Пайка металла в домашних условиях: Пайка металла в домашних условиях
alexxlab | 31.08.1986 | 0 | Разное
Пайка металла в домашних условиях
Содержание
- Как паять стальные детали
- Как правильно паять металл
Пайкой называется процесс соединения металлов посредством введенного между ними расплавленного связующего материала — припоя. Последний заполняет зазор между соединяемыми деталями и, застывая, прочно соединяется с ними, образуя неразъемное соединение.
При пайке припой нагревают до температуры, превышающей температуру его плавления, но не достигающей точки плавления металла соединяемых деталей. Становясь жидким, припой смачивает поверхности и заполняет все зазоры за счет действия капиллярных сил. Происходит растворение основного материала в припое и их взаимная диффузия. Застывая, припой прочно сцепляется с паяемыми деталями.
При пайке должно выполняться следующее температурное условие: Т1234, где:
- Т1 — температура, при которой паяное соединение работает;
- Т2 — температура плавления припоя;
- Т3 — температура нагрева при пайке;
- Т4 — температура плавления соединимых деталей.

Отличия пайки от сварки
Отсутствие расплавления основного металла делает возможным соединение пайкой деталей самых маленьких размеров, а также многократное разъединение и соединение спаянных деталей без нарушения их целостности.
Из-за того, что основной металл не расплавляется, его структура и механические свойства остаются неизменными, отсутствует деформация паяемых деталей, выдерживаются формы и размеры получаемого изделия.
Пайка позволяет соединять металлы (и даже неметаллы) в любом сочетании друг с другом.
При всех своих достоинствах пайка все же уступает сварке по прочности и надежности соединения. Из-за низкой механической прочности мягкого припоя, низкотемпературная пайка встык является непрочной, поэтому для достижения необходимой прочности детали необходимо соединять с перекрытием.
Применение пайки
Применение пайки широко и многообразно. Ею соединяют медные трубы в теплообменниках, холодильных установках и всевозможных системах, транспортирующих жидкие и газообразные среды.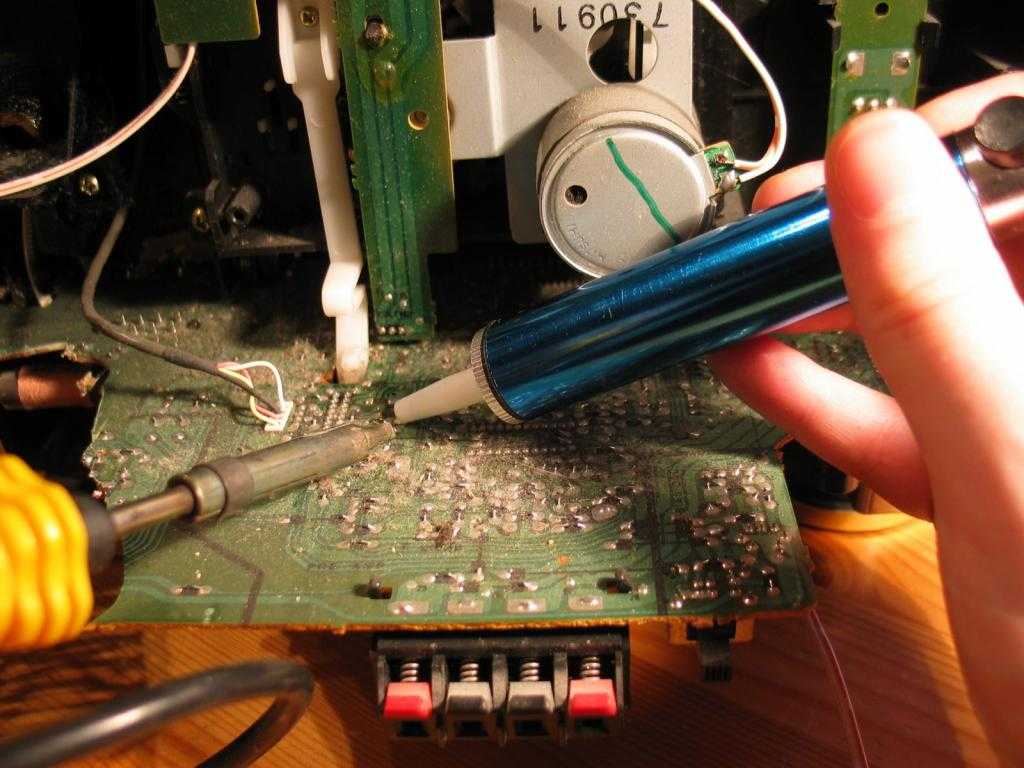 Пайка является основным способом крепления твердосплавных пластин к металлорежущему инструменту. При кузовных работах с ее помощью крепят тонкостенные детали к тонкому листу. В виде лужения используют для защиты некоторых конструкций от коррозии.
Пайка является основным способом крепления твердосплавных пластин к металлорежущему инструменту. При кузовных работах с ее помощью крепят тонкостенные детали к тонкому листу. В виде лужения используют для защиты некоторых конструкций от коррозии.
Широко используется пайка и в домашних условиях. Ею можно соединять между собой детали из различных металлов, уплотнять резьбовые соединения, устранять пористость поверхностей, обеспечивать плотную посадку втулки разболтавшегося подшипника. Везде, где использование сварки, болтов, заклепок или обычного клея по каким-либо причинам невозможно, затруднительно или нецелесообразно, пайка, сделанная даже своими руками, оказывается спасительным выходом из ситуации.
Виды пайки
Одной из основных является классификация пайки по температуре плавления используемого припоя. В зависимости от этого параметра пайку подразделяют на низкотемпературную (используются припои с температурой плавления до 450°C) и высокотемпературную (температура плавления припоев выше 450°C).
Низкотемпературная пайка более экономична и проста в исполнении, чем высокотемпературная. Ее преимуществом является возможность применения на миниатюрных деталях и тонких пленках. Хорошая тепло- и электропроводность припоев, простота выполнения процесса пайки, возможность соединения разнородных материалов обеспечивают низкотемпературной пайке ведущую роль при создании изделий в электронике и микроэлектронике.
К преимуществам высокотемпературной пайки относится возможность изготовления соединений, выдерживающих большую нагрузку, в том числе и ударную, а также получение вакуумно-плотных и герметичных соединений, работающих в условиях высоких давлений. Основными способами нагрева при высокотемпературной пайке, в единичном и мелкосерийном производстве, является нагрев газовыми горелками, индукционными токами средней и высокой частоты.
Композиционная пайка применяется при пайке изделий, имеющих некапиллярные или неравномерные зазоры. Она осуществляется с использованием композиционных припоев, состоящих из наполнителя и легкоплавкой составляющей. Наполнитель имеет температуру плавления выше температуры пайки, поэтому он не расплавляется, а лишь заполняет собой зазоры между паяемыми изделиями, служа средой распространения легкоплавкой составляющей.
Наполнитель имеет температуру плавления выше температуры пайки, поэтому он не расплавляется, а лишь заполняет собой зазоры между паяемыми изделиями, служа средой распространения легкоплавкой составляющей.
По характеру получения припоя различают следующие виды пайки.
Пайка готовым припоем — самый распространенный вид пайки. Готовый припой расплавляется нагревом, заполняет зазор между соединяемыми деталями и удерживается в нем благодаря капиллярным силам. Последние играют очень важную роль в технологии пайки. Они заставляют расплавленный припой проникать в самые узкие щели соединения, обеспечивая его прочность.
Реакционно-флюсовая пайка, характеризующаяся протеканием реакции вытеснения между основным металлом и флюсом, в результате которой образуется припой. Наиболее известная реакция при реакционно-флюсовой пайке: 3ZnCl2 (флюс) + 2Al (соединяемый металл) = 2AlCl3 + Zn (припой).
Чтобы паять металл, кроме подготовленных соответствующим образом паяемых изделий необходимо иметь источник тепла, припой и флюс.
Источники тепла
Нагрев паяльником осуществляют при низкотемпературной пайке. Паяльник нагревает металл и припой за счет тепловой энергии, аккумулированной в массе его металлического наконечника. Кончик паяльника прижимается к металлу, в результате чего происходит нагрев последнего и расплавление припоя. Паяльник может быть не только электрическим, но и газовым.
Газовые горелки — наиболее универсальный вид нагревательного оборудования. К этой категории можно отнести и паяльные лампы, заправляемые бензином или керосином (в зависимости от типа паяльной лампы). В качестве горючих газов и жидкостей в горелках может использоваться ацетилен, пропан-бутановая смесь, метан, бензин, керосин и пр. Газовая пайка может быть как низкотемпературной (при паянии массивных деталей), так и высокотемпературной.
Существуют и другие способы нагрева при пайке:
- Пайка индукционными нагревателями, которая активно используется для припаивания твердосплавных резцов режущего инструмента.
 При индукционной пайке паяемые детали или их части нагреваются в катушке-индукторе, через которую пропускается ток. Преимуществом индукционной пайки является возможность быстрого нагрева толстостенных деталей.
При индукционной пайке паяемые детали или их части нагреваются в катушке-индукторе, через которую пропускается ток. Преимуществом индукционной пайки является возможность быстрого нагрева толстостенных деталей.
- Пайка в различных печах.
- Пайка электросопротивлением, при которой детали нагреваются теплотой, выделяющейся вследствие прохождения электротока через паяемые изделия, являющиеся частью электрической цепи.
- Пайка погружением, выполняющаяся в расплавленных припоях и солях.
- Прочие виды пайки: дуговая, лучами, электролитная, экзотермическая, штампами и нагревательными матами.
Смачиваемость. Прежде всего, припой должен обладать хорошей смачиваемостью по отношению к соединяемым деталям. Без этого будет просто отсутствовать контакт между ним и паяемыми деталями.
В физическом смысле смачивание подразумевает явление, при котором прочность связи между частицами твердого вещества и смачивающей его жидкости оказывается выше, чем между частицами самой жидкости. При наличии смачивания жидкость растекается по поверхности твердого вещества и проникает во все его неровности.
При наличии смачивания жидкость растекается по поверхности твердого вещества и проникает во все его неровности.
Если припой не смачивает основной металл, пайка невозможна. В качестве такого примера можно привести чистый свинец, который плохо смачивает медь и не может поэтому служить припоем для неё.
Температура плавления. Припой должен иметь температуру плавления ниже температуры плавления соединяемых деталей, но выше той, при которой соединение будет работать. Температура плавления характеризуется двумя точками — температурой солидуса (температура, при которой плавится самый легкоплавкий компонент) и температурой ликвидуса (наименьшим значением, при которой припой становится полностью жидким).
Разница между температурами ликвидуса и солидуса называется интервалом кристаллизации. Когда температура соединения находится в интервале кристаллизации, даже незначительные механические воздействия приводят к нарушениям кристаллической структуры припоя, в результате чего может возникнуть его хрупкость и возрасти электрическое сопротивление. Поэтому необходимо соблюдать очень важное правило пайки — не подвергать соединение никакой нагрузке до полного окончания кристаллизации припоя.
Поэтому необходимо соблюдать очень важное правило пайки — не подвергать соединение никакой нагрузке до полного окончания кристаллизации припоя.
Кроме хорошей смачиваемости и необходимой температуры плавления, припой должен обладать еще рядом свойства:
- Содержание токсичных металлов (свинца, кадмия) не должно превышать установленных значений для определенных изделий.
- Должна отсутствовать несовместимость припоя с соединяемыми металлами, которая может привести к образованию хрупких интерметаллических соединений.
- Припой должен обладать термостабильностью (сохранением прочности паяного соединения при изменении температуры), электростабильностью (неизменностью электрических характеристик при токовых, тепловых и механических нагрузках), коррозионной стойкостью.
- Коэффициент теплового расширения (КТР) не должен сильно отличаться от КТР соединяемых металлов.
- Коэффициент теплопроводности должен соответствовать характеру эксплуатации паяного изделия.

В зависимости от температуры плавления припои подразделяют на легкоплавкие (мягкие) с температурой плавления до 450°С и тугоплавкие (твердые) с температурой плавления выше 450°С.
Легкоплавкие припои
. Наиболее распространенными легкоплавкими припоями являются оловянно-свинцовые, состоящие из олова и свинца в различном соотношении. Для придания определенных свойств в них могут вводиться другие элементы, например, висмут и кадмий для понижения температуры плавления, сурьма для увеличения прочности шва и т.д.Оловянно-свинцовые припои имеют низкую температуру плавления и относительно невысокую прочность. Их не следует применять для соединения деталей, испытывающих значительную нагрузку или работающих при температуре выше 100°С. Если все же приходится применять пайку мягкими припоями для соединений, работающих под нагрузкой, нужно увеличивать площадь соприкосновения деталей.
К наиболее широко используемым относятся оловянно-свинцовые припои ПОС-18, ПОС-30, ПОС-40, ПОС-61, ПОС-90, имеющие температуру плавления примерно 190-280°С (из них самый тугоплавкий — ПОС-18, самый легкоплавкий — ПОС-61).
Как паять стальные детали
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
- зачистку стали, химическую зачистка под припоем;
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.
Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.
- Зачищенная наждачкой сталь разогревается горелкой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,

Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.
Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
- 55% цинка, 45% меди, немного кремния для увеличения текучести.

Состав расплавляется под слоем угля в графитовом тигеле.
Стальные детали, подлежащие пайке, разогреваются газовой горелкой.
В качестве флюса используется ортофосфорная кислота.
Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
Как правильно паять металл
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник. Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.
Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.
На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Далее необходимо напильником зачистить жало до блеска, опустить кончик жала в канифоль, потом расплавить им олово.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой. Деревянная палочка используется для нанесения кислоты.
♦ Вспомогательные приспособления. К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы. Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов. Для этого я использую мини шлиф машинку.
- Обезжириваем место спайки, используя ацетон, бензин и т.д.
- Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому место растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке припоя. Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.

- Прикасаемся жалом к месту спайки. Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка. Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
- Для спайки тонких частей надо довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов. При спайке толстых предметов приходится относительно долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.
- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки. Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков.

