Пайка нержавейки оловом: Пайка нержавейки оловом – процесс и советы при пайке
alexxlab | 06.11.1984 | 0 | Разное
чем, как паять твердыми припоями нержавеющие стали, латунью, оловом в домашних условиях
Спайка между собой отдельных деталей, сделанных из нержавеющей стали – достаточно трудоемкая и сложная процедура. Для получения качественного соединительного шва важно правильно выбрать припой, рабочий режим используемого оборудования и соблюдать установленные требования к пайке нержавеющих сталей.
Содержание
- Как паять нержавейку оловом в домашних условиях
- Особенности пайки нержавейки
- Используемое оборудование
- Режимы пайки оловом
- Флюс для пайки нержавейки и его приготовление
- Припой для нержавейки и его типы
- Пищевые припои
- Пайка с помощью газовой горелки
- Преимущества
- Недостатки
- Отличия высокотемпературной пайки от низкотемпературной
- Почему пайка может не получиться
- Самые распространенные ошибки
- Контроль качества шва
- Техника безопасности
Как паять нержавейку оловом в домашних условиях
Отремонтировать предметы из нержавеющей стали, например, предметы кухонной посуды, вполне реально самостоятельно в бытовых условиях. Паять нержавейку допускается обыкновенным небольшим паяльником с применением припоя на основе олова.
Паять нержавейку допускается обыкновенным небольшим паяльником с применением припоя на основе олова.
Особенности пайки нержавейки
Пайка нержавейки — это процедура наплавления на участок соединения двух металлических деталей специальной присадки, в качестве которой часто применяют компоненты на оловянной основе. Расходный материал не содержит вредные компоненты для человеческого здоровья, поэтому подходит даже для ремонта кухонной посуды.
Ключевая особенность пайки нержавейки оловом в бытовых условиях – необходимость тщательной обработки спаиваемых поверхностей металла. В процессе спайки, чтобы исключить нагрузки на соединительный участок, опытные мастера используют специальные приемы. Например, для упрочнения соединений наклепанной стали предварительно осуществляют отжиг поверхностей газовой горелкой.
Используемое оборудование
Чтобы сделать качественный ремонт металлического изделия предварительно надо изучить методику спайки, подготовить оборудование и расходники.
Для пайки нержавеющей стали в бытовых условиях понадобятся следующие инструменты и расходники:
- паяльник электрический на 60-100 Вт либо небольшая горелка на пропане;
- припой, сделанный из оловянного сплава;
- флюс;
- надфиль, щетка проволочного типа, наждачная бумага;
- ветошь;
- растворитель для обезжиривания паяемых стальных поверхностей;
- средства индивидуальной защиты: щиток с прозрачной вставкой либо очки, респиратор, перчатки.
При спайке массивных металлических деталей для их первоначального нагревания потребуется паяльник большей мощности. А для более качественной очистки поверхностей соединяемых элементов рекомендуется использовать ортофосфорную кислоту.
Режимы пайки оловом
Опытные мастера рекомендуют следующие режимы спайки нержавеющей стали с использованием оловянного припоя:
- мощность паяльного устройства – от 80 до 120 Вт;
- толщина припоя – от 2 до 4 мм;
- температура пламени – от 232 до 240 °С;
- время нагревания – от 5 до 10 сек.

Для контроля температуры пламени рекомендуется использовать специальный прибор – пирометр.
Флюс для пайки нержавейки и его приготовление
На этапе сваривания деталей можно повредить сплавы металлов, обладающие коррозионной устойчивостью. Поэтому перед тем, как соединить отдельные элементы нержавейки, нужно правильно подобрать флюс. Такие составы необязательно приобретать на строительном рынке, их можно самостоятельно изготовить в быту.
Инструкция, как приготовить флюс в домашних условиях:
- берем по одной части буры и борной кислоты;
- тщательно перемешиваем эти два компонента;
- добавляем в полученный состав воду;
- перемешиваем смесь до формирования однородной массы.
Приготовленный раствор наносят на участок спаивания металла. Когда он высохнет, адгезия стальных поверхностей существенно повысится.
Флюс для пайки, изготовленный на дому, по своим эксплуатационным показателям не уступает заводским составам. А для улучшения схватывания состава поверхности соединяемых металлических деталей рекомендуется предварительно обработать надфилем либо наждачной бумагой.
А для улучшения схватывания состава поверхности соединяемых металлических деталей рекомендуется предварительно обработать надфилем либо наждачной бумагой.
Припой для нержавейки и его типы
Припой для пайки нержавейки бывает двух типов:
- Мягкий. Для изготовления используют олово (свинец). Эти химические элементы повышают текучесть и пластичность расходника, используемого для формирования сварочного шва. Минус мягких припоев – затвердевшее покрытие имеет низкие прочностные показатели.
- Твердый. В состав изделия входит техническое серебро – 30% от общего объема. Соединение деталей отличается высокой прочностью и долговечностью. Твердые припои часто применяют на производствах, в ремонтных мастерских.
Для самостоятельного спаивания деталей из нержавейки на дому рекомендуется приобретать припои твердой структуры, позволяющие получать крепкие качественные соединения. Их производят из металлов, отличающихся от олова (свинца) высокой температурой плавления. После затвердевания припоя получается твердый и прочный сварной шов, способный выдерживать высокие механические нагрузки.
Их производят из металлов, отличающихся от олова (свинца) высокой температурой плавления. После затвердевания припоя получается твердый и прочный сварной шов, способный выдерживать высокие механические нагрузки.
Самым популярным на рынке является универсальный припой HTS-528, применяемый для соединения чугунных деталей, изделий из нержавейки и цветных металлов. Припой выпускают в форме прута с флюсовым покрытием красного цвета.
Припой HTS-528Медно-цинковый припойМедно-фосфорный припойПищевые припои
Технология спайки с использованием пищевых припоев аналогична спаиванию металлов прочими присадками. Единственное требование – запрещено применение металлических сплавов со свинцам, например, оловянно-свинцовых материалов (ПОС). Свинец относится к токсичным химическим элементам.
При использовании ортофосфорной кислоты паяльный процесс затягивать не рекомендуется, так как через 10-15 секунд на поверхности свариваемых элементов образуется фосфатная пленка, препятствующая процедуре пайки. В итоге чтобы запаять металл придется зачищать его поверхность заново. Поэтому флюс рекомендуется наносить непосредственно перед запайкой изделий.
В итоге чтобы запаять металл придется зачищать его поверхность заново. Поэтому флюс рекомендуется наносить непосредственно перед запайкой изделий.
Полезная статья: Какими электродами варить нержавейку
Пайка с помощью газовой горелки
При самостоятельном выполнении пайки нержавейки в домашних условиях с применением газовой горелки важно соблюдать установленные требования безопасности.
Основные требования:
- применение негорючего экранирующего покрытия в рабочей зоне – листовой асбест и прочие материалы;
- рабочее помещение должно иметь качественную вентиляцию, тщательно проветриваться;
- с горелкой надо уметь правильно обращаться, рекомендуется задействовать припой многокомпонентного состава, какой не требует дополнительного нанесения флюса на спаиваемые металлы;
- в пламени горелки не допускается лишний кислород, он способствует окислению металлических поверхностей, а соединение получается недостаточно прочным.

Перед началом спайки газовой горелкой поверхности металлических деталей тщательно зачищают и обезжиривают. Далее свариваемый участок прогревают, пока металл не покраснеет. При этом постоянно нужно контролировать цвет пламени горелки. Светло-синий оттенок говорит об опасных излишках кислорода.
После прогревания элементов из нержавейки к линии их спайки подносят прут твердого припоя. Важно чтобы пламя горелки с этим участком напрямую не контактировало. Продолжают прогревать металл, пока из стыковочного шва не начнет выходить расплавленный припой. После завершения пайки по всей линии соединения изделие охлаждают и визуально проверяют наличие дефектов.
Полезная статья: Холодная сварка что это
Преимущества
Спайка изделий из нержавеющей стали с применением твердых припоев считается самой качественной и долговечной, если сравнивать с другими вариантами. Такую технологию применяют в промышленной сфере для соединения деталей, которые эксплуатируются в тяжелых условиях с повышенными механическими нагрузками и при высоких температурах.
Основные преимущества технологии:
- короткий подготовительный этап;
- простота соединения деталей небольших размеров;
- получение качественного соединительного шва;
- доступность расходного материала.
Процедура спайки деталей из нержавейки не требует особых подготовительных мероприятий. Соединение элементов осуществляется достаточно быстро. В отличие от сварочных работ при пайке рабочая температура значительно ниже, поэтому риски деформации обрабатываемого металла сводятся к нулю. Эту технологию используют в станкостроении для ремонта деталей. Ее легче освоить, чем сварку, поэтому к ней прибегают чаще домашние мастера.
Спайка изделий из нержавеющей стали оловом кроме преимуществ имеет ряд недостатков:
- более трудоемкая процедура соединения деталей, если сравнивать с другими типами припоя;
- не каждый инструмент способен выдавать необходимую температуру для соединения металла, поэтому в бытовых условиях такая процедура становится трудноосуществимой;
- большинство твердых сплавов достаточно дорогие, как и процедура пайки из-за большого расхода требуемых ресурсов;
- готовое соединение не отличается высокими прочностными показателями;
- олово – жидкотекучий химический элемент, что существенно затрудняет процесс спайки металлов;
- максимальная эксплуатационная температура запаянного металлического изделия падает до температуры пластичности олова.

Стоит отметить, что высокая текучесть олова не позволяет сделать качественный вертикальный шов при спайке в бытовых условиях. С такой задачей сможет справиться только опытный спайщик.
Отличия высокотемпературной пайки от низкотемпературной
При низкотемпературной пайке нержавеющей стали участок соединения нагревают электрическим источником, при высокотемпературной процедуре – газовой горелкой. Отличается и температура плавления используемых припоев, что впоследствии отражается на качестве соединения, условиях эксплуатации спаянного изделия.
После низкотемпературной спайки деталь выдерживает значительно меньшую эксплуатационную температуру, чем после высокотемпературной. Но высокий температурный режим при запаивании конструкции способен повлиять на изменение структуры металлического сплава, температура плавления которого близка температуре пайки.
Также стоит отметить, при использовании этих двух режимов предметы из нержавеющей стали спаивают оборудованием разной мощности.
Полезная статья: Форсаж Дуги
Почему пайка может не получиться
Качественная спайка металлических деталей может не получиться из-за ошибок мастера. Обязательно на этапе запаивания конструкции надо периодически очищать наконечник используемого паяльного устройства. Не рекомендуется использовать в присадки канифоль либо другие составы с повышенным содержанием свинца.
Самые распространенные ошибки
Из часто допускаемых ошибок во время спайки деталей выделяют следующие:
- Некачественная зачистка поверхностей спаиваемых предметов. При плохой обработке кромок соединяемых деталей из нержавейки присадка не задерживается на поверхности металла, скатывается с нее. В результате кромки свариваемых изделий требуют повторной механической обработки.
- Некачественное обезжиривание спаиваемых изделий. Припой также будет плохо удерживаться на металлической поверхности и паяться.
- Недостаточный нагрев металла.
 При недостаточной температуре спайки не удастся раскалить металл и перевести твердый припой в текучее состояние.
При недостаточной температуре спайки не удастся раскалить металл и перевести твердый припой в текучее состояние. - Применение паяльного устройства с обгораемым наконечником. Жало паяльника нужно периодически очищать от нагарообразования, что препятствует непрерывному прогреванию соединяемых металлических элементов.
- Использование вместо флюса канифоли. Такой припой не эффективен для нержавейки.
- Применение припоя, содержащего большое количество свинца. Для спаивания нержавейки рекомендуется покупать припои с повышенным содержанием олова.
- Преждевременная проверка качества соединительного шва. Если жидкий припой не успел полностью затвердеть, можно нарушить качество соединения. В результате пайку изделия придется осуществлять заново, начиная с зачистки металлической поверхности.
- Пайка без предварительного лужения разных видов металла. Не удастся соединить изделие из нержавейки с деталью из меди либо латуни без специальной обработки участка спайки.
 Его предварительно надо залудить.
Его предварительно надо залудить. - Применение паяльного устройства для значительной площади. В данной ситуации флюс быстро окисляется. Поэтому для спайки металлических изделий большой площади применяют исключительно газовую горелку. Опытные мастера рекомендуют использовать горелки с двумя соплами.
Ознакомившись предварительно с перечисленными ошибками и рекомендациями специалистов вполне можно качественно спаять изделия из нержавейки в бытовых условиях своими руками.
Полезная статья: Как заварить глушитель
Контроль качества шва
Есть несколько вариантов, как проверить качество спайки изделий из нержавейки:
- трансформаторный;
- параметрический;
- люминесцентный;
- оптический;
- цветной;
- визуальный.
На дому часто используют визуальный способ. Опытные мастера рекомендуют дать соединению полностью остыть, затем попробовать поковырять отверткой либо шилом. Если шов качественный, на его поверхности останется небольшая царапина. В случае некачественной спайки изделия припой отслоится, соответственно процедуру придется повторить.
В случае некачественной спайки изделия припой отслоится, соответственно процедуру придется повторить.
Полезная статья: РДС сварка что это такое
Техника безопасности
При самостоятельной пайке изделий из нержавейки на дому обязательно нужно соблюдать следующие правила безопасности:
- используемый припой для пайки бытовых предметов из пищевой нержавейки не должен содержать свинец и цинк;
- нельзя брать голыми руками разогретый металл до его полного охлаждения;
- газовый баллон надо размещать на достаточном удалении от открытого огня;
- работы нужно выполнять исключительно в индивидуальных защитных средствах и тщательно вентилируемом помещении.
Для соединения металлических изделий без сварки в бытовых условиях рекомендуется использовать маломощные паяльные устройства – от 60 до 100 Вт, лучше паяльник на 100 Вт.
Соединение металлических труб рекомендуется выполнять с помощью газовой горелки. Электрическим паяльником достаточно сложно припаять друг к другу громоздкие элементы конструкции, даже при использовании оборудования с не обгорающим наконечником.
Электрическим паяльником достаточно сложно припаять друг к другу громоздкие элементы конструкции, даже при использовании оборудования с не обгорающим наконечником.
Да
77.97%
Нет
22.03%
Проголосовало: 59
Если у Вас возникли вопросы по сварке, пайке и контролю, то задайте их нашим экспертам в комментариях под статьей.
Флюс для пайки нержавейки оловом: особенности применения
Екатерина
Время чтения: 7 минут
Пайка нержавеющей стали — это один из самых трудоемких видов сварки. Особенно, если вы работаете в домашних условиях. Самая часто применяемая технология в этом случае — сварка нержавейки оловом. Или, если быть точнее, оловянным припоем, в составе которого также могут содержаться другие металлы. Например, свинец.
Чтобы добиться достойного качества соединения необходимо строго соблюдать технологию пайки и использовать флюс для нержавейки. Флюс выполняет защитную функцию, препятствуя окислению металла. В этой статье мы подробно расскажем, какой флюс необходимо использовать при пайке нержавейки оловом и какова технология сварки.
Флюс выполняет защитную функцию, препятствуя окислению металла. В этой статье мы подробно расскажем, какой флюс необходимо использовать при пайке нержавейки оловом и какова технология сварки.
Содержание статьи
- Общая информация
- Выбор флюса
- Пайка своими руками
- Инструменты
- Технология пайки
- Особенности
- Вместо заключения
Общая информация
Самый распространенный тип флюса, применяемый для пайки нержавеющей стали — это бура. Выпускается в порошкообразном и пастообразном виде. С пастой работать проще, если вы выполняете работы в домашних условиях. Флюс в виде порошка зачастую используете в связке со специальными машинами, подающими порошок в сварочную зону.
При воздействии температуры бура плавится и распределяется по металлу. Из-за этого сама деталь прогревается равномернее и быстрее достигает нужной температуры. Не забывайте, что нержавейка — металл тугоплавкий, поэтому для прогрева металла необходимо потратить немало времени.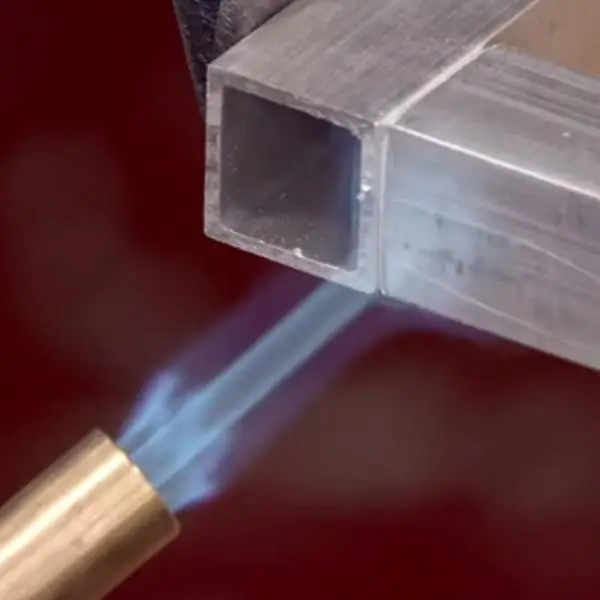 При нагревании детали следите за цветом. Если металл приобрел красный цвет, значит пора вводить припой.
При нагревании детали следите за цветом. Если металл приобрел красный цвет, значит пора вводить припой.
Но, о технологии пайки мы расскажем чуть позже. А пока еще пара слов о флюсе. Его следы неминуемо останутся на поверхности металла после пайки, поэтому их необходимо удалить. Самый простой способ — применение воды. Если деталь небольшого размера, то ее можно просто промыть под водой. Второй способ — пескоструйная обработка. Это трудоемкий, но крайне эффективный вариант.
Читайте также: Флюс бура для пайки
Для удаления флюса категорически нельзя использовать соляную или азотную кислоту. Они эффективно и быстро очищают металл. Но при том могут повредить его поверхность и ухудшить качество швов.
Выбор флюса
Недостаточно просто знать, какой флюс подходит для пайки нержавейки. Необходимо понимать, как его выбирать. Выше мы уже упомянули, что для домашней работы лучше использовать пастообразный флюс или даже жидкий. Он наносится с помощью кисти. А вот порошкообразный или сыпучий флюс скорее подходит для профессиональной сварки на производстве.
А вот порошкообразный или сыпучий флюс скорее подходит для профессиональной сварки на производстве.
С консистенцией все ясно. А что насчет состава флюса? Здесь не все так просто. Многие ошибочно полагают, что раз флюс называется «бура», значит и состоит он из этого компонента. Это не совсем так. Бура (она же натриевая соль борной кислоты) — это около 70% от всего флюса. Остальные 30% — сама борная кислота и фтористый кальций в разных пропорциях. Желательно, чтобы фтористого кальция было меньше, чем борной кислоты.
Если вы будете работать с деталями небольшого размера, что часто бывает в домашних условиях, то флюс для пайки нержавейки можно приготовить своими руками. В этом случае необязательно использовать фтористый кальций. Достаточно смешать буру и борную кислоту в равных пропорциях. Т.е., 50% буры и 50% борной кислоты. Все компоненты должны быть в сухом виде. После смешивания полученная смесь разбавляется водой и наносится на место пайки.
Пайка своими руками
Стоит отметить, что пайка нержавеющей стали в домашних условиях с применением оловянного припоя — это не такое уж частое явление. Поскольку сама технология пайки сложна и редко применяется в быту. Но порой домашнему мастеру все же приходится столкнуться с необходимостью пайки нержавейки. Это может быть просто мелкий ремонт. Что делать в таких случаях?
Поскольку сама технология пайки сложна и редко применяется в быту. Но порой домашнему мастеру все же приходится столкнуться с необходимостью пайки нержавейки. Это может быть просто мелкий ремонт. Что делать в таких случаях?
Прежде всего, ознакомьтесь с обучающими материалами и видео. Они помогут лучше понимать всю суть работы с нержавеющей сталью. Так вы сможете избежать большинства ошибок и добиться более-менее достойного результата. А мы, в свою очередь, кратко расскажем вам, как выполнять пайку и что нужно учесть.
Инструменты
Работа начинается с инструмента. Без него вы просто не сможете выполнить пайку. Конечно, некоторые инструменты можно сделать своими руками из подручных средств, но мы все же рекомендуем приобрести качественный инструмент в магазине.
Итак, для пайки вам понадобится:
- Электрический паяльник, работающий от стандартной сети в 220В. Его мощность должна быть не ниже 100Вт, а лучше еще больше.
- Конечно, флюс типа «бура». Пастообразный или жидкий.
 А также кисточка для его нанесения.
А также кисточка для его нанесения. - Наждачная бумага, напильник или шлифмашинка.
- Металлический припой, изготовленный из чистого олова или смеси олова со свинцом.
Необязательно, но рекомендуется держать при себе стальной трос и небольшую металлическую трубку. Позже вы узнаете, зачем нам нужны эти компоненты.
Технология пайки
Теперь перейдем к технологии пайки. Еще раз повторим, что мы рассказываем о пайке на дому, а не в условиях промышленного цеха.
Для начала зачистите поверхность металла. Для этого используйте наждачку, шлифмашинку или напильник. Удалите все пятна, загрязнения, следы или масла или краски, очаги коррозии. Если это не сделать, качество сварки сильно ухудшится. Швы будут дефектными, и ваша работа пойдет насмарку.
После того, как вы тщательно подготовили поверхность деталей, нанесите флюс. Чтобы нанести флюс для пайки нержавейки используйте небольшую кисточку. Наносите флюс равномерным не толстым слоем. Флюс не только защитит сварочную зону от окисления, но и обеспечит качественное лужение. Об этом мы поговорим далее.
Об этом мы поговорим далее.
После нанесения флюса на будущую зону сварки, необходимо выполнить лужение. Луженое — это процесс, при котором тонкий слой олова наносится на металлическую поверхность. Этот процесс необходим для дальнейшей пайки. У новичков часто не получается с первого раза правильно выполнить лужение. Это не страшно. Вы можете нанести второй слой, предварительно прогрев детали до невысокой температуры.
Вы прогрели детали, снова попытались выполнить лужение, но ваши попытки не увенчались успехом? У многих сварщиков припой просто скатывается вниз, вместо того, чтобы образовывать тонкий слой на поверхности металла. Здесь-то нам и понадобится стальной трос и металлическая трубочка. Из этих двух компонентов можно сделать простейшую металлическую кисть.
Чтобы ее изготовить, трос должен быть того же диаметра, что и трубочка. Трос продевается в трубочку и на одном конце разматывается до образования своеобразной «косточки». С помощью такого приспособления выполняется зачистка металл. Да, вы используете эту «кисть» вместо наждачной бумаги или напильника. Как показывает практика, применение такого нехитрого приспособления эффективнее всего очищает поверхность металла. А ведь от этого во многом и зависит лужение. Многие просто недостаточно тщательно очищают поверхность, из-за чего не удается покрыть металл оловом.
Да, вы используете эту «кисть» вместо наждачной бумаги или напильника. Как показывает практика, применение такого нехитрого приспособления эффективнее всего очищает поверхность металла. А ведь от этого во многом и зависит лужение. Многие просто недостаточно тщательно очищают поверхность, из-за чего не удается покрыть металл оловом.
Только после того, как все эти этапы выполнены, можно приступать к самой пайке деталей. Здесь уже все гораздо проще. Припой подается в сварочную зону одной рукой. В другой руке нужно держать паяльник и двигать его синхронно с припоем, равномерно заполняя стык между двумя деталями.
