Пайка оловом металла: Страница не найдена – Svaring
alexxlab | 14.01.1996 | 0 | Разное
Как паять сталь оловом
Процесс пайки — это химическое соединение двух металлов с помощью припоя. Причем кристаллическая структура металла не изменяется. То есть, соединяемые части остаются при своих технических характеристиках. Само соединение получается достаточно надежным, но многое будет зависеть от вида припоя и технологии пайки.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Оборудование для Промышленности
- Как паять сталь оловом
- Спайка стали и меди в домашних условиях
- Как спаять сталь
- Primary Menu
- Как паять стальные детали
- Пайка железа с помощью оловянного припоя
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Наплавление Оловом
Оборудование для Промышленности
Пайка нержавеющей стали — довольно сложная и трудная работа. Чтобы получилось качественное соединение, нужно соблюдать множество условий — как по выбору материалов, так и по режимам пайки. Они спаиваются и с другими металлами и сплавами, за исключением Al и Mg. Домашние мастера чаще всего применяют оловянные припои.
Пайка нержавейки. Используя олово и составы на его основе, можно отремонтировать изделия из нержавейки, а также собрать небольшие по размерам и не подвергающиеся большим нагрузкам самодельные конструкции.
Кухонная посуда и другие предметы быта ремонтируются обычным паяльником и оловянным припоем. Пайка нержавейки на производстве выполняется по более сложной технологии. Работать с ними приходится в защитной газовой атмосфере — аргона с добавлением трехфтористого бора. Как припой при пайке нержавейки используют чистую медь.
Для того чтобы качественно отремонтировать изделия, нужно подготовить материалы, оборудование и изучить технологию. Чтобы паять нержавейку в мастерской на дому, потребуется:. Кроме того, для первичного прогрева массивных заготовок может понадобиться более мощный паяльник. Ортофосфорная кислота обеспечивает высококачественную очистку поверхности и быструю свёртываемость. Достаточное содержание олова повышает пластичность и текучесть, позволяя ему проникать во все микронеровности поверхности и существенно улучшая адгезию.
Кроме того, олово является хорошим раскислителем, что особенно важно при работе с нержавеющими сплавами. Недостатком таких паяльных составов является невысокая прочность получающегося соединения.
Для получения более прочных паяных соединений нержавейки применяют твердые припои. Ими работают как в индустриальных условиях, так и в домашней мастерской.
Их выпускают в виде тонких прутков и обозначают литерами ПСр. Если требуется соединить пайкой разнородные изделия из таких материалов, как нержавейка, медные сплавы, никель, чугун — применяют состав HTS — Коррозионно-стойкие сплавы весьма чувствительны к условиям пайки, поэтому правильный выбор флюса для пайки нержавейки исключительно важен. Для пайки мелких заготовок состав флюса упрощается — берут равные части буры и борной кислоты.
Для пайки мелких заготовок состав флюса упрощается — берут равные части буры и борной кислоты.
Смесь разводят в воде и наносят на область пайки. Как только она высохнет- обеспечит будет отличную адгезию к поверхности сплава. Перед нанесением флюса необходимо провести тщательную механическую обработку области пайки шкуркой, проволочной щеткой или надфилем.
При подготовке оборудования важно уделить внимание характеристикам и конструктивным особенностям паяльника. Его мощность — не менее ватт, более слабые приборы не смогут обеспечить достаточный прогрев рабочей зоны.
Жало должно быть необгораемое. Чистое олово потребуется при ремонте кухонной посуды и сосудов, соприкасающихся с пищей или питьевой водой. Оно не содержит вредных компонентов. Наиболее подходящим флюсом для такой посуды будет ортофосфорная кислота.
Правильный выбор состава позволяет качественно спаять детали из нержавейки. Наиболее распространение виды паяльных составов — оловянно-свинцовые марки ПОС. Для паяльных работ по нержавейке специалисты рекомендуют:. Для ремонта предметов, вступающих в контакт с пищей, следует применять только чистое олово.
Для паяльных работ по нержавейке специалисты рекомендуют:. Для ремонта предметов, вступающих в контакт с пищей, следует применять только чистое олово.
Для нержавейки подходит далеко не всякий флюс. Наносить флюс необходимо непосредственно перед пайкой, чтобы не успела повторно образоваться оксидная пленка. Хороший повод задуматься от том, стоит ли ее пить.
Очень важно правильно и тщательно выполнить подготовительные операции. Их цель — удалить с поверхности нержавейки оксидную пленку и другие загрязнения, препятствующие образованию прочного и долговечного паяного соединения.
Сначала поверхность защищается шкуркой, проволочной щеткой или надфилем. Далее, после удаления опилок и частичек абразива, проводят обезжиривание. Для этого берут специальный обезжириватель.
Его с успехом заменит любой органический растворитель — ацетон, уайт-спирит, номерные растворители , и т. Сразу после обезжиривания область пайки покрывают флюсовым составом. Если флюс входит в состав прутка припоя, то этот этап не выполняется.
Теперь начинаются собственно пайка оловом. Вначале область пайки разогревается при посредстве жала паяльника или факела газовой горелки. При пайке горелкой следует контролировать содержание кислорода, поскольку при его избытке начнутся окислительные процессы, ухудшающие качество соединения.
