Пайка резцов латунью: Технология пайки латунью
alexxlab | 24.04.2023 | 0 | Разное
Пайка твердосплавных пластин. Инструкция
Блог – последние новости
/в Статьи /от Игорь Кривозов1. Общие положения.Настоящая инструкция распространяется на пайку резцов на установках ТВЧ: ВЧИ-25, ВЧГ-60, ЛП3-2-67М и других аналогичных.
2. Подготовка пластин твердого сплава и корпусов державок резцов к пайке.- Все операции по предварительной обработке пластин твердого сплава производить до очистки опорных поверхностей.
- Острые углы на пластинах твердого сплава и дефекты прессования: вспучивания, выкрашивания (ГОСТ 2209-90) должны быть удалены при помощи выполнения фасок или зачистки.
- Пластины, имеющие коробление, должны быть подвергнуты шлифованию.
- Паяемые поверхности должны быть очищены, зачищены от окислов путем зачистки на алмазном круге. Разрыв между очисткой и пайкой не должен превышать 2…3 суток.

- Трещины, сколы и завалы на пластинах твердого сплава не допускаются.
- Поверхности державок резцов, подвергаемые пайке, не должны иметь забоин, трещин, заусенцев и завалов, мешающих плотному прилеганию пластин твердого сплава.
Литейные поры, раковины и недоливы в зоне пайки не допускаются.
Державки с такими дефектами бракуются. - Пластины твердого сплава и корпуса державок не должны иметь следов ржавчины, окислов, масел и других загрязнений.
- При выполнении пайки с компенсирующими прокладками, гнезда державок необходимо занижать на 0,3…0,8 мм.

- Чистота паяемых поверхностей пластин твердого сплава должна быть в пределах 6…8 класса ( 1,6v…0,4v ).
- Чистота паяемых поверхностей державки резца должна быть в пределах 4…6 класса ( 6,3v…1,6v ).
- Все пластины поступающие на пайку, должны соответствовать ГОСТ 25393-90, ГОСТ 25426-90, ГОСТ 2209-90, ГОСТ 17163-90, ГОСТ 20312-90, ГОСТ 22771-90, ГОСТ 9391-80 по микроструктуре и иметь коэффициент стойкости не менее указанного в ТТ чертежа.

- Допустимый зазор между пластиной и корпусом 0,08…0,12 мм.
- Отклонение от прямолинейности не должно превышать ± 0,05 мм.
- Допустимое коробление пластин <0,04 мм.
- Максимальное нависание пластин твердого сплава не должно превышать 2,0 мм.
- Контроль взаимной подгонки пластин твердого сплава и пазов державок выполняется 1…3% единиц инструмента от партии, но не менее 5 штук. Контроль визуально или при помощи щупа.
- Для пайки резцов применять:
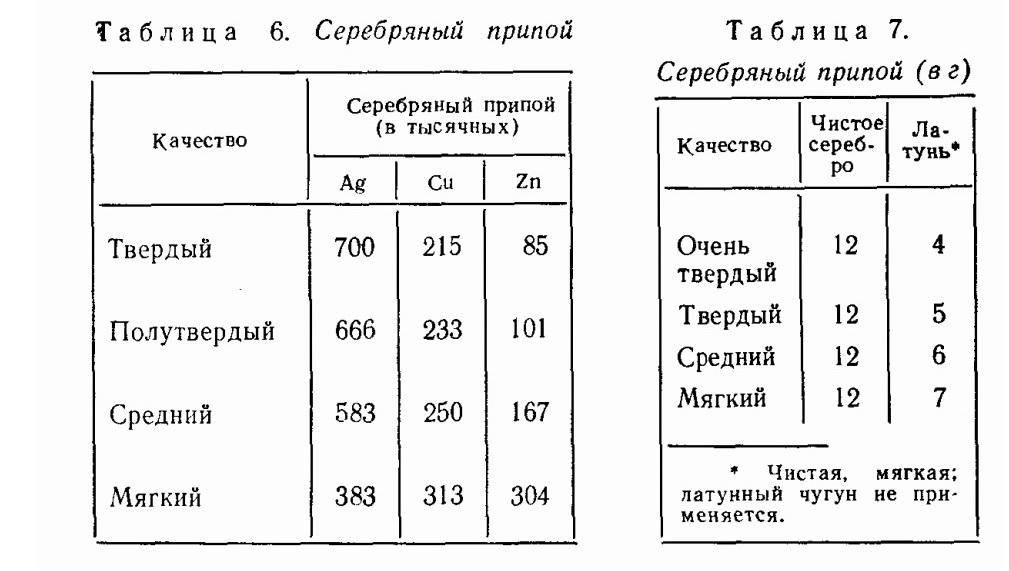
- припой АНМц-06-4-2 ТУ 48-21-87-80 следующего химического состава: Cu – 64,5%, Ni – 4,5%, Mn – 2,0%, Zn – остальное.
