соединение металлических деталей с помощью расплавленного сплава, называемого припоем. Для того чтобы осуществить пайку, необходимы следующие условия: Поэтому перед пайкой спаиваемые места необходимо хорошо зачищать шабером, напильником и шкуркой, чтобы удалить с поверхности грязь, жир, краску и т. п. Но кроме механических загрязнений, удаляемых зачисткой, на поверхности металла всегда есть оксидная пленка, которая образуется на металле от соприкосновения с кислородом воздуха. Хотя эту пленку можно удалить механическим путем, в процессе пайки она вновь образуется и тем быстрее, чем выше температура. Известно, что металлы, имеющие высокую температуру плавления могут растворяться в жидком металле с гораздо более низкой температурой плавления. Например, медь, плавящаяся при 1083 °С, растворяется в расплавленном олове, температура плавления которого 232 °С; точно так же железо, имеющее температуру плавления 1535 °С, растворяется в цинке, температура плавления которого 419 °С; сурьма 630 °С — в свинце 327 °С; углерод 3000 °С — в железе 1535 °С; никель 1455 °С — в меди 1083 °С и т. Современные методы пайки весьма разнообразны и позволяют соединять почти все металлы и сплавы. Однако пайка из-за трудоемкости применяется главным образом в художественных изделиях интерьерного характера, выполняемых в небольших сериях,— декоративных предметах, бытовых и ювелирных изделиях. В последнее время пайка все больше и больше заменяется сваркой. Различают два основных вида пайки: Пайка мягкими припоями имеет следующие преимущества: незначительный нагрев соединяемых деталей, сохранение размеров и формы деталей, простота способа, высокая плотность шва и др. Недостатки — невысокая прочность и термостойкость в пределах 100°С. В процессе пайки мягкими припоями производят следующие по порядку операции: Паяльник обычно нагревают до 400—450 °С. Перегрев паяльника до 600 °С и выше недопустим, так как медь, из которой сделан паяльник, начнет энергично окисляться и не будет брать и держать припой. Кроме того, медь при перегреве поглощает олово, оставшееся на паяльнике, отчего его рабочий заостренный конец становится хрупким и зазубренным. Спайку предметов мягкими припоями производят на деревянной подкладке, так как металлическое основание поглощает значительную часть тепла, охлаждает детали и затрудняет работу. Пайка твердыми припоями, у которых температура плавления выше 550 °С, дает прочные, герметичные соединения. Твердые припои в основном состоят из меди, серебра, цинка и др. и применяются для пайки черных, цветных и драгоценных металлов. Пайку твердыми припоями производят в следующем порядке: В процессе пайки необходимо внимательно следить за растеканием припоя. Он начинает плавиться, как только расплавится и сделается жидкой бура (флюс). Кроме этих припоев, выпускаемых промышленностью, можно рекомендовать следующие составы припоя, которые легко приготовить; Ювелирные припои для золотых изделий по содержанию золота должны соответствовать пробе изделия; для серебряных припоев это не обязательно. В табл. 37 приведены некоторые из ювелирных поипоев, применяемых в ювелирной промышленности. Флюсы. Их можно разделить на две группы: Соляная кислота применяется для пайки цинка и железных цинковых изделий. После употребления соляной кислоты изделие надо тщательно промывать — лучше в горячей воде, так как оставшаяся на изделии соляная кислота ускоряет коррозию. Хлористый цинк плавится при 263 °С; приготовляется травлением цинка в соляной кислоте; применяется при пайке мягкими припоями латуни, меди, железа; после пайки изделие необходимо промывать, так как остатки хлористого цинка образуют очаги коррозии. Это наиболее распространенный флюс для оловянно-свинцовых припоев. Выпускается в основном в порошке; он легко растворим в воде в отношении 1 : 4. Хлористый цинк — аммоний состоит из смеси хлористого цинка (75%) и нашатыря (25%). Бура — универсальный флюс при твердой пайке латуни, меди, бронзы, железа и т. п. Перед употреблением буру лучше прогреть на железном листе, чтобы выпарить из нее кристаллизационную воду (которую она поглощает из воздуха). Температура плавления буры 741°С. После пайки изделие надо положить в отбел (15%-ный раствор серной кислоты), чтобы удалить соли буры (твердую прозрачную корку, которая образуется при соединении расплавленной буры с окислами металлов), или прокипятить в горячем отбеле — тогда корка отстает быстрее. Стеклянный порошок применяется вместо буры при твердой пайке; его приготовляют так: нагревают стекло и затем быстро бросают в холодную воду — такое стекло легко растолочь в порошок. Жидкое стекло (флюс для