При превышении допустимой концентрации кислорода пламя приобретает светло-синий оттенок. Подачу припоя в рабочую зону надо проводить до того момента, пока он не начнет появляться из рабочих зазоров между заготовками. Это обеспечит оптимальное схватывание. Часто бывает, что домашнему мастеру необходимо отремонтировать предметы домашней утвари, посуду из нержавеющей стали.
Для этого необходимо подготовить определенный набор оборудования, а также рабочие и вспомогательные материалы.
Чтобы качественно и быстро ремонтировать изделия из нержавейки, потребуется приобрести также определенный навык.
Поэтому не стоит сразу браться за ремонт сложных или крупногабаритных изделий. Для работы потребуется оборудовать рабочее место.
Рабочий стол должен быть металлическим или иметь негорючее покрытие. Должна быть оборудована вытяжная вентиляция — как пары паяльного состава, так и флюса и обезжиривателя вредны для органов дыхания. Спаиваемые детали должны быть надежно закреплены инвентарными крепежными приспособлениями — тисками, струбцинами, зажимами, распорками. Емкости с рабочими жидкостями сразу после применения следует плотно закрывать и убирать в шкафчик или тумбочку.
Необходимо тщательно соблюдать технологию выполнения работ. Если обработка проведена некачественно и припой не пристает к поверхности деталей — необходимо остановить пайку и повторить механическую обработку и обезжиривание. После обезжиривания брать детали можно только в плотных перчатках — даже небольшое потожировое пятно, оставленное пальцами, может свести работу насмарку.
Проволочную щетку для зачистки можно сделать самостоятельно. Для этого в отрезок трубы диаметром миллиметров и длиной около 10 см нужно плотно вставить проволочки, полученные из куска металлического троса. Выступать из трубки они должны на несколько миллиметров.
Выступать из трубки они должны на несколько миллиметров.
При небольших площадях пайки нержавеющей стали, а особенно в узких и труднодоступных местах такая самоделка намного удобнее и эффективнее, чем покупные щетки на деревянной ручке. Такой щеткой можно работать в непосредственной близости от паяльника или пламени горелки, минимизируя время между зачисткой и началом пайки.
Горелку плавно перемещают, равномерно нагревая металл. Пруток припоя должен плавиться не от пламени горелки, а от тепла заготовки — только тогда получится прочное и надежное соединение. После наложения прутка в область стыка необходимо далее нагревать заготовки, чтобы он полностью проник во все зазоры и заполнил их.
Нагрев продолжают до тех пор, пока излишки паяльного состава не начнут вытекать из стыка. Качество соединения можно проверить, попробовав поковырять его шилом или отверткой. Надежное соединение можно лишь поцарапать, отслоить припой от нержавейки не удастся. После остывания пайки проводят зачистку от остатков паяльного состава и флюса.
Пищевую посуду из нержавейки перед использованием нужно промыть теплым мыльным раствором и прокипятить. Автор: Андрей Горбунов. Портативная пропановая горелка.
Припой HTS — Изготовление флюса в домашних условиях. Пайка нержавейки оловом. Припой ПОС Ортофосфорная и паяльная кислоты. Принцип пайки нержавейки. Пайка нержавейки в домашних условиях. Зачистка нержавейки после пайки. Вам также могут быть интересны статьи: Сварка нержавейки с черным металлом Пайка латуни Пайка алюминия Пайка медных труб Пайка алюминия в домашних условиях Пайка серебра в домашних условиях.
Сообщить об опечатке Текст, который будет отправлен нашим редакторам:. Отправить Отмена.
Как паять сталь оловом
Включите JavaScript для лучшей работы сайта. Некоторые сорта стали весьма хорошо поддаются пайке. Использовать для осуществления этой операции кислоту не придется. Подойдут обыкновенные флюсы, которые используются и при пайке меди: канифоль или ЛТИ Убедитесь, что изделие, которое вы хотите припаять, изготовлено из стали такого сорта, который поддается пайке. Очень хорошо паяются скрепки, гвозди.
Очень хорошо паяются скрепки, гвозди.
Нержавеющая сталь не содержит в себе кадмия, а процентное Нужно сказать, что оловом лучше паять предметы посуды, так как.
Спайка стали и меди в домашних условиях
Однозначного ответа не будет. Выбор, каким способом паять, зависит от того, какие размеры и масса у деталей, которые нужно соединить. Еще надо учесть нагрузку, что придется на спаянные детали при использовании изделия. Рассмотрим несколько способов пайки…. Иногда возникает потребность спаять медное изделие. Но как спаять и чем? Рассмотрим несколько способов пайки, а вы выберете себе тот, который вам подходит больше всего. Медный провод электрический или мелкие детальки легко прогреваются паяльником до температурного режима, при котором плавится оловянно-свинцовый припой. Этим же припоем и делается спайка. Флюсы, которые используют при такой пайке, должны быть на основе канифоли.
