Пайка печатных плат: Информационная статья: Пайка печатных плат
alexxlab | 01.04.1987 | 0 | Разное
элементы и детали, технология, основные виды
Печатные платы широко востребованы при изготовлении бытовой техники и электроники. Они представляют собой диэлектрические пластины с расположенными на них дорожками из токопроводящего материала.
Виды пайки печатных плат
В зависимости от количества одновременно устанавливаемых электронных компонентов пайку делят на два типа:
- Одновременная. Термическому воздействию подвергается диэлектрическая пластина в полном объёме.
- Селективная. Нагрев осуществляется на определенном участке.
Электронные компоненты монтируют по разным технологиям. Способ установки выбирают исходя из технических характеристик деталей.
Волной припоя
Технология широко применяется в производственных масштабах. Работа проводится в следующей последовательности:
-
Установка электронных компонентов. Такая технология более востребована при DIP монтаже.
 Фиксируемые детали располагаются с одной стороны пластины, а токопроводящие дорожки с другой. Ножки электронных компонентов помещаются в сквозные отверстия.
Фиксируемые детали располагаются с одной стороны пластины, а токопроводящие дорожки с другой. Ножки электронных компонентов помещаются в сквозные отверстия. - Нанесение флюса на контактные площадки. Специальные составы обеспечивают надежную фиксацию припоя на металлических контактах.
- Прогрев пластины и устанавливаемых деталей. Технологический процесс пайки плат предусматривает нагрев до высокой температуры.
- Перемещение контактных площадок над расплавленным припоем.
 Фиксируемые детали располагаются с одной стороны пластины, а токопроводящие дорожки с другой. Ножки электронных компонентов помещаются в сквозные отверстия.
Фиксируемые детали располагаются с одной стороны пластины, а токопроводящие дорожки с другой. Ножки электронных компонентов помещаются в сквозные отверстия.Оборудование создает волну из жидкого припоя. Он омывает контактные площадки и ножки деталей. После остывания удаётся получить надежно зафиксированные элементы.
Этот способ редко используется для фиксации SMD компонентов. Контактные площадки таких деталей находятся на внешней поверхности. По этой причине SMD компоненты подвергаются высокому нагреву.
В паровой фазе
Такой вид пайки печатных плат используется в производственных масштабах.
- Нанесение паяльной пасты на металлические дорожки.
- Размещение комплектующих в соответствии со схемой.
- Установка платы в специальную камеру.
При пайке электронных компонентов таким способом нагрев всех комплектующих паяльной пасты осуществляется паром. Он образуется при кипячении инертной жидкости.
Отличительной особенностью такого метода является возможность контролировать температуру корпуса электронного компонента. Благодаря отсутствию кислорода и инертным свойствам пара исключается вероятность возникновения окислений.
ИК нагревом
Пайка элементов на печатные платы при помощи ИК-излучения позволяет добиться высоких характеристик готового изделия и избежать перегрева. При этом применяются ламповые или панельные установки.
Нагрев комплектующих осуществляется при помощи направленного пучка инфракрасных лучей. Это позволяет размещать большое количество элементов в непосредственной близости друг от друга.
Это позволяет размещать большое количество элементов в непосредственной близости друг от друга.
Конвекционным методом
Этот способ подходит как для SMD, так и для DIP монтажа. Припой нагревается за счет горячего воздуха, принудительно подаваемого на плату. Чтобы исключить вероятность окисления, пайку проводят в среде инертного газа.
С целью увеличения скорости монтажа нагреву подвергаются одновременно все детали. Для этого печатную плату размещают в специальной камере. Регулировка температуры позволяет подобрать требуемый параметр с учетом характеристик паяльной пасты. При использовании этой технологии пайки печатных плат работы проводятся в следующей последовательности:
- Размещают электронные компоненты и наносят на контактные площадки паяльную пасту.
- Помещают изделие в печь и устанавливают требуемую температуру.
- Охлаждают изделие.
Пайка конвекционным методом может проводиться на конвейере. При этом изделие проходит через зоны с разным температурным режимом.
При этом изделие проходит через зоны с разным температурным режимом.
Лазером
Современные технологии позволяют использовать лазерное излучение. При таком способе нагревается небольшой участок. Несмотря на это высокая скорость перемещения лазера позволяет достичь быстрой пайки плат больших размеров.
Широкая область применения лазерного излучения при монтаже элементов небольшого размера обусловлена несколькими особенностями:
- минимальный нагрев корпуса компонентов;
- возможность размещения деталей в непосредственной близости друг от друга;
- минимальная степень окисления.
Благодаря характеристикам лазерного излучения удается достичь высокого качества работ.
Крепление SMD компонентов
Монтаж элементов такого типа не требует наличия отверстий в диэлектрическом материале. Ножки SMD компонентов крепят непосредственно к контактным площадкам на внешней стороне платы.
Такая конструкция позволяет расположить много деталей на участке небольших размеров. При установке учитывают характеристики компонентов. При перегреве некоторые элементы могут выйти из строя.
Применение паяльной пасты
Паяльная паста представляет собой состав из припоя и флюса. Дополнительно в смесь добавляются связующие вещества. Их количество в общем объеме от 5 до 15%. Именно связующие вещества обеспечивают нужную степень вязкости состава.
Паяльная паста наносится на металлические части тонким слоем. После обработки контактов на них размещают электронные элементы. В процессе паста нагревается до нужной температуры.
Автоматизированные технологии
Пайка печатных плат предусматривает размещение на них электронных компонентов. Этот процесс проводится вручную на автоматическом или полуавтоматическом оборудовании. Первый метод часто используется при необходимости заменить небольшое количество деталей. В промышленных масштабах применяют специальное оборудование.
В промышленных масштабах применяют специальное оборудование.
Сотрудники нашей компании используют современные методы пайки печатных плат. В совокупности с высокой квалификацией мастеров это позволяет нам производить качественную продукцию.
Пайка и монтаж электронных печатных плат (Москва и МО)
Вы интересуетесь пайкой на одно- и двухслойных платах? Компания «Ardly» успешно занимается проектированием и монтажом электронных модулей любой сложности. Уже более десяти лет мы производим монтаж изделия, начиная с их проектирования. В процессе изготовления наши специалисты выполняют монтаж и пайку элементов. Итогом работы является качественный результат, точно воплощенный модуль, безотказная работа компонентов не только в гарантийный срок, но и существенно дольше его.
Целое подразделение специализируется на проектировании качественных соединений, подборе оптимальных методов соединения компонентов на основании. Наше высокотехнологичное прецизионное оборудование позволяет получать высокое качество и смело запускать платы в серию.
Отлаженная система контроля в компании позволяет в процессе сборки модулей добиваться надежности соединений и отличной защиты от паразитных влияний.
Немного о сути процесса спаивания
Основным методом соединения компонентов с платой является пайка. Она является составной частью монтажа ПП. В процессе спаивания происходит склеивание компонентов с помощью припоя.
Таким образом создается неразъемное соединение проводников и компонентов в единую схему. Для достижения наиболее прочного соединения пайкой детали проходят обработку флюсом.
Имеется множество методов пайки деталей. Мы выделим волновой метод, пайку в печах, конвекционную, селективную, бесконтактную и пайку лазером.
Волновой тип соединения активно используется специалистами компании для выводных компонентов, создавая при этом волну расплавленного припоя через усилия механических активаторов. Плату направляющие оборудования проносят над этой волной. В процессе движения выводы компонентов спаиваются с поверхностью основания.
Конвекционная пайка подразумевает перемешивание воздуха в замкнутом объеме прецизионного аппарата, что позволяет обеспечить одинаковую температуру во всех точках пространства. Часто используется при спаивании BGA-компонентов. Применение активной конвекции позволяет прогреть насквозь корпус, на котором они собраны.
Процесс, в ходе которого наносится паяльная паста на плату, где размещаются компоненты называется пайка в печах. Все планарные компоненты помещаются в специальную печь, где и склеиваются, образуя единую схему.
При селективной пайке выполняется установка компонентов выборочно, а основание нагревается только в местах соединений. Эти методы специалисты разделяют на два основных типа. Основным критерием служат параметры применяемой головки с припоем. К первому типу относится использование сопла с припоем, над которым перемещается паяемая плата и происходит спайка по очереди каждой точки.
Во втором случае используется специальная оснастка, образующая на нескольких соплах одновременно особого типа волны. При этом сопла могут находиться в нескольких областях электронного модуля.
При этом сопла могут находиться в нескольких областях электронного модуля.
Бесконтактная пайка выполняется при помощи термовоздушных паяльных станций, сочетающих в себе фен и паяльник. Они созданы специально для монтажных и демонтажных работ с SMD компонентами.
Специалисты компании используют этот метод для соединения различных видов компонентов в корпусах. Актуален при штучном изготовлении либо мелкими сериями поскольку укорачивает время нагревания.
Для соединений лазером применяют световоды и лазерные диоды. В экспериментальном производстве необходима установка, способная точно имитировать условия для отдельного компонента:
- пайки в печи;
- под действием тепла;
- в результате воздействия световых волн.
Разные по оснащению конвекционные паяльные системы давно используются в компании «Ardly» и позволяют работать даже в азоте с применением бессвинцовых технологий и материалов.
Высокое разрешение станков, станций и точность механики оборудования позволяют качественно устанавливать компоненты со сверхмалым шагом на платах.
Наше оборудование оснащено встроенной вакуумной и компрессорной системой. Широкий выбор насадок различных размеров перекрывает любую элементную базу.
Наше оборудование для автоматического монтажа
НПП «Ardly» выполнит поверхностный монтаж на платах с использованием современных высокотехнологичных линий автоматов и полуавтоматов для монтажа SMD-компонентов. Наше текущая производительность доходит до 70 тыс. компонентов в час.
При крупносерийном производстве работы выполняются на автоматических линиях, состоящих из:
- Загрузчиков ПП.
- Автоматических принтеров для нанесения паяльной пасты.
- Установщики корпусной сборки, позволяющие монтировать корпуса.
- Многозонные конвекционные печи, позволяющая выполнять монтаж печатных плат с использованием бессвинцовой пайки.
Также в линиях присутствуют разгрузчик печатных плат, устройство по отмывке печатных узлов от остатков флюса, печатные принтеры. В мелкосерийном производстве мы используем настольные камерные печи, цифровые и аналоговые паяльные станции.
Итак, весь монтаж компонентов автоматическим способом проводится с помощью специального оборудования: Модули, собранные таким способом, отличаются хорошей точностью, надежностью и скоростью работы.
Их себестоимость ниже, а возможности монтажа, например, мелких компонентов — выше. Работники компании стремятся соблюдать все требования к монтажу готовой платы и спаиванию ее элементов.
Мы используем только качественные расходные материалы: паяльную пасту, флюсы, отмывочные жидкости и др.
При выполнении паяльных операций над платой мы соблюдаем все технологические требования. В случае возникновения затруднений при выпуске электронных модулей, мы готовы провести дополнительные испытания для печатной платы. В их результате будет выбрана оптимальная технология для высококачественной пайки и всего процесса монтажа.
В настоящее время выводной монтаж отходит на второй план, отступая перед монтажом планарных компонентов. Но у наших заказчиков еще пока остаются категории электронных приборов, где выводной монтаж над платой доминирует над другими технологиями.
Сегодня SMD-монтаж более предпочтителен в силу своей производительности, возможностей контроля качества спаиваемых компонентов и высокой технологичности процесса, в том числе и при соединении компонентов.
Договор на выполнение монтажа после проектирования в компании «Ardly» вы сможете заключить на самых выгодных условиях. Гарантируем, что метод спайки всей элементной базы будет выбран оптимальный.
|
Пайка печатных плат Категория: Производство радиоаппаратуры Пайка печатных плат Для получения удовлетворительной пайки компонентов на печатных платах в условиях производства необходимо создать стабильный технологический процесс и тщательно проконтролировать его. При налаживании и проведении контроля необходимо знать причины возникновения и характер дефектов, которые могут повлиять на надежность паяного соединения. При ручной пайке контроль многих параметров затруднителен. Этот вид пайки печатных плат представляет собой медленный и утомительный процесс, в котором трудно поддерживать заданную рабочую температуру с высокой точностью. Колебания напряжения источника питания и изменение угла наклона кончика паяльника могут сильно изменить температуру пайки и привести к образованию дефектов. Кроме того, то, что считается удовлетворительным при пайке двух проводов, далеко не всегда удовлетворяет при пайке печатных плат. В практике существует тенденция повышать температуру и при этом сокращать рабочее время пайки, чтобы повысить производительность труда. Приложение высокой мощности на малое время может обеспечить хорошую адгезию в соединении. Однако, как было отмечено ранее, повышение температуры выше оптимальной может вызвать окисление и образование сухих соединений. В этом параграфе рассматриваются проблемы, которые необходимо решить для обеспечения надежных соединений при пайке печатных плат. Плохое смачивание Если присоединяемая поверхность лишь частично покрыта расплавленным припоем, наблюдается плохое смачивание. Например, при пайке меди это проявляется в виде точечных отверстий и участков обнаженной меди на поверхности. Цвет и вид этих участков резко отличен от вида самого припоя. Плохое смачивание может быть вызвано следующими причинами: 2. Наличие абразивов на поверхности металла. Для устранения таких слоев металла используется травление. 3. Попадание на поверхность печатной платы или компонента кремнийорганических масел, которые часто используются для смазки литьевых форм. Полное удаление таких масел практически невозможно, поэтому их использование должно ограничиваться теми случаями, где требования к пайке менее жестки.  Применение кремнийорганических масел как защитных слоев на поверхности расплавленного припоя при пайке волной припоя также может вызвать плохое смачивание печатной платы. Действительно, при нагреве эти масла выделяют пары, которые могут повторно конденсироваться на паяемой поверхности. Применение кремнийорганических масел как защитных слоев на поверхности расплавленного припоя при пайке волной припоя также может вызвать плохое смачивание печатной платы. Действительно, при нагреве эти масла выделяют пары, которые могут повторно конденсироваться на паяемой поверхности.4. Наличие плотных налетов, которые не растворяются флюсом. Появление этих налетов, как правило, связано с предшествующими стадиями обработки или вызвано неправильными условиями хранения печатных плат. Если наблюдается появление таких налетов, это не означает, что нужно обязательно использовать другой флюс. Чтобы улучшить способность поверхности к пайке, целесообразно подвергать ее травлению непосредственно перед пайкой. 5. Недостаточное время пайки или слишком низкая ее температура. При этом расплавленный припой либо слишком малое время контактирует с местом пайки, либо имеет слишком низкую температуру. Необходимо, чтобы температура припоя была выше точки его плавления на 35 … 60 °С. Рис. Рис. 2. Холодное, или нарушенное, паяное соединение. По своим проявлениям несмачивание аналогично рассмотренному выше плохому смачиванию. Появляется оно из-за того, что на участках плат, где нет адгезии припоя с поверхностью, припой стягивается с поверхности под действием сил поверхностного натяжения. Причины несмачивания поверхности припоем подобны тем, которые вызывают плохое смачивание. Чтобы выяснить, смачивается ли поверхность припоем, необходимо использовать его тонкие слои. Простая повторная пайка печатных плат, в которых наблюдается несмачиваппе, как правило, не улучшает дела. Перед повторной пайкой припой должен быть удален с поверхности механически. Холодные, или нарушенные, паяные соединения Соединениями такого типа, как правило, являются неоднородные паяные соединения с изломами. Они наблюдаются в случае, если компоненты сдвигаются относительно печатной платы во время охлаждения паяного соединения (рис. 5). Сдвиг паяного соединения в процессе образования вызывает излом. Рис. 3. Избыточный слой припоя. Трещины в слоях припоя вызываются различными коэффициентами теплового расширения материалов, участвующих в соединении. Их образование можно устранить выбором материалов с меньшими тепловыми коэффициентами. В течение некоторого времени качество пайки печатных плат оценивалось по образованию круглых и достаточно «толстых» слоев припоя. По этому критерию контролер оценивал качество блока. Однако толстые слои припоя, т. е. его избыток на печатной плате, не обеспечивают ни повышения механической прочности соединения, ни повышения его токонесущей способности. Соединение с избытком припоя на печатной плате показано на рис. 6. Видно, что в этом случае нельзя проследить ни за расположением вывода внутри соединения, ни за характеристиками участка пайки. Если при пайке образуются слон избыточного припоя, необходимо использовать один из следующих методов: 1. 