твердой пайки) — приготовляется сплавлением соды с чистым белым порошком стекла. Плавиковая кислота (фтористоводородная) — применяется при пайке чугуна медью и латунью. Флюсом для ювелирной пайки служат бура и борная кислота. Для серебряных изделий применяют насыщенный водный раствор буры, а для золотых лучше применять раствор буры — 10 г и 10 г борной кислоты на 100 г воды. После пайки золотые изделия 750, 583 и 500-й проб отбеливают в 5—10%-ном растворе соляной кислоты (при температуре 40— 60 °С) или в 10—15%-ном растворе серной кислоты (при температуре 60—70 °С). Эти же растворы применяются и для платиновых изделий. Золотые изделия 375-й пробы отбеливают в 5—10%-ном растворе серной кислоты (температура около 50 °С). Этот же отбел применяют для серебряных изделий. Кроме того, для отбеливания серебра применяют 1—2%-ный раствор соляной кислоты при температуре 30—40 °С. Изделия из мельхиора и нейзильбера травят в 10—12%-ном астворе серной кислоты с добавлением хромпика (5 г хромпика на 1 л раствора). Медные, латунные и бронзовые изделия отбеливают в растворах серной кислоты. Ювелирные золотые изделия после пайки дополнительно обрабатываются 50%-ным раствором серной кислоты при температуре 80 °С; при этом с поверхности удаляется медь и частично серебро и поверхностный слой изделия обогащается золотом и приобретает желаемый цвет. Изделия с эмалью можно отбеливать только в очень слабых серных, но лучше в соляных отбелах. —- Пайкой называют метод получения неразъемных соединений металлических деталей с помощью расплавленных металлов и сплавов, называемых припоями. Пайку применяют для получения прочных и герметичных соединений. Благодаря незначительному нагреву соединяемых материалов паяные изделия сохраняют свою структуру, механические свойства, форму и размеры. Паяют черные и цветные металлы и их сплавы. Рис. 1. Наибольшее распространение в машиностроении получила капиллярная пайка. В качестве припоя используют различные металлы и их сплавы. Температура плавления припоя должна быть по крайней мере на 20—30°С ниже температуры плавления соединяемых материалов. Расплавленный припой, введенный в зазор между деталями (нагретыми до температуры плавления припоя), смачивает их поверхности и проникает в капиллярные трещины, имеющиеся в кристаллических материалах. После охлаждения и затвердевания припой соединяет детали. В процессе пайки наблюдается химическое соединение припоя с материалом деталей и его диффузия в эти материалы. Различают пайку низкотемпературными и высокотемпературными припоями (имеющими вид пасты, фольги, проволоки, прутка и т. д.). Низкотемпературные припои (к ним относятся оловянно-свинцовистые с температурой плавления до 300 °С) применяют в случаях, когда не требуется высокая прочность соединений, или когда паяные детали работают при невысокой температуре. К высокотемпературным относят медно-цинковые и серебряные припои. . Соединения, полученные ими, имеют высокую прочность, выдерживают высокую температуру нагрева, устойчивы против коррозии. Высокотемпературными припоями соединяют сталь, чугун, медь и ее сплавы, никелевые сплавы, твердые сплавы и др. Инструменты, оборудование и материалы для пайки. При использовании низкотемпературных припоев пайку осуществляют паяльниками (периодически нагреваемыми, электрическими, газовыми, бензиновыми и др.). По форме рабочей части различают паяльники прямые и угловые. Рабочую часть паяльника делают из красной меди, которая обладает высокими теплоемкостью и теплопроводностью. Периодически нагреваемый паяльник нагревают паяльными лампами, реже в печах. Газовые и бензиновые паяльники представляют собой комбинации паяльника и соответственно ацетиленокислородной или бензиновой горелки. При использовании высокотемпературных припоев пайку производят ацетиленокислородными и керосино-кислородными горелками, паяльными лампами в стационарных и переносных горнах и в паяльных печах. Все перечисленные устройства служат для нагрева соединяемых деталей и расплавления припоя. Поверхности деталей, предназначенные для пайки, зачищают шаберами, напильниками и металлическими щетками. Сами детали соединяют струбцинами, пассатижами, паяльными клещами и другими приспособлениями. Для удаления пленок оксидов и предохранения металлов от окисления в процессе пайки используют флюсы, в качестве которых применяют травленую соляную кислоту, хлористый цинк, хлористый цинк-аммоний, буру, канифоль. Последняя не растворяет оксидов на поверхности металлов, а только предохраняет их от окисления. Последовательность работ при пайке. Соединяемые поверхности предварительно обрабатывают точением, фрезерованием, опиливанием