Как спаять сталь
Припой – это сплав олова и свинца. Пайка – процесс создания электрического или механического соединения 2 металлических частей при помощи химической реакции, происходящей между расплавленным припоем и металлом, без повреждения припаиваемых частей.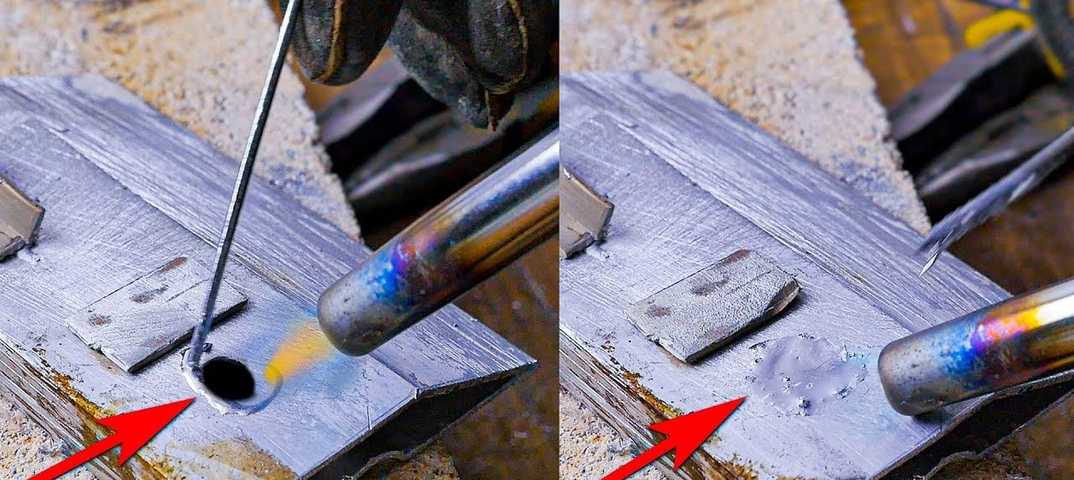 Паяльник – это инструмент, используемый для нагрева основы и припоя. Очень важно выбрать паяльник, подходящий для вашей задачи.
Паяльник – это инструмент, используемый для нагрева основы и припоя. Очень важно выбрать паяльник, подходящий для вашей задачи.
Для пайки паяльником применяется припой, а чтобы припой хорошо растекался по поверхности соединяемых пайкой деталей, используют вещество, которое называется флюс. В зависимости от металла деталей и их размеров, крепости и герметичности пайки необходимо выбирать определенную марку припоя и флюса.
Primary Menu
Процесс пайки — это химическое соединение двух металлов с помощью припоя. Причем кристаллическая структура металла не изменяется. То есть, соединяемые части остаются при своих технических характеристиках. Само соединение получается достаточно надежным, но многое будет зависеть от вида припоя и технологии пайки. К тому же необходимо отметить, что не все металлы могут быть соединены этим процессом.
Как паять стальные детали
Многими специалистами спаивание нержавеющей стали при помощи олова, считается весьма затруднительной процедурой, поскольку здесь присутствует особая роль в поведении подобного металла. Данный припой считается более эффективным вариантом в использовании, для спаивания нержавейки. Подобный способ, считается популярным для большинства, кто сталкивается с такими процедурами, однако не всегда, получается, достичь требуемого по качеству результата. Такое спаивание в основном используется для соединения маленьких материалов, где необходимо скрепить небольшие детали, а так же применяется для заделки различных малых трещин, и других похожих дефектов. Здесь наличие требований не слишком большое, однако, спаивание необходимо производить на максимально высоком уровне по качеству. Припои для таких работ производятся в прутках, имеющих сходства с проволокой для сваривания. Спаивание нержавейки при помощи олова в промышленных сферах применяется довольно редко, в отличие от домашних условий. Не важно, чем осуществляется процесс спаивания, паяльником либо горелкой, все равно при воздействии температуры материал будет быстро растекаться, поэтому необходимо осуществлять аккуратные движения для получения наилучшего результата.
Данный припой считается более эффективным вариантом в использовании, для спаивания нержавейки. Подобный способ, считается популярным для большинства, кто сталкивается с такими процедурами, однако не всегда, получается, достичь требуемого по качеству результата. Такое спаивание в основном используется для соединения маленьких материалов, где необходимо скрепить небольшие детали, а так же применяется для заделки различных малых трещин, и других похожих дефектов. Здесь наличие требований не слишком большое, однако, спаивание необходимо производить на максимально высоком уровне по качеству. Припои для таких работ производятся в прутках, имеющих сходства с проволокой для сваривания. Спаивание нержавейки при помощи олова в промышленных сферах применяется довольно редко, в отличие от домашних условий. Не важно, чем осуществляется процесс спаивания, паяльником либо горелкой, все равно при воздействии температуры материал будет быстро растекаться, поэтому необходимо осуществлять аккуратные движения для получения наилучшего результата.
Сплав в котором 60% олова и 40% свинца. Паять им также как и обычным спирто-канифольным флюсом Эта жижа залуживает влет — ржавчину, окислы, сталь, напыления, даже алюминий можно паять.
Пайка железа с помощью оловянного припоя
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла. Начнём с общих представлений о пайке.
Для того, чтобы соединить две детали можно использовать три способа: клеение , сварку и пайку. Пластик, дерево и картон проще склеить, сталь большой толщины – сварить, а вот для относительно тонких металлических деталей, особенно из меди и латуни, лучше всего применять пайку. В этой статье мы собрали для вас всё, что нужно знать о пайке – какой лучше взять паяльник, какие бывают припои и что такое флюс. Возьмите лист бумаги и ручку – это полезно запомнить! Так же, как предметы становятся мокрыми, то есть покрываются тонкой плёнкой воды, металлы могут ” смачиваться ” другими металлами, с низкой температурой плавления.
Забыли пароль?