Температура плавления припоя 1035…1060?С.
Температура пайки 1100…1180?С. - латунный припой МНМц 68-4-2 ТУ 48-08-476-71 следующего химического состава: Cu – основа, Ni – 3…4%, Mn – 1,5…2,5%, Al – 0,5…0,6%.
Температура плавления припоя 930…960?С.
Температура пайки 990…1060?С.
- припой АНМц-06-4-2 ТУ 48-21-87-80 следующего химического состава: Cu – 64,5%, Ni – 4,5%, Mn – 2,0%, Zn – остальное.
- Для пайки применять флюс «100» ТУ-48-4-346-84.
 Флюс должен быть сухим, без комков и наличия влаги.
Флюс должен быть сухим, без комков и наличия влаги. - Перед пайкой необходимо очистить припой от окисной пленки, окалины, грязи. Очистку выполнять механическим путем.
- Порезать припой на дозированные пластины. При этом размеры пластины припоя должны быть несколько больше паяемой поверхности пластины твердого сплава и в процессе пайки выступать за ее пределы на 0,5—0,7 мм,
- Подготовка к пайке.Детали поставлять на пайку по сопроводительным документам, оформленным контролем, с указанием шифра инструмента, его количества, марки материала, ТТ чертежа и эскиза резца, указывающего положение пластины твердого сплава относительно корпуса державки.
- Перед пайкой подготовить к работе термотележки, температура песка должна быть в пределах 150…300?С, слой песка не менее 100…150 мм.
Контроль температуры песка в термотележках осуществлять термометром, глубина погружения не менее 40 мм. Регистрация температуры песка в термотележке осуществляется термопарой ХА.
- Подбор индуктора осуществляется при условии установки паяемого резца с зазором между индуктором и державкой в пределах 5…15 мм не более или при условии установки двух резцов с зазором между резцами не более 0,5 мм, между индуктором и державкой 5…15 мм не более. Установить поворотный стол у щелевого индуктора. Силу тока и напряжение подобрать на пробных резцах. Время нагрева при заданных силе тока и напряжении регулировать скоростью вращения стола и зазором между индуктором и резцом, который должен быть в пределах 5…15 мм. За время прохода резца в индукторе припой должен быть расплавлен.
- Пирометристу подготовить к работе прибор КСП-3.
- Настройку установки ТВЧ по напряжению контура, анодному и сеточному току производить при пробной пайке 2…5 резцов от партии (шифра) резцов. Полученные данные фиксировать в журнале с записью шифры и даты пайки с подписью контролера.
- При необходимости совмещать пайку с закалкой сжатым воздухом.
Открыть воздушную систему, продуть подающие шланги в течение 5…10 минут для выхода влаги, установить необходимый расход воздуха по расходомеру РС5. Данные записать в журнал.
Данные записать в журнал.
Подкалку опорной части державки резца выполнять в специальном корыте с проточной водой, настроить подставку для резца так чтобы уровень воды не доходил до твердосплавной пластины 4…8 мм. Глубину погружения подобрать получением требуемой твердости. - На термограме прибора КСП-3 фиксировать пробную пайку с записью шифра, указанием фамилии термиста и контролера. Записи в журнале и на термографе должны совпадать.
- Перед пайкой подготовить к работе термотележки, температура песка должна быть в пределах 150…300?С, слой песка не менее 100…150 мм.
- Пайка резцов.
- Перед пайкой убедится в качестве подгонки державок и пластин твердого сплава в соответствии с п.3. Державки и пластины твердого сплава обдуть песком, промыть в горячей воде при Т = 80…90 С и высушить на открытом воздухе или под струей сжатого воздуха.