- По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
Спаивание жести / листового металла
Далее в добавок к фотографиям будут идти схематические изображения. Вот условные обозначения:
Соединение «Впритык»
Соединение «Внахлёст»
Соединение «В замок»
Качество: Очень прочно
Спаивание проволоки
Соединение «Впритык»
Соединение «Внахлёст»
Соединение «С усилением»
Качество: Очень прочно
Для усиления на левом соединении используется намотанная виток к витку медная проволока, на правом — стержень и резьба обёрнуты полоской жести:
Спаивание проволоки и листового металла
Соединение «Впритык»
Соединение «Внахлёст»
Соединение «Насквозь»
Качество: Очень прочно
Заключение
Пайка — несомненно нужная вещь, использование которой решает многие проблемы с соединением деталей. Напоследок в качестве примера представлю несколько работ, в которых она использовалась:
Напоследок в качестве примера представлю несколько работ, в которых она использовалась:
Оценка статьи:
Загрузка…
Сохранить себе в:
Adblock
detector
Учимся паять
Паять металлические изделия люди научились очень давно, как только освоили плавку олова и свинца. Сейчас пайка – обычное дело. Соединять в домашних условиях методом пайки можно большое количество металлов. Так, в домашних условиях можно соединять такие металлы, как серебро, медь, олово, латунь, алюминий. Пайка металлов в домашних условиях позволяет быстро и качественно отремонтировать какой-либо электрический прибор или что-нибудь другое. Пайка должна быть интересна всем настоящим мужчинам.
В основе процесса паяния лежат простейшие химические реакции и ваши знания о сплавах, которые вы получили в школьном курсе химии.
Перед тем как паять, необходимо очистить поверхность жала паяльника от оксидов металлов. Для этих целей используют хлорид аммония NH4Cl (бытовое название «нашатырь»).
Для этих целей используют хлорид аммония NH4Cl (бытовое название «нашатырь»).
Вы знаете, что твердый хлорид аммония способен при нагревании распадаться на хлороводород HCl и аммиак NH3:
NH4Cl ↔ NH3↑ + HCl↑
Хлороводород, соединяясь с парами воды воздуха, образует соляную кислоту, которая может реагировать с оснóвными оксидами, т.е. оксидами металлов жала паяльника . В результате поверхность жала паяльника очищается от оксидов.
В паянии для растворения оксидов олова, свинца и меди пользуются еще одним веществом – канифолью. Канифоль представляет собой аморфное хрупкое вещество, получаемое из смол хвойных деревьев. Она легко растворяется в спирте, ацетоне и других органических соединениях, но не растворима в воде.
Для очистки поверхности соединяемых металлов и улучшения смачивания наносимого металлического соединения используют флюсы, которые снимают остатки оксидных пленок и жировых загрязнений и защищают спаиваемые поверхности от окисления.
Флюс чаще всего готовят, растворяя 30 г хлорида цинка и 10 г хлорида аммония в 60 мл воды. Часто используют «паяльную жидкость» или «паяльную кислоту», которую получают взаимодействием металлического цинка с концентрированной соляной кислотой:
Zn + HCl = ZnCl2 + H2↑
Для этого кислоту наливают в стеклянную или фарфоровую посуду, располагаются вдали от открытого огня (выделяющийся водород огнеопасен!) и добавляют порциями цинк. Начинается реакция химического растворения цинка в кислоте, в результате образуется хлорид цинка ZnCl2 и выделяется водород H2. Когда выделение водорода замедляется, сосуд ставят в теплую воду. По окончании реакции жидкость сливают с остатка нерастворившегося цинка и добавляют к ней нашатырь (на каждые 3 г взятого металлического цинка – 2 г хлорида аммония). Можно эту жидкость выпарить досуха и перед пайкой растворять 1 г сухой смеси солей в 2-3 мл воды.
И, конечно же, в паянии используется припой. Этот сплав служит для соединения спаиваемых металлов. Припои изготавливают в форме палочек, полосок, листочков, а иногда в виде порошка. В быту применяют обычно мягкие и легкоплавкие припои.
Этот сплав служит для соединения спаиваемых металлов. Припои изготавливают в форме палочек, полосок, листочков, а иногда в виде порошка. В быту применяют обычно мягкие и легкоплавкие припои.
Мягкий припой «третник» – это сплав 65% олова Sn и 35% свинца Pb, с помощью которого можно паять практически все металлы и сплавы, кроме алюминиевых и самого алюминия. Сплав «третник» плавится при температуре около 1810С, а температуры плавления отдельных металлов выше (tплSn =2320C, tплPb =3280C). Чтобы самостоятельно приготовить такой припой, сначала в железной чашке расплавляют свинец, а затем к полученному расплаву добавляют кусочки олова. Когда оно расплавится, сплав тщательно перемешивают и выливают в форму для затвердевания.
Нагретый паяльник погружают в порошок «нашатыря» или канифоли; если при этом появляется легкий дымок, значит, паяльник готов к работе. Нашатырь или канифоль очищают жало паяльника от оксидов металлов. Очищенный паяльник опускают в припой и держат там, пока расплавленный припой не ‘залудит’ жало паяльника, полностью покрыв его блестящей пленкой. Затем захватывают жалом паяльника немного припоя, переносят его на место пайки и разравнивают по поверхности – ведут «залуживание» места спая. Потом таким же образом переносят на спай основную массу припоя, требуемого для прочного соединения или покрытия металла. Когда припой остынет, место спаивания протирают сырой тряпочкой и зачищают наждачной бумагой или напильником.
Затем захватывают жалом паяльника немного припоя, переносят его на место пайки и разравнивают по поверхности – ведут «залуживание» места спая. Потом таким же образом переносят на спай основную массу припоя, требуемого для прочного соединения или покрытия металла. Когда припой остынет, место спаивания протирают сырой тряпочкой и зачищают наждачной бумагой или напильником.
Для спаивания тонких медных проводов флюс на основе хлорида цинка непригоден – он быстро разрушает тонкую проволоку. В этом случае применяют раствор канифоли в этиловом спирте или сосновую смолу. Если под рукой нет вообще никакого флюса, то при пайке медных или латунных деталей его может заменить раствор 1 таблетки аспирина в 10-20 мл воды.
В обычных условиях алюминий с трудом поддается пайке, так как на его поверхности после очистки мгновенно снова образуется оксидная пленка. Поэтому после зачистки место будущего спая на алюминии или его сплавах немедленно заливают заранее расплавленной канифолью.
Пайку ведут мощным (не менее 100 Вт) паяльником, используя припой, состоящий из 80% олова и 20% цинка или 95% олова и 5% висмута, и флюс из парафина или стеарина. Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом алюминий сравнительно легко поддается спаиванию: к его луженой поверхности можно припаять, например, медные провода.
Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом алюминий сравнительно легко поддается спаиванию: к его луженой поверхности можно припаять, например, медные провода.
При пайке алюминия используется и электрохимический метод. Место спая зачищают и наносят на него 3-4 капли концентрированного раствора сульфата меди CuSO4 (медного купороса). Затем алюминиевую деталь подключают к отрицательному полюсу батарейки от карманного фонарика, а к положительному полюсу присоединяют кусочек оголенной медной проволоки, которую вводят в каплю раствора сульфата меди так, чтобы конец проволоки не касался поверхности алюминия. В этом методе имеет место электролиз раствора сульфата меди с растворимым анодом:
CuSO4 ↔ Cu2+ + SO42-
Катод (-) Сu2+ + 2e = Cu0 ↓
Анод (+) Cu0 – 2e = Cu2+
Суммарное уравнение электролиза с растворимым анодом написать нельзя.
Через несколько минут на месте пайки осядет слой меди, к которому можно припаять все, что требуется, обычным способом.
Автор В.Е. Никитин
Источники:
1. Рудзитис Г.Е. Химия. 11 класс : учеб. для общеобразоват. организаций : базовый уровень / Г.Е. Рудзитис, Ф.Г. Фельдман. – 2-е изд. – М. : Просвещение, 2016. – 223 с. : ил.
2. http://www.znaikak.ru/payati.html – Знай как. Ежедневный журнал. 24 октября/16
3. http://goodsvarka.ru/pajka/domashnix-usloviyax/ – сварка и сварочное оборудование
4. http://chem21.info/info/403700/ – справочник химика 21. Химия и химическая технология
Пайка металлических изделий: особенности и технологии
Вопросы, рассмотренные в материале:
- Отличия пайки металлических изделий от сварки
- Особенности пайки металлических изделий в зависимости от материала
- 6 советов по правильной пайке металлических изделий
Пайка металлических изделий занимает второе место после сварки среди всех современных способов, позволяющих создать неразъемные детали. Более того, в некоторых областях ее позиция является главенствующей. Трудно себе представить современную IT-промышленность без этого прочного способа соединения элементов электронных схем.
С помощью пайки становится возможным соединение труб в теплообменниках, холодильных установках и всевозможных системах, транспортирующих жидкие и газообразные среды. Именно этот процесс позволяет прикрепить твердосплавные пластины к металлорежущему инструменту. При кузовных работах с его помощью крепят тонкостенные детали к листу. Чтобы изделие было прочным, а пайка качественной, необходимо знать основные нюансы технологии при работе с различными металлами.
Отличия пайки металлических изделий от сварки
Соединение двух металлов может происходить двумя способами: пайкой и сваркой. Пайка скрепляет материалы с помощью припоя – так называется специальная присадка. Сварка же расплавляет края металлов, соединяя их. Это может происходить либо за счет давления, либо за счет нагрева.
Часто пайке отдают предпочтение за ее большую экономичность и щадящее отношение к металлам. Пайка металлических изделий имеет ряд преимуществ:
- Не происходит нагрева заготовок, в результате которого металл плавится. Это дает возможность сохранить как химические, так и физические свойства материалов.
- Не нужно проводить обработку и чистку деталей перед пайкой, в отличие от сварки.
- Стоимость оборудования для проведения пайки ниже сварочного.
- Пайка дает возможность делать сложные конструкции и узлы.
- Высокая прочность участка соединения деталей. Изделия не деформируются в месте стыка.
Остановимся на различных методах пайки металлов.
Особенности пайки металлических изделий в зависимости от материала
Изделия из цветных металлов необходимо подгонять друг к другу с особой тщательностью. По этой причине пайку выбирают чаще, чем сварку. Рассмотрим, каким образом происходит пайка различных цветных металлов.
Важно! Необходимо аккуратно закреплять заготовки струбцинами, тисками или иным крепежом. Особое значение это имеет для габаритных изделий. Любые движения деталей или их колебания, происходящие во время пайки, обязательно приведут к стеканию припоя или перекосу шва. Стык при этом станет хрупким, а через небольшой отрезок времени на нем появятся свищи и трещины.
1. Пайка меди.
Медь является металлом, который довольно часто используется в быту. Она входит в состав таких изделий, как электрические кабели, трубы для водопровода, компоненты электронной техники.
Чаще всего используется пайка двумя методами:
- С помощью высокой температуры – около +600 °С.
- При помощи низкой температуры – около +450 °С.
Поскольку в данной статье рассматриваются технологии пайки в домашних условиях, то остановимся на низкотемпературном методе.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Для проведения пайки меди необходимо взять:
- Припой.
 Его компонентами являются олово, составляющее от 95 до 97 %, а также сурьма, медь, висмут, селен или серебро. Последние, содержащие серебро, считаются лучшими видами припоя. Часто пользуются и трехкомпонентными составами, включающими олово, серебро и медь. Сплавы, содержащие свинец, используют на производстве нечасто, поскольку этот химический элемент наносит вред здоровью работников. Не рекомендуются они и для работы в домашних условиях, так как пары свинца опасны для легких человека. Либо необходимо установить активную вытяжку.
Его компонентами являются олово, составляющее от 95 до 97 %, а также сурьма, медь, висмут, селен или серебро. Последние, содержащие серебро, считаются лучшими видами припоя. Часто пользуются и трехкомпонентными составами, включающими олово, серебро и медь. Сплавы, содержащие свинец, используют на производстве нечасто, поскольку этот химический элемент наносит вред здоровью работников. Не рекомендуются они и для работы в домашних условиях, так как пары свинца опасны для легких человека. Либо необходимо установить активную вытяжку. - Флюс для пайки меди (он может быть активированным, кислотным, некислотным, антикоррозийным).
- Газовую горелку.
На промышленном производстве особой популярностью пользуется применение паяльной пасты. Она состоит из флюса, небольших частиц припоя и разных специальных добавок.
Пошаговая технология проведения пайки деталей из меди выглядит следующим образом:
- Флюс наносится на обе заготовки в местах стыков и на поверхность, где будет размещен припой.

- Припой закладывается в место соединения. Им может стать специальная паста или проволока из олова.
- Газовая горелка разогревает место стыка. Припой растекается по шву и вокруг места соединения.
- Изделие должно остыть в полном покое, то есть его нельзя трогать (сгибать, крутить и пр.). В результате остывания шов с припоем отвердевает.
- Флюс, оставшийся на поверхности, убирается абразивной щеткой.
Важно! Сам припой специально нагревать не нужно. Его плавка должна происходить в результате разогрева кромок изделий.
2. Пайка алюминия.
Алюминий считается капризным материалом. Специалисты полагают, что в домашних условиях провести пайку алюминия невозможно. Причина заключается в необходимости разогрева места стыка до +600 °С, что может привести к прогоранию листового алюминия.
Однако это не совсем так. Можно провести пайку алюминия, если применить особые виды флюса и припоя. Для соединения алюминия потребуются:
Для соединения алюминия потребуются:
- Припой. Больше всего подойдет состав, включающий медь, кремний, цинк, серебро и алюминий. Это может быть сплав российского производства «34А», а также его аналог, произведенный за рубежом, – «Aluminium-13».
- Флюс. Возможно применять обыкновенную буру. Но будет лучше, если состав будет включать триэтаноламин.
- Паяльник, мощностью не менее 100 Вт.
Полезно! Более высокие антикоррозийные свойства имеет припой с большим содержанием цинка.
Пошаговая технология проведения пайки деталей из алюминия выглядит следующим образом:
- Заготовки очищаются от пыли и грязи.
- Оксидная пленка убирается наждачкой. Это необходимо делать для уменьшения слоя оксида. Он появляется на алюминии практически сразу после любой обработки.
- Флюс распределяют по месту стыка.
- Припой раскладывается равномерно и медленно, при этом детали из алюминия постоянно не нагреваются.

