Пайка медью в домашних условиях: Пайка меди своими руками в домашних условиях
alexxlab | 14.09.2020 | 0 | Разное
Пайка медных проводов электрическим паяльником оловянно-свинцовым припоем и канифолью
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса
 Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.

Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.

Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.

Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса

Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.

Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
 Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
 Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.


Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.

Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.


Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
Пайка меди. Украшения из проволоки wire wrap.
Пайка меди газовой горелкой в домашних условиях для начинающих. Украшения из проволоки в технике wire wrap своими руками. Как паять медь газовой горелкой, какой припой использовать.
Мы с вами уже крепили аммонит проволокой, закрепляли кабошон на пластине, даже делали Дерево из проволоки прямо на кабошоне.
А сегодня я вам расскажу еще об одном способе крепления кабошона. Даже не так! Я расскажу вам о том, как делать сложные украшения в технике wire wrap с применением пайки. Собирать украшение мы будем на каркасе, который предварительно нужно спаять. Используем газовую горелку и припой.
Чем хорош такой способ?
Удобно крепить отдельные элементы из проволоки. Каркас жесткий, а значит и все украшение получается прочным, ничего не болтается, все элементы надежно прикреплены. Кабошон без отверстия закрепляется деталями украшения в процессе сборки.
Многие мастера пользуются только этой техникой и делают свои украшения используя каркас. Кстати сказать – смотря на фотографии вы даже не заметите, что украшение собрано на каркасе, удивляясь его сложности. С обратной стороны каркас можно легко прикрыть симпатичной оплеткой.
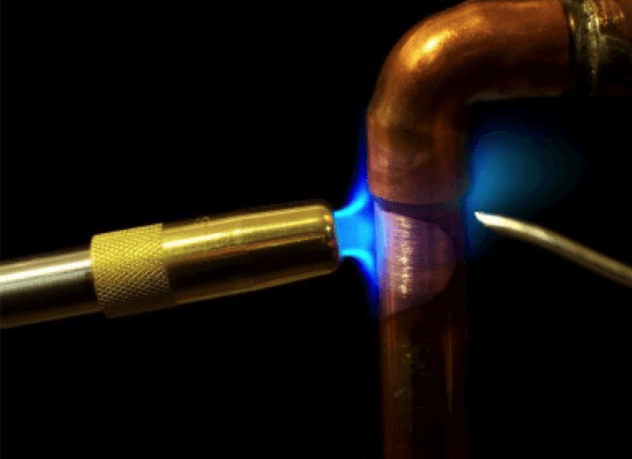
Пайка меди газовой горелкой.
Я не профессиональный ювелир. Паяю тоже так себе.. Не скажу, что часто, но приходится применять навыки пайки в своем ремесле. И вам рекомендую овладеть элементарными способами пайки газовой горелкой в домашних условиях.
Для начала вполне подойдет горелка с газовым баллончиком, которая продается в хоз. магазинах. Лично я постоянно использую такую горелку, наравне с другими профессиональными горелками. Этой горелкой хорошо прогревать, паять большие детали.
Пайка меди газовой горелкой – припой.
Для пайки меди можно использовать медно фосфорный припой. Температура плавления медно фосфорного припоя невысока. Припой медно-фосфорный обладает такой особенностью, что для его работы не нужен дополнительный флюс, так как в его составе имеется фосфор, который и выполняет все необходимые функции. Припой очень твердый, откусить кусочек для пайки практически невозможно. Я бокорезами отламываю кусочки от прутка. Процесс не простой – кусочки разлетаются в разные стороны.
Перед пайкой медь лучше всего отбелить в “лимонке”. Обычную лимонную кислоту разведите в теплой воде и киньте туда заготовки из меди.
Медь можно паять и серебряным припоем в тех местах где не видно место спайки. Так же существуют и специальные медные, серебряные пасты для пайки.
На чем паять?
Можно просто взять кирпич. Согласен, не лучший вариант (кирпич забирает тепло). По крайней мере, чтобы попробовать с этой газовой горелкой – кирпич подойдет. На фото я использую специальную доску, в видео – кирпич.
Пайка меди газовой горелкой.
Не обращайте внимание на то, что на фото горелка профессиональная. Медь я предпочитаю паять именно такой (с баллоном) газовой горелкой. Проволоку берем толщиной 1 мм или толще. Заранее готовим кусочки медно фосфорного припоя. Какие размеры нужны для каркаса вы поймете после того как просмотрите фотографии. Все зависит от объема дополнительных элементов, которые будете прикреплять к каркасу. Сначала спаяйте окружность каркаса, потом припаивайте перемычки. Можно спаивать сразу несколько стыков. Делаем все аккуратно – не “сожгите” саму проволоку. Припой должен равномерно растечься по проволоке заполнив стык.
После отжига медь становится мягкой. Чтобы придать меди жесткость немного сплющите весь каркас молотком на наковальне. Можно обработать каркас надфилем, отшлифовать медь.
Примеряемся.
Я заранее приготовил спиральки для этого украшения. Смотрите видео.
Далее действуем по плану (если он. конечно есть).
Спиралью мы ограничили кабошон по краям. Далее, оплеткой мы закрепляем кабошон, чтобы он не выпадал.
Смотри видео с примерами оплеток.
В итоге получаем вот такой кулон.
Не расслабляйтесь – мы еще не закончили. Рассмотрим еще один пример. Сначала – все как делали раньше.
Сразу крепим кабошон проволокой толщиной 1 мм к каркасу. Фиксируем кабошон в нужном месте.
Неожиданное решение. Да!?
Ну а дальше даем волю фантазии!!!
Я использовал “старые” обрезки спиралек.
Ну и оторвался по полной!!!
Круто, ДА!? Я не о кулонах, а о способе сборки с каркасом!
Посмотрите видео уроки по пайке
Кулоны (медь) я патинировал, полировал и потом покрыл лаком. Для патинирования (состаривания) меди можно использовать обычный аммиак, который продается в аптеках. Выливаем аммиак в банку и подвешиваем изделие НАД!!! раствором аммиака.