2. Если выбор угла наклона правилен, уменьшить избыток припоя можно несколько повысив температуру припоя или увеличив время пайки. Изменение одного или обоих этих параметров обычно повышает температуру слоя припоя и поэтому обеспечивается стекание. 3. Предварительный нагрев плат также может способствовать устранению избытка припоя в паяных соединениях, поскольку повышает общую температуру блока и улучшает очистку поверхности флюсом. 4. Для устранения избытка припоя можно использовать также изменение плотности флюса. Например, чем выше плотность флюсов на основе канифоли, тем лучше обеспечивается возможность стекания припоя. Образование сосулек обычно наблюдается при пайке погружением или пайке волной припоя печатных плат, однако оно встречается также при ручной пайке компонентов и выводов. Как правило, образование сосулек припоя происходит по следующим причинам: 1. Плохая способность к пайке печатных плат. Это можно определить по несмачиванию или плохому смачиванию печатной платы вблизи основания сосульки, где участок платы не закрыт припоем. Небольшого размера слой припоя, обычно имеющийся при образовании сосулек, затрудняет оценку качества смачивания. Этот дефект устранить довольно трудно, поскольку состояние металла платы не улучшается при повторном нанесении припоя. Рис. 4. Образование сосулек припоя. Рис. 5. Образование перемычки из припоя 2. Наличие в печатной плате больших незаполненных отверстий. Сосулька образуется из припоя, который попадает в отверстие в процессе пайки и при затвердевании под действием силы тяжести вытягивается из него и образует сосульку. 3. При пайке вручную образование сосулек может быть вызвано пониженной температурой кончика паяльника, что можно устранить, повысив температуру или увеличив время пайки. Образование сосулек определяется также и количеством припоя на кончике паяльника. Если его там слишком много, то сосульки образуются даже при правильном выборе времени и температуры пайки. Прилипание припоя к поверхности диэлектрика между участками металлизации вызывает образование перемычек. Основные причины этого состоят в следующем: Рис. 6. Белые осадки на неочищенных платах 1. Наличие воды, лаков и аналогичных покрытий. Если материалы, используемые для покрытия печатных плат, не совместимы с флюсами, они не могут быть удалены нагретым флюсом в процессе пайки. При флюсовании происходит размягчение этих материалов, они -становятся липкими и, таким образом, удерживают часть припоя, которая соприкасается с этим участком поверхности. 2. Контакт окалины припоя с печатной платой можно устранить. Используя защитный слой над припоем, можно существенно уменьшить возможность образования таких перемычек. После пайки или очистки плат иногда обнаруживаются -осадки белого цвета. Обычно по природе своей они являются органическими, и, по-видимому, не влияют на поверхностное сопротивление плат. Однако такие поверхности имеют плохой внешний вид. Появление белых осадков может быть вызвано использованием водяных лаков, в которые погружается схема, особенно если это старые лаки. Такие осадки можно устранить применяя сильные растворители для очистки плат после пайки. Причиной появления белых осадков может быть неправильное отверждение диэлектрика печатной платы. Это явление случайно обнаруживается в некоторых партиях печатных плат, изготовленных из конкретной партии диэлектрика. В этом случае необходимо перейти на другую партию материала. Разрушение материала платы растворами, используемыми при обработке, также может вызвать появление белых осадков. использовании оловянно-никелевых металлизирующих растворов. К этому же приводит несовместимость флюса и защитных покрытий с другими органическими покрытиями на поверхности печатной платы. Это особенно существенно для некоторых типов резистов (на основе меламиловых смол) и при использовании водных флюсов. Эту проблему решает изменение типа флюса и использование неводных флюсов. Старение канифольного флюса в условиях влажности дает типичные белые осадки, если плата в течение нескольких недель находилась при повышенной влажности. Точный механизм этого явления не совсем ясен. Предполагается, что оно связано с образованием трещин на поверхности флюса и абсорбцией влаги. Повторный нагрев такой платы приводит к тому, что остатки флюса снова становятся прозрачными, но несколько более темными. Рис. Нередко причиной образования белых осадков на печатных платах считают флюсы. По-видимому, это не так, поскольку изменение типа флюса лишь изредка устраняет появление осадка. Однако обнаружено, что либо связующие вещества флюса, либо его остатки могут замаскировать наличие белых осадков. Некоторые виды канифольных флюсов способствуют удалению белых осадков на стадии очистки плат. Появление белых осадков может быть вызвано использованием водяных лаков, в которые погружается схема, особенно если это старые лаки. Такие осадки можно устранить применяя сильные растворители для очистки плат после пайки. Часто на печатной плате или слоях припоя на верхней и нижней стороне платы наблюдаются темные осадки. Их появление, как правило, обусловлено неправильным обращением с флюсом или неполным его удалением. Чтобы предотвратить такой дефект, необходимо иметь в виду следующее: 1. Канифольные флюсы, не удаленные немедленно после пайки, могут вызвать появление на печатной плате темнокоричневых осадков. 2. Кислотные флюсы, оставленные на поверхности платы, могут быть причиной ее потемнения или некоторого подтравливания. Этот дефект ликвидируется немедленным устранением кислотных флюсов и их нейтрализацией или использованием специальных флюсов для ретуши печатных плат. Эти флюсы относительно мягкие, они используются только на уже паянных блоках. 3. Когда температура пайки превышает температуру стабилизации органического материала, наблюдается обгорание органических флюсов. В этом случае рекомендуется контролировать температуру пайки. Появление осадков зеленого цвета в электронных блоках обычно связано с коррозией. Обычно трудно различить чисто зеленый и голубоватый цвет осадков, который может быть обусловлен не продуктами коррозии, а другими химическими веществами. Но, как правило, зеленые осадки свидетельствуют о наличии дефектов, особенно в тех случаях, когда зеленые осадки медленно появляются в процессе старения или хранения платы. При пайке чистой меди или сплавов, содержащих медь, неканифольными флюсами часто образуются зеленые осадки. Продукты коррозии, содержащие ионы меди, всегда имеют голубоватый или зеленоватый оттенок. Появление зеленого осадка, когда канифольные флюсы не применяются, обычно указывает на несоблюдение технологического процесса очистки платы. Если зеленые осадки обнаружены, необходима тщательная проверка блока. Метод устранения этих осадков зависит от их источника и типа материала. При этом важно знать свойства растворов, используемых при обработке платы, включая флюсы. Химически удалить такие осадки достаточно просто, если сама операция очистки не повреждает блок или плату. При химическом взаимодействии между окислами меди и хвойной кислотой, содержащейся в белой канифоли, образуются медные солн хвойной кислоты. Они имеют зеленый цвет и их часто принимают за продукты коррозии. Эти материалы, если они образуются из химически чистой окиси меди и хвойной кислоты, являются хорошими изоляторами и не содержат ионных загрязнений, которые способны вызвать появление токов утечки или ухудшить другие электрические характеристики платы. Иногда после пайки на платах обнаруживаются остатки персульфатов и других продуктов, используемых при травлении и подготовке печатных плат. Источник их происхождения легче определить, если известны характеристики всех растворов, используемых в процессе обработки печатных плат. Такие остатки необходимо удалять с поверхности плат. Простые методы контроля чистоты плат до пайки могут полностью устранить их повторное появление. Рис. 8. Белые продукты коррозии в результате загрязнения хлоридами Рис. 9. Раковины Белые продукты коррозии на выводах компонентов или металлических поверхностях особенно часто наблюдаются при использовании сплавов с высоким содержанием свинца. На рис. 11 показаны белые осадки, образовавшиеся при взаимодействии хлоридных загрязнений со свинцом. Потенциальным источником отказов в блоках, паянных оловянно-свинцовым сплавом, является наличие хлоридов. Если используются канифольные флюсы, то негигроскопичная канифоль герметизирует эти хлориды и предотвращает образование белых продуктов коррозии. К дефектам пайки относятся также раковины и проколы. Типичная раковина на печатной плате показана на рис. 9. Этот тип дефекта обычно отличают от проколов, т. е. отверстий меньшего диаметра. Однако прокол часто скрывает значительно большую полость и его также можно рассматривать как раковину и как признак нарушения однородности слоя припоя. Проколы или раковины на поверхности указывают на то, что и в других слоях припоя могут существовать газовые раковины, которые не вышли на поверхность. Большинство раковин и проколов обнаруживается на нижней стороне печатной платы. Если нижняя часть печатной платы охлаждается слишком быстро и газовые раковины не успевают расшириться до такой степени, чтобы газ выделился на поверхность, то образуется полый слой припоя с большими заполненными газом полостями. Органические загрязнения Загрязнения такого рода как на печатных платах, так и на проволочных выводах могут привести к образованию газов, что вызывает появление раковин, заполненных газом полостей и проколов в слоях припоя. Влага на печатных платах появляется в результате захвата растворов, используемых при металлизации и других видах технологической обработки. Если плата изготовлена из дешевых неспециализированных материалов, она способна абсорбировать влагу. Влага накапливается под пористым металлическим покрытием или в щелях внутри сквозных отверстий, которые образовались, например, при штамповке. Использование осветлителей в металлизационных растворах (особенно при золочении) также приводит к образованию раковин. Когда осветлители, которые в процессе электрофореза были осаждены на плату вместе с золотом и металлизирующими растворами, нагреваются до температур пайки, они испаряются и образуют раковины и проколы. Чтобы избежать этого, следует изменить раствор, используемый для металлизации, так, чтобы он содержал минимальное количество органического материала и осветляющего реагента. Иногда в процессе доводки пайки припой «взрывается» при прикосновении к соединению горячим паяльником. Внимательное исследование показывает, что при этом на поверхностях наблюдаются брызги припоя и масла. Это происходит, если масло вместе с припоем под давлением поступает на плату при относительно низкой температуре. Следует различать два случая образования матового припоя: когда операция пайки проводится достаточно долго и внезапно припой становится тусклым и когда запускается новая линия и слои припоя с самого начала получаются тусклыми. Возможные причины этого следующие: 1. Наличие металлических примесей при пайке к золоченым поверхностям. Тогда единственным средством устранить дефект является проверка качества припоя с целью сведения к минимуму содержания как металлических, так и неметаллических примесей. Когда содержание примесей в припое низко, но тем не менее образуются матовые соединения, это, как правило, обусловлено растворением золота в припое. 2. Некоторое потускнение припоя на соединении может быть вызвано влиянием флюса на горячую поверхность. Так, полностью активизированные канифольные флюсы, длительное время находящиеся на поверхностях, могут слабо протравить эту поверхность и придать ей матовость. Чтобы предотвратить уже припаянных компонентов, необходимо немедленно промыть плату после пайки и затем снова нагреть ее и снять припой. Использование некоторых неорганических кислотных флюсов может вызвать образование матового налета окиси хлорида цинка. Этот тип загрязнения удаляется промывкой в 1%-ном растворе соляной кислоты. 3. Потускнение спаев также может быть связано с применением сплавов, содержащих недостаточное количество олова. Зернистость припоя обычно проявляется на тонких участках его слоя в виде комочков или маленьких зернышек, которые выступают над поверхностью. Иногда, особенно при пайке волной припоя, шлак засасывается на рабочую часть волны припоя. Таким образом, и шлак и припой под давлением поступают на рабочие поверхности платы. Захват шлака слоем припоя может привести к появлению зернистости. В этом случае необходимо остановить процесс и очистить насос для подачи припоя. Зернистость припоя может быть также вызвана включением достаточно больших частиц посторонних материалов в выводы компонентов. Их можно обнаружить при проверке обнаженных выводов до и после пайки. Иногда на поверхности паяных соединений образуется желтый оттенок или желтоватая пленка. Когда избыток припоя закорачивает два соседних проводника, образуются перемычки. Одной из причин образования перемычек может быть несовершенная конструкция оборудования для пайки. Если плата не может передвигаться через припой так, чтобы направление проводящих дорожек было параллельно направлению ее движения, то поворот проводящей дорожки на 90° всегда будет представлять опасность с точки зрения возможного образования перемычки. Чтобы уменьшить эту опасность, надо так выбрать направление движения платы, чтобы в этом направлении располагалось возможно меньшее число изгибов проводящих дорожек. Кроме того, можно применить припойный резист. Образование перемычек может быть также вызвано загрязненным припоем или наличием шлака на поверхности припоя. Реклама:Читать далее:Очистка и металлизация печатных плат
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |


 1. Несмачивание
1. Несмачивание Если обнаруживаются признаки сдвига компонентов и нарушения припоя в процессе охлаждения, то это ставит под сомнение целостность такого паяного соединения.
Если обнаруживаются признаки сдвига компонентов и нарушения припоя в процессе охлаждения, то это ставит под сомнение целостность такого паяного соединения. Изменить угол наклона, чтобы припой мог стекать с поверхности и образовывать тонкие слои. Целесообразно использовать угол наклона 1… 7° к горизонтальному направлению движения плат.
Изменить угол наклона, чтобы припой мог стекать с поверхности и образовывать тонкие слои. Целесообразно использовать угол наклона 1… 7° к горизонтальному направлению движения плат. Сосулька представляет собой избыток припоя, который при затвердевании образует конус с острой верхушкой (рис. 7). Обычно для расплавления кончиков сосулек и их удаления используется вторая волна припоя.
Сосулька представляет собой избыток припоя, который при затвердевании образует конус с острой верхушкой (рис. 7). Обычно для расплавления кончиков сосулек и их удаления используется вторая волна припоя. Такой дефект не образуется в том случае, если в отверстия вставлены выводы компонентов.
Такой дефект не образуется в том случае, если в отверстия вставлены выводы компонентов.
 Рекомендуется, чтобы время нахождения платы в обрабатывающем растворе было минимальным и все операции проводились при возможно более низкой температуре. Это особенно необходимо при
Рекомендуется, чтобы время нахождения платы в обрабатывающем растворе было минимальным и все операции проводились при возможно более низкой температуре. Это особенно необходимо при 7. Белые осадки на плате в результате старения канифольного флюса
7. Белые осадки на плате в результате старения канифольного флюса Удаление канифольных флюсов через несколько часов после пайки затруднительно. Эта операция должна производиться немедленно после пайки.
Удаление канифольных флюсов через несколько часов после пайки затруднительно. Эта операция должна производиться немедленно после пайки. Рассмотрим причины их образования.
Рассмотрим причины их образования.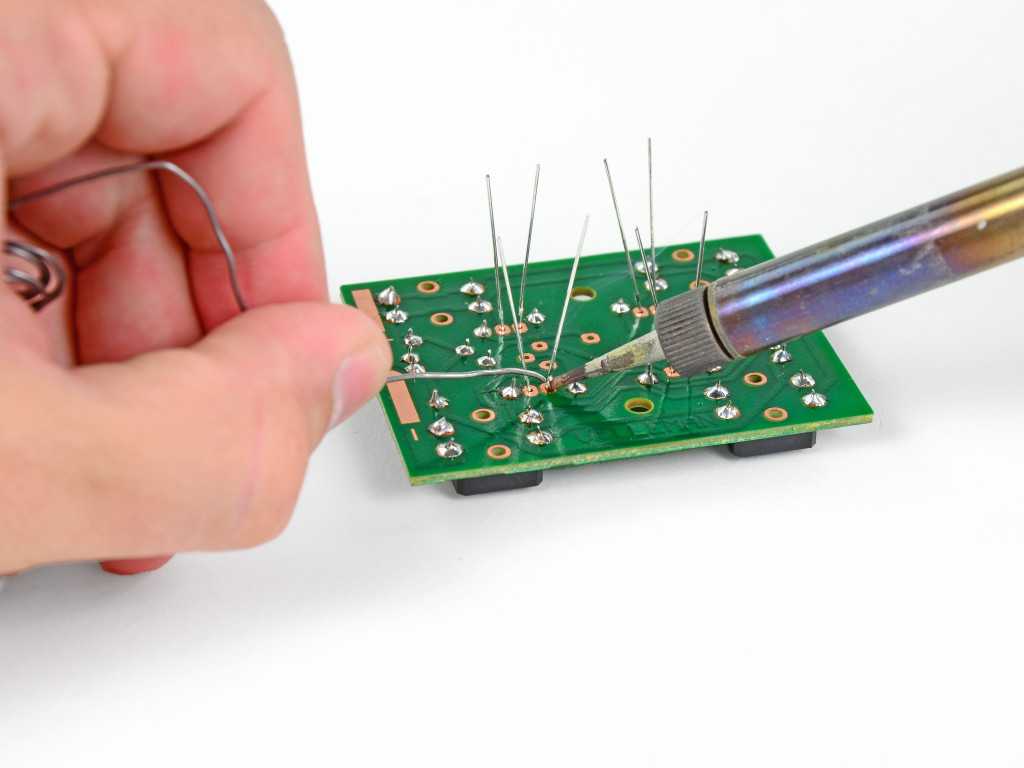
 Однако, если канифоль удаляется с поверхности, а активаторы хлоридного типа и другие хло-ридные загрязнения остаются, реакция, приводящая к появлению белых осадков, развивается очень быстро.
Однако, если канифоль удаляется с поверхности, а активаторы хлоридного типа и другие хло-ридные загрязнения остаются, реакция, приводящая к появлению белых осадков, развивается очень быстро.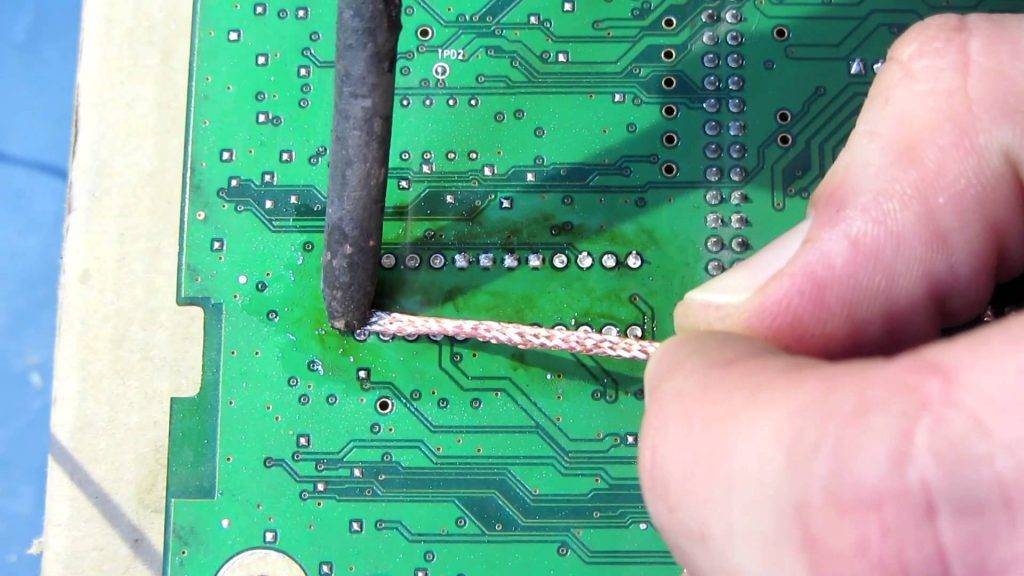 Источником органических загрязнений является как оборудование, используемое для автоматического размещения компонентов на плате и формовки выводов, так и неправильное обращение с платами и их хранение. Обычно для устранения всех органических загрязнений достаточна простая очистка поверхности мягким растворителем. Однако кремнийогранические масла и аналогичные кремнийсодержащие продукты иногда невозможно устранить обычными растворителями. В таком случае весьма желательно изменить составы, используемые для смазки и разъединения форм, чтобы обеспечить пайку без образования соединений сомнительного качества.