- После остывания стык чистится мелкой наждачкой или металлической щеткой.
VT-metall предлагает услуги:
3. Пайка листов жести.
Соединение обычной жести происходит просто. Если в металле нет примесей или каких-либо нанесений на него, то металл спаивается в ровный шов, который остается неизменным даже при высоких температурах. Для проведения пайки жести необходимо следующее:
- Припой. Чаще всего специалисты используют состав на основе сурьмы и олова. Это ПОС-40 или ПОС-30. Иногда применяют ПОС-90 со свинцом в составе.
- Флюс. В таком качестве можно использовать простую канифоль или соляную кислоту. Недавно появившаяся на жести пленка оксида очень легко убирается.
- Паяльник, мощность которого не менее 40 Вт.
Пошаговая технология проведения пайки:
- Убрать пыль и грязь с поверхности заготовок.

- Разложить канифоль по кромкам деталей.
- Расположить припой на место стыка, а затем расплавить его.
- После остывания очистить шов металлической щеткой или мелкой наждачкой.
4. Пайка оцинкованного железа.
Оцинкованное железо обладает несколькими специфическими характеристиками, что отличает его от простой жести.
Первое, что необходимо отметить, это высокая испаряемость цинка с поверхности, нагретой до +960 °С. Следовательно, работая с оцинкованным металлом, нельзя пользоваться горелками большой мощности.
Второе – далеко не все виды припоя годятся для оцинкованного железа. Примером может быть ПОС-90. Его нельзя использовать, поскольку под его воздействием разрушается структура металла.
Для пайки следует приготовить:
- Припой. Лучше всего взять ПОС-30.
- Флюс. Это может быть борная кислота или хлористый цинк.
- Паяльник, мощность которого не менее 40 Вт.

Оцинкованное железо паяется аналогично жести. Единственной особенностью является необходимость равномерного прогрева – без перегрева части поверхностей.
5. Пайка нержавеющей стали.
Нержавеющая сталь представляет собой сплав с добавлением титана, хрома, никеля. Пайка такого материала имеет ряд отличий от работы с оцинкованным или обычным железом. Физические характеристики металла меняются при разном соотношении материалов, входящих в его состав.
Например, материал, содержащий много никеля, при температуре от +500 до +700 °С способен выделять соединения карбида. С такими листами нужно работать быстро, равномерно нагревая их, что позволит не разрушить структуру материала.
Для пайки необходимы:
- Припой. Его выбор зависит от условий пайки. При работе в условиях высокой влажности или на открытом пространстве следует воспользоваться припоем, в основе которого лежат серебряные сплавы и малое содержание никеля.
 При пайке в помещениях, а также в домнах отдают предпочтение серебряно-марганцевым или хромоникелевым припоям. Первичное лужение проводят с обычным припоем (свинец и олово).
При пайке в помещениях, а также в домнах отдают предпочтение серебряно-марганцевым или хромоникелевым припоям. Первичное лужение проводят с обычным припоем (свинец и олово). - Флюс. Это может быть бура (паста или порошок).
- Мощная газовая горелка, выдающая температуру свыше +800 ˚С. Для первичного лужения можно использовать паяльник, мощность которого более 100 Вт.
Технология пайки выглядит следующим образом:
- Зачистить места стыка.
- Зафиксировать заготовки, а затем намазать флюсом из паяльной кислоты.
- Залудить место соединения припоем (тонкий слой) с оловом. Для этого применяют паяльник. Следует обратить внимание на то, чтобы припой не растекался. В противном случае нужно подогреть заготовки и повторить процесс.
- Провести повторное лужение.
- Соединить заготовки. Условия пайки подскажут, как использовать припой. Воспользоваться для работы газовой горелкой.

Важно! Для предотвращения скатывания и растекания припоя необходимо воспользоваться металлической щеткой. Она уберет оксидную пленку, оставшуюся на поверхности после нанесения флюса.
6. Пайка черных металлов.
На качество соединения изделий из стали влияет ряд факторов:
- используемая марка стали;
- пористость деталей;
- чистота шва перед пайкой.
Припоем может быть сплав на основе латуни или олова. Выбор припоя зависит от поставленной перед специалистом задачи. Считается, что проще работать с оловянным припоем. Но есть и существенный недостаток – прочность шва будет невысока.
Латунные припои значительно прочнее, однако работа с ними требует специального оборудования.
Процесс подготовки отличий не имеет. Заготовки очищаются от пыли и грязи. Затем фиксируются тисками (струбцинами). В качестве флюса можно взять ортофосфорную кислоту. После чего производится пайка.
7. Пайка стали оловом.
Мощность паяльного устройства должна быть более 100 Вт. Перед началом пайки обе заготовки необходимо залудить. Затем готовое соединение дополняют оловянным припоем, после чего завершают процесс.
8. Пайка стали латунью.
Плавка латуни происходит при температуре более +900 °С. Исходя из этого, в работе применяют газовую горелку. Нагрев должен быть однородным, иначе латунь начнет очень быстро плавиться и прилипать исключительно к краям деталей из стали. Это приведет в итоге к ее хрупкости и последующему разрушению при возникновении напряжения. В готовом же изделии в таком случае образуются трещины.
6 советов по правильной пайке металлических изделий
Существуют базовые правила, которых надо придерживаться в ходе работы с различными металлами, в том числе со сталью. Кроме того, необходимо знать тонкости проведения пайки.
Подготовка деталей к пайке является очень важным этапом работ. Необходимо выяснить, сплав каких металлов подлежит пайке:
Необходимо выяснить, сплав каких металлов подлежит пайке:
- Следует проверить реакцию детали на ее нагрев горелкой или паяльником, узнать, насколько быстро на поверхности появляется пленка из оксида. Выяснить это лучше заранее, в противном случае придется работать в спешке.
- Заранее подготовленные и тщательно зафиксированные детали следует нагревать постепенно и внимательно следить за перегревом отдельных частей. Важным является равномерность прогрева всей области пайки.
- Разогрев требуется не только стыковочному шву, но и области вокруг него. Площадь прогрева может отличаться в зависимости от габаритов деталей и целей соединения. Как правило, она колеблется от 0,5 до 2 см.
- Следует пользоваться только теми нагревательными устройствами, которые в состоянии дать правильную рабочую температуру припоя.
- Не следует охлаждать шва холодными жидкостями. Металл должен самостоятельно «отдохнуть» и остыть равномерно. На это может потребоваться несколько минут.

- Снимать детали с фиксаторов необходимо только после их остывания вместе с припоем.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Пайка алюминия в домашних условиях: технология и инструменты
При выполнении мелкого ремонта, для сращивания проводов и мастерам-радиолюбителям приходится соединять алюминиевые детали. Пайка алюминия в домашних условиях происходит достаточно сложно.
Трудности возникают из-за прочной оксидной пленки на поверхности металла после зачистки, мгновенно образующейся от контакта с воздухом. Слой окислов препятствует выполнению лужения. А также по причине низкой температуры плавления алюминия – всего 660°С. По причине низкого порога плавления, металл, нагреваясь, теряет прочность, а устойчивость конструкций резко падает уже при 300°С.
Слой окислов препятствует выполнению лужения. А также по причине низкой температуры плавления алюминия – всего 660°С. По причине низкого порога плавления, металл, нагреваясь, теряет прочность, а устойчивость конструкций резко падает уже при 300°С.
Для облегчения процесса применяются специальные припои и сильнодействующий активный флюс. Выполнить высокотемпературную пайку поможет флюс марки 34А, состоящий из хлористого калия (50%) и цинка (8%), фторида натрия (10%), хлорида лития (32%).
Результат пайки будет зависеть от правильного выбора нагревательного элемента исходя из объемов и толщины металла, типа флюса и припоя.
Содержание
- Методы пайки
- Подготовка поверхности детали
- Инструменты для нагрева материала
- Технология пайки алюминия своими руками
- Альтернативный способ
Методы пайки
Существует три способа пайки алюминиевых деталей:
- С канифолью;
- С помощью припоя;
- Электрохимический.
Пайка с канифолью
Такая технология используется для мелких предметов, кабелей и проводов. Участок электропровода под пайку зачищается и обрабатывается канифолью. Затем помещается на шлифовальное полотно средней зернистости и прижимается нагретым паяльником с залуженным концом. Операцию нужно повторить несколько раз, и уже после этого спаять провода. Допускается использование канифольного раствора в диэтиловом спирте.
Участок электропровода под пайку зачищается и обрабатывается канифолью. Затем помещается на шлифовальное полотно средней зернистости и прижимается нагретым паяльником с залуженным концом. Операцию нужно повторить несколько раз, и уже после этого спаять провода. Допускается использование канифольного раствора в диэтиловом спирте.
Край паяльника не отводится от облуживаемого кабеля, а канифоль подается сверху.
Алюминиевые провода небольшого сечения позволяет соединить паяльник мощностью в 50 Вт. Для изделий сечением 1-2 мм потребуется устройство мощностью 100 Вт. Спаиваемые кабели диаметром свыше 2 мм предварительно прогреваются в месте стыковки.
С использованием припоя
Технология спаивания алюминиевых деталей с помощью припоя получила применение в электротехнике и при ремонте автомобилей. Перед спаиванием алюминиевые элементы в месте стыковки облуживаются и соединяются между собой, либо с другими металлами.
Припой для алюминия
Процесс пайки ведется легкосплавными припоями, включающими олово, цинк и кадмий.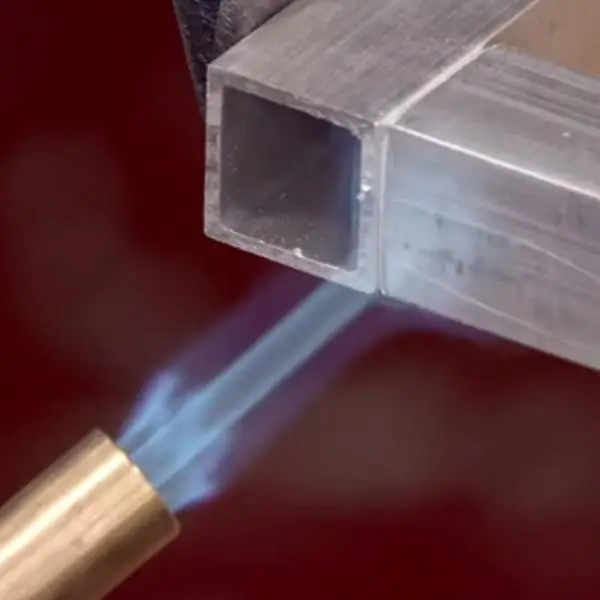 Также могут использоваться тугоплавкие сплавы на основе алюминия. Легкосплавные составы имеют преимущество в применении, потому что с ними можно паять алюминий с нагревом до 400°С.
Также могут использоваться тугоплавкие сплавы на основе алюминия. Легкосплавные составы имеют преимущество в применении, потому что с ними можно паять алюминий с нагревом до 400°С.
Такой температурный режим не влечет изменений структуры и свойств металла, полностью сохраняется прочность алюминия. Сплавы кадмия и олова не обеспечивают в полной мере надежность контакта, подвержены коррозии. Тугоплавкие композиции с добавлением цинка и меди, или же сплавы кремния с алюминием таких недостатков не имеют. Наилучшая растворимость у алюминия — с припоями на основе цинкового сплава. Такое соединение получается надежным.
Электрохимическая пайка
Для реализации метода потребуется установка для гальванических покрытий. В ней стыкуемые поверхности деталей или проводов проходят омеднение. В случае отсутствия установки металл покрывают вручную. Шкуркой для шлифования зачищают область соединения и покрывают несколькими каплями жидкого медного купороса. К заготовке из алюминия подключается отрицательный полюс от источника электропитания.
Это может быть аккумулятор, электровыпрямитель или батарейка. К положительному контакту подсоединяется зачищенный медный провод сечением около 1 мм, который находится в изолированной оболочке. Начнется процесс электролиза с медленным оседанием меди. После чего это место лудится и высушивается электропаяльником. Теперь уже можно и паять.
Подготовка поверхности детали
Качество пайки алюминия и надежность стыка напрямую зависят от подготовительных операций, когда соединяемые участки освобождаются от следов краски, загрязнений и тонкой пленки окислов. Обезжиривание металла выполняется бензином, ацетоном или растворителем.
Обезжиривание металла выполняется бензином, ацетоном или растворителем.
Виды подготовки кромок под пайку
Затем поверхности обрабатываются механически с применением абразивного полотна, металлической щетки, проволочной сеткой из нержавеющего металла или шлифовальной машинкой с насадкой из стальной проволоки.
Кроме того, очищение алюминия может проводиться различными растворами кислоты.
Зачищенная область сразу покрывается тоненькой оксидной пленкой, но ее толщина не влияет на паяльный процесс и позволяет флюсу взаимодействовать с металлом.
Инструменты для нагрева материала
Мелкие алюминиевые изделия в домашних условиях вполне можно припаять обычным электрическим паяльником. Для работы потребуется электросеть и немного пространства. Для крупногабаритных деталей используется газовая горелка с пропаном, бутаном либо аргоном. В мастерской алюминий паяют с помощью паяльной лампы.
Газовая горелка для нагрева алюминия
Газовая горелка считается оптимальным видом нагревательного инструмента. Она должна иметь ярко-синий цвет пламени, характеризующий правильное соотношение подачи газов и кислорода. Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
Она должна иметь ярко-синий цвет пламени, характеризующий правильное соотношение подачи газов и кислорода. Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
При использовании горелки нельзя допускать перегрева металла, потому что он расплавится. Следовательно, важно контролировать температуру. Поможет в этом стержень припоя. При касании нагретой детали он начинает плавиться при достижении необходимой температуры.
Технология пайки алюминия своими руками
Процесс пайки алюминия в домашних условиях нисколько не отличается от соединения других металлов. Начинается все с подготовки, включающей зачистку и обезжиривание мест стыковки. Элементы конструкции размещаются в нужном положении, и происходит фиксация деталей.
Очищенная зона металла покрывается флюсом для разрушения оксидной пленки, которая препятствует попаданию припоя на алюминиевые детали, или же используется стержень с содержанием активного флюса. Флюс наносится сразу после зачистки, с минимальным интервалом времени.
Флюс наносится сразу после зачистки, с минимальным интервалом времени.
После этого соединяемые элементы нагревается электропаяльником либо горелкой. Благодаря теплопроводности алюминия тепло быстро распространяется по всей поверхности, но остывать деталь тоже будет быстро. С повышением температуры металла начинается плавление припоя, который постоянно находится в контакте с соединяемыми поверхностями.
Стержнем просто трут царапающими движениями по области спаивания, чтобы сплав вошел в контакт с алюминием.
При соблюдении технологии пайки качество соединения получается высоким и стойким к коррозии.
Альтернативный способ
Пайка алюминиевых элементов в домашних условиях безфлюсовым припоем имеет свои особенности. Для этого потребуется оловянный или олово-свинцовый сплав припоя. А флюс заменяется канифолью.
Образованию на поверхности оксида алюминия препятствует зачистка контактной области металла под слоем расплава канифоли. Луженый паяльник со специальным скребком будет не только греть, а еще и разрушать оксидную пленку. Процесс будет более продуктивным, если в канифоль подмешать металлические опилки.
Процесс будет более продуктивным, если в канифоль подмешать металлические опилки.
Описание технологии:
Температура плавления алюминия
- В зоне пайки разогреть канифоль паяльником.
- Начинать тереть об нее носик паяльника, как только она покроет поверхность.
- Вместе со стальными опилками жало разрушит оксидную пленку, а расплавленный слой канифоли на металле предотвратит образование новой.
- Параллельно с разрушением пленки будет проходить лужение детали.
- Луженые предметы приставляют одну к другой и прогревают до температуры плавления припоя.
Пайка алюминия без применения специальных материалов отличается трудоемкостью и не гарантирует успешный результат. Лучше не рисковать и сразу купить флюс и высокотемпературный припой.
Паять алюминий самостоятельно рекомендуется в помещении с хорошей вентиляцией, потому что при работе происходит выделение токсичных веществ.
Видео по теме: Пайка алюминия в домашних условиях
Качественная пайка металлов
Сварка и пайка металлов относятся к неразъемным соединениям. Однако у таких способов существует важное отличие. При сварке происходит соединение металлов благодаря местному нагреву детали до температуры, когда он начинает плавиться. В результате образуется соединение двух деталей в одно целое. Паяльная операция подразумевает получение прочного соединения разных деталей или конструкций.
Схема сварки металлов.
Существующие методы пайки
Технология пайки классифицируется по нескольким показателям:
- температура;
- давление;
- припой.

