Пайка серебром меди: Пайка меди и медных сплавов газовой горелкой и паяльником с применением серебра, свинца и других припоев
alexxlab | 14.08.1985 | 0 | Разное
Медно-серебряный припой: особенности и характеристики
Одним из вариантов соединения цветного металла является пайка, для которой используется медно-серебряный припой. Он относится к тугоплавким видам и имеет повышенную прочность шва. Технология пайки может упрощаться использованием припоя с уже внедренной в него бурой и требовать только подготовки поверхности. В зависимости от соотношения содержания элементов, он «работает» в 2 диапазонах:
- низкотемпературном — 425 °С;
- высокотемпературном — 460-820 °С.
Наряду с техническими изделиями, используется медно-серебряный припой для пищевых целей. Сплав отличается коррозионной стойкостью, инертностью элементов, поэтому пригоден для применения по любому назначению. Шов характеризуется твердостью, прочностью и отличным сцеплением с поверхностью основы за счет высокой обтекаемости расплава.
Медно-серебряный припой
Сплавы на основе серебра можно разделить на 2 типа: «дорогие» с содержанием только Ag+Cu и «дешевые» — Ag+Cu+Pb.
Самые простые идут с добавлением еще и Sn (до 27%)
Назначение серебряных припоев — широкое использование для цветных металлов и сплавов на их основе. Соединение таких изделий затруднено из-за физико-химических особенностей металлов, но серебряные припои в своей разновидности позволяют получить сцепление, эквивалентное по прочности со сварным швом, но без дефектов, которые ему присущи. К ним относятся сплавы:
- титано-никелевые;
- никель-вольфрамовые;
- железо-никелевые;
- медные;
- медно-никелевые.
Возможно соединение никеля, меди со стеклоэмалью, керамикой, поверхностей с гальваническим покрытием более 10 мм.
Температура плавления чистого серебра равна 962 °С, это не только нерационально, но также не оправдано технически, поскольку этот металл имеет высокую пластичность и низкую прочность. Оптимизация этих параметров достигается, если использовать медно-серебряный припой, температура плавления которого снижается до 425 °С, а прочностные свойства увеличиваются. Но в целом, соединение металлов отличается высокой t плавления (выше 400 °С), поскольку у чистой меди она равна 1085 °С.
Но в целом, соединение металлов отличается высокой t плавления (выше 400 °С), поскольку у чистой меди она равна 1085 °С.
Соединительный шов в данном случае выдерживает температуру до 800 °С, имеет широкий диапазон по параметрам и свойствам, в зависимости от используемых элементов.
Сплав на основе серебра отличается высокой экологичностью, поскольку входящие в состав элементы не активны с большинством окружающих их аналогов. В основном используется медно-серебряный припой для пайки меди или изделий на ее сплаве (латунь, бронза).
Характеристики
Отличается большим разбегом по свойствам, в зависимости от соотношения элементов. Вторым компонентом является медь, дополнительно могут присаживаться элементы железа, сурьмы, висмута, но их суммарное количество не превышает 0,1%. Свинец и олово содержатся в мягких сплавах. Температура плавления припоя снижается прямо пропорционально содержанию серебра в нем.
Процесс пайки медно-серебряным припоем
Эта категория сплавов определяется уровнем серебра в диапазоне 10-45%. Его стоимость самая низкая. Припой с малым содержанием этого драгоценного металла (10%) позволяет получить твердый шов, он активно используется в машиностроении.
Его стоимость самая низкая. Припой с малым содержанием этого драгоценного металла (10%) позволяет получить твердый шов, он активно используется в машиностроении.
Сплавы всего лишь с 2% содержанием серебра можно назвать свинцово-оловянными, поскольку Pb в них равен 36%, а Sn — 62%. Плавкость драгоценного металла сведена к минимуму, поэтому сплав отлично плавится, переходит из одного состояния в другое, идеально проводит ток. Используется в радиотехнике.
Сплав 40-62% обладает наилучшими сочетаниями прочности и пластичности, но также отличается низкими температурами плавления — 426 °С. Именно поэтому его применяют для соединений, которые не испытывают высоких температур.
Сплавы с содержанием серебра 50-72% характеризуются низким удельным сопротивлением, что идеально подходит для изделий с высокой электропроводностью.
Разновидности и популярные производители
Компаниями предлагается широкий ассортимент как по составу припоев, так и по флюсам, используемым с ними. Известные производители РФ:
Известные производители РФ:
- ООО «СнабТехмет»;
- ТОО «Специальная металлургия».