Можно использовать и специальные универсальные растворы для чернения.
Для полировки используем шлиф машинки (можно взять шуруповерт или дрель) с насадками. Применяем полировочные пасты.
Медь со временем будет темнеть. Чтобы избежать этого можно покрыть все изделие специальным лаком Цапон.
Изделия готовы!!! Можно носить, дарить или ПРОДАВАТЬ! Где и как продавать украшения ручной работы читай на моем сайте Заработок рукоделием!
Прикрепи Пин ниже как закладку на свою доску Пинтерест!!!
Как тебе мастер класс!? Понравился!? Не ленись, поделись с друзьями в соц. сетях!!! Буду благодарен.
Поделиться ссылкой:
инструменты и оборудования, способы соединения
Изделия из меди встречаются в разных отраслях. Из этого цветного металла изготавливаются трубы, радиодетали, трубы отопления. Чтобы починить механизм, в котором присутствуют детали из этого металла, нужно знать, как осуществляется пайка меди. Для этого применяется разные технологические процессы и инструменты.
 Пайка меди
Пайка медиКакие инструменты и материалы нужны
На промышленном производстве применяются различные технологии соединения медных деталей. Однако это процедуру можно выполнить в домашних условиях. Для этого нужно заранее подготовить инструменты и оборудование:
- флюс;
- набор кистей, металлическая щётка;
- припой;
- ручной или автоматический аппарат для разрезания труб;
- паяльник, газовая горелка.
Мощность оборудования подбирается в зависимости от температуры плавления расходных материалов.
Виды расходных материалов
Флюс необходим для защиты места соединения деталей от образования оксидной плёнки. Дополнительно к этому флюс помогает припою растекаться по месту будущего шва. В качестве припоя, чаще всего, используется олово, поскольку он имеет низкую температуру плавления.
Хорошим соединительным материалом для пайки является серебро, но оно имеет высокую стоимость. Из-за этого мастера разбавляются его с оловом, небольшим количеством меди. Среди используемых припоев выделяют два вида материалов: мягкие и твердые составы.
Мягкие
Такие расходные материалы используются для соединения водопроводов. При этом диаметр труб, которые нужно соединить может достигать 10 см. Пайка меди мягким припоем применяется в тех случаях, когда соединённые детали не будут нагреваться выше 130 градусов по Цельсию. К мягким расходным материалам относятся:
По мнению покупателей, самым популярным считается сплав олова и меди. Он отлично подходит для соединения медных изделий. Кроме того, он экономично расходуется.
Твердые
Пайка меди твердыми составами возможна, если необходимо сделать прочный шов, который будет выдерживать воздействия факторов окружающей среды. К ним относятся:
- сплав меди и цинка;
- однородная медь;
- соединение меди и фосфора.
Существует два типа твердых составов: тугоплавкие и легкоплавкие. Чтобы сделать крепкое соединение, рекомендуется использовать многокомпонентный состав.
Виды пайки
Пайку меди в домашних условиях можно проводить по разным технологиям. Для каждого из способа проведения работ необходимы разные расходные материалы и инструмент. Существует несколько технологий пайки медных изделий. О каждой из них стоит поговорить подробнее.
Твердым припоем
Пайка меди твердым припоем — популярный способ соединения деталей. Чтобы осуществить процедуру, потребуется электропаяльник или газовая горелка. При проведении работ нужно учитывать определённые особенности:
- При этом виде пайки использование припоя обязательно. Даже если нужно паять медную проволоку.
- В качестве расходного материала желательно использовать олово или никель.
В первую очередь расплавляется расходный материал. После этого он наносится на место соединения. Выжидается время до полного остывания припоя.
 Пайка меди твердым припоем
Пайка меди твердым припоемВ печах
Печи используют на больших предприятиях и заводах. Они позволяют добиться равномерного разогрева соединяемых деталей. Благодаря этому сокращается количество некачественных швов. Применение припоя обязательно.
Флюсовая
При использовании флюса для соединения медных деталей образуются излишки расходного материала, от которых возникает коррозия. Из-за этого шов быстро приходит в негодность. Надёжность соединения зависит от качества припоя.
Вакуумная
Процедура вакуумной пайки проводится не только при соединении медных деталей, но и при обработке изделий из других металлов. Для проведения рабочего процесса используются промышленные печи и специальные контейнеры. В ходе работы используются мягкие типы расходных материалов.
Низкотемпературная
В первую очередь медленно разогревается припой. Быстро увеличивать температуру паяльника нельзя. Нужно дождаться пока низкотемпературный припой расплавится и в этот момент убрать паяльник. Состав должен самостоятельно заполнить пустоты между деталями и скрепить их.
 Низкотемпературная пайка меди
Низкотемпературная пайка медиВысокотемпературная
Если нужно получить соединение устойчивое к воздействию высоких температур, применяется пайка высокотемпературного типа. Чтобы скрепить между собой отдельные детали, они разогреваются до 700 градусов по Цельсию. При этом применяется не обычный паяльник, а газопламенный нагреватель.
Ошибки при пайке своими руками
Существует ряд популярных ошибок, из-за которых человек не может сделать качественный шов:
- Плохая подготовка соединяемых поверхностей. На них должна отсутствовать грязь, мусор, пыль, ржавчина, краска.
- Мастера часто не проверяют изделия на наличие дефектов.
- Перегрев обрабатываемых поверхностей. Флюс сгорает и появляются окалины, оксидная плёнка.
- Слабый разогрев соединяемых поверхностей. Низкая температура не позволяет полноценно расплавить припой, соединить детали между собой.
Пайку нужно проводить аккуратно. В первые разы лучше потренироваться на ненужных деталях. Со временем получится определять оптимальную температуру для спаивания металлов, сплавов.
Техника безопасности
При проведении пайки нельзя не забывать про технику безопасности:
- Надевать защитные перчатки.
- Трогать скреплённые детали можно только после их остывания.
- Помещение, в котором проводятся работы, должно хорошо проветриваться.