Источником органических загрязнений является как оборудование, используемое для автоматического размещения компонентов на плате и формовки выводов, так и неправильное обращение с платами и их хранение. Обычно для устранения всех органических загрязнений достаточна простая очистка поверхности мягким растворителем. Однако кремнийогранические масла и аналогичные кремнийсодержащие продукты иногда невозможно устранить обычными растворителями. В таком случае весьма желательно изменить составы, используемые для смазки и разъединения форм, чтобы обеспечить пайку без образования соединений сомнительного качества. Если время пайки мало и температура слишком низка, масло захватывается слоями припоя, при повторном нагреве оно расширяется и вызывает разрыв соединения. В таких случаях полезно увеличить длительность пайки или использовать более высокую температуру, а также применять предварительный нагрев верхней стороны печатной платы, чтобы слой припоя более продолжительное время находился в расплавленном состоянии.
Если время пайки мало и температура слишком низка, масло захватывается слоями припоя, при повторном нагреве оно расширяется и вызывает разрыв соединения. В таких случаях полезно увеличить длительность пайки или использовать более высокую температуру, а также применять предварительный нагрев верхней стороны печатной платы, чтобы слой припоя более продолжительное время находился в расплавленном состоянии. В подобном случае необходимо снизить растворимость золота или использовать другой материал. Напомним, что губчатое золотое покрытие растворяется значительно быстрее, чем жесткое и плотное.
В подобном случае необходимо снизить растворимость золота или использовать другой материал. Напомним, что губчатое золотое покрытие растворяется значительно быстрее, чем жесткое и плотное. Остальная часть припоя имеет нормальный вид, и эти зернистые частички на нее не влияют. Причина образования зернистого припоя состоит в формировании интерметаллических кристаллов при сильном загрязнении припоя металлом основы. Для устранения дефектов необходимо провести анализ состава припоя и заменить его, если он содержит слишком высокий процент металла, к которому проводится пайка.
Остальная часть припоя имеет нормальный вид, и эти зернистые частички на нее не влияют. Причина образования зернистого припоя состоит в формировании интерметаллических кристаллов при сильном загрязнении припоя металлом основы. Для устранения дефектов необходимо провести анализ состава припоя и заменить его, если он содержит слишком высокий процент металла, к которому проводится пайка. Обычно это результат воздействия слишком высокой температуры пайки. При появлении желтой пленки необходимо проверить исправность средств контроля температуры.
Обычно это результат воздействия слишком высокой температуры пайки. При появлении желтой пленки необходимо проверить исправность средств контроля температуры.Пайка оплавлением на печатной плате
Пайка оплавлением на печатной плате
Пайка оплавлением широко используется для изготовления сборок печатных плат. . Обеспечивает последовательную пайку большого количества необходимых компонентов и размеров контактных площадок.. Более того, очень легко контролировать и контролировать. Промышленность уже много лет использует пайку оплавлением для изготовления сборок печатных плат.. Сегодня он может обеспечить очень качественную пайку, соответствующую требованиям передовых электронных продуктов..
. Обеспечивает последовательную пайку большого количества необходимых компонентов и размеров контактных площадок.. Более того, очень легко контролировать и контролировать. Промышленность уже много лет использует пайку оплавлением для изготовления сборок печатных плат.. Сегодня он может обеспечить очень качественную пайку, соответствующую требованиям передовых электронных продуктов..
Пайка оплавлением позволяет одновременно обрабатывать несколько соединений. Это предотвращает отключение проводов при пайке соседних с ними проводов.. Пайка оплавлением также улучшает качество получаемой печатной платы и предлагает множество других преимуществ, таких как,
- Улучшенная смачиваемость паяных соединений и компонентов поверхностного монтажа.
- Улучшенная паяемость большого количества электронных компонентов.
- Повышенная совместная целостность для важных электронных приложений.
- Уменьшение обесцвечивания платы.

- Удаление обугленных остатков флюса на нагревательных элементах и
платах. - Уменьшение образования белой дымки от окисления канифольного или оловянного флюса
- Оптимизированная производительность паст с низким содержанием остатков и не требующих очистки.
- Повышенная гибкость процесса для адаптации к широкому спектру рабочих условий.
Тип пайки, который вы выбираете для своей печатной платы, зависит от ряда факторов, таких как:,
- Рабочее время
- Формы подушек
- Тип печатной платы
- Ориентация компонентов
Вам также необходимо учитывать необходимое оборудование и условия пайки.. С учетом сказанного, мы в основном используем пайку оплавлением, когда нам нужно производить продукцию в меньших масштабах. Продукты должны быть такими, чтобы им не требовался метод дешевого и быстрого массового производства..
Этап пайки оплавлением при производстве печатных плат включает несколько этапов. . Мы обсудим их по очереди.
. Мы обсудим их по очереди.
- Паяльная паста
Первый, наносим на плату паяльную пасту. Применяем только к тем участкам, которые требуют пайки.. Эмпирически целесообразно наносить паяльную пасту только на те области, где это действительно необходимо.. Мы достигаем этого с помощью машины для паяльной пасты и паяльной маски.. Таким образом, мы можем гарантировать, что наносим паяльную пасту только на те участки платы, которые действительно в ней нуждаются.. Один раз, наносим паяльную пасту, мы можем перейти к следующему шагу.
- Выберите и поместите
После нанесения паяльной пасты, затем мы можем установить компоненты на место. Обычно, мы используем автоматизированную машину для сбора и размещения компонентов. Это связано с тем, что ручное размещение нецелесообразно из-за большого количества компонентов и требуемой точности..
Компоненты собираются машиной и размещаются на плате. . Компоненты удерживаются на месте за счет поверхностного натяжения паяльной пасты.. тем не мение, с компонентами необходимо обращаться осторожно. Один раз, мы разместили все компоненты на плате, мы можем перейти к следующему шагу.
. Компоненты удерживаются на месте за счет поверхностного натяжения паяльной пасты.. тем не мение, с компонентами необходимо обращаться осторожно. Один раз, мы разместили все компоненты на плате, мы можем перейти к следующему шагу.
- Разогреть
Нам нужно постоянно доводить доски до требуемой температуры.. Если скорость нагрева очень высокая, тогда компоненты или плата будут повреждены из-за термического напряжения.
В дополнение к этому, если скорость нагрева слишком высока, термическое напряжение не позволит некоторым участкам плиты достичь требуемой температуры.. С другой стороны, если скорость нагрева слишком низкая, тогда вся доска может не достичь требуемой температуры.
- Термическое замачивание
Как только мы доведем температуру платы до требуемой, мы приступим к следующему шагу.. Это часто называют «термическим замачиванием». Здесь мы поддерживаем плату при необходимой температуре. . Мы делаем это по трем причинам,
. Мы делаем это по трем причинам,
• Чтобы гарантировать, что если есть какие-либо участки, которые не достигли требуемой температуры, могут сделать это на этом этапе..
• Для удаления летучих веществ и растворителей паяльной пасты..
• Активировать флюс.
- Оплавление
Этап оплавления – это этап процесса пайки, на котором достигается самая высокая температура.. На этом этапе, припой плавится и образует необходимые паяные соединения. Активированный флюс обеспечивает металлургическое связывание за счет снижения поверхностного натяжения на стыке задействованных металлов.. Это позволяет человеку паять порошковые сферы, плавиться и объединяться..
- Охлаждение
Нам нужно охладить платы после этапа оплавления так, чтобы это не оказывало нагрузки на компоненты.. Вы можете избежать теплового удара компонентов и чрезмерного образования интерметаллидов, используя подходящую скорость охлаждения. . В основном мы используем температурный диапазон 30 – 100 ° C для охлаждения плат. Этот температурный диапазон обеспечивает высокую скорость охлаждения, что может помочь в создании очень мелкого размера зерна.. Это может позволить припою создать надежное механическое соединение..
. В основном мы используем температурный диапазон 30 – 100 ° C для охлаждения плат. Этот температурный диапазон обеспечивает высокую скорость охлаждения, что может помочь в создании очень мелкого размера зерна.. Это может позволить припою создать надежное механическое соединение..
Как любой производственный процесс, пайка оплавлением имеет свои дефекты. Мы кратко рассмотрим некоторые распространенные дефекты пайки оплавлением и способы их предотвращения..
- Брызги припоя
Брызги припоя возникают, когда паяльная паста прилипает к паяльной маске в виде беспорядочного рисунка.. Это вызвано неправильным использованием флюса.. Это также может быть результатом наличия загрязняющих веществ на поверхности досок.. Их можно избежать, используя достаточное количество флюса, и их следует предотвращать любой ценой, поскольку они могут вызвать короткое замыкание. .
.
- Пропуски припоя
Паяльный скип – это паяное соединение, которое не смочено должным образом припоем.. Это происходит, когда припой не может достичь контактной площадки и, следовательно, приводит к обрыву цепи.. Это из-за промахов на этапе производства или проектирования.. Вы должны равномерно распределить паяльную пасту, если хотите избежать пропусков припоя..
- Припой Balling
Шарики припоя – частый дефект при пайке оплавлением.. Это маленькие шарики паяльной пасты, которые прикрепляются к резисту., дирижер, или ламинатная поверхность. Это может произойти по ряду причин, например, из-за плохого диапазона температур оплавления., с использованием ржавых электронных компонентов, неправильное нанесение паяльной пасты, и грубый дизайн печатной платы.
- Припой истощился
Соединение без припоя – это соединение, в котором недостаточно припоя для образования надежного соединения. . В основном это происходит из-за недостаточного нагрева, что может привести к выходу из строя всей цепи.. Иногда соединение с недостатком припоя вначале функционирует нормально, но в конечном итоге перестает работать, когда начинают развиваться трещины.. Вы можете исправить соединение с недостатком пайки, просто повторно нагревая соединение и добавив еще паяльной пасты..
. В основном это происходит из-за недостаточного нагрева, что может привести к выходу из строя всей цепи.. Иногда соединение с недостатком припоя вначале функционирует нормально, но в конечном итоге перестает работать, когда начинают развиваться трещины.. Вы можете исправить соединение с недостатком пайки, просто повторно нагревая соединение и добавив еще паяльной пасты..
Люди часто путают соединения с недостатком пайки с пропусками припоя.. тем не мение, Они не одинаковы. Пайки припоя – это те паяные соединения, в которые припой вообще не может добраться или не может образовать механическое соединение из-за плохого смачивания.. Соединение без припоя – это соединение, в котором количества припоя недостаточно для образования электрического соединения..
- Надгробие
Захоронение происходит, когда компонент одной стороной отрывается от площадки.. Припой должен начать процесс смачивания, прикрепившись к обеим контактным площадкам. . тем не мение, если припой не может завершить процесс смачивания одной контактной площадки, то одна сторона компонента может наклониться.. Это будет похоже на типичное надгробие, и отсюда и произошло название этого дефекта..
. тем не мение, если припой не может завершить процесс смачивания одной контактной площадки, то одна сторона компонента может наклониться.. Это будет похоже на типичное надгробие, и отсюда и произошло название этого дефекта..
Захоронение может произойти из-за чего-либо, что расплавит паяльную пасту на одной контактной площадке раньше другой.. Типичными причинами являются неравномерная толщина дорожек, которые соединяются с подушечкой, или отсутствие термозащиты.. Если компоненты имеют большой корпус, они могут соскользнуть в паяльную пасту, и это может исправить их в форме надгробной плиты..
- Паяльные перемычки
Многие проблемы могут возникнуть из-за использования небольших компонентов, и паяные перемычки занимают первое место в этом отношении.. Перемычка припоя происходит, когда два или более паяных соединения случайно соединяются друг с другом.. Это происходит в основном из-за использования больших или широких паяльных жал и нанесения слишком большого количества паяльной пасты. . Часто бывает трудно соединить паяный мостик, потому что они иногда микроскопические по своей природе.. Если мы не можем обнаружить паяный мост, это может привести к короткому замыканию и может вызвать ожог или повреждение компонентов..
. Часто бывает трудно соединить паяный мостик, потому что они иногда микроскопические по своей природе.. Если мы не можем обнаружить паяный мост, это может привести к короткому замыканию и может вызвать ожог или повреждение компонентов..
Мы можем исправить паяльный мост, удерживая паяльник в середине паяльного моста.. Это расплавит припой, и мы сможем протянуть его, чтобы сломать мост.. Мы можем использовать присоску для припоя, если перемычка слишком велика..
- Поднятые колодки
Поднятые контактные площадки – это контактные площадки для пайки, которые отделяются от поверхности печатной платы.. В основном это происходит из-за чрезмерного нагрева или большого усилия на паяное соединение.. С такими подушечками сложно работать, потому что они довольно нежные и могут оторваться от поверхности.. Вы должны приложить все усилия, чтобы прикрепить площадку обратно к печатной плате, прежде чем пытаться паять ее..
MOKO Technology имеет 8 автоматические сборочные линии SMD и современная установка для пайки оплавлением. Если вы ищете надежное место для пайки оплавлением, это определенно правильный выбор.. У нас огромные производственные мощности, а наши технические специалисты хорошо обучены.. Если вам не хватает ресурсов для правильной пайки оплавлением печатных плат или вы просто не хотите заниматься ее изысканностью, не стесняйтесь обращаться к нам..
Если вы ищете надежное место для пайки оплавлением, это определенно правильный выбор.. У нас огромные производственные мощности, а наши технические специалисты хорошо обучены.. Если вам не хватает ресурсов для правильной пайки оплавлением печатных плат или вы просто не хотите заниматься ее изысканностью, не стесняйтесь обращаться к нам..
Автоматический и ручной монтаж печатных плат
Автоматический и ручной монтаж печатных плат
Печатная плата – это панель или пластина, которая состоит из системы проводящих рисунков или одного/нескольких рисунков. Большинство электронных узлов создаются с помощью печатных плат. Они располагаются на диэлектрическом основании, соединены между собой в соответствии с электрической схемой.
Многослойные платы и прочие электронные компоненты высокой степени интеграции позволяют улучшить различные характеристики, в том числе такие, как вес и габариты радиотехнических изделий.
Печатная плата – необходимая деталь, которая присутствует в конструкциях модуля, является носителем компонентов и служит для соединения выводов компонентов с помощью электрических проводников. Крепление деталей модуля к плате и их контактов с проводящим рисунком, осуществляемое механическим способом, производится с помощью процесса, называемого пайка, то есть соединения деталей легкоплавким сплавом. Монтаж должен осуществляться на современном и профессиональном оборудовании, ориентированном на выполнение монтажа любой сложности при непосредственном участии высококвалифицированных специалистов.
Крепление деталей модуля к плате и их контактов с проводящим рисунком, осуществляемое механическим способом, производится с помощью процесса, называемого пайка, то есть соединения деталей легкоплавким сплавом. Монтаж должен осуществляться на современном и профессиональном оборудовании, ориентированном на выполнение монтажа любой сложности при непосредственном участии высококвалифицированных специалистов.
Особенности монтажа влияют на итоговое качество продукции. Компания «Прибой» использует самое эффективное оборудование для монтажа печатных плат высокой степени сложности. По техническому заданию клиента создается технологический маршрут изделия и происходит подбор компонентов, и материалов для ручного или автоматического монтажа.
Начиная с момента заказа, проект клиента проходит несколько этапов: от согласования технического задания до итоговой сборки. При условии соблюдения качества с учетом нюансов технологии необходимо учитывать важность адаптации проекта под реализацию на имеющемся оборудовании. Монтаж может быть срочным для единичных экземпляров или небольших партий, при этом затрачивается время только на поставку необходимых комплектующих и расходных материалов.
Монтаж может быть срочным для единичных экземпляров или небольших партий, при этом затрачивается время только на поставку необходимых комплектующих и расходных материалов.
Монтаж производных может быть выводным или поверхностным. При выводном монтаже выводы элементов проходят через сквозные отверстия платы, крепление к которой производится пайкой к контактным площадкам и внутренней металлизированной поверхности имеющихся сквозных отверстий. Наиболее распространена технология монтажа печатных плат, называемая поверхностной. Этот способ имеет ряд преимуществ, если сравнивать с выводным.
Поверхностный монтаж. Основные преимущества:
- снижение стоимости готовой продукции при серийном производстве;
- возможность автоматизации производства электронных модулей;
- уменьшение размеров и массы изделия благодаря более плотной трассировке и их компактному размещению на обеих сторонах платы;
- улучшение технологичности и качества сборки;
- повышение электрических и эргономических характеристик;
- увеличение ремонтопригодности за счет упрощения ремонтных процессов, исключающих прогрев и удаление припоя в отверстиях, задействованных при выводном монтаже.

Мы имеем возможность изготавливать трафареты для поверхностного монтажа и делаем это на собственном производстве, что неоспоримо влияет на качество изделия.
После этапа нанесения паяльной пасты трафаретным методом происходит установка компонентов только автоматическим способом.
Автоматический монтаж печатных плат
Для автоматической установки используется высокоскоростной или многофункциональный установщик. Современное качественное оборудование специализируется на автоматическом монтаже. Технологическое оснащение монтажного производства, которое отвечает за данный процесс, направлено на решение различных задач. С помощью специальных насадок и опробованных методов возможен монтаж сложных компонентов.