Особенности
Во время работ вы наверняка столкнетесь с некоторыми трудностями. Например, при медленной пайке в составе нержавейки могут сформироваться карбидные соединения. Качество шва ухудшится, а вероятность образования дефектов увеличится. Чтобы избежать этих проблем выполняйте пайку быстро и уверено. Не медлите и не останавливайтесь подолгу на одном этапе.
Также рекомендуем после пайки прокалить деталь в печи. Так карбидные соединения точно не смогут образоваться в составе нержавейки.
Так карбидные соединения точно не смогут образоваться в составе нержавейки.
Вместо заключения
Флюс бура очень хорошо подходит для пайки нержавеющей стали. Он улучшает качество швов и препятствует их окислению. К тому же, он помогает осуществить лужение свариваемых деталей. Достаточно нанести тонкий слой флюса на предварительно зачищенную поверхность, чтобы получить достойный результат. При желании вы можете самостоятельно сделать флюс и использовать его для пайки деталей маленького размера.
Похожие публикации
Флюс для пайки нержавейки оловом: как применяется, характеристики, особенности
Пайка антикоррозийных стальных сплавов достаточно трудоемкий процесс. Выполнение такого вида работ дома еще сложнее.
В таких случаях используется технология пайки оловянным припоем. Большая часть его состава – это олово, однако есть припои с включением других металлов, таких как свинец.
Технология пайки оловом требует соблюдения технического процесса и специального оборудования. Рабочим материалом здесь выступают флюсы для нержавеющих сталей.
Флюсы – это материалы, защищающие металл от окисления во время сварочных работ. Эта статья расскажет, какие виды флюса применяются для пайки антикоррозийных стальных сплавов и технологию флюсовой обработки нержавейки.
Содержание статьиПоказать
- Общая информация
- Способы подбора
- Технология домашней пайки нержавейки
- Оборудование
- Технология
- Нюансы
- Заключение
Общая информация
Бура – флюсовая разновидность, используемая для пайки антикоррозийных стальных сплавов. Достаточно распространенный тип, который производится в виде порошков, пасты либо жидкости.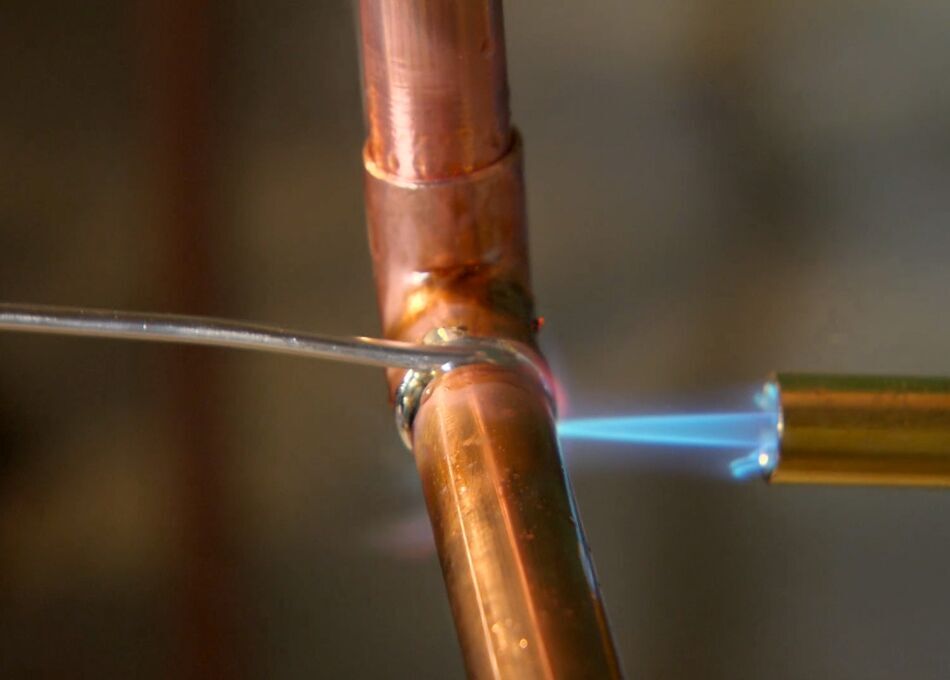
При самостоятельной сварке пастообразная форма более удобна. Порошковые флюсы требуют применения специальной аппаратуры, обеспечивающей подачу частиц в зону сварки.
Под воздействием высоких температур бура расплавляется, после чего происходит ее распределение по металлу. Под воздействием расплавленного флюса поверхность детали прогревается равномерно, а скорость достижения рабочих температур повышается.
Это важно в работе с нержавеющей сталью – материалом тугоплавким, прогревающимся достаточно долго. Срок перехода на следующий этап обработки определяется по цвету поверхности металла. Когда она становится красной, в работу вводится припой.
Флюсовые частицы после обработки остаются на поверхности детали. Для того, чтобы очистить от них металл, достаточно промывки водой. Маленькие детали можно опустить под воду и слегка потрясти.
Также для очистки применяется пескоструйная обработка – методика сложная, трудоемкая, однако эффективная.

Нельзя смывать частички флюса соляной или азотной кислотой. Да, очищение пройдет быстро и качественно, однако кислоты способны повреждать металлы. Они могут навредить детали и полотну шва.
Способы подбора
Существуют некоторые критерии выбора флюса для домашней сварки. Здесь мало знать подходящие типы для нержавеющей стали, нужно учесть применимость в самостоятельной пайке.
Для мелкой бытовой пайки подходят флюсы в виде пасты или жидкости, которую можно нанести на поверхность кисточкой. Эти материалы не требуют дополнительного оборудования. Порошковые, сыпучие варианты подходят для промышленных работ.
Также нужно ознакомиться с составом материала. Ведь если флюс называется «бура», это не значит, что он создан из чистой натриевой соли борной кислоты. Этот элемент занимает около семидесяти процентов состава.
Кроме него туда входят борная кислота, а также фтористый кальций. Они занимают оставшиеся тридцать процентов, однако пропорции у них не одинаковы. Включение борной кислоты должно превышать процентную часть фтористого кальция.
Включение борной кислоты должно превышать процентную часть фтористого кальция.
Для деталей маленьких размеров, которые часто приходится паять дома, можно создать флюс самостоятельно. Для этого смешивается бура и борная кислота в соотношении 50х50. Фтористый кальций в смесь включать не обязательно.
Подготовленные компоненты смешиваются на сухую. Только после этого добавляется вода. Получившийся материал наносится на сварочную зону детали.
Технология домашней пайки нержавейки
Пайка нержавеющих сплавов стали дома применяется достаточно редко. Это сложный процесс, требующий знания технологий и соблюдения нюансов. Однако иногда провести такую сварку необходимо. К этому нужна подготовка.
Перед тем, как приступать к обработке детали, нужно изучить технологию пайки нержавейки оловом под флюсом. Найти и изучить обучающие текстовые, фото, видео материалы.
Это нужно, чтобы избежать ошибок, создать работающий шов и сохранить безопасность работы. В этой статье приведена краткая методика Пайки, указаны инструменты и нюансы.
Оборудование
Любая сварочная работа требует специальных инструментов. Некоторые из них можно собрать самостоятельно, однако для большей безопасности лучше взять собранное на заводе оборудование.
- Для спайки металлов, в том числе нержавейки, нужен паяльник. Подойдет модель, работающая при напряжении электросети 220В и мощности от 100Вт.
- Для обработки перед пайкой понадобятся кисть и флюс. Для нержавеющей стали это бура в форме пасты или жидкости.
- Наждачка, напильники или шлифовальная машинка для зачистки зоны сварки.
- Металлический припой. Для работы с нержавейкой подойдет оловянный, чистый либо с примесью свинца.

Также может понадобиться металлический трос и трубка одного диаметра. Желательно, чтобы они были изготовлены из стали.
Технология
Методика оловянной сварки нержавеющих сплавов стали в домашних условиях и промышленных разнится. Эта статья посвящена домашним способам.
Любой метод обработки металлов начинается с зачистки рабочей поверхности. Область сварки должна быть зачищена от ржавчины, грязи, неровностей, заусенцев.
Это основное правило создания качественного соединения. Зачистка проводится наждачной бумагой, шлифовальной машинкой либо подходящим напильником.
После очищения поверхности наносится бура. Флюсы жидкой и пастообразной формы наносятся кистью, равномерным, тонким слоем. Это не только обеспечит защиту металла от окисления, но и повысит лужение.
Лужением называется формирование тонкого слоя олова или его смеси со свинцом на поверхности детали. Этот процесс – часть подготовки к оловянной сварке металлов.
В случае, если провести лужение с первого раза не получилось, проводится небольшой прогрев металла и попытка повторяется заново.
Нередко случается так, что вторая попытка не приносит результата. Олово скатывается, никак не расходится по поверхности тонким слоем. В таких случаях из троса и трубки создается подобие простой кисточки.
Эти две детали должны быть почти равного диаметра, чтобы трос удобно прошел сквозь трубку. После этого конец троса нужно «разлохматить», чтобы получилось что-то похожее на кисть. Этим инструментом проводится повторная зачистка детали.
По сути, металлическая кисть применяется вместо привычных инструментов зачистки. Ведь часто припой стекает из-за недостаточной очистки поверхности, а эта кисть способна достаточно очистить металл.
После покрытия рабочей зоны оловом, выполняется пайка нержавейки оловом под флюсом. Одной рукой к стыку подается припой, второй передвигается паяльник. Паяльник и припой должны двигаться равномерно, чтобы соединение формировалось ровно, качественно.
Нюансы
Уже во время завершающей части обработки можно столкнуться со сложностями. Медленная скорость сварки способствует формированию в металле карбидных соединений.
Они ухудшат надежность шва, приведут к браку. Поэтому паяльная работа должна проводиться достаточно быстро, без остановок, сомнений, промедлений.
Чтобы повысить защиту от образования карбидных соединений в нержавеющей стали стоит после обработки прокалить металл в печи.
Заключение
Флюс типа «бура» достаточно хорошо проявляет себя в обработке деталей из антикоррозийных сплавов стали. Его можно приобрести либо сделать самостоятельно дома.
Это вещество, нанесенное на поверхность металла, защищает его от окисления, улучшает лужение и качество соединения. Наносится бура на зачищенную от лишних включений и неровностей поверхность.
Наносится бура на зачищенную от лишних включений и неровностей поверхность.
Качество зачистки должно быть высоким. Некачественно зачищенная поверхность будет препятствовать равномерному распределению олова.
Припой для пайки нержавейки
Главная » Разное » Припой для пайки нержавейки
Пайка нержавейки – припои
В некоторых случаях нержавеющую сталь необходимо не сварить, а спаять. Отказ от сварки может быть продиктован необходимостью минимизировать поводки (коробление) в узле, если их невозможно устранить припуском под мех. обработку, или если изделие тонкостенное.
Для высокотемпературной пайки нержавейки используют серебросодержащие припои или ПСр, ацетилено-кислородную горелку и комплект типа КГС-1м-А (купить можно там же), в состав которого входят баллоны, редуктора и рукава в сборе.
Вследствие того, что температура плавления ПСров не превышает 650оС, а нагрев не локализован границами сварочной ванны, изделие испытывает меньшие внутренние напряжения и деформации, чем при сварке. Это обстоятельство позволяет получить минимальные отклонения геометрии изделия после пайки и сохранить точность соединительных размеров.
Это обстоятельство позволяет получить минимальные отклонения геометрии изделия после пайки и сохранить точность соединительных размеров.
Нержавеющие металлы таковыми являются потому, что содержат в себе более 13% Сr. Так же высокое содержание никеля придает устойчивости к сырым и агрессивным средам, некоторые даже проявляют стойкость к некоторым слабым кислотам. Хром способствует появлению в поверхностных слоях трудноплавящейся оксидной пленки, восстанавливающейся при 1300 градусах. Следовательно, для пайки подбирают активные флюсы.
При работе с припоями на основе Сu и Ni пользуются флюсом №200 и №201, при пайке серебром берут флюс №209 и 284.
Стали, содержащие хром в количестве 18 процентов и более, а также «разбавленные» Ti, Al, Si трудно смачиваются припоем типа ПСр72 (например, 12Х18Н10Т). Для улучшения растекаемости в припой добавляют Li, например, ПСр72ЛМН. Опыт так же показывает, что стали наподобие 12Х18Н10Т и 14Х17Н2 хорошо паяются припоями ПСр40 и ПСр45 как горелкой, так и печной пайкой.
Чтобы улучшить способность припоев растекаться в них добавляют 3-4 процента Ni. Кроме того, такое легирование предупреждает возникновение коррозии в зазорах и по стыкам. Оптимальный cостав — это:
65% Сu и, соответственно, 30% и 50% –серебра и никеля.
Стали ферритного класса 08Х13, 12Х17 лучше паять следующим составом:
40% процентов аргентума, 30%Cu и 28% Zn.
Не забывайте промывать флюс , так как он достаточно активен: в горячей и холодной проточной воде.
Смотрите также статьи:
Сварка алюминия и его сплавов
Сварка оцинковки
что нужно знать о процедуре?
Пайка нержавейки – процедура достаточно трудоемкая, но вместе с тем особых трудностей в ней не возникает. Сплавы, которые содержат до 25% хрома и 25% никеля, сплавляются между собой достаточно просто. Помимо этого такие сплавы способны создавать отличные соединения с другими металлами, не беря во внимание алюминиевые и магниевые сплавы.
Однако следует обращать внимание на то, что определенные никелированные сплавы при нагреве до 500-700 гр. С могут выделять карбиды, степень выделения которых зависит от длительности пайки, в связи с чем время процедуры необходимо сокращать.
С могут выделять карбиды, степень выделения которых зависит от длительности пайки, в связи с чем время процедуры необходимо сокращать.
Выделяющиеся карбиды существенно уменьшают коррозийную стойкость нержавейки. Для того чтобы свести на нет образование карбидов, в стали добавляется титан, либо по окончании пайки выполняется дополнительная термическая обработка. Под воздействием расплавленного припоя (тиноля) наклепанные нержавеющие стали могут растрескиваться, из-за чего пайка производится после отжига, без применения нагрузок в процессе пайки.
Выбор припоя для нержавеющей стали полностью зависит от следующих факторов: условий пайки, состава стали. Стоит отметить, что изделия, выполняемые в коррозийных условиях, следует паять при помощи серебряных тинолей, в состав которых входит никель в небольшом количестве. Хромоникелевые, серебряно марганцовые припои, а также медь применяются при печной пайке в сухой атмосфере.
В качестве флюса для обработки нержавеющей стали зачастую применяют буру. Таким образом, бура наносится на шов в виде пасты или порошка. Как только бура расплавляется, остальной материал аккуратно нагревается до получения светло-красного каления (850 гр. С). По достижении данной температуры, в шов вводится припой.
Таким образом, бура наносится на шов в виде пасты или порошка. Как только бура расплавляется, остальной материал аккуратно нагревается до получения светло-красного каления (850 гр. С). По достижении данной температуры, в шов вводится припой.
Удаление приставшего к металлической поверхности (нержавейке) материала по окончании пайки производится путем промывки готового изделия в холодной или горячей воде, либо посредством песочной обдувки. Азотная или соляная кислота, которые могут применяться при очистке, крайне не желательны на данном этапе работы с нержавейкой, поскольку они разъедают основной металл вместе с припоем.
Пайка нержавеющей стали дома
Не секрет, что домашний мастер регулярно сталкивается с обыденными бытовыми трудностями, которые он вынужден устранять самостоятельно в домашних условиях. Однако иногда случается так, что человеку требуется выполнить работу, связанную с обработкой нержавейки.
Разумеется, в большинстве случаев за данную работу мастер берется самостоятельно, выполняя ее в домашних условиях. Но для этих целей понадобятся некоторые знания, умения и навыки. Также потребуется обзавестись определенными инструментами и материалами.
Но для этих целей понадобятся некоторые знания, умения и навыки. Также потребуется обзавестись определенными инструментами и материалами.
Понадобится следующее:
- Электрический паяльник на сто ватт;
- Паяльная кислота;
- Наждачная бумага или напильник;
- Оловянный припой для обработки сталей;
- Стальной трос;
- Трубка.
После того как появилась определенность с материалами, инструментами, необходимыми для пайки рассматриваемого материала — нержавейки, следует проинформироваться относительно порядка действий при работе, так как четкая и организованная работа – залог успеха пайщика.
Порядок действий:
- Для обработки нержавеющей стали, необходимо с самого начала позаботиться о наличии паяльника мощностью 100 Вт, а также флюса. Обратите внимание на то, что более мощный паяльник брать для обработки нержавейки нецелесообразно. Флюсом может послужить паяльная кислота. Также позаботьтесь о том, чтобы под рукой имелся припой оловянно-свинцовый.

- Как только все необходимые материалы, а также инструменты подготовлены для пайки, можете приступать к работе. Сначала следует зачистить место соединения нержавейки: сделать это возможно с помощью напильника ил наждачной бумаги, найти которые непроблематично. По окончании очистки рабочих поверхностей следует нанесение паяльной кислоты с последующим облуживанием. Если облуживание не выходит (припой не пристает к поверхности сталей), можете повторно нанести паяльную кислоту на хорошо разогретую поверхность, после чего выполнить облуживание вновь.
- В том случае, если вы сделали повторную попытку, и она не увенчалась успехом, а припой снова скатывается, необходимо рабочую поверхности нержавеющей стали обработать специализированной щеткой, которая может быть изготовлена собственноручно: возьмите кусок трубки (диаметр – 5 миллиметров), в который поместите тонкие жилы, взятые от стального троса. Таким образом, нанесите на участок пайки кислоту, а затем подведите к нему щетку и паяльник одновременно.
 После этого начните водить двумя инструментами. Надо сказать, что процедура отлично помогает при снятии оксидной пленки с поверхности металла (нержавеющей стали).
После этого начните водить двумя инструментами. Надо сказать, что процедура отлично помогает при снятии оксидной пленки с поверхности металла (нержавеющей стали). - Как только детали удалось отлудить, приступайте к спайке нержавейки, применяя в работе флюс и паяльник.
Пайка твердыми припоями
Пайка сталей отлично производится при помощи жидкотекучего, флюсованного припоя с низкой рабочей температурой плавления, а также высокими капиллярными свойствами. Такой припой достаточно пластичен, обладает значительными раскислительными качествами, полезными при работе с нержавейкой.
Также может справиться с медью, латунью и рядом других металлов. Пайка подобными твердыми припоями отлично подойдет для нержавеющей стали. Материал не содержит кадмия, а процентное содержание серебра в нем составляет 30%. Обработка металла твердыми припоями показывает отличные результаты, позволяя получить качественное и долговечное соединение металлов.
Припой HTS-528 может справиться с латунью, медью, бронзой, никелем, нержавеющей сталью, а также другими материалами. Наряду с другими твердыми припоями, данный тиноль является достаточно популярным в наше время. Внешне припой – пруток, покрытый красным флюсом. Длина прутка составляет 45 сантиметров, а вес 20 грамм. Относительно температуры плавления стоит заметить, что этот показатель составляет 760 гр. С.
Наряду с другими твердыми припоями, данный тиноль является достаточно популярным в наше время. Внешне припой – пруток, покрытый красным флюсом. Длина прутка составляет 45 сантиметров, а вес 20 грамм. Относительно температуры плавления стоит заметить, что этот показатель составляет 760 гр. С.
Выбор флюса
Мелкие детали соединяются бензо-воздушными горелками с регулируемым факелом (способ приспособлен по большей части для ювелирного дела). Более крупные детали удобнее паять ацетиленом. Так же дело обстоит и при выборе флюса для нержавейки, так как этот материал требователен к особому флюсу. Флюс для обработки нержавеющей стали состоит из 70% буры, 20% борной кислоты, а также из 10% фтористого кальция.
Для мелких деталей из нержавеющей стали можете сделать состав флюса, который будет состоять из 50% буры и 50% борной кислоты. Универсальный флюс необходимо развести в воде, после чего нанести на деталь, а когда он высохнет, припой будет отлично приставать к поверхности нержавейки.
Таким образом, место пайки не протравливается, а просто напросто зачищается с помощью наждачной бумаги. Медь недостаточно растекается по поверхности металла, и поэтому лучше будет, если вы решите воспользоваться латунью Л63. Для более качественной работы можно также воспользоваться латунью и серебром, сделав из них припой.
Советы пайщиков
Есть множество людей, которые, как говорится, в пайке «собаку съели». Таким образом, они делятся своим личным опытом, позволяя получить бесценные знания.
Рекомендации:
- Электропаяльник должен быть мощностью от 60 до 100 Вт. Наиболее оптимальный электрический паяльник должен быть стоваттным. Менее мощный инструмент попросту не прогреет металл.
- Паяльник желательно выбирать с необгораемым жалом (наконечником).
- В качестве пропоя лучше использовать прутки оловянно-свинцового припоя. Также можно воспользоваться чистым оловом. Стоит отметить, что чистым оловом лучше паять предметы посуды, поскольку чистое олово не содержит вредоносного свинца в своем составе.

- Ортофосфорная кислота отлично служит в качестве флюса.
- Пайка должна производиться в открытом, хорошо проветриваемом помещении.
- Во время пайки следует применять индивидуальные средства защиты (СИЗ)
Это полезно знать
Для обработки нержавеющих сталей применяются припои на основе никеля системы Ni—Р, Ni — Сг — Мп. Припоями Ni — Сг — Мп можно соединять металлы в среде аргона с трехцветным бором. Во время пайки в вакууме посредством припоев, содержащих марганец, последний испаряется, тем самым засоряя вакуумную систему, окисляется, затрудняется смачивание сталей. Тиноли со значительным интервалом кристаллизации Ni—Сг—Мп неудовлетворительно смачивают поверхность стали, образуются паяные соединения.
Припой системы Ni — Р наносится на поверхность стали путем химического метода. По окончании нанесения химического никеля толщиной от 25 до 100 мкг, пайка производится в сухом водороде, вакууме, аргоне при температуре от 1000 до 1050 гр. С. Соединения, полученные в результате обработки припоем Ni — Р, показывают отличные показатели прочности, но вместе с тем швы отличаются недостаточной пластичностью, к тому же непригодны для конструкций с вибрационными и ударными нагрузками. Такие соединения совершенно не пригодны для работы в криогенных температурах.
Такие соединения совершенно не пригодны для работы в криогенных температурах.
Необходимо также брать во внимание тот факт, что пайка в печах производится в сопровождении значительного испарения из латуни цинка. Также наблюдается повышение температуры пайки.
Для соединения нержавеющих сталей применяются медно-марганцевые припои ВПр4 и ВПр2, которые легированы бором или литием. Данные тиноли отлично растекаются по поверхности сталей Х15Н8М2Ю, Х17Н5, НХ18Н10Т, Х18ДТ в среде проточного аргона. Данные тиноли недостаточно растворяют стали даже при выдержке в полтора часа в условиях температуры пайки.
Соединение деталей из стали 12Х18Н10Т можно производить т. в. ч. на воздухе с применением флюса №200. Таким образом, соединения стали 12Х18Н10Т при помощи вышеупомянутых припоев могут кратковременно работать в условиях температуры 600 гр. С, обеспечивать высокую прочность.
Тиноли системы Си — Ni — Si (ПЖ45, ВПр1), применяются во время пайки не гартованных нержавеющих сталей, для соединения конструкций, которые способны к возникновению натяжения. Предел прочности соединений 12Х18Н10Т составляет 28 кгс/мм2.
Предел прочности соединений 12Х18Н10Т составляет 28 кгс/мм2.
Паяные тинолем ПЖ45, а также ВПр1 соединения обладают достаточной теплоустойчивостью вплоть до 700 гр. С. К тому же они хладостойки до температуры 196 гр. С. Пайка нержавейки требует внимания и соблюдения технологической поочередности процедуры. В противном случае соединения могут получиться некачественными.
