Пайка плат – Как правильно паять паяльником: подготовка, технология пайки
alexxlab | 16.12.2019 | 0 | Разное
основы пайки, пайка печатных плат и технология. Монтаж SMD домашних условиях
Хорошая пайка хотя и не так важна, как правильно размещение радиоэлементов, но она тоже играет немалую роль. Поэтому мы рассмотрим SMD монтаж – что для него нужно и как его следует проводить в домашних условиях.
Запасаемся необходимым и проводим подготовку
 Для качественной работы нам нужно иметь:
Для качественной работы нам нужно иметь:- Припой.
- Пинцет или плоскогубцы.
- Паяльник.
- Небольшую губку.
- Бокорезы.
Для начала необходимо включить паяльник в розетку. Затем смочите водой губку. Когда паяльник нагреется до такой степени, чтобы он мог плавить припой, то необходимо покрыть им (припоем) жало. Затем протрите его влажной губкой. При этом следует избегать слишком длительного контакта, поскольку он чреват переохлаждением. Для удаления остатков старого припоя можно протирать жало об губку (а также чтобы поддерживать его в чистоте). Подготовка проводится и по отношению к радиодетали. Делается все с помощью пинцета или плоскогубцев. Для этого необходимо согнуть выводы радиодетали так, чтобы они без проблем могли войти в отверстия платы. Теперь давайте поговорим о том, как проводится монтаж SMD компонентов.
Начало работы с деталями
Первоначально необходимо компоненты вставить в отверстия на плате, которые предназначаются для них. При этом внимательно следите за тем, чтобы была соблюдена полярность. Особенно это важно для таких элементов, как электролитические конденсаторы и диоды. Затем следует немного развести выводы, чтобы деталь не выпадала из установленного места (но не перестарайтесь). Непосредственно перед тем как начинать пайку, не забудьте протереть жало губкой ещё раз. Теперь давайте рассмотрим, как происходит монтаж SMD в домашних условиях на этапе паяния.
Закрепление деталей
 Необходимо расположить жало паяльника между платой и выводом, чтобы разогреть место, где будет проводиться пайка. Чтобы не вывести деталь из строя, это время не должно превышать 1-2 секунды. Затем можно подносить припой к месту пайки. Учитывайте, что на этом этапе на человека может брызнуть флюс, поэтому будьте внимательны. После того момента, когда требуемое количество припоя успеет расплавиться, необходимо отвести проволоку от места, где паяется деталь. Для его равномерного распределения необходимо жало паяльника подержать на протяжении секунды. Потом, не сдвигая деталь, необходимо убрать прибор. Пройдёт несколько мгновений, и место пайки остынет. Всё это время необходимо следить за тем, чтобы деталь не меняла свое местоположение. Излишки можно отрезать, используя бокорезы. Но смотрите за тем, чтобы не было повреждено место пайки.
Необходимо расположить жало паяльника между платой и выводом, чтобы разогреть место, где будет проводиться пайка. Чтобы не вывести деталь из строя, это время не должно превышать 1-2 секунды. Затем можно подносить припой к месту пайки. Учитывайте, что на этом этапе на человека может брызнуть флюс, поэтому будьте внимательны. После того момента, когда требуемое количество припоя успеет расплавиться, необходимо отвести проволоку от места, где паяется деталь. Для его равномерного распределения необходимо жало паяльника подержать на протяжении секунды. Потом, не сдвигая деталь, необходимо убрать прибор. Пройдёт несколько мгновений, и место пайки остынет. Всё это время необходимо следить за тем, чтобы деталь не меняла свое местоположение. Излишки можно отрезать, используя бокорезы. Но смотрите за тем, чтобы не было повреждено место пайки.Проверка качества работы
 Посмотрите на получившийся поверхностный монтаж SMD:
Посмотрите на получившийся поверхностный монтаж SMD:- В идеале должна быть соединена контактная площадь и вывод детали. При этом сама пайка должна обладать гладкой и блестящей поверхностью.
- В случае получения сферической формы или наличия связи с соседними контактными площадками необходимо разогреть припой и удалить его излишки. Учитывайте, что после работы с ним на жале паяльника всегда есть его определённое количество.
- При наличии матовой поверхности и царапин расплавьте припой ещё раз и, не сдвигая детали, дайте ему остыть. В случае необходимости можно добавить его ещё в небольшом количестве.
Для удаления остатков флюса с платы можно воспользоваться подходящим растворителем. Но эта операция не является обязательной, ведь его наличие не мешает и не сказывается на функционировании схемы. А теперь давайте уделим внимание теории пайки. Потом мы пройдёмся по особенностям каждого отдельного варианта.
Теория
 Под пайкой понимают соединение определённых металлов с использованием других, более легкоплавких. В электронике для этого используют припой, в котором 40% свинца и 60% олова. Данный сплав становится жидким уже при 180 градусах. Современные припои выпускают как тонкие трубочки, которые уже заполнены специальной смолой, выполняющей функцию флюса. Нагретый припой может создавать внутреннее соединение, если выполнены такие условия:
Под пайкой понимают соединение определённых металлов с использованием других, более легкоплавких. В электронике для этого используют припой, в котором 40% свинца и 60% олова. Данный сплав становится жидким уже при 180 градусах. Современные припои выпускают как тонкие трубочки, которые уже заполнены специальной смолой, выполняющей функцию флюса. Нагретый припой может создавать внутреннее соединение, если выполнены такие условия:- Необходимо, чтобы были зачищены поверхности деталей, которые будут паяться. Для этого важно удалить все пленки оксидов, которые образовываются со временем.
- Деталь должна в месте пайки нагреваться до температуры, которой достаточно, чтобы плавить припой. Определённые трудности здесь возникают, когда есть большая площадь с хорошей теплопроводностью. Ведь элементарно может не хватить мощности паяльника для нагрева места.
- Необходимо позаботиться о защите от действия кислорода. Эту задачу может выполнить колофоний, который образует защитную пленку.
Наиболее частые ошибки
 Сейчас рассмотрим три самые частые ошибки, а также то, как их исправить:
Сейчас рассмотрим три самые частые ошибки, а также то, как их исправить:- Места пайки касаются кончиком жала паяльника. При этом подводится слишком мало тепла. Необходимо жало прикладывать таким образом, чтобы между жалом и местом пайки создавалась наибольшая площадь контакта. Тогда SMD монтаж получится качественным.
- Используется слишком мало припоя и выдерживаются значительные временные промежутки. Когда начинается сам процесс, уже успевает испариться часть флюса. Припой не получает защитный слой, как результат – оксидная пленка. А как правильно совершать монтаж SMD в домашних условиях? Для этого профессионалы места пайки качаются одновременно и паяльником, и припоем.
- Слишком ранний отвод жала от места пайки. Нагревать следует интенсивно и быстро.
Можно взять конденсатор для SMD монтажа и набить на нём руку.
Пайка свободных проводов
Сейчас мы будем проходить практику. Допустим, у нас есть светодиод и резистор. К ним нужно припаять кабель. При этом не используются монтажные платы, штифты и иные вспомогательные элементы. Для выполнения поставленной цели нужно выполнить такие операции:
- Снимаем изоляцию с концов провода. Они должны быть чистыми, поскольку были защищены от влажности и кислорода.
- Скручиваем отдельные проводки жилы. Этим предотвращается их последующее разлохмачивание.
- Залуживаем концы проводов. Во время этого процесса необходимо разогретое жало подвести к проводу вместе с припоем (который должен равномерно распределиться по поверхности).
- Укорачиваем выводы резистора и светодиода. Потом необходимо их залудить (независимо от того, старые или новые детали используются).
- Удерживаем выводы параллельно и наносим небольшое количество припоя. Как только им будут равномерно заполнены промежутки, необходимо быстро отвести паяльник. Пока припой не затвердеет полностью, деталь трогать не нужно. Если это всё же произошло, то возникают микротрещины, которые негативно сказываются на механических и электрических свойствах соединения.
Пайка печатных плат
 В данном случае необходимо прикладывать меньше усилий, нежели в предыдущем, поскольку здесь отверстия платы хорошо играют роль фиксатора для деталей. Но и здесь важен опыт. Часто результатом работы новичков является то, что схема начинает выглядеть как один большой и сплошной проводник. Но дело это несложное, поэтому после небольшой тренировки результат будет на достойном уровне.
В данном случае необходимо прикладывать меньше усилий, нежели в предыдущем, поскольку здесь отверстия платы хорошо играют роль фиксатора для деталей. Но и здесь важен опыт. Часто результатом работы новичков является то, что схема начинает выглядеть как один большой и сплошной проводник. Но дело это несложное, поэтому после небольшой тренировки результат будет на достойном уровне.Теперь давайте разберёмся, как происходит SMD монтаж в данном случае. Первоначально жало паяльника и припой одновременно подводят к месту пайки. Причем нагреваться должны и обрабатываемые выводы, и плата. Необходимо держать жало, пока припой равномерно не покроет всё место контакта. Затем его можно обвести по полукругу вокруг обрабатываемого места. При этом припой должен перемещаться во встречном направлении. Наблюдаем, чтобы он равномерно распределился на всей контактной площади. После этого убираем припой. И последний шаг – это быстрый отвод жала от места пайки. Ждём, пока припой приобретёт свою окончательную форму и застынет. Вот так в данном случае проводится монтаж SMD. Печатная плата при первых попытках будет выглядеть не ахти, а вот со временем можно научиться делать на таком уровне, что не отличишь и от заводского варианта.
fb.ru
ПАЙКА И КОНТРОЛЬ ПЕЧАТНЫХ ПЛАТ — КиберПедия
3. Пайка на печатных платах. Общие сведения. Пайка волной припоя. Пайка в парогазовой среде. Пайка инфракрасным нагревом. Конвекционная пайка. Другие методы пайки. Припойная паста. Технология нанесения припойной пасты. Технологии изготовления трафаретов. Процесс трафаретной печати. Очистка плат после пайки.
4. Контроль в сборочном производстве печатных плат. Автоматическая оптическая инспекция. Рентгеновские контрольные технологические установки. Электрический контроль. Тестирование многослойных ПП. Платы для ВЧ-схем. Методы тестирования сборок. Внутрисхемное тестирование. Функциональное тестирование. Ремонт печатных плат.
Производство печатных плат на заключительной стадии сборочно-монтажных операций включает в себя следующие основные этапы: оплавление припоя с помощью печей или в машинах; отмывка плат; выходной контроль; ремонт дефектных плат, если он возможен; влагозащита плат; упаковка.
Пайка на печатных платах
1. Получить чистые металлические поверхности у соединяемых деталей (удалить загрязнения и пленки окислов) с помощью технологического флюса;
2. Нагреть припой выше точки плавления;
3. Обеспечить вытеснение флюса с помощью наступающего припоя;
4. Обеспечить растекание жидкого припоя по металлической поверхности;
5. Обеспечить диффузию атомов из твердой металлической фазы в жидкий припой и наоборот – образование сплавных зон.
Среди припоев в радиоэлектронике наиболее широкое распространение получили припои на основе композиции олова и свинца (ПОС). Сплав имеет особую точку, называемую точкой эвтектики. В этой точке температура кристаллизации припоя составляет 183 °С, что значительно ниже точек плавления Sn и Pb (232 °С и 327 °С).
Флюс является материалом, под воздействием которого происходит быстрое и совершенное смачивание металлической поверхности соединяемых деталей расплавленным припоем благодаря влиянию сил поверхностного натяжения. Кроме того, флюс обладает свойством растворения и удаления окисных слоев на контактируемых металлах и защиты очищенной поверхности от нового окисления. Остатки флюса должны легко удаляться, быть не изменять электрические параметры исходного материала и не вызывать коррозии. Распространены флюсы на основе органических кислот из смол хвойных пород деревьев (канифоль). Известно и большое количество синтетических материалов.
ПОС обладает практически оптимальными свойствами для РЭА: хорошей смачиваемостью, прочностью, пластичностью, удобной точкой плавления, коррозионной стойкостью, усталостной прочностью, и, наконец, стоимостью.
Появление на ПП поверхностно монтируемых компонентов существенно изменило технологию пайки. Пайка волной припоя была внедрена в середине прошлого века и до настоящего времени является единственным групповым методом пайки компонентов, устанавливаемых в отверстия ПП. Она выполняется чаще всего погружением обратной стороны платы с выступающими выводами в ванну с припоем. Для пайки плат со смешанным монтажом (компоненты, монтируемые в отверстия с одной стороны платы и простые, монтируемые на поверхность с другой) был разработан метод пайки двойной волной припоя.
Для пайки поверхностно монтируемых компонентов была разработана технология оплавления дозированного припоя. Методами трафаретной печати припой в виде пасты наносится на контактные площадки ПП, затем на него устанавливаются компоненты. В ряде случаев припойную пасту просушивают после нанесения с целью удаления из ее состава летучих ингредиентов или предотвращения смещения компонентов непосредственно перед пайкой. Оплавление припоя и получение паяных соединений происходит в нагревательном устройстве.
Пайка в парогазовой фазе (ПГФ), пайка расплавлением дозированного припоя с помощью инфракрасного нагрева (ИК-пайка), пайка в конвекционных печах, лазерная пайка.
Пайка волной припоя применяется только для пайки компонентов в отверстиях плат (традиционная технология), хотя некоторые изготовители утверждают, что с ее помощью можно производить пайку поверхностно монтируемых компонентов с несложной конструкцией корпусов, устанавливаемых на одной из сторон ПП.
Процесс пайки прост. Платы, установленные на транспортере, подвергаются предварительному нагреву, исключающему тепловой удар на этапе пайки. Затем плата проходит над волной припоя. Сама волна, ее форма и динамические характеристики являются наиболее важными параметрами оборудования для пайки. С помощью сопла можно менять форму волны. В настоящее время каждый производитель использует свою собственную форму волны (в виде греческой буквы «омега», Z-образную, Т-образную и др.). Могут варьироваться направление и скорость движения потока припоя, достигающего платы, но они должны быть одинаковы по всей ширине волны. Регулируется также угол наклона транспортера для плат. Некоторые установки для пайки оборудуются дешунтирующим воздушным ножом, который обеспечивает уменьшение количества перемычек припоя. Нож располагается сразу же за участком прохождения волны припоя и включается в работу, когда припой находится еще в расплавленном состоянии на ПП. Узкий поток нагретого воздуха, движущийся с высокой скоростью, уносит с собой излишки припоя, тем самым, разрушая перемычки и способствуя удалению излишков припоя.
Когда появились ПП, с обратной стороны которых устанавливались поверхностные компоненты, их пайка производилась волной припоя. При этом возникло множество проблем, а именно: непропаи и отсутствие галтелей припоя из-за эффекта затенения другими компонентами, преграждающими доступ волны припоя к соответствующим контактным площадкам, а также наличие полостей с захваченными газообразными продуктами разложения флюса, мешающих доступу припоя. Потребовалось изменить технологический процесс пайки волной, внедрив вторую волну припоя. Первая волна делается турбулентной и узкой, исходит из сопла под большим давлением. Турбулентность и высокое давление потока припоя исключает формирование полостей с газообразными продуктами разложения флюса. Однако турбулентная волна все же образует перемычки припоя, которые разрушаются второй, более пологой волной с малой скоростью истечения. Вторая волна устраняет перемычки припоя, а также завершает формирование галтелей. Для обеспечения эффективности пайки параметры каждой волны должны быть регулируемыми, волны должны иметь отдельные насосы, сопла и блоки управления.
Пайка двойной волной припоя применяется в настоящее время для одного типа ПП: с традиционными компонентами на лицевой стороне и простыми компонентами (чипами и транзисторами) на обратной. Некоторые компоненты (даже пассивные) могут быть повреждены при погружении в припой во время пайки. Поэтому важно учитывать их термостойкость и принимать меры предосторожности: применять поверхностно монтируемые ИС, не чувствительные к тепловому воздействию; снизить скорость транспортера; проектировать ПП таким образом, чтобы исключить эффект затенения. Хорошо разнесенные, не загораживающие друг друга компоненты способствуют попаданию припоя на каждый требуемый участок платы, но при этом снижается плотность монтажа. При высокой плотности монтажа с помощью данного метода практически невозможно пропаять поверхностно монтируемые компоненты с четырехсторонней разводкой выводов.
Пайка в парогазовой среде (ПГФ) с расплавлением дозированного припоя применима только к сборкам с поверхностным монтажом. Суть процесса: специальная жидкость нагревается до кипения, затем ее пары конденсируются на ПП, отдавая скрытую теплоту парообразования открытым участкам сборки. При этом припойная паста расплавляется и образуется паяное соединение между выводом компонента и контактной площадкой платы. Когда температура платы достигает температуры жидкости, процесс конденсации прекращается, тем самым заканчивается и нагрев пасты. Повышение температуры платы от ее начальной температуры до температуры расплавления припоя осуществляется очень быстро и не поддается регулированию. Поэтому необходим предварительный подогрев платы с компонентами для уменьшения термических напряжений в компонентах и местах их контактов с платой. Температура расплавления припоя также не регулируется и равна температуре кипения используемой при пайке жидкости. Такой жидкостью является инертный фторуглерод (например,
В первых установках для пайки в ПГФ применялись две рабочих жидкости. С целью предотвращения утечки паров дорогого фторуглерода и припоя поверх основной технологической среды из инертного фторуглерода создавалась дополнительная технологическая среда из более дешевого фреона. Основной недостаток этих установок состоял в том, что на границе двух технологических сред происходило образование различных кислот и для защиты ПП требовались системы их нейтрализации. Затем стали выпускаться установки для пайки в ПГФ конвейерного типа, встраиваемые в технологические сборочно-монтажные линии. Такие установки имеют относительно небольшие входное и выходное отверстия, позволяющие реализовать систему с одной технологической средой.