Автоматизированная линия нашего предприятия имеет технологические возможности, производящие монтаж в корпусах от 0201 до микросхем в корпусах с малым шагом выводов и размером до 54 мм микросхем в корпусах с шариковыми выводами (BGA).
При больших объемах производства для пайки выводных компонентов может использоваться установка пайки волной припоя. Высокопроизводительная линия автоматического монтажа печатных плат обеспечивает выполнение заказов в установленные сроки вне зависимости от сложности и количества изделий.
Высокопроизводительная линия автоматического монтажа печатных плат обеспечивает выполнение заказов в установленные сроки вне зависимости от сложности и количества изделий.
Припой, флюс и контакты деталей, которые спаивают, соединяют и подвергают нагреву при высокой температуре. Она должны быть выше температуры плавления припоя, но ниже температуры плавления деталей. Так припой плавится и становится жидким, покрывая поверхность компонентов и соединяя их в момент остывания и перехода в твердое состояние.
Ручной монтаж печатных плат
Такой монтаж производится при заказах с небольшим количеством изделий. Технологические этапы ручного монтажа: установка компонентов, пайка. Работа высококвалифицированных специалистов, выполняющих работы современным паяльным оборудованием и с использованием качественных материалов гарантирует качественный ручной монтаж выводных и поверхностно монтируемых компонентов.
Участок для проведения работ по ручному монтажу печатных плат оборудован:
- манипуляторами устройствами формовки выводов,
- высокоточным установщиком для ручного монтажа корпусов и их реболлинга.

Цена на установку и пайку компонентов
Затраты на установку компонентов зависят от количества пайки в заказе.
Итоговая стоимость зависит от:
- количества однотипных плат в заказе,
- периодичности размещения заказов на монтаж
- количества компонентов платы
- стоимости компонентов платы
- мультиплицированности небольших плат (до 100 х 100 мм) и т.д.
Стоимость монтажа одиночных плат всегда выше стоимости аналогичных, но в групповой заготовке.
Качество работ
Для 100% контроля качества на каждом этапе технологического процесса следует учесть все технические особенности будущего изделия. Контроль должен осуществляться на каждом этапе от нанесения паяльной пасты до итоговой сборки. Мы используем оборудование мировых лидеров, которое позволяет соблюдать контроль и избежать возможных дефектов при монтаже. Компоненты сложного характера проходят обязательный рентген-контроль.
По вопросам проектирования, разработки и монтажа обращайтесь к нашим специалистам, они проконсультируют вас относительно возможностей повышения надежности и снижения себестоимости производства.
Деятельность нашей компании нацелена на совершенствование производства в интересах клиентов и полного удовлетворения их пожеланий и требований. Принципом контрактного производства является выпуск продукции высочайшего качества, при невысокой стоимости и полном соответствии действующим международным стандартам.
быстрый старт с нуля / Хабр
Если вы помните мой предыдущий пост, там было высказано желание разобраться, что и как можно добавить к понравившейся мне модели, чтобы DIY forever. Большое спасибо пользователям UseTi, Phmphx, lomalkin и в особенности n4k4m1sh2, которые поделились интересными идеями на эту тему в комментариях. Понятно, что для поставленных целей нужны два навыка, один из которых — монтаж печатной платы. А значит сегодня мы будем паять, с нуля.
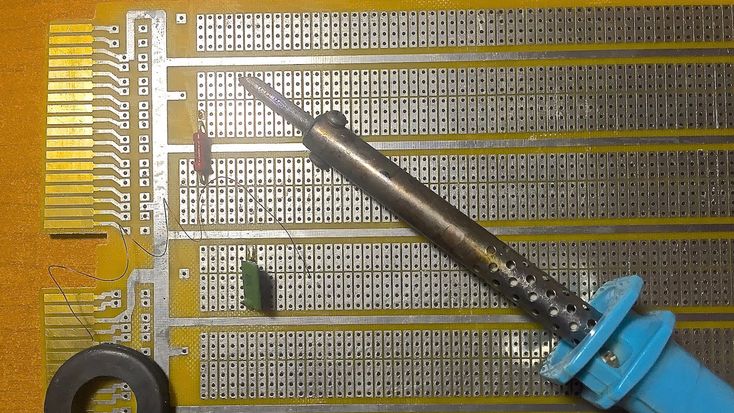
С полки детского магазина был взят очередной набор, конкретно этот.
Итак, тестируем «Набор Юного электронщика». Получится ли с его помощью собрать рабочие конструкции с нуля не имея предварительных навыков, как это до того у нас получилось с механической моделью?
В наборе уже есть всё, чтобы быстро совершить сборку:
- паяльник, припой с каналом флюса (очень удобно!) и кусачки
- мультиметр
- две печатных платы с деталями
Т.е. есть что паять, чем паять и, что немаловажно — чем проверить компоненты и уже готовую схему.
Также, в набор входят две брошюры:
1. Методическое пособие, которое содержит общие сведения о приборах, деталях и процессе пайки.
2. Инструкция к сбору двух входящих в набор устройтсв и последующей настройки одного из них.
Брошюры хорошие, но, если вы помните, мне больше понравилась инструкция к роботу, где не было слов — только изображения + пошагово расписана сборка. В инструкции к этому набору пошаговой инструкции нет. В чем-то это и хорошо, потому что если ориентироваться на эти две брошюры, хочешь-не хочешь, придётся сначала всё прочитать и понять, и только затем действовать — то есть, они приучают мыслить системно. Но немного не хватает динамики, и, мне кажется, детям этого тоже может не хватать ещё больше, чем мне. Поэтому если будете собирать нечто подобное, надеюсь, этот пост сильно сэкономит вам время.
В инструкции к этому набору пошаговой инструкции нет. В чем-то это и хорошо, потому что если ориентироваться на эти две брошюры, хочешь-не хочешь, придётся сначала всё прочитать и понять, и только затем действовать — то есть, они приучают мыслить системно. Но немного не хватает динамики, и, мне кажется, детям этого тоже может не хватать ещё больше, чем мне. Поэтому если будете собирать нечто подобное, надеюсь, этот пост сильно сэкономит вам время.
Дополнительные инструменты
Чего нет в наборе, но понадобится или может понадобится:
1. Пинцет. Мы взяли маникюрный.
2. Батарейка «Крона» на 9В
3. Крестообразная отвертка — в одной из схем есть клемма. Затянуть в ней провода получится часовой крестообразной отверткой.
4. Приспособление для пайки «третья рука» — вот уж без чего можно обойтись, хотя в инструкции и брошюре она постоянно упоминается. Конечно, с нею было бы удобнее, но если просто собрать все детали на плате, а затем её перевернуть, то обе входящих в набор платы будут относительно устойчивы и паять будет в принципе удобно и без дополнительных приспособлений.
5. Лупа
6. Оловоотсос
7. Очки и респиратор
8. Подставка для паяльника
9. Вентилятор\вытяжка
Из всего этого списка совсем туго придётся только без первых двух пунктов. Подставкой для паяльника у нас в этот раз стал робот из предыдущего поста. Остальное для монтажа двух маленьких плат было бы действительно лишним.
Зато нелишним будет напомнить, что при пайке выделяются пары олова, которые не слишком полезны для здоровья. Собственно пайка двух входящих в комплект схем заняла у меня не более 10 минут и мне не поплохело. Однако небольшой вентилятор, отгоняющий дым в сторону, или хотя бы открытое окно — это стандартная и очень хорошая практика. Кроме того, после пайки нужно вымыть руки. Глаза тоже нужно беречь — отлететь может откушенная кусачками ножка детали или в процессе пайки может отлететь капелька горячего олова (хотя у нас не отлетало). Поэтому надевайте защитные очки. Берегите себя!
Питание
Для начала, всё что нам понадобится — это докупленная отдельно батарейка «Крона». В наборе есть разъем под неё, который, по инструкции, надо впаять в первую схему. Мой совет: не делайте этого, оставьте её так и используйте в обеих схемах — и для тестирования первой, и для настройки второй.
В наборе есть разъем под неё, который, по инструкции, надо впаять в первую схему. Мой совет: не делайте этого, оставьте её так и используйте в обеих схемах — и для тестирования первой, и для настройки второй.
Устройства, которые мы соберём, потребляют какое-то безумное количество мА\час.
Если речь идёт об электрической цепи, то наши ресурсы и то, как мы их быстро потратим, измеряются в А\ч (Ампер в час, mAh). Ёмкость типичной «Кроны» (по паспорту):
625 мА·ч ≈ 0,5 А·ч
Первое устройство, «Хамелеон», потребляет до 200 мА·ч. Поэтому нашей Кроны этой схеме хватит на:
625мАч/200мА = 3,125 часа.
а значит использовать её рекомендуется только для проверки работы схемы. Хорошим выходом будет аккумулятор на 12 вольт и ёмкостью не менее 0,5 А·ч.
мА·ч — это то, как быстро сядет батарейка! =)
Было бы круто иметь возможность припаять на платы один из таких разъёмов, и затем включить в него вот такой лабораторный блок питания. Но ни под один из доступных разъёмов на плате нет подходящих отверстий. Следовательно, подключить блок питания мы пока не можем.
Следовательно, подключить блок питания мы пока не можем.
Первый блин комом или сразу troubleshooting
Есть такой анекдот: купил человек самолёт и журнал с описанием «Как делать мёртвую петлю». Следуя инструкции, сел в самолёт, взлетел, начал делать мёртвую петлю — всё получается. Переворачивает страницу, а там: «… выход из мёртвой петли читайте в следующем номере».
Можно много говорить о культуре пайки и о том, что это целое искусство. Одно останется неизменным: если делаешь что-то в первый раз и по книжке, то сначала может не получится. Вот наша первая плата, набор «Хамелеон», вернее то, что из неё получилось. Какие ошибки были допущены?
1. Нарушена технология пайки, как результат — непропаянные контакты, которые лучше выпаять и впаять снова (не перепутав полярность!)
2. Нарушена технология работы: каждая деталь впаивалась по очереди. Ниже вы увидите, насколько выгоднее в этом плане послушать инструкцию и сначала собрать все детали, а потом закрепить их.
Результат: детали красиво стоят в кривь и в кось, а из трех цепочек диодов загорелась в итоге только одна.
Возможное решение: выпаять все детали и впаять заново.
Позитивный момент: можно найти всегда. В данном случае у нас нигде нет «паразитарных перемычек». Правда, удалять их достаточно просто в любом случае: просто провести жалом паяльника и разделить спаявшиеся вместе контакты.
Паять!
Итак, первая схема не получилась у нас из-за нарушения технологии пайки, поэтому сразу обговорим этот простой и на самом деле приятный момент.
В брошюре достаточно наглядно показано и рассказано, как паять, но, к сожалению, мне это не сильно помогло, т. к. там сказано «как надо», а хотелось бы понять саму технику.
Пожалуй, лучшая рекомендация, которую удалось найти, была в этом посте. Приведу её целиком:
Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4. (на самом деле 1-2 с. — прим. А.Ч.)
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.

Дополнительно могу порекомендовать иллюстрированный комикс, переведённый хабрапользователем atarity.
Также, время от времени на жале паяльника образуется нагар и его нужно чистить. Для этого в индустрии используются специальные целлюлозные губки, обязательно смоченные водой. В нашем случае нагар можно снять просто стряхнув его механически — например, тупой стороной ножа.
Для этого в индустрии используются специальные целлюлозные губки, обязательно смоченные водой. В нашем случае нагар можно снять просто стряхнув его механически — например, тупой стороной ножа.
Пошаговая инструкция
После того как первое устройство было нами несправедливо загублено, появилось понимание того, как выстроить процесс более эффективно. Надеюсь, эта пошаговая инструкция поможет вам так же быстро собрать свой собственный набор.
Итак, у нас есть горсть деталей и мы понятия не имеем что к чему. Берём симпатичный маникюрный пинцет (что было дома) и выбираем из этой груды все резисторы.
Вот так они выглядят. Если внимательно присмотреться, мы увидим что у нас 8 одинаковых, ещё 2 одинаковых и 1 «сам по себе». Присматриваться нужно к полосатой маркировке на корпусе. На плате место для резистора обозначается R (resistor). Первые 8 одинаковых становятся в ряд внизу, как это видно на плате, ещё 2 одинаковых слева вверху и один, который «сам по себе» — собственно, монтируется «сам по себе».
На этом этапе, не упустите возможность поиграть с мультиметром. В брошюре подробно описано, как измерить сопротивление резистора.
Хорошая новость: у резисторов нет полярности. Это значит, что нам не важно, какой стороной мы их посадим на плату. Поэтому, долго не думая, придаём нужную форму контактам, сажаем всех на плату, отрезаем кусачками лишнее. Чтобы было удобно паять, мы положили плату на край небольшой картонной коробки, т. к. если её положить на стол, это не дало бы возможности припаять резисторы немного над платой, как это рекомендуется сделать.
Вот что у нас получится. Всё ещё далеко от идеала, но уже гораздо лучше по сравнению с первым набором! Продолжаем.
Теперь отберём все конденсаторы. На плате места для них обозначаются C (capacitor). Конденсаторы бывают полярные, а бывают неполярные. Это значит, что некоторые конденсаторы, если их посадить на плату «не той стороной» работать не будут и вся цепть работать не будет. Подсказка: желтые конденсаторы неполярны, поэтому просто сажаем их в гнёзда C3 и C4.
Цилиндрические конденсаторы полярны. Как определить полярность? Два способа:
1. До обрезки ножек та, что длиннее — это плюс. Достаточно совместить его с маркировкой «+» в посадочном гнезде конденсатора C1 или C2
2. Синяя полоса на конденсаторе — это «ключ». Она там, где минус. Достаточно разместить её с обратной стороны от маркировки «плюс».
Подсказка: если думать лень, просто посадите полярные конденсаторы как на изображении.
И диоды! Диоды все полярны. Способы определить полярность:
1. Более длинная ножка — плюс.
2. Фаска (скос) на боку основания самого диода. Не очеь удобно, т. к. у прозрачных диодов её не видно почти совсем. Все фаски диодов на данной плате должны оказаться с одной стороны — наружной.
3. Поставьте мультиметр в режим прозвона (значок «wi-fi», а на самом деле — звукового сигнала, на мультиметре), черным проводом (минус) коснитесь короткой ножки, красным (плюс) — длинной. В нашем случае диод загорится. Если поменять полярность — не загорится. Это происходит потому, что диод пропускает ток только в одном направлении.
Если поменять полярность — не загорится. Это происходит потому, что диод пропускает ток только в одном направлении.
Если перепутать полярность хотя бы у одного диода, то вся цепочка гореть не будет. Но! Нас эти три способа определения полярности диода не подвели. Последний способ можно ещё раз использовать после монтажа для прозвона цепи и чтобы убедиться, что полярность диодов не нарушена.
У нас осталась только ещё несколько деталей. По часовой стрелке на фото:
Кнопка. Не полярна. Просто поставить и надавить слегка — она закрепится на плате.
Микросхемы: у них есть «ключи» сверху на корпусе. У той, что длиннее, это выемка, которую надо совместить с обозначением на плате. В нашем случае выемка будет смотреть направо, в сторону резисторов. У микросхемы поменьше ключ в виде углубления в левом верхнем углу. Там он и должен оказаться на схеме. Также, эта выемка схематично обозначена на плате, тоже сверху.
Обратите внимание на старые добрые «ламповые» (в смысле — уютные) DIP-микросхемы. Сейчас кроме наборов для творчества их уже мало где встретишь, хотя паять их для меня лично — одно удовольствие, равно как и собирать шестереночные механизмы. В промышленности же на смену традиционным методам, которыми пользовались ещё наши родители и бабушки и дедушки тех, кому предназначается этот набор, пришёл поверхностный монтаж.
Сейчас кроме наборов для творчества их уже мало где встретишь, хотя паять их для меня лично — одно удовольствие, равно как и собирать шестереночные механизмы. В промышленности же на смену традиционным методам, которыми пользовались ещё наши родители и бабушки и дедушки тех, кому предназначается этот набор, пришёл поверхностный монтаж.
Микросхема стабилизатора напряжения. С ней всё просто, перепутать ничего не получится.
Клеммный разъем. Сюда мы будем подключать блок питания. Поэтому важно: у клеммного разъема отверстия под провод должны смотреть наружу платы, иначе их закроет собой близко стоящий конденсатор, и заклепить в клемме провода станет затруднительно (собственно, у нас так и вышло). В случае неправильного размещения клеммного разъема выпаять его без вакуумного оловоотсоса, скорее всего, не получится (у нас не получилось).
Готово! Нам удалось допустить всего одну существенную ошибку при сборке — это расположение клеммного разъема. Но на полярность это не влияет, скорее на удобство эксплуатации.
У нас получилось мини-проверяющее устройство, которое всегда покажет, сколько ещё батарейки осталось. Сейчас мы его настроим на проверку батарейки Крона, которая у нас уже есть и в которой заряд — 9В, пока она не села.
Помните, мы рекомендовали вам не впаивать провода с клеммами для батарейки в первую схему? Если впаяли — выпаяйте, сейчас они нам понадобятся.
Подключаем новую, ещё не севшую батарейку. Соблюдаем полярность (плюсовой разъем клеммы обозначен на плате). Загорелся первый красный светодиод. Схема работает!
Коротко разово нажимаем кнопку. Прибор измеряет напряжение в 9В и запоминает его. Если бы у нас была рядом севшая Крона, можно было бы проверить разность заряда.
Подсказка: быстро разрядить Крону можно при помощи первой схемы если вы её, конечно, правильно собрали. Как мы уже говорили, потребляет она до 200 мА, поэтому разрядит батарейку примерно за три часа.
