Пайка медные трубы: пошаговый разбор технологии и практические примеры
alexxlab | 09.03.2023 | 0 | Разное
Пайка медных труб. Сопутствующие материалы.
Для фреоновой магистрали кондиционеров применяют медные трубопроводы.
Медные трубы поставляются в бухтах или в прутках. Для монтажа фреоновых магистралей применяют бесшовные (цельнотянутые) из фосфористой раскисленной меди, с чистой сухой поверхностью, выдерживающие давление на разрыв 100 бар (обычно дюймового размера).
При формировании неразъемных соединений из изделий данного типа в основном используется пайка. Этот давно известный метод стыковки медных изделий реализуется за счет насыщение контактной зоны специальным расплавленным сцепляющим раствором – припоем.
Виды медных труб и их использование
На рынке есть два типа медных труб: отожженные и неотоженные. Отожженные после формирования проходят дополнительную термическую обработку — их нагревают до 600-700°C.
Эта процедура возвращает материалу эластичность, которая теряется при формовке. Потому отожженные трубы более дорогие, но и более гибкие — они могут выносить даже замерзание воды.
К недостаткам данных изделий можно отнести меньшую прочность — она снижается из-за нагрева.
Неотожженные медные трубы более прочные, но практически не гнутся. При разводке водопровода или отопления их нарезают на куски, а все отводы делают при помощи соответствующих фитингов.
Есть медные трубы с разной толщиной стенки, продаются отожженные в бухтах по 25 и 50 метров, неотожженные прогонами по 3 метра. Если говорить о чистоте материала, то согласно ГОСТу 859-2001 в изделиях должно присутствовать не менее 99% меди.
Процесс пайки
!Запрещено использовать для снятия заусенцев и зачистки поверхностей мелкозернистую наждачную шкурку. Благодаря мягкости меди, частички абразива с наждачной шкурки останутся на поверхности и будут препятствовать адгезии.
- Очищаем край расширенной трубы от заусенцев и грязи.
- Наносим флюс. Лучше всего наносить его на одну трубу, которая вставляется (меньшего диаметра). Равномерно распределяем по поверхности с помощью кисточки.

- Подносим к стыку труб припой. Он начинает плавиться без горелки, от горячей меди и, растекаясь, заполняет все пустоты между трубами благодаря капиллярному эффекту. Как только начнут появляться на поверхности труб капли припоя, пайку следует прекратить.
- Во время остывания места пайки на соединение не дуть, не давать физической нагрузки.

Сопутствующие материалы для пайки
Для того чтобы спаять детали из меди в домашних условиях, необходимо иметь набор инструментов. Главный инструмент — это паяльник, который выполняет функцию нагрева деталей. Также для работы потребуется следующий набор инструментов:
- Труборез;
- Трубогиб;
- Фаскосниматель;
- Рулетка.
В качестве паяльника чаще всего используется газовая горелка, работа которой заключается в том, что из встроенного баллончика подается газ. Благодаря системе нагрева жала, газовая горелка готова к работе уже через несколько секунд.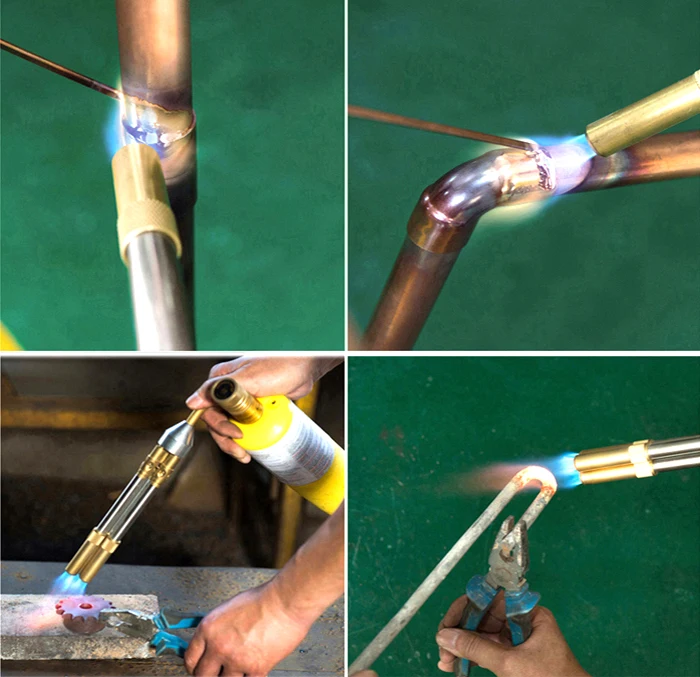 Газовая горелка бывает таких видов:
Газовая горелка бывает таких видов:
- Для одноразового использования;
- Со стационарным баллоном;
- Ацетилен-кислородная.