Похожие статьи
| |||||
| |||||
| |||||
| |||||

Пайка нержавейки — важные особенности процедуры
Пайка нержавейки – достаточно сложная процедура. К ней прибегают для соединения тонкостенных деталей, когда нет возможности выполнить сварку по технологии TIG. Это позволяет избежать чрезмерного температурного воздействия на рабочую поверхность.
Это позволяет избежать чрезмерного температурного воздействия на рабочую поверхность.
Блок: 1/11 | Кол-во символов: 247
Источник: https://svarka.guru/payka/tehnik/nerzhaveyki.html
Особенности процесса
Для работ с пищевыми емкостями можно использовать лишь бессвинцовые припои (например, олово и сплавы на его основе). Пайка изделий из нержавеющей стали — сложный процесс, для выполнения которого нужно обладать некоторыми знаниями и навыками. Лучшим припоем для работы с упомянутым металлом является олово. Благодаря этому материалу получится сделать качественное соединение. Однако для пайки чаще используют олово в случае, когда нужно прикрепить небольшие детали или заделать мелкие трещины. Припой продается в катушках или в виде брусков толщиной 2–4 мм.
В промышленности пайка с использованием олова применяется редко. А в домашних условиях для ремонта предметов быта (например, чайника из нержавейки) используют паяльник или газовую горелку, а также упомянутый припой. В этом случае главное — подготовить необходимые расходные материалы (расходники). Но не следует забывать: в ходе паяльных работ будут применяться раскаленные предметы и токсичные вещества, поэтому нужно соблюдать правила безопасности.
В этом случае главное — подготовить необходимые расходные материалы (расходники). Но не следует забывать: в ходе паяльных работ будут применяться раскаленные предметы и токсичные вещества, поэтому нужно соблюдать правила безопасности.
Блок: 2/12 | Кол-во символов: 1035
Источник: https://labuda.blog/199637
Для проведения работ нужно заранее подготовить все необходимые инструменты. Если пайка стали проводится в домашних условиях, нужен следующий инвентарь:
- Электрический паяльник. Оптимальная мощность оборудования — 100Вт. Как аналогичный вариант можно использовать ручную пропановую горелку.
- Раствор для обезжиривания рабочей поверхности.
- Флюс для пайки.
- Припой на основе олова.
- Ветошь.
Нельзя забывать про средства индивидуальной защиты — защитные очки, перчатки, костюм для работы и респиратор.
Типы припоевПрипой для пайки нержавейки считается основным расходным материалом при проведении работ. Существует две группы припоев:
Существует две группы припоев:
- Мягкие — смеси, изготавливающиеся из свинца и олова. Эти материалы увеличивают показатели пластичности и текучести расходного материала для создания соединительного шва. Недостаток мягких составов — низкая прочность отвердевшего материала.
- Твердые — используются в мастерских и на предприятиях. Составы содержат в себе 30% технического серебра, благодаря которому соединение получается прочным и долговечным.
Пайка нержавейки медно фосфорным припоем ,soldering stainless steel
Приготовление флюсаПравильная пайка нержавеющей стали требует от человека грамотного выбора флюса. Связано это с тем, что устойчивые к воздействию коррозийных процессов сплавы легко повредить в процессе сварки. Чтобы не допустить ошибки при выборе покупной смеси, можно приготовить её самостоятельно. Изготовление флюса:
- Взять порцию буры и такое же количество борной кислоты.
- Перемешать компоненты между собой.

- Разбавить чистой водой.
- Мешать до образования однородной массы.
Флюс паста для пайки в домашних условиях (рецепт времен Горбачева)
Готовый состав наносится на место спайки. После высыхания увеличивается показатель адгезии к обрабатываемой поверхности.
Самодельные флюсы не уступают покупным составам. Чтобы увеличить его эффективность, перед нанесением вещества требуется обработать металлическую поверхность наждачной бумагой или надфилем.
Нанесение флюса на трубку
Блок: 2/6 | Кол-во символов: 1973
Источник: https://metalloy.ru/obrabotka/pajka/nerzhavejki
Выбор припоя
Правильный припой для пайки нержавейки – залог качества соединения. На выбор подходящего материала оказывают влияние следующие факторы:
- состав металла;
- условия проведения работ.
В стандартных условиях пайку выполняют серебряным припоем – он обладает отличными антикоррозионными свойствами, а никель в его составе повышает прочность соединения. Визуально, соединение не будет отличаться от основной поверхности. Мастера считают серебряные составы лучшим материалом для пайки нержавейки. При этом использовать серебро без добавок запрещено. Для повышения качества соединения к нему добавляют медь или цинк.
Визуально, соединение не будет отличаться от основной поверхности. Мастера считают серебряные составы лучшим материалом для пайки нержавейки. При этом использовать серебро без добавок запрещено. Для повышения качества соединения к нему добавляют медь или цинк.
Блок: 3/11 | Кол-во символов: 619
Источник: https://svarka.guru/payka/tehnik/nerzhaveyki.html
Виды припоя и особенности выбора
Спаять предметы из стали нержавеющего типа своими руками можно как сплавами мягкого типа, так и твердыми. Припой для пайки нержавейки легкосплавного типа имеет в составе свинец, а также олово и обозначается маркой ПОС. Твердые сплавы состоят из тугоплавких металлов.
Наличие олова придает материалу высокую жидкотекучесть, а также хорошую пластичность в расплавленном виде. Это особенно удобно при запаивании нержавеющих элементов, так как оловянно–свинцовистый материал обладает превосходным раскислительным действием. Перед тем как паять нержавейку оловом, видео продемонстрирует начинающим все особенности данного процесса.
Наиболее прочные соединения получаются с применением твердых сплавов. Пайка деталей из нержавейки с их помощью выполняется в домашних, а также производственных условиях. Зачастую сплавы твердого типа имеют в составе техническое серебро. Величина этой серебряной составляющей может доходить до 30 % от всего количества металлов в сплаве. Обозначаются такие твердосплавные прутки маркой ПСр.
Хорошо припаять нержавеющие изделия, медные, а также из латуни, никеля, бронзы, чугуна и прочих металлов получается при использовании сплава марки HTS-528. Его поверхность изначально имеет флюсовый слой красноватого оттенка, который позволяет легко запаивать разнообразные предметы. При этом необходимо учитывать, что данный пруток плавится при 760 °С.
Блок: 4/7 | Кол-во символов: 1404
Источник: https://oxmetall.ru/pajka/kak-v-domashnih-usloviyah-zapajat-nerzhavejku
Пайка нержавеющей стали дома
Не секрет, что домашний мастер регулярно сталкивается с обыденными бытовыми трудностями, которые он вынужден устранять самостоятельно в домашних условиях. Однако иногда случается так, что человеку требуется выполнить работу, связанную с обработкой нержавейки.
Однако иногда случается так, что человеку требуется выполнить работу, связанную с обработкой нержавейки.
Разумеется, в большинстве случаев за данную работу мастер берется самостоятельно, выполняя ее в домашних условиях. Но для этих целей понадобятся некоторые знания, умения и навыки. Также потребуется обзавестись определенными инструментами и материалами.
Понадобится следующее:
- Электрический паяльник на сто ватт;
- Паяльная кислота;
- Наждачная бумага или напильник;
- Оловянный припой для обработки сталей;
- Стальной трос;
- Трубка.
После того как появилась определенность с материалами, инструментами, необходимыми для пайки рассматриваемого материала — нержавейки, следует проинформироваться относительно порядка действий при работе, так как четкая и организованная работа – залог успеха пайщика.
Порядок действий:
- Для обработки нержавеющей стали, необходимо с самого начала позаботиться о наличии паяльника мощностью 100 Вт, а также флюса.
 Обратите внимание на то, что более мощный паяльник брать для обработки нержавейки нецелесообразно. Флюсом может послужить паяльная кислота. Также позаботьтесь о том, чтобы под рукой имелся припой оловянно-свинцовый.
Обратите внимание на то, что более мощный паяльник брать для обработки нержавейки нецелесообразно. Флюсом может послужить паяльная кислота. Также позаботьтесь о том, чтобы под рукой имелся припой оловянно-свинцовый. - Как только все необходимые материалы, а также инструменты подготовлены для пайки, можете приступать к работе. Сначала следует зачистить место соединения нержавейки: сделать это возможно с помощью напильника ил наждачной бумаги, найти которые непроблематично. По окончании очистки рабочих поверхностей следует нанесение паяльной кислоты с последующим облуживанием. Если облуживание не выходит (припой не пристает к поверхности сталей), можете повторно нанести паяльную кислоту на хорошо разогретую поверхность, после чего выполнить облуживание вновь.
- В том случае, если вы сделали повторную попытку, и она не увенчалась успехом, а припой снова скатывается, необходимо рабочую поверхности нержавеющей стали обработать специализированной щеткой, которая может быть изготовлена собственноручно: возьмите кусок трубки (диаметр – 5 миллиметров), в который поместите тонкие жилы, взятые от стального троса. Таким образом, нанесите на участок пайки кислоту, а затем подведите к нему щетку и паяльник одновременно. После этого начните водить двумя инструментами. Надо сказать, что процедура отлично помогает при снятии оксидной пленки с поверхности металла (нержавеющей стали).
- Как только детали удалось отлудить, приступайте к спайке нержавейки, применяя в работе флюс и паяльник.
Блок: 2/6 | Кол-во символов: 2613
Источник: http://GoodSvarka.ru/pajka/nerzhavejki/
Типы припоев
Изделия из нержавеющих сталей можно паять как мягкими припоями, изготовленными на основе олова и свинца, так и твердыми типами присадочного материала, в состав которого входят более тугоплавкие металлы.
Мягкий припой за счет того, что его основу составляет олово, является легкоплавким материалом, отличающимся высокой пластичностью и жидкотекучестью в расплавленном состоянии. Что особенно важно при выполнении пайки изделий из нержавейки, он обладает хорошей раскислительной способностью.
Свойства мягких припоев
Более надежные соединения как в производственных, так и в домашних условиях позволяет получить пайка, выполняемая с использованием твердых припоев. Металлы, из которых их изготавливают, плавятся при более высокой температуре, чем олово, что и позволяет получать с их помощью надежные и долговечные соединения. Очень часто материалы данного типа производят на основе технического серебра, которого в их составе может содержаться до 30%.
Основные марки серебряных припоев
Одним из популярных типов твердого припоя является материал марки HTS-528, который успешно используется для пайки не только нержавейки, но и меди, латуни, бронзы, никеля и других металлов. Удобно, что он выпускается в виде прутка, поверхность которого уже покрыта слоем флюса. Работая с таким припоем в производственных условиях или дома, следует иметь в виду, что температура его плавления составляет 760°.
Припой HTS-528, представляет собой пруток, покрытый флюсом красного цвета. Помимо нержавейки подходит для чугуна и цветных металлов
Блок: 3/6 | Кол-во символов: 1555
Источник: http://met-all.org/obrabotka/prochie/pajka-nerzhavejki-domashnih-usloviyah-pripoj-flyus-video.html
Как выполнить пайку в домашних условиях
С такими задачами, как соединение деталей из нержавейки при помощи пайки и пайка нержавейки с медью, нередко сталкиваются и в домашних условиях. Изделия, изготовленные из нержавеющей стали, активно используются в быту уже на протяжении многих лет, поэтому, когда они по каким-либо причинам приходят в негодность, у любого домашнего мастера возникает естественное желание отремонтировать их самостоятельно. Следует сразу сказать, что спаять детали из нержавейки не так уж и сложно, главное – строго придерживаться технологии, а также запастись соответствующими инструментами и расходными материалами.
Освойте технику пайки на простых соединениях, а затем пробуйте работать с более ответственными деталями
Перед тем как приступать к пайке нержавейки, очень желательно не только изучить теоретический материал по данному вопросу, но и более подробно познакомиться с правилами его выполнения при помощи обучающих видео.
Чтобы паять изделия из нержавейки, вам потребуются следующие инструменты и расходные материалы:
- паяльник, работающий от электричества, мощность которого составляет не менее 100 Вт;
- специальная паяльная кислота, которая будет использована в качестве флюса;
- напильник или наждачная бумага;
- припой, специально предназначенный для соединения стальных деталей, основу которого составляют олово и свинец;
- трос, изготовленный из стали;
- металлическая трубка.
Материалы и инструменты для пайки
Подбирая паяльник для работы с нержавейкой, следует остановить свой выбор именно на инструменте с мощностью 100 Вт. Использование более мощного устройства для выполнения таких работ просто нецелесообразно.
Сам процесс пайки деталей из нержавейки выполняется по следующему алгоритму.
- В первую очередь необходимо тщательно зачистить место будущего соединения, для чего используется наждачная бумага или напильник.
- После подготовки поверхностей соединяемых деталей на них необходимо нанести флюс, в качестве которого, как уже говорилось выше, используется паяльная кислота. Основная задача флюса состоит в том, чтобы обеспечить качественное лужение соединяемых деталей.
- После того как поверхности соединяемых деталей обработаны флюсом, необходимо выполнить их лужение, которое заключается в нанесении на них тонкого слоя припоя, состоящего из олова и свинца. Если выполнить лужение с первого раза не удалось, то необходимо повторить такую процедуру, предварительно разогрев соединяемые детали.
- Даже после нагрева изделий и их повторной обработки флюсом лужение может не увенчаться успехом – припой будет просто скатываться с поверхности деталей, а не ложиться на них тонкой пленкой. В таком случае необходимо воспользоваться кисточкой с металлическими жилами, которую несложно изготовить из трубки и стального троса. Перед использованием такой щетки на поверхность деталей также необходимо нанести флюс (паяльную кислоту) и только затем, нагревая место будущего соединения паяльником, зачищать его при помощи металлической кисточки. Такая несложная методика позволяет эффективно очистить поверхность нержавейки от окисной пленки, которая, как правило, и является основным препятствием для осуществления качественного лужения.
- После того как на соединяемые изделия удалось нанести тонкий слой олова, можно начинать их паять. Выполняется такая процедура при помощи паяльника и припоя, которым заполняют стык между деталями.
Блок: 2/6 | Кол-во символов: 3408
Источник: http://met-all.org/obrabotka/prochie/pajka-nerzhavejki-domashnih-usloviyah-pripoj-flyus-video.html
Достоинства и недостатки пайки оловом
Использование оловянных материалов имеет свои особенности при работе. Эти мягкие сплавы имеют некоторые достоинства, облегчающие паяльный процесс:
- легкость и быстрота выполнения ремонта изделий небольшого размера;
- отсутствие длительной подготовительной процедуры;
- невысока цена расходного материала;
- в процессе обработки снижается текучесть нержавейки, что облегчает работу;
- высокое качество соединений для многих изделий невысокой ответственности.
Помимо явных положительных качеств имеются и некоторые недостатки применения оловянных сплавов:
- пайка имеет невысокую механическую прочность по сравнению с прочими способами выполнения неразъемных соединений;
- снижение температурного режима эксплуатации деталей из-за наличия олова;
- осложнения при спаивании из-за высокой текучести.
Блок: 5/7 | Кол-во символов: 821
Источник: https://oxmetall.ru/pajka/kak-v-domashnih-usloviyah-zapajat-nerzhavejku
Твердые припои на основе олова для пайки нержавеющей стали имеют существенные недостатки:
- Низкая прочность готового соединения.
- Температура, которую выдерживал материал, снижается до температуры плавления припоя.
Пайка твердым припоем
Из-за высокого показателя текучести твердого припоя при нагревании с ним сложно работать на вертикальных поверхностях.
Пайка нержавейки ,четыре вида припоя ( твердый) ч.1. soldering stainless steel
Блок: 4/6 | Кол-во символов: 473
Источник: https://metalloy.ru/obrabotka/pajka/nerzhavejki
Полезные советы
Специалисты, которые не раз имели возможность проводить пайку нержавеющей стали, уверяют, что данный процесс не так сложен. Вот несколько рекомендаций от них в случае использования паяльника:
- использовать для пайки надо паяльник с необгораемым жалом;
- мощность инструмента варьируется в диапазоне 60-100 Вт, оптимально 100. Выше использовать не стоит, перегрев заготовок – это перегрев припоя, который начнет закипать. Ниже тоже не желательно, потому что не будут образовываться молекулярные связи между всеми металлами, которые участвую в процессе пайки;
- после каждой операции жало инструмента рекомендуется очищать. Иногда приходится его затачивать;
- паять лучше оловянными прутками или оловянно-свинцовыми. Второй вид для стыковки пищевой нержавейки не используются. Чисто оловянный припой придется хорошо разогреть, хотя бы до консистенции размякшего пластилина. Вообще, металл должен быть жидким, именно в таком состоянии он сможет прилипнуть к стали;
- в качестве флюса используется ортофосфорная кислота. Канифоль, в силу нейтральности, для нержавейки не применяют;
Обязательно надо придерживаться техники безопасности, тем более, если пайка проводится в домашних условиях. Надо применять средства индивидуальной защиты, а так же организовать проветривание помещения или его вентиляцию.
Как видите, предостережений немало. Но учитывая их, можно говорить о высоком качестве конечного результата.
Блок: 8/8 | Кол-во символов: 1415
Источник: https://svaring.com/soldering/tehnologii/pajka-nerzhavejushhej-stali
Распространенные ошибки
Основной неприятностью при спаивании предметов из стали нержавеющего типа является неравномерность распределения сплава по обрабатываемому участку. Это происходит по причине плохой зачистки места пайки, а также недостаточного нагрева соединяемых поверхностей, особенно при их больших размерах.
На процесс работы влияет правильный подбор флюса и соответствующего припоя. Помимо буры, в качестве используемого флюсового материала применяются паяльные кислоты. Процесс обработки участков с оловом может вызывать трудности при его неправильной консистенции. Для хорошей пропайки оно должно быть в жидком виде.
Избегание этих основных ошибок при спаивании позволяет получить соединение высокой прочности и долговечности. Не забывайте давать соединительному шву остыть. При этом нельзя подвергать изделие механическому воздействию, а также сдвигать. По окончании процедуры следует хорошо промыть участок спайки. Это необходимо для удаления остатков флюса и сплава с поверхности детали.
Блок: 6/7 | Кол-во символов: 1004
Источник: https://oxmetall.ru/pajka/kak-v-domashnih-usloviyah-zapajat-nerzhavejku
Как соединить нержавеющие детали: оптимальная техника
Сначала необходимо оборудовать рабочее место. Стол должен быть стальным или иметь негорючую поверхность. Главное, чтобы он был ровным. Кроме того, нужно сделать качественную вытяжную вентиляцию. В свою очередь, чтобы спаять в домашних условиях несколько изделий в одно, надо покрыть их части оловом и зафиксировать между собой. Следующий шаг — одновременно нагреть детали, чтобы раскаленный припой соединился. Вероятно, олово придется добавлять в зону пайки, внося его на жале паяльника.
После этого нужно прогреть всю поверхность и, если припой лег качественно, необходимо положить детали на ровную поверхность. Изделие из нержавеющей стали, собранное из двух или более частей, нельзя шевелить до тех пор, пока соединения полностью не застынут. Лучше спаиваемые детали закрепить крепежными приспособлениями (например, струбцинами или тисками).
Блок: 6/12 | Кол-во символов: 901
Источник: https://labuda.blog/199637
Пайка газовой горелкой: ремонт чайника
Сначала необходимо тщательно зачистить наждачной бумагой зону пайки и убрать накипь возле поврежденного участка. Чтобы запаять чайник из нержавейки газовой горелкой, нужно следовать такой инструкции:
- Прогреть соединение пламенем, плавно перемещая устройство. Нагревание будет достаточным, когда припой начнет плавиться от прикасания к металлу.
- Нанести флюс (канифоль или ортофосфорную кислоту) на зону пайки.
- Наложить олово на поврежденное место, при этом нужно продолжать нагревать участок горелкой, чтобы вещество, расплавляясь, заполнило собой весь дефективный участок.
- Зашлифовать шов щеткой по металлу.
- Протереть запаянный участок спиртом для очистки его поверхности от окалин и окислов.
В ходе паяльных работ нужно следить за уровнем кислорода. Для определения этого параметра необходимо посмотреть на пламя, нормальный оттенок которого — синий. В перенасыщенном составе цвет будет бледным, что и указывает на переизбыток кислорода. Если проигнорировать это требование, велика вероятность, что нержавейка начнет окисляться.
Блок: 7/12 | Кол-во символов: 1073
Источник: https://labuda. blog/199637
Соединение с другими металлами
К соединению двух разных металлов, к примеру, к пайке меди с нержавейкой, надо подходить с позиции изучения их свойств. Металлы имеют разные температуры плавления, поэтому процесс пайки считается одним из сложных.
Соединение меди и нержавейки в домашних условиях включает обработку заготовок, лужение кромок и непосредственно сам процесс пайки.
При этом необходимо отметить, что паять медь и нержавейку можно паяльником или горелкой. Первый инструмент является маломощным, поэтому с твердыми припоями он работать не может.
Паяльник также не используют для пайки больших площадей соприкосновения из-за длительности процесса. К тому же флюс будет окисляться еще до того, как успеет полностью прогреться.
Горелка – наилучший вариант. С ее помощью можно паять не только нержавейку с медью, но и с латунью.
Кстати, при выборе припоя надо обратить внимание именно на прутки из латуни. Это в первую очередь самый распространенный материал для пайки нержавеющей стали, его можно использовать даже в соединении без флюса.
Надо учитывать, что латунь по многим параметрам уступает серебру. Зато она дешевле. Использовать ее надо только для пайки простых неответственных соединений.
Чтобы получить соединения высокой прочности, лучше взять медно-фосфорный припой. Он дороже, но это гарантия высококачественного спаивания. Но лучше всего – серебряные сплавы.
Процесс пайки меди или латуни с нержавейкой ничем от других не отличается. Надо зачистить кромки двух металлов, обезжирить их, провести лужение каждой кромки по отдельности.
Далее на рабочем столе надо уложить две заготовки так, чтобы между ними остался зазор не более 3 мм. Наносят флюс, разогревают, а затем в зону пайки подают припой.
Он должен расплавиться и растечься по границе заготовок. Как только зазор будет полностью заполнен, пайка прекращается. Остывают металлы естественным путем. Остатки флюса смывают водой.
Блок: 6/8 | Кол-во символов: 1903
Источник: https://svaring.com/soldering/tehnologii/pajka-nerzhavejushhej-stali
Вместо заключения
Флюс бура очень хорошо подходит для пайки нержавеющей стали. Он улучшает качество швов и препятствует их окислению. К тому же, он помогает осуществить лужение свариваемых деталей. Достаточно нанести тонкий слой флюса на предварительно зачищенную поверхность, чтобы получить достойный результат. При желании вы можете самостоятельно сделать флюс и использовать его для пайки деталей маленького размера.
А вы когда-нибудь выполняли пайку нержавеющей стали? Какой флюс и припой вы использовали? Поделитесь своим опытом в комментариях ниже. Он будет полезен для всех, кто только начал изучать азы сварки. Делитесь этой статьей в социальных сетях. Желаем удачи в работе!
Блок: 4/4 | Кол-во символов: 683
Источник: https://svarkaed.ru/rashodnye-materialy/flyus-i-svarochnaya-provoloka/flyus-dlya-pajki-nerzhavejki-olovom.html
Рекомендации
Естественно, без хорошего паяльника и флюса не получится сделать надежное соединение. Однако перед тем как паять нержавейку, нужно учесть и другие моменты:
- Желательно купить паяльник с жалом, которое не обгорает: срок службы такого инструмента больше, чем у обычного приспособления. Однако его надо постоянно чистить от накипи и затачивать. Кроме этого, рекомендуется использовать паяльник с постоянным нагревом: так получится сэкономить электроэнергию.