Температурный показатель зависит от нагрева металла. В этом случае пайка бывает:
- высокотемпературная;
- низкотемпературная.
Разделяет эти два способа показатель температуры. Границей разделения считается 450 градусов.
Существует также определение пайки в зависимости от приложенного давления:
- пайка металла с применением фиксированного зазора;
- прессовая пайка.
Читайте также:
Экструдер: что это такое и как его используют.
Правила применения фена для пайки.
Об автогене читайте здесь.
Вернуться к оглавлению
Как паять вольфрам: особенности
Схема аргонодуговой сварки вольфрама.
Вольфрамовые изделия имеют высокую прочность, что дает возможность применять их в определенных отраслях:
- ракетостроении;
- электроламповой отрасли;
- радиотехнике.
Вольфрам может иметь чистый вид или входить в состав сплава. Этот цветной металл очень хрупок и отличается тугоплавкостью, поэтому его обработка вызывает много сложностей. В связи с этим пайка вольфрама требует своеобразного подхода.
Этот цветной металл очень хрупок и отличается тугоплавкостью, поэтому его обработка вызывает много сложностей. В связи с этим пайка вольфрама требует своеобразного подхода.
Операция пайки делается при температуре, которая меньше температуры рекристаллизации материала. Обычно она равна 1450 градусам. Если температура намного выше, то начинает уменьшаться прочность металла. Намного легче паять вольфрамовые изделия с деталями из этого же материала. Пайка с различными материалами всегда проходит очень сложно, так как материалы имеют различные параметры линейного расширения.
Прежде чем начинать паяльные работы, поверхность вольфрамовых деталей подвергается тщательной очистке. Ее делают несколькими способами:
- механической очисткой;
- травлением в кислоте, при этом применяют азотную или фтористоводородную кислоту.
Если кислота отсутствует, ее заменяет сильно нагретый едкий натр. После очистки вольфрам протирается спиртом, можно промыть его горячей водой.
Чтобы достигнуть идеальной чистоты и высокой плотности шва, паяльные работы нужно проводить в вакууме. Существует также несколько других восстановительных сред, однако они требуют предварительного покрытия металла никелем. Таким образом получается высокое смачивание вольфрама текущим припоем.
Вернуться к оглавлению
Как проводить пайку дома: рекомендации
Инструменты и материалы для пайки.
В домашних условиях наиболее распространена пайка деталей радиотехники. Операция не вызывает никаких сложностей, ее может выполнять практически любой человек. Пайку всегда можно легко демонтировать, она отличается водоустойчивостью.
К негативной стороне можно отнести низкую прочность. Нет совместимости с другими металлами. Пайка плохо переносит холод и высокую температуру.
Чтобы выполнять паяльные работы, необходимо иметь припой из легкого плавкого металла.
Припой изготавливается из сочетаний свинца с оловом. Благодаря наличию конкретного материала припои могут иметь разную температуру плавления. Именно это обстоятельство и предопределяет основную сферу их работы. Чаще всего пользуются припоем, у которого температура плавления достигает 200 градусов.
Именно это обстоятельство и предопределяет основную сферу их работы. Чаще всего пользуются припоем, у которого температура плавления достигает 200 градусов.
В домашних условиях паяльные работы должны проводиться очень быстро.
Дело в том, что флюс, обеспечивающий текучесть припоя, начинает быстро обугливаться. Иногда требуется проведение дополнительной зачистки. Пока припой полностью не остынет и не станет твердым, запрещается двигать детали.
Высококачественным признается уровень пайки, когда припой тончайшим слоем обволакивает место пайки.
Вернуться к оглавлению
Как паять сталь: нюансы
Для того чтобы начать пайку стали, необходимо подобрать соответствующий способ. При этом учитывается:
- стойкость окисной пленки;
- взаимодействие стали и припоя;
- изменение характеристики стали, после термического процесса пайки.
Очень легко удаляются окислы, когда подвергается пайке углеродистая сталь. Намного сложнее удалить окисную пленку, когда работа проводится с легированной сталью, в состав которой входит хром, алюминий, титан и кремний.
Намного сложнее удалить окисную пленку, когда работа проводится с легированной сталью, в состав которой входит хром, алюминий, титан и кремний.
Схема пайки твердым припоем.
Дело в том, что после нагрева на поверхности стали появляются трудно растворимые окислы Ме203, М203.
Чтобы паять сталь, пользуются припоями, в состав которых входит:
- олово;
- свинец;
- серебро;
- медь;
- никель;
- палладий.
Эти материалы оказывают небольшое влияние на свойства стали, они практически ее не растворяют.
Вернуться к оглавлению
Как паять детали из жести?
Стандартным способом спаивания жести является применение припоя, в котором содержится большое количество олова, флюса и паяльника, имеющего шило.
Профессионалы советуют использовать следующие марки припоя:
- ПОС 40;
- ПОС 30;
- ПОС 4-6.
Такой выбор припоя связан с химическими показателями материалов, когда выполняется пайка оловом. В этих припоях, кроме олова, содержится также:
В этих припоях, кроме олова, содержится также:
Марки и свойства припоев.
- сурьма;
- мышьяк;
- медь;
- висмут.
Эти марки припоев отличаются показателем сопротивления срезу, благодаря определенному количеству примесей. Кроме того, они увеличивают сопротивление шва на разрыв после окончания пайки. Если в составе припоя недостаточно олова, то повышается количество сурьмы.
В некоторых случаях применяется ПОС 90 с большим количеством свинца. Для оцинкованного материала делается несколько другой подход.
Для пайки оцинкованного железа обязательно должен присутствовать флюс. Он играет роль химического окислителя и одновременно растворителя. Благодаря флюсу исчезает процесс окисления. Вдобавок ко всему, металл смачивается железом, и получается шов высокого качества. Чаще всего в качестве флюса используют соляную кислоту и канифоль.
В радиотехнике больше всего применяют канифоль. Только в некоторых случаях применяют хлористый цинк и борную кислоту.
Для работы используют паяльник, мощность которого должна превышать 40 Вт. Все работы желательно выполнять электрическим паяльником. Он позволяет проводить пайку в удобном положении, шов получается очень прочным и надежным.
Вернуться к оглавлению
Пайка жести: основные моменты
Когда нужно провести пайку металлических изделий и получить качественный шов, требуется выполнить следующие технологические операции:
- очистить поверхность;
- провести обезжиривание;
- нанести флюс;
- нагреть паяльник;
- залудить место пайки;
- припаять детали из жести;
- полученную поверхность очистить бензином;
- проверить получившийся шов.
Чтобы очистить поверхность, необходимо воспользоваться соответствующим инструментом (напильник, шабер).
Чтобы обеспечить появление капиллярных сил, между деталями оставляют зазор величиной 0,3 мм. Металл заливает кромки зазора, что дает возможность получить высококачественный шов.
В некоторых случаях очень трудно очистить детали механическим путем, тогда на помощь приходит травление. Однако для работы с жестью подобное встречается очень редко.
Если на поверхности имеются жировые пятна, применяют 10% содовый раствор. Для обезжиривания в домашних условиях применяют ацетон, бензин, спирт и универсальный растворитель. Свойства этих материалов помогают получить отличную очистку.
О пайке, этом сложном физическом процессе, написано очень много научных работ. Рефераты, описывающие химию процесса, его результаты помогают лучше понять происходящие процессы и выбрать наиболее подходящий способ пайки.
Пайка в домашних условиях
Одним из старейших и достаточно простых способов надёжного соединения металлических деталей является так называемая пайка, используемая при изготовлении какой-либо продукции с помощью поверхностной диффузии, а также при расплавлении посреднического металла.
Широкое распространение этот способ получает, как правило, в случае необходимости ремонта технических устройств, предметов хозяйственного обихода.
Электро- и радиотехника является наиболее распространённой сферой применения пайки.
Положительные моменты пайки заключаются в их простоте и всеобщей доступности, несложности ремонта, демонтажа, а также водоустойчивости.
Отрицательными сторонами пайки выступает относительно невысокая прочность пайки, невозможность применения к некоторым металлам, относительная нетерпимость к холоду и теплу (от -25 до +200 градусов).
Виды припоев для пайки
Для пайки, как правило, используется так называемый припой – легкоплавкий сплав из металла. Центральной разновидностью припоя выступает оловянно-свинцовый сплав.
С учетом наличия определённого элемента припои подразделяются по различным температурам плавления, а в последующем это обстоятельство определяет преимущественную сферу их применения. Обширное распространение получили припои с температурой около 200 градусов.
Как правило, на верхней части деталей, которые спаиваются, используется флюс, разрушающий окислы. Эффективность пайки без использования флюса равна нулю. Характерной особенностью флюса выступает то, что для пайки определённых металлов используются различные его модификации.
Эффективность пайки без использования флюса равна нулю. Характерной особенностью флюса выступает то, что для пайки определённых металлов используются различные его модификации.
Многие флюсы универсальны. В большинстве случаев флюсы являются общеприменимыми. Особо актуальна паяльная кислота и канифоль.
Выбор паяльника для пайки
Паяльник представляет собой стержень, который нагревается до определённой температуры. Функциональным предназначением выступает разогрев места пайки до температуры, равной температуре плавления припоя. Мощность паяльников, конечно же, может быть разной.
Источником питания выступает ток. В исключительных случаях, когда найти источник тока не представляется возможным, может использоваться горелка.
Приоритет при выборе паяльника определяется исходя из толщины деталей, которые соединяются. При пайке радиодеталей прибора с мощностью в 40 Вт вполне достаточно, но он же абсолютно не годен при райке толстых проводов, листов жести.
Оптимальный процесс пайки в домашних условиях
Поверхности, которые в последующем подлежат соединению, предварительно подготавливаются. После подготовки предполагаемое место, где расположится припой, очищается до блеска с помощью наждачной бумаги либо ножом. Обволакивающий слой припоя наносится после предварительного очищения.
Актуальные цены 2022 года от поставщиков
Как правило, участки, которые очищены, покрываются флюсом либо же его расплавом. После чего их помещают в расплавленный припой и нагревают до тех пор, пока не осуществится соединение с припоем.
Наиболее оптимальным вариантом является расплавить маленький кусочек, расположенный на деревянной дощечке. Дальнейшие действия заключаются в наложении детали и нагревании (в случае необходимости добавляется припой).
Пайка в домашних условиях должна выполняться максимально быстро, потому что флюс, который обеспечивает растекание припоя, очень быстро обугливается. В необходимых случаях может потребоваться дополнительная зачистка. До того момента, как припой полностью затвердеет, сдвигать детали запрещается.
До того момента, как припой полностью затвердеет, сдвигать детали запрещается.
Необходимый уровень пайки признаётся в том, случае, если припой лежит не в скомканном виде, а тонким слоем обвивает место со всех сторон.
Полезные советы по пайке своими руками
– Металлы, которые поддаются лёгкой плавке: медь, сталь, свинец, оцинкованная жесть.
– Категорически запрещается паять алюминий.
– Предпочтение при выборе флюса отдаётся в зависимости от материалов и химической стойкости деталей. Сталь, как правило, паяют, использую кислоту.
– Соблюдение мер предосторожности является обязательным условием при работе с кислотой, так как при нагревании она разбрызгивается.
– Зачистка является важным моментом ввиду того, что флюс не всегда справляется с окислами.
– Аспирин достойно заменит отсутствие паяльной кислоты.
– Основной сферой применения паяния является устранение небольших отверстий в ёмкостях и т. д.
– Как правило, элементы, которые спаиваются, соединяют внахлёст. Этим достигается большая прочность.
Этим достигается большая прочность.
Найти мастера
–
–
Читайте также:
Серебряные припои для холодильного оборудования и кондиционеров
Электрохимическая обработка металлов
Какие бывают термометры
Сварка полиэтиленовых труб
Индивидуальная система отопления
Купить наборы бит по низким ценам в интернет-магазине
- Назад
- Вперёд
Как соединить металл с металлом без сварки (быстро и просто)
Последнее обновление
При работе с металлом может возникнуть необходимость соединения двух разных деталей. Сварка — наиболее логичный ответ на эту дилемму, но не всегда лучший или самый жизнеспособный выбор. Здесь мы представим некоторые другие способы соединения металла с металлом без сварки.
Возможно, вас удивит количество методов, которые представляют собой альтернативу сварке. Существуют клеи, а также процессы, требующие специальных знаний и оборудования. Большинство из этих вариантов не так рискованны, как сварка. Таким образом, они могут быть идеальным путем для новичка или новичка.
Существуют клеи, а также процессы, требующие специальных знаний и оборудования. Большинство из этих вариантов не так рискованны, как сварка. Таким образом, они могут быть идеальным путем для новичка или новичка.
Вам, вероятно, следует рассмотреть следующие варианты, кроме сварки:
Клей
Авторы и права: stevepb, Pixabay
Самый простой способ соединения двух кусков материала — использовать клей. Почти каждый может нанести немного клея на пару поверхностей и соединить их вместе. Однако здесь действует несколько факторов, таких как прочность и тип клея, удерживание металлов под давлением, пока все это не высохнет, и так далее.
Как приклеить металл к металлу с помощью клея
Склеить два куска металла с помощью клея довольно просто, если у вас есть подходящий клей для металла и немного времени. Вот несколько пошаговых рекомендаций.
Подготовьтесь
- Убедитесь, что вы работаете в мастерской или в любом месте с хорошей вентиляцией.
 Также должно быть достаточно места, чтобы разместить и обработать все необходимое. Положите газету или защитную ткань, убедившись, что накрыли любую находящуюся рядом мебель.
Также должно быть достаточно места, чтобы разместить и обработать все необходимое. Положите газету или защитную ткань, убедившись, что накрыли любую находящуюся рядом мебель. - Далее внимательно посмотрите на детали, которые нужно склеить. Проверьте, будут ли они идеально сочетаться друг с другом. Очистите места, куда вы должны нанести клей, например, частицы пыли, фрагменты ткани или остатки любого клея.
- Также следует соблюдать осторожность при ношении защитных перчаток из нитрила или латекса. ПВХ, хлопка или нейлона будет недостаточно, так как вы работаете с металлическим клеем.
Инструкции
Теперь вы можете начать со следующих шагов:
Очистка Поверхности, на которые наносится клей, должны быть сухими, чистыми и, в идеале, слегка шероховатыми. Удалите жир, масло, воск, грязь или пыль. Используйте ткань, чтобы вытереть отпечатки пальцев. Если поверхность слишком гладкая, попробуйте придать ей шероховатость наждачной бумагой.
Прочтите инструкцию на тюбике с клеем. Это проинформирует вас о правильных методах нанесения и требуемой продолжительности высыхания.
Откройте крышку и с помощью кисти или шпателя нанесите клей на обе поверхности. Эпоксидный металлический клей может потребовать некоторого смешивания, в то время как суперклей может потребовать нанесения одной капли на каждый квадратный дюйм.
Соединение металлических деталейРасположите две детали и плотно прижмите их друг к другу. Убедитесь, что между ними нет промежутков. Нажмите на них на несколько минут, а затем оставьте их в покое на время, указанное в инструкции.
Фиксация и отверждение Имейте в виду, что металлические эпоксидные смолы обычно требуют фиксации примерно на час. Их отвердевающие связи длиннее по сравнению с суперклеями и полиуретанами. Тем не менее, зажим все же рекомендуется для последнего, если вы хотите прочную связь. Для полного склеивания оставьте склеенные детали на ночь.
Для полного склеивания оставьте склеенные детали на ночь.
Пайка
Авторы и права: Yuriy_Kutovoy, Pixabay
Метод пайки означает использование своего рода присадочного металла для соединения двух металлических деталей вместе. Присадочный металл нагревается при температуре свыше 800 градусов. Хотя этот метод похож на сварку, он менее затратный. Кроме того, это больше похоже на использование клея, а не на плавление самих металлических частей. По этой причине мы до сих пор считаем это методом соединения металла с металлом без сварки.
Как соединить металл с металлом с помощью пайки
Ниже приведены основные этапы соединения металлических деталей методом пайки:
- Убедитесь в хорошей подгонке: соединение между двумя основными металлами должно быть четким, чтобы эффективное капиллярное действие
- Чистые металлы: чистые металлические поверхности необходимы для правильной пайки. Итак, сначала удалите смазку и масло, а затем избавьтесь от ржавчины, если она есть.