При работе с твердыми припоями и кислотами для травления металла нужно надевать защитные очки, респиратор. Они защитят слизистую оболочку глаз и дыхательные пути от токсичных испарений. Перед началом работы необходимо проверять работоспособность используемого оборудования. Для удерживания скрепляемых деталей используются тиски или струбцины.
Пайка меди осуществляется по разным технологиям. Одни проводятся в домашних условиях, другие подходят только для производства. Зная характеристики материала и используя рекомендованное оборудование можно добиться надёжного соединения деталей. Чтобы защитить свой организм, нужно соблюдать технику безопасности.
как паять газовой горелкой, твердым, мягким припоем
При соединении медных изделий используются различные инструменты и оборудование, без которых процесс спаивания был бы невозможен. Основным инструментом выступает паяльник. Помимо этого, можно воспользоваться газовой горелкой или специальными печами.В домашних условиях предпочтительнее использовать спаивание медных изделий, этот вариант, наиболее простой и быстрый, в сравнении с варкой. К тому же не понадобится специальное оборудование, которым будет осуществляться скрепление. При соблюдении всех правил и условий технологического процесса, можно получить прочное и надежное соединение элементов, увеличивая стойкость к различным нагрузкам.
Для того чтобы спаивание в домашних условиях не вызвало затруднений, в первую очередь нужно позаботиться об основных инструментах, которые будут задействованы в этом процессе:
- труборез;
- фаскосниматель;
- труборасширитель;
- ершик стальной;
- щетка стальная;
- припой;
- горелка или фен.
Для трубчатого устройства применяют метод, когда элемент погружается в состав соли и припоя. Соль выполняет функции источника тепла, и заменяет функции флюса. Поэтому дополнительный флюс не понадобится.
Кроме этого способа, есть еще несколько вариантов пайки, которые заслуживают внимания.
Пайка меди
Пайка твердым припоем
Самым распространенным способом пайки в домашних условиях является пайка меди твердым припоем. Это объясняется свойствами меди, которая легко плавится при невысоких температурах. В качестве инструмента вполне подойдет паяльник или газовая горелка.
Пайка меди немного похожа на процесс сварки, но все же имеет небольшие отличия:
- При пайке деталей используется дополнительное вещество-припой, который и соединяет эти элементы. Это возможно, благодаря свойствам припоя, который имеет низкую температуру плавления.
- Самый распространенный материал для спаивания деталей используют никель и олово. Это доступные и простые компоненты, которые используются в большинстве случаев. Что касается промышленного использования, то для этих целей применяют другие виды припоя, но для домашнего использования они достаточно дорогие, а, следовательно, нерентабельные.
- Чтобы паять медные изделия, необходимо сначала расплавить припой, до того состояния, пока он не достигнет нужной консистенции, чтобы нанести его на место спаивания элементов. После этого, следует подождать до полного остывания соединения.
Если все нюансы процесса выполнены в точности, то такое соединение получится прочным и долговечным.
Пайка в печах
Пайка меди в печах осуществляется в производственных условиях. Этот процесс обеспечивает равномерное прогревание деталей, полностью, исключая ее деформацию. В качестве сплава применяется олово или сплав из олова и свинца, в качестве флюса выступает состав из канифоли и спирта, или состав их хлористого аммония или цинка.
При применении припоя с основой из серебра, используют флюсы, в основу которых входят соединения из фтора, калия и бора. Эти флюсы наилучшим образом очищают скрепляемые поверхности от оксидной пленки, это позволит сплаву отлично распределиться по всей поверхности.
Флюсовая пайка
Эта процедура имеет один большой минус, это выполнение герметичного скрепления. Излишки флюса создают дополнительные очаги, которые подвергаются коррозии, вследствие этого пайку выполняют в нейтральных условиях или в условиях восстановительной среды газа. Чтобы паять в азоте, необходимая температура должна достигать 750–800 градусов.
Вакуумная пайка
Вакуумная печь для пайки меди
Вакуумную пайку используют для многих металлов, медь не считается исключением. Пайка меди проводится в специализированных печах, или контейнерах, которые потом помещают в печь. Несмотря на сложное оборудование, этот вариант считается наиболее эффективным по всем критериям. Скрепление медных изделий производится мягким припоем, или чистым оловом. Можно использовать другие виды, к примеру, серебряные сплавы, с применением флюса канифольно-спиртового раствора.
Для того чтобы использовать кадмиевый припой, необходимо подготовить специальный инструмент, и запастись необходимыми знаниями в этой области, потому как технологичность у данного материала намного ниже, чем у оловянно-свинцовых тинолей.
Низкотемпературная пайка
Если во время пайки припой не плавится, не стоит спешить, необходимо подождать нагрева паяльника. После того как сплав начинает течь, источник нагрева убирают, позволяя составу самостоятельно заполнить зазоры между элементами. Для избежания излишков, не рекомендуют добавлять сплав, кроме излишков, может быть попадание материала внутрь детали.
Если паять медь, применяя обычные прутья припоя, то его объем должен равняться диаметру соединяемой поверхности. Чтобы примерно рассчитать нужное количество материала, можно прут согнуть буквой Г, и приложить к трубе.
При данной технологии, прочность меди не изменяется, а вот механические критерии уменьшаются.
Высокотемпературная пайка
Высокотемпературная пайка
Данная технология подходит для тех поверхностей, которые будут использоваться с высокими температурами. Так как для осуществления этого процесса необходимая температура должна составлять 700 градусов, используют газопламенный вариант нагрева.
Готовность к спаиванию определяют при помощи прута сплава, который при окончании процесса расплавляется.
Чтобы увеличить качественные характеристики соединения, необходимо предварительно подогреть прут припоя. Преимуществом этого метода соединения является высокие показатели прочности швов, а также их стойкость в процессе эксплуатации, под воздействием высоких температур. Но есть и недостаток, который заключается в неизбежном отжиге меди. Стоит учесть, что при работе этим методом, необходимо иметь достаточную квалификацию и опыт, так как новичок может случайно перегреть медь, тем самым вызвав ее разрыв.