Регистрация Вход. Ответы Mail. Вопросы – лидеры Авто не знаю в чем проблема 1 ставка. Лидеры категории Антон Владимирович Искусственный Интеллект. Кислый Высший разум. Лучший ответ. Мореход Искусственный Интеллект 6 лет назад Самый простой способ с помощью аспирина ацетил салициловая кислота.
Регистрация Вход. Ответы Mail. Вопросы – лидеры Авто не знаю в чем проблема 1 ставка. Лидеры категории Антон Владимирович Искусственный Интеллект.
Пайка деталей из разных видов жести: особенности и технология.
Как в производстве, так и в домашних условиях люди сталкиваются с необходимостью пайки деталей из жести, которая имеет свои особенности и подготовку. По сути, жесть — это холоднокатаная листовая сталь, подвергающаяся впоследствии термической обработке и нанесению гальванического покрытия в виде олова, цинка, хрома и прочих материалов. Своё применение жесть (белая и луженая) находит в производстве банок для холодных напитков или металлической тары любых размеров. Таким образом достигается облегчение корпуса упаковки. Поэтому корректная пайка данного металла важна.
Таким образом достигается облегчение корпуса упаковки. Поэтому корректная пайка данного металла важна.
Материалы для спаивания металла
Классический вариант спаивания жести требует наличия припоя, содержащего олово и другие химические элементы, флюс, а также паяльника с шилом.
Согласно рекомендациям, применять следует припой марок ПОС 40, ПОС 30 и ПОСС 4-6. Это обусловлено химическими свойствами материалов в процессе пайки оловом. Каждый из припоев может содержать несколько элементов, среди которых олово, сурьма, мышьяк, медь и висмут. Данные припои отличаются от других сопротивлением срезу за счёт содержания примесей. К примеру, ПОС 40 содержит 40 % олова, 2% сурьмы, по 0,05 – 0,1% оставшихся элементов. Также это повышает сопротивление разрыву шва после пайки. При понижении олова в составе повышают сурьму. Но бывает и так, что пайка предусматривает наличие такого компонента как свинец (ПОС 90). В случае оцинкованного материала ситуация другая.
Спаивание железа предусматривает наличие флюса. По сути, он является растворителем и химическим окислителем. Во время пайки благодаря этому элементу не происходит окисление. Также обеспечивается смачивание металла железом для лучшего качества шва. Популярными флюсами для металла выступают соляная кислота и канифоль. Последняя активно применяется в радиотехнической промышленности. Иногда используется хлористый цинк и борная кислота.
По сути, он является растворителем и химическим окислителем. Во время пайки благодаря этому элементу не происходит окисление. Также обеспечивается смачивание металла железом для лучшего качества шва. Популярными флюсами для металла выступают соляная кислота и канифоль. Последняя активно применяется в радиотехнической промышленности. Иногда используется хлористый цинк и борная кислота.
Выделить наиболее подходящий флюс для спаивания деталей из жести не выйдет, так как каждый из них даёт положительный результат. Если необходимо растворить густые жировые вещества, применяют хлористый аммоний. Зачастую для данной процедуры делают смеси из вышеперечисленных компонентов.
Важную роль в процессе пайки с оловом играет применяемый инструмент, которым обычно выступает паяльник. Согласно рекомендациям его мощность должна быть более 40 Вт. Желательно применять электрический паяльник. В этом случае пайка будет удобна, а швы в результате получатся прочными и надёжными. Сразу следует заметить, что без надобности оставляться инструмент в нагретом виде не стоит во избежание пожара, а также ухудшения свойств ручки. В промышленности применяются паяльные станции, стоимость которых превышает в несколько раз классическое оборудование, но изделия имеют различные насадки, а также дополнительные элементы (подставка, датчик температуры и т.д).
В промышленности применяются паяльные станции, стоимость которых превышает в несколько раз классическое оборудование, но изделия имеют различные насадки, а также дополнительные элементы (подставка, датчик температуры и т.д).
Процесс пайки металлических деталей
Пайка предусматривает несколько этапов, в процессе которых обеспечивается качественный шов. Для спаивания металла необходимы:
- зачистка поверхности;
- обезжиривание;
- нанесение флюса;
- подготовка паяльника;
- лужение места будущего шва;
- пайка элементов из жести;
- очистка поверхности бензиновой смесью;
- контроль получившегося шва.
Очистка поверхностей обеспечивается следующим инструментом:
- напильник;
- шабер;
Промежуток между деталями должен составлять 0,3 мм для возникновения капиллярных сил. Данная ситуация позволяет металлу заполнить кромки зазора и обеспечить качественный шов. Иногда механически детали очистить не получается и используют травление, но в случае жести это редкий вариант. При наличии жировых пятен на поверхности необходимо применять раствор соды (10%). В домашних условиях обезжиривание делают при помощи ацетона, бензиновой или спирто-бензиновой смеси. Благодаря их свойствам обеспечивается отличная очистка.
При наличии жировых пятен на поверхности необходимо применять раствор соды (10%). В домашних условиях обезжиривание делают при помощи ацетона, бензиновой или спирто-бензиновой смеси. Благодаря их свойствам обеспечивается отличная очистка.
Следующим этапом спаивания металла жести выступает нанесение флюса. Как правило, это производится кисточкой или ветошью. Флюс хранят в обычных ёмкостях при комнатной температуре. Пайка предусматривает обильное смачивание данным компонентом места шва.