Пайка инфракрасным нагревом
(ИК-пайка) аналогична пайке в ПГФ, за исключением того, что нагрев платы с компонентами производится не парами жидкости, а ИК-излучением. Основным механизмом передачи тепла, используемым в установках пайки с ИК-нагревом, является излучение. В отличие от пайки в ПГФ, в процессе пайки с ИК-излучением скорость нагрева регулируется изменением мощности каждого излучателя и скорости движения транспортера с ПП. Поэтому термические напряжения в компонентах и платах могут быть снижены посредством постепенного нагрева сборок.Инфракрасные печи применяются при изготовлении несложных плат. Обусловлено это тем, что инфракрасный тип нагрева имеет ряд отрицательных эффектов. Наиболее существенно влияют на работу следующие:
– количество энергии излучения, поглощаемой компонентами и платами, зависит от поглощающей способности материалов, из которых они изготовлены. Поэтому нагрев осуществляется неравномерно в пределах монтируемого устройства;
– высокие элементы могут закрывать более низкие, создавая «тень», где высока вероятность непропая;
– некоторые элементы корпусом могут закрывать свои собственные выводы (кристаллоносители без выводов или с J-образными выводами).
В некоторых установках для пайки с ИК-нагревом вместо ламп ИК-излучения применяются панельные излучающие системы. Излучение такой системы не нагревает непосредственно компоненты на сборке, а поглощается технологической средой (воздух или газ), которая в свою очередь передает тепло на ПП за счет конвекции. Этот способ пайки устраняет ряд недостатков, присущих пайке с ИК-нагревом, таких, как неравномерный прогрев отдельных частей сборки и невозможность пайки компонентов в корпусах, непрозрачных для ИК-излучения. Панельные излучатели обеспечивают намного меньшую скорость нагрева, чем традиционные источники ИК-излучения.
Конвекционная пайка лишена недостатков, связанных с теплопередачей излучением. Но управлять горячим воздухом труднее и технически сложнее. Конвекционная пайка реализуется в камерных или конвейерных печах. Камерные печи используются в лабораторных условиях, в единичном или мелкосерийном производстве. Конвейерные печи встраиваются в сборочные линии и используются, как правило, в крупносерийном производстве.
В камерных печах отработка профиля пайки осуществляется путем изменения температуры внутри камеры со временем, в конвейерных – перемещением платы по конвейеру через несколько зон печи (зоны нагрева и охлаждения). Как правило, максимальная температура, при которой происходит непосредственно оплавление пасты, составляет 210÷220 °C. Плата находится в печи при максимальной температуре в течение всего нескольких секунд, после чего производится ее охлаждение.
В ряде случаев применяется пайка в инертной среде, при которой осуществляется впуск азота в рабочую область печи. Эта операция используется для сведения к минимуму окислительного процесса. Однако необходимо оценивать необходимость этой операции. В случае если процесс пайки длится небольшой промежуток времени, припой не успеет окислиться, так как в его состав входит флюс, обеспечивающий растворение окислов на поверхности частиц порошка припоя. Пайка в инертной среде потребует большого расхода азота, что повлечет за собой использование азотной станции с существенными дополнительными расходами. Использование азотной среды при конвекционной пайке оправдано только в условиях серийного производства при изготовлении сложных модулей, требующих высокого качества исполнения.
Другие методы пайки. Метод пайки расплавлением дозированного припоя с помощью нагретого приспособления разработан в Японии применительно к изделиям бытовой электроники с невысокой плотностью монтажа. ПП с компонентами помещается на теплопроводящий транспортер, содержащий набор специальных пластин, температура которых контролируется. Пластины подбираются по габаритам компонента, прижимают выводы к контактным площадкам и передают тепло для оплавления припоя. Метод рекомендован к применению для пайки ТАВ корпусов и flat-pack, имеющих весьма тонкие выводы, подверженные изгибанию. Во время прижима осуществляется разогрев соединения до точки оплавления припоя по запланированному графику, а затем идет процесс охлаждения паяного контакта, и только затем убирается инструмент. Процесс последовательный, достаточно медленный, однако обеспечивает надежную пайку для ответственных и дорогих деталей.
Пайка расплавлением дозированного припоя с помощью лазерного излучения также является последовательным процессом. Для нагрева соединений применяются твердотельные либо газовые лазеры. Главное достоинство лазерной пайки заключается в том, что пучок лазерной энергии хорошо фокусируется. Метод особенно эффективен для пайки термочувствительных компонентов и компонентов с малым шагом выводов. Некоторые из наиболее сложных сборок на платах (например, центральные процессоры вычислительных машин) размером 254×305 мм могут иметь до 10000÷15000 паяных соединений. Главным здесь является качество и надежность паяных соединений, а не производительность установки.
На качество паяных соединений узла влияет множество факторов, в том числе и выбранный конструктором вариант размещения компонентов. Корпуса для больших и сверхбольших интегральных микросхем изготавливаются из материалов, которые должны обеспечивать хороший теплоотвод от корпуса ИМ в процессе эксплуатации. Низкое тепловое сопротивление корпуса, большая масса и теплоемкость крупных корпусов не позволяют получить одинаковую температуру в области выводов при пайке малых и больших корпусов, расположенных на плате в непосредственной близости. Такой эффект необходимо иметь в виду и технологу, и конструктору.
Припойная паста. Для нанесения методом трафаретной печати через металлический трафарет или для нанесения дозатором разрабатываются различные варианты паяльных паст. Характеристики припойных паст в первую очередь определяются их составом.
Припойные пасты представляют собой смесь мелкодисперсного порошка материала припоя со связующей жидкой основой, в которую входит флюс. Содержание порошка припоя составляет приблизительно 88% от веса пасты. Состав паст выражают через соотношение ингредиентов материала припоя. Так, например, 63/37 означает содержание в составе материала припоя 63% олова и 37% свинца.
Характеристики частиц материала припоя в пасте оказывают существенное влияние на качество паяного соединения. Наиболее важным параметром является размер частиц припоя. Если припойная паста наносится на ПП через сеточный трафарет, рекомендуется применять припойную пасту, у которой максимальный размер частиц припоя составляет половину размера ячейки трафарета. Форма частиц материала припоя также оказывает влияние на процесс трафаретной печати. Частицы припоя сферической формы облегчают процесс трафаретной печати и позволяют получать хорошую воспроизводимость технологического процесса от одной партии изделий к другой при формировании рисунка припойной пасты. Наличие в пасте частиц другой формы может способствовать появлению загрязнений, затрудняющих процесс печати, и ускорению процессов окисления материалов припоя. Пульверизация расплавленного припоя, с помощью которой наиболее просто получить порошкообразные припои, образует частицы преимущественно сферической формы.
Флюс в составе припойных паст служит не только для активации металлических поверхностей, удаления с них окислов и предотвращения окисления припоя в процессе пайки, но и обеспечивает требуемую растекаемость и изменение вязкости со временем при нанесении припойной пасты на ПП. Если состав припойной пасты имеет недостаточную вязкость, она будет растекаться, что приведет к потере точности рисунка. Для уменьшения растекания пасты можно увеличить процентное содержание в ней порошка припоя или изменить химический состав флюса путем введения в него специальных вяжущих добавок (загустителей). Но здесь нужно соблюдать меру, ибо в противном случае может произойти закупорка сопла дозатора или ячеек трафарета.
Флюс должен удалять окислы с контактируемых металлических поверхностей при пайке. Для эффективного протекания этого процесса очень важно правильно выбрать необходимый температурно-временной режим пайки (температурный профиль). Если во время разогрева платы температура повышается слишком быстро, то растворитель, входящий в припойную пасту в составе флюса, быстро испаряется, что приводит к потере активности флюса, неравномерному расплавлению припоя, разложению или выгоранию его компонентов. Если же нагревательный цикл завершен преждевременно, то окислы в местах паяных соединений могут быть не полностью удалены.
Для избегания окисления припоя формирование слоя припойной пасты рекомендуется производить в химически инертной атмосфере. Хранение пасты рекомендуется осуществлять в прохладном месте с температурой от +5 до +10 °С. Минимальный срок хранения паяльной пасты с флюсом при такой температуре составляет 6 месяцев с даты производства. Перед применением емкость с пастой необходимо выдержать при комнатной температуре до полной стабилизации в течение 2÷8 часов. Не рекомендуется открывать холодную емкость, это может вызвать конденсацию влаги и ухудшение параметров паяльной пасты. Категорически не допускается подогрев пасты нагревательными приборами.
Как правило, паяльные пасты с флюсом полностью готовы к применению и не требуют дополнительных разбавителей. Паяльная паста, которая не была использована в течение рабочей смены, не должна смешиваться со свежей пастой. Остатки пасты рекомендуется складывать в отдельную тару и использовать в начале следующей смены. Не рекомендуется использовать пасту, которая находилась на трафарете две рабочих смены. Если устройство трафаретной печати не использовалось в течение четырех часов, рекомендуется произвести полную очистку трафарета от остатков паяльной пасты.
Распространенными материалами выводов и внешних контактов электронных компонентов являются золото, серебро, палладий-серебро, медь, луженая медь, и припойная паста должна выбираться таким образом, чтобы исключить выщелачивание этих материалов. Большинство паяльных паст с флюсом обладают хорошими клеящими свойствами, достаточными для удержания компонентов после установки до пайки в течение до 8 часов. Клеящие свойства пасты зависят от температуры и влажности, поэтому рекомендуется произвести испытания для определения максимального времени удержания пастой компонентов в условиях реального производства. Печатные платы могут быть запаяны в течение 24 часов после нанесения паяльной пасты без ухудшения качества пайки, высокая температура и влажность могут сокращать это время.
Рекомендуемые режимы процесса пайки для наиболее популярных сплавов Sn63/Pb37 и Sn62/Pb36/Ag2, входящих в состав паст, таковы:
1) стадия предварительного нагрева от 20 до 140 °С, скорость нагрева 1 °С/сек;
2) стадия предварительной сушки от 140°С до 160°С, скорость нагрева 0,5 °С/сек;
3) стадия пайки от 160 до 215 °С, скорость нагрева 2 °С/сек.
Более длительное время стадии пайки может улучшить качество паяного соединения, уменьшить количество и сделать более инертными остатки флюса после пайки. Более короткое время пайки может также дать хорошие результаты, однако в этом случае возможно увеличение количества остатков флюса после пайки. Рекомендуется обеспечить время выдержки выше температуры плавления (+183 °С) в пределах от 30 до 60 сек. Минимальная пиковая температура в зоне пайки должна быть не менее 210 °С в течение 5 сек. Увеличение скорости повышения температуры на стадии предварительного нагрева может привести к увеличению остатков флюса после пайки и ухудшению внешнего вида паяного соединения. Этот косметический дефект полностью устраняется при отмывке остатков флюса.
Вышеуказанные рекомендации служат для первоначальной установки режимов пайки. Конкретные режимы пайки определяются технологом исходя из конструкции печатной платы и оборудования для пайки.
Технология нанесения припойной пасты. Процесс нанесения паяльной пасты зависит от большого числа составляющих:
– от характеристик оборудования – принтеров, держателей плат и др.;
– от трафаретов – формы и размеров отверстий, качества стенок отверстий, толщины трафарета;
– от параметров процесса нанесения пасты – скорости, угла атаки, давления и жесткости ракеля, скорости отделения трафарета, зазора между трафаретом и платой;
– от припойной пасты – размера частиц, объемного содержания металла, вязкости пасты, подвижности флюса;
– от параметров рабочего помещения – температуры, влажности, пыли.
Припойная паста может наноситься с помощью механических устройств для трафаретной печати (ручной способ), с помощью автоматических принтеров, с помощью дозаторов.
Дозаторы – устройства последовательной обработки, паста наносится по программе в определенном объеме на заданные точки ПП. Автоматический дозатор представляет собой рабочий стол, на который крепится обрабатываемая плата. Над рабочим полем перемещается дозатор, который осуществляет нанесение материалов на плату, для управления используется персональный компьютер. Ключевые параметры дозаторов: скорость дозирования (до 15 тыс. точек в час) и максимальный формат обрабатываемой платы (до 450×450 мм). Как и любой последовательный процесс, такой способ нанесения пасты занимает гораздо больше времени, чем трафаретная печать. Однако для дозатора не требуется разрабатывать и изготавливать трафарет. При малых объемах производства (единичные платы) для нанесения материалов можно применять и ручное дозирование.
Если на производстве изготавливается большое число конструкций плат при малом их количестве, то целесообразно применять метод дозирования, особенно при лабораторном производств, так как стоимость изготовления трафаретов (по одному на каждую сторону каждой разновидности плат) может оказаться больше стоимости изготовления самих плат. В случае промышленного производства, напротив, нанесение материалов методом дозирования нежелательно из-за низкой скорости процесса по сравнению с трафаретной печатью. На крупносерийных производствах стоимость трафаретов не вносит заметного вклада в общие расходы.
Устройства трафаретной печати могут быть как ручными, так и автоматическими.
Ручной принтер представляет собой сравнительно простое устройство: на металлической раме закрепляется трафарет, после чего раму крепят к рабочему столу, на котором находится плата, давление на ракель осуществляется оператором вручную. В автоматических принтерах все операции – совмещение трафарета и печатной платы, осуществление приводного давления на ракель, дозирование припойной пасты на трафарет – выполняются автоматически. Эти устройства могут работать как автономно, так и в составе производственной линии. Основные параметры автоматических принтеров: максимальный формат платы, который может достигать значения 510х510 мм, и скорость перемещения ракеля (до 150 мм/с).
Очистка плат после пайки. Обычная ПП содержит много внутренних полостей (в том числе и под компонентами), имеющих выход на поверхность через узкие вертикальные зазоры между компонентами или их выводами. Эти полости способны удерживать продукты разложения флюса и другие загрязнения, которые могут стать источниками коррозии или причиной проникновения внутрь корпусов компонентов веществ, вызывающие повышенные токи утечки. Усиленные попытки очистить плату, например, с помощью органических растворителей, сами по себе могут вызвать механические повреждения или коррозию.
Как правило, загрязнения бывают либо полярными (ионы), либо неполярными. Свободные ионы, особенно электроотрицательные, обладающие высокой химической активностью, быстро вступают в реакцию с металлом коммутационных дорожек и вызывают коррозию. Неполярные загрязнения ухудшают адгезию припоя, свойства защитного покрытия и электрический контакт для функционального испытания микросборки.
Органические растворители в соответствии с их очистной способностью можно разделить на три группы. Гидрофобные – не смешиваются с водой, используются для растворения органических загрязнений, например канифоли и жиров. Гидрофильные – смешиваются с водой, растворяют полярные и неполярные соединения, причем последние в меньшей степени, чем гидрофобные растворители. Азеотропные – представляют собой в основном смесь вышеуказанных типов растворителей. В их состав обязательно входят такие ингредиенты, как фреон-113 или тетрахлордифторэтан, с добавками спиртов и стабилизирующих ингредиентов.
Очистка изделий с применением растворителей может быть реализована погружением плат в ванну с растворителем, равномерным по полю платы или направленным в виде струй опрыскиванием, либо комбинацией обоих методов. Может применяться ультразвуковое перемешивание при очистке плат в ванне с растворителем. На эффективность очистки может повлиять ряд факторов, в том числе расположение компонентов. Компоненты должны размещаться на поверхности платы таким образом, чтобы их корпуса не загораживали друг друга при движении потока растворителя. Прерывания движения платы и остановки во время пайки волной припоя должны быть сведены к минимуму, чтобы флюс нигде не задерживался в полостях платы. Если используются чувствительные компоненты, рекомендуется обрабатывать микросборки в потоке растворителя. При этом необходимо обеспечить максимальную однородность потока растворителя, а интервал времени между пайкой и очисткой уменьшить до минимума.
cyberpedia.su
устройство и советы по использованию
При конструировании и сборке новых электронных схем обязательно требуется их отладка. Она проводится на временной монтажной плате, позволяющей достаточно свободно расположить компоненты с целью обеспечения возможности быстрой и удобной их замены, проведения контрольно-измерительных работ.
Детали в такой плате могут крепиться при помощи пайки, а сама площадка будет называться макетной платой. Чтобы лишний раз не подвергать компоненты механическим и тепловым воздействиям, монтажниками и конструкторами используется беспаечная макетная плата. Часто радиолюбители называют это приспособление макеткой.
Назначение и устройство
Макетная плата для сборки без пайки позволяет произвести монтаж электрической схемы и запустить ее без использования паяльника. При этом можно проверить все параметры и характеристики будущего устройства, подключив к плате измерительные и контрольные приборы.