и т. д. Полированные поверхности плохо смачиваются расплавленным припоем и уменьшают капиллярные силы. Применяют различные виды соединений при пайке: встык — для изделий, к которым не предъявляют высоких требований по прочности; внахлестку — для изделий повышенной прочности; муфтовое — для высокопрочных и герметичных изделий. Подогнанные заготовки фиксируют относительно друг друга руками, щипцами, в тисках, проволокой и т. д. Собранные и подогнанные заготовки покрывают соответствующим флюсом, который выбирают в зависимости от свойств соединяемых материалов и припоя. При низкотемпературной пайке на шов наносят (паяльником) припой и прогревают его паяльником до полного расплавления и растекания по шву. После пайки шов тщательно очищают, промывают и сушат. Оставшийся после пайки флюс можно удалить непродолжительным кипячением в растворе, содержащем 10% каустической соды, 5% машинного масла и 85% воды. Пайку пластинок твердого сплава к державкам инструмента производят в электрических печах сопротивления в среде защитного газа, который препятствует образованию на поверхностях заготовок оксидов. Соединения после пайки контролируют визуально и проверяют на герметичность. Внутренние дефекты ответственных соединений контролируют рентгеноскопией или ультразвуком. Лужением называют метод покрытия металлических поверхностей тонким слоем олова или его сплавов. Образующийся на поверхности изделия тонкий слой покрытия называют полудой. Лужение осуществляют несколькими способами: горячим растиранием, горячим погружением и гальваническим путем. Наиболее распространено горячее, лужение. Для лужения применяют низкотемпературные оловянно-свинцовистые припои. В качестве флюсов используют хлористый аммоний и хлористый цинк. При лужении способом горячего растирания подготовленные поверхности покрывают раствором хлористого цинка и нагревают, например, паяльными лампами. Затем вводят олово, которое, соприкасаясь с-нагретой поверхностью заготовки, плавится. В этот момент поверхность посыпают порошкообразным нашатырем (хлористым аммонием). Затем жидкое олово растирают паклей равномерным слоем по всей поверхности. Лужение способом горячего погружения проводят, помещая заготовку в ванну с оловом, нагретым до 270— 300 °С. Извлеченную из ванны заготовку энергично встряхивают, распределяя тем самым олово равномерным слоем и удаляя его излишки. После лужения изделие промывают водой и сушат. Реклама:Читать далее:Сварка
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
 е. между ними не должно быть оксидной пленки или каких-либо других загрязнений.
е. между ними не должно быть оксидной пленки или каких-либо других загрязнений. п.
п.

 Если припой собирается к одной стороне, значит это место нагрето сильнее и следует подогревать другую сторону, тогда припой пойдет по всему шву. Если же подогрев не дает результатов, необходимо добавить флюс и припой. Из твердых припоев наибольшее распространение имеют латунные припои.
Если припой собирается к одной стороне, значит это место нагрето сильнее и следует подогревать другую сторону, тогда припой пойдет по всему шву. Если же подогрев не дает результатов, необходимо добавить флюс и припой. Из твердых припоев наибольшее распространение имеют латунные припои. К ним относятся: соляная кислота, хлористый цинк, борная кислота и бура;
К ним относятся: соляная кислота, хлористый цинк, борная кислота и бура; Такая смесь плавится при 175 °С, т. е. ниже температуры плавления оловянно-свинцовых припоев; он применяется при пайке оловянно-свинцовыми припоями в водном растворе (на 1 ч. порошка 3—4 ч воды).
Такая смесь плавится при 175 °С, т. е. ниже температуры плавления оловянно-свинцовых припоев; он применяется при пайке оловянно-свинцовыми припоями в водном растворе (на 1 ч. порошка 3—4 ч воды). Полученный сплав стекла и соды растворяют в воде и в жидком виде используют как флюс. Жидкое стекло нельзя хранить в стеклянных сосудах с притертыми пробками — их потом невозможно открыть.
Полученный сплав стекла и соды растворяют в воде и в жидком виде используют как флюс. Жидкое стекло нельзя хранить в стеклянных сосудах с притертыми пробками — их потом невозможно открыть.
 Схема образования соединения с натягом:
а — охватывающая деталь, б — охватываемая деталь, в — соединение
Схема образования соединения с натягом:
а — охватывающая деталь, б — охватываемая деталь, в — соединение Низкотемпературными припоями соединяют такие материалы, как цинк, медь, медные сплавы, мягкая сталь, оцинкованное железо, благородные металлы. Соединения, выполненные такими припоями, имеют низкую стойкость против коррозии.