Собственно, с теми же функциями измерения вольтажа справляется и входящий в набор мультиметр, но делает он это, конечно, не настолько эффектно. При наличии лабораторного блока питания, можно перепрограммировать наше устройство каждый раз под новый вольтаж. То же самое можно сделать, подключая разные батарейки и снова нажимая кнопку «запомнить».
При наличии лабораторного блока питания, можно перепрограммировать наше устройство каждый раз под новый вольтаж. То же самое можно сделать, подключая разные батарейки и снова нажимая кнопку «запомнить».
В заключение хочется сказать спасибо тем, кто придумал и создал этот набор. Два дня назад у меня не было ни малейшего понятия о процессе монтажа печатных плат. Сейчас я отличаю резистор от транзистора и могу посадить их на плату, используя ключи, мультиметр и прочие подсказки. Кроме того, одно из устройств мне удалось сразу собрать и запустить в работу! Как всегда, это очень приятно: видеть и держать в руках то, что удалось собрать самостоятельно.
Благодаря этому двухдневному погружению в электронику, мне стало понятно, что ещё я хочу узнать:
1. Как прозванивать смонтированную печатную плату, чтобы найти, где дефект и устранить его, а не перепаивать всю плату целиком (у меня всё ещё есть надежда пересобрать первое устройство!).
2. Как рассчитать энергопотребление схемы и самостоятельно рассчитать, на сколько хватит того или иного заряда аккумулятора?
3. Три показателя, которое мы измерили в процессе сборки при помощи мультиметра — количество вольт в батарейке, сопротивление в омах резисторе, измерение силы тока в амперах. Как они взаимосвязаны и что я могу с этим делать?
Три показателя, которое мы измерили в процессе сборки при помощи мультиметра — количество вольт в батарейке, сопротивление в омах резисторе, измерение силы тока в амперах. Как они взаимосвязаны и что я могу с этим делать?
4. Как прочитать принципиальную схему устройства и увидеть её на плате? Как совместить п. 3 и п. 4?
Поэтому хочу обратиться к тебе, Хабр. Поделись, пожалуйста, ссылками на статьи и книги по этой теме, которые тебе понравились, которые легко читать, и быстро можно понять.
А также, подскажи, пожалуйста, что бы ты сделал с питанием устройств, клеммами и разъёмами, потому что пока что у меня есть только вариант «два торчащих провода и батарейка Крона».
Надеюсь, этот обзор тоже поможет кому-то «въехать» в нужную тему быстрее и легче. Удачи вам!
видов пайки и сборки печатных плат | Блог
Главная Альтиум Дизайнер Типы пайки печатных плат и процесс сборки
Захария Петерсон
| Создано: 2 апреля 2021 г.  |  Обновлено: 3 апреля 2021 г.
 |  Обновлено: 3 апреля 2021 г.
Помню, когда я впервые начал работать в лаборатории, мне приходилось время от времени припаивать провода к металлизированным контактам. Мы работали с полупроводниковыми материалами, но те же материалы можно использовать при пайке печатных плат, все дело в выборе правильной смеси, подходящей для процесса производства печатных плат.
Процесс производства печатных плат включает в себя несколько этапов: от изготовления платы до сборки и упаковки. В рамках сборки печатных плат существуют различные типы припоя для печатных плат, используемые для монтажа компонентов. Различные припои имеют разные механические характеристики, соображения безопасности и проблемы утилизации, которые следует учитывать при планировании сборки. Переход на бессвинцовую электронику оттесняет использование свинцовых припоев на периферию.
Я пока не буду вдаваться в дискуссию о свинцовом и бессвинцовом использовании, так как в Интернете есть что сказать по этому поводу. А пока давайте рассмотрим различные типы пайки печатных плат, в частности, различные материалы и процессы.
Материалы для пайки печатных плат
На рынке представлено множество различных видов припоя, и выбор лучшего типа припоя может показаться сложной задачей для нового проектировщика или сборщика. Припои используются для создания электрических соединений между металлическими контактами, позволяя расплавленному припою (который представляет собой мягкий сплав) образовывать эвтектику, которая плавится при охлаждении. Смесь металлов, из которых состоит паяемая печатная плата, будет определять ее механическую прочность после затвердевания, требуемую температуру плавления и дым, выделяющийся при пайке. Мы можем различать типы материалов для пайки печатных плат по материалу сердцевины, металлическим компонентам и типам припоя.
Содержание металлов
Смеси свинцовых припоев известны как мягкие припои и положили начало электронной промышленности. Они имеют температуру плавления около 180-190 ° C и срок годности около 2 лет. Обычные припои на основе свинца включают:
Они имеют температуру плавления около 180-190 ° C и срок годности около 2 лет. Обычные припои на основе свинца включают:
- 60/40 Sn/Pb
- 63/37 Sn/Pb
- 62/36/2 Sn/Pb/Ag
Другие соотношения Sn/Pb включают 50/50, 30/70 и 10/90. Олово в основном используется в качестве основного металла, поскольку оно придает сплаву более низкую температуру плавления, а свинец препятствует росту оловянных усов. Более высокая концентрация олова обеспечивает более высокую прочность паяного соединения на сдвиг и растяжение. Компонент серебра в 62/36/2 Sn/Pb/Ag обеспечивает более низкое контактное сопротивление и коррозионную стойкость. Обратите внимание, что существуют и другие типы припоя (индий, сплав цинка и т. д.), но они не используются на печатных платах, поскольку они несовместимы с процессом производства печатных плат.
Припой Sn-Pb 60/40 для ручной пайки до сих пор продается в таких катушках. Бессвинцовые припои становятся все более популярными с тех пор, как ЕС принял Директиву об ограничении использования опасных веществ (RoHS), ограничивающую использование свинца в электронике. Одна проблема с бессвинцовыми припоями заключается в том, что они с большей вероятностью образуют оловянные усы. Конформные покрытия часто используются для предотвращения образования этих оловянных усов и для защиты от влажности и коррозии.
Одна проблема с бессвинцовыми припоями заключается в том, что они с большей вероятностью образуют оловянные усы. Конформные покрытия часто используются для предотвращения образования этих оловянных усов и для защиты от влажности и коррозии.
Припой с флюсовым сердечником продается в виде одной катушки и содержит восстановитель в сердечнике. Этот восстановитель (об этом я расскажу ниже) удаляет любую оксидную пленку с металлических контактов, обеспечивая электрический контакт с высокой проводимостью. Тип материала, содержащегося в сердечнике, является еще одним моментом, который следует учитывать, если вы паяете вручную.
Материал сердечника припоя
Катушки с припоем или паяльные пасты будут содержать один из следующих типов материалов для флюсования металлических контактов во время пайки:
- Флюс на органической кислоте: Флюс на кислотной основе обеспечивает агрессивное удаление оксидов с металлических контактов при их пайке. Этот флюс растворим в воде и требует очистки остатков после пайки для предотвращения коррозии.

- Канифольный флюс: Канифоль представляет собой твердую форму смолы, полученную из хвойных пород. Остаток канифольного флюса не вызывает коррозии, поэтому его используют, когда трудно удалить остатки флюса с органической кислотой.
- Твердые припои: Некоторые припои имеют сплошную сердцевину и не содержат флюса, поэтому флюс необходимо наносить вручную. Этот тип припоя подходит для ручной пайки, если доступен флюс.
Процессы пайки печатных плат
В настоящее время наиболее распространенным типом припоя в печатных платах является бессвинцовый (Sn-Cu) припой с канифольным сердечником. Если ваш сборщик не работает с одноразовой платой или вы не собираете свою собственную плату, печатная плата не будет спаяна вручную. Вместо этого он пройдет автоматизированный процесс:
- Пайка волной припоя: Используется для сквозных компонентов
- Пайка оплавлением: Используется для компонентов поверхностного монтажа в печи оплавления
- Селективная пайка: Используется, когда сквозной компонент может быть поврежден высокой температурой или не подходит для процессов волновой сварки и оплавления

Флюс/паста сначала наносится на металлические контакты на плате для уменьшения окисления и выравнивания потока расплавленного припоя, который укрепляет готовое паяное соединение на печатной плате. Большинство проектировщиков, вероятно, предположат, что вам нужно собирать детали с выводами, не содержащими свинца, с использованием бессвинцовой паяльной пасты, но это не является строгим требованием. По мнению группы экспертов по пайке, нередко смешивают эти материалы, хотя имейте в виду, что окончательный сплав, который вы формируете, может иметь механические свойства, которые находятся между конечными сплавами на основе свинца и сплавами без свинца.
Если вам необходимо создать производственные материалы для вашей платы, включая все необходимые этапы сборки и соответствие нормативам, используйте полный набор функций проектирования и производства печатных плат в Altium Designer®. После создания файлов Gerber и других производственных файлов вы можете быстро создавать чертежи сборки и добавлять аннотации для указания требований к сборке. Легко указать различные типы материалов для пайки печатных плат, которые вы, возможно, захотите использовать в своей следующей печатной плате.
Легко указать различные типы материалов для пайки печатных плат, которые вы, возможно, захотите использовать в своей следующей печатной плате.
Когда вы закончили проектирование и хотите передать файлы своему производителю, платформа Altium 365™ упрощает совместную работу и совместное использование ваших проектов. Мы только коснулись того, что можно сделать с помощью Altium Designer в Altium 365. Вы можете посетить страницу продукта, чтобы получить более подробное описание функций, или посетить один из вебинаров по запросу.
Об авторе
Об авторе
Захария Петерсон имеет обширный технический опыт в научных кругах и промышленности. В настоящее время он предоставляет исследовательские, дизайнерские и маркетинговые услуги компаниям электронной промышленности. До работы в индустрии печатных плат он преподавал в Портлендском государственном университете и проводил исследования в области теории случайных лазеров, материалов и стабильности. Его опыт научных исследований охватывает темы лазеров на наночастицах, электронных и оптоэлектронных полупроводниковых устройств, датчиков окружающей среды и стохастики. Его работы были опубликованы в более чем дюжине рецензируемых журналов и материалов конференций, и он написал более 1000 технических блогов по проектированию печатных плат для ряда компаний. Он является членом Общества фотоники IEEE, Общества упаковки электроники IEEE, Американского физического общества и Ассоциации инженеров по печатным схемам (PCEA). Ранее он был членом с правом голоса в Техническом консультативном комитете INCITS по квантовым вычислениям, работающем над техническими стандартами для квантовой электроники, а в настоящее время он работает в рабочей группе IEEE P3186, занимающейся интерфейсом порта, представляющим фотонные сигналы с использованием симуляторов цепей класса SPICE.
Его работы были опубликованы в более чем дюжине рецензируемых журналов и материалов конференций, и он написал более 1000 технических блогов по проектированию печатных плат для ряда компаний. Он является членом Общества фотоники IEEE, Общества упаковки электроники IEEE, Американского физического общества и Ассоциации инженеров по печатным схемам (PCEA). Ранее он был членом с правом голоса в Техническом консультативном комитете INCITS по квантовым вычислениям, работающем над техническими стандартами для квантовой электроники, а в настоящее время он работает в рабочей группе IEEE P3186, занимающейся интерфейсом порта, представляющим фотонные сигналы с использованием симуляторов цепей класса SPICE.
Другие материалы Zachariah Peterson
Последние статьи
Многоплатный дизайн Nucleo Shields Узнайте, как легко создавать проекты с несколькими платами, из этой практической статьи о проектах. Марк Харрис объясняет, почему вы должны разбивать большие платы на сборочные единицы, и варианты соединения между платами вспомогательных сборок.
Читать статью
Риск против. Награда
Во время недавней выставки IPC APEX было много дискуссий о SAP или полуаддитивных процессах производства печатных плат. Как и в случае с любой новой технологией в производстве печатных плат, были люди, которые были рады сразу же начать проектирование с гораздо меньшими размерами элементов и проработать неизбежные изменения в традиционном мыслительном процессе. Другие находятся в режиме «подождем и посмотрим», и, конечно, есть и несколько скептиков. Было несколько стендов
Читать статью
Освоение инструмента проектирования печатных плат по мере развития отрасли со Стивеном Чавесом
Это эпизод с очень уважаемым инженером-электриком Стивеном Чавесом, который нельзя пропустить! Стивен поощряет и мотивирует таких разработчиков печатных плат, как вы, продолжать учиться и добиваться успеха в электронной промышленности.
Марк Харрис объясняет, почему вы должны разбивать большие платы на сборочные единицы, и варианты соединения между платами вспомогательных сборок.
Читать статью
Риск против. Награда
Во время недавней выставки IPC APEX было много дискуссий о SAP или полуаддитивных процессах производства печатных плат. Как и в случае с любой новой технологией в производстве печатных плат, были люди, которые были рады сразу же начать проектирование с гораздо меньшими размерами элементов и проработать неизбежные изменения в традиционном мыслительном процессе. Другие находятся в режиме «подождем и посмотрим», и, конечно, есть и несколько скептиков. Было несколько стендов
Читать статью
Освоение инструмента проектирования печатных плат по мере развития отрасли со Стивеном Чавесом
Это эпизод с очень уважаемым инженером-электриком Стивеном Чавесом, который нельзя пропустить! Стивен поощряет и мотивирует таких разработчиков печатных плат, как вы, продолжать учиться и добиваться успеха в электронной промышленности.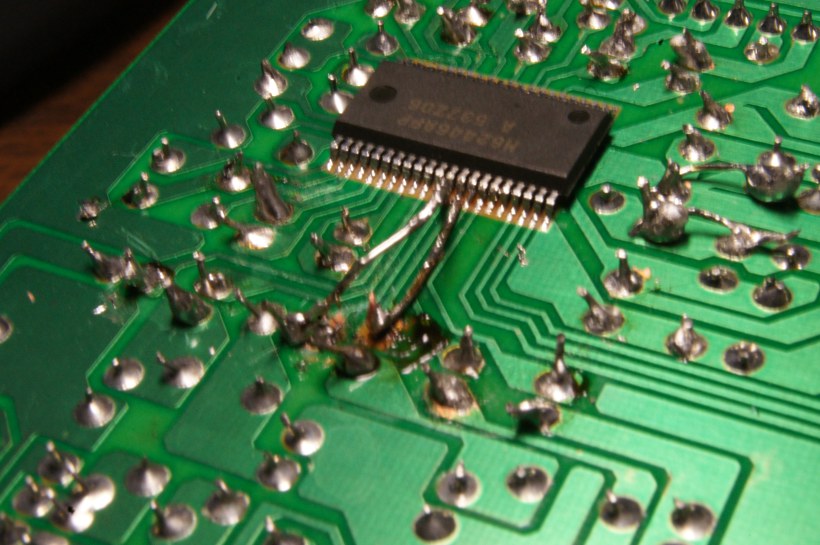 Читать статью
Конструкции беспроводных модулей: метеостанция EnviroSense WiFi Multiboard
Начните работу с узлами, монтируемыми на поверхность, в этом практическом проекте по проектированию беспроводных модулей. Марк Харрис демонстрирует преимущества многоплатных сборок при создании собственного модуля для поверхностного монтажа.
Читать статью
Теория трансформаторов стала проще
Трансформаторы, используемые для преобразования мощности 50/60 Гц, должны быть физически больше, чем те, которые используются в настенных панелях. Прочтите эту статью, и вы поймете, почему.
Читать статью
Читать статью
Конструкции беспроводных модулей: метеостанция EnviroSense WiFi Multiboard
Начните работу с узлами, монтируемыми на поверхность, в этом практическом проекте по проектированию беспроводных модулей. Марк Харрис демонстрирует преимущества многоплатных сборок при создании собственного модуля для поверхностного монтажа.
Читать статью
Теория трансформаторов стала проще
Трансформаторы, используемые для преобразования мощности 50/60 Гц, должны быть физически больше, чем те, которые используются в настенных панелях. Прочтите эту статью, и вы поймете, почему.
Читать статью Обзор выходных данных проекта печатной платы и файлов изготовления
Убедитесь, что вы знаете, какие выходные файлы проекта печатной платы нужны вашему производителю и сборщику, чтобы убедиться, что они могут построить вашу печатную плату. Читать статью
Читать статью
Четыре распространенных мифа о проектировании ЭМС «Не делайте промежутков между плоскостью земли, для этого никогда не бывает веских причин». Доктор Хубинг, наш сегодняшний гость, является экспертом EMC с 30-летним опытом работы в отрасли. Смотрите этот выпуск или слушайте прямо сейчас. Читать статью
Как правильно заземлить АЦП Заземление с АЦП повлияет на введение шума в плату, и его следует учитывать при построении системы со смешанными сигналами. Читать статью
Кибербезопасность в цепочке поставок печатных плат В этом выпуске Дидрик Бех, генеральный директор Elmatica, поделится некоторыми соображениями, которые помогут нам понять важность кибербезопасности в цепочке поставок в отрасли производства печатных плат. Смотрите или слушайте прямо сейчас!
Читать статью
Термический менеджмент в печатных платах сегодня
Устранение путаницы с IPC 2152 с Майком Джуппи, «Тепловым Человеком». Посмотрите этот выпуск и узнайте больше об управлении температурным режимом на печатной плате, который будет очень полезен для вашего следующего проекта по проектированию печатной платы.
Читать статью
Смотрите или слушайте прямо сейчас!
Читать статью
Термический менеджмент в печатных платах сегодня
Устранение путаницы с IPC 2152 с Майком Джуппи, «Тепловым Человеком». Посмотрите этот выпуск и узнайте больше об управлении температурным режимом на печатной плате, который будет очень полезен для вашего следующего проекта по проектированию печатной платы.
Читать статьюВернуться домой
Методы сборки и пайки печатных плат | Блог Advanced PCB Design
Ключевые выводы
- Сборка и пайка печатных плат
завершают физическое построение схемы путем подбора, размещения и пайки компонентов на плате.