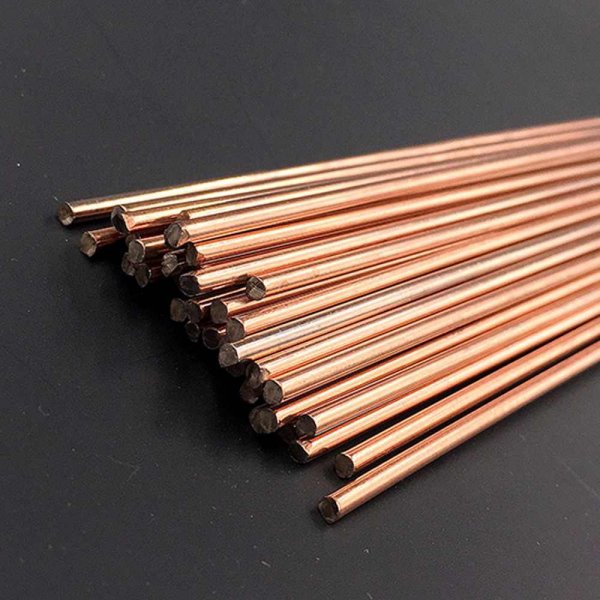
Припой серебросодержащий изготавливается по ГОСТ 19738-74. На рынке представлены изделия в ассортименте: проволока различного диаметра, прутки, лента. Маркируются они индексами ПСр, после которых указывается процентное содержание серебра: чем оно выше, тем большей пластичностью отличается состав.
Названия припоев содержат первые буквы входящих в них элементов:
- Ср — серебро;
- Су — сурьма;
- М — медь;
- Ф — фосфор;
- С — свинец;
- Кд — кадмий;
- Ц — цинк.
Цифровой индекс обозначает процентное содержание основного элемента — серебра.
Заключение
Состав припоя определяет его назначение, изменение химического состава, даже в незначительных количествах меняет его свойства. Для работы с паяльником используются исключительно «мягкие» сплавы, в то время как «твердые» можно расплавить только с помощью газовой горелки. Их основное назначение можно узнать в описаниях ГОСТ.
Их основное назначение можно узнать в описаниях ГОСТ.
Видео: Пайка медно-серебряный припоем (высокотемпературная пайка)
Серебро+медь. – Аргонодуговая сварка — TIG
#1 митька51
Отправлено 03 October 2011 16:56
Чем сварить,спаять техническое серебро контакта с медным основанием.Площадь серебра 20на 30мм,значит токи пропускает не шуточные.
- Наверх
- Вставить ник
#2 levdenisov1962
Отправлено 03 October 2011 18:43
Чем сварить,спаять техническое серебро контакта с медным основанием.
Площадь серебра 20на 30мм,значит токи пропускает не шуточные.
Наш ПСР – 10 ИЛИ 45.Забугорных сейчас еще больше S -45 не плохой. Твердоплвавкий пруток газ горелка и в путь. ПСР -10 справиться. Продается, в холодильной технике. Т плавления ПСР-10 больше 700гр, точно помню. Остальное как с трубами, флюс не нужен.
- Наверх
- Вставить ник
#3 copich
Отправлено 04 October 2011 11:22
+1 согласен. Пайка серебрянными припоями (ПСР) + газ (ацитилен).
Второй способ, ТВЧ, но так же с припоем в виде пасты. Здесь было обусловлено габаритами изделия. Но скорость пайки выше, а общий нагрев меньше.
Чем выше содержание в припое серебра, тем выше будет электропередача, да и теплопередача то же.
Поэтому выбор припоя обусловлен местом применения будущего изделия.
Пользовал импортные ПСР, castolin, они бывают с флюсом и без. Мне больше по душе с флюсом. Удобнее было применять при пайке медных индукторов. Т.е. флюс себя лучше ведет (очищает поверхность) когда на прутке. Так же пробовал и без обмазки с флюсовой пастой. Было сложнее, т.к. флюс не всегда попадал именно в место соединения.
С ТВЧ, могу посодействовать. В ЛС. Есть знакомые. Но надо поточнее знать что за изделие, т.е. хватит ли мощности ТВЧ установки?! С пастй не знаю, надо будет уточнить либо самому приобрести.
А ГАЗ в ЖКО можно одолжить… если есть связи.
- Наверх
- Вставить ник
#4 МИХА75
Отправлено
Паять не обязательно ацетиленом,пропан со многими вещами справляется не плохо. Индуктора для ТВЧ(гибочных) тоже неплохо варить РАДС(TIG)….
Индуктора для ТВЧ(гибочных) тоже неплохо варить РАДС(TIG)….
//////До нашей эры,соблюдалось чувство меры….//////
- Наверх
- Вставить ник
#5 copich
Отправлено 04 October 2011 11:56
Т.е. медная трубка, диаметр 10 мм, толщина стенки 1.5 мм – варить ТИГ?!!!! Индуктора разные бывают!!!
И спиральное прямоугольное соединение ТИГом ни как нельзя, т.к. нужны прямые углы, и не заваленные.
 ТВЧ и то не всегда использовать можно, т.к. опять же надо спец индуктор изготовить и иметь возможность его применить.