Низкотемпературными припоями соединяют такие материалы, как цинк, медь, медные сплавы, мягкая сталь, оцинкованное железо, благородные металлы. Соединения, выполненные такими припоями, имеют низкую стойкость против коррозии.
 Зазор по всему стыку должен быть равномерным и не превышать 0,03—0,35 мм в зависимости от типа припоя. С увеличением зазора прочность соединения уменьшается, а при недостаточном зазоре могут быть нарушены условия капиллярного течения припоя и смачиваемости поверхностей соединения. Поверхности соединяемых заготовок должны быть полностью и тщательно очищены от окалины, краски и других загрязнений.
Зазор по всему стыку должен быть равномерным и не превышать 0,03—0,35 мм в зависимости от типа припоя. С увеличением зазора прочность соединения уменьшается, а при недостаточном зазоре могут быть нарушены условия капиллярного течения припоя и смачиваемости поверхностей соединения. Поверхности соединяемых заготовок должны быть полностью и тщательно очищены от окалины, краски и других загрязнений.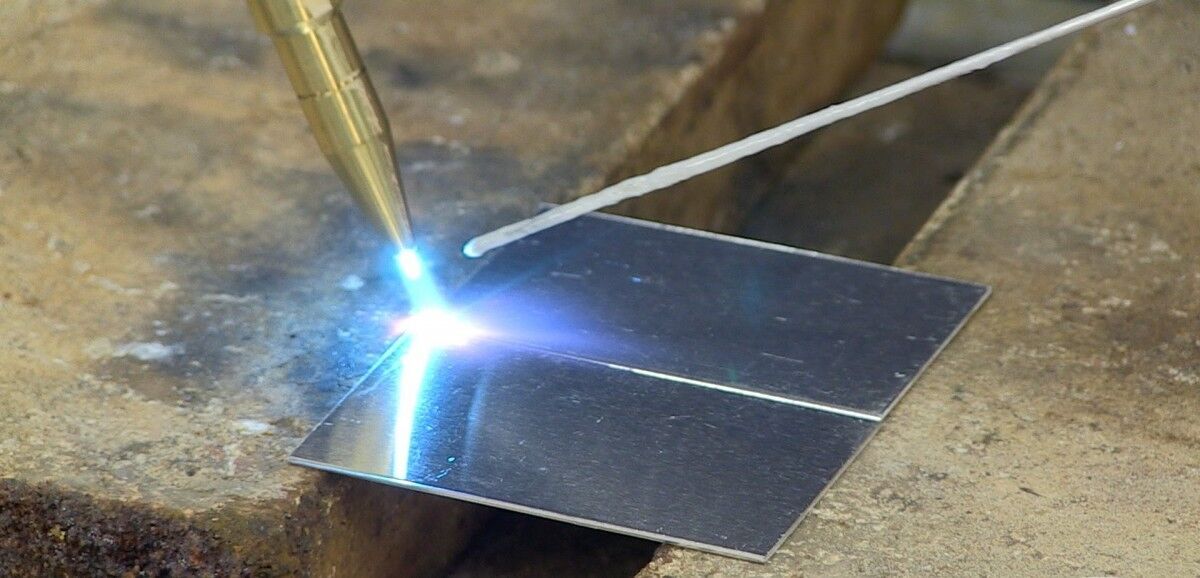 Если паяльник не может достать до места пайки, не прогревает заготовки или изделие состоит из большего числа элементов, то производят общий нагрев заготовки. При высокотемпературной пайке припой наносят на шов и заготовки нагревают до температуры плавления припоя паяльной лампой или в печи.