Технология пайки труб
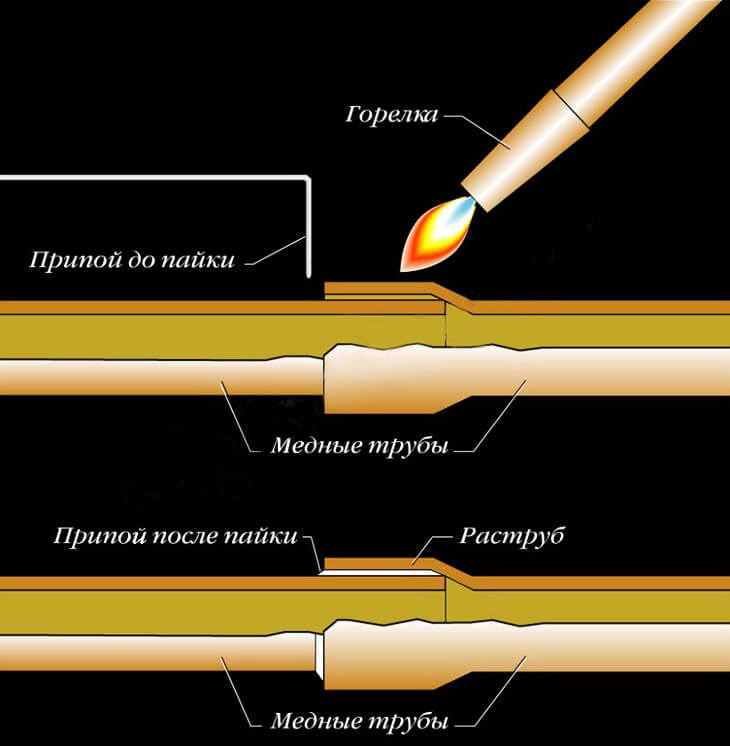
Чтобы паять трубы из меди, необходимо подготовить труборез. После того как нужный кусок трубы отрезан, наружный срез обрабатывается щеткой, для удаления заусениц и шероховатости. Используя труборасширитель, второй отрез трубы расширяют до нужного размера, чтобы одна часть трубы входила в другую.
Пайка медных труб
На трубу с меньшим диаметром наносят флюс, и скрепляются два элемента тр. Место соединения равномерно прогревается, для этого можно использовать или горелку или фен. В это место наносят припой, после его расплавления, поверхность полностью закроется им. В качестве сплава можно воспользоваться мягким припоем, он отлично справится с этой работой.
Видео: Пайка медных труб
Как паять медь: припои, флюсы, методы, технология
Изделия из меди встречается повсеместно в разных сферах жизни. Например, из нее создают прочные и долговечные системы отопления и водоснабжения. Но для соединения двух элементов, специалисты прибегают к особой технологии – пайки труб из меди. Для осуществления процедуры необходимы подходящие инструменты и материалы, а также знания. Так как она обладает определенными особенностями, о которых новичок может не знать.
Чтобы паять медь, мастеру нужно иметь при себе такой состав, как припой. Это термопластичное вещество герметизирует поверхность изделий и под воздействием высокой температуры расплавляется, растекаясь по всему месту соединения. Но как только он остывает, то твердеет и надежно скрепляет изделия.
В результате создается один предмет, который отличается долгим сроком службы, выдерживает высокую нагрузку, перепады давления и температуры, а также не боится ультрафиолетового излучения.
Какие инструменты и материалы нужны
Пайка проводится не только на промышленных объектах, но и в домашних условиях. Для этого требуется подготовить следующие инструменты и материалы:
- электропаяльник или газовую горелку;
- труборез;
- припой;
- флюс;
- кисть и стальную щетку.
Чем именно соединять изделия, зависит от удобства и предпочтения мастера. Но по мощности аппарат выбирают в соответствии с температурой плавления припоя. Флюс бывает жидким и твердым, у каждого вида имеются индивидуальные отличия, которые следует учитывать. Если используется материал в виде загустевшей смеси, то его наносят на место стыка, как до соединения, так и после. Флюс нужен для того, чтобы предохранить поверхность от окисления, способствовать растеканию припоя и улучшить сцепление.
Виды флюсов и припоев, особенности работы с ними
Мастерам известно множество твердых и мягких веществ, обеспечивающих качественную пайку изделий из металла. В 95% используется олово, которое относится к низкотемпературному составу, обладающим несколько худшими техническими параметрами. Но его ценят за то, что работы могут проводиться при любой температуре без уменьшения прочности соединяемых изделий.
К соединительным элементам также относится серебро, обладающее отличными технологическими свойствами. Мастера нередко применяют трехкомпонентные составы из серебра, олова и меди. Часто в состав материалов, используемых при низкотемпературной пайке, входит хлорид цинка.
Преимущество мягких припоев заключается в том, что они охватывают большую площадь при попадании на поверхность детали. Они обеспечивают высокую прочность и надежность.

Мягкие припои
Мягкий припой используется при монтаже водопроводных и отопительных сетей, где диаметр труб достигает 10 см, а температура воды не превышает 130 градусов. К таким видам относят:
- свинцово оловянный тип;
- с малым содержанием олова;
- специальные и легкоплавкие.
В качестве припоя чаще всего выбирается бессвинцовый флюс. Оловянно-медный тип является самым распространенным, благодаря доступной цене. Но его преимущество заключается в другом. Все смеси, содержащие олово в составе, отличаются экономичным расходом.
Достаточно нанести на половину обрабатываемой поверхности немного припоя, как он распространится по всей площади. Это свойство объясняется тем, что олово легко проникает внутрь и распространяется по любой структуре.
Твердые припои
Когда приходится учитывать условия среды, в которой выполняется пайка, то лучше использовать твердые припои. Применение таких веществ обеспечивает высокую прочность шва. Самым распространенными соединениями являются следующие составы:
- медь и цинк;
- фосфор и медь;
- чистая медь;
- безотмывный флюс.
Твердые соединения классифицируются как тугоплавкие и легкоплавкие. Каждый вид характеризуется определенными свойствами. Например, медно-фосфорный заменяет дорогой серебряный флюс. Он отличается умеренной стоимостью, но обладает одним минусом – использовать при низких температурах не получится.