- Паять нержавейку без флюса — плохая идея, поскольку будет постоянно появляться оксидная пленка.
- Неопытным умельцам следует немного попрактиковаться на ненужных деталях и обрезках. Нужно помнить: надежное соединение трудно отодрать, а проверить его качество можно с помощью отвертки или шила.
- Деталь, обработанную растворителем, трогать можно лишь в перчатках, поскольку небольшое пятно, оставленное на поверхности, может испортить всю работу.
- Перед тем как припаять нержавейку к нержавейке, нужно обеспечить помещение хорошей вентиляцией. Кроме того, нельзя трогать руками разогретый металл или припой, а также вдыхать токсичные испарения.
- Емкости с веществами после использования необходимо сразу закрыть плотной крышкой.
- Готовую деталь нужно очистить от флюса и паяльного состава. Пищевые емкости обрабатываются мыльным раствором и кипятятся для нейтрализации агрессивных кислот.
Блок: 10/12 | Кол-во символов: 1350
Источник: https://labuda.blog/199637
Кол-во блоков: 21 | Общее кол-во символов: 23608
Количество использованных доноров: 8
Информация по каждому донору:
- https://metalloy.ru/obrabotka/pajka/nerzhavejki: использовано 2 блоков из 6, кол-во символов 2446 (10%)
- https://svaring.com/soldering/tehnologii/pajka-nerzhavejushhej-stali: использовано 2 блоков из 8, кол-во символов 3318 (14%)
- https://oxmetall.ru/pajka/kak-v-domashnih-usloviyah-zapajat-nerzhavejku: использовано 3 блоков из 7, кол-во символов 3229 (14%)
- http://GoodSvarka.ru/pajka/nerzhavejki/: использовано 1 блоков из 6, кол-во символов 2613 (11%)
- https://svarka. guru/payka/tehnik/nerzhaveyki.html: использовано 2 блоков из 11, кол-во символов 866 (4%)
- http://met-all.org/obrabotka/prochie/pajka-nerzhavejki-domashnih-usloviyah-pripoj-flyus-video.html: использовано 2 блоков из 6, кол-во символов 4963 (21%)
- https://labuda.blog/199637: использовано 5 блоков из 12, кол-во символов 5490 (23%)
- https://svarkaed.ru/rashodnye-materialy/flyus-i-svarochnaya-provoloka/flyus-dlya-pajki-nerzhavejki-olovom.html: использовано 1 блоков из 4, кол-во символов 683 (3%)
– пайка нержавейки
В предыдущих материалах мы рассмотрели электрические паяльники и газовые горелки, применяемые при пайке, а также ознакомились с припоями и флюсами.
Важно!!! Для всех работ с пищевым оборудованием нужно использовать ТОЛЬКО БЕССВИНЦОВЫЙ припой
Не забываем, что при пайке используются раскалённые предметы, агрессивные жидкости, напряжение 220 В. Будьте предельно бдительны, соблюдайте осторожность.
В этом материале будем паять нержавейку. Попутно рассмотрим особенности её пайки.
Для пайки нержавейки требуются более активные флюсы, чем для меди. Хотя, за счёт значительно меньшей теплопроводности нержавейка не так требовательна к мощности паяльника, и, в большинстве случаев, легко паяется без дополнительного нагрева.
Паяется нержавейка с ортофосфорной кислотой или хлоридом цинка. Наносить флюс нужно непосредственно перед пайкой, особенно это касается ортофосфорной кислоты, так как уже через 10 секунд пайка будет вестись более трудно из за образования плёнки фосфатов на поверхности металла.
Лично мне больше нравится паять нержавейку с хлоридом цинка – “паяльной кислотой”.
Наносим флюс на поверхность нержавейки
И прогреваем хорошо облуженным жалом паяльника. При необходимости вносим припой. С первого раза может залудиться не вся поверхность.
Повторно наносим флюс на незалуженные места и снова прогреваем паяльником. Повторяем до равномерного покрытия оловом поверхности металла.
В процессе неплохо поможет и канифоль, добавляемая в зону пайки. Она сделает пайку более гладкой и чистой за счёт удаления окислов с припоя.
По окончанию пайки изделие нужно отмыть от остатков флюса. Кислота легко смывается водой с добавлением моющих средств, а остатки канифоли лучше удалять в холодной воде (она становится хрупкой) используя скребки для мытья посуды.
Качественная пайка имеет равномерную поверхность. Правда, бессвинцовый припой не так хорошо смачивает металл, как обычный ПОС, но для пищевых целей подходит только он.
Для соединения двух частей из нержавейки соединяем их предварительно покрытыми оловом частями, и нагревая одновременно обе части даём расплавленному олову соединиться. Возможно, припой в процессе нужно будет добавить. Это можно сделать как внося его на кончике жала паяльника, так и непосредственно подавая проволоку в зону пайки. После внесения припоя хорошенько прогреваем всю зону пайки, и если припой лег как надо, убираем паяльник и даём соединению остыть. Ускорять остывание и шевелит детали в процессе не рекомендуется.
Если опыта в пайке нержавеющей стали немного, то перед пайкой ответственных изделий лучше потренироваться на ненужных обрезках/огрызках. При этом желательно разрушать пайку и анализировать результаты. Качественно выполненную пайку от нержавейки не отдерёшь Припой царапается, но от нержавейки не отстаёт.
На тему пайкипайки вообще, и нержавейки в частности есть неплохое видео:
За видео отдельное спасибо Трезвому роботу!
Основные инструменты при пайке – электрический паяльник и газовая горелка . Кроме нержавейки при сборке самогонных аппаратов широко применяют и пайка меди/латуни. Ну, и, конечно, самогонный аппарат не спаяешь без припоев и флюсов.
Как паять нержавейку в домашних условиях
Нержавеющая сталь наиболее часто встречающийся материал, из которого изготовлены приборы и приспособления, используемые нами в быту. Этот сплав имеет высокую прочность и устойчив к коррозийному воздействию.
Изделия из нержавеющей стали широко применяются при обустройстве двора частного домовладения, из-за своей долговечности в эксплуатации на открытом пространстве. Если вас заинтересовал этот материал и готовая продукция из него, читайте подробнее об этом на сайте, где сможете ознакомиться с предлагаемыми образцами.
Прочность и эстетичность
Народные умельцы часто берут в качестве корпусного материала при изготовлении приспособлений для бытовых нужд листы нержавеющей стали. Такое предпочтение обусловлено не только прочностными характеристиками материала, но и его эстетическим видом.
Листы нержавеющей стали легко поддаются обработке. Из такого материала неплохо получаются системы отвода дождевой воды, так как наличие обильной влаги таким изделиям совершенно не страшно.
Пайка нержавейки
При изготовлении любого изделия мастеру необходимо обеспечить надёжное соединение между собой элементов его конструкций. Для этого применяются различные способы их крепления, одним из которых является пайка.
Именно таким методом соединения обеспечивается надёжность и герметичность конструкций из нержавеющей стали. Однако, перед тем как начать пайку нержавейки, нужно основательно изучить особенности этого материала.
Осуществить этот процесс в домашних условиях вполне возможно. Под рукой необходимо иметь мощный паяльник, паяльную кислоту и оловянно-свинцовый припой. Итак, все необходимые инструменты и материалы в наличии приступаем к пайке нержавейки.
Чтобы получилось качественное соединение, необходимо выполнить следующий порядок действий:
- в первую очередь необходимо тщательно зачистить места соединения при помощи наждачной бумаги или напильника;
- на зачищенные поверхности наносим паяльную кислоту и подвергаем её обслуживанию;
- если припой не удерживается на стальной поверхности, попробуйте разогреть материал и повторить попытку;
- если процесс обслуживания прошёл удачно, начинайте пайку соединения, с помощью паяльника и флюса.
Отнеситесь к подготовке спаиваемых поверхностей с особым усердием, и весь дальнейший процесс пройдёт у вас без особых проблем.
Смотрите также:
Как установить откатные ворота с электроприводом? http://euroelectrica.ru/kak-ustanovit-otkatnyie-vorota-s-elektroprivodom/.
Интересное по теме: Какие светильники выбрать для освещения прихожей
Советы в статье “Как определяется цена деления шкалы измерительного прибора” здесь.
Пайка нержавеющей стали припоем с флюсом марки SSF-6 Muggyweld в видео:
Нержавеющая сталь пайка – Справочник химика 21
Серебряные припои образуют швы наибольшей пластичности и коррозийной стойкости. Используются главным образом для ответственных соединений деталей аппаратов и трубопроводов, выполненных из различных металлов, например меди и латуни, меди и нержавеющей стали. Пайкой серебряными припоями можно заменять соединения, выполняемые обычно аргоно-дуговой сваркой. Лучшие по механическим свойствам швы образует припой ПСр-45 [c.238]
Для пайки нержавеющих сталей и жаропрочных сплавов припоями на основе меди, серебра и никеля [c.390]
Иэ железо-никелевых сталей отметим нержавеющую сталь (18/о Сг и а/о Ni), инвар (36% Ni, 0,5% Мп и 0,5% С), практически не расширяющийся при нагревании платинит (0,15% С и 46% Ni), имеющий коэффициент термического расширения, как у стекла, и применяемый как заменитель платины для пайки со стеклом, и пр. [c.609]
Для пайки фильтрующих элементов из нержавеющей стали применяется серебряный припой. [c.223]
Для пайки конструкционных и нержавеющих сталей, медных и жаропрочных сплавов серебряными припоями [c.390]
Как и методы твердой пайки нержавеющей стали, пайка алюминия разработана в основном в лаборатории академии 1йм. Н. Е. Жуковского. [c.124]
Для пайки нержавеющей стали применяется насыщенный раствор хлористого цинка в соляной кислоте. [c.718]
ПСр 37,5 Пайка меди и медных сплавов с жаропрочными сплавами и нержавеющими сталями. [c.362]
СЕРЕБРО ИЗ ЛОМА НЕРЖАВЕЮЩЕЙ СТАЛИ С СЕРЕБРЯНОЙ ПАЙКОЙ [c.322]
Незамерзающие смеси 150 Нейтрализующие растворы 35 Нержавеющей стали пайка 99 Никелирование 57, 64 Никеля очистка 10 [c.154]
На рис. 6 показан сердечник противоточного теплообменника нз нержавеющей стали, используемый как газотурбинный рекуператор 11), Конструкция сердечника существенно отличается от конструкции ранее описанного алюминиевого, В рекуператоре применяется сочетание методов крепления элементов путем пайки и роликовой сварки, тогда как в алюминиевых сердечниках сварка не применяется. [c.304]
Лом нержавеющей стали с серебряной пайкой 322 - [c. 406]
ПСр 40 Пайка меди и латуни с коваром, никелем, с нержавеющими сталями и жаропрочными сплавами, пайка свин-цово-оловянистых бронз. [c.362]
Хлористый цинк 25% Соляная кислота (концентрированная) 25% Вода 50% — Для пайки нержавеющей стали с медью и ее сплавами [c.389]
Ниже приводится конкретный пример осуществления процесса. Элерон свер звукового военного самолета, выполненный из нержавеющей стали с серебрян( пайкой, разрезают с получением кусков максимального размера 30 см, которь затем снова подвергают резке до получения кусков с максимальным размером 4 С] Полученный материал просеивают на сите размером 30 меш и куски, оставшие иа сите, загружают в сеточный контейнер, являющийся анодом в процессе электр литической рафинации. [c.322]
Водород обладает такими физико-химическими свойствами, которые делают его весьма эффективным рабочим телом для использования в качестве охлаждающей и защитной среды. Термическую обработку некоторых металлов и изделий из них в ряде случаев необходимо проводить в условиях, исключающих их окисление, что и достигается в защитной атмосфере водорода. Водородную атмосферу применяют при светлом отжиге изделий из вольфрама и молибдена, малоуглеродистой стали, высококремнистой стали, медно-никелевых сплавов. Эта атмосфера пригодна при пайке медью нержавеющей стали. [c.560]
Самыми универсальным и простым по составу флюсом является водный раствор хлорида цинка (40 масс. %). Многочисленные вариации этого состава сводятся к частичной замене хлорида цинка хлоридами аммония, натрия, калия, меди или соляной кислотой (от долей процента до 80 % хлорида цинка) для снижения температуры плавления и повышения активности флюса. Безводные составы применяются в виде паст на основе вазелина, канифоли, парафина, глицерина и др. Основное назначение этих флюсов — пайка и лужение железа. Остатки флюсов после пайки должны тщательно удаляться в силу их высокой коррозионной активности. Для пайки нержавеющей стали применяется концентрированная ортофосфорная кислота, насыщенный раствор хлорида цинка и его смесь с соляной кислотой (25 масс. % кислоты). [c.794]
Водород В качестве защитной атмосферы применяется при отжиге изделий из вольфрама и молибдена. Кроме того, защитная атмосфера из водорода находит применение при отжиге малоуглеродистой стали, высококремнистой стали, медно-никелевых сплавов, при пайке медью нержавеющей стали, в процессах порошковой металлургии, связанных с получением малоуглеродистых черных металлов, вольфрама, молибдена и некоторых марок нержавеющей стали. [c.36]
Кроме того отдельные нержавеющие стали обладают способностью принимать воздушную закалку. Это обстоятельство следует принимать во внимание при технологических операциях, связанных с высоким нагревом, включая в это число пайку [c.174]
Несколько необычный, но удобный способ мягкой пайки алюминия, нержавеющей стали, а также стекла и керамики основан на нанесении припоя с помощью абразивного камня (бормащиной). Вначале пропитывают абразив, прижимая камень к палочке припоя. Теплота, выделяющаяся за счет трения, плавит металл, и последний ровным слоем растекается по абразиву. Луженый камень приводят в контакт с обрабатываемыми деталями. От трения припой вновь плавится и приходит в тесный контакт с поверхностью материала (там, где внешний слой удаляется за счет шлифовки). [c.184]
Ультразвуковой пайке подвергается большинство алюминиевых сплавов, а также бериллий и магний. Хорошо лудится нержавеющая сталь 1190]. Тугоплавкие сплавы и титан ультразвуковому лужению п пайке но поддаются. [c.218]
Пайка стали со сталью. С точки зрения как смачиваемости, так и текучести припоев по поверхности стали, для пайки последней вполне пригодны припои на основе меди. Их высокая текучесть объясняется тем, что при плавлении меди в ней растворяется небольшое количество (2,8%) железа, что повышает температуру ликвидуса только на 11 °С. Соединения из нержавеющей стали могут успешно паяться сплавом золото — ни [c. 58]
На одной из сторон образец имел хвостик длиной 40— 50 мм, к которому припаивался многожильный экранированный провод. При пайке нержавеющих сталей использовался флюс следующего состава ортофосфорная кислота 4 г, этиловый спирт 2 г, канифоль 1 г. Хвостовая часть образца с припаянным проводом вставлялась в стеклянную трубку диаметром 4—5 мм. Концы стеклянной трубки- с обеих сторон замазывались диабазовой кислотоупорной замазкой на жидком стекле. [c.95]
Пайка твердым припоем нержавеющих сталей или других подобных сплавов обычно производится при температурах в пределах от 1090° до 1200° С с применением одного из при-1юев, содержащих никель, железо, хром, кремний и бор в среде сухого водорода. Этот припой, диффундируя в основной металл, дает прочность соединения, равную по существу прочности основного металла. Как видно из рис. 2.6, пайка твердым припоем позволяет получить высококачественное соединение, но сами припои отличаются хрупкостью. В местах соединений твердым припоем недопустимы никакие сварные операции, так как возникающие при сварке напряжения могут привести к образованию трещин в твердом припое. [c.28]
Все аппараты изготовлены в основном из меди отдельные детали, находящиеся под значительным напряжением, сделаны из нержавеющей стали и сплава медь — кремнистая бронза. Все соединения трубопроводов по возможности сварены или запаяны твердой или мягкой пайками. [c.96]
Высота спирально навитых ребер ограничена пределом растяжения металла на вершине ребра в процессе его навивки. Этот предел может быть увеличен посредством шлицевания вершины винтовых ребер (см. рис. 2.1, ж) или с помощью складок у основания ребер (рис. 2.7, з). В зависимости от назначения навитая спиралью лента может быть припаяна мягким или твердым припоем или приварена роликовым швом к трубе, впрессована в прорезанную канавку или завальцована. Стенки канавки можно плотно осадить при заваль-цовке для жесткого сцепления с ребрами. Достоинство предлагаемых конструктивных исполнений с использованием механических, сварных или паяных соединений заключается в том, что ребра могут изготавливаться из материала, обладающего высокой теплопроводностью, например меди или алюминия, в то время как трубы — из более дешевых, прочных и коррозионностойких сплавов (углеродистых и нержавеющих сталей). На рис. 2.7, з представлены оребренные трубы с круглыми или квадратными выштампованными ребрами с дистанциопирующими распорками у основания. Для создания механически прочного соединения эти ребра могут быть напрессованы на трубы или припаяны мягким или твердым припоем. Напрессовывание ребер на трубу является дешевой операцией, применяемой для теплообменников, работающих при низких температурах, когда коррозия невелика пайка мягким или твер-. ым припоем, будучи более дорогой операцией, рекомендуется в тех случаях, когда высокая температура или коррозия ослабляют прессовую посадку и термическую связь между трубами и ребрами [61. Пальцевидные ребра, показанные на рис. 2.7, и, находят широкое применение в конструкциях многих тппот( котлов. Их преимуществом перед плоскими ребрами являются большая механическая прочность и устойчивость по отношению к коррозии и эрозии. [c.29]
ПСрМО 68-27-5 ПСр 70 ПСр 50 Пайка титана и титановых сплавов с нержавеющей сталью. [c.362]
ЛМ-1 Фторофосфорная кислота (плотность 1,6—1,7) 100 мл Этиленгликоль или спирт метиловый 400 мл Каии( юль 30 г 240—250 Для пайки хромоникелевых нержавеющих сталей припоями, содержащими более 30% олова [c.388]
Образец с припоем помещали в специальную установку, обеспечивающую нагрев, освещение и горизонтальное положение образца. Образец размером 40 X 40 X 3 из меди М1 был фрезерован по краям и правлен на прессе. В центре образца по стороне 40 X 40 снизу сверлили глухое отверстие для горячего спая термопары. Поверхность образца обрабатывали наждачным полотном (№ 280 перпендикулярно к направлению съемки), травлением (в 10%-ном водном растворе персульфата аммония) и полировкой. Перед загрузкой в печь поверхность образца обезжиривали и на нее помещали припой в виде компактного куска, объемом 64 и 300—400 мм флюса. При загрузке в печь образец укладывали на подложку из нержавеющей стали, расположенную на уровне съемки и нагретую до температуры пайки. Температуру образца замеряли хромель — алюмелевой термопарой. При температуре несколько ниже температуры начала плавления припоя включали кинокамеру и на секундомере фиксировали начало съемки. Контактный угол смачивания и линейный размер капли в процессе растекания определяли при проектировании кинопленки на экран (X 6). По времени, фиксированном на секундомере, и записи температуры определяли температуру в контакте медной пластины и припоя в различные моменты его растекания. Для исследования были выбраны три припоя РЬ (С-000), практически не взаимодействующий с медью и цинком, вытесняемым из реактивных флюсов 8п (ОВЧ-000)— способное к химическому взаимодействию с медью и контактно-реактивному плавлению с цинком припой П0С61 эвтектического состава (61% 8п, РЬ — остальное, Гпл = 183° С), слабее взаимодействующий с медью, чем олово. [c.81]
См. Серебро из лома нержавеющей стали с серебряной пайкой . 12 Ситтиг М. [c.345]
При газопламенной пайке нержавеющих сталей высокотемпературными припоями из-за недостаточной флюсующей способности. в частности буры и борной кислоты,в состав флюса вводят фтористыг калий (флюсы 284, 209, 18В) шш фтористый кальций (флюсы 200, [c.32]
Основное назначение порошков нержавеющих сталей— изготовление металлофильтров в виде лент (листов) методом прокатки порошков. Возможность сварки и пайки, высокая механическая прочность позволяют (в отличие от фильтровальных тканей и керамики) осуществлять надежное их крепление в фильтрующих рамках, каркасах и других конструкциях. Например, лента из стали Х18Н15-К толщиной 0,15 мм с пористостью 42% имеет фильтрующую способность 1000 см 1(см -сек) при прочности 3,5—4,5 кПмм . [c.237]
Когда устаревшие военные самолеты направляют на слом, детали из нержав ющей стали с серебряной пайкой отделяют от остальной части самолета и напрЭ ляют на выделение содержащихся в них металлов. В деталях из нержавеющей стал с серебряной пайкой содержится 5—30 % А и 2—15 % Си остаток составляет н( ржавеющая сталь. [c. 322]
Процесс для извлечения серебра был разработан Б. В. Даннингом, мл., Д. X. Чемберсом (патент США 4 090935, 23 мая 1978 г. Министерство внутре, них дел США). Способ предназначен для электролитического выделения серебр меди и нержавеющей стали из деталей военных самолетов, выполненных из нерж веющей стали с серебряной пайкой. Указанные детали содержат 5—30 % Ag, 2-15% Си, остальное — нержавеющая сталь. Схема данного процесса представле на рис. 144. [c.322]
Контактная коррозия развивается в растворах электролитов при контакте металлов, обладающих различными электрохимическими свойствами, например, системы углеродистая сталь/нержавеющая сталь, углеродистая сталь/алюминий (или его сплавы) и др. Контактная коррозия может возникать также в случаях, если различие элек-трохимичес1сих свойств обусловлено применением пайки или сварки при изготовлении конструкции из одного и того же металла или при контакте деталей, изготовленных из металла одной и той же марки, но существенно различающегося по своим свойствам в ее пределах. Механические напряжения, приводящие к изменению электрохимических характеристик металла, также могут вызвать возникновение контактной коррозии при соединении деталей из одного и того же металла, но по-разному механически обработанных. Таким образом, плохо продуманные с точки зрения конструкционного оформления сложные металлические объекты могут досрочно выходить из строя вследствие контактной коррозии. [c.134]
Диаметр проходного отверстия в этом затворе был увеличен, а корпус затвора из нержавеющей стали покрывался слоем никеля (толщиной 0,05 мм) для облегчения условий пайки в водО(родиой печи. В качестве смазки в затворе применялся дисульфид молибдена. Был предложен сильфонный затвор с полированным сферическим плунжером из нержавеющей стали, в котором закрытие происходит при вдавливании плунжера в седло из мягкой меди. [c.387]
Флюса № 3 30—40%-ный водный раствор хлористого цинка 2 об. Соляная кислота 1 об. 180-330 Для пайки нержавеющих сталей, в частности стали Х18НЮТ [c. 389]
Материалы для пайки – ЛЮБЛИНСКИЙ СВАРОЧНЫЙ ЦЕНТР
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.
Пайка нержавейки – SSN
Делаю паяные соединения из нержавейки 1.4541 и 1.4057. Из-за температуры, при которой сохраняется структура, мы не можем использовать связующее на основе серебра, поэтому решили использовать в качестве связующего латунь. Однако мой друг сказал мне, что латунь нельзя использовать для пайки нержавеющей стали. Не могли бы вы объяснить мне, почему латунь нельзя использовать для пайки нержавеющих сталей?