Если паяльник не может достать до места пайки, не прогревает заготовки или изделие состоит из большего числа элементов, то производят общий нагрев заготовки. При высокотемпературной пайке припой наносят на шов и заготовки нагревают до температуры плавления припоя паяльной лампой или в печи.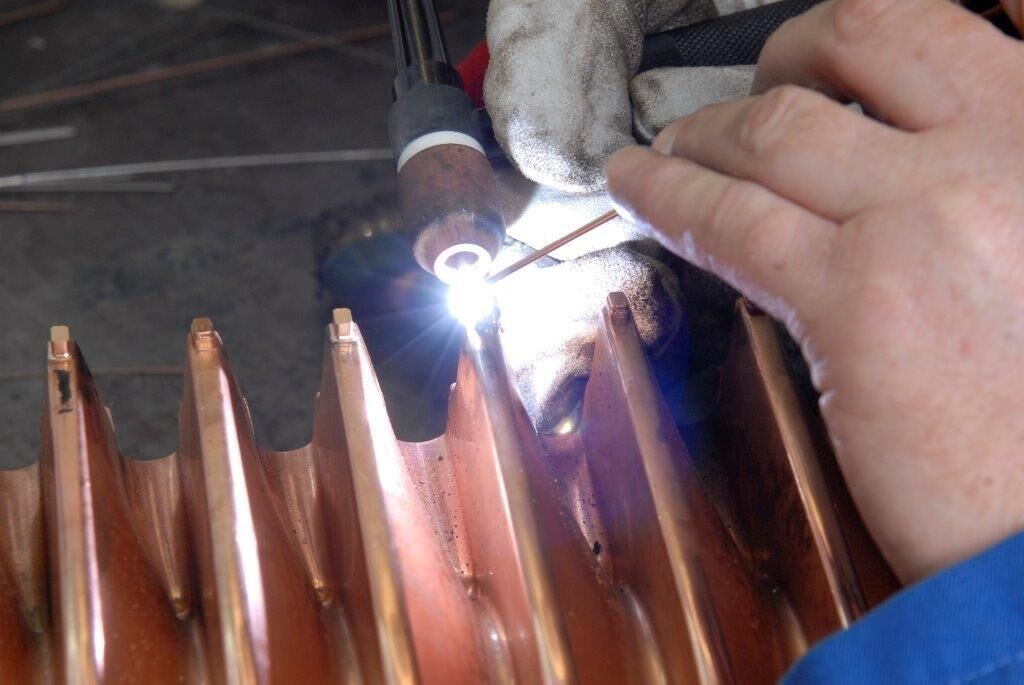 Лужение применяют для предохранения поверхностей от коррозии и в качестве технологического покрытия под пайку, под заливку баббитом и т. п.
Лужение применяют для предохранения поверхностей от коррозии и в качестве технологического покрытия под пайку, под заливку баббитом и т. п.
Паяльник | Очиститель латунных наконечников
Добро пожаловать на наш веб-сайт. Если вы продолжаете просматривать и использовать этот веб-сайт, вы соглашаетесь соблюдать и соблюдать следующие условия использования, которые вместе с нашей политикой конфиденциальности регулируют отношения Tradeflame с вами в отношении этого веб-сайта. Если вы не согласны с какой-либо частью этих условий, пожалуйста, не используйте наш веб-сайт.
Если вы не согласны с какой-либо частью этих условий, пожалуйста, не используйте наш веб-сайт.
Термин «Tradeflame» или «нас» или «мы» относится к владельцу веб-сайта, зарегистрированному по адресу 348 Cooper Street Epping VIC 3076. Наш ABN — 9.1068678599. Термин «вы» относится к пользователю или зрителю нашего веб-сайта.
Использование этого веб-сайта регулируется следующими условиями использования:
- Содержание страниц этого веб-сайта предназначено только для вашего общего ознакомления и использования. Он может быть изменен без предварительного уведомления.
- Ни мы, ни какие-либо третьи лица не дают никаких гарантий в отношении точности, своевременности, производительности, полноты или пригодности информации и материалов, найденных или предлагаемых на этом веб-сайте, для какой-либо конкретной цели. Вы признаете, что такая информация и материалы могут содержать неточности или ошибки, и мы прямо исключаем ответственность за любые такие неточности или ошибки в максимально разрешенной законом степени.

- Вы используете любую информацию или материалы на этом веб-сайте исключительно на свой страх и риск, за который мы не несем ответственности. Вы несете личную ответственность за то, чтобы любые продукты, услуги или информация, доступные на этом веб-сайте, соответствовали вашим конкретным требованиям.
- Этот веб-сайт содержит материалы, которые принадлежат нам или лицензированы для нас. Этот материал включает, помимо прочего, дизайн, компоновку, вид, внешний вид и графику. Воспроизведение запрещено, кроме как в соответствии с уведомлением об авторских правах, которое является частью этих условий.
- Все товарные знаки, воспроизведенные на этом веб-сайте, которые не являются собственностью оператора или лицензии на него, признаются на веб-сайте.
- Несанкционированное использование данного веб-сайта может привести к иску о возмещении ущерба и/или стать уголовным преступлением.
- Время от времени этот веб-сайт может также содержать ссылки на другие веб-сайты. Эти ссылки предоставлены для вашего удобства, чтобы предоставить дополнительную информацию. Они не означают, что мы поддерживаем веб-сайт(ы). Мы не несем ответственности за содержание связанных веб-сайтов.