- Подобрать индуктор в соответствии с п. 5.1.2.
- Насыпать в гнездо державки дозированное количество флюса 100, уложить заранее нарезанный листовой припой АНМц 06-4-2, вновь насыпать дозированное количество флюса, установить пластину твердого сплава.

- Установить резец в индуктор таким образом, чтобы сечение индуктора пересекало тело державки резца рядом и под пластинкой твердого сплава. Нагрев вести равномерно, периодически включая и выключая установку ТВЧ. По мере нагрева тела державки резец перемещать твердосплавной пластиной ближе к сечению индуктора, не допуская при этом перегрева острых кромок пластины и державки.
Время нагрева резца зависит от его габаритов и должно быть в пределах 40…120 секунд.
В момент растекания припоя пластину слегка сместить в двух направлениях с целью обеспечения полной смачиваемости пластины и гнезда державки, установить в нужное положение и отключить установку ТВЧ, прижать пластину отверткой до полного затвердевания припоя. При включенном индукторе в расплавленном состоянии припоя резец должен находится не более 15 секунд. После кристаллизации припоя резец извлечь из индуктора для охлаждения. До кристаллизации припоя резец держать в индукторе! - Производить пайку пробного резца с термопарой в следующем порядке: на машине ТКМ-7 прикрепить термопару ХА к твердосплавной пластине на наружной поверхности, концы термопары крепко соединить с концами компенсационного провода прибора КСП-3.

На державку резца нанести флюс и припой. Установить пластинку твердого сплава с термопарой в посадочный паз державки, и выполнить пайку в соответствии с пунктами 5.2.3, 5.2.4 с одновременной фиксацией температуры. Полученные данные заносить в журнал. - Пайку резцов осуществлять только после получения удовлетворительных результатов по качеству пробных резцов.
- Пайку проходных и нормализованных резцов производить на поворотном столе в щелевом индукторе. Отрезные резцы, резцы с круглой державкой, специальные резцы с острой вершиной режущей части, резцы со сложной конфигурацией державки, с наклоном опорной поверхности более 10? при соотношении толщины пластины и державки менее 1:3, резцы с последующей после пайки подкалкой державок паять в петлевом индукторе на установках ВЧИ-25, ЛП3-2-67м без поворотного стола.
При необходимости пайки резцов с обеспечением минимальных напряжений впаянном шве использовать компенсаторы из нержавеющей сетки толщиной 0,08…0,12 мм ГОСТ 3826-66 устанавливаемой в гнездо державки.
- Термообработка напаянных резцов.
- Резцы, не подвергающиеся закалке после пайки, подстуживать в течение 10…40 секунд на воздухе в зависимости от сечения державки и опустить в термотележку с песком. В термотележке поддерживать температуру в пределах 150…300 С в течение заполнения ее резцами. После заполнения тележку отключить. Охлаждение резцов в термотележке выполнять до температуры 80 С в соответствии с показаниями прибора, после чего извлечь их и охладить на воздухе до окружающей температуры.
- Режим термообработки резцов назначать в соответствии с технологией пайки и термообработки пробного инструмента, при условии соответствия ТТ чертежа.
- Резцы подвергающиеся закалке с использованием тепла, полученного при нагреве под пайку, охлаждать в струе сжатого воздуха непосредственно после затвердевания припоя в соответствии с подобранным на пробном инструменте режиме до полного остывания, после чего поместить в термотележку с дальнейшей обработкой в соответствии с п.
 5.3.2. Резцы подвергаемые подкалке опорной части державки в зоне пайки, остудить на воздухе до температуры ниже 800?С, затем опустить в закалочное корыто с проточной водой так, чтобы уровень воды не доходил до твердосплавной пластины 5…8 мм. После полного охлаждения державки, резцы уложить в термотележку с дальнейшей обработкой в соответствие с п.5.3.2.
5.3.2. Резцы подвергаемые подкалке опорной части державки в зоне пайки, остудить на воздухе до температуры ниже 800?С, затем опустить в закалочное корыто с проточной водой так, чтобы уровень воды не доходил до твердосплавной пластины 5…8 мм. После полного охлаждения державки, резцы уложить в термотележку с дальнейшей обработкой в соответствие с п.5.3.2. - При получении твердости державки резца в зоне пайки с отклонением от ТТ чертежа дополнительный режим термообработки назначать с ведома технолога по термообработке с записью журнале.