ТВЧ и то не всегда использовать можно, т.к. опять же надо спец индуктор изготовить и иметь возможность его применить. - Наверх
- Вставить ник
#6 morgmail
Отправлено 04 October 2011 12:12
Чем сварить,спаять техническое серебро контакта с медным основанием
Припой П14
Припой П 14:
П 14 калиброванный П 14 офлюсованный Припой ПМФОЦр 6-4-0,03 Примечание: В припой ПМФОЦр 6-4-0,03 дополнительно вводится Zr – 0,01%-0,05% Состав: Cu-основа Р- 5,3-6,3 % Sn- 3,5-4,5 % Соединяемые материалы: Медь, серебро, медные сплавы. При пайке меди возможна пайка без применения флюса. Температурные характеристики: Температура плавления 640- 680°С Температура пайки: В газовом пламени, ТВЧ, пропусканием тока 720 – 740°С. В печи 800-820°С. Припои выпускается в виде: • проволока, прутки П14, П14к, П14офл диаметр 0,5-3,0 мм • лента толщина 0,3-1,0 мм ширина 5-40 мм Проволока имеет продольный паз, который может заполняться флюсом ФК-235 или ФК-320. Свойства: Прочность паяных соединений из латуни 290-320 МРа Ударная вязкость разрушения 1,5-3,0 кДж.м/cм2 Область разрушения телескопического соединения медь-медь по меди Замена серебра до 45% Пластичность: Возможно изготовление колец и закладных элементов сложной формы для автоматической пайки. Примеры применения: Холодильники, теплообменники, кондиционеры, бытовые смесители, волноводы, электрические машины большой мощности и т.д.
В печи 800-820°С. Припои выпускается в виде: • проволока, прутки П14, П14к, П14офл диаметр 0,5-3,0 мм • лента толщина 0,3-1,0 мм ширина 5-40 мм Проволока имеет продольный паз, который может заполняться флюсом ФК-235 или ФК-320. Свойства: Прочность паяных соединений из латуни 290-320 МРа Ударная вязкость разрушения 1,5-3,0 кДж.м/cм2 Область разрушения телескопического соединения медь-медь по меди Замена серебра до 45% Пластичность: Возможно изготовление колец и закладных элементов сложной формы для автоматической пайки. Примеры применения: Холодильники, теплообменники, кондиционеры, бытовые смесители, волноводы, электрические машины большой мощности и т.д.
- Наверх
- Вставить ник
#7 МИХА75
Отправлено 04 October 2011 12:16
//////До нашей эры,соблюдалось чувство меры. …//////
…//////
- Наверх
- Вставить ник
#8 copich
Отправлено 04 October 2011 13:56
Спорить не буду! Т.к. человек про припой спросил. Мы ответили
Надеюсь эта информация ему поможет.
А чем сваривать и как, можно долго спорить. Ведь еще важно, у кого под что руки заточены.
ДА! И какое оборудование в наличии
- Наверх
- Вставить ник
#9 митька51
Отправлено 04 October 2011 22:07
Спасибо всем ответившим,Запаял автогеном как советовал Лев.
- Наверх
- Вставить ник
фосфорный, с серебром, почему для стальных деталей иногда пользуются? – Оборудование для пайки на Svarka.guru
Традиционно самым распространенным способом соединения медных труб является пайка. Чтобы создать прочный и долговечный шов, необходимо правильно подобрать припой для пайки меди и флюс, тщательно подготовить поверхность и соблюдать технологию.
Содержание
- 1 Какой припой выбрать?
- 1.1 Медно-фосфорные
- 1.2 Серебряные
- 1.3 Содержание Ag
- 1.4 Практическое применение
- 1.5 Особенности тинолей
- 1.6 Пайка твердым
- 1.7 Низкотемпературные
- 1.8 Высокотемпературные
- 2 Физико-химические свойства
- 2.1 Технические характеристики
- 3 Способы
- 3.1 Что понадобится в процессе?
- 4 Технология
- 4.
 1 Отрезаем деталь необходимой длины
1 Отрезаем деталь необходимой длины - 4.2 Наносим флюс на поверхность трубы
- 4.3 Соединяем
- 4.
- 5 Основные ошибки
Какой припой выбрать?
При пайке медных труб используют два основных типа:
- мягкого, с температурой плавления до 425оС;
- твердого, с температурным диапазоном 460-560оС.
В качестве припоев рекомендовано использование содержащих серебро сплавов. Они обеспечивают высокое качество соединений, но дороги. Медно-фосфорные составы более доступны и подходят для пайки менее ответственных соединений.
Медно-фосфорные
Температура плавления медно фосфорного припоя невысока. Медный припой позволяет обходиться без флюсовых составов. Входящий в состав фосфор защитит рабочую область от воздействия кислорода воздуха.
Шовный материала, сформированный на основе меднофосфористого припоя, весьма прочен и стоек к вибрационным воздействиям. Поэтому фосфористые составы широко используют при пайке компонентов теплообменников.
Почему при спаивании стальных деталей пайщики иногда пользуются медным припоем, а медь стальным припоем паять нельзя? Причина заключается в разнице температур плавления стали и меди. Медные заготовки уже расплавятся, а сталь все еще будет нагреваться.