- Использование вами этого веб-сайта и любые споры, возникающие в связи с таким использованием веб-сайта, регулируются законами Австралии.

 Эти ссылки предоставлены для вашего удобства, чтобы предоставить дополнительную информацию. Они не означают, что мы поддерживаем веб-сайт(ы). Мы не несем ответственности за содержание связанных веб-сайтов.
Эти ссылки предоставлены для вашего удобства, чтобы предоставить дополнительную информацию. Они не означают, что мы поддерживаем веб-сайт(ы). Мы не несем ответственности за содержание связанных веб-сайтов.ПОЛИТИКА КОНФИДЕНЦИАЛЬНОСТИ
Adventure Operations Australia Pty Ltd
1. Мы уважаем вашу конфиденциальность
.900. Adventure Operations Australia Pty Ltd уважает ваше право на неприкосновенность частной жизни и обязуется защищать конфиденциальность наших клиентов и посетителей веб-сайта. Мы придерживаемся принципов конфиденциальности Австралии, содержащихся в Законе о конфиденциальности 19.88 (Кт). Эта политика устанавливает, как мы собираем и обрабатываем вашу личную информацию.
1. 2. «Личная информация» — это хранящаяся у нас информация, которая может быть идентифицирована как относящаяся к вам.
2. «Личная информация» — это хранящаяся у нас информация, которая может быть идентифицирована как относящаяся к вам.
2. Сбор личной информации
2.1. Adventure Operations Australia Pty Ltd будет время от времени получать и хранить личную информацию, которую вы вводите на нашем веб-сайте, предоставляемую нам напрямую или в других формах.
2.2. Вы можете предоставить основную информацию, такую как ваше имя, номер телефона, адрес и адрес электронной почты, чтобы мы могли отправлять информацию, предоставлять обновления и обрабатывать ваш заказ на продукт или услугу. Мы можем собирать дополнительную информацию в другое время, включая, помимо прочего, когда вы предоставляете отзыв, когда вы предоставляете информацию о своих личных или деловых делах, изменяете свой контент или предпочтения электронной почты, отвечаете на опросы и / или рекламные акции, предоставляете финансовые или кредитные данные. информацию о карте или свяжитесь с нашей службой поддержки.
информацию о карте или свяжитесь с нашей службой поддержки.
2.3. Кроме того, мы можем собирать любую другую информацию, которую вы предоставляете во время взаимодействия с нами.
3. Как мы собираем вашу личную информацию
3.1. Adventure Operations Australia Pty Ltd собирает личную информацию от вас различными способами, в том числе когда вы взаимодействуете с нами в электронном виде или лично, когда вы заходите на наш веб-сайт и когда мы предоставляем вам наши услуги. Мы можем получать личную информацию от третьих лиц. Если мы это сделаем, мы будем защищать его, как указано в настоящей Политике конфиденциальности.
4. Использование вашей личной информации
4.1. Adventure Operations Australia Pty Ltd может использовать личную информацию, полученную от вас, для предоставления вам информации, обновлений и наших услуг. Мы также можем информировать вас о новых и дополнительных продуктах, услугах и возможностях, доступных для вас. Мы можем использовать вашу личную информацию для улучшения наших продуктов и услуг и лучшего понимания ваших потребностей.
Мы также можем информировать вас о новых и дополнительных продуктах, услугах и возможностях, доступных для вас. Мы можем использовать вашу личную информацию для улучшения наших продуктов и услуг и лучшего понимания ваших потребностей.
4.2. Adventure Operations Australia Pty Ltd может связаться с вами с помощью различных средств, включая, помимо прочего, телефон, электронную почту, смс или почту.
5. Раскрытие вашей личной информации
5.1. Мы можем раскрыть вашу личную информацию любому из наших сотрудников, должностных лиц, страховщиков, профессиональных консультантов, агентов, поставщиков или субподрядчиков, насколько это разумно необходимо для целей, изложенных в настоящей Политике. Личная информация предоставляется третьей стороне только тогда, когда это требуется для предоставления наших услуг.
5.2. Время от времени нам может потребоваться раскрывать личную информацию для соблюдения правовых требований, таких как закон, постановление, постановление суда, повестка в суд, ордер, в ходе судебного разбирательства или в ответ на запрос правоохранительных органов.
5.3. Мы также можем использовать вашу личную информацию для защиты авторских прав, товарных знаков, законных прав, собственности или безопасности Adventure Operations Australia Pty Ltd, www.adventurecompetitions.com.au, ее клиентов или третьих лиц.