В процессе подготовки паяльника необходимо обеспечить чистоту поверхности, чтобы в будущем припой свободно распространялся по рабочей плоскости. Для этого крупнозернистой шкуркой, либо обычным напильником заостряется кончик инструмента. Далее он включается в сеть и разогревается. Периодически наконечник смачивается нашатырной настойкой, чтобы избежать лишних загрязнений. Кстати, именно этой смесью проверяют уровень нагрева инструмента. При хорошо разогретом паяльнике, нашатырь на поверхности начинает шипеть и покрывается зеленовато-голубым оттенком.
Далее производят лужение. Следует заметить, что при спаивании таких деталей из жести, как консервные банки, этот этап пропускается, так как он включен в технологию изготовления. Оно обеспечивает повышенную плотность и прочность шва. Важным аспектом является то, что процесс выполняют тем же материалом, который используют во время пайки. Таким образом, если спаивание металла осуществляется ПОС 30, то и лужение производится данным припоем.
Процесс самой пайки металлических изделий предусматривает закрепление элементов для удобства создания шва. Один кусок жести накладывается на другой, либо между ними образовывают небольшой зазор. Придерживать края можно при помощи шила или другого подобного инструмента. Разогретым наконечником паяльника берётся немного припоя ПОС 30 (ПОС 40) и поворотами в сторону данный материал распространяется по всей поверхности (если не заполняется полностью поверхность, значит инструмент зачищен не качественно).
Кончик с припоем подносят к изделиям из железа и проводят по предполагаемому шву плавными движениями. Закрепление при этом играет важную роль, так как при потенциальном сдвиге процесс придётся повторить заново. Таким образом, необходимое количество припоя наносится на поверхность, образовывая качественный шов. Прижимать паяльник следует всей гранью, а не отдельным его концом. В процессе этого происходит также нагрев элементов жести, за счёт чего шов хорошо присоединяется к поверхности.
Закрепление при этом играет важную роль, так как при потенциальном сдвиге процесс придётся повторить заново. Таким образом, необходимое количество припоя наносится на поверхность, образовывая качественный шов. Прижимать паяльник следует всей гранью, а не отдельным его концом. В процессе этого происходит также нагрев элементов жести, за счёт чего шов хорошо присоединяется к поверхности.
После окончания пайки следует обработать получившийся слой металла бензиновой смесью или спиртом для снижения концентрации тепла и очистки от остатков припоя и кислоты. Это позволяет избежать появления ржавчины в дальнейшем.
Контроль поверхности выполняют зрительно. В промышленных масштабах применяют микроскопы и лупы. Шов должен быть глянцевым, без пор и трещин, покрывать только необходимую плоскость. Лишь в этом случае пайка считается качественной.
Особенности оцинкованных деталей
Для пайки оцинковки следует применять припои ПОС 30 и ПОС 40. Это связано с тем, что в составе ПОСС 4-6 имеется большое количество сурьмы, которая лишает впоследствии образованный шов прочности и эластичности. Во время спаивания деталей из оцинковки согласно рекомендациям используют раствор хлористого цинка. В случае, когда поверхность была лужена заранее, можно применять канифольный флюс и не производить промывку изделия после спаивания. Пайка в остальном обеспечивается тем же технологическим процессом, что описывался выше.
Во время спаивания деталей из оцинковки согласно рекомендациям используют раствор хлористого цинка. В случае, когда поверхность была лужена заранее, можно применять канифольный флюс и не производить промывку изделия после спаивания. Пайка в остальном обеспечивается тем же технологическим процессом, что описывался выше.
Действия с проволокой
Если вы планируете спаять проволоку с жестью, как оцинковки, так и обычной, следует один из углов первой согнуть под углом в 90 градусов. Это обеспечит прочность и надёжность конструкции. Процесс полностью схож с предыдущим описанием.
Меры предосторожности
Обязательно следует пользоваться предметами собственной защиты. Для паяльника применяйте специальные подставки, чтобы жало не касалось подручных предметов. Это может привести к их повреждению или чрезвычайной ситуации. Ни в коем случае нельзя прикасаться ко шву до полного его остывания, так как возможны ожоги кожи. Желательно работать в специальных перчатках, чтобы на руки не попали элементы в процессе пайки оцинковки. Важным аспектом здесь станет внимательное и осторожное обращение.
Желательно работать в специальных перчатках, чтобы на руки не попали элементы в процессе пайки оцинковки. Важным аспектом здесь станет внимательное и осторожное обращение.
Как видите, пайка деталей из оцинковки или без покрытия предусматривает достаточно простые операции, которые с лёгкостью выполняются в домашних условиях. Следует придерживаться рекомендаций для получения качественных швов.
Похожие статьи
- Пайка мелких деталей: восстановление деталей пайкой
- Как выбрать температуру для пайки?
- Пайка серебра: тонкости технологической процедуры
- Пайка металлов: отличие от сварки и особенности подготовки поверхностей
11 шагов, как паять олово (и жесть)
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Пайка белой жести — простой и увлекательный способ научиться основам пайки. Это может быть полезным навыком, особенно если вы планируете в будущем делать определенные ремонты кровли и стен. Конечно, это также может быть что-то, что вы научитесь использовать на жестяных банках просто для удовольствия. В любом случае, как именно вы паяете жесть?
Конечно, это также может быть что-то, что вы научитесь использовать на жестяных банках просто для удовольствия. В любом случае, как именно вы паяете жесть?