Пайка медных труб — это простой и надежный способ неразъемного соединения трубопровода. Медь относится к тем металлам, которые отлично поддаются пайке. Однако, чтобы проводить работу своими руками, необходимо придерживаться правил безопасности и иметь определенные знания.
Чтобы понять, как паять медные трубы, нужно изучить технологию процесса пайки, перечень оборудования и инструментов для проведения работ.
Приглашаем Вас на обучение по курсам:
– ХП1 – Ремонт и обслуживание холодильного оборудования
На курсе вы обучитесь ремонтировать и производить диагностику холодильников, морозильных камер, ларей, а так же полупромышленных холодильных установок. По окончанию обучения Вы получите удостоверение установленного образца.
– ХП3 – Ремонт и сервисное обслуживание холодильного оборудования
Данный курс в первую очередь будет полезен для сотрудников сервисных служб и рабочего персонала связанного с холодильным оборудованием
На курсах ремонта холодильных установок и кондиционирования, пайке уделяется особое внимание. Проводится обучение по подготовке трубы к пайке: гибка, резка, расширение, очищение. Для пайки используется МАПП газ и ацетилено-пропановый пост.
Проводится обучение по подготовке трубы к пайке: гибка, резка, расширение, очищение. Для пайки используется МАПП газ и ацетилено-пропановый пост.
Пайка труб под азотом | Цеприкон
Пайка труб под азотом необходима для поддержания качественного монтажа, более того, пайка медных трубных систем без применения газообразного азота совершенно не допустима. Так к примеру, медные трубы для систем кондиционирования, в отличие от водопроводных, паяют так называемым «жестким» припоем, позволяющим выдерживать высокое давление, создаваемое компрессором. Пайка жестким припоем происходит при высоких температурах, медь нагревается до красно-бордового свечения, процессы происходящие в меди при высоких температурах разрушают её.
В процессе пайки медных труб образуется окалина как снаружи, так и внутри трубы. Эта окалина и есть не что иное, как сгоревшая медь. В результате этого, стенки трубы утончаются. Пайка труб под азотом препятствует выгоранию меди изнутри трубы, а выгорание меди снаружи компенсируется тонким слоем припоя. Поэтому применение газообразного азота в этом процессе является обязательным.
Поэтому применение газообразного азота в этом процессе является обязательным.
Чтобы проверить эффективность пайки труб, систему необходимо опрессовывать давлением, превышающим значение рабочего давления в 1,5-2 раза.
Для решения задачи по снабжению процесса пайки труб азотом, АО «ЦЕПРКОН» предлагает своим заказчикам азотные генераторы и установки по выработке газообразного азота на их основе. Данное оборудование позволит вам организовать процесс подачи инертного газа в зону пайки требуемой чистоты и нужном объёме.
Азотные станции комплектуются компрессорным оборудование, системой по подготовке сжатого воздуха, азотным генератором. Эта комплектация позволяет работать станции автономно без привлечения дополнительных систем. Всё технологическое оборудование монтируется на специальной раме, фундаменте или утеплённом блок-контейнере. Станции могут проектироваться по техническому заданию клиентов. В этом случае они будут полностью отвечать всем предъявляемым требованиям.
Технические характеристики
|
Технические параметры |
Значение параметра |
|
Чистота азота на выходе, % |
99,9…99,9995 |
|
Производительность по азоту, м³/ч |
1,2…1200 |
|
Давление азота на выходе, бар |
1,0…8,0 (до 150) |
|
Точка росы, ⁰С |
+3…-70 |
|
Температура эксплуатации, ⁰С |
-60…+50 |
|
Выход на рабочий режим, мин |
20-30 |
Как заказать оборудование
Если вам необходим генератор для пайки труб азотом, и вы готовы его купить, наша компания имеет возможность её поставить Вам на выгодных условиях и по приемлемым ценам. АО «ЦЕПРИКОН» является поставщиком данного оборудования на территории РФ. Сотрудники нашей компании правильно подберут Вам требуемое оборудование, которое будет полностью соответствовать вашему техническому заданию.
АО «ЦЕПРИКОН» является поставщиком данного оборудования на территории РФ. Сотрудники нашей компании правильно подберут Вам требуемое оборудование, которое будет полностью соответствовать вашему техническому заданию.