5.4. Информация, которую мы собираем, может время от времени храниться, обрабатываться или передаваться между сторонами, находящимися в странах за пределами Австралии.
5.5. В случае смены контроля над нашим бизнесом или продажи или передачи бизнес-активов мы оставляем за собой право передать в той степени, в которой это разрешено законом, наши базы данных пользователей вместе с любой личной информацией и информацией неличного характера, содержащейся в этих базах данных. . Эта информация может быть раскрыта потенциальному покупателю в соответствии с соглашением о сохранении конфиденциальности. Мы будем стремиться раскрывать информацию только добросовестно и в тех случаях, когда это требуется любым из вышеуказанных обстоятельств.
5.6. Предоставляя нам личную информацию, вы соглашаетесь с условиями настоящей Политики конфиденциальности и типами раскрытия информации, предусмотренными настоящей Политикой. Когда мы раскрываем вашу личную информацию третьим лицам, мы требуем, чтобы третья сторона соблюдала настоящую Политику в отношении обработки вашей личной информации.
6. Безопасность вашей личной информации
6.1. Adventure Operations Australia Pty Ltd стремится обеспечить безопасность информации, которую вы нам предоставляете. Чтобы предотвратить несанкционированный доступ или раскрытие информации, мы внедрили подходящие физические, электронные и управленческие процедуры для защиты и защиты информации и ее защиты от неправомерного использования, вмешательства, потери и несанкционированного доступа, изменения и раскрытия.
6.2. Передача и обмен информацией осуществляется на ваш страх и риск. Мы не можем гарантировать безопасность любой информации, которую вы передаете нам или получаете от нас. Хотя мы принимаем меры для защиты от несанкционированного раскрытия информации, мы не можем гарантировать вам, что личная информация, которую мы собираем, не будет раскрыта способом, несовместимым с настоящей Политикой конфиденциальности.
Мы не можем гарантировать безопасность любой информации, которую вы передаете нам или получаете от нас. Хотя мы принимаем меры для защиты от несанкционированного раскрытия информации, мы не можем гарантировать вам, что личная информация, которую мы собираем, не будет раскрыта способом, несовместимым с настоящей Политикой конфиденциальности.
7. Доступ к вашей личной информации
7.1. Вы можете запросить подробную информацию о вас, которую мы храним, в соответствии с положениями Закона о конфиденциальности 1988 года (Cth). За предоставление информации может взиматься небольшая административная плата. Если вы хотите получить копию имеющейся у нас информации о вас или считаете, что какая-либо информация о вас, которой мы располагаем, является неточной, устаревшей, неполной, неактуальной или вводящей в заблуждение, напишите нам по адресу [email protected].
7.2. Мы оставляем за собой право отказать в предоставлении вам имеющейся у нас информации о вас при определенных обстоятельствах, изложенных в Законе о конфиденциальности.
8. Жалобы на конфиденциальность
8.1. Если у вас есть какие-либо жалобы на наши методы обеспечения конфиденциальности, пожалуйста, не стесняйтесь присылать подробные сведения о ваших жалобах по адресу 71 Charles Ulm Place, Eagle Farm QLD, Australia, Eagle Farm, Queensland, 4009. Мы очень серьезно относимся к жалобам и ответим в ближайшее время. получение письменного уведомления о вашей жалобе.
9. Изменения в Политике конфиденциальности
9.1. Имейте в виду, что мы можем изменить эту Политику конфиденциальности в будущем. Мы можем изменить настоящую Политику в любое время по нашему собственному усмотрению, и все изменения вступят в силу немедленно после их публикации на нашем веб-сайте или доске объявлений. Пожалуйста, проверяйте время от времени нашу Политику конфиденциальности.
10. Веб-сайт
10.1 . Когда вы посещаете наш веб-сайт
Когда вы заходите на наш веб-сайт (www. adventurecompetitions.com.au), мы можем собирать определенную информацию, такую как тип браузера, операционная система, веб-сайт, который вы посетили непосредственно перед посещением нашего сайта, и т. д. Эта информация используется в агрегированном виде для анализа того, как люди используют наш сайт, чтобы мы могли улучшить наш сервис.
adventurecompetitions.com.au), мы можем собирать определенную информацию, такую как тип браузера, операционная система, веб-сайт, который вы посетили непосредственно перед посещением нашего сайта, и т. д. Эта информация используется в агрегированном виде для анализа того, как люди используют наш сайт, чтобы мы могли улучшить наш сервис.