Макетная плата представляет собой пластину из полимерного материала, являющегося диэлектриком. На пластине в определенном порядке просверлены монтажные отверстия, в которые должны вставляться выводы деталей – компонентов будущего устройства.
Отверстия допускают подключение выводов диаметром 0,4-0,7 мм. Расположены они на плате, как правило, с шагом 2,54 мм.
 Чтобы смоделировать соединения выводов компонентов между собой, макетка имеет специальные токопроводящие пластины, в определенном порядке соединяющие отверстия.
Чтобы смоделировать соединения выводов компонентов между собой, макетка имеет специальные токопроводящие пластины, в определенном порядке соединяющие отверстия.
Как правило, эти соединения осуществляются группами вдоль платы по ее длинным сторонам. Таких рядов может быть два-три. Эти контактные группы используются как шины для подключения питания.
Между продольными рядами отверстия соединяются пластинами в группы по пять. Эти пластины расположены в направлении поперек платы.
Около отверстий в местах будущих контактов токопроводящие пластины имеют конструктивные особенности, позволяющие зажимать и прочно удерживать выводы деталей, обеспечивая при этом наличие электрического контакта. В этом и есть смысл монтажа без пайки.
Качественные макетные платы допускают монтаж и разборку при сохранении прочного и надежного соединения между деталями до 50 000 раз.