В то же время медно-фосфорный припой чувствителен к перегреву, поэтому приходится принимать меры к охлаждению стыка. Изделие выпускается в виде прутка. Доступна и медная лента для пайки. Используются для пайки и медно-цинковые низкотемпературные припои.
Серебряные
Состав из чистого серебра мало подходит для того, чтобы паять медные изделия. В основном используют серебро с добавками железа, висмута и других элементов.
Припой для меди на основе серебра обладает высокой смачиваемостью по отношению к заготовкам и отлично проникает в самые узкие зазоры между ними. Соединения не корродируют и выдерживают большие статические и периодические динамические нагрузки.
Содержание Ag
Химический состав припоев для пайки заготовок из меди с серебром описан в ГОСТ 19738-74. Они обозначаются литерами ПСр ХХ, где цифры определяют долю серебра в процентах
Практическое применение
Составы с высокой процентной долей серебра (50-72) обладают высокой электропроводностью и теплопроводностью. Их используют в электротехнике и электронике.
Сплавы со средним процентным содержанием стоят дешевле и используются для пайки соединений, не подверженных температурным нагрузкам.
[stextbox id=’info’]Составы с низкой процентной долей (5-15) применяются в машиностроении.[/stextbox]
Особенности тинолей
Характерной особенностью серебросодержащих составов является их низкая рабочая температура. Высокая текучесть позволяет расплаву проникать в зазоры и поры и создавать высококачественные швы.
Пайка твердым
Твердые припои применяются для стыков трубок и трубопроводов большего диаметра. При этом используют пастообразный флюс, газовую горелку для разогрева и необходимое вспомогательное оборудование и инструменты.
Низкотемпературные
Низкотемпературные припои плавятся при температуре до 450оС. Невысокая температура позволяет избежать отжига основного материала трубы и сохранить его физико-химические свойства. Припои готовятся на основе оловянных или цинковых сплавов. Применяется в качестве компонента и свинец.
Высокотемпературные
Высокотемпературный припой для пайки меди готовят на основе серебра или меди, обладающих высокой температурой плавления. При температурах свыше 450оС происходит отжиг заготовок, ведущий к снижению их прочности.
Физико-химические свойства
Свойства зависят от химического состава сплава. Так, низкотемпературные обладают меньшей прочностью, но не снижают прочностных и упругих характеристик материала деталей.
Высокотемпературные, наоборот, создают соединения высокой прочности, способные противостоять статическим и динамическим нагрузкам. Но при их использовании требуется большая осторожность, чтобы не пережечь и не ослабить основной материал.
Технические характеристики
Температура плавления высокотемпературных составов лежит в пределах 645-815оС. Шов выдерживает нагрузки на разрыв до 250Мпа. Температура эксплуатации соединения, в зависимости от состава, составляет 150-250оС. Кроме собственно меди, такие припои позволяют соединять латуни, красную бронзу, чугуны, стальные и никелевые славы. Паяют ими и алюминий. Кроме того, их используют для соединения деталей из меди и нержавейки.
Способы
Применяется два основных метода пайки медных заготовок:
- Высокотемпературный. Тугоплавкий припой на основе серебра или меди создает жесткое и прочное соединение. Шов называется твердым и выдерживает механические и температурные нагрузки. Чтобы отжиг не приводил к ухудшению прочности основных деталей, следует охлаждать готовую пайку исключительно естественным образом, без обдува холодным воздухом или опускания в жидкость.
[stextbox id=’info’]Такая пайка применяется для труб размером от 12 до 159 мм, работающих при температуре среды до 125оС. [/stextbox]
[/stextbox]
- Низкотемпературный. Такую пайку называют мягкой. Припои готовят на базе металлов с низкой температурой плавления. Невысокая температура позволяет избежать отжига, и снижения прочности труб не происходит. Метод формирует швы шириной от 7 до 50 мм, на трубах от 6 до 100 мм в диаметре.
Мягкие соединения нельзя использовать при монтаже газопроводов.
Что понадобится в процессе?
Для пайки потребуется:
- флюс для обработки поверхности заготовки;
- припой, соответствующий выбранному методу пайки;
- устройство для снятия фаски с торца трубы;
- проволочные щетка и ерш для того, чтобы зачистить заготовки;
- расширитель труб;
- измерительный инструмент: рулетка, мерный калибр, угольник, ватерпас;
- горелка.
Портативная пропановая горелка дает возможность прогреть стык за несколько секунд. В тех местах, где использование открытого пламени недопустимо, стыки прогревают электропаяльником со сменными прижимами и электродами на разные диаметры трубы
Технология
После того, как принадлежности и инструменты подготовлены, переходят к самой пайке:
Отрезаем деталь необходимой длины
Для раскроя трубных заготовок используют труборезы с ручным или электрическим приводом. Чтобы рез был ровным, после каждого оборота следует затягивать на треть хода регулирующий прижим маховик. Кромку следует обработать фаскоснимателем и зачистить ершиком. Если соединение стыковое, одну из труб следует расширить. Далее поверхности обезжиривают и проверяют качество их сопряжения.