- Флюс: используйте химическое соединение, называемое флюсом, на поверхности соединения перед пайкой, чтобы не образовывались оксиды
- Сборка: удерживайте детали в правильном положении при пайке, используя силу тяжести, если это позволяет их форма
- Пайка сборки: сначала нагрейте сборку до температуры пайки и поместите присадочный металл в соединение
- Очистка: очистите сборку после пайки, так как большинство флюсов могут быть написаны курсивом; это включает очистку остатков флюса, а также оксидной окалины
Пайка
Авторы и права: Bru-nO, Pixabay
Пайка аналогична процессу сварки и широко используется при изготовлении печатных плат, электроники и подобных изделий. Основное отличие этого от сварки в том, что последняя требует образования механического соединения. Пайка требует электрического соединения между металлами, которые мы соединяем.
Припой является основным материалом, используемым в процессе пайки.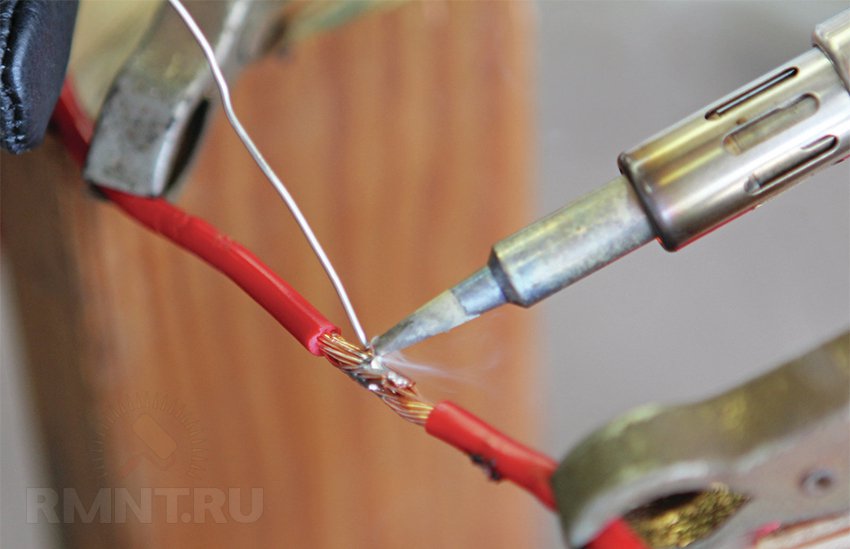 Его довольно легко расплавить, так как он обычно полностью состоит из олова (не менее 99 процентов) и способствует необходимому нам электрическому соединению. Помимо олова внутри припоя могут быть и другие металлы, такие как серебро, цинк и медь. Поскольку припой плавится при относительно низкой температуре, он не требует столько тепла, сколько процесс сварки.
Его довольно легко расплавить, так как он обычно полностью состоит из олова (не менее 99 процентов) и способствует необходимому нам электрическому соединению. Помимо олова внутри припоя могут быть и другие металлы, такие как серебро, цинк и медь. Поскольку припой плавится при относительно низкой температуре, он не требует столько тепла, сколько процесс сварки.
Как соединить металл с металлом с помощью техники пайки
Вот краткий обзор того, как спаять две металлические детали вместе:
Соберите материалВам понадобятся:
- Паяльник
- Влажная губка
- Флюс
- Щетка
- Наждачная бумага
- Припой
- Влажная ткань
- Защитные очки
- Защитные перчатки
- Малярная лента
Шаги:
- Включите утюг и дайте ему время нагреться. Пока он заживает, отшлифуйте металлические края там, где вы должны их соединить. Поверхность должна быть максимально гладкой, чтобы детали могли соединяться без зазоров.

- Очистите области, а затем используйте малярную ленту, чтобы закрыть все места, куда вы не хотите припаивать. Нанесите флюс на те места, куда пойдет припой.
- Настройте свою рабочую станцию так, чтобы между вами и солдатом всегда была небольшая дистанция.
- Наденьте защитные очки и при необходимости наденьте перчатки
- Запустить процесс пайки
- Дайте металлу остыть после процесса
- Удалите лишний припой после того, как все остынет
- См. также: Как заполнить отверстия в металле без сварки (быстро и просто)
Заклепка
Кредит: kakilambe, Pixabay
Заклепка используется для соединения двух металлических деталей большого сечения. Его можно использовать для соединения деталей в цистернах, котлах, вагонах, мостах и т. д. Четыре вида заклепок включают двойную заклепку, одинарную заклепку, зигзагообразную заклепку и цепную заклепку.
Как соединить металл с металлом с помощью клепки
Ниже приведены шаги по использованию клепки при соединении металлов вместе:
- В пластинах должны быть пробиты отверстия (при использовании тонких листов) или просверлены отверстия (для тяжелых куски профиля)
- После каждой операции сверления должен оставаться заусенец
- Металлические детали должны прочно скрепляться
- В каждое отверстие по одной вставляется заклепка.

- После установки сильно ударьте по заклепке, чтобы ее головка выпрямилась
- Оставьте детали остывать, чтобы заклепки сблизили их
На вынос
Сварка может быть прочным и надежным способом соединения двух металлических частей. Тем не менее, это не обязательно все время, и его недостатки могут помешать нам сделать такой выбор. Если вы искали альтернативу сварке для соединения металла с металлом, приведенное выше обсуждение должно было дать вам массу идей.
Некоторые из методов, которые мы рассмотрели, все еще могут быть сложными, но большинство из них по-прежнему проще, чем сварка. Большинство из них также не требуют специального опыта или подготовки. Они также стоят немного меньше. Итак, сделайте свой выбор и выберите идеальный процесс для вашего следующего проекта по металлообработке!
Если вам необходимо выполнить другие склеивающие работы без сварки, ознакомьтесь с некоторыми из наших других практических руководств ниже:
- Как заменить панели коромысла без сварки
- Как закрепить чугун без сварки
Изображение. Пайка
Пайка
- Соберите материал
- Шаги:
Шаг 1: Приобретите нужные материалы для работы
Три материала, которые вам действительно понадобятся для начала работы, — это паяльник, припой и паяльное жало. Для каждого из них доступно множество различных вариантов, и новичкам легко заблудиться. Как правило, сопоставляйте свои материалы с конкретным проектом, который вы имеете в виду. Например, пайка проводов отличается от пайки соединений на печатной плате и, следовательно, требует других ресурсов.
Как правило, стоит заплатить больше за качественный паяльник с функцией регулировки температуры. Для небольших проекторов подойдет 15- или 30-ваттный утюг. Для более крупных проектов — подумайте о создании индивидуальной деки или развлекательной системы — вам, вероятно, следует выбрать утюг мощностью от 40 до 50 Вт, что увеличивает мощность и скорость утюга. Портативность также обычно важна для любителей, поэтому при покупке следите за требованиями к питанию и простотой использования.
Что касается припоя, то для разных целей существуют разные типы проволоки. Они имеют разный состав и разную температуру плавления, поэтому внимательно следите за техническими характеристиками. Большинство припоев состоит из смеси олова и свинца. Провод, который на 60 процентов состоит из олова и на 40 процентов из свинца — или пополам — обычно подходит для компьютерной электроники. Бессвинцовый припой более безопасен для окружающей среды, но он также нагревается и плавится по-разному, поэтому для его использования требуется больше опыта. Вы также должны обратить внимание на флюс или материал сердечника в паяльной проволоке, который испаряется и образует кислородный барьер. Начинайте использовать канифоль в качестве флюса — другие флюсы имеют специальные свойства для определенных типов проволоки или металлов и, вероятно, не нужны для базовой пайки.
Вы также должны обратить внимание на флюс или материал сердечника в паяльной проволоке, который испаряется и образует кислородный барьер. Начинайте использовать канифоль в качестве флюса — другие флюсы имеют специальные свойства для определенных типов проволоки или металлов и, вероятно, не нужны для базовой пайки.
Наконец, паяльное жало : скошенное жало является обычным для базовой пайки малых электронных устройств и, вероятно, должно быть вашим первым выбором. Наконечники с долотом чаще используются для проводов и более крупных компонентов, а конические наконечники используются для очень точной работы, требующей опыта и твердой руки. Существуют и другие советы, предназначенные для еще более специализированных задач.
Шаг 2. Обеспечьте максимальную безопасность
Мы подчеркиваем, что нужно действовать медленно и принимать меры предосторожности, особенно при первых экспериментах с проектами пайки. Всегда помните, что вы имеете дело с большим количеством тепла — обычно около нескольких сотен градусов по Фаренгейту, — а также с расплавленным металлом и токсичными парами. Меры безопасности абсолютно необходимы, и вы обязательно захотите надеть защитные очки и защитную одежду, которые не жалко обжечься.
Меры безопасности абсолютно необходимы, и вы обязательно захотите надеть защитные очки и защитную одежду, которые не жалко обжечься.
Во-первых, внимательно прочитайте инструкцию к паяльнику и знайте, чего следует избегать. Это включает в себя и никогда прикосновение утюга к проводу под напряжением любого типа. Вы также должны всегда следить за тем, где находится ваш утюг, а не просто «класть его на пол». Всегда возвращайте его на зарядную базу, когда он не в ваших руках. В противном случае могут возникнуть случайные возгорания. Когда закончите с утюгом, всегда отключайте его от сети, даже если вы планируете вернуться позже.
Наконец, пары, образующиеся при пайке, токсичны, как и расплавленный свинец в обычной проволоке для припоя. Работайте в хорошо проветриваемом помещении, надевайте респиратор, если вам приходится находиться близко в течение длительного времени, и всегда тщательно мойте руки по окончании работы.
Шаг 3. Подготовьте компоненты
Предварительная организация сэкономит вам много времени, и это особенно важно, когда вы только начинаете знакомиться. Расположите все ваши компоненты в правильной ориентации и шаги для завершения вашего проекта, соблюдая все необходимые меры (обработка цепей с соответствующей защитой и т. д.). У Science Buddies есть небольшое удобное руководство, в котором изложен порядок установки различных компонентов в зависимости от вашего проекта. Для некоторых деталей, таких как проволока, может потребоваться зачистка и другие дополнительные шаги для их подготовки.
Расположите все ваши компоненты в правильной ориентации и шаги для завершения вашего проекта, соблюдая все необходимые меры (обработка цепей с соответствующей защитой и т. д.). У Science Buddies есть небольшое удобное руководство, в котором изложен порядок установки различных компонентов в зависимости от вашего проекта. Для некоторых деталей, таких как проволока, может потребоваться зачистка и другие дополнительные шаги для их подготовки.
Кроме того, заранее настройте все, что вам может понадобиться. Несколько плоскогубцев, полотенец, тряпок, влажных губок и подносов — а также первая помощь при ожогах — могут очень помочь на разных этапах пайки.
Шаг 4: Нагрейте паяльник
Подключите паяльник к розетке и будьте готовы уделить пристальное внимание следующим трем шагам, которые вы будете повторять каждый раз, когда начнете паять.
- Очистка: Ваше жало паяльника должно быть безупречным — буквально. Любая грязь или остатки на наконечнике вызовут неприятное окисление и помешают процессу.
 Новые наконечники, конечно, будут меньше страдать от этой проблемы, но всегда держите под рукой влажную ткань или губку, чтобы вы могли часто очищать наконечник, когда вам нужен быстрый перерыв.
Новые наконечники, конечно, будут меньше страдать от этой проблемы, но всегда держите под рукой влажную ткань или губку, чтобы вы могли часто очищать наконечник, когда вам нужен быстрый перерыв. - Лужение: Большинство наконечников для припоя необходимо «лужить». Когда наконечник нагреется, возьмите немного припоя и покройте его — небольшой комок, но достаточный для шеллака. Это одновременно покажет вам, как быстро плавится припой, и обеспечит блестящее покрытие, которое сделает процесс пайки более плавным и легким в управлении. Делайте это только тогда, когда вы будете готовы приступить к пайке сразу после этого, и будьте готовы к повторному лужению жала, когда это необходимо.
- Смачивание: Смачивание — это тест, позволяющий определить, насколько хорошо вы выполнили этапы очистки и лужения. Смачивание относится к процессу создания простого мостика из расплавленного металла между наконечником и компонентом с использованием дополнительного количества припоя.
 Это первый шаг к успешной пайке, но также неплохо попробовать смачивание, чтобы убедиться, что лужение работает хорошо, а наконечник работает должным образом. Просто найдите безопасную поверхность и выбейте несколько точек припоя, чтобы поэкспериментировать со смачиванием. Вы ищете хорошее поверхностное натяжение, которое позволяет очень точно наносить припой (подробнее об этом чуть позже).
Это первый шаг к успешной пайке, но также неплохо попробовать смачивание, чтобы убедиться, что лужение работает хорошо, а наконечник работает должным образом. Просто найдите безопасную поверхность и выбейте несколько точек припоя, чтобы поэкспериментировать со смачиванием. Вы ищете хорошее поверхностное натяжение, которое позволяет очень точно наносить припой (подробнее об этом чуть позже).
Шаг 5. Припаяйте компоненты
- При нагреве и лужении слегка наклоните паяльное жало к месту, которое вы хотите припаять — это помогает держать руку устойчивой и предотвращает ненужное пригорание, а также это просто хорошая техника для большинства жал. Не бейте кончиком по поверхности и не старайтесь, чтобы он как можно больше соприкасался. Когда все будет готово, осторожно вставьте проволоку припоя в небольшой угол, который вы создали, чтобы смочить соединение и создать серебристый мост из расплавленного припоя. Не зажимайте проволоку и не пытайтесь ее раздавить. Температуры, с которыми мы имеем дело, настолько высоки, что проволока легко расплавится, но приложите слишком много силы, и вы просто получите сгоревшие комки.