Самыми крепкими из твердых соединений считаются медно-цинковый и многокомпонентные. Они обходятся дорого, но цена оправдана надежностью соединения. Когда выполняется пайка самой медью, то необходимо применять и флюс. В таком случае удастся крепко-накрепко соединить две детали.
Зачем нужна паяльная паста
Паяльная паста – это пастообразная масса, состоящая из маленьких частиц припоя, флюса и специальных добавок. Флюс-паста применяется в промышленности при пайке элементов на печатных платах. Пасту выбирают согласно определенным условиям:
- после нанесения должны оставаться легкоудаляемые частицы;
- вещество должно сохранять вязкость и клейкость;
- не оказывать отрицательного воздействия на обрабатываемую поверхность;
- не просочиться на одежду во время плавления.
Как работают с пастой, зависит от вида и размера припоя, содержащегося в ее составе. Материал различается также по типу флюса (канифольные, водосмываемые, безотмывные). Она необходима для удержания маленьких деталей на месте и облегчения процесса соединения.
Технология пайки
Процесс довольно простой, поэтому, когда необходимо соединить что-то дома, то хозяин выполняет пайку своими руками и без привлечения специалистов. Но все же без подготовительного этапа не обойтись.
Именно от него зависит, насколько качественным и надежным получится соединение. Прежде всего следует обратить внимание на срез детали, который должен быть строго вертикальным, без заусениц, с ровными и гладкими краями. При обнаружении малейших дефектов следует взять наждачную бумагу и провести ею по поверхности, пока дефекты не исчезнут.
Если соединяют две медные трубы, то, доведя срез до идеального состояния, необходимо вставить ее в фитинг, а после вынуть. Ту часть, которая соприкасалась с фитингом, необходимо очистить от окислений. Следующий этап – нанесение флюса. В этом нет ничего сложного, нужно только провести кисточкой по всей детали, уделяя особое внимание месту стыковки.
Затем элементы соединяют друг с другом и крепко фиксируют. Дальнейшие действия зависят от того, чем выполняется пайка – газовой горелкой или паяльником. Учитывая, что детали должны находиться в неподвижном состоянии, потребуется помощник. Он-то и будет держать их, но, если такового не нашлось, нужно ухитриться и сделать это самому.
Когда что-то нужно припаять в домашних условиях, то чаще всего используется твердый состав. Но мастер может приобрести специальные пасты. При правильном выборе составов удается максимально аккуратно и прочно соединить два трубопровода или радиодетали.
Пайка выполняется либо при высокой, либо низкой температуре. В первом случае процесс отличается высокой прочностью шва, а также соединенный участок получает термостойкость. Что очень важно, если он в дальнейшем послужит частью различных коммуникаций. Но высокотемпературную пайку не допускается применять на резьбовых соединениях. Чаще всего этот процесс выполняется горелкой, наполненной пропаном.
Когда же используется низкотемпературная пайка, то применяется мягкий состав, паста или гель. Она наиболее подходит для начинающего мастера, потому что отличается простотой и легкостью. В этом типе процесса температура не повышается больше 425 градусов, так что возможно даже использовать паяльник, который найдется практически в каждом доме.
Работа с паяльником
Каждый человек хоть раз в жизни видел паяльник, а многие постоянно работают с ним. Поэтому не увидят в пайке медных изделий этим инструментом ничего сложного. Вся сущность процесса заключается в том, что припой, расположенный между двумя деталями, нагревается с помощью паяльника, пока не начинает плавиться.
Когда он затвердеет, то две части надежно скрепятся в одну. Чтобы припаять качественно, необходимо распределить вещество равномерно по всей поверхности, заполнить каждый зазор. При этом важно подобрать именно тот материал, который хорошо выдерживает высокую температуру паяльника.

Работа с горелкой
Инструмент включают, когда две части уже соединены друг с другом. Не стоит слишком долго удерживать его возле места стыка, поскольку температура горения составляет несколько тысяч градусов. В то время как нагреть определенное место нужно всего лишь до 250-300 градусов.
Это займет секунд 20-30. Как только флюс сменит цвет на темный, то вводят соединяемый состав. Важно! Горелку или фен нужно располагать посередине, чтобы охватить всю зону соединения.
Можно ли паять медь оловом
Многих начинающих мастеров интересует, можно ли спаять медь оловом. На самом деле не просто можно, а нужно. Поскольку такой состав обеспечивает хорошее скрепление. Чаще всего олово используется, когда скрепляют предметы пищевого назначения.
Следует помнить лишь об одном – для этого металла нужна более высокая температура, чем для других припоев. В качестве инструмента лучше использовать мощный электрический паяльник.
Пайка серебряным припоем
Когда требуется спаивать детали в домашних условиях, то часто используют серебряный припой. Он выгоден, потому что его можно создать своими руками. Но следует применять его не в одиночку, в сочетании с цинком, медью.
Обработанный таким припоем, шов получится очень прочным и аккуратным. Процентное содержание компонентов контролирует ГОСТ 19746 74. Но точно узнать, какие виды веществ использовать, можно из инструкций опытных мастеров или прилагаемых к соединяемым изделиям.
Как спаять медь и нержавейку
Если требуется припаять медь к другому металлу, например, стали, то придется потрудиться. Процесс этот не из легких, но вполне осуществимый. Объясняется это тем, что нержавеющая сталь плохо взаимодействует с другими металлами, с трудом поддается температурной обработке.
Когда соединяются два разных изделия, то нужно найти средний состав, который подходит одновременно к обоим. В таких случаях приходится поступиться качеством и даже необязательно использовать флюс. Но важно провести подготовку, лужение и другие этапы спайки.
Надобность в соединении часто возникает в домашних условиях. Для соединения нержавейки и меди требуется мало времени и достаточно обычной газовой горелки. Поэтому, определившись с инструментом и припоем, следует очистить поверхность обоих стыков, подготовить флюс. Затем выполнить лужение места скрепления и нанести флюс. После чего две части соединяют, а получившийся шов обмазывается припоем.