- Все резцы прошедшие термообработку, направить в гидропескоструйное отделение.
- Обдувку резцов выполнять каждый в отдельности вручную на мягкой подкладке (резиновый коврик) для предотвращения боя пластин твердого сплава.
- Обдутые резцы промыть в горячей воде с температурой не менее 80 С и окунуть в консервирующий раствор ГЖ1.
- Наплывы припоя, имеющиеся на паяных резцах, разрешается удалять механическим путем (зачисткой).
- Контроль качества паяного инструмента производить после обдувки.
- Настройку и пайку пробных резцов производить на 2…5 штуках в зависимости от величины партии и соответствия их ТТ чертежа.
- На поверхности резцов не должно быть излишков припоя и флюса в виде наплывов и подтеков. Допускается облуживание пластин корпуса тонким равномерным слоем припоя не более 0,5 мм.
- Слой припоя под пластинкой твердого сплава должен быть в пределах 0,05…0,35 мм. В шве по периметру и углах допускаются единичные места без пропаивания (поры). На боковых опорных поверхностях твердосплавной пластины общая длина разрывов не должна превышать 50% паяного шва. Разрывы паяного шва между опорными поверхностями твердосплавной пластины и державки не должны превышать 10% видимой длины паяного шва на проходных и подрезных резцах и 5% на прорезных и отрезных резцах.
 ГОСТ 5686-61 (СТ СЭВ 1165-78). Не допускаются разрывы припоя под главной режущей кромкой.
ГОСТ 5686-61 (СТ СЭВ 1165-78). Не допускаются разрывы припоя под главной режущей кромкой. - Контроль качества паяного шва выполнять визуально на 2…5 разбитых резцах (отбивать твердосплавную пластину до вскрытия припоя) в зависимости от величины партии. Разрешается отбивать твердосплавную пластину на произвольно выбранном резце в процессе пайки партии.
Пайка является годной при наличии дефектов (окисление, остатки флюса и непропаев), не превышающих 10% общей площади паяного шва. - Контроль отсутствия сколов и трещин по твердому сплаву производить с применением лупы с 4…10 кратным увеличением.
- Контроль твердости державки в соответствие с ТТ чертежа выполнять на расстоянии 3…10 мм от паяного шва в зависимости от конструкции и конфигурации позволяющей осуществить контроль, замер твердости производить на отрезанных образцах со шлифованной поверхностью.
- Допустимое смещение твердосплавной пластины относительно опорной части державки ±0.5 мм.
- Окончательный контроль качества выполнять после заточки методом ЛЮМ-1ОВ в соответствие с п.
 8.4. Трещины и сколы на твердосплавных пластинах и державках не допускаются. Оценку дефектов пайки производить визуально по внешнему виду паяного шва на разбитых резцах (см. п.8.5.). Пропуск резцов с дефектами осуществлять с разрешения цеховой комиссии по качеству с записью в журнале.
8.4. Трещины и сколы на твердосплавных пластинах и державках не допускаются. Оценку дефектов пайки производить визуально по внешнему виду паяного шва на разбитых резцах (см. п.8.5.). Пропуск резцов с дефектами осуществлять с разрешения цеховой комиссии по качеству с записью в журнале.
После заточки и обнаружении дефектов на ЛЮМ-1ОВ, перепайку резцов, производить по сопроводительному документу по разрешению цеховой комиссии с записью в журнале и проставкой на державке отличительного клейма «П». Допустимое количество перепаек не более 2 раз.
Резцы израсходованные для проверки качества списывать по акту
Поделиться в социальных сетях
Контакты
+38 (044) 496-07-22 (факс) +38 (066) 951-16-97 +38 (096) 498-45-95показать
Широкий ассортимент поставляемой продукции, позволяет нашим специалистам подобрать для Вас необходимый инструмент для решения различных производственных задач.