- После того, как припой полностью расплавится, легкими движениями направьте его на соответствующие контактные точки, добавляя при необходимости больше припоя. Как только у вас будет достаточно припоя, сначала поднимите проволоку, используйте наконечник, чтобы убедиться, что припой полностью расплавлен и направлен в нужное место, а затем уберите наконечник через секунду. Слово «дэб» прекрасно описывает то, что вы хотите делать (пока мы не говорим о танце). Нанесение хорошего шарика припоя занимает всего несколько секунд, поэтому стремитесь к этому времени во время практики, но помните, что точность важнее скорости.
- Припой самостоятельно остынет через несколько секунд. Не трогайте его и не дуйте на него. Хорошее соединение превратится в гладкий, блестящий металл. Плохое соединение будет выглядеть темнее, непрозрачнее и часто имеет ямки или пятна. Очевидно, что этот внешний вид зависит от того, над чем вы работаете, но вы понимаете, на что обращать внимание. Вы также можете перепаять соединение, чтобы исправить его, но только на пару попыток, прежде чем все пятно превратится в беспорядок.

- Вы устанете держать проволоку, утюг и себя в осторожном положении, особенно поначалу. Не бойтесь делать перерывы — просто не забывайте очищать наконечник от луженого припоя перед отдыхом и снова лужите при перезапуске.
Шаг 6: Практика, практика, практика
Получите дополнительный припой, запасной провод и ненужные компоненты или учебные доски для практики. Мы действительно не можем особо подчеркнуть этот шаг, потому что новички будут делать ошибки. Это нормально, но вы не хотите делать ошибки на ценных проводах, цепях или поверхностях. Так что потратьте большой кусок времени и потренируйтесь. Даже не планируйте начинать работать с реальными компонентами раньше второго дня, если это возможно. Это ваше время, чтобы почувствовать свой паяльник, припой и жало, которое вы используете. Вы можете везде получить комья припоя, или испортить и сжечь компоненты, или работать слишком медленно для хорошего сварного шва… чего и следовало ожидать поначалу. Дайте ему время, прежде чем становиться серьезным.
Шаг 7: При необходимости используйте аксессуары
Существует ряд принадлежностей для паяльных работ. Многие из этих продуктов могут облегчить пайку или помочь справиться с неопытностью, когда вы учитесь тому, что делаете. Кому-то нравятся определенные аксессуары, а кто-то считает их совершенно бесполезными. Тем не менее, важно знать, что они есть, если вы хотите попробовать их.
Популярные продукты включают оловянные, фитильные и флюсовые ручки. Олово — это своего рода очиститель и полироль для наконечников припоя, которые помогают вам при очистке и лужении. Фитиль — это тип специальной проволоки, которая помогает вам удалять плохие биты припоя и заменять их. Ручка для флюса позволяет добавлять больше флюса к определенным деталям для улучшения внешнего вида или соединений. Также могут пригодиться другие более общие аксессуары для схемных проектов.
Рекомендации редакции
- Лучшие роботы на CES 2021
- 9 военных роботов, которые ужасны… и до странности очаровательны
- Лучшие машины белого шума
- 10 протезов конечностей, настолько крутых, что они лучше настоящих
- Израильский стартап считает, что освоил искусство веганских стейков
Что такое пайка? Полное руководство (значение, определение и типы)
Содержание
Что такое
Пайка ? Пайка может быть определена как процесс соединения, который используется для соединения или соединения различных типов металлов вместе путем плавления припоя. Припой — это металлический сплав, который создается из свинца и олова путем плавления его горячим утюгом. В этом процессе железо нагревается более чем до 600 градусов по Фаренгейту, а затем охлаждается для создания прочной электрической связи.
Припой — это металлический сплав, который создается из свинца и олова путем плавления его горячим утюгом. В этом процессе железо нагревается более чем до 600 градусов по Фаренгейту, а затем охлаждается для создания прочной электрической связи.
Это процесс, включающий соединение двух или более предметов пайкой или плавлением. Здесь пайка выполняется с использованием присадочного металла, который имеет более низкую температуру плавления по сравнению с соседним металлом.
Сварка заключается в плавлении заготовок, в то время как пайка отличается и не связана с плавлением. Заготовка не плавится при пайке, но когда речь идет о присадочном металле, известно, что он плавится при более высокой температуре по сравнению с пайкой.
Наблюдения показывают, что почти все припои в прошлом состояли из свинца, но проблемы со здоровьем и окружающей средой постоянно способствовали и привели к увеличению использования сплавов, не содержащих свинца, в сантехнике и электронике.
История пайки?
Существует достаточно свидетельств того, что пайке уже 5000 лет. Впервые он был использован в Месопотамии давным-давно, что подтверждает, что это многовековой процесс. Считается, что пайка и пайка возникли в более ранние времена, задолго до 4000 г. до н.э. Изначально он использовался для создания посуды, украшений, сборщиков витражей, инструментов для приготовления пищи и многого другого.
Как работает пайка?
Чтобы заставить пайку работать, припой расплавляется за счет использования тепла, выделяемого железом, которое подключено к регулятору температуры. Далее он нагревается до температур, превышающих его температуру плавления, примерно около 600 градусов по Фаренгейту, что приводит к его плавлению. Это дополнительно охлаждается для создания паяного соединения.
Припой в основном представляет собой металлический сплав, который используется для создания прочных соединений постоянного характера, таких как соединения медных труб и медные соединения в печатных платах. Он может поставляться двух диаметров и типов: свинцовый и бессвинцовый. Каждый стержень припоя содержит флюс, это материал, который используется для улучшения и упрочнения механических свойств.
Он может поставляться двух диаметров и типов: свинцовый и бессвинцовый. Каждый стержень припоя содержит флюс, это материал, который используется для улучшения и упрочнения механических свойств.
3 Основные
Типы пайкиСуществует три типа пайки, которые используют все более высокие температуры и известны тем, что производят все более прочные соединения. Эти три типа пайки: мягкая пайка, твердая пайка и пайка твердым припоем. Давайте подробно прочитаем об этих типах пайки .
1. Мягкая пайка
Это процесс, который имеет самую низкую температуру плавления припоя по сравнению с другими типами пайки, температура которых ниже 400°C. Эти фильтры в основном используются для сплавов, содержащих свинец, имеющих температуру ниже 350°C. Мягкая пайка использует низкие температуры, из-за которых термические нагрузки на компоненты минимальны.
Однако он считается непригодным для механических несущих конструкций, так как не создает прочных соединений. Кроме того, они не подходят для использования при высоких температурах, так как известно, что этот припой плавится и теряет свою прочность.
Кроме того, они не подходят для использования при высоких температурах, так как известно, что этот припой плавится и теряет свою прочность.
2. Твердая пайка
Серебро или латунь известны как металлы, используемые для соединения в процессе; для достижения температуры, необходимой для плавления припоя, требуется паяльная лампа.
3. Пайка
Пайка — это вид пайки, в котором используется металл с более высокой температурой плавления по сравнению с мягкой и твердой пайкой. Следует отметить, что по аналогии с твердой пайкой соединяемый металл нагревается в противоположность расплавляемому.
Когда нагрев обоих материалов достигает достаточного уровня, между ними можно поместить припой для плавления, при этом материалы действуют как связующие вещества.
Припои по типам сердечников
В зависимости от сердечника припои в основном подразделяются на три типа, которые представлены ниже. Это припой с кислотным сердечником, припой со смоляным сердечником и припой с твердым сердечником. Давайте подробно прочитаем об этих типах припоев.
Давайте подробно прочитаем об этих типах припоев.
1. Припой с кислотным сердечником
Припой с кислотным сердечником, намотанный на полый сердечник, представляет собой тип припоя в форме проволоки. Этот пустотелый сердечник состоит из флюса на кислотной основе, сильного и агрессивного по своей природе.
Было обнаружено, что этот флюс на кислотной основе очень эффективен для удаления слоя оксида металла с поверхности металла. Кроме того, он также известен тем, что предотвращает окисление металла. Это приводит к получению прочных соединений, которые не ломаются из-за их твердой природы.
В основном используются для соединения стали и других металлов. Единственное, что требуется здесь, это то, что вам нужно очистить остаток, присутствующий во флюсе после пайка для предотвращения коррозии металлов. Эти типы припоев используются в основном для соединения медных труб и металлических листов в сантехнике.
2. Припой с канифольным сердечником
Припой с канифольным сердечником
Припой с розовым сердечником похож на кислотный припой тем, что он также имеет полое ядро в проволочном припое. Его отличает то, что в нем используется мягкий флюс, состоящий из канифоли.
Основным преимуществом этого типа флюса является то, что образующийся при его использовании остаток не вызывает коррозии. Таким образом, эти типы припоев в основном используются для пайки электрических приборов, поскольку становится трудно удалить остатки, вызванные этими электрическими соединениями.
3. Припой с твердым сердечником
Известно, что припои со сплошным сердечником используют сплошную проволоку, состоящую из припоя или сплава, вместо полого сердечника, который присутствует в предыдущих двух типах припоя. Эти припои не содержат флюса и должны наноситься отдельно, если используется припой.
Какой флюс можно использовать для пайки
? Для пайки электроники можно использовать различные флюсы, давайте прочитаем о трех их категориях: канифоль и заменители канифоли, нечистые и водорастворимые. Эти категории также включают различные химические составы и типы флюсов в зависимости от требований к платам и компонентам, подлежащим пайке.
Эти категории также включают различные химические составы и типы флюсов в зависимости от требований к платам и компонентам, подлежащим пайке.
На основе автоматизированного процесса пайки , который используется контрактным производителем, флюс может применяться различными методами, такими как пайка волной припоя, селективная пайка и пайка оплавлением.
Для чего используется паяльник
?Паяльники используются для различных целей, например, для приложений, требующих большего нагрева, в отличие от железа. Этот инструмент используется для соединения витражей, тяжелой электронной пайки и легких металлических листов. В условиях, требующих прерывистой пайки, этот пистолет лучше всего использовать, так как он быстро остывает.
Какие металлы используются при пайке?
Различные металлы соединяются путем плавления припоя, этот процесс соединения называется пайкой. Припой — это в основном металлический сплав, который изготавливается путем плавления свинца и олова с использованием горячего железа. Здесь железо нагревается выше 600 градусов по Фаренгейту. Он дополнительно охлаждается для создания прочной электрической связи.
Здесь железо нагревается выше 600 градусов по Фаренгейту. Он дополнительно охлаждается для создания прочной электрической связи.
Вы также можете прочитать: Что такое микроконтроллер и как он работает?
Используемые металлы представляют собой присадочные металлы, которые когда-то изготавливались на основе свинца и были широко известны как свинцовые припои. Однако в соответствии с обязательствами, которые поощряли меньшее использование свинца, припои на основе свинца были заменены припоями, не содержащими свинца. Эти бессвинцовые припои состоят из висмута, меди, серебра, индия, олова, сурьмы или латуни.
Что такое
освинцованный припой ? – Преимущества и недостатки Свинцовый припой представляет собой металлический сплав, состоящий из олова и свинца, выступающих в качестве основных компонентов. Свинцовые трубы и водопроводные трубы были запрещены в водопроводных системах США много лет назад. После этого выяснилось, что припои, содержащие свинец, имеют различные профессиональные риски.
Установлено, что припой на основе свинца представляет опасность для здоровья работников на рабочем месте. Причина в том, что пары и пыль, образующиеся при использовании припоев, содержащих свинец, оказались токсичными при вдыхании. Его негативное воздействие на окружающую среду привело к значительному сокращению его использования.
В чем разница
между серебряным припоем и обычным припоем ?Серебряный припой может быть описан как твердый припой, основные принципы которого аналогичны пайке, за исключением температурных требований. Серебряные сплавы обычно состоят из 10-93% серебра, а также многих других металлов, таких как марганец, олово, никель, цинк, кадмий, кремний и т. д.
Серебряные припои или припои разработаны таким образом, что они определенный диапазон температур, который обычно ниже точки плавления используемого основного материала. Они известны тем, что соединяют различные типы металлов разных марок и заполняют зазоры в стыках определенной конструкции. Кроме того, они также обеспечивают прочность соединения инженерного уровня при фиксированной рабочей температуре.
Кроме того, они также обеспечивают прочность соединения инженерного уровня при фиксированной рабочей температуре.
Обычный припой представляет собой плавкий металлический сплав, который используется для создания прочного соединения между различными заготовками. Припой расплавляется для соединения различных деталей после его охлаждения. Для этого нужен сплав, который подходит для использования в качестве припоя и имеет низкую температуру плавления по сравнению с деталями, которые должны быть соединены вместе.
Какой припой самый сильный?
Самый прочный тип припоя — это тот, который содержит серебро в умеренных количествах и обычно известен как серебряный припой. Хотя говорят, что первоначальная прочность на растяжение не такая высокая, как у стали, но все же ее можно использовать для изготовления соединений, используя наконечники с припоем.
Оловянный или серебряный припой считаются самыми сильными или самыми твердыми припоями, доступными на рынке.
Пайка наиболее известна в электронной промышленности, где она используется для создания электрических соединений. Эти соединения могут включать соединение меди с печатными платами или другие соединения. Пайка также используется сантехниками для соединения медных труб, кроме пайки в ювелирной промышленности из-за ее обратимого эффекта.
Паяльник — это ручной инструмент, который используется для нагрева припоя с помощью электронного источника питания при температурах, превышающих точку плавления металлического сплава. Это облегчает доступ припоя между деталями, которые необходимо соединить вместе.
Пайка применяется в кровельных работах для заливки оцинкованного металла с целью стыковки. Он также используется для сплавления компонентов медных крыш. Было отмечено, что полученная точность гораздо менее важна, чем в других профессиях. Кровельный паяльник имеет более широкие жала, которые имеют свойство быстро нагреваться и обладают способностью удерживать тепло в ветреную погоду.
Вы также можете прочитать: Что такое Scada Systems и как это работает?
Другие применения пайки включают соединение секций, присутствующих в металлических желобах дома. Здесь используются материалы и инструменты, аналогичные тем, которые используются кровельщиками для соединения металлических деталей. Этот паяный шов является не только постоянным, но и герметичным.
Пайка применяется для создания мозаичных скульптур и витражей. Основным инструментом, необходимым здесь, является паяльник мощностью 100 Вт, в то время как другие расходные материалы включают медную ленту, стеклорез, шлифовальную машину для стекла, рабочую поверхность из цельного дерева и плоскогубцы.
Припой известен своей способностью гарантировать контакт между двумя проводами для установления электрической непрерывности. Кроме того, проводка крепится к печатной плате с помощью пайки, поскольку паяные соединения имеют небольшой размер.
Пайка не считается достаточно прочной для ремонта двигателя, но полезна для заполнения полостей неправильной формы, уплотнения соединений и сглаживания шероховатых поверхностей. Кроме того, он используется для заполнения отверстий, сплавления металлических панелей при кузовном ремонте и лужения краев металлических листов.
Кроме того, он используется для заполнения отверстий, сплавления металлических панелей при кузовном ремонте и лужения краев металлических листов.
Во время пайки ни в коем случае нельзя прикасаться к элементу паяльника. Провода должны удерживаться с помощью зажимов или пинцета. Необходимо следить за тем, чтобы чистящая губка всегда сохранялась во время использования. Паяльник необходимо всегда возвращать на подставку, когда он не используется. Важно, чтобы вы никогда не ставили его на верстак, а когда он не используется, он должен быть выключен и отсоединен от сети.
Важно носить защитные очки и использовать канифоль или бессвинцовые припои везде, где это возможно. Храните чистящий растворитель в бутылках-дозаторах и тщательно мойте руки водой с мылом после пайки.