Мягкая пайка
Для пайки нержавеющих сталей используются два типа припоев: сплав чистого олова с температурой плавления около 230°С и сплав олово-серебро с температурой плавления 215-225°С. Аустенитные стали с 18 % Cr – 9 % Ni хорошо паяются мягким припоем, а ферритные стали с 17 % Cr требуют предварительной подготовки поверхности. Для аустенитных и ферритных сплавов, стабилизированных титаном или ниобием, пайка мягким припоем без надлежащей подготовки поверхности затруднена. Поверхностная обработка оказывает решающее влияние на явления смачиваемости при пайке. Протравленные поверхности (1 или 2D) лучше подходят для пайки, чем полированные поверхности (2В) или особенно поверхности после отжига с отжигом (2R).
Мягкая пайка обычно выполняется с помощью электрического паяльника, но также может использоваться нагрев кислородно-ацетиленовой горелкой. Процесс пайки требует использования соответствующего флюса, который в случае нержавеющих сталей не должен содержать хлоридов, отрицательно влияющих на их коррозионные свойства. Флюсы на основе ортофосфорной кислоты обеспечивают получение соответствующих свойств припоя и, кроме того, не содержат хлоридов. После пайки поверхность стали необходимо тщательно очистить от остатков флюса.
Для наилучшего качества паяных соединений из аустенитных или ферритных сталей следует использовать детали с соответствующей шероховатостью поверхности.
Пайка
Аустенитные нержавеющие стали (сплавы Fe-Cr-Ni) легко паяются припоями, в основном сплавами Cu, Ag-Cu-Zn-Sn, Ni-Cr-B или Ni-Cr-Si. Для пайки нержавеющих сталей с ферритной структурой (сплавы Fe-Cr) обычно используют сплавы Si-Cu-Sn-Ni, Ag-Cu-Zn-Ni или Ag-Cu-Zn-Sn, используя те же процедуры, что и для пайки аустенитных сталей. .Основное отличие при пайке ферритных сталей заключается в необходимости строго соблюдать температуру и время пайки во избежание чрезмерного роста зерен и выделения карбидов хрома.
Во избежание окисления поверхности нержавеющих сталей процесс пайки выполняется в вакууме или в контролируемой инертной атмосфере, такой как сухой водород или смесь водорода и азота. Для обеспечения низкого окислительного потенциала атмосферы уровень влажности должен соответствовать температуре точки росы не менее -55°С и по возможности -70°С. В зависимости от используемого припоя температура печи при пайке колеблется от 600°С до 1200°С, а скорость нагрева от 15°С/мин до 20°С/мин.
Охлаждение, с другой стороны, происходит сначала в вакууме, а затем с более высокой скоростью, чтобы избежать окисления стали, как в восстановительной атмосфере (для аустенитных сталей), так и в инертной атмосфере (для ферритных сталей). Во всех случаях время выдержки при температуре пайки не должно превышать строго определенного времени, необходимого для операции соединения.Хорошая смачиваемость основного материала припоем достигается уже через несколько минут.
Стабилизированные недревесные стали с ферритной структурой, подвергнутые пайке в вакууме или в защитном газе, требуют специальных процедур и соответствующих связующих веществ. Это требование связано с наличием стабилизирующих элементов, которые могут отрицательно влиять на явление смачиваемости. При этом пайку чаще всего производят в атмосфере: чистого водорода, водорода – 10% азота, водорода – 25% азота или в вакууме. Наиболее часто используемыми стабилизирующими элементами являются титан и ниобий. Ниобий не оказывает существенного влияния на явление смачиваемости, в то время как титан оказывает явно отрицательное влияние, особенно когда он присутствует в концентрации, превышающей необходимую для стабилизации стали. Современные припои, применяемые для этих марок стали, содержат Cu-30%Mn-5%Ni и Cu30%Mn-5%Ag, которые применяют при температуре 1000°С в вакууме 10-5 Торр, либо в чистом атмосферный водород с точкой росы -60°С. В таблице 1 показаны твердые припои для отдельных групп нержавеющих сталей.Нержавеющие стали обычно припаивают к бронзовым компонентам в системах питьевого водоснабжения, где фитинги из медных сплавов припаивают припоем Ag-Cu-Zn. Припои на основе бронзы (Cu-Sn) демонстрируют более низкую коррозионную стойкость в таких условиях и поэтому не используются для нержавеющих сталей. Большинство рекомендуемых сплавов (табл. 1) для соединения ферритных сталей основаны на сплаве Ag-Cu, который обеспечивает достаточную смачиваемость поверхности и, таким образом, прочное и долговечное паяное соединение.
Литература
[1].П.Дж. Cunat, Работа с нержавеющей сталью, Euro-Inox, 1998
Таблица 1. Основные припои для нержавеющих сталей
Классификация согласно ASTM – AWS | Обозначение согласно EN 1044 | Массовая концентрация элементов, % | Температура пайки (°C) | Родной металл * | ||||||||||
Аг | Медь | Ni | Цинк | Кр | Си | Сн | CD | Прочее | А | Ф | М | |||
Пакет 1 | Аг 302 | 45 | 15 | 16 | 24 | 620/730 | х | |||||||
БАг 1 и | Аг 301 | 50 | 15,5 | 16,5 | 18,0 | 630/760 | х | |||||||
| 900 002 мешка 4 900 007 | 40 | 30 | 2 | 28 | 780/900 | х | х | |||||||
| 900 002 меш 13 900 007 | 54 | 40 | 1 | 5 | 860/970 | х | х | х | ||||||
БАГ 21 | 63 | 28,5 | 2,5 | 6 | 800/900 | х | х | х | ||||||
БАГ 26 | 25 | 38 | 2 | 33 | Мп = 2 | 800/900 | х | |||||||
БНи 1 | Ni 101 | 74,1 | 14 | 4,0 | В = 3,4 | 1070/1200 | х | |||||||
БНи 2 | Ni 102 | 82,4 | 7 | 4,5 | В = 3,1 | 1010/1180 | х | х | ||||||
БНи 5 | Никель 105 | 71 | 19 | 10 | 1070/1200 | х | х | |||||||
* Сталь A: аустенитная, F: ферритная, M: мартенситная. | ||||||||||||||
.
ПАЙКА НЕРЖАВЕЮЩЕЙ СТАЛИ – Знания
Нержавеющие стали
паяются припоем из белого золота, серебра или латуни. Самая лучшая и надежная пайка – при использовании в качестве припоя белого золота, так как тогда образуется граничная полоска из смешанных кристаллов по обеим сторонам паяемого пространства.
Точность пайки нержавеющих сталей зависит в ювелирной практике от тех же условий, что и пайка других металлов и их сплавов, а именно – возможно малого зазора и надлежащей защиты от окисления спаиваемых поверхностей.Материал для пайки представляет собой буру, превращенную в пасту с небольшим количеством хлорида аммония с использованием дистиллированной воды. Эту пасту следует тщательно нанести на место пайки, затем высушить небольшим пламенем и, наконец, расплавить на глазурь таким образом, чтобы не образовалось вздутие.
Сам процесс пайки следует проводить на шамоте, а не на древесном угле. Как можно быстрее не припой, а место пайки должно быть доведено до температуры пайки. После того, как припой растекся и затек в щель, пламя убирают и проверяют пайку, а затем некоторое время прогревают более слабым пламенем участок, прилегающий к потоку припоя; это так называемыйзакалка, способствующая образованию смешанных кристаллов. После остывания припаянный предмет проваривают в 5% растворе серной кислоты для удаления припоя и массы, защищающей места пайки.
Для очистки (окрашивания) изделий из нержавеющей стали до и после пайки применяют царскую водку следующего состава: 3 части концентрированной технической соляной кислоты, 1 часть концентрированной технической азотной кислоты, 1 часть концентрированной технической серной кислоты.
При приготовлении этой ванны в конце добавляют серную кислоту, жидкость долго перемешивают и оставляют на несколько часов в проветриваемом месте. Приготовленную ванну хранят в герметичной бутыли в месте, где хрупкие инструменты не подвергаются ржавчине.
Помимо пайки в ювелирной практике, и особенно в серийном производстве, может применяться точечная электросварка. Он дает более слабое соединение, чем правильно выполненная пайка, но его достаточно для декоративных целей.Для этого требуется специальный аппарат.
.Комплект для мягкой пайки нержавеющей стали
TechCenter, буровые установки, буровые коронки, Eibenstock, Armack, инструменты, Zenten
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.
Пайка и мягкая пайка – практические примеры
Работа по дому часто требует от нас приобретения знаний, предназначенных для профессионалов. Так что если мы не хотим пользоваться услугами специалистов, или по каким-то причинам они недоступны в данный момент, а нам нужна скорость, стоит изучить эти знания. Одной из таких работ может быть, например, соединение металлических элементов воедино при создании или обслуживании водосточных желобов, систем отопления, электроустановок или систем водоснабжения и канализации.
В таких случаях может потребоваться пайка, также необходимая для ремонта электроники и некоторых строительных работ. В нашем руководстве мы обсудим различные виды пайки, а также подскажем, как эффективно паять конкретные материалы (пайка алюминия, пайка меди и т. д.).
Сварка и пайка
Однако, прежде чем мы перейдем к сути нашей темы, стоит подчеркнуть, что существует два основных способа соединения металлов.Первый – это сварка, при которой соединяемые элементы сплавляются таким образом, чтобы они подошли друг к другу. Линия такого соединения называется сварным швом. Существуют различные способы сварки в зависимости от соединяемых материалов, а также места, где происходит механическая обработка.
Процесс пайки совершенно другой. Однако этот метод соединения металлов основан на использовании связующего вещества. При пайке мы не вмешиваемся в состояние соединяемых элементов, а лишь расплавляем связующее, заполняющее пространство между сопрягаемыми поверхностями этих элементов. Неоспоримым преимуществом пайки является то, что она происходит при гораздо более низких температурах, чем при сварке.
Как и сварку, пайку можно выполнять разными способами. Помимо разделения на пайку флюсом, пайку без флюса, пайку с механическим удалением окислов, реактивную пайку и диффузионную пайку. Одной из классификаций этого подразделения также является пайка твердым припоем и мягкая пайка, и именно на них мы остановимся подробнее.Что именно они собой представляют и чем они отличаются друг от друга? Давай проверим.
Пайка
Считается, что этот метод пайки имеет температуру плавления более 450 градусов Цельсия. В качестве твердых припоев используются серебряный припой, фосфорный припой или медный припой. Пайку производят индукционными паяльниками, ацетилено-кислородными горелками, паяльными лампами или пропан-бутановыми горелками. Так паяют углеродистую сталь, медь, золото, серебро, латунь, бронзу, хромированную и никелевую сталь или спеченные карбиды.
Пайка является распространенным методом при разработке или обслуживании систем отопления, охлаждения и кондиционирования воздуха. Твердые припои обеспечивают высокую прочность. Они не восприимчивы к температурам, достигающим 100 градусов по Цельсию. Также они устойчивы к растяжению и механическим повреждениям. Однако следует помнить, что пайку следует применять только в хорошо проветриваемых помещениях, так как при обработке выделяются вредные газы.
Мягкая пайка
Совсем другая ситуация в случае мягкой пайки. Здесь температура, сопровождающая склеивание материалов, составляет менее 450 градусов Цельсия. Связующее изготавливается из оловянно-медных или оловянно-свинцовых припоев в виде проволоки или специальных палочек.
Благодаря тому, что они хорошо проводят электричество, и из-за относительно низких температур, при которых происходит мягкая сварка, его применяют в электронике.Мягкую пайку также иногда учитывают при работе на водяных и других системах, рабочая температура которых не превышает 110 градусов Цельсия.
Пайка алюминия
Алюминий, по сути, это название химического элемента. Всевозможные предметы, бытовая техника и даже велосипедные рамы, хотя их обычно называют алюминиевыми, на самом деле изготавливаются из алюминиевых сплавов с другими элементами. Термическая обработка этого материала долгие годы была невозможна из-за отсутствия подходящего припоя.
К счастью, их уже некоторое время можно купить в любом специализированном магазине. Такие припои представляют собой алюминий с добавлением кремния. Поэтому пайка алюминия стала наиболее распространенной практикой. Однако для этой цели вам понадобится подходящая пропан-бутановая горелка, с помощью которой мы будем склеивать алюминиевые элементы. Также стоит запастись такими инструментами, как сварочные клещи. Мы будем использовать их, чтобы, возможно, удерживать соединенные куски алюминия.
Теперь правильно нагрейте соединяемые детали до температуры, превышающей температуру плавления припоя.Время нагрева зависит от размера соединяемых элементов. Чем они больше, тем дольше будет нагреваться. Поэтому необходимо будет использовать большее пламя в горелке. Опытные специалисты используют наборы горелок, например, большую горелку с большим пламенем для предварительного нагрева и меньшую горелку для нагрева шва.
Медный припой
Медь – это металл, который отлично подходит в качестве материала для производства труб для водопровода, газа, кондиционирования и т. д.Медные трубы устойчивы к коррозии, легко соединяются, а также обладают бактерицидными и фунгицидными свойствами. Поэтому они долговечны и, кроме того, защищают от болезней, которые могут возникнуть в результате загрязнения воды. Соединение алюминиевых труб друг с другом, а также возможное обслуживание путем запайки отверстия в случае выхода из строя можно осуществлять двумя способами.
Одним из них является мягкая пайка. В этом случае для склеивания медных элементов можно использовать сильный паяльник, тепловую пушку или небольшую горелку, позволяющую использовать температуру не выше 450 градусов Цельсия.Во втором случае, т.е. при пайке, потребуется гораздо более производительное оборудование. Поэтому нет необходимости в пропан-бутановой горелке, ацетиленовой горелке или газовой горелке.
Однако в зависимости от типа установки следует иметь в виду, что при использовании пропан-бутановой горелки в процессе термообработки образуются загрязнения. Так что, если мы рассматриваем работы по созданию питьевого водоснабжения, то лучше эту горелку не использовать.Добавим, что в качестве связующего для пайки меди используется медный или оловянный припой.
Латунный припой
Латунь, благодаря своим физическим и химическим свойствам, нашла широкое применение. К сожалению, элементы из него очень часто трескаются или каким-либо другим образом повреждаются. Конечно, латунь можно паять, но чтобы соединения были эффективными, нужно знать физические и химические свойства как соединяемых деталей, так и припоя.
Начнем с того, что состав латуни может быть двойным – медь и цинк, или многокомпонентным – цинк и олово, свинец, марганец. Прежде чем приступить к пайке, следует знать точный состав латунных элементов. Здесь пригодится специальная маркировка. И так, что касается химического состава:
- В случае двухкомпонентных сплавов, т.е. сплавов цинка и меди, обозначение представляет собой букву “L” и число. Поскольку процентное содержание каждого из этих компонентов может варьироваться, число говорит нам, какой процент меди содержится в латуни.Например – L85 означает, что мы имеем дело со сплавом 85% меди и 15% цинка.
- В случае многокомпонентных сплавов мы имеем дело с двухбуквенной и двузначной маркировкой. Например, обозначение ЛА77-2 означает, что сплав содержит 77 % меди, 21 % цинка и 2 % алюминия.
Независимо от вида латунь обладает высокими антикоррозионными свойствами и достаточной прочностью. Однако для получения хороших результатов пайки необходимо правильно подобрать припой для данного типа латуни.Например, если речь идет о спайке латунных деталей с преобладающим процентным содержанием меди, то будет применяться серебряный припой, т.е. применение припоя, содержащего большой процент серебра (ПСр12 или ПСр72).
Если в латуни высокое содержание цинка, припой PSr40 является идеальным решением. Таким образом, ключом к успеху, который представляет собой постоянное и прочное соединение, будет определение температуры плавления деталей, подлежащих пайке, и выбор коэффициента теплового расширения.Также следует помнить, что латунная деталь должна образовывать так называемую гальванический пар. Если этого не произойдет, в месте соединения обязательно возникнет коррозия.
Для пайки латуни следует использовать паяльник мощностью не менее 1000 Вт. Такой прибор обеспечит соответствующую температуру для правильного нагрева спаиваемых деталей, а также самого припоя. Обычно эта температура должна быть 500 градусов Цельсия для пайки. Возможна, конечно, и мягкая пайка, но только в том случае, если в латуни высокое содержание меди.
По мнению многих специалистов, пайка латуни наиболее удобна с помощью таких устройств, как паяльные станции. Обычно они имеют функцию контроля температуры, что позволяет точно определить оптимальный режим нагрева.
Серебряный припой
В этом случае, прежде чем приступать к какой-либо работе, мы также должны знать как можно больше о составе припаиваемых элементов. Хотя температура плавления серебра составляет 960 градусов по Цельсию, вряд ли есть предметы, сделанные из его чистой формы.Следовательно, температура плавления сплава зависит от его составляющих. Если вы хотите паять серебро самостоятельно, то можете купить тугоплавкий припой с безопасной температурой плавления 240 градусов, характерный для ПС-2 и ПС-2,5. Однако из-за высокой стоимости серебра для любого ремонта мы настоятельно рекомендуем обращаться в ювелирный магазин.
Краткий обзор пайки и пайки мягким припоем
Итак, как видите, выбор метода пайки во многом зависит от типа металла, который мы хотим соединить друг с другом.Принимая решение о пайке или мягком припое, вы также должны выбрать правильное оборудование, позволяющее нагревать склеиваемые элементы и припой до нужной температуры. Во многих случаях, таких как пайка серебром или пайкой латунью, важно тщательно понимать процентный состав металлов, входящих в их сплавы.
.
Пайка в печи – Соединение металлов
Пайка в печи — это полуавтоматический процесс, при котором компоненты соединяются с использованием другого, более легкоплавкого материала (припоя). Пайка в печи позволяет конструкторам и инженерам соединять простые или сложные компоненты с помощью одного или сотен соединений.
В настоящее время одной из наиболее распространенных форм пайки в печи является процесс, осуществляемый в вакуумной печи, широко известный как вакуумная пайка.Соединяемые детали обычно очищают и фиксируют путем межоперационного нанесения припоя на соединяемые поверхности, а затем помещают на оснастку печи. Весь набор спаянных деталей доводится до точки плавления припоя, при этом из печи выдувается воздух для устранения любого окисления или загрязнения, возникающего по мере того, как припой становится жидким и заполняет зазор между соединяемыми деталями.
Преимущества
- Пайка дает конструкторам и инженерам возможность соединять простые или сложные компоненты с помощью одного или сотен соединений.
- Для очень сложных сборок пайка в печи успешно заменяет операцию сварки,
- Возможность совмещения операций пайки и закалки в одном цикле.
Приложения и материалы
Приложения включают:
- Авиационные детали, например прокладки двигателей, трубки
- Компоненты наземной турбины, рабочие колеса
- Коммерческие детали, например муфта двигателя газонокосилки
- Автозапчасти (детали выхлопной системы)
- Космические приложения
- Электронные устройства
Пайка в печи может использоваться для многих материалов, таких как алюминий, титан, сплавы на основе никеля, нержавеющая сталь и легированная сталь.Пайка позволяет соединять другие цветные материалы, такие как медные сплавы.
Соединяемые материалы определяют тип атмосферы, в которой сборка нагревается для соединения ее компонентов. Помимо вакуума к защитным или реактивным атмосферам относятся водород, азот, смесь водорода и других инертных газов, экзотермические и эндотермические газы, аргон и гелий.
Данные процесса
Соединение металлов и сплавов пайкой. Расплавленный припой заполняет зазор между нагретыми (до температуры плавления припоя) поверхностями.Чтобы расплавленный припой правильно заполнил зазоры между соединяемыми элементами, должны возникнуть капиллярные явления. Ключом к правильному выполнению процесса пайки является выбор соответствующего припоя для соединяемых материалов (физико-химические свойства), его форма (например, фольга, паста), правильная конструкция зазора и оптимальная конструкция и выбор параметров процесса. (время, температура). Обычно мы говорим о пайке, когда температура плавления припоя превышает 450°C (ниже 450°C мы имеем дело с мягкой пайкой).
Пайка в печи выполняется с использованием различных методов. К ним относятся различные конструкции печей, в том числе глухие и непрерывные печи с различной атмосферой.
Существует много типов пайки в печи, в том числе:
- Твердая пайка активного металла
- Вакуумная пайка алюминия
- Пайка в контролируемой атмосфере
- Пайка сотовых конструкций
- Твердая непрерывная пайка / сетчатая лента
- Пайка в восстановительной атмосфере
- Ремонт/восстановление пайки
- Вакуумная пайка
Эта услуга используется для изготовления сборок, имеющих одно или сотни соединений, соединенных другим, более легкоплавким материалом – соединениями под пайку.
.
Можно ли припаять серебро к нержавеющей стали? 💫 Научно-популярный мультимедийный портал. 2022
Для наиболее прочного соединения необходимо сваривать нержавеющую сталь. Но если правильно подготовить, серебряный припой будет прилипать к нержавеющей стали и вы сможете припой к ней припой меди, латуни или более нержавеющей стали. Соединение будет таким же прочным, как сам серебряный припой, и никогда не будет таким прочным, как нержавеющая сталь. Но если ваше приложение не требует прочности стали, засучите рукава и действуйте.
Чистота
Поверхности мест пайки должны быть очищены от грязи, коррозии, краски, масла или жира. Используйте растворитель и проволочную щетку или наждачную бумагу для очистки поверхностей обоих спаянных материалов. Припой лучше всего прилипает к чистому, блестящему голому металлу. Но любое постороннее вещество, даже следы чернил или карандаша там, где вы снимали мерки, могут разрушить паяное соединение.
Флюс и припой
Необходимо использовать флюс для пайки на кислотной основе, специально разработанный для пайки нержавеющей стали.Кислота разрушает покрытие из нержавеющей стали до такой степени, что припой будет прилипать. Содержание серебра в припое определяет прочность и температуру плавления, поскольку оба эти показателя увеличиваются с содержанием серебра. Например, 95-процентное олово и 5-процентное серебро плавятся примерно при 400 градусах. Припой с содержанием серебра от 20 до 40 процентов плавится примерно при 700 градусах. Выберите припой, достаточно сильный для вашего приложения.
Подходящая температура
Размер области, где вы хотите расплавить припой, вместе с типом используемого припоя определяют количество тепла, необходимое для плавления припоя.Бутан или пропан нагревают большую часть серебряного припоя до точки плавления, но если у вас большая площадь, газ MAPP является самым горячим. Медленно нагрейте область, чтобы струя могла действовать, затем нагрейте соединение. Как только детали станут достаточно горячими, припой сразу же расплавится, как только вы прикоснетесь к стыку, и он встанет на место, но будьте осторожны, чтобы не перегреть нержавеющую сталь. Он может окисляться и разрушать его антикоррозионные свойства.
Меры предосторожности
Пусть горячий металл расплавит припой.Никогда не пытайтесь расплавить припой горелкой. Всегда работайте в хорошо проветриваемом помещении. Горячие пары кислоты ядовиты. Кроме того, никогда не припаивайте нержавеющую сталь к электрическим или электронным соединениям. Со временем кислота в потоке разрывает электрическое соединение. Просверлите отверстие и используйте гайку и болт, болт или заклепку, чтобы выполнить электрическое соединение с нержавеющей сталью.
.