Чтобы рез был ровным, после каждого оборота следует затягивать на треть хода регулирующий прижим маховик. Кромку следует обработать фаскоснимателем и зачистить ершиком. Если соединение стыковое, одну из труб следует расширить. Далее поверхности обезжиривают и проверяют качество их сопряжения.
Наносим флюс на поверхность трубы
Флюсовую пасту наносят на внутреннюю поверхность кисточкой, встроенной в крышку баночки. Она должна быть полностью покрыта флюсом, в то же время на ней не должны скапливаться излишки.
Соединяем
Детали вставляются одна в другую с легким проворотом в обе стороны. Это помогает равномерно распределить флюс.
Излишки флюса необходимо стереть чистой ветошью.
При низкотемпературной пайке включенную горелку направляют на стык. Стык необходимо прогреть равномерно, плавно перемещая факел. Катушку с припоем берут в левую руку. Проволокой касаются зазора, припой плавится и заполняет его.
В этот момент пламя немного отводят в сторону, давая припою затечь в зазор.
Пропаянный стык должен остывать обычным путем, баз обдува или смачивания жидкостью. Это позволит избежать эффекта отжига.
Для высокотемпературной требуется более горячее пламя. Его получают, сжигая смесь пропана с кислородом либо ацетилена с воздухом. Прогревать стык следует равномерно и быстро, избегая пережога. Нужную температуру заготовки (750оС) можно определить по темно- вишневому цвету. Прогретый, но не расплавленный горелкой паяльный состав подают в зону стыка.
Опытные мастера сразу нагревают стык ровно настолько, сколько требуется для плавления и затекания паяльного состава. Начинающим пайщикам придется потренироваться на учебных заготовках. Избыток расплава удаляют медной лентой, предназначенной для удаления припоя. Пропаянный шов должен остывать естественным путем, без обдува холодным воздухом.
После остывания чистой сухой ветошью следует снять остатки флюсовой пасты.
Основные ошибки
Начинающие пайщики часто делают ошибки. Самые типовые из них таковы:
- Не устраненные дефекты поверхности после раскроя: задиры, стружка, овальность. Пайка поверх дефектов ослабляет соединение, снижает его долговечность и герметичность.
- Некачественное обезжиривание.
- Сужение монтажного зазора. Узкая пайка также будет ненадежной.
- Недогрев заготовок. Холодные детали не смогут своим теплом расплавить припой и обеспечить его затекание в монтажный зазор. Холодная пайка может развалиться при простом прикосновении.
- Недостаток флюсовой пасты. Часть поверхности шва, не покрытая флюсом, не очищается от окисной пленки и не пропаивается.
- Пережог стыка. При этом выгорает флюс, окисная пленка не разрушается полностью, кроме того, на поверхности возникает окалина. Прочность пайки существенно снижается.
- Попытка проверки на прочность горячего стыка. Приводит к деформации слоя припоя в монтажном зазоре и его отслоению от деталей.

Частой ошибкой является также пренебрежение требованиями техники безопасности. Высокие температуры, вредные испарения, химически активные флюсы требуют применения средств индивидуальной защиты. К ним относятся:
- защитные очки;
- обувь, одежда и головной убор из негорючей ткани;
- плотные спилковые перчатки
- респиратор.
Рядом с местом пайки не должно быть легковоспламеняемых материалов, оно должно хорошо проветриваться. Нельзя паять в верхнем положении.
Правильно подобранный паяльный состав позволяет получать надежные и прочные паяные соединения. Не менее важно использовать подходящий флюс и строго соблюдать требования технологии пайки и технику безопасности.
Первые несколько швов лучше запаять под присмотром опытного пайщика.
Припой ROTHENBERGER-ROLOT S5 (5%серебра) для пайки меди, латуни, бронзы, длина 500 мм, 1 шт
Припой ROTHENBERGER-ROLOT S5 (5%серебра) для пайки меди, латуни, бронзы, длина 500 мм, 1 шт- Материалы для пайки
- Высокотемпературная пайка
Каталог
Информация
Доставка по России
Мы доставим ваш заказ курьером по Москве или службой экспресс-доставки по всей России.
Теги
- ftp
- utp
- витая пара
- диэлектрик
- долговечное жало
- изоляционный
- изоляционный материал
- изоляция трансформаторов
- кабель витая пара
- кабель контрольный
- Описание
- Характеристики
- Отзывы
Припой Rothenberger ROLOT S 5 – высококачественный надежный твердый припой с содержанием серебра и фосфора. Для монтажа медных труб в системах с повышенной степенью нагружения. Идеально подходит для капиллярно-щелевой и некапилярной пайки при монтаже санитарно-технического оборудования, систем отопления и газовых систем.