Если вы имеете дело непосредственно со свинцом, содержащим припой, убедитесь, что при работе с ним вы надели перчатки. Свинец может представлять серьезную опасность для здоровья при воздействии на него, что может произойти случайно при попадании на кожу.
Заключение:
Если металл используется для строительства чего-либо, есть вероятность, что вам потребуется соединить металлические детали. Здесь вам понадобится пайка, чтобы помочь вам, это процесс, который помогает соединить два или более металлических куска, используя расплавленный металл для их соединения. Он играет важную роль в создании вещей и поддержании работы различных устройств.
Как сделать паяльник на 12 В в домашних условиях
Сайед Саад Хасан
12 524 просмотра Паяльник — это электрический инструмент, который используется для пайки электрических и электронных компонентов непосредственно или на Veroboard или печатной плате. Это общий инструмент, который необходим для электронных энтузиастов и любителей. Он компактен, прост в управлении и довольно дешев в самостоятельной сборке. Итак, в этом проекте мы рассмотрим пошаговую процедуру изготовления паяльника на 12 В, используя небольшое количество компонентов.
Итак, в этом проекте мы рассмотрим пошаговую процедуру изготовления паяльника на 12 В, используя небольшое количество компонентов.
Паяльник в основном состоит из нагретого металлического наконечника и изолированной ручки. Жало паяльника сильно нагревается, обычно около 430°C. Он подает тепло для расплавления припоя, чтобы он мог попасть в соединение между двумя заготовками. Нагрев осуществляется электрически, пропуская электрический ток через резистивный нагревательный элемент.
PCBWay обязуется удовлетворять потребности своих клиентов из разных отраслей в отношении качества, доставки, экономической эффективности и любых других требований. Как один из самых опытных производителей печатных плат в Китае. Они гордятся тем, что являются вашими лучшими деловыми партнерами, а также хорошими друзьями во всех аспектах ваших потребностей в печатных платах.
5$ Прототип печатной платы
Hardware Components
The following components are required to make 12V Soldering Iron
| S. No | Component | Value | Qty |
|---|---|---|---|
| 1) | Solid Copper enameled copper rod | 8 мм | 1 |
| 2) | проволочные гильзы | Термостойкие | 1 |
| 3) | Nichrome wires | 32 AWG | 1 |
| 4) | Copper wiring | 1mm | 1 |
| 5) | Lead Acid DC Battery | 12V/ 7Ah | 1 |
| 6) | Wooden handle | – | 1 |
| 7) | Cut File | – | 1 |
| 8) | Power Drill w/ drill bits | 4mm drill bit | 1 |
| 9) | Super Glue | – | 1 |
| 10) | Push button switch | – | 1 |
| 11) | Alligator clips с проводами | – | 2 |
[inaritcle_1]
Полезные шаги
Ниже приведены шаги, описанные в разделе «Как сделать паяльник на 12 В». После этого возьмите несколько термостойких рукавов и накройте 1/3 медного провода, обнажая затупившийся конец.
После этого возьмите несколько термостойких рукавов и накройте 1/3 медного провода, обнажая затупившийся конец.
2) Возьмите цилиндрический кусок дерева и просверлите в нем отверстие диаметром 8 мм и глубиной 2 см с помощью дрели. После этого прочно вставьте медный стержень Solid в отверстие с помощью плоскогубцев.
3) Намотайте около 35 см нихромовой проволоки вдоль термостойкой втулки, завязав их с обоих концов простой медной проволокой со сплошным сердечником толщиной 1 мм.
4) Привяжите одну клемму выключателя к положительному проводу зажима батареи, а другую клемму к сплошному медному проводу. Закрепите кнопку включения на деревянной ручке с помощью суперклея 9.0005
5) Свяжите отрицательный провод зажима батареи с другим концом сплошного медного провода.
6) Подсоедините зажимы аккумулятора к свинцово-кислотному аккумулятору 12 В/7 Ач и включите цепь. Жало паяльника будет дымиться в течение первых нескольких применений из-за обгорания медной эмали. Через минуту накройте жало паяльника припоем.
Через минуту накройте жало паяльника припоем.
6) Проверить паяльник. Вы также можете прикрепить светодиодные ленты к выключателю, чтобы они служили индикатором питания.
Объяснение работы
Работа этой схемы очень проста. При включении цепи нихромовая катушка начинает нагреваться. Преимущество нихромовой проволоки заключается в том, что она нагревается до красна, не нарушая своей структурной целостности из-за образования Cr2O3 (оксида хрома).
Огромное количество тепла от нихромовой катушки (около 430°C) передается через сплошную медную проволоку диаметром 8 мм. Проталкивание жала до необходимой температуры пайки.
Приложения
- Паяльник используется для повседневных целей пайки, таких как мелкие проекты и сложные схемы
Похожие сообщения:
Пайка и металлочерепица | Новости металлоконструкций
Характеристики
Автор: Марк Робинс Старший редактор
Опубликовано 04 октября 2017 г.
Пайка — это процесс металлообработки, при котором металлы соединяются припоем под воздействием тепла. Припой представляет собой наполнитель из цветного металла, который плавится при температуре ниже 840 F ниже температуры соединяемых металлов. После нагрева и плавления он быстро затвердевает, что закрепляет его на стали. Присадочный металл распределяется между плотно прилегающими поверхностями соединения за счет капиллярного притяжения.
Пайка, применительно к кровле, соединяет два куска металла вместе, образуя прочный и герметичный шов. «Пайка может быть спорной темой, так как многие старые европейские детали ищут методы складывания, не требующие пайки», — говорят Том и Джефф Сторц, John Stortz & Son, Филадельфия. «Тем не менее, пайка — это эффективный и быстрый метод создания водонепроницаемых швов. К часто припаиваемым участкам крыши относятся канализационные трубы, отливы дымоходов, а также выступы или швы в ендовах, косынках или отклоняющих участках. Все эти места имеют высокий потенциал утечки или скопления воды».
Джеймс Валас, менеджер по архитектуре компании Revere Copper Products Inc., Рим, штат Нью-Йорк, согласен с тем, что во многих критических узлах требуется паяное соединение, чтобы система оставалась жесткой или водонепроницаемой, например, на участках с пологими или плоскими крышами, соединениях облицовочные покрытия вокруг проходов через крышу, таких как дымоходы, служебные входы и водосточные желоба. «Эти условия требуют опытного ремесленника», — добавляет он.
Перед пайкой
Подготовьте стальные поверхности с помощью стальной проволочной щетки или стальной мочалки, энергично встряхивая или протирая поверхность. «Механически отшлифуйте область соединения и плотно соедините все медные детали, оптимальный зазор от 0,004 до 0,007 дюйма», — говорит Стивен Кнапп, директор отдела листового, полосового и толстолистового проката Ассоциации развития меди в Нью-Йорке. Соединяемые металлы должны быть очищены от грязи, коррозии, масла, жира, пленки или оксидов. Припой не будет прилипать к оксидам.
Припой не будет прилипать к оксидам.
Кроме того, флюс может обеспечить полное сцепление и полную прочность соединений. Жидкий паяльный флюс представляет собой смесь неорганических солей в воде. Флюсы очищают область соединения, предотвращают окисление, увеличивают смачивающую способность припоя за счет снижения поверхностного натяжения и позволяют припою правильно течь и заполнять предполагаемое соединение. Канифоль и органические флюсы не всегда разрушают оксидное покрытие. Используйте кислотный флюс, предназначенный для пайки стали. Правильный флюс зависит от припаиваемого материала. Для некоторых металлов потребуется более агрессивный или кислотный флюс для получения надлежащего соединения.
Полностью пропотевший водонепроницаемый шов невозможен, если очищенный шов подвергается воздействию атмосферы более нескольких часов, является влажным или содержит грязь или масла. «Удаление окисления непосредственно перед флюсованием и пайкой является критическим фактором для правильной пайки», — говорит Кнапп. «Готовьте только то количество сковородок, которое можно выполнить за текущий день».
«Готовьте только то количество сковородок, которое можно выполнить за текущий день».
Кнапп говорит, что флюсы также обеспечивают чистоту паяльного стержня. «Припой работает лучше всего, когда он свободен от примесей», — говорит он. «Время от времени окунание наконечника паяльника в раствор флюса удалит избыточное окисление. После завершения, при необходимости, немедленно профлюсируйте и повторно припаяйте все участки, где припой не заполнил шов. Затем очистите соединение и нейтрализуйте весь флюс, так как чрезмерный остаточный флюс обесцветит медь».
Безопасная пайка
Пайка подвергает рабочих опасностям, включая очень горячие материалы. При пайке и обращении с горячим оборудованием и емкостями, такими как закалочные ведра, надевайте перчатки, очки или защитные очки, рубашки с длинными рукавами и другие приспособления, предназначенные для предотвращения ожогов и травм глаз. Работайте в хорошо проветриваемом помещении.
«Оборудование для обеспечения безопасности имеет решающее значение, поскольку некоторые из используемых компонентов, такие как нагретый флюс и расплавленный припой, могут «плеваться» в жидкой форме, особенно когда они слишком горячие», — говорит Кнапп. «Воздействие дыма, с другой стороны, значительно снижается из-за того, что большинство медных архитектурных применений находятся на открытом воздухе, что обеспечивает естественную вентиляцию». Том и Джефф Сторц подчеркивают, что меры предосторожности всегда должны быть главным приоритетом при пайке, даже советуя, что наличие воды поблизости является хорошей практикой. «Огонь — главная проблема при пайке металлических крыш», — говорят они. «Использование горелки с открытым пламенем обычно не одобряется в отрасли, поскольку это увеличивает вероятность возгорания. Факелы с закрытым пламенем снижают риск и отводят источник тепла от поверхности крыши. Всегда имейте доступ к огнетушителю на месте и дайте 30-минутное дежурство по пожару после завершения. Еще один риск — вдыхание токсичных химикатов».
«Воздействие дыма, с другой стороны, значительно снижается из-за того, что большинство медных архитектурных применений находятся на открытом воздухе, что обеспечивает естественную вентиляцию». Том и Джефф Сторц подчеркивают, что меры предосторожности всегда должны быть главным приоритетом при пайке, даже советуя, что наличие воды поблизости является хорошей практикой. «Огонь — главная проблема при пайке металлических крыш», — говорят они. «Использование горелки с открытым пламенем обычно не одобряется в отрасли, поскольку это увеличивает вероятность возгорания. Факелы с закрытым пламенем снижают риск и отводят источник тепла от поверхности крыши. Всегда имейте доступ к огнетушителю на месте и дайте 30-минутное дежурство по пожару после завершения. Еще один риск — вдыхание токсичных химикатов».
Техника и наконечники для пайки
Слепая пайка сводит к минимуму обнажение припоя в готовых соединениях. Для этого «припой наносится на заднюю или скрытую кромку медных поверхностей», — говорит Валас. «Часто используемый припой представляет собой обычный оловянно-свинцовый припой 50/50 для непокрытой меди. Для тех, кто предпочитает бессвинцовую установку, доступны альтернативные припои на основе олова. Следует избегать непрерывных, длинных паяных швов, чтобы ограничить усталостные переломы».
«Часто используемый припой представляет собой обычный оловянно-свинцовый припой 50/50 для непокрытой меди. Для тех, кто предпочитает бессвинцовую установку, доступны альтернативные припои на основе олова. Следует избегать непрерывных, длинных паяных швов, чтобы ограничить усталостные переломы».
Бессвинцовые варианты, в основном на основе олова, доступны для бессвинцовых применений. Однако эти материалы имеют более высокую температуру плавления и менее пригодны для обработки, особенно при более низких температурах окружающей среды. «Несмотря на то, что бессвинцовые припои требуются в некоторых сантехнических устройствах, где припой контактирует с питьевой водой, оловянно-свинцовый припой 50/50 по-прежнему является предпочтительным выбором для кровельных и архитектурных применений», — говорит Валас. «Он прочен, имеет отличные характеристики текучести и формуемости, а также обладает отличной прочностью при правильной установке».
Другой важный метод пайки включает постоянный нагрев. «Отсутствие надлежащего нагрева приводит к тому, что швы заполняются лишь частично и могут протекать или трескаться», — говорит Кнапп.
«Отсутствие надлежащего нагрева приводит к тому, что швы заполняются лишь частично и могут протекать или трескаться», — говорит Кнапп.
«Нагрев задней стороны шва вдали от отверстия помогает обеспечить полное прохождение припоя через шов». Кроме того, для правильной пайки крыши не используйте плоские закрытые и припаянные поддоны, сечение которых превышает рекомендованное максимальное сечение. Кнапп говорит, что это часто приводит к напряжению и растрескиванию швов. Используйте максимальное поперечное сечение 18 на 24 дюйма, края залуживайте от 1 1/2 до 1 3/4 дюйма перед формированием 3/4-дюймовых швов.
Особенности этого месяца
Фальцевая застежка Essentials
В металлических крышах со стоячим фальцем используются приподнятые, замковые, двойные…
Тенденции индустрии хранения данных
Раньше ходил анекдот о том, что…
Особенности дома Экологичные строительные приложения
Частный дом в Пискатауэй, штат Нью-Джерси, наполнен экологичными. ..
..
Проблемы с цепочками поставок ПВДФ
Возможно, самая неприятная проблема, стоящая перед строительной отраслью за…
METALCON Preview Digital Issue
Чтобы прочитать предварительный просмотр METALCON Show, перейдите сюда.
Цифровая версия MCN
Чтобы прочитать цифровое издание за сентябрь 2022 г., перейдите сюда.
Какие существуют типы припоя?
Введение
Припой на печатной плате можно рассматривать как соединительную ткань. Он служит проводящим клеем, который приклеивает компоненты к подложке и обеспечивает целостность печатной платы. Трудно представить, какой была бы современная электроника без этого удобного легкоплавкого сплава.
Не знаете, какой припой использовать для вашего проекта? В этом посте мы рассмотрим различные типы припоев, которые существуют, и как вы можете выбрать правильный припой для ваших нужд.
Что такое припой?
Припой происходит от среднеанглийского слова soudur, которое происходит от латинского слова solidare, означающего «делать твердым». Это легкоплавкий сплав (т. е. с низкой температурой плавления), используемый для соединения металлических деталей. Идея использования сплава с более низкой температурой плавления для соединения двух или более металлов существует уже тысячи лет, но сегодняшний припой обычно представляет собой смесь олова, свинца и/или флюса.
Знакомство с различными типами припоя
Сегодня на рынке представлено так много различных видов припоя, что выбор подходящего для вашего проекта может оказаться сложной задачей. К счастью, на самом деле есть только три основные категории припоя, которые вы можете использовать, чтобы сузить область поиска:
Припой на основе свинца положил начало революции в электронике. Наиболее распространенная смесь представляет собой смесь 60/40 (олово/свинец) с температурой плавления около 180-190°C.
 Олово, известное в просторечии как мягкий припой, выбрано из-за его более низкой температуры плавления, а свинец используется для подавления роста оловянных усов. Чем выше концентрация олова, тем лучше прочность на растяжение и сдвиг.
Олово, известное в просторечии как мягкий припой, выбрано из-за его более низкой температуры плавления, а свинец используется для подавления роста оловянных усов. Чем выше концентрация олова, тем лучше прочность на растяжение и сдвиг.Бессвинцовый припой начал набирать популярность, когда ЕС ввел ограничения на использование свинца в бытовой электронике. В США производители могли получить налоговые льготы за использование бессвинцовых припоев. Усы олова можно уменьшить, используя новые методы отжига, включая добавки, такие как никель, и используя конформные покрытия. Бессвинцовые припои обычно имеют более высокую температуру плавления, чем обычные припои.
- Припой с флюсовым сердечником
продается в виде катушки с «проволокой» с восстановителем в сердечнике. Флюс высвобождается во время пайки и восстанавливает (обращает окисление) металл в точке контакта, обеспечивая более чистое электрическое соединение. Это также улучшает смачивающие свойства припоя.
 В электронике флюсом обычно является канифоль. Кислотные сердечники предназначены для ремонта металла и сантехники, и их нельзя использовать в электронике.
В электронике флюсом обычно является канифоль. Кислотные сердечники предназначены для ремонта металла и сантехники, и их нельзя использовать в электронике.
Общие сведения о паяльных смесях
Помните три основных компонента припоя: свинец, олово и флюс? На рынке доступно бесчисленное множество разновидностей припоев, основанных на относительных соотношениях этих материалов. Еще больше усложняет ситуацию то, что существуют также добавки и другие металлы, которые могут быть добавлены для придания припою определенных свойств или повышения его проводимости. Вот лишь несколько примеров добавок к сплавам и того, что они делают:
Сурьма повышает механическую прочность, не снижая смачиваемости и предотвращая появление оловянных вредителей.
Висмут значительно снижает температуру плавления и улучшает смачиваемость. Препятствует росту оловянных усов.
Медь снижает температуру плавления и улучшает смачивающие свойства в расплавленном состоянии.