Если у вас есть жесть и вам нужно несколько советов о том, как ее паять, вы обратились по адресу. Ниже вы найдете наше полное руководство по пайке белой жести. Мы рассмотрим, какие материалы вам понадобятся, как подготовить среду для пайки и сам процесс пайки. Надеюсь, к концу этой статьи вы обнаружите, что паять жесть проще, чем вы себе представляли.
Подготовьте материалы и рабочее место
Перед тем, как приступить к пайке белой жести, убедитесь, что вы работаете в безопасной среде с нужными материалами, подготовленными и готовыми к использованию. Поступая таким образом, вы сэкономите себе много времени и избавитесь от разочарований, которые в противном случае были бы у вас из-за необходимости останавливаться и начинать на каждом шагу.
Материалы, которые вам понадобятся для самого паяльника
Большинство материалов, которые вы используете, можно найти в любом местном магазине товаров для дома. Однако, если вы не можете найти там то, что вам нужно, Amazon должен помочь.
Однако, если вы не можете найти там то, что вам нужно, Amazon должен помочь.
Следующие материалы важны для самой пайки, и их также следует приобрести и подготовить перед началом работы:
- Паяльник: Это ключ ко всему процессу. В зависимости от того, сколько жести вы паяете, вам может понадобиться утюг разного размера. Однако, как правило, для белой жести вам понадобится утюг мощностью от 35 до 50 Вт.
- Наконечник долото: Если вы паяете жесть в первый раз, проще всего использовать наконечник долото на паяльнике. Если вы хотите использовать другой тип наконечника, вы можете это сделать, просто убедитесь, что вы знаете о его преимуществах и недостатках.
- 5/50 Припой: Для подобного проекта проще всего использовать оловянно-свинцовый припой, однако при желании вы можете использовать чисто оловянный припой. Просто знайте, что если вы решите использовать бессвинцовый припой, ему потребуется более высокая температура.
 Обычно бессвинцовый припой используется, когда объект, который вы паяете, потенциально может вступить в достаточный контакт, чтобы вызвать отравление свинцом.
Обычно бессвинцовый припой используется, когда объект, который вы паяете, потенциально может вступить в достаточный контакт, чтобы вызвать отравление свинцом. - Tin Resin Flux: Это покрытие, которое наносится на края кусков белой жести перед их пайкой. Это гарантирует, что припой остается даже между двумя частями.
- Подставка для паяльника: Эти подставки предназначены для включения паяльника, когда он подключен к сети, но не используется. Просто будьте осторожны, многие из этих подставок сделаны из металла. Хотя они достаточно прочные, чтобы выдержать горячий паяльник, сами они могут сильно нагреться. Всегда осторожно поднимайте паяльник.
 Обычно бессвинцовый припой используется, когда объект, который вы паяете, потенциально может вступить в достаточный контакт, чтобы вызвать отравление свинцом.
Обычно бессвинцовый припой используется, когда объект, который вы паяете, потенциально может вступить в достаточный контакт, чтобы вызвать отравление свинцом.Обратите внимание, что это не единственные возможные инструменты для пайки, но и лучшие инструменты для пайки белой жести. Если вы решили перейти к другим типам металла, вам следует еще раз проверить, будут ли они работать и с ним.
Другие материалы, которые вы должны иметь наготове
Электрический паяльник, припой и флюс, изолированные на белом фоне с обтравочными дорожками Паяльник, припой и смола — это лишь часть того, что вам нужно для успеха. Очевидно, вам нужно что-то для пайки и несколько инструментов, которые помогут вам выполнить работу.
Очевидно, вам нужно что-то для пайки и несколько инструментов, которые помогут вам выполнить работу.
Следующие материалы помогут вам подготовиться к успешной пайке белой жести:
- Два куска белой жести: Белая жесть — это просто металл, на который нанесено оловянное покрытие. Это может быть что угодно, от консервной банки до стали со слоем олова снаружи. Для этого проекта вам понадобятся две детали, которые вы сможете спаять вместе.
- Паяльная доска: Паяльная доска — это поверхность, которую вы используете для пайки, чтобы случайно не прожечь дыру в рабочем столе. На выбор представлены различные виды из разных материалов. Для жести вам не нужна самая дорогая вещь. Подойдет большинство паяльных плат.
- Чистящие средства: Вам может понадобиться очистить металл, который вы паяете. Если это так, вам понадобятся тряпки и вода. Вам также может понадобиться губка, если вы использовали паяльник раньше, чтобы вы могли его почистить.
- Напильник: Вам может понадобиться напильник, если на белой жести имеется тонкий слой декоративного или защитного материала. Конечно, от простой наждачной бумаги до дремеля, в зависимости от сложности удаления покрытия.
- Что-то, чтобы удерживать деталь: Вам нужно что-то, чтобы удерживать детали, которые вы припаиваете. Для чего-то вроде жестяных банок вы можете просто использовать зажимы. С другой стороны, для большинства небольших кусочков жести у вас может быть небольшой нож, чтобы прижать его к металлу и приложить к паяльной доске.

Вы, наверное, заметили, что с этими материалами есть много места для маневра. У вас есть выбор на вашей паяльной доске, чистящих средствах, напильнике и том, что вы используете для удержания ваших деталей. Просто используйте здравый смысл, чтобы решить, что подходит именно вам.
Например, если вам нужно снять толстый слой покрытия с белой жести, простой напильник не справится с такой задачей, как дремель.