- Сплав (в %) Ag 4 – 6/Р 5,7 – 6,3/Cu – остальное
- Диапазон плавления: 650° – 810° C
- Рабочая температура: 710° C
- Для материала: медь, красная бронза, латунь, бронза
- Для красной бронзы, латуни, бронзы используется флюс – паста LP 5
Рекомендуем посмотреть
Алюминиевая трубка АД-31Т1 6 х 1 х 1000 мм
300 ₽
Профиль П-образный, алюминий АД31Т 10 х 10 х 1,5 х 1000
300 ₽
Алюминиевая трубка АД-31Т1 7 х 1 х 1000 мм
300 ₽
Лента ЛСМ слюдо-стекло 0,15 х 50 мм (800 С), 1 метр
300 ₽
Шина алюминий АД31Т1 2 х 20 х 1000 мм
300 ₽
Покупатели, которые приобрели Припой ROTHENBERGER-ROLOT S5 (5%серебра) для пайки меди, латуни, бронзы, длина 500 мм, 1 шт , также купили
Олово чистое О1 пруток 8 х 400 мм, 1 шт
1 550 ₽
Медный лист М1М 2,0 х 200 х 300 мм
2 210 ₽
Медный лист М1М 3,0 х 200 х 300 мм
3 260 ₽
Латунь квадрат ЛС59 19 х 19 х 250 мм
1 350 ₽
Припой HTS-2000 для пайки алюминия 2,1 х 460 мм (без флюса)
450 ₽
Припой для пайки медных труб: твердый припой, флюс, горелка
Рубрика: МедныеАвтор: admin
Присоединить разнообразные жесткие изделия можно с помощью процесса припаивания, который сопровождается сложными процессами с химической и физической точки зрения. В наши дни владельцы домов и квартир монтируют в своих жилищах трубы в основном из медного или алюминиевого материала (см. Алюминиевая труба). При этом часто появляется необходимость не только правильно установить медные элементы трубных систем, но и качественно их отремонтировать. Для этого обязательно придется приобрести специальный инструмент, оснащение и материалы. Неотъемлемой деталью при паянии труб из меди является припой, при подборе которого необходимо учесть ряд важных замечаний.
В наши дни владельцы домов и квартир монтируют в своих жилищах трубы в основном из медного или алюминиевого материала (см. Алюминиевая труба). При этом часто появляется необходимость не только правильно установить медные элементы трубных систем, но и качественно их отремонтировать. Для этого обязательно придется приобрести специальный инструмент, оснащение и материалы. Неотъемлемой деталью при паянии труб из меди является припой, при подборе которого необходимо учесть ряд важных замечаний.
Содержание
- Как подбирать припой?
- Медно-фосфорный тип припоя
- Специальные характеристики
- Припои из серебра
- Специфика тинолей из серебра
- Припаивание изделий твердым тинолем
- Как припаивать трубы?
Как подбирать припой?
При паянии медных изделий применяются как мягкие, так и твердые виды припоев. В случае использования мягкого припоя для соединения труб из меди необходимо достичь температуры в пределах 4250С. При припаивании посредством твердых видов припоя следует добиться рабочей температуры для паяния до 460-5600С. В этих случаях используется газовая горелка.
В этих случаях используется газовая горелка.
Вариант тиноля определяется в зависимости от процентного содержания меди и других элементов в составе сплава. В случае наличия в сплаве такого элемента, как серебро, тиноль считается серебряным. Следует знать, что при увеличении в составе тиноля процентного содержания серебра уменьшается его температура плавления и улучшается обтекание участка припаивания и смачиваемость.
Увеличить качество присоединения труб из меди можно при использовании припоев медно-фосфорного типа, но при этом у них возрастет температура плавки и снизится смачиваемость, по сравнению с серебряными тинолями.
В процессе припаивания медных деталей посредством припоя медно-фосфорного типа использовать флюс нет необходимости. При обычном присоединении медных изделий между собой, а также меди с бронзовыми элементами обязательно используется флюс. Микрозазор при употреблении серебряных тинолей должен находиться в пределах 0-0,15 мм, а в случае применения припоев медно-фосфорного типа – 0,025-0,15 мм.
Медно-фосфорный тип припоя
Трехкомпонентные припои медно-фосфорного типа с процентным содержанием серебра до 15% применяются при воздействии высокой температуры в основном в холодильном производстве при использовании газа.
Специальные характеристики
Тиноли медно-фосфорного типа имеют невысокую температуру плавления. Такой тип материала значительно текуч в процессе работы с металлическими изделиями различного состава с содержанием меди. Положительным моментом данного случая является отсутствие необходимости в использовании флюса при работе с таким припоем, так как фосфор уже в нем находится.
Образовавшиеся швы при паянии таким способом получаются надежными и качественными. Такие прочные соединения требуются при использовании установок в холодильной промышленности. Холодильные установки работают с присоединениями, которые подвергаются небольшим вибрационным влияниям. При этом высокое содержание серебра в припое делает материал достаточно пластичным.