Флюс для пайки нержавейки оловом в Санкт-Петербурге: 255-товаров: бесплатная доставка, скидка-63% [перейти]
1 007
1122
Флюс ЛТИ-120, 1000 мл / нейтральный флюс/ защита от окисления удаление окисной пленки для предварительного лужения мягких припоев меди, олова, серебра, никеля
В МАГАЗИНЕще цены и похожие товары
348
422
Кислота ортофосфорная, 50 мл Антиржавчина / Средство удалитель – преобразователь ржавчины для металла, унитаза, сантехники, авто Флюс пайки олова и свинца
В МАГАЗИНЕще цены и похожие товары
339
400
Флюс для нержавейки и оцинковки, 2 шт по 30 мл, с капельницей Тип: Флюс для пайки, Размер: Длина
В МАГАЗИНЕще цены и похожие товары
290
380
Кислота ортофосфорная, 30 мл, с капельницей 2 шт Антиржавчина / Средство удалитель – преобразователь ржавчины для металла, унитаза, сантехники, авто Флюс пайки олова и свинца
В МАГАЗИНЕще цены и похожие товары
357
400
Флюс ЛТИ-120, 100 мл / нейтральный флюс/ защита от окисления удаление окисной пленки для предварительного лужения, мягких припоев, меди, олова, серебра, никеля
В МАГАЗИНЕще цены и похожие товары
348
410
Флюс ЛТИ-120 LUX, 50 мл / нейтральный флюс/ защита от окисления удаление окисной пленки для предварительного лужения мягких припоев меди, олова, серебра, никеля
В МАГАЗИНЕще цены и похожие товары
678
768
Флюс ЛТИ-120, 500 мл / нейтральный флюс/ защита от окисления удаление окисной пленки для предварительного лужения мягких припоев меди, олова, серебра, никеля
В МАГАЗИНЕще цены и похожие товары
348
580
Кислота ортофосфорная, 100 мл Антиржавчина / Средство удалитель – преобразователь ржавчины для металла, унитаза, сантехники, авто Флюс пайки олова и свинца
В МАГАЗИНЕще цены и похожие товары
Флюс для пайки нержавейки,оцинковки 30мл флакон пластик с капельницей ВТО
В МАГАЗИНЕще цены и похожие товары
Припой с канифолью ПОС-61 REXANT, 1 м, Ø1.5 мм, (олово 61%, свинец 39%), спираль, конверт припой с к
ПОДРОБНЕЕЕще цены и похожие товары
930
1030
Кислота ортофосфорная, 500 мл / Антиржавчина Средство удалитель – преобразователь ржавчины для металла, унитаза, сантехники, авто Флюс пайки олова и свинца
В МАГАЗИНЕще цены и похожие товары
690
820
Кислота ортофосфорная, Антиржавчина, Средство удалитель – преобразователь ржавчины для металла, унитаза, сантехники, авто, Флюс пайки олова и свинца, 500мл.
В МАГАЗИНЕще цены и похожие товары
Флюс для пайки REXANT, кислота ортофосфорная, 30 мл, флакон флюс, 30 мл, жидкий
ПОДРОБНЕЕЕще цены и похожие товары
159
190
Флюс паяльный Ф38Н для пайки нержавейки, бронзы 30 мл. Тип: Флюс для пайки, Размер: Длина 5.000
В МАГАЗИНЕще цены и похожие товары
Флюс для пайки REXANT, СКФ (спирто- канифольный), 30 мл, флакон флюс, 30 мл, жидкий
ПОДРОБНЕЕЕще цены и похожие товары
Флюс для пайки, сварки бура 30 гр. Тип: флюс
ПОДРОБНЕЕЕще цены и похожие товары
Флюс для пайки REXANT, кислота ортофосфорная, 100 мл, флакон флюс, 100 мл, жидкий
ПОДРОБНЕЕЕще цены и похожие товары
Паяльная паста Флюс XG-30 припой олово Sn63/Pb67 для Hakko 936 TS100 паяльник печатная плата SMT SMD инструмент для ремонта
ПОДРОБНЕЕЕще цены и похожие товары
Флюс для пайки REXANT, ЛТИ-120, 30 мл, с кисточкой, флакон флюс, 30 мл, жидкий
ПОДРОБНЕЕЕще цены и похожие товары
Флюс для пайки нержавейки,оцинковки 30мл флакон пластик с капельницей ВТО Тип: флюс, Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
Флюс для пайки, сварки вами Connector ФВ-30 Тип: флюс, Производитель: Connector, Вес: 30г
ПОДРОБНЕЕЕще цены и похожие товары
Флюс для пайки REXANT, тагс, 30 мл, флакон флюс, 30 мл, жидкий
ПОДРОБНЕЕЕще цены и похожие товары
Оловянно свинцовый припой с канифольным ядром, 0,6/0,8/1/1, 2/1 мм, 63/37 флюс 2.0%, 50 г, бухта провода для пайки
ПОДРОБНЕЕЕще цены и похожие товары
Флюс для пайки REXANT, ЛТИ-120, 100 мл, флакон флюс, 100 мл, жидкий
ПОДРОБНЕЕЕще цены и похожие товары
260
370
Флюс для печатных плат универсальный, 2 шт по 30 мл, с капельницей Тип: Флюс для пайки, Размер:
В МАГАЗИНЕще цены и похожие товары
Флюс для пайки REXANT, ЛТИ-120, 30 мл, флакон флюс, 30 мл, жидкий
ПОДРОБНЕЕЕще цены и похожие товары
310
418
Припой Флюс Канифоль в баночке 10г Тип: Флюс для пайки, Размер: Длина 4.000 Ширина 4.000 Высота
В МАГАЗИНЕще цены и похожие товары
354
599
Флюс RMA-223, 10г Тип: Флюс для пайки, Размер: Длина 15. 000 Ширина 15.000 Высота 10.000, Вес: 100
В МАГАЗИНЕще цены и похожие товары
Припой с канифолью ПОС-30 REXANT, 10 г, Ø1.0 мм, (олово 30%, свинец 70%), колба припой с канифолью,
ПОДРОБНЕЕЕще цены и похожие товары
149
250
Флюс для пайки ФКСп спирто-канифольный 20 мл с кисточкой Тип: Флюс для пайки, Размер: Длина 7. 000
В МАГАЗИНЕще цены и похожие товары
341
460
Припой Флюс кислота паяльная 100мл Тип: Флюс для пайки, Размер: Длина 9.000 Ширина 9.000 Высота
В МАГАЗИНЕще цены и похожие товары
Флюс для пайки REXANT, кислота ортофосфорная, 500 мл, флакон флюс, 500 мл, жидкий
ПОДРОБНЕЕЕще цены и похожие товары
Флюс ЗУБР (для AL), Ф 61или ФТКА, пластиковый флакон, 30мл {55493-030} Тип: активный, Бренд: ЗУБР,
В МАГАЗИНЕще цены и похожие товары
Флюс для пайки REXANT, гель TT KELLER индикаторный, 20 мл, банка флюс, 20 мл, гель
ПОДРОБНЕЕЕще цены и похожие товары
461
735
Флюс RMA-223, 10г, 2шт Тип: Флюс для пайки, Размер: Длина 15.000 Ширина 15.000 Высота 10.000, Вес:
В МАГАЗИНЕще цены и похожие товары
Припой с канифолью ПОС-61 REXANT, 10 г, Ø1.0 мм, (олово 61%, свинец 39%), колба припой с канифолью,
ПОДРОБНЕЕЕще цены и похожие товары
Флюс Rexant 09-3610
В МАГАЗИНЕще цены и похожие товары
Флюс для пайки REXANT, паяльная кислота, 30 мл, флакон флюс, 30 мл, жидкий
ПОДРОБНЕЕЕще цены и похожие товары
338
500
Флюс-гель для пайки Flux RMA-223, 10г Тип: Флюс для пайки, Размер: Длина 10. 000 Ширина 5.000 Высота
В МАГАЗИНЕще цены и похожие товары
Флюс для пайки REXANT, СКФ (спирто- канифольный), 100 мл, флакон флюс, 100 мл, жидкий
ПОДРОБНЕЕЕще цены и похожие товары
Припой без канифоли ПОС-30 REXANT, 10 г, Ø1.0 мм, (олово 30%, свинец 70%), колба припой, диаметр 1 м
ПОДРОБНЕЕЕще цены и похожие товары
299
340
Флюс паяльный для алюминия Ф-59а, флакон ПЭТ, 2 шт по 30 мл. Тип: Флюс для пайки, Размер: Длина
В МАГАЗИНЕще цены и похожие товары
224
299
Флюс для пайки канифольный ЛТИ-120 с кисточкой,20 мл. Тип: Канифоль для пайки, Флюс для пайки,
В МАГАЗИНЕще цены и похожие товары
Флюс для пайки Rexant, паяльный жир Активный, 20 мл, банка, блистер {09-3670-1} Бренд: Rexant, Код
В МАГАЗИНЕще цены и похожие товары
372
502
Припой Флюс Жидкая канифоль 50мл Тип: Флюс для пайки, Размер: Длина 7.000 Ширина 7.000 Высота
В МАГАЗИНЕще цены и похожие товары
флюс CyberFlux Е-700 PRO, универсальный зеленый, 5 гр PRO Тип: флюс, Партномер: Е-700 PRO
В МАГАЗИН
за 1-2 часа, курьером
Еще цены и похожие товары
365
493
Жидкая канифоль Lux (Кист) 20мл Тип: Канифоль для пайки, Размер: Длина 6.000 Ширина 6.000 Высота
В МАГАЗИНЕще цены и похожие товары
1 110
1900
Флюс для пайки AMTECH NC-559-ASM (100g) Тип: Флюс для пайки, Размер: Длина 10.000 Ширина 5.000
В МАГАЗИНЕще цены и похожие товары
Припой с канифолью REXANT, 500 г, Ø2.0 мм, (олово 60%, свинец 40%), катушка Оловянно- свинцовый прип
ПОДРОБНЕЕЕще цены и похожие товары
182
210
Флюс паяльный высокоактивный Solins Ф-38Н для пайки манганина, константана, нихрома, нержавеющих сталей и других металлов, флакон ПЭТ, 20 мл
В МАГАЗИНЕще цены и похожие товары
263
440
Флюс ЛТИ-120, 22мл с кисточкой Тип: Флюс для пайки, Размер: Длина 16.500 Ширина 10.500 Высота
В МАГАЗИНЕще цены и похожие товары
242
242
Флюс д/алюм. Ф-61 А фл.22мл (флакон с кистью) Тип: Флюс для пайки, Размер: Длина 8.000 Ширина 3.000
В МАГАЗИНЕще цены и похожие товары
флюс ФКСп, ПЭТ-22 мл, с кистью ФКСп Тип: флюс, Партномер: ФКСп, объем: 22
В МАГАЗИН
за 1-2 часа, курьером
Еще цены и похожие товары
Флюс для пайки “Паяльная кислота” Rexant (30 мл) {09-3610} Бренд: Rexant, Код
В МАГАЗИНЕще цены и похожие товары
170
205
Паяльная кислота (флюс ФЦА) для пайки меди, сталей, высокохромистых никеля, 22 мл, с кистью Тип:
В МАГАЗИНЕще цены и похожие товары
флюс для печатных плат универсальный флакон 30 мл пластик с капельницей Тип: флюс
В МАГАЗИН
за 1-2 часа, курьером
Еще цены и похожие товары
флюс для пайки, 100 г RMA-223-TF(UV) Тип: флюс, Партномер: RMA-223-TF(UV), вес: 100
В МАГАЗИН
за 1-2 часа, курьером
Еще цены и похожие товары
863
1438
Флюс Kingbo RMA-218, 100 г Тип: Флюс для пайки, Размер: Длина 16. 500 Ширина 10.500 Высота 5.000,
В МАГАЗИНЕще цены и похожие товары
404
545
Припой Флюс Нашатырь 100г Тип: Флюс для пайки, Размер: Длина 7.000 Ширина 7.000 Высота 5.000, Вес:
В МАГАЗИНЕще цены и похожие товары
Флюс Rexant 09-3625
В МАГАЗИНЕще цены и похожие товары
162
227
Флюс ЭРА PL-F01 для пайки ЛТИ-120 30 мл Тип: Флюс для пайки, Размер: Длина 7.500 Ширина 4.000
В МАГАЗИНЕще цены и похожие товары
Флюс Rexant 09-3660
ПОДРОБНЕЕЕще цены и похожие товары
Припой без канифоли ПОС-90 REXANT, 10 г, Ø1.0 мм, (олово 90%, свинец 10%), колба хорошо сопротивляются разрывам. особенности: температура плавления 183-220 °С интервал кристаллизации 37° плотность 7.9 кг/мᶟ низкое удельное электросопротивление 0.12 Ом мм²/м
ПОДРОБНЕЕЕще цены и похожие товары
213
287
Флюс паяльный для алюминия 25мл Тип: Флюс для пайки, Размер: Длина 10. 000 Ширина 8.000 Высота
В МАГАЗИНЕще цены и похожие товары
Припой без канифоли ПОС-61 REXANT, 10 г, Ø1.0 мм, (олово 61%, свинец 39%), колба Припой ПОС-61 предс
ПОДРОБНЕЕЕще цены и похожие товары
Флюс для пайки “Rexant “СКФ спирто-канифольный, 30 мл. 09-3640 Тип: Набор для пайки, Название
В МАГАЗИНЕще цены и похожие товары
2 страница из 18
Флюс для пайки алюминия и нержавейки: своими руками
Флюс – вещество, необходимое для аккуратного удаления окисей металлов, образующихся при пайке.
Кроме того, нанесение флюса позволяет защитить обрабатываемый металл от окисления и обеспечить оптимальное растекание припоя.
Какой же использовать флюс для пайки алюминия, нержавеющей стали, серебра, микросхем BGA, а также других материалов, и как сделать его своими руками?
Выбор флюса зависит от особенностей соединяемых поверхностей, а также используемых материалов, ведь при пайке оловом и твердыми припоями применяются разные составы.
Содержание
- 1 Разновидности, типы флюса
- 2 На какие параметры ориентироваться в выборе?
- 3 Жидкие флюсы
- 3.1 Для пайки алюминия
- 3.2 Для пайки нержавеющей стали
- 4 Использование твердых припоев
- 5 Работа с латунью и медными трубами
- 6 Как самостоятельно приготовить флюс?
Разновидности, типы флюса
Важно учитывать, что температура плавления припоя обязательно должна быть выше, чем плавления флюса.
Вещество может поставляться в различных формах:
- Жидкость.
- Паста (часто применяется для микросхем BGA).
- Порошок.
Наиболее распространенные средства, используемые для спайки деталей – ортофосфорная кислота, канифоль, нашатырь, бура. Выбор зависит от используемого материала – для латуни и нержавейки актуальны разные составы.
На какие параметры ориентироваться в выборе?
Существует классификация флюсов, что позволяет определить подходящий вариант, подобрав состав для BGA микросхем, латуни, нержавейки и других материалов.
Вещества различаются в зависимости от:
- Температурного интервала (низко и высокотемпературные).
- Используемого растворителя (водные и неводные).
- Механизма действия (защитные, реактивные, химические).
- Состоянию (жидкие, твердые, пастообразные).
Важно учитывать, что работа с каждым типом припоя (свинцом или оловом) обладает определенными особенностями, а потому приступая к соединению материалов, необходимо в точности следовать установленной технологии, используемой для нержавейки или же латуни.
Жидкие флюсы
Ассортимент подобной продукции достаточно широк и разнообразен – можно подобрать оптимальный вариант для латуни, микросхем BGA или нержавеющей стали.
Выбирая жидкий флюс для пайки меди, стоит учитывать, что в этом случае лучше пользоваться не феном, а паяльником.
Удобнее всего купить уже готовые варианты, которые можно использовать сразу после открытия – это значительно экономит время.
Для удобства использования жидкого средства, стоит воспользоваться шприцом, что позволяет выверить требующееся количество вещества.
Как правило, подобные товары поставляются в различной расфасовке, а потому не составит подобрать подходящий объем для пайки латуни или нержавейки.
Если оценивать с финансовой точки зрения, то жидкие флюсы более выгодны. Такое средство позволяет обеспечить отличное качество пайки, и является оптимальным решением для хрупких BGA микросхем.
Вот только стоит учитывать, что работать с таким материалом не всегда удобно, так как он очень быстро растекается по плате – чтобы освоить эту науку потребуется практика. Кроме того, приступая к процессу, стоит надеть старую одежду – брызги моментально испортят вещь.
Для пайки алюминия
Существует распространенное заблуждение о том, что сделать в домашних условиях качественную пайку алюминия практически невозможно.
На самом деле этот металл действительно плохо поддается подобной обработке, в отличие от нержавейки и латуни, но правильно выбрав флюс и мягкий припой на основе олова, удастся достичь желаемой цели. Одним из самых распространенных вариантов — Ф-64, а также ФТБф.
При желании, средство для работы с алюминием можно сделать и самостоятельно, воспользовавшись уже имеющимися веществами, а также используя припой на основе олова. Но важно учитывать, что это несколько осложнит процесс и сделает выполнение поставленной задачи более трудоемким.
Экономить на материалах не следует, ведь качество пайки непосредственно зависит от используемого вещества. Работать лучше феном, что значительно ускорит процесс.
Для пайки алюминия применяются следующие рецепты:
- Хлористый натрий+Криолит+Хлористый Калий+Сернокислый натрий+Хлористый литий.
- Олеиновая Кислота+Йодистый литий.
- Натрий Фтористый+Хлористый цинк, калий и литий.
Как показывает практика, чем больше компонентов, тем выше качество пайки алюминия. Также для этого металла очень часто применяются вещества, созданные на основе ортофосфорной кислоты (как и для нержавейки).
Для пайки нержавеющей стали
Работа с нержавейкой не представляет особых сложностей – важно лишь соблюдать технику безопасности. С учетом того, что этот материал обладает низкой теплопроводностью, не требуется использование оборудования повышенной мощности – процедура пайки легко выполняется даже без интенсивного нагрева.
Для нержавейки чаще всего используются следующие вещества:
- Хлорид Цинка.
- Ортофосфорная кислота.
Нужно нанести флюс на поверхность, после чего сразу приступить к работе. В противном случае всего за несколько секунд образуется плотная пленка, что значительно осложнит процесс соединения деталей. Работая с пищевым оборудованием, изготовленным из нержавеющей стали, ни в коем случае нельзя использовать свинцовый припой.
Также для обработки нержавейки не используется канифоль – необходимо подобрать активный флюс.
При отсутствии подходящего средства можно использовать и буру – паста или порошок аккуратно наносятся на место будущего шва. Пайка нержавейки без флюса довольно сложна, очень часто в процессе обработки деталей и вовсе потребуется повторное нанесение защитного вещества. В противном случае распределение припоя по поверхности значительно осложнит образование оксидной пленки.
Использование твердых припоев
Если необходимо аккуратно соединить проблемные места, подвергающиеся воздействию негативных внешний факторов, то в данном случае будет актуально использование твердых припоев.
Это составы, которые используются при температуре выше 450 градусов.
Среди них:
- Чистая медь.
- Медь+цинк.
- Медь+фосфор.
Для пайки серебром используется специальное безотмывочное вещество. Важно учитывать, что твердые припои в зависимости от используемого температурного режима: тугоплавкие и легкоплавкие.
Что немаловажно, в качестве альтернативы дорогостоящим серебряным флюсам, применяется сочетание меди и фосфора. Это лучший вариант для латуни или же бронзы.А вот для железа, низкоуглеродистых сталей и черных металлов подобный вариант неактуален – готовый шов будет недолговечным. Безусловно, самый удобный в работе вариант – серебряные припои, которые представляют собой сочетание меди, цинка и серебра. Но они не получили широкое распространение из-за высокой цены – чаще всего подобный вариант используется для спайки проводов или плат, содержащих серебряные компоненты.
Работа с латунью и медными трубами
Если говорить о пайке латуни, то чаще всего речь идет о работе с оловом, а также оловянно- свинцовыми припоями. В данном случае удобно работать не феном, а паяльником. Кроме того, использовать стандартную канифольно-спиртовую смесь недопустимо – важно правильно подобрать подходящий для латуни состав, который позволит качественно удалить оксидную пленку.
Оптимальный вариант – сочетания на основе хлористого цинка. Можно и вовсе приготовить смесь своими руками, используя для этой цели буру. Это позволит сделать вещество, которое способствует лучшему растеканию связывающего компонента.
Важно также учитывать, что необходимо не только правильно подобрать флюс для пайки медных труб, но и определиться с выбором подходящего припоя. Для этой цели прекрасно подходят компоненты из серебра, а также соединения меди и фосфора.
Если же предстоит работать с материалом, содержание меди в котором невелико, стоит использовать в качестве припоя латунь. Для радиаторов и других элементов отопительной системы используют твердые припои, чтобы обеспечить максимально возможную прочность соединения.
Как самостоятельно приготовить флюс?
Существует целый ряд требований, предъявляемых к используемым флюсам. Знание этой информации поможет подобрать подходящее вещество для серебра, нержавеющей стали или любых других материалов.
При желании подходящий флюс можно создать и своими руками, тем более что в домашних условиях наверняка найдутся подходящие компоненты.
Один из самых простых рецептов представляет собой соединение следующих веществ:
- Медицинский спирт.
- Размельченная канифоль.
Засыпать канифоль в небольшую емкость, залить спиртом и плотно закрыть – настаивать несколько дней, после чего можно приступать к работе.
Правильный выбор флюса и припоя для микросхем BGA или других материалов позволяет обеспечить высокое качество пайки и сделать процесс менее трудоемким. При желании нужный состав можно и вовсе приготовить в домашних условиях.
Как паять нержавеющую сталь с помощью паяльника
Иногда при сантехнических и кровельных работах вам может понадобиться соединить два куска нержавеющей стали вместе. В таких случаях пайка является одним из самых дешевых и простых решений. Поскольку температура плавления припоя намного ниже, чем у нержавеющей стали, его можно безопасно использовать для соединения двух деталей из нержавеющей стали.
К сожалению, все металлы склонны к образованию оксидного слоя на поверхности, если их оставить на воздухе. С другой стороны, нержавеющая сталь образует довольно стойкий оксидный слой. Этот оксидный слой препятствует прилипанию припоя к поверхности.
Описание
Предварительная обработка нержавеющей стали
Как уже говорилось, оксидный слой затрудняет сцепление припоя с нержавеющей сталью. Поэтому перед пайкой поверхность нержавейки необходимо обработать для удаления оксидного слоя.
1. Работайте в хорошо проветриваемом помещении и надевайте защитное снаряжение
Обработка поверхностей из нержавеющей стали требует использования химикатов и токсинов, которые могут нанести вам физический вред. Поэтому перед тем, как приступить к обработке поверхности из нержавейки, необходимо принять все необходимые меры предосторожности.
Первое и самое главное – надевайте защитные очки. Это связано с тем, что если какой-либо из растворителей или химических веществ попадет в глаза, это может привести к серьезному повреждению.
Следующее, о чем стоит беспокоиться, это токсичные газы или пары, которые могут выделять химикаты. Хотя ношение маски дает вам некоторый уровень защиты, всегда рекомендуется работать на открытом воздухе. Если вы работаете в закрытом помещении, убедитесь, что оно хорошо проветривается. Держите окна и двери открытыми в течение всего процесса.
2. Протрите поверхность из нержавеющей стали растворителем для удаления масла и жира
Масляные и жировые загрязнения также препятствуют прилипанию припоя к поверхности. Их следует чистить в первую очередь. Просто налейте обильное количество растворителя на тряпку и протрите поверхность. Изопропиловый спирт является отличным растворителем для этой цели. Однако для удаления жира этого может быть недостаточно. В таких случаях нужно использовать ацетон.
Конечно, вы должны соблюдать осторожность при обращении с ацетоном, так как он не только вызывает коррозию, но и легко воспламеняется. Держите подальше открытый огонь и надевайте защитные перчатки. Держите под рукой немного воды на случай, если вы в конечном итоге прольете ее на кожу.
3. Удалите твердые загрязнения с помощью металлической проволочной щетки
Некоторые твердые загрязнения, такие как пыль и т. д., невозможно удалить с помощью растворителей. Поэтому единственный способ удалить их — использовать металлическую щетку. Вы также можете немного сделать поверхность шероховатой, чтобы припой лучше прилипал к ней.