© Копирайт – Интерсплав
Основные виды токарных резцов по металлу Какие образом классифицируются фрезы по …
Пайка резцов что нужно знать об устройстве аппарата и принципе работы
Пайка в домашних условиях
Пайка резцов – необходимая процедура, в которой периодически нуждается токарное дело. Для того чтобы напаять твердосплавные пластины на державки токарных резцов, осуществить локальную закалку инструмента, пайку твердыми припоями небольших деталей, применяется нагрев высокочастотными токами, либо пламенем газовой горелки.
Несмотря на то, что аппаратура ТВЧ показывает отличные результаты во время пайки данных элементов, она достаточно громоздка и дорогостоящая, что делает ее практически недоступной для работы в домашних условиях. Относительно газовой горелки, то она должна применяться по большей части профессиональными сварщиками по всем необходимым правилам.
Забытый способ
Однако до сегодняшнего дня дожил еще дин способ обработки резцов путем нагрева, который мы все начали забывать – пайка на контактных машинах. Данный способ является оптимальным для обработки деталей домашних условиях.
Данный способ является оптимальным для обработки деталей домашних условиях.
Особенности конструкции и принцип действия
Принцип осуществления способа заключается в тепловом воздействии электротока на проводник. При этом количество тепла, выделяемого во время работы в домашних условиях, зависит от величины электрического тока, электрического сопротивления проводника, а также времени его воздействия на проводник.
Опираясь на данную зависимость, был создан специальный аппарат, который представляет собой понижающий трансформатор. Благодаря данному аппарату становится возможной пайка рассматриваемых элементов, воссоздание качественной детали и т. п. Первичная обмотка трансформатора рассчитана на 220 В, а вторичная – на 2 В. Поперечное сечение магнитопровода составляет 50 сантиметров квадратных. Трансформатор закреплен на основании, тогда как контактные шины вторичной обмотки аппарата находятся на прокладке-изоляторе.
Основа трансформатора изготовлена из листовой стали, толщина которой составляет 5 сантиметров. В основание снизу ввернуты ножки. Также основание оборудовано двумя окнами, представляющими собой две вентиляции (предназначением: выход болтов крепления контактных шина текстолитовом изоляторе). Стоит отметить, что отверстия, расположенные по краям изолятора, служат для его крепления к основе.
В основание снизу ввернуты ножки. Также основание оборудовано двумя окнами, представляющими собой две вентиляции (предназначением: выход болтов крепления контактных шина текстолитовом изоляторе). Стоит отметить, что отверстия, расположенные по краям изолятора, служат для его крепления к основе.
Концы вторичной обмотки аппарата заводятся в отверстия зажимов. Трансформатор защищен кожухом, а также прикреплен к основанию уголками. К одному из уголков приспособлена изоляционная колодка.
Последовательность работы
Последовательность следующая:
- Державка резца располагается на шинах аппарата. Далее в работу вступает припой.
- Между поверхностями, которые нужно соединить, помещается припой (посредством пинцета). В данном случае припой – лист латуни.
- Зона контакта при включении трансформатора нагревается, тем самым заставляя металл плавиться, после чего контакт нарушается, и, как следствие, контакт прекращается. Предотвращение подобного следующее: работа должна производиться в прерывистом режиме, плавно подается нагрузка на обмотки при помощи ЛАТРа.

Припой наносится аккуратно, контроль за работой ведется исключительно визуально. Скорость нагрева державки в процессе пайки составляет 80-100 гр./сек. Пайка резцов подобным методом дает отличные результаты. Качественное соединение не должно превышать 0,1 миллиметра. Благодаря приспособлению подобная работа становится возможной в домашних условиях.
Похожие статьи
- Трансформатор для сварки: тонкости собственноручного производства
- Сварочный аппарат переменного тока: в чем его преимущества и польза?