В процессе паяния арматурных деталей следует охлаждать нетермостойкие части для исключения перегревов. При присоединении металлических деталей необходимо обязательно применять продувку таким веществом, как сухой азот посредством специальной установки. Это необходимо выполнять с целью исключения образования окалины на оборудовании. Вещества медно-фосфорного состава не применяются при работе со стальными деталями, из-за появления рассыпчатой пленки из фосфитов на созданном шве.
При присоединении металлических деталей необходимо обязательно применять продувку таким веществом, как сухой азот посредством специальной установки. Это необходимо выполнять с целью исключения образования окалины на оборудовании. Вещества медно-фосфорного состава не применяются при работе со стальными деталями, из-за появления рассыпчатой пленки из фосфитов на созданном шве.
Виды медно-фосфорных припоев существуют такие:
- Тип 102. Трехкомпонентный материал медно-фосфорного типа с процентным содержанием серебра в пределах 2%. Такой сплав является достаточно недорогим, имеет среднее растекание. Представляется возможным применять при установке холодильного оборудования при соединении деталей, на которые не действует вибрационная сила. При этом необходимо приобрести паяльник или газовую горелку;
- Тип 105. Трехкомпонентный материал медно-фосфорного типа с процентным содержанием серебра в пределах 5%. Такой материал имеет пластичность и медленное растекание, благодаря чему появляется возможность заполнять большие зазоры.
 Важно отметить, что присоединение медных деталей таким способом образовавшийся паяный шов сможет перенести небольшое вибрационное воздействие и мелкие удары. Рекомендуется применять для присоединения медных изделий, а также сплавов с ней в холодильных системах;
Важно отметить, что присоединение медных деталей таким способом образовавшийся паяный шов сможет перенести небольшое вибрационное воздействие и мелкие удары. Рекомендуется применять для присоединения медных изделий, а также сплавов с ней в холодильных системах; - Тип 115. Трехкомпонентный материал медно-фосфорного вида с процентным содержанием серебра в пределах 15%. В результате высокого процентного содержание серебра изделие имеет высокую степень пластичности. Такой способ рекомендуется использовать для присоединения медных деталей, сплавов с ней. Образованный шов после паяния способен переносить средние удары и вибрационные явления в период меняющихся тепловых режимов. Популярно используется такой метод при соединении холодильных систем, в которых применяется специальный газ.
Припои из серебра
Такие серебряные «инструменты» с высоким процентным содержанием серебра до 55 % при высокотемпературных процессах в сфере пищевой промышленности с применением холодильного оборудования.
Специфика тинолей из серебра
Невысокая температура плавления, относительно хорошее смачивание материала при паянии являются главными достоинствами припоев из серебра. Такой материал достаточно хорошо заполняет зазоры между стыкуемыми деталями, при этом создаются плотные и вакуумные швы.
Такие паяные швы требуются для монтажа и изготовления холодильных установок. Данный тиноль имеет более низкую температуру растекания по сравнению с остальными материалами припоя. Настоящий вариант позволяет применять данный припой в период обработки арматурных частей системы.
Виды серебряных тинолей существуют такие:
- Тип 1530. Четырехкомпонентное вещество с процентным содержанием серебра в пределах 30%. Достаточно недорогое, имеет среднее растекание по отделываемой поверхности, достаточно хорошо заполняет зазоры. Используется в различных устанавливаемых системах кроме пищевого оборудования из-за наличия вредного кадмия;
- Тип 530Sn.
 Четырехкомпонентный материал с процентным содержанием серебра до 30%. Имеет высокую температуру плавки, которая достигается посредством газовой горелки. При этом создается отличный паяный шов при любом расположении детали. Стоит отметить, что это еще не все положительные моменты;
Четырехкомпонентный материал с процентным содержанием серебра до 30%. Имеет высокую температуру плавки, которая достигается посредством газовой горелки. При этом создается отличный паяный шов при любом расположении детали. Стоит отметить, что это еще не все положительные моменты; - Тип 538Sn. Четырехкомпонентный материал с процентным содержанием серебра до 38%.
Припаивание изделий твердым тинолем
В настоящее время существует такой способ соединения металлов, как применение твердого припоя, который замечательно подходит для создания капиллярной и щелевой пайки, присоединения труб из меди для подачи воды, установки газопроводов и холодильного оборудования. Такой способ позволяет формировать надежное и качественное соединение в период работы с присоединяемыми материалами.
С целью присоединения труб из меди иногда применяется специальная паста, газ и другие вспомогательные инструменты и оснащение. Для надежного и безопасного припаивания необходимо изучить соответствующие инструкции по технологии пайки и технике безопасности.
Как припаивать трубы?
С целью присоединения металлических заготовок собственными руками необходимо приобрести специальный инструмент, оснащение и материалы.
Для осуществления припаивания понадобится следующий инструмент:
1. Труборез.
2. Газовая горелка.
3. Шерсть металлическая.
4. Припой бессвинцовый.