4. Нанесите флюс на кислотной основе на стальную поверхность
Даже после очистки поверхности растворителями и металлическими щетками оксидный слой останется. Если его не удалить, припой не прилипнет. Следовательно, лучшим решением будет обработка поверхности флюсом на кислотной основе. Флюс представляет собой пастообразное вещество, которое при плавлении становится коррозионно-активным и разъедает поверхность оксида, обнажая металл под ним.
Следует использовать флюс, специально предназначенный для нержавеющей стали. Лучше всего для этой цели подходят флюсы на кислотной основе. Вы можете использовать кисть или кусок ткани, чтобы нанести флюсовую пасту на все поверхности соединяемых деталей.
Связывание металлов
1. Для наилучшего скрепления используйте припой, содержащий не менее 50% олова
На рынке доступны различные виды припоев. Они различаются по составу. Для соединения с нержавеющей сталью вам потребуется припой, состоящий более чем на 50% из олова. Еще одним большим преимуществом использования припоя с высоким содержанием олова является то, что он соответствует цвету поверхности нержавеющей стали и не слишком влияет на ее внешний вид. Припой, содержащий серебро, образует еще более прочную связь с нержавеющей сталью. Однако для плавления потребуется гораздо больше времени.
2. Зажмите 2 металлические детали, которые вы спаиваете, чтобы они касались друг друга
Для пайки вам нужно использовать обе руки. Таким образом, во время пайки у вас не будет свободных рук, чтобы скрепить металлические детали. Следовательно, две части должны быть зажаты вместе. Вы можете сделать это, купив паяльную стойку или настольные тиски.
3. Предварительно нагрейте обе металлические поверхности нагревательным устройством
Поскольку температура плавления припоя намного ниже, чем у нержавеющей стали, вы можете нагревать нержавеющую сталь с помощью пламени или горелки до тех пор, пока она не станет достаточно горячей, чтобы расплавить припой. припой. Вы можете прикоснуться к припою, чтобы проверить, достаточно ли он горячий, чтобы припой расплавился.
4. Расплавьте немного припоя на нестальном металле, если вы его используете. поверхность нестального металла. Это улучшит сцепление и облегчит пайку. Не забудьте раскатать достаточное количество припоя, чтобы держать нагревательный элемент подальше от рук.
5. Нанесите припой на стык двух металлических деталей
Когда металлические детали, которые должны быть спаяны, предварительно покрыты припоем, они имеют тенденцию связываться намного легче. Прикоснитесь к проволоке припоя в месте соединения металлических частей. Припой расплавится и потечет по стыку. Вы также должны вручную нанести расплавленный припой по всему стыку. Как только температура понизится, припой затвердеет, и две детали будут соединены вместе.
6. Очистите соединение теплой проточной водой, чтобы удалить остатки флюса.
Кислый остаток флюса, который остается после пайки, вызывает коррозию. Следовательно, он может разъедать металлические детали. Поэтому, чтобы избежать этого, используйте воду или изопропиловый спирт для удаления остатков флюса с поверхности. Кроме того, вы также можете очистить участок щеткой или губкой, чтобы удалить остатки флюса.
Паять нержавеющую сталь не так сложно, как кажется. Если все сделано правильно, это займет всего пару минут. Самое главное — очистить поверхность от любых загрязнений и окислов перед нанесением припоя. Также очень важно удалить остатки флюса после пайки, чтобы соединение прослужило долго и не подвергалось коррозии.
Как паять нержавеющую сталь: краткое руководство
Процесс пайки нержавеющей стали кажется сложным, но не ждите больших трудностей. Сплавы, содержащие менее четверти хрома и никеля, легко плавятся. Более того, эти сплавы могут создавать прочные связи с другими металлическими элементами, за исключением алюминия и магния.
Содержание
Понимание процесса и приготовления
Помните, что некоторые никелированные сплавы могут образовывать карбиды при нагревании до температуры 500-700 градусов. Уровень их выделения зависит от времени пайки, поэтому продолжительность процедуры необходимо сократить. Образующиеся карбиды значительно снижают коррозионную стойкость нержавеющей стали.
Чтобы свести к минимуму образование карбидов, после завершения пайки добавляют титан или применяют дополнительную термообработку. Под воздействием горячего припоя (тинола) нагартованный нержавеющий материал может растрескиваться, поэтому пайка происходит после отжига, без больших нагрузок в процессе пайки.
При выборе припоя для нержавеющей стали учитывайте такие характеристики: состав стали и условия пайки. При изготовлении изделий в агрессивных условиях припаивайте их тинолом серебра, содержащим небольшой процент никеля. Не забывайте использовать медные, хромоникелевые или серебряно-марганцевые припои при пайке в печи в сухих условиях.
Бура – наиболее часто используемый флюс для обработки нержавеющей стали. Нанесите его на соединение в виде порошка или пасты. При плавлении остальная часть металла постепенно нагревается до ярко-красного каления (850 градусов). При достижении этой температуры в соединение впрыскивается припой.
Удалить материал, прилипший к поверхности нержавеющей стали в конце пайки, можно ополаскиванием паяемого изделия в воде или пескоструйной обработкой. Соляная или азотная кислота, которые можно использовать для очистки, на данном этапе нежелательны, так как вместе с припоем разъедают основной металл.
Как паять нержавейку в домашних условиях
Нередко работы, связанные с обработкой нержавейки, приходится выполнять своими руками. Эта задача требует определенных навыков и знаний. Необходимо купить некоторые материалы и инструменты: паяльную кислоту, электрический утюг для пайки (не менее 100 Вт), оловянный припой для соединения металлов, рашпиль или наждачную бумагу, трубку и трос.
Для обработки нержавеющей стали сначала приготовьте флюс и электрический утюг мощностью 100 Вт для пайки. Нет смысла выбирать более мощный паяльник. Обычная паяльная кислота будет служить флюсом. Всегда имейте под рукой оловянно-свинцовый припой.
Очистите место соединения. Это можно сделать наждачной бумагой или рашпилем. После окончания очистки рабочих зон необходимо нанести паяльную кислоту и обработать. Если обработка не дает результата (припой не прилипает к целевой поверхности), то необходимо обработать нагретую поверхность паяльной кислотой и провести обработку заново.
В случае, если припой не держится со второй попытки, очистите рабочую поверхность нержавеющей стали специальной щеткой. Вы можете сделать это самостоятельно. Для этого возьмите кусок трубы сечением 5 мм. Затем поместите туда тонкие проволоки, вытянутые из троса, чтобы получилась кисть.
Нанесите кислоту на место пайки, поднесите туда кисточку и паяльник одновременно. Начните работать с двумя инструментами одновременно. Не забывайте, что этот процесс может помочь удалить оксидную пленку с нержавеющей стали. Как только этот шаг будет выполнен, вы можете двигаться дальше и припаивать сталь с флюсом и железом.
Пайка газовой горелкой
Нагрев деталей газовой горелкой или луженым жалом паяльника. При работе с горелкой необходимо следить, чтобы в пламени не было много кислорода, потому что это вызывает окисление нержавейки. Определить это можно по цвету огня (он должен быть синим). Если цвет бледный или слабый, это указывает на избыток кислорода.
Плавно перемещайте горелку, чтобы прогреть соединение. Определить качество достигнутой температуры можно, если периодически касаться металла припоем. Нагрев достаточен, когда припой плавится не от пламени горелки, а от прикосновения к металлу.
Немедленно нанесите припой на место соединения. Продолжайте нагревать детали, чтобы припой, плавясь, медленно заполнял соединение. В случае, когда на определенном участке жидкого припоя недостаточно, нагревайте его сильнее, чем другие места. Припой будет затекать в него. Обратите внимание, что явным признаком качественной пайки является вытекание излишков припоя из стыка.
Работа с твердыми припоями
Пайка нержавеющей стали превосходна при использовании текучего, жидкого, офлюсованного припоя с низкой температурой плавления и высокими капиллярными характеристиками. Этот припой достаточно пластичен и обладает отличными раскисляющими свойствами, что очень полезно при работе с нержавеющей сталью.
С его помощью также можно обрабатывать латунь, медь и некоторые другие материалы. Пайка такими твердыми припоями очень хорошо подходит для нержавеющей стали, если она не содержит кадмия, а процентное содержание серебра составляет 30%. Обработка материала твердыми припоями дает хорошие результаты, позволяя получить прочное и качественное крепление металлов.
Припой HTS528 может обрабатывать медь, латунь, никель, нержавеющую сталь или бронзу и другие металлы. Наряду с остальными припоями этот тинол пользуется огромным спросом. Припой выглядит как брусок, обработанный красным флюсом. Размер батончика около 45 см, а вес 20 г. Его температура плавления составляет 760 градусов.
Как подобрать флюс для пайки
Мелкие элементы паяют регулируемыми газовоздушными горелками (данный способ больше приспособлен для ювелирных изделий). Более крупные детали лучше всего паять ацетиленом. То же самое применяется при выборе флюса для нержавеющей стали, так как этот металл очень требователен к флюсу. Флюс для нержавеющей стали состоит из 10% фторида кальция, 20% борной кислоты, 70% буры.
Для мелких деталей из нержавеющей стали можно приготовить состав флюса, включающий 50/50% борной кислоты и буры. Разбавьте этот флюс водой и нанесите на деталь. Когда он высохнет, припой будет идеально прилипать к металлической поверхности.
Место пайки не травится, а только зачищается наждачной бумагой. Медь плохо растекается по стальной поверхности, поэтому лучше использовать латунь Л 63. Для лучшей пайки можно также использовать серебро и латунь, и из этих компонентов сделать припой.
Практические советы
- Лучше всего выбирать паяльник с негорючим жалом.
- Электрический утюг для пайки должен иметь мощность 60-100 Вт. Самый оптимальный паяльник на 100 Вт. Менее мощный утюг не сможет нагреть металл.
- Фосфорная кислота является лучшим флюсом.
- В качестве припоя желательно использовать оловянно-свинцовые провода. Также можно использовать чистое олово. Обратите внимание, что посуду лучше паять оловом, так как чистое олово само по себе не содержит свинца, а это вредно.
- Вы должны использовать средства индивидуальной защиты каждый раз при пайке.
- Пайка должна производиться в хорошо проветриваемом помещении.
Основные ошибки при пайке
Если вы допустили ошибку во время подготовки, пайки или при выборе материала, он может не течь должным образом и не скреплять детали. Если детали недостаточно хорошо очищены или плохо прогреты перед пайкой, это также может привести к проблеме. Это обычное дело для крупных предметов. Жало паяльника необходимо хорошо очищать после любого сеанса, а его жало необходимо время от времени затачивать, если вы делаете украшения.
Откажитесь от пайки нержавеющей стали чистым свинцом или канифолью, если хотите получить прочное соединение. Если припой сделан из олова, работать с ним бывает довольно сложно из-за его слабой консистенции. Если жесть не расплавится больше, чем состояние теплого пластилина, то, скорее всего, соединение она не удержит. Он будет постоянно ломаться и крошиться. Оптимальное состояние жести для скрепления – жидкое.
Качественный припой можно только поцарапать, но не отделить от зоны пайки нержавейки, если нанести его по всем правилам. Остудите изделие некоторое время после завершения пайки, чтобы в дальнейшем не испортить соединение. Когда стык остынет, очистите его от флюса и припоя, оставшихся на краях. Тщательно вымойте вещь с мылом.
Видео по теме: Как паять нержавейку паяльником
Заключение
Пайка элементов из нержавейки сложный процесс для неопытных домашних мастеров. Начните с выбора подходящих материалов и инструментов, и вы будете на полпути. Практика делает совершенным. Но если вы учтете все советы и выполните необходимые действия по пайке нержавеющей стали, вы получите прочные, безупречно выглядящие соединения на долгие годы.
Серебряный припой из нержавеющей стали | Капп Сплав
Меню
Учетная запись
8 шт.
Посмотреть как Сетка Список
Показывать
9 15 30
на страницу
Сортировать по Должность наименование товара Цена Установить нисходящее направление
8 шт.
Посмотреть как Сетка Список
Показывать
9 15 30
на страницу
Сортировать по Должность наименование товара Цена Установить нисходящее направление
Кадмий-серебряный припой KappTec™ — это высокотемпературный, высокопрочный припой общего назначения для всех металлов, поддающихся пайке, кроме алюминия. Настоятельно рекомендуется для пайки нержавеющей стали с нержавеющей сталью и нержавеющей стали с медью. Этот сплав выдающийся в ситуациях с высокой вибрацией и высоким напряжением. Его высокая электропроводность по сравнению с другими припоями делает его отличным выбором для электрических применений.
Приложения
- Настоятельно рекомендуется для пайки нержавеющей стали и меди
- Превосходно работает в условиях высокой вибрации и высоких нагрузок
- Высокая электропроводность по сравнению с другими припоями делает его отличным выбором для электрических применений
- Особенно полезно при работе с крупными деталями, требующими большего нагрева Характеристики
- аналогичны более дорогим серебряным припоям .
- Этот сплав НЕ рекомендуется для пищевых продуктов или питьевой воды. См. разделы KappFree™ и/или KappZapp™ для получения информации о применении для пищевых продуктов и питьевой воды, совместимом с NSF.
KappTec™ используется в тех случаях, когда требуются сплавы с более высокой температурой плавления, чем у мягких припоев, но стоимость и прочность сплавов для серебряного припоя не являются необходимыми. При температуре выше солидуса 640°F (338°C) этот припой чрезвычайно жидкий и проникает в самые близкие соединения. KappTec™ широко используется в лампах накаливания, осветительных приборах и других электронных устройствах с высокой вибрацией и высокими нагрузками.
Наилучшие варианты использования и характеристики
- Более высокая прочность и однородность соединения достигается за счет предварительного лужения деталей с помощью KappTec™ перед установкой в конечные положения
- Предварительное лужение помогает избежать перегрева флюса в процессе окончательного соединения, что приводит к лучшему течению и более прочному соединению
- Соединения обладают хорошей коррозионной стойкостью, высокими электрическими свойствами, высоким сопротивлением сдвигу и высокой прочностью на растяжение
- В паре с Kapp CopperBond™ Flux
Свойства
В следующей таблице представлены физические свойства припоев KappTec™ . Многие факторы, такие как материалы, температура и способ нанесения, определяют прочность и характеристики паяного соединения. Позвоните в Kapp Alloy, чтобы обсудить ваши конкретные потребности. Мы рекомендуем тестировать соответствующие сплавы в вашем конкретном случае, чтобы убедиться в их пригодности. Образцы сплавов Каппа всегда доступны по запросу.
Состав | |
Cd (кадмий): | 95% |
Ag (серебро): | 5% |
| |
Технические данные | |
Диапазон плавления: | 640-740°F (338-393°C) |
Плотность: | 4,65 фунта/куб. |
Электропроводность: | 22 (% МАКО) |
Удельное электрическое сопротивление: | 7,9% |
Прочность на сдвиг (медь): | 11 000 фунтов на кв. дюйм при 72°F (22°C) |
Прочность на сдвиг (сталь 1020): | 12 000 фунтов на кв. дюйм при 72°F (22°C) |
Прочность на растяжение: | До 25 000 фунтов на кв. дюйм |
Удельный вес: | 8,82 |
*Прочность на сдвиг на основе двойных суставов
Варианты продукта
Kapptec ™ доступен в стандартных формах:
- 1/32 ”(0,031) (0,81) (0,81)
- 1/32
- 1/16 дюйма (0,063 дюйма) (1,6 мм)
- 1/8 дюйма (0,125 дюйма) (3,2 мм)
Нестандартные сплавы и формы — наша специализация.
Позвоните в Kapp Alloy, чтобы обсудить, какой размер и диаметр вам подходят.Соответствующий флюс
- Флюс Kapp CopperBond™
Нажмите здесь, чтобы ознакомиться с техническими данными KappTec™
Нажмите здесь, чтобы ознакомиться с паспортом безопасности KappTec™
Нажмите здесь, чтобы ознакомиться с инструкциями по пайке для KappTec™
Различные способы соединения металлов важны12 сварка плавлением
и преобладающий процесс в производстве металлов, но иногда вы можете столкнуться с трудностями при внедрении сварки и хотеть использовать альтернативные методы соединения металлов без сварки. Если вы ищете способ соединения металлов без сварки, эта статья для вас. Приходите, будем исследовать.
Для чего нужно соединение металлов без сварки?Часто для соединения двух или более металлов нам может потребоваться использовать метод, отличный от сварки плавлением.
Причин может быть много, и некоторые из них приведены ниже:- Некоторые металлы обладают металлургической несовместимостью, и сварка плавлением нецелесообразна или не обеспечивает надежного соединения (например, сочетание алюминия со сталью или алюминия с медью).
- Существуют металлы с плохой свариваемостью, и попытка их сварки может привести к трещинам, металлы, реагирующие с атмосферой, теряют свои свойства и т. д.
- Нет необходимости сваривать каждое соединение в металлоконструкции. Многие соединения подвергаются умеренной нагрузке и рабочей температуре, и паяное соединение может быть приемлемым.
- Иногда вам нужны соединения, которые вы хотите разобрать и собрать, когда это необходимо. Такие соединения возможны при использовании механических креплений.
- Для таких работ, как сборка кузовов легковых автомобилей или автобусов, соединение заклепками может быть аккуратной и чистой альтернативой сварке.
Как соединить металлы без сварки?Различные методы соединения двух или более металлов без сварки: :
- Соединение металлов клеем.
- Пайка.
- Пайка.
- Клепка.
- Использование механических застежек.
1. Склеивание металлов с помощью клеяЭтот метод можно использовать для соединения легких металлических деталей, когда сборка не подвергается воздействию силы или тепла. Клеи, такие как эпоксидный, полиуретановый или на основе силикона, могут быть хороши для соединения легких металлов. Вы можете сделать это, выполнив следующие шаги:
Шаг 1 – Убедитесь, что соединяемые детали идеально подходят друг к другу.
Шаг 2 – Очистите заготовки, чтобы удалить все загрязнения. Используйте наждачную бумагу, чтобы сделать область склеивания слегка шероховатой. Убедитесь, что место склеивания чистое.
Шаг 3 – Нанесите рекомендуемый клей на область склеивания с помощью кисти или шпателя.
Этап 4 – Соберите детали и закрепите сборку с помощью подходящих зажимов или приспособления.
Убедитесь, что в стыке нет зазоров.Шаг 5 – Дайте склеенному узлу застыть в течение 12 часов или в соответствии с рекомендациями производителя клея.
Шаг 6 – Выньте приклеенный узел и используйте его после проверки.
Примечание: Делайте это в хорошо проветриваемом помещении и соблюдайте рекомендуемые меры предосторожности.
2. ПайкаВы можете определить пайку как процесс использования тепла для расплавления присадочного металла и соединения или пайки двух металлов. Источником тепла может быть газовая горелка, индукционная катушка или печь, а расплавленный припой затекает в место пайки за счет капиллярного действия.
В отличие от сварки, при пайке основные металлы остаются в твердом состоянии, а присадочный металл с температурой плавления намного ниже, чем у основного металла, плавится и заполняет соединение.
Расплавленный присадочный металл затвердевает, образуя паяное соединение.Для получения качественного паяного соединения важно, чтобы основной металл был чистым (без загрязнений и окислов на поверхности) и имелся рекомендуемый зазор в стыке. Загрязнение влияет на текучесть расплавленного присадочного металла, а зазоры в швах важны для капиллярного действия. Пайка производится при приблизительной температуре 800ºF/426ºC или выше.
Необходимо нанести флюс на место пайки, чтобы защитить основной металл и расплавленный присадочный металл от окисления и вывести все оставшиеся загрязнения в виде шлака на поверхность соединения. Следы флюса очищаются после пайки, так как он обладает высокой коррозионной активностью.
Различные типы пайки: пайка своими руками с использованием комплектов для пайки в домашних условиях, пайка горелкой, пайка с использованием индукционного нагрева, пайка погружением и пайка в печи.
3. Пайка Пайка похожа на пайку, но выполняется при гораздо более низкой температуре, чем пайка (от 180°C до 275°C/от 356°F до 527°F). Используемый присадочный металл (называемый припоем) обычно представляет собой сплавы олова и свинца или олова с очень небольшим количеством меди, цинка и серебра, а флюс используется для предотвращения образования оксидов. Металлический припой с более высоким содержанием олова будет иметь низкую температуру плавления.
Как и при пайке, наличие чистых поверхностей пайки и рекомендуемый зазор в стыке очень важны для хорошего капиллярного действия и получения хорошего паяного соединения. Пайка является предпочтительным процессом соединения соединений на электрических и электронных платах.
Для пайки используется электрический паяльник. Подключите паяльник. Очистите поверхности пайки с помощью наждачной бумаги и химических чистящих средств. Окуните паяльник во флюс, нанесите его на соединение и расплавьте припой.
Расплавленный металлический припой соединяет детали с помощью пайки. Удалите лишний припой, если он есть.
4. КлепкаКогда вы путешествовали на поезде или автобусе, вы могли заметить, что кузов и крыша автобуса или вагона поезда изготавливаются с использованием процесса клепки.
Вы можете соединить два перекрывающихся металлических листа (расположенных внахлестку) путем их заклепывания. Очистите металлические поверхности и зажмите их внахлест. Если металлические листы тонкие, можно разметить и пробить отверстия для клепки; однако толстый калибр необходимо просверлить.
Используемые заклепки могут быть алюминиевыми, латунными или медными и иметь головку заклепки на одном конце. Вставьте заклепку в отверстие, поместите инструмент для формирования головки заклепки на другой конец и забейте его молотком, чтобы сформировать головку (вы можете молотком не использовать инструмент для формирования головки заклепки, но это может выглядеть не очень хорошо).
После того, как вы завершили клепку, дайте ему остыть и сформировать прочное соединение. Металлические листы можно обрезать, собирать и красить. Клепка полезна для поддержки сдвигающих нагрузок.Вы также можете использовать клепальные пистолеты для легких работ.
5. Использование механических крепленийЧасто требуются большие металлические конструкции, которые нецелесообразно изготавливать в виде цельного куска, примерами могут быть рама машины, основание машины и т. д. В таких случаях, может быть выгодно разделить всю конструкцию на две или более небольших, а затем собрать их вместе с помощью гаек, болтов и шайб (креплений). К преимуществам можно отнести простоту изготовления, простоту транспортировки и многое другое. После того, как вы соберете подконструкции вместе с помощью крепежных деталей, они станут единым прочным элементом.
Эта идея получила дальнейшее развитие, и результат перед вами.
Вы можете думать о своей машине, мотоцикле, велосипеде и многих подобных машинах как об одном устройстве. Тем не менее, он состоит из множества отдельных частей, соединенных нужным образом с помощью крепежных элементов. Любая машина, которую вы назовете, будь то локомотив, пассажирский автобус, самолет, состоит из множества частей, соединенных вместе с помощью крепежных деталей и других способов.В отличие от сварки, пайки или пайки, узел, собранный с крепежными элементами, можно разбирать любое количество раз и собирать их обратно.
Соединение алюминия без сваркиАлюминий является популярным металлом благодаря своим многочисленным качествам, включая высокое соотношение прочности и веса. Помимо сварки, соединить две и более алюминиевых деталей можно следующими способами:
- С помощью клея.
- Пайка.
- Пайка.
- Клепка.
- Использование механических застежек.
Использование клея: Вы можете подготовить алюминиевые поверхности, как описано в предыдущих параграфах, и использовать рекомендованный клей, например, эпоксидный клей, клей на основе силикона и т.