Следующий этап – его равномерный разогрев горелкой. Как только припой растечется, изделие оставляют остывать естественным путем.
Как припаять медь к железу
Припаять медные изделия к железным или наоборот также распространенная задача, для решения которой правильно подбирается соединительный состав. Инструкция в этом вопросе окажется существенную помощь.
Полезную информацию можно найти в тематическом видео, где весь процесс пайки детально показан. При соблюдении всех условия удается получить ровный и прочный шов.
Основные ошибки при пайке своими руками
Чаще всего именно спешка приводит к тому, что соединение двух элементов получается неудачным. Потому что забывают осмотреть поверхность соединяемых деталей. Первое действие, направленное на исправление ошибки, – проверка отсутствия дефектов. Они могли появиться при нарезке деталей.
Насколько надежным окажется шов, зависит от чистоты поверхности. Поэтому смахнуть даже невидимые пылинки все же стоит. При нанесении флюса допускается одна из самых основных ошибок. Мастер может забыть обработать небольшой участок изделия. И он станет причиной того, что должного соединения не получится.
Важно также следить за температурой горелки или паяльника, поскольку перегрев обрабатываемого элемента приводит к сгоранию флюса. Но недостаточная температура плавления также вредна. В этом случае соединительные составы не размягчаются и не прилипают.
Техника безопасности
Пайка медных изделий довольно опасный процесс, поэтому соблюдать все стандарты и предписания ради безопасности, очень важно. Во время процесса используется открытое пламя и опасные вещества, поэтому домашнему мастеру и профессионалу необходимо носить защитные средства. Речь идет о рукавицах, очках и специальной одежде.
Прежде чем браться за инструмент, необходимо внимательно изучить правила технологии.
Медь в вашем доме: сделай сам
Основы
Ремонт дома и проекты становятся все более популярными с каждым днем. Люди любят свои дома, проявляют к ним интерес и получают удовольствие от ощущения, что они могут их содержать и улучшать. С правильными инструкциями и подготовкой ремонт дома легко сделать самостоятельно, он может стать веселым семейным занятием и сэкономить деньги на вызове профессионала.
Медная сантехника основана на процедуре, называемой пайкой, и сделать это не так сложно, как вы думаете.Следующие ниже инструкции и методы позволяют создать герметичные паяные соединения между трубкой и фитингами из меди и медного сплава. Следуя этим простым инструкциям и не забывая работать аккуратно, вы сможете получить идеально спаянные соединения.
1. ИЗМЕРЕНИЕ
Отмерьте трубку и отметьте ее карандашом.
2. РЕЗКА
Отрежьте трубку до мерной длины. Резку можно выполнить несколькими способами. Трубку можно разрезать дисковым труборезом, ножовкой, абразивным кругом, а также стационарной или переносной ленточной пилой.Необходимо следить за тем, чтобы труба не деформировалась во время резки. Независимо от метода разрез должен быть перпендикулярен длине трубки, чтобы трубка правильно сидела в крышке фитинга.
3. РАЗВЕРТЫВАНИЕ
Разверните все обрезанные концы трубки до полного внутреннего диаметра трубки, чтобы удалить небольшой заусенец, образовавшийся при обрезке. Это очень важно. Если эту шероховатую внутреннюю кромку не удалить расширением, может возникнуть эрозионная коррозия из-за локальной турбулентности и повышенной локальной скорости потока в трубе.Правильно развернутый кусок трубы обеспечивает гладкую поверхность для лучшего потока.
Удалите все заусенцы на внешней стороне концов трубок, образовавшиеся в результате резки, чтобы обеспечить правильный вход трубки в колпачок фитинга.
К инструментам, которые можно использовать для развёртывания концов трубок, относятся расширительное лезвие на трубореза, полукруглые или круглые напильники, карманный нож или подходящий инструмент для удаления заусенцев. В случае мягкой трубки вы должны быть очень осторожны, чтобы не деформировать конец трубки из-за чрезмерного давления.
4. ЧИСТКА
Удаление всех оксидов и поверхностного масла с концов трубок и фитинговых чашек имеет решающее значение для правильного поступления металлического припоя в соединение. Если их не удалить, это может повлиять на капиллярное действие, снизить прочность сустава и вызвать разрушение.
Слегка очистите концы трубок с помощью песчаной ткани или нейлоновой абразивной губки на расстоянии, немного превышающем глубину чашек фитинга.
Очистите чашки фитинга, используя абразивную ткань, абразивные диски или подходящую щетку подходящего размера.
Капиллярное пространство между трубкой и фитингом составляет приблизительно 0,004 дюйма. Металлический припой заполняет этот зазор за счет капиллярного действия. Это расстояние имеет решающее значение для того, чтобы металлический припой попал в зазор и образовал прочное соединение.
Медь – относительно мягкий металл. Если удалить слишком много материала с конца трубки или чашки фитинга, неплотная посадка может привести к плохому соединению.
5. НАНЕСЕНИЕ ФЛЮС
Используйте флюс, который растворяет и удаляет следы оксида с очищенных поверхностей от повторного окисления во время нагрева и способствует смачиванию поверхностей металлическим припоем.
ПРЕДУПРЕЖДЕНИЕ: Не наносить пальцами. Химические вещества, содержащиеся в флюсе, могут быть вредными при попадании в глаза, рот или открытые порезы. Будьте осторожны при нанесении флюса. Небрежное обращение может вызвать проблемы спустя долгое время после установки системы. Если используется чрезмерное количество флюса, остатки флюса могут вызвать коррозию. В крайних случаях такая флюсовая коррозия может пробить стенку трубы, фитинга или и того, и другого.
6. СБОРКА И ОПОРА
Вставьте конец трубки в чашку фитинга, убедившись, что трубка прилегает к основанию чашки фитинга.Небольшое вращательное движение обеспечивает равномерное покрытие флюсом. Удалите излишки флюса с внешней стороны шва ватной тряпкой.
Поддержите трубку и фитинг в сборе, чтобы обеспечить равномерное капиллярное пространство по всей окружности соединения. Равномерность капиллярного пространства обеспечит хороший капиллярный поток расплавленного припоя. Чрезмерный зазор в стыках может привести к растрескиванию металлического припоя в условиях напряжения или вибрации.