Правильная среда для пайки белой жести
Создать правильную среду для пайки относительно легко, однако для вашей безопасности очень важно не пропускать и не замалчивать какие-либо шаги. Ниже мы описали 5 вещей, которые вам нужно сделать, чтобы подготовить правильную среду для пайки.
- Убедитесь, что ваше рабочее место хорошо проветривается: Вы хотите убедиться, что в помещении, где вы паяете, есть вентиляция. Некоторые материалы могут выделять пары, токсичные при сильной жаре. Это особенно верно, если вы используете припой со свинцом. Некоторые профессионалы даже рекомендуют направить вентилятор на рабочую станцию.
- Убедитесь, что паяльник чистый: Если вы использовали паяльник раньше, вам нужно очистить его наконечник, прежде чем использовать его снова. Проще всего это сделать непосредственно перед началом работы, после того как вы дадите ему нагреться. Простая влажная губка на конце избавит от этой грязи.

Подготовка металла для пайки
Белая жесть, которую вы хотите паять, может потребовать некоторой подготовки, прежде чем она будет готова. Если на металле есть покрытие, его придется удалить. Если есть мусор или грязь, их необходимо очистить.
Удаление покрытия с металла
Как мы указывали в разделе о материалах, вы можете использовать что угодно, от простой наждачной бумаги до дремеля, в зависимости от того, из чего сделано покрытие. Вы просто хотите работать вниз по материалу, пока белая жесть полностью не обнажится.
Очистка белой жести
Вы также можете почистить материал. Опять же, это действительно зависит от того, в каком состоянии он находится при первом запуске. Простая тряпка с небольшим количеством горячей воды подойдет, если требуется только чистка на уровне поверхности. В большинстве случаев вам все равно следует использовать что-то вроде медицинского спирта на всякий случай.
С другой стороны, для более тщательной очистки вместо воды или медицинского спирта можно использовать растворитель для лака. В любом случае, это хорошо использовать после того, как вы отшлифуете края металлов, которые вы спаиваете вместе.
В любом случае, это хорошо использовать после того, как вы отшлифуете края металлов, которые вы спаиваете вместе.
Подпилите края ваших материалов
Хотя края материалов, которые вы спаиваете, не обязательно должны подходить друг к другу на 100%, они не должны быть достаточно плотными. Возможно, вам придется немного подпилить края, чтобы они подошли. В зависимости от металла, который покрывает ваша банка, вы можете использовать что угодно, от наждачной бумаги до дремеля.
Очистите материалы
Начните с очистки материалов. Опять же, как мы уже говорили, вы можете использовать медицинский спирт, чтобы убедиться, что материалы чистые, и все должно работать нормально. В основном вам нужно, чтобы они были чистыми, чтобы вы могли без проблем наносить флюсовую смолу.
Выполните «сухую подгонку» с помощью материалов из жести
Сухая подгонка — это когда вы соединяете два металла, которые собираетесь спаять, чтобы убедиться, что они действительно совпадают. Это гарантирует, что когда вы закончите, у вас будет ровно скрепленный кусок. Кроме того, выполнение этого действия еще до того, как вы нагреете утюг, избавит вас от необходимости начинать все сначала, если вы обнаружите, что они не подходят.
Это гарантирует, что когда вы закончите, у вас будет ровно скрепленный кусок. Кроме того, выполнение этого действия еще до того, как вы нагреете утюг, избавит вас от необходимости начинать все сначала, если вы обнаружите, что они не подходят.
Если они не подходят, просто подпилите их еще немного, пока они не станут почти ровными. Небольшие участки, где их нет, все равно будут заполнены припоем, так что не беспокойтесь об этом.
Нагрев паяльника
Первый шаг прост, но важен. Для начала подключите паяльник и дайте ему нагреться. Вы поймете, что он такой горячий, каким и должен быть, когда припой на конце утюга начнет плавиться.
Помните, что когда паяльник нагреется, его необходимо очистить, если вы им уже пользовались.
Нанесите смолу на швы белой жести
Здесь вам просто нужно слегка нанести немного смолы на края швов двух частей, которые вы будете спаивать. Вам не нужно сходить с ума, просто убедитесь, что оба края равномерно покрыты.
Позвольте мне помочь вам улучшить вашу сварку!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теоретические сведения о сварке и соединении.
Соедините детали и нагрейте края
Держите более крупный или более удобный кусок белой жести вниз. Помните, что вы можете использовать нож, чтобы прижать его к столу, если он достаточно мал, или зажимы, если он имеет неудобную форму. На самом деле подойдет все, что не мешает пайке и не поглощает тепло.
Поместите другой кусок белой жести поверх того, который вы держите, и осторожно нагрейте концом паяльника края двух соприкасающихся материалов.
Обратите внимание, что все это должно быть сделано поверх платы для пайки. Вы же не хотите случайно сжечь свой рабочий стол или непреднамеренно начать пожар.
Нанесение припоя на края металла
После того, как вы достаточно нагрели металл, вы можете начать осторожно наносить припой на края металлов. Если вы хотите, чтобы в конце он выглядел более гладким, вы можете периодически стирать лишний припой по ходу работы. В любом случае вам нужно сделать это в каждой точке, где пересекаются края материалов.
Если вы хотите, чтобы в конце он выглядел более гладким, вы можете периодически стирать лишний припой по ходу работы. В любом случае вам нужно сделать это в каждой точке, где пересекаются края материалов.