- Самодельный аппарат для ручной сварки — это просто
- Трансформатор для контактной сварки проводов в том числе и медных своими руками
Мягкая спиральная латунная губка для чистки жала паяльника для бессвинцовой проволоки – Electronix Express
{% if box. title и box.title.text и box.title.text != ” %}
title и box.title.text и box.title.text != ” %}
{{box.title.text}}
{% endif %} {% if box.subtitle и box.subtitle.text и box.subtitle.text != ” %}
{{box.subtitle.text}}
{% endif %} {% присвоить total_price = 0 %}
{% для продукта в продуктах %}
{% присвоить first_available_variant = false %}
{% для варианта в product.variants %}
{% if first_available_variant == false and variant.available %}{% assign first_available_variant = variant %}{% endif %}
{% конец для %}
{% if first_available_variant == false %}{% assign first_available_variant = product.variants[0] %}{% endif %}
{%, если first_available_variant.available и box.template.selected %}
{% присвоить total_price = total_price | плюс: first_available_variant.price %}
{% конец%}
{% если product.images[0] %}
{% assign feature_image = product. images[0] | img_url: ‘350x’ %}
{% еще %}
{% присвоить Featured_image = no_image_url | img_url: ‘350x’ %}
{% конец%}
images[0] | img_url: ‘350x’ %}
{% еще %}
{% присвоить Featured_image = no_image_url | img_url: ‘350x’ %}
{% конец%}
{% конец для %}
{%, если box.template.elements содержит ‘цену’ %}
{{translation.total_price}} {{total_price | деньги}}
{% конец%} {%, если box.template.elements содержит ‘addToCartBtn’ %} {% конец%}
- {% для продукта в продуктах %}
{% присвоить first_available_variant = false %}
{% для варианта в product.variants %}
{% if first_available_variant == false and variant.available %}{% assign first_available_variant = variant %}{% endif %}
{% конец для %}
{% if first_available_variant == false %}{% assign first_available_variant = product.
- {% if product.id == cur_product_id %} {{translation.this_item}} {% endif %}{{product.title}}{%, если только product.available %} – {{translation.sold_out}}{% бесконечный %}
{% присвоить варианты_размера = продукт.варианты | размер %}
{% для варианта в product.variants %} {{variant.title}}{%, если только вариант.доступен %} – {{translation.sold_out}}{% endunless %} {% конец для %}
{%, если box.template.elements содержит ‘цену’ %} {{первый_доступный_вариант.цена | Деньги}} {% if first_available_variant.compare_at_price > first_available_variant.price %} сравнить_по_цене | деньги}} {% конец для %}
сравнить_по_цене | деньги}} {% конец для %}
 variants[0] %}{% endif %}
{% если product.images[0] %}
{% assign feature_image = product.images[0] | img_url: ‘350x’ %}
{% еще %}
{% присвоить Featured_image = no_image_url | img_url: ‘350x’ %}
{% конец%}
variants[0] %}{% endif %}
{% если product.images[0] %}
{% assign feature_image = product.images[0] | img_url: ‘350x’ %}
{% еще %}
{% присвоить Featured_image = no_image_url | img_url: ‘350x’ %}
{% конец%}{% if box.title и box.title.text и box.title.text != ” %}
{{box.title.text}}
{% endif %} {% if box.subtitle и box.subtitle.text и box.subtitle.text != ” %}
{{box.subtitle.text}}
{% endif %} {% присвоить total_price = 0 %}
- {% для продукта в продуктах %}
{% присвоить first_available_variant = false %}
{% для варианта в product.variants %}
{% if first_available_variant == false and variant.available %}{% assign first_available_variant = variant %}{% endif %}
{% конец для %}
{% if first_available_variant == false %}{% assign first_available_variant = product.variants[0] %}{% endif %}
{%, если first_available_variant.available и box.template.selected %}
{% присвоить total_price = total_price | плюс: first_available_variant.