Теперь соединение готово к пайке.Подготовленные и готовые к пайке соединения должны быть завершены в тот же день, а не оставлены незавершенными на ночь.
7. ОТОПИТЕЛЬ
Начните нагревание пламенем перпендикулярно трубке. Медная трубка проводит первоначальное тепло в чашку фитинга для равномерного распределения тепла в области соединения. Степень предварительного нагрева зависит от размера стыка. Предварительный нагрев сборки должен охватывать всю окружность трубы, чтобы довести до подходящего состояния предварительного нагрева.Однако для стыков в горизонтальном положении избегайте прямого предварительного нагрева верхней части стыка, чтобы избежать сжигания паяльного флюса. Практика и опыт покажут количество тепла и необходимое время.
Затем переместите пламя на чашку фитинга. Переместите пламя поочередно между чашкой фитинга и трубкой на расстояние, равное глубине чашки фитинга. Опять же, предварительно нагрейте окружность, как описано выше, с горелкой у основания чашки фитинга. Прикоснитесь припоем к стыку. Если припой не плавится, удалите его и продолжайте нагрев.
ВНИМАНИЕ: Не перегревайте соединение и не направляйте пламя на поверхность чашки фитинга. Перегрев может сжечь флюс, что снизит его эффективность, и припой не сможет правильно попасть в соединение.
Когда припой расплавится, приложите тепло к основанию чашки, чтобы способствовать капиллярному действию в втягивании расплавленного припоя в чашку к источнику тепла.
Тепло обычно подается с помощью воздушно-топливной горелки. В таких горелках используется ацетилен или сжиженный газ.Также можно использовать электроды для пайки сопротивлением. В них используются нагревательные электроды, и их следует учитывать, когда возникает опасность открытого пламени.
8. НАНЕСЕНИЕ ПАЙКИ
Для соединений в горизонтальном положении начните наносить припой немного смещенным от центра в нижней части соединения. Когда припой начнет плавиться от тепла трубки и фитинга, протолкните припой прямо в соединение, удерживая горелку у основания фитинга и немного впереди точки нанесения припоя.Продолжайте эту технику в нижней части фитинга и вверх с одной стороны к верху.
Теперь затвердевший припой в нижней части соединения создал эффективную перегородку, которая предотвратит вытекание припоя из соединения при заполнении боковой и верхней части соединения.
Вернитесь к точке начала, слегка перекрываясь, и продолжайте движение вверх по незавершенной стороне к вершине, снова, слегка перекрывая. Во время пайки за точкой нанесения припоя могут появиться небольшие капли, указывая на то, что соединение до этого момента заполнено и больше не будет принимать припой.На протяжении всего этого процесса используются все три физических состояния припоя: твердое, пастообразное и жидкое.
Для стыков в вертикальном положении выполните аналогичную последовательность проходов внахлест, начиная с любого удобного места.
9. ОХЛАЖДЕНИЕ И ОЧИСТКА
Дайте готовому стыку естественным образом остыть. Шоковое охлаждение водой может вызвать нагрузку на сустав. Когда остынет, удалите остатки флюса влажной тряпкой.
.Пайка витражей – Как припаять медную фольгу

Как паять витражи
Пайка витражей соединяет все обернутые фольгой кусочки стекла вместе, нанося полоску припоя вдоль каждого шва. Это не самая легкая техника для освоения, но она одна из самых захватывающих, поскольку позволяет вам впервые увидеть свой проект.
Что вам нужно
 Инструменты и материалы для пайки
Инструменты и материалы для пайки* Просто чтобы вы знали, если вы нажмете и купите по ссылке в течение 24 часов, я получу небольшой% от Amazon (не вы!).Заранее спасибо, но не беспокойтесь, если у вас есть местный магазин – я всегда сначала поддержу его 🙂
Используйте вытяжной вентилятор или припой в хорошо вентилируемом помещении.
Пайка витражей
Лучше всего начать с того, что скрепите все детали вместе небольшими каплями припоя, чтобы удерживать их на месте и останавливать их движение. Это называется «прихваткой».
Если у вас возникли проблемы с гладкой пайкой, вы можете изучить несколько методов, которые помогут ее улучшить.
Если у вас нет местного класса, мой курс Stained Glass Made Perfect помог многим людям добиться более аккуратных линий пайки в своей работе. И мы знаем, насколько они важны! Курс предназначен для самостоятельного изучения и онлайн, поэтому вы можете изучить эти методы пайки, даже если вы не можете прийти на занятия. Вы можете узнать об этом подробнее здесь Stained Glass Made Perfect.
1. Установка стекла
- Наклейте узор кальки на доску и аккуратно поместите все части, покрытые фольгой, на место
- Если у вас нет дубинок, прикрепите их скотчем в нескольких ключевых местах, чтобы они не двигались.
- Если у вас есть доска для гомазоте и булавки, вы можете надежно закрепить их на месте
 Витраж с прихваткой для пайки
Витраж с прихваткой для пайки2.Прихватка пайки
Используйте паяльник для цветного стекла мощностью НЕ МЕНЕЕ 80 Вт (я использую Hakko FX-601 *) и скрепите панель пайкой, чтобы удерживать ее на месте.
- Для этого нанесите немного жидкого флюса на важные стыки и расплавьте по одной капле припоя на каждом из этих стыков.
- Сохраните, чтобы удалить малярную ленту.
 Изготовление паяльного соединения
Изготовление паяльного соединения3. Пайка швов
Это не так просто, как кажется в некоторых видеороликах! Не волнуйтесь, если вы не сразу делаете идеальную линию, требуется много практики, чтобы знать, сколько припоя наносить и с какой скоростью перемещаться по шву.
Три самых важных момента, которые следует запомнить:
- хорошая пайка – это баланс между теплотой и временем. Если ваш утюг более горячий, вам нужно двигаться быстрее. И наоборот, если вы предпочитаете работать медленнее, уменьшите нагрев, если у вас есть реостат, или смените наконечники, если у вас утюг с регулируемым наконечником.