Индий снижает температуру плавления, улучшает пластичность и используется для пайки золота или для криогенных применений из-за его высокой устойчивости к перепадам температуры. Сплавы индия дороги и подвержены коррозии.
- Никель
в припое может защитить слой УБМ (подрельсовая металлизация) от растворения.
- Серебро
обеспечивает механическую прочность, но с меньшей пластичностью, чем свинец. Это может улучшить сопротивление усталости от термических циклов в бессвинцовых припоях.
При выборе паяльных смесей важно помнить о потенциальной гальванической коррозии или хрупкости, вызванных контактом разнородных металлов друг с другом. Большое разнообразие паяльных смесей поможет вам найти правильное сочетание свойств для вашего электронного устройства.
Часто для получения определенного результата можно использовать определенную комбинацию элементов в припое.
Например, припой обычно плавится в определенном диапазоне, но эвтектическая смесь, такая как Sn63Pb37, плавится ровно при 183°C. In70Pb30 совместим с золотыми контактами (низкое выщелачивание золота) и обладает высокой устойчивостью к усталости при термоциклировании.
SAC (Sn-Ag-Cu) — бессвинцовый припой, популярный в Японии для пайки оплавлением и пайки волной припоя — процесса объемной пайки, при котором печатная плата проходит над кюветой с расплавленным припоем. Волны омывают плату, спаивая компоненты.
Все зависит от того, что вы пытаетесь сделать, какие свойства вы ищете и каким стандартам должен соответствовать ваш электронный продукт (например, коррозионная стойкость, термостойкость и т. д.).
Заключение
Таким образом, существует три основных типа припоя: свинцовый, бессвинцовый и флюсовый. Припои на основе свинца наиболее понятны, надежны и предпочтительны для критически важных приложений, таких как аэрокосмическая или медицинская электроника.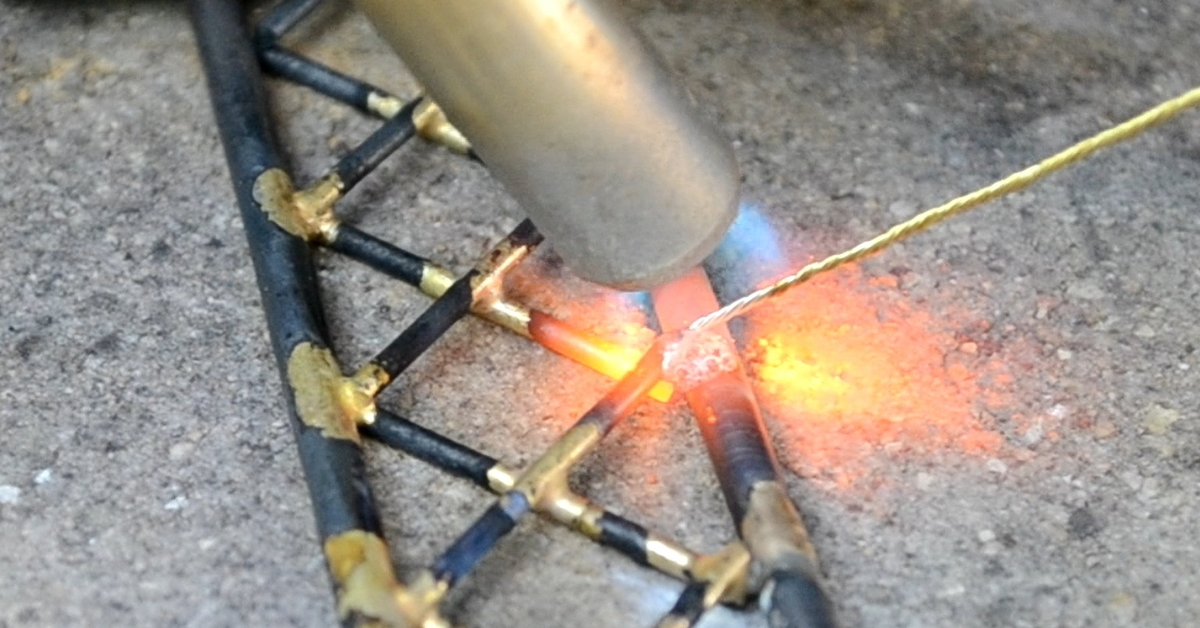 Бессвинцовые припои доступны для электроники, которая должна соответствовать требованиям охраны здоровья и окружающей среды. А флюсовые припои содержат восстановитель канифоли в ядре, который высвобождается во время пайки, удаляя окисление с места соединения.
Бессвинцовые припои доступны для электроники, которая должна соответствовать требованиям охраны здоровья и окружающей среды. А флюсовые припои содержат восстановитель канифоли в ядре, который высвобождается во время пайки, удаляя окисление с места соединения.
Для большинства любительских применений подойдет стандартный припой Sn60Pb40. Если вы хотите улучшить качество изготовления на производственном участке, возможно, стоит изучить смеси, которые могут похвастаться улучшенным смачиванием или удобной эвтектической температурой плавления. Выбор правильной смеси заключается в определении требований, которым вы должны соответствовать, поиске подходящих свойств для удовлетворения этих требований и оптимизации затрат. Выберите лучший припой для ваших нужд. Чтобы узнать больше или посмотреть видео по связанным темам, а также узнать, что нового в нашем наборе инструментов для проектирования и анализа, подпишитесь на наш канал YouTube.
Решения Cadence PCB — это комплексный инструмент для проектирования от начала до конца, позволяющий быстро и эффективно создавать продукты.