Кроме этого мы готовы провести шеф-монтажные, пуско-наладочные работы и успешно запустить оборудование в эксплуатацию на территории Заказчика. По дополнительному договору наши сервисные инженеры проведут послепродажное сервисное обслуживание азотных генераторов и станций в течение всего срока эксплуатации оборудования.
Рекомендованное оборудование:
Адсорбционные азотные установки
Мобильные (модульные) передвижные азотные станции
Возврат к списку
Как потеть медную трубу в 2023 году (пошаговое руководство)
Многие домовладельцы, как и вы, любят заниматься сантехническими проектами своими руками в своих домах. От прокладки канализации до ремонта унитаза с фантомным смывом — решать проблемы самостоятельно может быть приятно.
От прокладки канализации до ремонта унитаза с фантомным смывом — решать проблемы самостоятельно может быть приятно.
Опытные энтузиасты-любители могут заняться более смелыми сантехническими работами, например, попытаться пропотеть медную трубу, чтобы заменить сантехнику.
Выпотевание или пайка медных труб — это процесс, используемый для соединения медных труб друг с другом для создания герметичных соединений. Мы рекомендуем сначала попробовать процесс пропотевания на тренировочных трубах, чтобы обрести уверенность перед работой с домашней сантехникой.
Готовы научиться самостоятельно паять медные трубы? Читайте дальше, чтобы узнать восемь шагов, чтобы пропотеть медную трубу.
Шаг 1. Соберите инструменты
Прежде чем начать, убедитесь, что все необходимые инструменты выровнены и готовы к работе, чтобы избежать ошибок при сантехнических работах.
- Труборез
- Тренировочные трубки
- Пропановая горелка
- Наждачная шкурка
- Огнезащитная ткань
- Огнетушитель
- Защитные очки
- Утепленные перчатки
- Щетка для проволочных фитингов (дополнительно)
- Бессвинцовый припой
- Пастообразный флюс или флюс для лужения
В дополнение к защитным перчаткам и очкам вам понадобится тяжелая рубашка с длинными рукавами и шляпа, чтобы защитить себя от возможных горящих капель припоя.
Шаг 2. Обрежьте трубы и удалите заусенцы
Используйте труборез, чтобы получить желаемую длину медных труб. Чтобы отрезать трубу, выполните следующие действия:
- Поместите медную трубу в труборез и затяните лезвие до упора.
- Поверните трубу пару раз.
- Снимите трубу. Вы должны увидеть канавку, прорезанную по окружности.
- Снова совместите канавку с лезвием и снова затяните до плотного прилегания.
- Поворачивайте, пока труба не перережется.

После завершения резки осмотрите трубу на наличие заусенцев. Заусенец — это гребень из медных осколков, оставшийся от режущего инструмента, который может препятствовать потоку воды, если его не удалить. Если вы заметили заусенцы, используйте встроенный в труборез инструмент для удаления заусенцев, чтобы сбрить осколки.
Шаг 3: Очистите горловину трубы
Затем очистите снаружи и внутри первые два дюйма труб и фитинговые соединения наждачной бумагой. Чтобы ускорить процесс, можно обернуть наждачной шкуркой проволочную щетку. В противном случае оберните ткань вокруг указательного пальца и начисто протрите устье трубки. После очистки не прикасайтесь к трубе голыми руками, так как кожный жир может нарушить процесс пайки.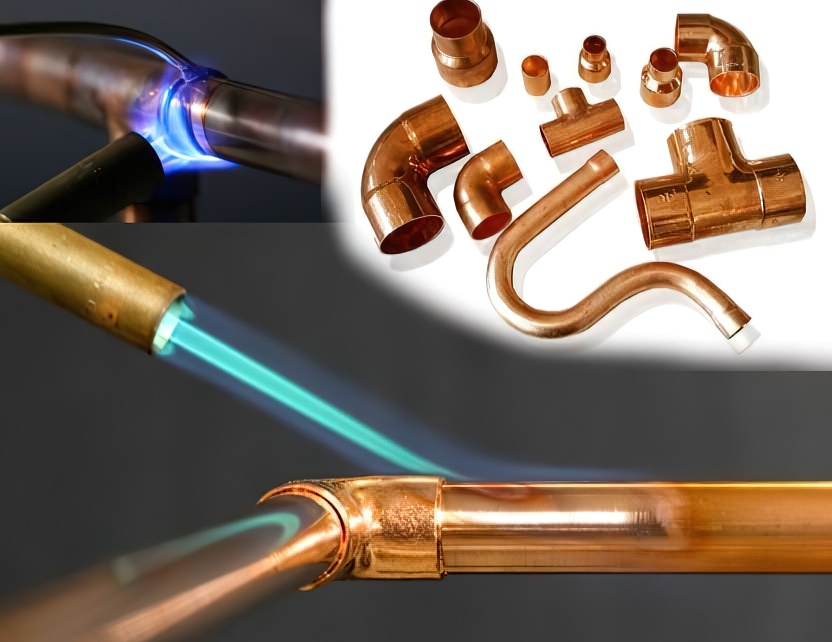
Шаг 4. Нанесите флюс для сантехники
На этом этапе обязательно наденьте толстые изолированные рабочие перчатки, чтобы защитить кожу от кислоты. Вы захотите нанести тонкий слой флюса для лужения на очищенные внутренние и внешние части медных труб и фитингов. Используйте кислотную или флюсовую щетку, чтобы нанести флюс, и вытрите излишки материала чистой тряпкой.