Макетные платы, выпускаемые промышленным способом и приобретенные в торговой сети, как правило, имеют схему расположения контактов и токопроводящих связей между отверстиями.
Как правильно пользоваться
Чтобы успешно и рационально пользоваться макеткой, необходимо иметь еще такие приспособления:
- несколько монтажных проводов диаметром 0,4-0,7 мм для устройства различных перемычек и подключения питания;
- кусачки-бокорезы;
- плоскогубцы;
- пинцет.

Паяльник при монтаже без пайки, разумеется, не нужен, но он может понадобиться, чтобы припаять провода к клеммам источника питания, если отсутствуют разъемные изделия. Иногда пайку придется применить для осуществления экранирования.
Зная расположение токопроводящих дорожек на макетной плате, легко осуществить монтаж любой схемы и, подключив ее к источнику питания, проверить работоспособность. Для сборки нужно только вставить выводы компонентов в зажимы разъемов и соединить их в нужной последовательности.
 При этом необходимо четко представлять расположение токопроводящих дорожек, чтобы не допустить короткого замыкания. При необходимости осуществления контактов между дорожками на макетной плате используются соединители.
При этом необходимо четко представлять расположение токопроводящих дорожек, чтобы не допустить короткого замыкания. При необходимости осуществления контактов между дорожками на макетной плате используются соединители.
В случае если выводы деталей по диаметру не подходят под монтажные отверстия, к ним можно подпаять или подмотать отрезки подходящего провода. Микросхемы и компоненты в BAG-корпусах устанавливаются в центре платы.
Подготовка и экранирование
Для того чтобы работать с макетной платой, особенно, если она предназначена для монтажа без пайки, сначала необходимо произвести подготовительные работы. Это тем более актуально, если плата не использовалась длительное время.
Подготовка включает в себя очистку макетной платы от пыли. Для этого можно воспользоваться мягкой кистью, а для очистки отверстий можно использовать пылесос или баллончик со сжатым воздухом.
Следующим этапом необходимо прозвонить мультиметром токопроводящие дорожки, чтобы избежать лишних трат времени на поиск возможной потери контакта при монтаже схемы.
При отладке устройств, они могут работать некорректно из-за различных помех и наведенных токов, возникающих при работе схемы. Для устранения этого явления необходимо применить экранирование макетной платы.
Для этого используют металлическую пластину, прикрепленную снизу и соединенную пайкой с общей шиной, которая впоследствии станет отрицательной.
Дополнительные советы
Для успешного использования макетной платы под пайку и осуществления быстрой отладки целесообразно приобретать несколько макеток разных размеров.
Во-первых, это позволит собирать сложные схемы отдельными блоками, отлаживая каждый, и позже соединять в одно устройство. Во-вторых, так можно собрать дополнительные устройства, которые могут понадобиться для контроля работы основной схемы.