В технологии сквозных отверстий электронные компоненты с выводами или штыревыми отверстиями припаиваются к плате, образуя цепь.

Пайка волной припоя является наиболее распространенным методом, используемым в THT и SMT PCBA.
Печатные платы (ПП) являются важной частью электроники; без печатных плат большинство электронных устройств были бы просто бесполезными коробками. Печатные платы обычно изготавливаются из стекловолокна и скрепляются эпоксидной смолой. Процесс сборки и пайки печатной платы завершает физическое построение схемы путем выбора, размещения и пайки компонентов на плате. Проверка, тестирование и обратная связь после сборки и пайки печатных плат делают процесс производства печатных плат успешным. В этой статье мы обсудим процессы сборки и пайки печатных плат.
Сборка и пайка печатных плат
Процесс сборки и пайки печатных плат превращает плату в функциональный прототип. Этапы сборки печатной платы (PCBA) включают размещение компонентов, пайку, проверку и, наконец, тестирование. Процесс PCBA может быть как ручным, так и автоматизированным процессом, который определяется производителем на каждом этапе.
Процесс PCBA может быть как ручным, так и автоматизированным процессом, который определяется производителем на каждом этапе.
Краткий обзор процесса изготовления печатной платы
Проектирование печатной платы начинается с принципиальной схемы. На основе принципиальной схемы разработана разводка печатной платы. Компоновка печатной платы определяет электрические соединительные пути, называемые дорожками, в цепи и места размещения компонентов. После утверждения макета печатной платы он распечатывается.
Готовые печатные платы представляют собой кусочки стекловолокна, скрепленные эпоксидной смолой. На плате проложены дорожки из меди. Компоненты закрепляются на плате с помощью пайки. В процессе пайки компоненты закрепляются на предназначенных для них местах с помощью вещества, называемого припоем. Печатная плата с припаянными к ней компонентами образует собранную печатную плату. Как только компоненты прикреплены к печатной плате, плата готова к тестированию.
В процессе изготовления печатных плат используются три технологии, которые мы обсудим далее.
Технологии сборки печатных плат
В процессе изготовления печатных плат используются три ключевые технологии:
Технология сквозных отверстий (THT) Процесс печатных плат: В технологии сквозных отверстий электронные компоненты с выводами или сквозными отверстиями припаиваются к плате, образуя цепь. Выводы или клеммы компонентов вставляются через отверстия или контактные площадки на печатной плате и припаиваются с противоположной стороны.
Технология поверхностного монтажа (SMT) Процесс PCBA: Существует два типа контактных площадок: для сквозного монтажа и для поверхностного монтажа. В печатных платах, использующих контактные площадки для поверхностного монтажа, устройства для поверхностного монтажа (SMD) припаиваются для разработки схемы.
 Процесс пайки происходит на той же поверхности, на которой размещается компонент с помощью паяльной пасты.
Процесс пайки происходит на той же поверхности, на которой размещается компонент с помощью паяльной пасты.Смешанная технология Процесс PCBA: Поскольку конструкция схемы становится сложной, невозможно придерживаться только одного типа компонентов в схеме. В платах, реализующих сложные схемы, есть как сквозные, так и поверхностные устройства. Такие печатные платы, в которых используются смешанные компоненты, называются платами со смешанной технологией, а процесс сборки представляет собой процесс печатной платы со смешанной технологией.
Этапы сборки печатной платы с технологией сквозного монтажа
Последовательность процесса сборки печатной платы зависит от используемой технологии монтажа. Давайте рассмотрим этапы сборки печатных плат по технологии сквозных отверстий.
Размещение компонентов: в технологии сквозных печатных плат инженер начинает с размещения компонентов в соответствующих положениях, как указано в файлах проекта печатной платы.

Проверка и исправление: после того, как все компоненты размещены, проводится проверка платы. При осмотре проверяется, правильно ли размещены компоненты. Если обнаруживается, что компоненты размещены неточно, такие проблемы устраняются немедленно на этапе исправления. Осмотр и исправление должны быть завершены до начала процесса пайки.
Пайка: Следующим шагом в процессе является пайка, которая фиксирует компоненты, размещенные на соответствующих контактных площадках.
Тестирование: после завершения процесса сборки и пайки печатной платы плата отправляется на тестирование. Каждая печатная плата, используемая в электронном устройстве, прошла этот процесс и прошла тестирование.
Существует множество доступных методов пайки, и мы рассмотрим некоторые из них ниже.
Методы пайки
Независимо от используемой технологии монтажа, процесс пайки используется во всех процессах печатных плат. Существует множество различных методов пайки для крепления электрических компонентов к печатной плате, в том числе:
Пайка волной припоя – При пайке волной припоя печатная плата перемещается по волне горячего припоя, который затвердевает и фиксирует компоненты. Это наиболее распространенный метод, используемый в THT и SMT PCBA.
Пайка твердым припоем – При пайке твердым припоем металлические детали соединяются путем нагревания. Однако этот метод расплавляет металлы на дне для установки присадочного металла. При пайке пайкой используется самая высокая температура и получаются самые прочные соединения.
Пайка оплавлением – В процессе пайки оплавлением компоненты крепятся к плате с помощью нагретой паяльной пасты.
 Паяльная паста в расплавленном состоянии соединяет контактные площадки и контакты на печатной плате.
Паяльная паста в расплавленном состоянии соединяет контактные площадки и контакты на печатной плате.Мягкая пайка – В технике мягкой пайки металлический заполнитель из оловянно-свинцового сплава нагревается электрической горелкой или газом для фиксации компонентов на плате. Мягкая пайка — популярный метод крепления компактных хрупких компонентов к печатной плате.
Твердая пайка – Твердая пайка используется для соединения металлических деталей, таких как медь, латунь, серебро или золото, при температуре около 600°F. Твердая пайка обеспечивает более прочное соединение, чем мягкая пайка.
Чтобы начать процесс сборки и пайки печатных плат, рассмотрите возможность использования программного обеспечения для проектирования печатных плат. Инструменты Cadence предлагают функции для схематических чертежей и интеграции с компоновкой схем, управлением данными и анализом в одном приложении.
Ведущие поставщики электроники полагаются на продукты Cadence для оптимизации потребностей в мощности, пространстве и энергии для широкого спектра рыночных приложений. Если вы хотите узнать больше о наших инновационных решениях, поговорите с нашей командой экспертов или подпишитесь на наш канал YouTube.
Запрос оценки
Решения Cadence PCB — это комплексный инструмент для проектирования от начала до конца, позволяющий быстро и эффективно создавать продукты. Cadence позволяет пользователям точно сократить циклы проектирования и передать их в производство с помощью современного отраслевого стандарта IPC-2581.
Подпишитесь на Linkedin Посетить сайт Больше контента от Cadence PCB Solutions
Загрузка, подождите
Ошибка – что-то пошло не так!
Хотите последние новости о печатных платах?
Подпишитесь на нашу ежемесячную рассылку новостей
Спасибо!
Понимание пайки.
 Часть 1: Процесс пайки печатных плат
Часть 1: Процесс пайки печатных платЗагрузить сейчас
Часто легко принимать основы как должное. В колледже у меня была лаборатория, где нам нужно было припаять два провода к динамику, и почти никто в классе не знал, как это сделать. Такая крутая кривая обучения еще более распространена в дизайне досок, где вам нужно выучить жаргон, чтобы хотя бы начать понимать, о чем говорится в учебнике. Эта серия поможет вам глубже погрузиться в основы пайки, чтобы вы могли понять, насколько это важно при изготовлении хорошей печатной платы. Основы пайки одинаковы независимо от того, подключаете ли вы провода к динамику или компоненты SMT к печатной плате; вам понадобится припой, флюс и тепло. При производстве больших объемов продукции ваш КМ не будет использовать припой и утюг; вместо этого они, скорее всего, будут использовать пайку оплавлением припоя или пайку волной припоя в зависимости от типов компонентов в вашей конструкции. Понимание этих процессов и принципов, лежащих в основе пайки, поможет вам избежать различных дефектов, которые трудно отследить и уничтожить, когда придет время для производства.
Что такое пайка?
Пайка — это процесс соединения двух металлов путем сплавления их с другим элементом — припоем. Этот процесс отличается от сварки тем, что плавится только расплавленный металл, а два соединяющихся металла остаются недеформированными. С помощью этого метода можно создать прочное, но обратимое соединение между электрическими проводниками, если это необходимо для замены компонентов или ремонта платы.
Припой представляет собой сплав, обычно состоящий из олова и свинца; однако другие элементы; такие как серебро, также используются. Из-за опасений по поводу токсичности свинца все более распространенным становится неэтилированный или бессвинцовый припой. Основное различие между ними заключается в их температурах плавления, при этом температура плавления бессвинцового припоя обычно на 50 ° C выше, чем у припоя со свинцом. Если правила не требуют использования бессвинцового припоя, как в Европейском Союзе, свинцовый припой, как правило, проще в использовании и имеет меньший риск дефектов. Воздействие таких высоких температур на компоненты платы может сократить срок их полезного использования и вызвать проблемы, когда плата находится в полевых условиях.
Воздействие таких высоких температур на компоненты платы может сократить срок их полезного использования и вызвать проблемы, когда плата находится в полевых условиях.
Другим основным компонентом пайки является флюс. Флюс в широком смысле можно определить как чистящее средство, удаляющее окисление с металлических поверхностей, предназначенных для пайки. Если вы использовали ручной паяльник и паяльную проволоку, дым, который вы видите, когда вы расплавляете проволоку, — это сгоревший флюс. Вы узнаете больше о различиях между флюсом и припоем в следующем блоге этой серии.
Оплавление припоем и пайка волной припоя
Когда вашему CM придет время производить вашу плату, они почти наверняка будут использовать либо оплавление припоем, либо пайку волной припоя. В наши дни пайка оплавлением припоя является наиболее распространенным процессом, но пайка волной припоя все еще иногда используется для некоторых плат. Решающим фактором часто является количество компонентов SMT или сквозных компонентов, используемых на плате.
- Оплавление припоя — Этот процесс в основном используется для плат с большим количеством компонентов SMT. При оплавлении паяльная паста, состоящая из крошечных шариков припоя, взвешенных во флюсе, наносится с помощью трафарета на печатную плату. Затем компоненты SMT размещаются на контактных площадках, где паяльная паста действует как связующее вещество и удерживает их во время нагрева. Затем платы проходят через печь, где припой плавится, затем охлаждается и образует электрические соединения для печатной платы. Для двусторонних плат в этом процессе сначала делается одна сторона, затем печатная плата переворачивается, а другая сторона припаивается.
- Пайка волной припоя . В этом методе печатная плата покрывается флюсом, а затем пропускается через волну (или несколько волн) припоя. Этот метод, как правило, лучше подходит для компонентов со сквозными отверстиями, поскольку припой больше заполняет их переходные отверстия и обеспечивает лучшее соединение.
 Для двусторонних плат компоненты SMT часто приклеиваются к нижней части, а компоненты со сквозными отверстиями монтируются сверху.
Для двусторонних плат компоненты SMT часто приклеиваются к нижней части, а компоненты со сквозными отверстиями монтируются сверху. - Селективная пайка — этот метод является более точной альтернативой пайке волной припоя. Более новые системы могут напрямую использовать данные САПР для точного позиционирования лазера, что обеспечивает большую гибкость и стабильные высококачественные паяные соединения.
Обязательно поговорите со своим CM, чтобы узнать, какой метод они рекомендуют для вашей платы, и спросите их о каких-либо рекомендациях DFM, которые у них есть для этого процесса. Теперь пришло время понять, почему важно знать все о пайке.
3 Тенденции, ускоряющие развитие электроники
Загрузить сейчас
Дефекты пайки
Дефекты печатных плат, возникшие в результате пайки, трудно найти и исправить. Некоторыми из наиболее распространенных дефектов являются надгробные плиты, перемычки и избыток припоя.
- Надгробие — Это происходит, когда компонент соединяется только с одной площадкой и отрывается от другой без соединения.
 Этот дефект может возникнуть из-за неправильной конструкции колодки. Например, если один компонент SMT имеет две контактные площадки, и одна из них значительно больше другой, она будет нагреваться быстрее. При оплавлении припоя, когда контактная площадка нагревается быстрее, припой там плавится первым, связывая эту контактную площадку и заставляя компонент подниматься с другой стороны и не соединиться.
Этот дефект может возникнуть из-за неправильной конструкции колодки. Например, если один компонент SMT имеет две контактные площадки, и одна из них значительно больше другой, она будет нагреваться быстрее. При оплавлении припоя, когда контактная площадка нагревается быстрее, припой там плавится первым, связывая эту контактную площадку и заставляя компонент подниматься с другой стороны и не соединиться. - Перемычка – Этот дефект возникает, когда две контактные площадки соединяются (перемыкаются) припоем. Это часто происходит, когда контактные площадки располагаются слишком близко друг к другу или между контактными площадками и их паяльной маской недостаточно места.
- Холодная пайка (избыток припоя) – Это ситуация, когда припой расплавляется не полностью. Результатом является избыток припоя или слишком много припоя на контактной площадке или выводе. Это может произойти, если выводы слишком длинные, если наносится слишком много припоя или если припой не смачивается должным образом между выводом компонента и контактной площадкой.
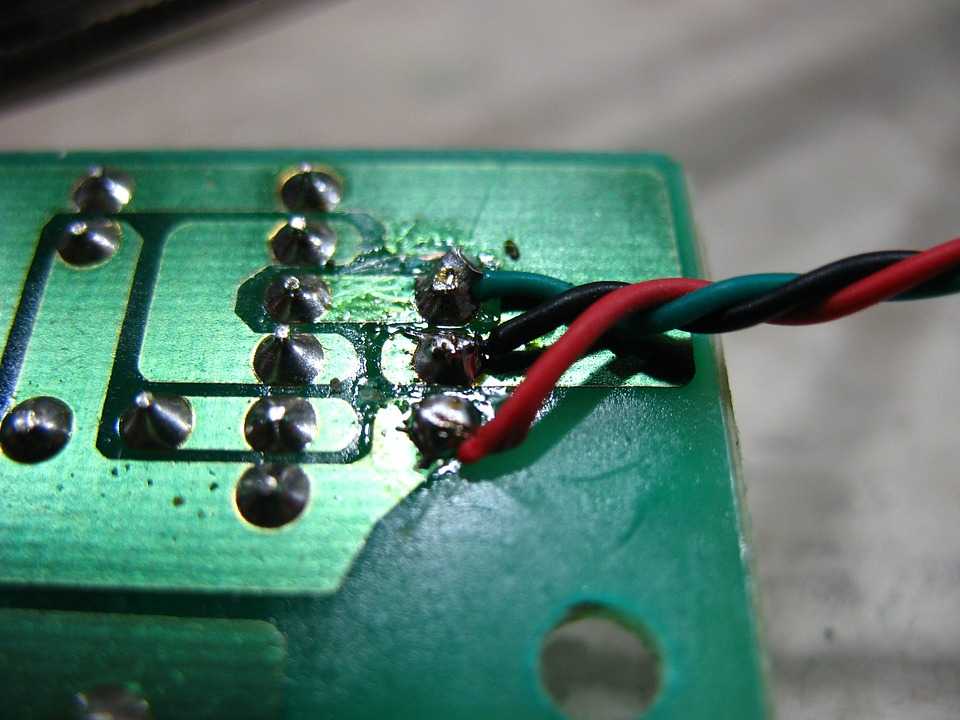 Дополнительный припой также может увеличить импеданс соединения.
Дополнительный припой также может увеличить импеданс соединения.
Первый шаг к тому, чтобы избежать всех этих дефектов, — это углубиться в пайку и понять, как работает этот процесс от начала до конца. Теперь вы немного знаете об основах пайки; припой, флюс и нагрев. Мы также рассмотрели пайку оплавлением припоем и пайку волной припоя как два основных процесса, используемых сегодня для массового производства печатных плат. Настоящим ключом к успешному проектированию и производству плат является наличие CM, который может помочь вам с DFM, например, Tempo Automation.
Служба изготовления заказных печатных плат Tempo
|

А чтобы помочь вам начать работу с наилучшего пути, мы предоставляем информацию для ваших проверок DFM и позволяем вам легко просматривать и загружать файлы DRC. Если вы являетесь пользователем Altium Designer или Cadence Allegro, вы можете просто добавить эти файлы в свое программное обеспечение для проектирования печатных плат. Для Mentor Pads или других дизайнерских пакетов мы предоставляем информацию DRC в других форматах CAD и Excel.
Если вы готовы изготовить свою конструкцию, попробуйте наш инструмент расчета стоимости, чтобы загрузить файлы CAD и BOM. Если вам нужна дополнительная информация о файлах САПР или о том, как включить ваш проект в формат САПР, свяжитесь с нами.
Если вам нужна дополнительная информация о файлах САПР или о том, как включить ваш проект в формат САПР, свяжитесь с нами.
В следующей установке этой серии вы подробно узнаете о строительных блоках пайки, припоя и флюса.
Подробнее
Последние новости о печатных платах доставлены на ваш почтовый ящик.
3 Наконечники для пайки печатных плат в процессе пайки SMD – Производство печатных плат и сборка печатных плат
Что такое пайка печатных плат?
Пайка печатных плат используется как для сквозных печатных плат, так и для поверхностного монтажа. В последнем случае электронные компоненты приклеиваются с помощью установочного оборудования к поверхности печатной платы перед тем, как пройти через волну расплавленного припоя.
Услуги по пайке печатных плат: пайка печатных плат, которую RayMing эффективно предлагает в Китае. Большинство покупателей, желающих иметь качественные паяльные услуги по конкурентоспособным ценам могут связаться с нами по их требованиям. Мы обслуживаем большинство спецификаций на нашем собственном заводе для пайки печатных плат в Китае.