Шаг 5. Нагрев флюса
Теперь пришло время достать паяльную горелку. Прежде чем зажечь факел, повесьте огнезащитную ткань на каждую поверхность в пределах восьми дюймов от рабочей зоны и наденьте защитные очки. Как только вы и ваша рабочая зона окажетесь в безопасности, запустите пропановую горелку и держите ее примерно в двух дюймах от фитингового соединения. Медленно проведите пламенем по участкам, покрытым флюсом, в течение 10–20 секунд, пока флюс не станет блестящим и не расплавится.
Флюс будет шипеть и, возможно, дымиться, а цвет меди потемнеть. Когда кислота начнет действовать, она создаст поверхность, которую можно склеить.
Шаг 6. Соедините трубы
Наденьте перчатки и соедините соединительные детали, пока они не загерметизируются. Аккуратно скрутите медные трубы, чтобы закрепить соединение и равномерно распределить флюс в соединении. Используйте чистую тряпку, чтобы вытереть излишки флюса.
Шаг 7: Нагрейте стык
Далее вы создадите шов на стыке, направив горелку на пламя бутона розы. Пламя бутона розы — это пламя меньшей мощности, которое окутывает всю трубу, одновременно доводя всю трубу до температуры испарения. Это пламя обеспечивает более чистую и равномерную пайку. Используйте пламя бутона розы, чтобы нагреть суставы, которые вы создали на предыдущем шаге.
Шаг 8: Нанесите бессвинцовый припой
Наконец, вы нанесете бессвинцовый припой на соединение трубы и дайте ему расплавиться вокруг шва. Имейте в виду, что в некоторых магазинах по-прежнему продается свинцовый припой, и для этого проекта необходимо использовать бессвинцовый припой. Держите бессвинцовый припой под углом 90 градусов к стыковому шву напротив пламени бутона розы.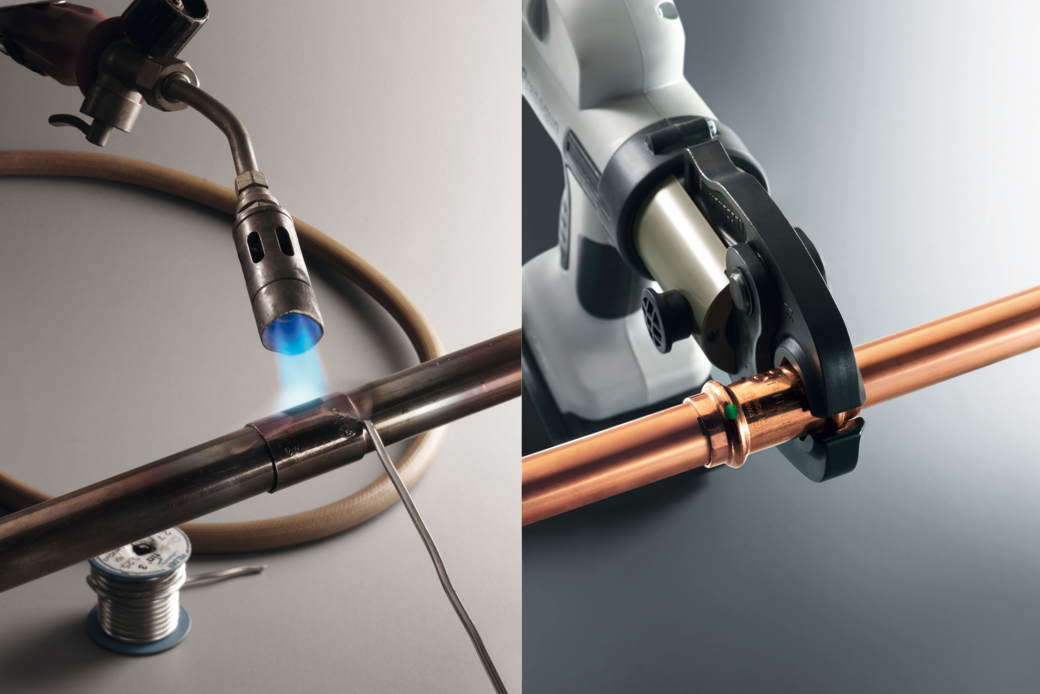 Затем коснитесь нагретой трубы припоем.