Приобретать макетную плату лучше с комплектом соединительных проводов. Их еще называют «джамперами».
Но в некоторых случаях можно сэкономить значительную сумму, если купить плату для беспаечного монтажа, неукомплектованную соединителями. Их в этом случае можно изготовить самостоятельно из подходящего провода.
 Идеально подойдет кабель КСВВ 4-0,5, используемый при устройстве систем пожарной сигнализации. Этот кабель имеет 4 изолированных жилы из тонкого медного провода диаметром 0,5 мм. Одного метра кабеля будет достаточно, чтобы получить много соединительных перемычек.
Идеально подойдет кабель КСВВ 4-0,5, используемый при устройстве систем пожарной сигнализации. Этот кабель имеет 4 изолированных жилы из тонкого медного провода диаметром 0,5 мм. Одного метра кабеля будет достаточно, чтобы получить много соединительных перемычек.
При монтаже всегда нужно надежно подключать все выводы полупроводников и микросхем. Даже, если какие-либо выводы не используются, их необходимо подключить к общей шине, чтобы избежать возникновения наведенных токов.
При использовании макетных плат можно применять только слаботочные детали, работающие от напряжения не более 12 В. Подключать к макетной плате переменный ток напряжением 220 В от бытовой электросети запрещено.
Правильное использование макетной платы для монтажа без пайки существенно упростит сборку всей схемы и снизит затраты на изготовление устройства, в котором такая схема будет использоваться.
svaring.com
Пайка печатных плат
Пайка радиодеталей в платину требует меньших усилий, чем соединение свободных проводов, так как отверстия в плате служат хорошим фиксатором припаиваемой детали. Однако, и здесь результат зависит от опыта и удачи. Первая схема или первый проект, собираемый на макетной плате, скорее всего, завершится крахом еще на первых пропаянных точках, которые будут выглядеть так, как будто это сплошной проводник… Однако, после нескольких упражнений каждое соединение будет выглядеть все лучше и лучше. В нижеприведенном примере производится монтаж микросхемы в плату. Целью работы является выполнение равномерно хороших соединений. Итак, перейдем к описанию отдельных шагов:
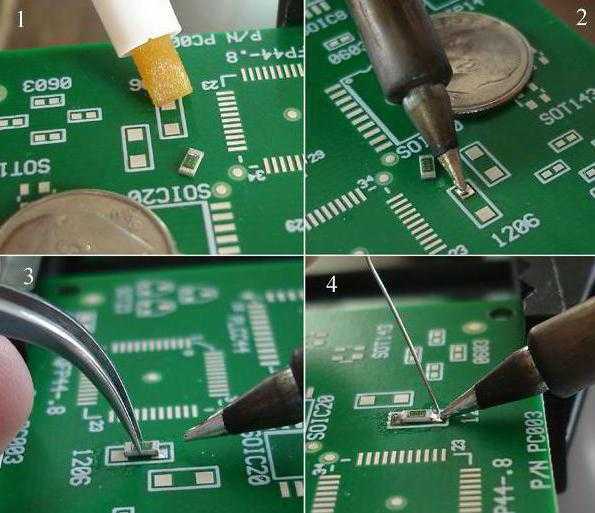
1. Припой и жало паяльника подводятся к монтажной точке одновременно. Жало паяльника должно касаться как обрабатываемого вывода, так и платы. | 2. Положение жала паяльника не изменяется, пока припой не покроет равномерным слоем все место контакта. В зависимости от температуры паяльника это продолжается от полусекунды до секунды. За это время происходит достаточный нагрев места пайки. | 3. Теперь жало паяльника следует обвести по полукругу вокруг обрабатываемого контакта, одновременно перемещая припой во встречном направлении. Таким образом на место пайки наносится еще около 1 мм припоя. Место пайки нагрето настолько, что расплавившийся припой под действием сил поверхностного натяжения равномерно распределяется по всей контактной площадке. |
4. После того, как необходимое количество припоя нанесено на место пайки, можно отвести проволоку припоя от места пайки. | 5. Последний шаг – быстрый отвод жала паяльника от места пайки. Пока еще жидкий и покрытый тонким слоем флюса припой обретает свою окончательную форму и застывает. |
Если жало паяльника имеет оптимальную температуру, весь процесс продолжается не более одной секунды. И после небольшой практики все точки пайки начнут походить друг на друга как две капли воды.
Техника соединения лакированным проводом
|
|
Существует два основных варианта сборки (экспериментальных) радиоэлектронных схем в домашних условиях: полосковые платы и растровые платы с выполнением соединений лакированным проводом. Техника соединений лакированным проводом годится также и для более крупных проектов. При этой технике тонкие лакированные проводники прокладываются между точками пайки. Лаковое покрытие отжигается в тех местах провода, где должна производиться пайка. Немного практики здесь отнюдь не повредит, поэтому проведем первые опыты выполнения соединений на старой ненужной плате. Итак, лакированный провод должен быть проложен между двумя имеющися точками пайки | Сначала припаивается один конец лакированного провода. В зависимости от температуры паяльника требуется от одной до трех секунд, пока лак не расплавится. Остатки оплавленного и выгоревшего лака налипают на жало паяльника, которое необходимо регулярно очищать и залуживать свежим припоем. |
После этого конец провода припаивается в необходимое место. Затем провод протягивается ко второму месту пайки и огибается вокруг него таким образом, чтобы образовался острый угол, указывающий на место на проводе, которое будет припаиваться. | Место отгиба припаивается в следующую очередь. Эта операция длится дольше вышеописанной, так как теперь приходится обрабатывать покрытый лаком участок, имеющий худшую теплопроводность по сравнению с чистым концом провода. Однако, и здесь с некоторой долей терпения и припоя можно расплавить лак и залудить провод на участке в несколько миллиметров. |
Теперь можно произвести пайку второго конца провода. В заключение натяните свободный конец провода и отогните его несколько раз в разные стороны, пока он не обломится в точности по месту пайки. На этом выполнение соединения завершено – можно переходить к следующему. | Кстати, может быть вы заметили, что вторая пайка выполнена не в той точке, где планировалось? При пайке жало паяльника дрогнуло и пайка произошла в соседней точке. Ничего страшного, ведь наше упражнение производилось на ненужной плате. Однако это доказывает, что прежде чем взяться за серьезный проект, следует хорошо усвоить технику выполнения основных операций. |