- , чтобы кончик утюга оставался чистым и чистым, время от времени протирая его влажной губкой
- , чтобы убедиться, что у вас достаточно флюса для расплавления припоя. При необходимости добавляйте больше
Что мне делать, когда я доберусь до края?
Если вы хотите обернуть проект рамкой из цинка или свинца, прекратите пайку на 1/4 дюйма от края.
Если вы делаете свободно висящий солнцезащитный козырек, продолжайте пайку вплоть до края.
 Изготовление швов для пайки витражей
Изготовление швов для пайки витражей- Для начала нанесите флюс вдоль одного или двух швов, чтобы он не испарился.Не наносите слишком много флюса, так как он может застрять при пайке другой стороны и пузыриться, вызывая кратеры
- Держа горячий паяльник в одной руке и припой в другой, медленно перемещайте их по шву вместе
- Поместите припой немного выше конца наконечника, чтобы случайно не приклеить его к фольге.
- Припой плавится и стекает по фольге
- Убедитесь, что наконечник железа соприкасается с фольгой и нагревает ее, чтобы соединение между припоем и фольгой было как можно более прочным.
- Припоя должно быть достаточно, чтобы покрыть фольгу и заполнить зазоры между частями.Заполнение этих промежутков припоем делает изделие более прочным.
- Прекратите пайку, быстро переместив наконечник утюга боком к стеклу (не оставайтесь на стекле наконечником) или приподнимите его вертикально над швом
- Когда дойдете до соединения, не останавливайтесь! Проследите за припоем во всех направлениях примерно на 1/2 дюйма, сохраняя каждый «хвост» горячим. Вернитесь к каждому «хвосту» и поднимите оттуда шов. Будет лучше, если вы поднимете один шов, чем соединение
- Припой должен быть волнообразным (слегка закругленным), а не плоским
4.Изготовление витражной пайки аккуратной
Иногда припой выглядит беспорядочно. К счастью, есть техника, которая работает как по волшебству – метод «удержания и подъема».
Вместо того, чтобы перемещать утюг вместе с припоем, вы держите его в одном месте и позволяете теплу работать.
 Изготовление витражной пайки аккуратной пайкой методом фиксации и подъема
Изготовление витражной пайки аккуратной пайкой методом фиксации и подъема- Обработайте поверхность флюсом и очистите наконечник, чтобы добиться наилучших результатов.
- Удерживайте кончик над проблемной зоной в течение 2-3 секунд, а затем снимите его вверх
- Magic! достигается аккуратное соединение
 Пайка витража обратная сторона
Пайка витража обратная сторона5.Пайка обратной стороны
- Осторожно переверните панель. Часть припоя могла просочиться. Это нормально, просто убедитесь, что вы используете меньше припоя в этих областях.
- Повторите процесс, как указано выше
- Если вам нужно переделать какие-либо участки, сначала дайте им остыть, очистите и отогните. В противном случае он может просочиться на первую сторону.
Пайка витражей – поиск и устранение неисправностей
У меня пропадает припой между зазорами!
Если ваша резка не на 100% точна (как у всех нас!) И между частями есть небольшой зазор, припой будет стекать на другую сторону.Это не проблема, потому что вы справитесь с этим, когда передадите проект.
Просто продолжайте добавлять небольшое количество припоя до тех пор, пока он не станет рассыпаться.
 Удаление излишков припоя с обратной стороны утюгом
Удаление излишков припоя с обратной стороны утюгомЯ аккуратно припаял вторую сторону и обнаружил, что она протекла и испортила мою первую сторону. Слишком много припоя, как его снять?
К счастью, можно не только добавить припой в шов, но и снять его.
- Быстро проведите кончиком утюга по шву, где слишком много припоя, и стряхните его по термостойкой поверхности.Вы всегда можете забрать его снова и использовать повторно там, где это необходимо.
- Используйте метод удержания и подъема, описанный в 4. выше, чтобы затем обработать участок.
 Создание гладкой пайки витражей
Создание гладкой пайки витражейМой флюс не работает и припой не плавится.
Это может быть одна из трех вещей:
- флюс высох или высох, и вам необходимо нанести его повторно
- : Ваш паяльник не поддерживает температуру, и у вас возникло «холодное пятно».Наберитесь терпения, и он вернется к максимальной температуре. Если у вас есть контроллер набора с утюгом или на нем, немного увеличьте его и проверьте.
- Наконечник утюга загрязнен флюсом и припоем, и его необходимо протереть влажной губкой, чтобы он работал правильно. Иногда на кончиках остается черный налет, который трудно удалить. Я использую очиститель для наконечников, чтобы вернуть наконечнику его сияющий вид. *
 Как удалить припой для витража со стекла
Как удалить припой для витража со стеклаПрипой прилип к стеклу, и я боюсь, что оно треснет.
Не паникуйте! Нанесите флюс на припой и шов и «соберите» его горячим утюгом, удерживая его на шве. Вы правы, вам нужно поторопиться, чтобы стекло не разбилось, но такое бывает необычно.
* Просто чтобы вы знали, если вы нажмете и купите по ссылке * в течение 24 часов, я получу небольшой% от Amazon (не вы!). Заранее спасибо, но не беспокойтесь, если у вас есть местный магазин – я всегда сначала поддержу его 🙂
Полезные ресурсы
Я нашел действительно отличный 3.45-минутное видео от Delphi Glass, демонстрирующее пайку витражей. Вау, эта женщина хороша! Не волнуйтесь, если вы не можете сделать это так быстро, для этого потребуется много практики.
Пайка витражей под медную фольгу
После того, как вы спаяли обе стороны и остались довольны результатом, вы готовы либо к цинкованию, либо, если вы не обрамляете деталь, к паяльной кромке.
Здесь есть еще одна страница, на которой рассматриваются еще несколько распространенных проблем пайки
Температура пайки витражей
Лучший паяльник для витражей
НАПИШИТЕ НА ПОЗЖЕ!



Поделитесь витражами с любовью!