Большинство покупателей, желающих иметь качественные паяльные услуги по конкурентоспособным ценам могут связаться с нами по их требованиям. Мы обслуживаем большинство спецификаций на нашем собственном заводе для пайки печатных плат в Китае.
Независимо от других контрактных производителей электроники, у нас есть собственное производство в Шэньчжэне, Китай, чтобы предложить эффективные услуги пайки в соответствии с вашими потребностями. Мы наняли опытный персонал из 310 сотрудников для проведения пайки печатной платы для различных типов технологий.
При необходимости мы предлагаем бессвинцовую пайку печатных плат. Специально для оказания данной услуги мы наняли опытный персонал и создали две дополнительные производственные линии. Мы следуем исключительным процессам пайки в соответствии с инструкциями RoHS по пайке и используем современные методы контроля качества.
Запросить изготовление и сборку печатных плат
3 наконечника для пайки печатных плат:
свариваются под действием флюса и после охлаждения образуют прочный паяный шов. Когда припой представляет собой оловянно-свинцовый сплав, а поверхность пайки представляет собой медь, припой сначала смачивает поверхность пайки, и благодаря явлению смачивания припой постепенно диффундирует к металлической меди, образуя адгезионный слой на контактной поверхности припоя и металлическая медь, так что они крепко соединились.
Когда припой представляет собой оловянно-свинцовый сплав, а поверхность пайки представляет собой медь, припой сначала смачивает поверхность пайки, и благодаря явлению смачивания припой постепенно диффундирует к металлической меди, образуя адгезионный слой на контактной поверхности припоя и металлическая медь, так что они крепко соединились.
2. Основные функции флюса: удаление оксидов с поверхности металла, удаление примесей и грязи с поверхности металла, предотвращение повторного окисления поверхности металла. Роль припойного сопротивления в основном используется для предотвращения пайки между компонентами.
3. Хорошая точка пайки должна соответствовать следующим стандартам: точки пайки во внутреннюю дугу; пайка должна быть круглой, гладкой и блестящей. Чистота без шипов, проколов, пустот, грязи, пятен канифоли. Следует следить за тем, чтобы пайка была прочной и не расшатывалась.
Различные типы процессов пайки печатных плат
При проектировании и изготовлении печатных плат большое значение имеет пайка. Это связано с тем, что пайка — это процесс, посредством которого все компоненты размещаются на плате, и если она не отличается высоким качеством, производительность печатной платы также снижается. Пайку можно рассматривать аналогично сварке. Это процесс приклеивания компонентов к плате. Припой — это, по сути, сплав, который размещается среди различных компонентов и модулей на плате и склеивается вместе для достижения определенной цели. Припой расплавляется через пистолет или паяльник и, когда припой остывает, он соединяет медную дорожку с компонентами. Существуют различные типы пайки в зависимости от метода и качества. Эта статья посвящена информации, связанной с процессами пайки.
Это связано с тем, что пайка — это процесс, посредством которого все компоненты размещаются на плате, и если она не отличается высоким качеством, производительность печатной платы также снижается. Пайку можно рассматривать аналогично сварке. Это процесс приклеивания компонентов к плате. Припой — это, по сути, сплав, который размещается среди различных компонентов и модулей на плате и склеивается вместе для достижения определенной цели. Припой расплавляется через пистолет или паяльник и, когда припой остывает, он соединяет медную дорожку с компонентами. Существуют различные типы пайки в зависимости от метода и качества. Эта статья посвящена информации, связанной с процессами пайки.
Запросить производство и сборку печатных плат
Мягкая пайка печатных плат: Процесс мягкой пайки очень популярен и широко применяется в электротехнической и электронной промышленности. Этот метод создает электрическое соединение между компонентами через печатные платы. Соединение также иногда соединяют с помощью соединителей или медной трубы. Припой, используемый для этого метода, состоит из комбинации олова с некоторыми другими металлами. Для лучшего соединения компонентов на печатной плате посредством мягкой пайки добавляется кислое вещество, известное как флюс, для обеспечения плотного соединения при пайке. Газовый или электрический паяльник используется для процесса мягкой пайки, и соединение, создаваемое в результате, часто слабее, чем при других типах пайки.
Соединение также иногда соединяют с помощью соединителей или медной трубы. Припой, используемый для этого метода, состоит из комбинации олова с некоторыми другими металлами. Для лучшего соединения компонентов на печатной плате посредством мягкой пайки добавляется кислое вещество, известное как флюс, для обеспечения плотного соединения при пайке. Газовый или электрический паяльник используется для процесса мягкой пайки, и соединение, создаваемое в результате, часто слабее, чем при других типах пайки.
Твердая пайка: Твердая пайка известна тем, что создает более прочное соединение, чем мягкая пайка, поскольку она включает использование более высокой температуры для плавления припоя. В качестве припоя обычно используется серебро или латунь, а для плавления используется паяльная лампа. Металл, который в результате связывается, известен как основной металл и нагревается до точки, в которой расплавляется серебряный или латунный припой для создания более прочных соединений. Иногда, когда в качестве материала для пайки используется серебро, это называется пайкой серебром. Серебро намного дороже латуни, даже если оно плавится при более низких температурах.
Иногда, когда в качестве материала для пайки используется серебро, это называется пайкой серебром. Серебро намного дороже латуни, даже если оно плавится при более низких температурах.
Пайка: Пайка на самом деле требует более высоких температур, чем мягкая и твердая пайка. Процесс пайки очень похож на процесс пайки твердым припоем, поскольку металлические детали или компоненты соединяются друг с другом посредством нагревания. В этом процессе к тому времени, когда вы нагреваете основной металл, на него помещается припой, который затем известен как припой для пайки между различными поверхностями. Материал моментально плавится, а расплавленный наполнитель с помощью капиллярного действия соединяется с компонентами или основными металлами.
Запросить производство и сборку печатных плат сейчас
Пайка оплавлением: В процессе пайки оплавлением паяльная паста нагревается. После нагрева теперь паяльная паста превращается в расплавленное состояние для соединения выводов и площадок различных электронных компонентов друг с другом. Соединение, созданное с помощью пайки оплавлением, является постоянным.
Соединение, созданное с помощью пайки оплавлением, является постоянным.
Всего в этом процессе 4 шага, которые также известны как зоны. Зоны называются охлаждением, оплавлением, замачиванием и предварительным нагревом. Ниже подробно описаны все четыре зоны.
- Зона предварительного нагрева: Зона предварительного нагрева обычно относится к повышению температуры от нормального диапазона до 150-180 градусов Цельсия. Скачок температуры от нормальной до 150 градусов по Цельсию составляет всего 5 градусов в секунду. Следовательно, общее время, необходимое для перехода от нормального диапазона к 150 градусам Цельсия, составляет около 220 секунд или 3,5 минуты. Преимущество этого более медленного прогрева заключается в том, что и растворитель, и вода могут выйти из паров пасты в кратчайшие сроки. Это также позволяет постоянно нагревать более крупные компоненты вместе с более мелкими компонентами.
- Зона выдержки: Зона выдержки находится в диапазоне от периода предварительного нагрева от 150 градусов Цельсия до времени расплавления сплава.
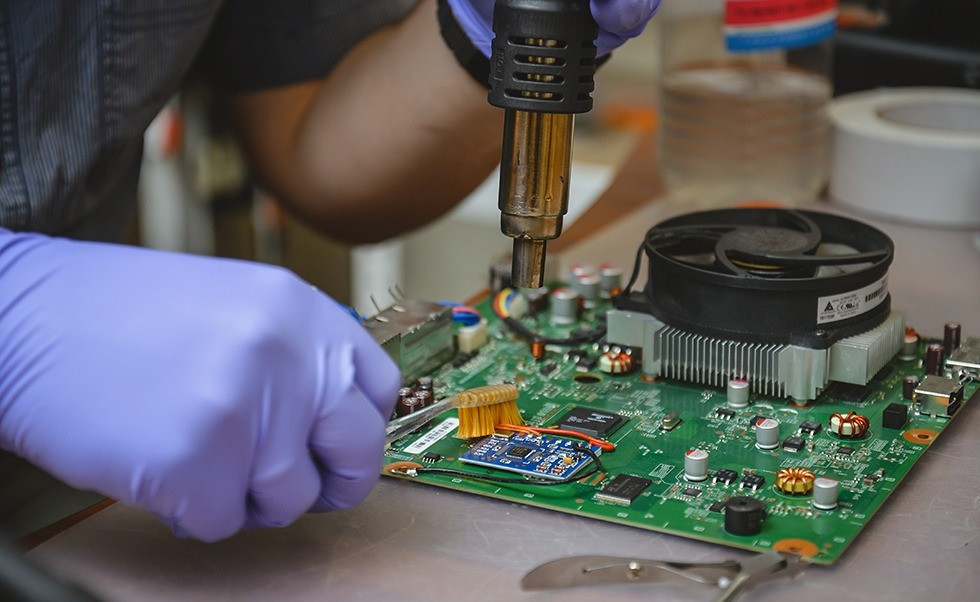 Это означает, что флюс становится активным, в то время как окисленный заменитель удаляется с металлической поверхности и готов к очень хорошей пайке между выводами компонентов и контактными площадками печатной платы.
Это означает, что флюс становится активным, в то время как окисленный заменитель удаляется с металлической поверхности и готов к очень хорошей пайке между выводами компонентов и контактными площадками печатной платы. - Зона оплавления: Зона оплавления также известна как время над ликвидусом. Время выше ликвидуса обозначается аббревиатурой TAL и считается частью процесса, когда достигается самая высокая температура. Очень распространенная пиковая температура находится в диапазоне от 20 до 40 градусов Цельсия выше состояния ликвидуса.
- Зона охлаждения: Температура в зоне охлаждения медленно и постепенно снижается до тех пор, пока припой не затвердеет на стыках. Следует отметить, что необходимо учитывать максимально допустимую крутизну охлаждения, чтобы избежать возникновения дефектов в процессе. Поэтому рекомендуется принять стандартную скорость охлаждения около 4 градусов Цельсия.
Запросить производство и сборку печатных плат сейчас
Профили для процесса оплавления Существует два основных профиля, которые используются в процессе оплавления, т. е. оседающий и пропитывающий. Тип замачивания очень похож на трапециевидную форму, тогда как тип оседания похож на дельтавидную форму. В случае, если плата очень простая и не используются сложные компоненты, например. BGA или компоненты большего размера, то лучше всего выбрать профиль с просадкой, в противном случае оптимально выбрать профиль для замачивания.
е. оседающий и пропитывающий. Тип замачивания очень похож на трапециевидную форму, тогда как тип оседания похож на дельтавидную форму. В случае, если плата очень простая и не используются сложные компоненты, например. BGA или компоненты большего размера, то лучше всего выбрать профиль с просадкой, в противном случае оптимально выбрать профиль для замачивания.
Следующее изображение иллюстрирует разницу кривых между трапециевидным типом и треугольным типом. Видно, что трапециевидный тип имеет больше изгибов, в то время как дельта-тип растет линейно, пока не достигнет максимальной точки, а затем опускается вниз. Кривая как для треугольника, так и для трапеции разделена на четыре части. Часть A достигает 150 градусов по Цельсию. Часть B – до тех пор, пока температура не поднимется до 180 градусов по Цельсию. Часть C — это когда температура превышает 230 градусов по Цельсию, а часть D — когда температура снова падает с 230 градусов по Цельсию. Следует отметить, что пиковые температуры для обоих типов одинаковы, то есть 230 градусов по Цельсию.
Полное руководство по пайке печатных плат
3 марта 2021 г.|Общие сведения
Пайка печатных плат является важным навыком для техников-электриков или всех, кто интересуется механикой электрических цепей. Это также относительно простой процесс для освоения, и его можно применять к множеству паяльных работ. В этой статье мы подробно рассмотрим процесс пайки печатных плат, различные методы, которые вы можете применить, и необходимые материалы.
Что такое пайка печатных плат?
Содержание
- 1 Что такое пайка печатных плат?
- 2 Методы пайки
- 2.1 Что такое мягкая пайка?
- 2.2 Что такое пайка твердым припоем?
- 3 Какое оборудование необходимо для пайки?
- 3.1 1. Паяль железа
- 3.2 2. Поток припоя
- 3.3 3. Паяльная паста
- 3.4 4. PCB
- 4 Шаги к паяльнику A PCB
- 4.1 1. Подготовка Soldering Iron
- 4.2 4.2 4.2 4.2 4.2 4.2 4.
 2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.1 4.1. 2. Подготовьте поверхность
2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.2 4.1 4.1. 2. Подготовьте поверхность - 4.3 3. Поместите компоненты
- 4.4 4. Примените немного тепла
- 4.5 5. Добавить паярь в соединение
- 5 Заключение
- 5.0.1 Sunny Patel
Этот метод является относительно простым и эффективным способом соединения двух или более электрических компонентов на печатной плате.
Методы пайки
Вы можете выполнять процесс пайки печатных плат, используя различные методы. Двумя основными методами являются мягкая пайка и твердая пайка, обе из которых одинаково эффективны при правильном выполнении.
Что такое мягкая пайка?
Мягкая пайка, пожалуй, самый распространенный процесс соединения печатных плат. Если вы спрашиваете себя: «При какой температуре паять печатную плату?», этот метод предполагает пайку при относительно низких температурах плавления до 450 °C или 842 °F. Мягкая пайка лучше всего подходит для присоединения небольших компонентов к большой печатной плате.
Перед расплавлением компонентов необходимо использовать оловянно-свинцовый сплав в качестве присадочного металла. Этот сплав должен иметь температуру плавления выше 400 ° C или 752 ° F, чтобы успешно действовать в качестве связующего агента между компонентом и платой. Газовая горелка распределяет тепло, необходимое для разрушения сплава, связывая компонент и плату вместе.
Что такое пайка твердым припоем?
Твердая пайка, обычно называемая пайкой твердым припоем, соединяет две разные поверхности с помощью пленки сплава, например латуни. Этот метод используется на металлических поверхностях и создает более прочную связь, чем при мягкой пайке, в результате атомного магнетизма и диффузии.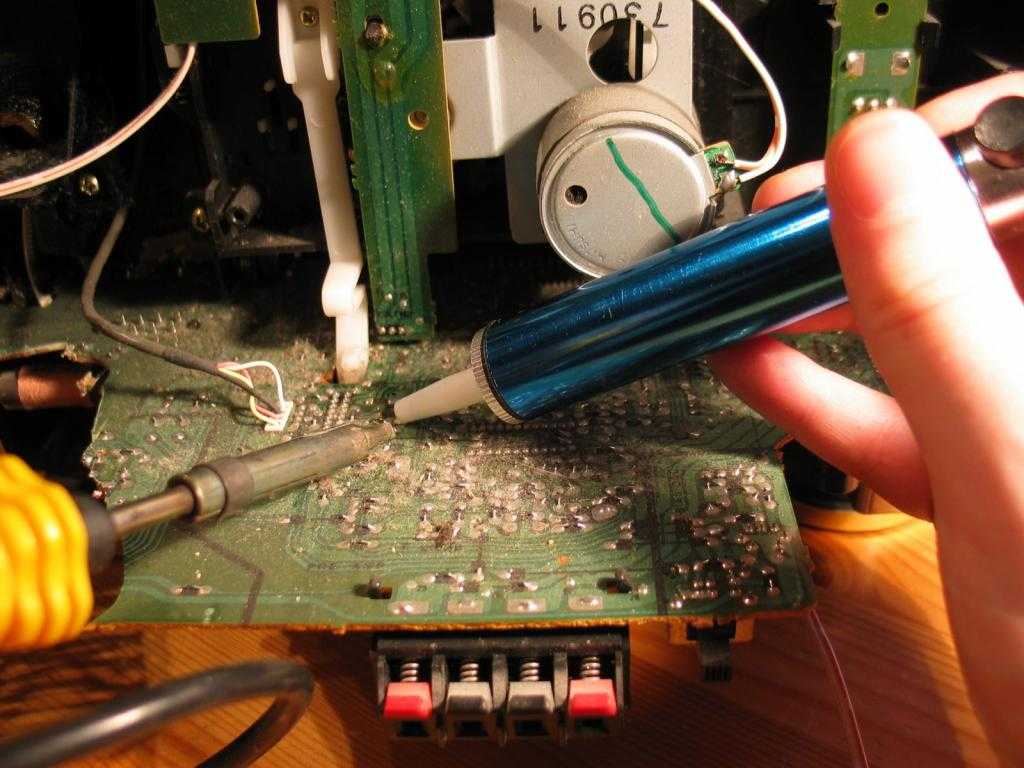
Процесс пайки твердым припоем заключается в нанесении припоя на отверстия компонентов. Затем отверстия становятся разблокированными после воздействия высоких температур. Важно отметить, что перед началом процесса необходимо тщательно очистить поверхности, удалив все следы жира.
Твердая пайка может также включать пайку серебром, в которой в качестве заполняющего пространство металла используется серебряный сплав. Этот метод воссоздает небольшие компоненты на печатной плате для индивидуальности. Однако это не самый надежный вариант для заполнения пространства.
Какое оборудование нужно для пайки?
Инструменты и оборудование для пайки могут различаться в зависимости от типа проекта пайки, который вы будете выполнять, и уровня его сложности. Тем не менее, если вы новичок и только начинаете, вот некоторые важные инструменты для пайки, которые вам понадобятся для любой работы по пайке.
1. Паяльник
Паяльник — это ручной инструмент, который действует как источник тепла, используемый для расплавления припоя. Они могут быть разных размеров, но обычно довольно маленькие и имеют форму карандаша. Каждый паяльник поставляется с жалом, палочкой, фитилем и подставкой.