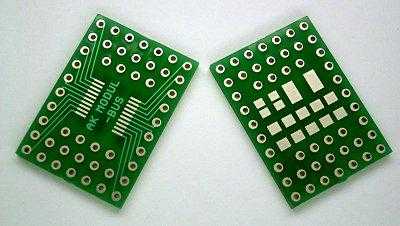
SMD-адаптер
|
|
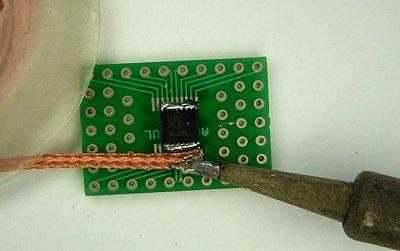
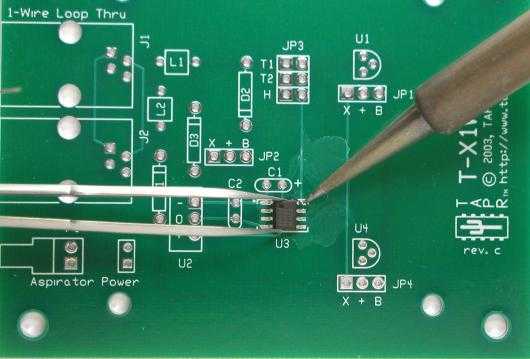
При разработке прототипов все чаще возникают проблемы, связанные с тем, что необходимая микросхема доступна только в корпусе для поверхностного монтажа. Начиная с расстояния между выводами 0,65 мм выполнение соединений с помощью лакированного провода требует очень много сил и времени. Однако все необходимые соединения удается выполнить в домашних условиях, используя адаптерные платы TSSOP. Здесь показано, как это делается. ЦАП DAC6573 в 16-выводном корпусе TSSOP должен использоваться с платой для пробной конструкции. | Сначала необходимо осторожно припаять микросхему к адаптеру за два вывода по диагонали. На этом шаге необходимо обеспечить, чтобы выводы микросхемы располагались в точности над дорожками адаптера. Добившись этого, покройте все выводы большим количеством припоя. |
|
|
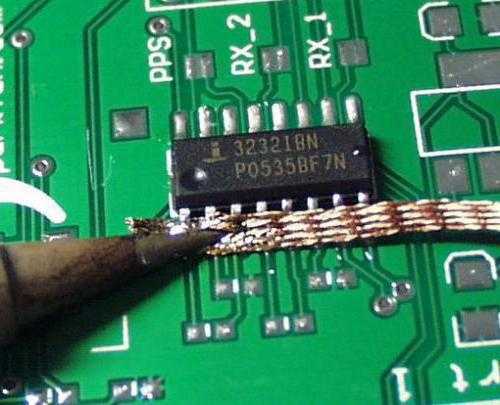
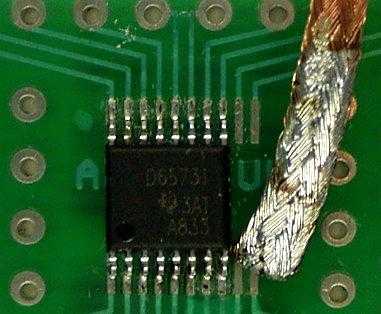
Затем излишки припоя удаляются с места пайки с помощью литцы. | Большая часть припоя впиталась в литцу. На плате осталось ровно столько припоя, сколько необходимо для обеспечения надежного электрического и механического соединения. Все просто! |
|
|
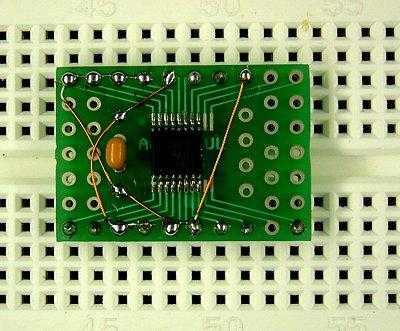
Имеются различные возможности перехода на главную плату или экспериментальную плату. Растровые отверстия имеют диаметр 0,8 мм. Стандартные монтажные штекеры не входят в них, однако прецизионные штекеры с цилиндрическими ножками – которые могут вставляться и в панельки микросхем – имеют необходимый диаметр. Впрочем, часто можно обойтись и простыми отрезками проводов. | Здесь необходимые соединения выполнены с помощью отрезков серебряного провода диаметром 0,6 мм. |
|
|
Микросхема имеет и другие выводы, однако некоторые из них соединены с массой, другие – с линией питания и разводятся на самом адаптере. Кроме того, на плате адаптера был смонтирован блокирующий конденсатор. Готово! Получившаяся “большая” микросхема теперь может быть вставлена в лабораторную монтажную плату или впаяна в большую плату. | SMD-адаптеры и лабораторные монтажные платы можно приобрести в интернет-магазинеmshop. |