10.2. Файлы cookie
Время от времени мы можем использовать файлы cookie на нашем веб-сайте. Файлы cookie — это очень маленькие файлы, которые веб-сайт использует для идентификации вас, когда вы возвращаетесь на сайт, и для хранения сведений об использовании вами сайта. Файлы cookie не являются вредоносными программами, которые получают доступ к вашему компьютеру или наносят ему ущерб. Большинство веб-браузеров автоматически принимают файлы cookie, но вы можете отказаться от файлов cookie, изменив настройки браузера. Однако это может помешать вам в полной мере воспользоваться нашим веб-сайтом. Наш веб-сайт может время от времени использовать файлы cookie для анализа посещаемости веб-сайта и повышения качества обслуживания посетителей веб-сайта. Кроме того, файлы cookie могут использоваться для показа релевантной рекламы посетителям веб-сайта через сторонние службы, такие как Google Adwords. Эти объявления могут появляться на этом веб-сайте или на других веб-сайтах, которые вы посещаете.
Кроме того, файлы cookie могут использоваться для показа релевантной рекламы посетителям веб-сайта через сторонние службы, такие как Google Adwords. Эти объявления могут появляться на этом веб-сайте или на других веб-сайтах, которые вы посещаете.
10.3. Сторонние сайты
Наш сайт может время от времени иметь ссылки на другие сайты, которые не принадлежат нам и не контролируются нами. Эти ссылки предназначены только для вашего удобства. Ссылки на сторонние веб-сайты не являются спонсорством, одобрением или одобрением этих веб-сайтов. Имейте в виду, что Adventure Operations Australia Pty Ltd не несет ответственности за политику конфиденциальности других подобных веб-сайтов. Мы призываем наших пользователей знать, когда они покидают наш веб-сайт, чтобы прочитать заявления о конфиденциальности каждого веб-сайта, который собирает личную информацию.
Очиститель жала паяльника с латунной проволокой
Очиститель жала паяльника с латунной проволокой | Ручная легенда ПоискАвторизоваться 0 Корзина
Щелкните изображение, чтобы открыть расширенный вид
Очиститель жала паяльника с латунной проволокой
Артикул: TOOL147
- Цена
- 7,99 долларов США
Количество
1 2 3 4 5 6 7 8 910
Универсальный очиститель паяльника для всех ваших моддинг-проектов и потребностей.
- Бездымный, нетоксичный
- Поставляется с латунной проволокой и основанием из нержавеющей стали.
- Лучшая очистка по сравнению с обычными губками.
- Отсутствие повреждений жал
- 1 основание из нержавеющей стали
- 1x Латунная проволока
информация о доставке
Наш интернет-магазин работает круглосуточно и без выходных. Доставка осуществляется с понедельника по пятницу, за исключением некоторых праздников. Большинство продуктов отправляются в течение 1 рабочего дня с нашего склада в Пенсильвании, США. Заказы будут отправлены в порядке поступления. Пожалуйста, выберите скорость доставки в соответствии с вашими потребностями.
О нас
Hand Held Legend стремится сохранить ретро-игры живыми и лучше, чем когда-либо. Обновите свои детские консоли с помощью современных технологий. Мы стремимся к совершенству во всем, что мы делаем, и стремимся хорошо обслуживать наших клиентов.
Обновите свои детские консоли с помощью современных технологий. Мы стремимся к совершенству во всем, что мы делаем, и стремимся хорошо обслуживать наших клиентов.
Хороший товар!
Хороший товар, пришел быстро!
Посетите наш канал YouTube
Узнайте, как модифицировать свои любимые игровые системы на нашем канале YouTube.
YouTube
О нас
Hand Held Legend (HHL) — ведущий поставщик обновлений для ретро-игр и запасных частей в США. Наш бизнес направлен на предоставление геймерам, любителям и моддерам продуктов и услуг высочайшего качества. Мы профессиональные ботаники, которые любят модернизировать и восстанавливать консоли из нашего детства. Мы создаем консоли, которым позавидовали бы наши 12-летние дети.
Наша торговая площадка открыта как для всех продавцов, так и для создателей. Если вам нужна дополнительная информация, вы хотите оставить отзыв или заинтересованы в продаже своей продукции на нашем сайте, свяжитесь с нами по адресу: [email protected]
Если вам нужна дополнительная информация, вы хотите оставить отзыв или заинтересованы в продаже своей продукции на нашем сайте, свяжитесь с нами по адресу: [email protected]
Информация
- О нас
- Условия и положения
- политика конфиденциальности
- Политика доставки
- Политика возврата
- Награды
- Стать партнером
Информационный бюллетень
Получайте последние новости о новых продуктах, поставщиках, учебных пособиях и многом другом.