Затем коснитесь нагретой трубы припоем.
Припой расплавится, если труба будет достаточно горячей. Если она недостаточно горячая, припой не расплавится, поэтому держите пламя на соединении, пока припой не расплавится при прикосновении к трубе. Как только припой расплавится, он потечет по шву и соединит две трубы вместе. После того, как этот шаг пройден, вы успешно пропарили медные трубы!
Завершите свой проект с гордостью
Выполнив все шаги, описанные выше, вы можете выключить пропановую горелку и осторожно положить ее. Удалите излишки припоя чистой тряпкой и оцените хорошо выполненную работу. Дайте медной трубе остыть в течение как минимум одной минуты, прежде чем применять какое-либо давление.
Если вы решите доверить этот проект специалистам по сантехнике, обратитесь к A.J. Альбертс Сантехник сегодня. Мы будем рады работать с вами, чтобы запланировать своевременное обслуживание.
Соединение медных труб с помощью припоя — City Mill
Места и самовывоз в магазине
Меню
Поиск
Поиск
Медная труба часто собирается с помощью пайки, что требует сильного нагрева пропановой горелки. Вы должны быть очень осторожны с факелом и планировать свой проект так, чтобы пламя и тепло не попадали на легковоспламеняющиеся материалы. Также настоятельно рекомендуется иметь под рукой ведро с водой или огнетушитель при работе с пропановой горелкой.
Вы должны быть очень осторожны с факелом и планировать свой проект так, чтобы пламя и тепло не попадали на легковоспламеняющиеся материалы. Также настоятельно рекомендуется иметь под рукой ведро с водой или огнетушитель при работе с пропановой горелкой.
7 простых шагов при пайке медных труб:
Шаг 1
С помощью трубореза отрежьте трубу до нужной длины. Рекомендуется использовать труборез, поскольку он обрезает трубу идеально под прямым углом, позволяя ей плотно прилегать к выступу внутри фитинга. Можно использовать и ножовку в стусле, но остатки металла, оставшиеся на трубе после того, как был сделан пропил, необходимо удалить конусной разверткой. Труборез обычно оставляет чистый срез.
Шаг 2
Сделайте все необходимые разрезы на всем участке трубы и соберите участок всухую, чтобы можно было внести любые коррективы.
Шаг 3
Кусочком стальной ваты почистите конец каждой трубы в том месте, где он будет входить в фитинг, пока медь не станет блестящей, как новый пенни. Вы не должны прикасаться к полированному концу, потому что ваши пальцы оставят масло на трубе, что помешает правильному приклеиванию припоя.
Вы не должны прикасаться к полированному концу, потому что ваши пальцы оставят масло на трубе, что помешает правильному приклеиванию припоя.
Этап 4
Покройте блестящие концы трубы паяльным флюсом. Используйте флюсовую кисть и убедитесь, что блестящие концы полностью покрыты тонким слоем флюсовой пасты.
Шаг 5
Наденьте фитинги на трубу и убедитесь, что труба плотно прилегает к выступу фитинга.
Этап 6
С помощью пропановой горелки нагрейте фитинг. Прикоснитесь проволокой припоя к соединению между фитингом и трубой. Когда фитинг достаточно горячий, припой, соприкасающийся с соединением, будет втягиваться под действием капиллярных сил. Когда соединение заполнено припоем, припой автоматически образует валик вокруг соединения. Вам не нужно запускать проволочный припой вокруг соединения. Просто держите припой в одной точке и позвольте капиллярному действию сделать свою работу.
Шаг 7
Дайте соединению остыть самостоятельно.