=====================================================================================
studfiles.net
Основы пайки печатных плат
Для создания любой без исключения печатной платы, надо уметь паять. Пайка представляет тот технологический процесс, который вносит основной вклад в надежность и устойчивость конечного электронного изделия. Благодаря пайке электронные компоненты закрепляются на плате так, что их очень сложно от платы оторвать. Да и паяное соединение двух или нескольких обычных проводов тоже не в пример надежней. Такое соединение имеет меньшее сопротивление и очень долговечно. Поэтому для любого серьезного электронщика пайка имеет первостепенное значение.
На первый взгляд пайка может показаться сложной, но на самом деле добиться качественной пайки гораздо проще, чем вы думаете. Для того, чтобы профессионально спаять проводники, или качественно припаять к печатной плате электронные компоненты – достаточно просто знать несколько нехитрых тонкостей.
На странице: 15255075100
Сортировка: По умолчаниюНаименование (А -> Я)Наименование (Я -> А)Рейтинг (по убыванию)Рейтинг (по возрастанию)
При работе паяльник разогревается до температуры более чем 200 ºС , поэтому очень важно тщательно соблюдать нижеприведенные правила техники безопасности. 1. Никогда не дотрагивайтесь руками или другими частями тела до нагревательного элемента и жала паяльника. ..
Более подробную текстовую версию данного урока можно найти на страницах учебного пособия которое входит в состав образовательных наборов по пайке. Пайка — это процесс соединения двух разогретых металлических деталей путем введения в зазор между ними распл..
Более подробную текстовую версию данного урока можно найти на страницах учебного пособия которое входит в состав образовательных наборов по пайке. В уроке №1 вы узнали на чем основан процесс пайки. На нагреве деталей, расплавлении припоя и использовании флюса. Но эти знания еще не гарантируют..
В предыдущем уроке мы рассмотрели сквозной монтаж электронных компонентов и других элементов на печатную плату. Уверен, что у вас все получилось и сложностей не возникло, поскольку такой метод сборки изначально рассчитан на ручную пайку. Он достаточно хорошо подходит для создания относительно пр..
В предыдущих уроках эксперименты и практические занятия выполнялись универсальным жалом с закругленным коническим концом. Его еще называют жалом типа «конус». Оно было не толстым и не тонким. Это именно универсальное жало, поскольку с помощью него можно решить большинство задач, связ..
academy.evolvector.ru
Пайка плат своими руками
- Категория: xroom Компьютерный гений
- Просмотров: 1027