{% если только продукт.доступен %} {{translation.sold_out}} {% бесконечный %}
{% if product.id == cur_product_id %} {{translation.this_item}} {% endif %}{{product.title}}{%, если product.available %} – {{translation.sold_out}} {% бесконечный%}
{% присвоить варианты_размера = продукт.варианты | размер %} template.elements содержит ‘цену’ %}
{{первый_доступный_вариант.цена | Деньги}}
{% if first_available_variant.compare_at_price > first_available_variant.price %}
template.elements содержит ‘цену’ %}
{{первый_доступный_вариант.цена | Деньги}}
{% if first_available_variant.compare_at_price > first_available_variant.price %} {{first_available_variant.compare_at_price | деньги}}{% конец%} {% конец%} {% конец для %}
 price %}
{% конец%}
{% если product.images[0] %}
{% assign feature_image = product.images[0] | img_url: ‘100x’ %}
{% еще %}
{% присвоить Featured_image = no_image_url | img_url: ‘100x’ %}
{% конец%}
price %}
{% конец%}
{% если product.images[0] %}
{% assign feature_image = product.images[0] | img_url: ‘100x’ %}
{% еще %}
{% присвоить Featured_image = no_image_url | img_url: ‘100x’ %}
{% конец%}{%, если box.template.elements содержит ‘цену’ %}
{{translation.total_price}} {{total_price | деньги}}
{% конец%} {%, если box.template.elements содержит ‘addToCartBtn’ %} {% конец%}
Как паять: зубчатые монтажные отверстия
- Главная
- Учебники
- Как паять: зубчатые монтажные отверстия
≡ Страниц
Авторы: Шон Хаймел
Избранное Любимый 19
Как и при любой пайке, вам понадобится оборудование. Учебное пособие «Пайка через отверстие» содержит полезную информацию о паяльниках и аксессуарах. Не стесняйтесь заглянуть туда, если вам нужно освежить в памяти то, что делает каждый из инструментов.
Учебное пособие «Пайка через отверстие» содержит полезную информацию о паяльниках и аксессуарах. Не стесняйтесь заглянуть туда, если вам нужно освежить в памяти то, что делает каждый из инструментов.
Если вы хотите купить новые инструменты или пополнить запасы, мы предлагаем множество инструментов и аксессуаров для пайки.
Необходимые инструменты
Паяльник
Подойдет любой надежный паяльник. Мы рекомендуем что-то с регулируемой температурой.
Убедитесь, что наконечник достаточно мал, чтобы поместиться на одной площадке в одном из зубчатых отверстий. Вам не нужен слишком широкий наконечник, который будет наносить припой на несколько контактных площадок или переходных отверстий (также называемых выводами). Вот так мы получаем паяные мосты!
Губка из латуни
Губка из латуни — хороший выбор для очистки наконечника утюга. Если у вас нет латунной губки, подойдет обычная губка (не забудьте смочить ее небольшим количеством воды!).
Припой
Выберите припой. Мы рекомендуем освежить свои знания в области пайки, если вам нужно освежить знания. В этом руководстве мы используем водорастворимый припой с сердечником диаметром 0,020 дюйма, не содержащий свинца.
Мы рекомендуем освежить свои знания в области пайки, если вам нужно освежить знания. В этом руководстве мы используем водорастворимый припой с сердечником диаметром 0,020 дюйма, не содержащий свинца.
Флюс
Флюс настоятельно рекомендуется при пайке поверхностных или зубчатых компонентов. Всякий раз, когда вы плавите припой, ядро флюса в припое сгорает. Если вам когда-нибудь понадобится снова нагреть этот припой, вам нужно сначала добавить флюс. Флюс помогает очистить поверхность и позволяет припою лучше растекаться, улучшая характеристики смачивания припоя.
Мы будем использовать водорастворимый флюс, так как флюсовая сердцевина в нашем припое представляет собой водорастворимый флюс. Просто убедитесь, что флюс в сердечнике припоя соответствует жидкому флюсу, который вы используете.
Пинцет
Иногда вы можете держать модуль в руке, вставляя его в жидкий горячий припой. Однако мы бы не рекомендовали это. Вам понадобится хороший пинцет, чтобы удерживать модуль, пока вы перемещаетесь по действительно горячим предметам.
Щетка
Подойдет любая дешевая щетка с жесткой щетиной. Мы рекомендуем недорогую кислотную щетку с щетиной, обрезанной примерно до 1/4 дюйма (6 мм). Он понадобится нам для очистки платы, когда мы закончим пайку.
Протирочный спирт
Если вы используете «водорастворимый» или канифольный флюс (это будет написано на ручке или банке), вам нужно очистить его от платы после пайки. Флюс, оставшийся на печатной плате, может вызвать коррозию или вызвать короткое замыкание между контактами (нехорошо!). Технически вы должны использовать горячую деионизированную воду для «водорастворимого» флюса, но мы можем обойтись небольшим количеством изопропилового спирта. Вы можете найти медицинский спирт практически в любой аптеке или продуктовом магазине.
Дополнительные инструменты
Лудильщик жал
Лудильщик жал Очищает жала паяльника. Это 