Они могут быть разных размеров, но обычно довольно маленькие и имеют форму карандаша. Каждый паяльник поставляется с жалом, палочкой, фитилем и подставкой.
Наконечник , изготовленный из медных пластин, является местом, откуда будет излучаться тепло, куда вы помещаете припой для плавления и манипулируете его формой. Палочка — это область, в которой держат утюг, и обычно она имеет мягкую рукоятку для комфорта и изоляции, поэтому вы защищены от его тепла. Фитиль изготовлен из плетеной медной проволоки и используется для удаления излишков припоя.
Наконец, подставка — это отдельный аксессуар, на который можно положить паяльник, когда он не используется, чтобы не повредить стол или рабочее место.
2. Флюс для припоя
Основная функция флюса для припоя – действовать как химическое очищающее средство для компонентов, удаляя ржавчину. Он также предотвращает дальнейшее окисление, блокируя контакт воздуха с материалом. В результате это улучшает процесс пайки за счет изменения поверхностного натяжения припоя.
В результате это улучшает процесс пайки за счет изменения поверхностного натяжения припоя.
3. Паяльная паста
Паяльная паста представляет собой пастообразный материал, состоящий из частиц припоя и липкого флюса. Он действует как клей, который временно прикрепляет компоненты к печатной плате.
4. Печатная плата
Печатная плата обозначает печатную плату и представляет собой поверхность, на которой будет происходить пайка. На печатной плате будут припаяны и связаны все различные компоненты и клеммы. Если вы не знаете, где купить печатную плату, и вам нужно производство печатных плат, Candor — ваш выбор.
Шаги по пайке печатной платы
Существует несколько основных шагов, которые необходимо выполнить при любой работе по пайке печатной платы, чтобы убедиться, что вы выполнили свою работу правильно и эффективно.
1. Подготовка паяльника
Первый шаг к пайке печатных плат требует первоначальной подготовки паяльника. Начните с процесса лужения , который включает в себя покрытие наконечника утюга припоем. Дайте утюгу полностью нагреться, прежде чем покрывать весь наконечник, используя для этого большое количество припоя. После нанесения сразу же удалите излишки флюса, так как он может довольно быстро затвердеть.
Дайте утюгу полностью нагреться, прежде чем покрывать весь наконечник, используя для этого большое количество припоя. После нанесения сразу же удалите излишки флюса, так как он может довольно быстро затвердеть.
Обратите особое внимание на температуру паяльника. Может ли пайка повредить печатную плату? Если вы оставите паяльник включенным слишком долго, чрезмерная температура может сжечь печатную плату, что приведет к необратимому повреждению.
2. Подготовьте поверхность
Далее вам необходимо подготовить поверхность печатной платы. Плата должна быть максимально чистой, без пыли, мусора и жира. Протрите начисто промышленной чистящей салфеткой и, если возможно, удалите оставшиеся частицы струей сжатого воздуха.
3. Разместите компоненты
Специалисты рекомендуют начинать процесс пайки с более мелких деталей, постепенно переходя к более крупным. Это позволяет печатной плате оставаться сбалансированной и равномерно распределять элементы по плате. Но какая сторона печатной платы подходит для пайки? Как правило, у вас будет «нижняя» сторона без компонентов.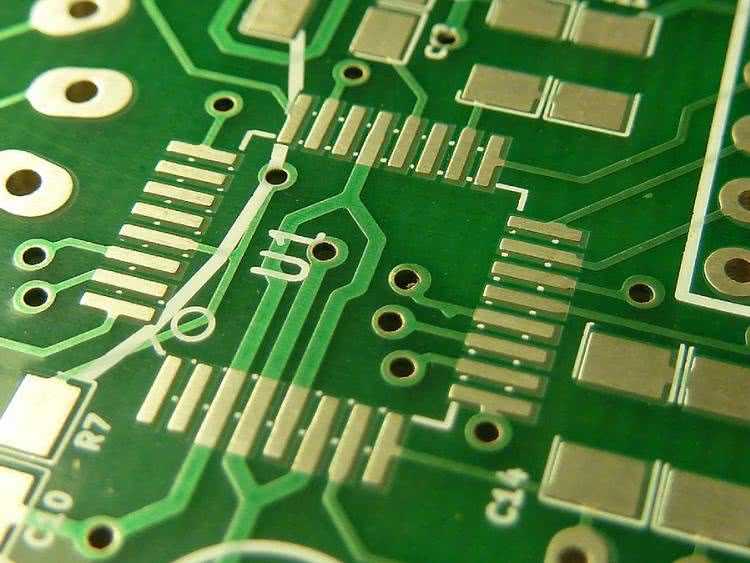 Это та сторона, над которой вы должны работать.
Это та сторона, над которой вы должны работать.
Выберите несколько небольших компонентов и разместите их по всей доске. Изгиб провода, иногда под углом 45 градусов, поможет вам успешно вставить компоненты в отверстия и поможет удерживать детали на месте.
4. Приложите немного тепла
Если вам интересно, как вы держите печатную плату во время пайки, вы всегда должны использовать термостойкую прокладку, чтобы удерживать печатную плату на месте. Нанесите небольшое количество припоя на жало и расположите утюг так, чтобы жало касалось платы и вывода. Затем припой вступит в контакт с обоими, нагреваясь при подготовке к пайке. Удерживайте утюг на месте в течение нескольких секунд, прежде чем отпустить его.
Важно не держать утюг слишком долго, так как это может привести к очень быстрому перегреву.
5. Добавьте припой в соединение
После нагрева осторожно прикоснитесь кончиком нити припоя к площадке припоя и проводу. В этот момент припой должен течь плавно, а флюс начнет плавиться. Продолжайте добавлять припой вокруг стыка, формируя небольшой холмик. Отсюда достаньте паяльник и положите его.
Продолжайте добавлять припой вокруг стыка, формируя небольшой холмик. Отсюда достаньте паяльник и положите его.
Чтобы получить гладкую поверхность, убедитесь, что соединение остается абсолютно неподвижным, пока оно остывает. Отсюда вы можете начать обрезку поводка с помощью бокорезов. Всегда удаляйте лишний флюс с платы после завершения работы. Если появляются какие-либо ошибки, относительно легко выпаять и начать заново.
Заключение
Пайка печатных плат — это простой метод пайки, который может использовать каждый, кто интересуется электромеханикой. Это фундаментальный навык, который может сэкономить вам время и деньги в долгосрочной перспективе, если его правильно выполнять.
Санни Патель
Санни Патель — менеджер по проектированию и продажам в Candor Industries. Санни прошел обучение в качестве инструктора IPC-A-600, ведущего аудитора AS9100, IPC CID и получил степень инженера в Университете Торонто.
См. сообщения автора
Пайка печатных плат-15 Общие проблемы пайки печатных плат, которых следует избегать
Пайка печатных плат является неотъемлемой частью всего процесса сборки печатной платы. К сожалению, процесс пайки может столкнуться со многими проблемами, что затрудняет получение конечной печатной платы высшего качества. По мере того, как компоненты печатной платы становятся меньше и компактнее, вероятность возникновения проблем при пайке печатной платы становится выше.
К сожалению, процесс пайки может столкнуться со многими проблемами, что затрудняет получение конечной печатной платы высшего качества. По мере того, как компоненты печатной платы становятся меньше и компактнее, вероятность возникновения проблем при пайке печатной платы становится выше.
Но что же это за проблемы с пайкой печатных плат? Что еще более важно, что вы можете сделать, чтобы избежать их, сэкономить время и повысить эффективность?
Этому посвящено это всеобъемлющее руководство. Мы расскажем о 15 основных проблемах при пайке печатных плат и о том, как их избежать.
Содержание
- I. Оболдетель Bridging Bad Sustts
- II.Excessive Spler
- III.solder Balling
- IV.Cold
- V.Older Balling
- IV.Cold
- V.Older Balling
- IV.Cold
- V.Older Balling
- IV.Cold
- V.Older
- . VII. Недостаточное смачивание
- VIII. Пропуски для припоя
- IX.
 Поднятые площадки
Поднятые площадки - X.Solder-Starved Joints
- XI.Solder Splashes
- XII.Pin Holes and Blow Holes
- XIII.Solder Flags
- XIV.Solder Balling
- XV.Solder Discoloration
- Summary
I.Solder Плохая пайка
Основная проблема, возникающая при пайке печатных плат меньшими и компактными компонентами, — это перемычки припоя. Проблема возникает из-за непреднамеренного соединения двух или более суставов. Это соединение обычно является результатом чрезмерного припоя между костями.
Идентификация паяных перемычек часто бывает сложной задачей, учитывая их микроскопические размеры. Это может быть серьезной проблемой, так как паяные перемычки могут вызвать короткое замыкание и привести к возгоранию компонента.
Итак, как решить эту проблему? Как только вы определите перемычку, держите паяльник посередине, чтобы расплавить припой. Протяните колоду, чтобы сломать ее. Если перемычка слишком большая, удалите излишки припоя с помощью присоски для припоя.
(короткое замыкание платы после пайки платы)
II. Избыток припоя
Эта проблема возникает, когда на штырь наносится больше припоя, чем следует, что приводит к избыточному налипанию. Эта проблема распространена среди новичков, которые считают, что чем больше припоя они просят, тем лучше.
Однако основная проблема заключается в том, что после стольких сварочных работ трудно понять, что происходит внизу.
Чрезмерное количество припоя на штифте может препятствовать надлежащему смачиванию как штифта, так и контактной площадки. Кроме того, слишком много припоя может привести к образованию мостиков припоя, как мы упоминали ранее.
Лучший способ избежать этой проблемы — всегда наносить достаточное количество припоя, чтобы правильно смочить контакт и контактные площадки.
(Извлечение компонента во время пайки печатной платы)
III. Слипание припоя
Другим распространенным дефектом пайки печатной платы является слипание припоя. Обычно эта проблема возникает при пайке оплавлением. Проблема заключается в прилипании маленьких шариков припоя к поверхности ламината или проводника.
Обычно эта проблема возникает при пайке оплавлением. Проблема заключается в прилипании маленьких шариков припоя к поверхности ламината или проводника.
Несколько факторов могут вызвать образование шариков припоя, в том числе:
- Плохая печать паяльной пасты
- Черновая конструкция печатной платы
- Плохая температура оплавления
- Использование окисленных компонентов
Использование надлежащих методов пайки печатных плат — лучший способ избежать этой проблемы.
(пайка печатных плат для устранения проблем с комками припоя)
IV. Холодное соединение
Раньше вы, вероятно, замечали, что поверхность стыков печатных плат выглядит тусклой и комковатой. Эта проблема возникает из-за слишком низкой температуры пайки печатной платы, достигающей костей; поэтому соединение не плавится.
Так почему же недостаточно тепла достигает сустава? Ну, есть множество возможных причин. Возможно, вы не дали паяльнику или сборке достаточно нагреться, чтобы расплавить припой. Иногда дефект возникает из-за неправильной конструкции дорожек и колодок.
Возможно, вы не дали паяльнику или сборке достаточно нагреться, чтобы расплавить припой. Иногда дефект возникает из-за неправильной конструкции дорожек и колодок.
Холодные соединения требуют немедленного устранения; в противном случае могут образоваться трещины, что в конечном итоге приведет к выходу из строя всего компонента.
(Визуальный осмотр платы перед пайкой)
V. Перегрев соединения
Эта проблема противоположна холодным соединениям. Проблема может быть результатом слишком высокой температуры пайки печатной платы на паяльнике. Иногда проблема заключается в том, что припой может не течь, что может быть связано с особенностями поверхности контактной площадки. Сварной шов также может не течь, если свинец уже имеет оксидную поверхность, препятствующую достаточной теплопередаче.
В результате описанных выше проблем вы в конечном итоге нагреваете соединение слишком долго, что иногда приводит к серьезным повреждениям. Даже когда стоимость не критична, она все равно может привести к подъему колодок и дорогостоящему ремонту.
Даже когда стоимость не критична, она все равно может привести к подъему колодок и дорогостоящему ремонту.
Решение здесь состоит в том, чтобы установить правильную температуру паяльника. Кроме того, всегда очищайте грязные колодки и шарниры с помощью флюса.
(Сгоревшая печатная плата из-за перегрева во время пайки печатной платы)
VI. Надгробие
В идеале припой начинает процесс смачивания обеих контактных площадок. Однако в некоторых случаях припой на одной площадке не завершает процесс смачивания, что приводит к наклону одной стороны компонента. Этот наклон выглядит как надгробная плита, отсюда и название.
При пайке оплавлением все, что приводит к плавлению паяльной пасты на одной площадке раньше, чем на другой, может привести к захоронению. Примеры включают отсутствие рельефного рисунка и неодинаковую толщину дорожки, соединяющей контактную площадку.
При пайке волной припоя захоронение может произойти, когда входящая волна припоя физически толкает компоненты с большими телами. Чтобы избежать этой проблемы, инженеры-компоновщики должны тщательно учитывать направление потока при проектировании плат, которые будут подвергаться пайке волной припоя.
Чтобы избежать этой проблемы, инженеры-компоновщики должны тщательно учитывать направление потока при проектировании плат, которые будут подвергаться пайке волной припоя.
(пайка печатной платы для устранения дефектов)
VII. Недостаточное смачивание
Без достаточного смачивания соединения становятся слабыми. Они не могут установить достаточно громкое соединение с доской. Вот почему солдаты должны добиться 100% смачивания как штифта, так и подушечки. В них никогда не должно быть пробелов или пробелов.
К сожалению, иногда полного смачивания не происходит. На это есть несколько причин. Например, инженер может недостаточно нагреть ручку и блокнот. Другой причиной этой проблемы является отсутствие достаточного времени для растекания припоя. Также может быть, что плата грязная.
Как избежать этой проблемы? Ну, вы можете начать с тщательной очистки платы. Затем убедитесь, что вы применяете одинаковую температуру пайки печатной платы как к контактной площадке, так и к контакту.
(Проверка и ремонт неисправных печатных плат во время пайки печатных плат)
VIII. Пропуски пайки
Пропуск пайки при отсутствии смачивания. Дефект возникает из-за того, что сварка пропускает контактную площадку для поверхностного монтажа, что приводит к обрыву цепи.
Распространенной причиной пропусков припоя является сочетание пропусков на этапах проектирования или производства. Возможно, дизайнер указал неодинаковый размер прокладки. В качестве альтернативы производитель использовал неправильную высоту волны между волной пайки и платой.
(Устройство для поверхностного монтажа печатной платы. Площадки должны быть еще до пайки печатной платы)
Поверхность печатной платы. Причиной может быть слишком высокая температура пайки печатной платы или чрезмерное усилие на одном из соединений. С поднятыми колодками сложно работать из-за их хрупкой природы. Эти подушечки могут легко оторваться от следа.

Как только вы обнаружите эту проблему, постарайтесь приклеить контактную площадку к плате, прежде чем припаивать ее.
(Выполняется пайка печатной платы. Перед пайкой убедитесь, что контактные площадки находятся даже на месте). Проблема возникает в результате подачи недостаточного тепла на провод, что приводит к плохому соединению. Иногда соединение все еще будет работать, потому что все еще есть электрический контакт. Однако со временем соединение выйдет из строя из-за образования трещин, которые еще больше ослабят соединение.
К счастью, решить эту проблему очень просто. Все, что вам нужно сделать, это разогреть соединение, добавляя больше припоя.
(пайка печатных плат. В соединениях должно быть достаточно припоя)
XI. Брызги припоя
веб. Нити обычно имеют неправильную форму и часто являются результатом недостаточного использования флюса. Загрязняющие вещества на поверхности плат во время пайки волной припоя также могут вызвать эту проблему.
Чтобы избежать этой проблемы, перед пайкой печатной платы убедитесь, что поверхность платы чистая.
(пайка печатных плат. Иногда случаются брызги припоя)
XII. Отверстия под штифты и продувки
Легко распознать отверстия в паяных соединениях, потому что они выглядят как точечные и паяные отверстия. Пинхолы намного меньше, чем дыхала. Дефект обычно возникает при пайке волной припоя. Как правило, влага внутри отверстий нагревается до состояния газа в процессе пайки печатной платы и выходит через расплавленный припой, образуя пустоты.
Лучший способ избежать этой проблемы — запечь или предварительно нагреть доски, чтобы вышла влага. Вы также можете использовать медное покрытие толщиной не менее 25 мкм в сквозных отверстиях.
(Соединения печатных плат. Во время пайки печатных плат на этих стыках могут образовываться точечные отверстия и пузыри) Это происходит, когда припой слишком медленно стекает из машины для пайки волной припоя, что приводит к чрезмерной высоте припоя на плате. Другой причиной является непостоянное нанесение флюса, и в этом случае вы увидите следы сварки на плате, которые выглядят как усы.
Другой причиной является непостоянное нанесение флюса, и в этом случае вы увидите следы сварки на плате, которые выглядят как усы.
(пайка печатной платы. Флажки припоя на печатной плате указывают на уменьшение применения флюса)
XIV. Слипание припоя доска. Это происходит из-за слишком высоких температур в аппарате для пайки волной припоя или когда припой попадает обратно в волну во время разделения. Слипание при сварке также может происходить из-за нагревания флюса, что приводит к разбрызгиванию припоя на плату.
(пайка печатной платы. Биты, прилипшие к поверхности платы, вызывают образование шариков припоя)
XV. Обесцвечивание припоя . Тем не менее, по-прежнему важно, чтобы вы нашли время, чтобы выяснить его первопричину. Обычно проблема заключается в том, что производитель вашей печатной платы использовал другой флюс. Это также может быть результатом использования более высоких температур пайки печатных плат между пайками волной припоя одной платы.