Материнская плата пайка на рабочем столе – пошагово
Большого значения нет, что нам паять: материнскую плату, видеокарту, телевизионные компоненты, ремонт фена, чайника, радиоуправляемую машину – в этих предметах установлены штампованные платы с припаянными в большинстве роботами на автоматической линии детали, микросхемы, транзисторы,, диоды и т. д.. Суть предметов не меняется, от старения трещин на пайке еще не отменяли, в результате нам нужно брать в руки паяльник, строительный фен, отвертку, лампу освещения, лупу, садиться на стул и восстанавливать заводской брак, устрани проблему своими руками.
Шаг 1 – Разбираем
Первый шаг – отключаем ПК от сети, оденем на запястье браслет, заземлимся, снимите материнскую плату вашего компьютера, выдергиваем из корпуса. Пожалуйста, убедитесь, что ваша материнская плата не на гарантии, поскольку вмешательство с вашей стороны приведет к аннулированию гарантии вашей материнской платы.
Гарантийный срок не вышел, забудьте о ремонте, канифоли, отправляйте его в серверный центр на трамвае, личном автомобили, купите пиво присядьте в кресло с пультом от телевизора в руке, пусть центр решает вашу проблему. В противном случае продолжить наш урок.

Шаг 2 – найти чип ГПУ
Самый простой способ найти чип графического процессора на материнской плате, Вам необходимо искать самый большой встроенный чип, ближайшего к гнезду процессора.

Шаг 3 – Защищаем материнскую плату
На этом этапе, накрываем металлическим листом, фольгой, плотной бумагой, картоном материнку, предварительно вырезать отверстие под соккер CPU, выполняем процедуру дабы не повредить остальные компоненты.

Шаг 4 – Поддержание тепла
Разогреваем тепловой пушкой, строительным феном до 385F (195C) с нормальным давлением воздуха.
Обратите внимание – высокая температура, поток горячего воздуха может, сдуть компоненты на чипе видео процессора, поэтому будьте осторожны, поддерживайте низкое давление воздуха с большим выделением тепла
Шаг 5 – Укладка тепла в GPU
Нагреть чип очень медленно, только за 5 – 8 мин при 190-200 градусов по Цельсию максимум, постоянно перемещая фен, не держите его на одном месте направив в одну точку, делайте небольшие круговые движения. Держать пушку с направлением в одну точку более 20 секунд запрещено – повредит рядом припаянные детали.
Берегите свои руки от ожогов.

Шаг 6 – Дайте ему остыть.
Отключаем фен, отставляем плату в сторону, идем на кухню нагреваем чайник, открываем холодильник достаем колбаску, режим на тонкие кусочки, садимся пьем чай и ждем минут 20, до полного остывания.

Шаг 7 – тестирование
Теперь соберите обратно компьютеру, тестирование путем присоединения всех аппаратных компонентов. Если материнская плата все еще не работает после прогрева, то вы должны повторить этот процесс, вам придется пробовать, увеличить время разогрева (не давление воздуха).

Видео припаять контакты материнки
Проблема: полосы на экране, нет изображения, перегрев чипа CPU.
Если у вас настольный компьютер с встроенной видеокартой, монитор показывает Вам несколько вертикальных, разноцветные линии, пробелы в строках, виднеются маленькие белые, черные точки, пустой черный экран, уродливые линии на дисплее – первые признаки плохой сборки, или старение, трещин компонентов на контактах пайки, соединения.
Все вышеперечисленные признаки, то значит у вас проблема с CPU чип компьютера, в этом уроке я показал вам, как можно легко, просто постараться отремонтировать (графический) чип дома с обычным бытовым прибором.
Оплавления – слово описывает процесс плавления припоя на плате электрической цепи. Мы делаем это оплавления радио деталям, потому что плохое паяльное соединений в GPU может вызвать неисправность изображения.
Примечание: Установлена видео карта отдельно в плату вашего компьютера. в вашем, удалите видеокарту, попробуйте включить компьютер в обычном режиме. Если вы обнаружили проблему с вашей графической карты, ЧИТАЙ решение устранения проблем видеокарты
Добавить комментарий
xroom.su
Пайка для начинающих
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает “тренди-бренди тренди-бренди…”. После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
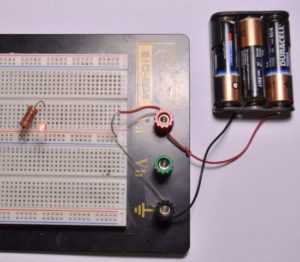
Так можно собрать весьма кучерявое устройство.
Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно “травить” плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).
Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит “пшшшшш”, и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того “пшшшшш”, что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы “запустить” процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа микросхем это крайне непрактично. Тем более, обычно, их ножки уже луженые.
- Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда “пшшшшш” происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки. Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо “сильнее” канифоли), и тогда будет активный “пшшшшш”, и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней “прозвонке”. Выход – мыть.
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент – это паяльник, самый обычный с жалом в виде шила:

и припой c флюсом внутри:

ВСЕ!
Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую – проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит “пшшшшш”, кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А “встроенный” в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.

Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
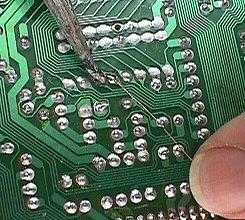
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения “пятачков” для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может “сойти” слишком много, “залив” сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Фаза 1
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек “не возьмет”.
Фаза 2
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка “погрузится” в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.
Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.
Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:
Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.
Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место “отпайки”. Второй держите рядом взведенный отсос. Как “оттает”, нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.

- Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.

Успехов в пайке! Запах канифоли – это круто!
demin.ws