д. Следуйте инструкциям производителя клея, чтобы получить хорошее сцепление.Пайка : Чтобы получить полное представление о пайке алюминия, вы можете обратиться к нашей статье «Как паять алюминий».
Пайка : Вы можете следовать процессу пайки, описанному в предыдущих параграфах. Используйте флюс и припой, рекомендованный для пайки алюминия.
Соединение заклепками и механическими креплениями : Эти процессы аналогичны описанным в предыдущих параграфах.
Соединение нержавеющей стали без сваркиДве или более детали из нержавеющей стали можно соединить следующими способами:
- С помощью клея.
- Пайка.
- Пайка.
- Клепка.
- Использование механических застежек.
Использование клеев : Этот метод можно использовать для соединения легких деталей из нержавеющей стали.
Процесс такой же, как обсуждался в предыдущих параграфах; однако вы должны использовать клей, рекомендованный для нержавеющей стали. Это подходит для соединения произведений искусства, которые не подвергаются нагрузке.Пайка : Процесс пайки будет аналогичен процессу, описанному в предыдущих параграфах, с использованием флюса и присадочного металла, рекомендованных для нержавеющей стали. Комбинация никеля и меди может использоваться для пайки нержавеющей стали (температура пайки 1120º C/ 2048º F).
Пайка : Вы можете соединить две пластины из нержавеющей стали с помощью пайки, при этом в качестве припоя может использоваться сплав олова и серебра (96,5 % олова и 3,5 % серебра). Пластины из нержавеющей стали очищаются и наносится флюс. Фольга припоя помещается между двумя припаиваемыми пластинами из нержавеющей стали, и зажатый узел нагревается примерно до 220º C/428º F.
Горелка MAPP может использоваться для нагрева.
Металлическая фольга для пайки плавится и соединяет две пластины из нержавеющей стали путем пайки. Паяную заготовку промывают горячей водой и очищают проволочной щеткой из нержавеющей стали.Клепка : Вы можете соединить два перекрывающихся листа из нержавеющей стали с помощью клепки. Марка материала заклепки должна быть такой же, как у основного металла (AISI 304, 316 и т. д.). Вставьте заклепку в просверленное отверстие, поместите инструмент для формирования головки заклепки на другой конец заклепки и ударьте молотком, чтобы сформировать головку и соединить листы.
Поскольку нержавеющая сталь является прочным металлом, перед ударом молотком нанесите на заклепку смазку, и требуемый удар будет сильнее.
Использование механических крепежных деталей : Процесс аналогичен описанному в предыдущих параграфах, обычно используются крепежные детали из нержавеющей стали.
Связанная статья: Сварка VS Пайка | В чем разница?
ЗаключениеСварка плавлением не всегда может быть стандартным решением для соединения двух или более металлов, и когда вы сталкиваетесь с проблемами при сварке, знание альтернативных способов соединения металлов может решить вашу проблему.
Ссылки:
- Канал VCG Construction на YouTube.
Оловоотталкивающее средство на держателях из нержавеющей стали для пайки волной припоя, покрытых Ti/TiC/DLC
ScienceDirectРегистрацияВход
Просмотр PDF
- Доступ через Ваше учреждение
Том 320, 25 июня 2017 г., страницы 614-618
HTTPS://doi.org.10.1018
. и содержаниеБессвинцовый припой широко используется в промышленности, особенно при пайке волной припоя. Однако держатели из нержавеющей стали, используемые при пайке волной припоя, подвержены коррозии бессвинцовым припоем из-за повышенного реактивного смачивания. Кроме того, из-за высокого сродства держателей к припою их часто используют для извлечения припоя из контейнера. Для улучшения отталкивания олова и механических свойств держателей из нержавеющей стали покрытия Ti/TiC и Ti/TiC/DLC наносятся с помощью катодной вакуумной дуги с фильтром (FCVA) и плазменно-иммерсионной ионной имплантации и осаждения (PIII&D).
Систематически исследованы морфология, структура, состав, микротвердость, износостойкость, электрохимические свойства и характеристики смачивания. Покрытие DLC, имеющее аморфную структуру и I D / I G около 0,55 дополнительно улучшает фрикционные свойства, коррозионную стойкость и гидрофобные характеристики структуры Ti/TiC. Держатели с модифицированной поверхностью демонстрируют превосходное отталкивание олова при пайке волной припоя.Бессвинцовый припой заменил припой на основе свинца в электротехнической промышленности [1], [2], [3], особенно при пайке волной припоя. Однако держатели из нержавеющей стали, используемые при пайке волной припоя, подвергаются коррозии бессвинцовым припоем из-за усиленного реактивного смачивания. Более того, из-за хорошего сродства между держателями и припоем последний часто вынимается держателями из контейнера для использования на печатных платах (ПП), что усугубляет проблему коррозии и потери припоя [4], [5], [6]. Альтернативные материалы, такие как Ti, сплавы Ti и чугун, которые обладают лучшей коррозионной стойкостью и отталкиванием олова, были предложены для замены нержавеющей стали для увеличения срока службы и сокращения потерь бессвинцового припоя.
Однако Ti дороже нержавеющей стали, а плохая формуемость чугуна затрудняет пайку волной припоя компонентов сложной формы [7]. Следовательно, возрастает интерес к модификации поверхности держателей из нержавеющей стали вместо их замены. Например, органические покрытия из ПФС и нейлона-66 с меньшей поверхностной энергией демонстрируют хорошую устойчивость к смачиванию, но механические характеристики и термическая стабильность органических покрытий, как правило, плохие [8], [9].]. Для сравнения, керамические покрытия, такие как Cr x , C y и Ti/TiC, более прочны и обладают хорошими механическими и коррозионными характеристиками. Несмотря на несколько худшие характеристики смачивания, было показано, что покрытия Ti/TiC имеют некоторые преимущества при пайке волной припоя [10].В данной работе для повышения отталкивания олова и износостойкости на структуру Ti/TiC наносится слой алмазоподобного углерода (DLC) оптимальной толщины. Принимая во внимание проблемы напряжения и адгезии между DLC-покрытием и подложкой [11], [12], используется иммерсионная ионная имплантация и осаждение энергичной плазмы (PIII&D) [13], [14].
PIII&D — это метод без прямой видимости, подходящий для образцов со сложной геометрией [15]. Подробно определены морфология, структура, состав, микротвердость, износостойкость, электрохимические свойства и характеристики смачивания материалов с покрытием, и наши результаты показывают, что обработка поверхности улучшает механические свойства и оловоотталкивание держателей из нержавеющей стали.Фрагменты разрезов
Эксперименты проводились в камере диаметром 100 см и высотой 80 см. Вакуумную камеру откачивали до базового давления 1 × 10 – 3 Па перед загрузкой образца. Подложки из кремния (100) и нержавеющей стали очищали ультразвуком в этаноле, ацетоне и деионизированной воде в течение 20 минут каждая. После очистки образцов путем бомбардировки ионами аргона с энергией 1 кэВ в течение 20 мин в вакуумной камере промежуточные слои Ti и TiC осаждали без внешнего нагрева с помощью FCVA с использованием
Рентгенограммы покрытий Ti/TiC/DLC, нанесенных на образцы из нержавеющей стали с различной толщиной слоя DLC, представлены на рис.
1. Помимо пиков от подложки можно наблюдать только пики Ti и TiC. Пики Ti, которые могут быть отнесены к переходному слою и непрореагировавшему Ti, показывают предпочтительные ориентации Ti (100), Ti (101) и Ti (103) со значениями 2θ 35,04°, 40,10°, 74,27° соответственно. Дифракционные пики TiC, TiC (111) и TiC (220) при 36,57° и 59,11°,Покрытия Ti/TiC/DLC наносятся на держатели из нержавеющей стали компаниями FCVA и PIII&D для улучшения коррозионной стойкости и отталкивания олова в жидком бессвинцовом припое. Структура, морфология и механические свойства покрытий Ti/TiC/DLC экспериментально исследованы при различном времени осаждения DLC. По мере увеличения времени осаждения отношение I D /I G слегка увеличивается, указывая на уменьшение фракции sp 3 . Поскольку DLC заполняет пространство между макрочастицами и дефектами, самые высокие
Эта работа выполнена при финансовой поддержке Фонда естественных наук Китая (№ 51301004, U1330110), Шэньчжэньских грантов на научные и технологические исследования (JCYJ20140
2215536 и JCYJ20150828093127698) и гранта Городского университета Гонконга на прикладные исследования (ARG) № 96
23.Ссылки (28)
- A. Shanaghi и др.
Вакуум
(2013)
- J.H. Sui и др.
Прил. Серф. науч.
(2006)
- А. Шанаги и др.
Прибой. Пальто. Технол.
(2013)
- Дж.Х. Sui и др.
Диам. Относ. Матер.
(2006)
Исследование механических характеристик и среднетемпературных трибологических свойств композитного покрытия плазменной нитроцементации/TiAlSiN/DLC
2021, Surfaces and Interfaces
Для улучшения адгезионной прочности и снижения адгезионной прочности Коэффициент трения покрытия TiAlSiN, композитное покрытие плазменной нитроцементацией (PNC)/TiAlSiN/DLC было получено с использованием технологии плазменной металлургии двойного свечения, радиочастотного (RF) магнетронного напыления и многодугового ионного покрытия. Структурные, механические и трибологические свойства композитного покрытия PNC/TiAlSiN/DLC сравнивались с однослойными покрытиями TiAlSiN, двухслойными покрытиями PNC/TiAlSiN и TiAlSiN/DLC.
Структурное строение и превращения в покрытиях изучались с помощью сканирующей электронной микроскопии (СЭМ), атомно-силового микроскопа (АСМ), рентгеновской дифракции (РД), рентгеновской фотоэлектронной спектроскопии (РФЭС) и спектроскопии комбинационного рассеяния света в видимом диапазоне. Высокая несущая способность и низкий коэффициент трения композитного покрытия PNC/TiAlSiN/DLC отражают его превосходные механические и трибологические свойства. Слои компаунда и алмазоподобного алмаза эффективно улучшают межфазную адгезионную прочность, а также характеристики трения и износа при средних температурах исходного покрытия TiAlSiN.Всестороннее трибологическое исследование оптимизированных покрытий N-DLC/DLC, изготовленных методом PACVD с импульсным постоянным током
2019, Ceramics International
Традиционный метод PACVD с импульсным постоянным током применялся для нанесения покрытий DLC и N-DLC на Подложка AISI h23. Основываясь на оптимизированных параметрах, достигнутых для однослойного покрытия, двухслойные покрытия N-DLC/DLC были нанесены с использованием двух различных методов, а именно: обычного и активного экрана.
Химические связи и структурные изменения двухслойных покрытий были исследованы с помощью спектроскопии комбинационного рассеяния света в видимой области спектра и рентгеновской фотоэлектронной спектроскопии (XPS). Соответственно, коэффициент трения покрытия активного экрана N-DLC/DLC в конце испытания на износ был получен примерно равным 0,12, что оказалось самым низким среди всех образцов.Структура и свойства покрытий a-C:Ti и a-C:Ti:N, нанесенных на подслой из титана и нитрида титана
2022, Конспект лекций по машиностроению
Оптимальный выбор конструкции червячной передачи с повышенной износостойкостью для поворотного стола машины
2022, Конспект лекций по машиностроению
Трибологические характеристики негидрированных тетраэдрических аморфных углеродных покрытий в морской воде
2019, Harbin Gongcheng Daxue Xuebao/Journal of Harbin Engineering University
Управляемый синтез DLC-наноструктур в виде супергидрофобного слоя на хлопчатобумажной ткани с использованием дешевой атмосферной плазменной струи с электрораспылением этанола
2018, Нанотехнологии
3
Исследовательская статья
Формирование моно/двухслойного фосфата железа и зародышеобразование LiFePO
4 нанокристаллов из аморфных двумерных листов в процессе заряда/разряда для катода в высокоэффективных литий-ионных батареяхNano Energy, том 18, 2015 г.
, стр. 187-195Мы подготовили одно-/двухслойные двумерные (2D) материалы на основе фосфата железа толщиной 0,74 нм/1,52 нм с помощью простого метода химически индуцированного осаждения и Постобработка. Путем экспериментальных измерений и теоретических расчетов исследован механизм роста атомарно тонких 2D-листовых кристаллов. Кристаллические 2D-листы легко окислялись до аморфной фазы на воздухе, а нанокристаллы LiFePO 4 самообразовывались из аморфных 2D-листов в процессе заряда/разряда. 2D-листы демонстрируют отличные эксплуатационные характеристики в качестве катодных материалов: высокая начальная разрядная емкость 185 мА·ч·г -1 при 0,1 C, стабильное циклирование (сохранение емкости 98 % в течение 400 циклов) и высокая производительность (107 мА·ч г -1 при 20 C) для литий-ионных накопителей. Обсуждается модель самозарождения нанокристаллов LiFePO 4 с участием двухцентровой диффузии.
Исследовательская статья
Настройка структурной стабильности и свойств накопления лития с помощью
d -орбитальной гибридизационной замены в полном тетраэдре Li 2 FeSiO 4 nanocrystalNano Energy, Volume 20, 2016, pp.
117-125Структуры, соединенные полным тетраэдром, обладают значительным потенциалом в качестве катодов для литий-ионных аккумуляторов (LIB) благодаря большему количеству мест хранения лития для получения высокой удельной емкости. Однако, в отличие от полного октаэдра и гибридных структур октаэдра/тетраэдра с компланарностью или коллинеарностью, сеть тетраэдра соединена общей вершиной, что провоцирует структурную нестабильность и плохие электрохимические характеристики. Здесь, используя расчеты из первых принципов в сочетании с экспериментами, мы обнаружили, что сильное искажение и большое объемное расширение во время делитирования для полного тетраэдра (LiO 4 , FeO 4 и SiO 4 тетраэдры) Li 2 FeSiO 4 нанокристаллы приводят к изменению фазы или даже разрушению структуры, а оптимизированный Ti(IV), легированный в узлах Fe, может усилить эффект связи между тетраэдры сильной d -орбитальной гибридизацией и подобной «пружиной», чтобы удерживать эти тетраэдры и предотвращать разрушение структуры.
Между тем, легирование Ti(IV) также может сократить расстояние между двумя соседними узлами лития, чтобы уменьшить активационный барьер для диффузии ионов лития. Кроме того, эффект легирования n-типа увеличивает электронную проводимость. Это открытие может быть распространено и на другие тетраэдрические структуры, обеспечивая общий подход к разработке многообещающих катодных материалов следующего поколения для высокоэнергетических и долговечных литий-ионных аккумуляторов.Исследовательская статья
Создание бинепрерывно-пористой структуры Ni в качестве каркаса для осаждения высокоэффективных электрохимических суперконденсаторов
Nano Energy, том 10, 2014 г., стр. 329-336 токосъемник имеет решающее значение для создания высокопроизводительных источников питания, поскольку он не только обеспечивает доступную для электролита область электроактивных материалов, но также облегчает перенос электронов и ионов электролита. Здесь мы разрабатываем простой метод создания вторичной пористой структуры Ni (SPNi) на поверхности пены Ni.
Каркас SPNi-Ni может увеличить загрузку активных материалов и облегчить транспортировку электронов и ионов электролита. В качестве демонстрации после осаждения Co(OH) 2 активный материал, он может обеспечить гораздо более высокую удельную емкость 11,91 Ф/см 2 при плотности тока 10 мА см −2 и циклической стабильности (потеря ~16% после 1000 циклов), чем у материалов на голая пена Ni при одинаковой плотности тока (3,57 Ф см -2 , потеря ~30% после 1000 циклов). Результаты показывают, что двунепрерывный трехмерный пористый каркас является многообещающим кандидатом для создания высокоэффективных накопителей энергии.Исследовательская статья
Настройка примеси Cu в Zn
0,5 Cd 0,5 Нанокристаллы S обеспечивают высокоэффективное фотокаталитическое выделение H 2 в результате расщепления воды под действием видимого светаNano Energy, Volume 16, pp.20 -416
Легирование Cu в Zn 1−x Cd x S может значительно усилить фотокаталитическое выделение H 2 в результате расщепления воды под действием видимого света.
Тем не менее, до сих пор остается спорным вопрос о том, как легирующая примесь меди улучшает эти характеристики. Здесь мы сообщаем, что соответствующий легированный медью Zn 0,5 Cd 0,5 Нанокристаллы S достигают 21,4 ммоль/ч/г H 2 скорость эволюции без сокатализатора в видимой области, что также в 2,8 раза выше, чем у нелегированного аналога, и соответствующая кажущаяся квантовая эффективность составляет 18,8% при 428 нм. Впервые подтверждено, что Cu 2+ превращается в Cu + после легирования с помощью спектроскопии поглощения мягкого рентгеновского излучения (sXAS). Мы теоретически предполагаем, что превращение 2Cu 2+ до 2Cu + приводит к одной соседней вакансии S 2 – (V S ) в матрице в процессе легирования, в то время как Cu + -легирующая примесь и V S притягивают фотовозбужденные дырки и электроны , соответственно. Соответственно, фотокаталитическая активность улучшается за счет усиленного разделения фотовозбужденных носителей, сопровождаемого повышенным поглощением света в результате примеси Cu + и комплекса 2Cu + /V S в качестве возможного активного центра для фотокаталитического H 2 эволюция.Исследовательская статья
Коррозионное поведение армированного ZnO покрытия на алюминиевом сплаве, полученного плазменно-электролитическим оксидированием
Технология поверхностей и покрытий, том 374, 2019 г., стр. 1015-1023 и транспортной промышленности, но коррозионная стойкость недостаточна при длительной эксплуатации, особенно в условиях высокой солености. Показано, что керамическое покрытие, состоящее из наночастиц ZnO, значительно улучшает коррозионную стойкость алюминиевых сплавов. Благодаря схожей химической активности Zn и Al частицы ZnO сплавляются в Al 2 O 3 в микродуге при плазменно-электролитном оксидировании (ПЭО) с приданием покрытию компактности. Исследован и обсужден механизм образования ПЭО-покрытия. Ток коррозии ПЭО-покрытия, модифицированного ZnO, на 4 порядка меньше, чем у подложки LY12. Иммерсионные испытания, проведенные в 3,5 мас.% хлорида натрия, показывают, что включение ZnO предотвращает разрушение и растворение ПЭО-покрытия в среде с высоким содержанием солей.
Исследовательская статья
Анализ идентификации белков с двойным эпитопом на основе нанотел (DepID) для измерения растворимого CD38 в плазме пациентов с множественной миеломой
Analytica Chimica Acta, Volume 1029, 2018, pp. антиген высоко экспрессируется в злокачественных клетках крови, таких как множественная миелома (ММ). Растворимая форма CD38 (sCD38) также присутствует в плазме, вероятно, в результате выделения из клеток. Таким образом, уровни sCD38 в плазме должны тесно коррелировать с пролиферацией клеток ММ, что позволяет разработать простой диагностический анализ крови для мониторинга прогрессирования заболевания. Однако уровни sCD38 в плазме чрезвычайно низки, что требует разработки высокочувствительного и специфичного анализа.
В этом исследовании мы разработали сверхчувствительный анализ, основанный на двух нанотелах (Nbs), нацеленных на два разных эпитопа sCD38. Один Nb действует как улавливатель, а другой сливается с люциферазой светлячка, выступающей в роли репортера, для обеспечения чувствительности.
Мы показали, что этот анализ D ual e pitopes p rotein ID entification (DepID) имеет чувствительность, достигающую 10 пг/мл, что в 10 раз выше, чем у коммерческого набора ELISA. С помощью этого метода мы смогли точно определить уровни sCD38 в плазме больных ММ, которые были значительно выше, чем у здоровых доноров. Далее мы показали, что повышение уровня sCD38 в плазме коррелирует с прогрессированием ММ.Мы разработали люминесцентный сэндвич-анализ на основе Nb, названный DepID, для количественного определения растворимого CD38 в плазме пациентов с ММ и продемонстрировали эффективность этого метода в качестве инструмента для общей диагностики ММ или сопутствующей диагностики CD38- таргетная терапия.
© 2016 Elsevier B.V. Все права защищены.
Угинокс | нержавеющая сталь | Пайка и пайка
- Unit B, Bingley Rd, Hoddesdon, Hertfordshire, EN11 0NX
- 01992 801927
- Твиттер
Ищи:
Пайка и пайка
от Uginox
Uginox является ведущим мировым производителем нержавеющей стали и специальной стали
…Свяжитесь с нами
Определение
Пайка и пайка – это процессы соединения металлических компонентов в твердом состоянии с помощью легкоплавкого присадочного металла (припой или припой). который должен идеально «смачивать» две части). Операция не включает плавление основных металлов. Операция известна как «пайка», когда температура плавления присадочного металла ниже 450°C, и «пайка», когда она выше этого значения. В случае с кровлей это операция пайки.Общая информация
Пайка нержавеющей стали осуществляется с помощью паяльника, медной сковороды и присадочного металла с использованием припоя из свинца и олова с минимальным содержанием олова 28%. Также можно использовать чистое олово при температуре 230°С или смесь олова и серебра при температуре от 215°С до 250°С.
Для улучшения капиллярности и правильного сцепления поверхности с припоем важно обезжирить эти участки травильным флюсом.
Единственным утвержденным травильным флюсом является разбавленный продукт на основе ортофосфорной кислоты. Следует избегать использования флюса для травления, содержащего флориды или хлориды (как для цинка и меди), из-за риска коррозии нержавеющей стали.
Правильный припой зависит от:
- чистоты спаиваемых деталей
- чистота и геометрия паяльника
- тип используемого травильного флюса
- присадочный металл
Марки соответствуют своему химическому составу и напрямую связаны с коррозионной стойкостью и механическими свойствами. Отделка поверхности является результатом механической или физико-химической обработки поверхности стали и может быть воспроизведена на различных сортах нержавеющей стали.
В качестве кровельного и фасадного материала нержавеющая сталь легко формуется с помощью обычных методов, таких как формование, гибка, резка, сверление и штамповка. Он может быть установлен с использованием таких методов, как сварка, пайка, клепка, механическая фиксация и клеевое соединение. Благодаря небольшому весу металла он может быть установлен в лотках большой длины и обеспечивает сравнимые характеристики с другими металлами при более тонком толщине. Это может внести существенный вклад в снижение веса ограждающих конструкций здания.
Нержавеющая сталь может использоваться на плоских или изогнутых поверхностях, а также для формирования сложных форм, таких как купола и купола. Не подвержен растрескиванию при низких температурах.
Покрытия Terne на листах или полосах для наружной облицовки, кровли и гидроизоляции придают поверхности вид свинцовой патины, что позволяет использовать их вместо свинцовых листов в таких зданиях, как церкви. Нержавеющая сталь с покрытием Terne определяется в BS EN 502 и BS EN 508-3 как «нержавеющая сталь, покрытая непрерывно горячим погружением из свинцово-оловянного сплава».
Практический совет
Экономно используйте травильный флюс.
- Избегайте контакта участков, не предназначенных для пайки, с травильным флюсом.
- Очистите и выветрите паяльник, поместив его в травильный флюс на одну-две секунды.
- Используйте инструменты, предназначенные только для пайки нержавеющей стали.
- Используйте паяльник, настроенный на правильную температуру, чтобы расплавить присадочный металл.
Избегайте использования аммиачного камня.
Проведение процесса пайки в два этапа
– первый гладкий однородный валик, обеспечивающий «прилипание» припоя
– второй ребристый или кромочный валик для обеспечения прочности и стойкости припоя.
После завершения промыть шарики припоя чистой водой, чтобы удалить остатки флюса, который со временем может вызывать коррозию в концентрированной форме.