Пожалуйста, не торопитесь на этом этапе процесса, чтобы не перепаять детали, не поскользнуться и не сделать ошибку. Как только на все края нанесен припой, вы готовы к очистке.
Дважды проверьте свою работу
Когда припой высохнет, у вас должен получиться один кусок металла вместо двух. Чем ярче и ровнее будут швы, тем лучше вы справились.
Не беспокойтесь, если у вас получится не совсем гладко, так как пайка требует практики, и нередко случаются неудачи несколько раз, прежде чем вы сделаете все правильно. Вот почему рекомендуется потренироваться на материалах, которые вам на самом деле не нужны, прежде чем браться за большой проект.
Очистите свою рабочую станцию и наслаждайтесь
Осталось все очистить. Убедитесь, что вы отключили паяльник от сети, а не просто оставили его включенным. Это также действительно хорошее время, чтобы очистить наконечник для вашей следующей работы, если вы не хотите делать лишний шаг.
Это также действительно хорошее время, чтобы очистить наконечник для вашей следующей работы, если вы не хотите делать лишний шаг.
Действительно, как паять жесть?
Настоящий ответ – осторожно. Будьте внимательны и соблюдайте все меры безопасности. Убедитесь, что у вас есть хорошо проветриваемое помещение, хорошая подставка для паяльника и паяльная доска. Если вы будете следовать шагам, которые мы изложили выше, все станет понятно.
Давайте все же быстро их просмотрим. Сначала соберите материалы. Подготовьте края белой жести, удалив покрытие и очистив их. Покройте стыки деталей флюсом из оловянной смолы. Нагрейте края, где встречаются два куска металла. Наносите припой и удаляйте излишки по ходу дела. И, наконец, очистите и наслаждайтесь конечным продуктом!
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 – Есть решение!
- 2 – Узнал что-то новое
- 3 – Не совсем
- 4 – Совсем нет
Мы очень ценим ваш отзыв!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Александр Берк
Немного о себе: Я сертифицированный международный инженер по сварке (IWE), работавший в различных проектах по сварке TIG, MIG, MAG и контактной точечной сварке. В последнее время он работал инженером-технологом по процессам лазерной и TIG-сварки. Чтобы ответить на некоторые вопросы, которые мне часто задавали или задавались во время работы, я завел этот блог. Это стало чем-то вроде любимого проекта, так как я хочу узнать больше о сварке. Я искренне надеюсь, что это поможет вам улучшить ваши результаты сварки так же, как помогло улучшить мои.
Последние сообщения
- Почему нельзя заварить треснувший алюминиевый диск
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
- 8 советов по сварке пробки O2
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
- 8 советов по сварке окрашенных материалов
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее

Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 – Есть решение!
- 2 – Узнал что-то новое
- 3 – Не совсем
- 4 – Совсем нет
Мы очень ценим ваш отзыв!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Принадлежности для пайки листового металла | Инструменты для листового металла на продажу
Сплошной припой премиум-класса диаметром 50/50 дюйма диаметром 0,125 дюйма — катушка 1 фунт
Номер товара: 50-125-09
Ваша цена
Обычная цена
19,23 доллара США Распродажа
Название по умолчанию
50/50 олово/свинец 5/16″ припой Tri-Bar
Номер товара: 50-516-10
Ваша цена
Обычная цена $14,99
Название по умолчанию
50/50 олово/свинец 1/4″ припой Tri-Bar
Номер товара: 50-525-10
Ваша цена
Обычная цена $16,66
Название по умолчанию
Сал-аммиачный блок для очистки жала паяльника – 8 унций
Номер товара: 20-201-72
Ваша цена
Обычная цена $8,99
Название по умолчанию
Щетка Acid/Flux, конский волос, ручка 6 дюймов, дюжина (12) кистей
Артикул №: 20-510-03
Ваша цена
Обычная цена $3,93
Название по умолчанию
50/50 сплошная припойная проволока диаметром 0,125 дюйма – катушка 5 фунтов
Номер товара: 50-125-15
Ваша цена
Обычная цена $89,25
Название по умолчанию
Флюс Classic 100 Gel – бутылка на 8 унций
Номер товара: 21-100-22
Ваша цена
Обычная цена $9,10
Название по умолчанию
2 # паяльная медь
Артикул №: 75-460-02
Ваша цена
Обычная цена
47,36 долл. США
США
Название по умолчанию
Флюс для оцинкованной стали Johnson J-33, галлоны
Артикул №: 22-033-04
Ваша цена
Обычная цена 48,49 долларов США
Название по умолчанию
Рукоятка для паяльных медников 1-1/2# – 3#, нарезная с самонарезающей матрицей
Номер товара: 75-460-06
Ваша цена
Обычная цена 4,51 доллара США
Название по умолчанию
50/50 оловянно-свинцовый припой квадратного сечения 1/4 дюйма
Артикул №: 50-250-11
Ваша цена
Обычная цена $15,49
Название по умолчанию
Флюс для оцинкованной стали Johnson J-33 – четверть
Артикул №: 22-033-01
Ваша цена
Обычная цена 17,75 долларов США
Название по умолчанию
1,5 # паяльная медь
Номер товара: 75-460-00
Ваша цена
Обычная цена $39,49
Название по умолчанию
Флюс из нержавеющей стали Johnson No.