5. Флюс.
Процесс паяния такой:
- Очистить участок присоединяемой детали и нанести порцию флюса;
- Надеть очищенный фитинг вручную, применяя специальный инструмент;
- Применяя газовую горелку, разогреть присоединяемый участок меди до заметного изменения ее цвета;
- Далее, использовать припой.
Припаивание медных заготовок – труб, разнообразных деталей, является сложным процессом, который под силу знающим и способным мастерам.
Технология пайки меди и ее сплавов
Технически чистая медь обладает высокой теплопроводностью и электропроводностью и достаточно высокой коррозионной стойкостью. Она устойчива против атмосферной коррозии вследствие образования на ее поверхности тонкой защитной пленки, состоящей из CuS04-3Cu (ОН)2. Медь – относительно прочный (σв = 21 кгс/см2 и пластичный металл (б = 45 ÷ 50%).
Она устойчива против атмосферной коррозии вследствие образования на ее поверхности тонкой защитной пленки, состоящей из CuS04-3Cu (ОН)2. Медь – относительно прочный (σв = 21 кгс/см2 и пластичный металл (б = 45 ÷ 50%).
С уменьшением содержания в меди газовых примесей пластичность ее возрастает до 62%. При повышенных температурах прочность меди уменьшается, а пластичность возрастает. Ценным свойством меди является ее способность сохранять высокую пластичность вплоть до температуры жидкого гелия 4,2 К (-269°С).
Для повышения прочности и придания меди особых свойств (жаропрочности и коррозионной стойкости и др.) ее легируют различными добавками. Сплавы на основе меди обладают высокими механическими и другими ценными качествами.
Поэтому во многих отраслях техники для изделий, работающих в условиях повышенных и криогенных температур, в качестве основного металла широко применяются медь и ее сплавы, обладающие необходимым комплексом свойств. Пайка этих материалов может производиться всеми известными способами.
Наиболее широкое распространение в промышленности получила пайка паяльником, газовыми горелками, погружением в расплавленный припой и в печах.
Пайка низкотемпературными припоями нашла большое применение благодаря простоте и общедоступности этого способа. Ограничения в ее применении вызваны лишь тем, что паяльником можно осуществлять пайку только тонкостенных деталей при температуре 350° С.
Массивные детали вследствие большой теплопроводности, превышающей в 6 раз теплопроводность железа, паяют газовыми горелками.
Для трубчатых медных теплообменников применяется пайка погружением в расплавы солей и припоев. При пайке погружением в расплавы солей используют, как правило, соляные ванны-печи. Соли обычно служат источником тепла и оказывают флюсующее действие, поэтому дополнительного флюсования при пайке не требуется.
При пайке погружением в ванну с припоем предварительно офлюсованные детали нагревают в расплаве припоя, который при температуре пайки заполняет соединительные зазоры. Зеркало припоя защищают активированным углем или инертным газом.
Зеркало припоя защищают активированным углем или инертным газом.
Недостатком пайки в соляных ваннах является невозможность в ряде случаев удаления остатков солей или флюса.
Широкое распространение в промышленности находит пайка в печах, поскольку при этом обеспечивается равномерный нагрев соединяемых деталей без деформации даже при больших габаритах изделий.
При пайке изделий из меди оловянно-свинцовыми и другими легкоплавкими припоями используют обычно канифолыно-спиртовые флюсы, водные растворы хлористого цинка или хлористого аммония.
Пайка серебряными припоями успешно идет при применении флюсов на основе соединений бора и фтористых соединений калия. Эти флюсы хорошо очищают поверхность меди от окисной пленки и способствуют растеканию припоя.
Недостатком флюсовой пайки меди является трудность получения герметичных соединений. Кроме того, остатки флюса являются очагами коррозии. Поэтому пайку чаще всего осуществляют в восстановительных или нейтральных газовых средах.
Пайку меди в азоте можно осуществлять при температуре 750-800°С.
К недостаткам этого метода можно отнести сложность оборудования по очистке азота, а также отсутствие возможности осуществлять пайку при температуре ниже
Имеются сведения о применении пайки меди в среде аргона припоем ЛС 59-1 с дополнительным флюсованием мест пайки водным раствором буры.
Пайку в вакууме успешно применяют для соединений многих металлов, в том числе и меди. Этот вид пайки достаточно экономичен, совершенно безопасен и производится в вакуумных печах или контейнерах, загруженных в обычные печи. Паяные швы, полученные при применении нагрева в вакууме, отличаются чистотой, прочностью металла шва и высокой коррозионной стойкостью.
К недостаткам способа пайки в вакууме следует отнести сложность применяемого оборудования.
Соединение меди при низкотемпературной пайке производится стандартными оловянно-свинцовыми припоями ПОССу 30-0,5; ПОС 40; ПОССу 40-0,5, ПОС 61 и свинцово-серебряными припоями ПСр 1,5; ПСр 2,5; ПСр 3 с использованием флюсов на основе хлористого цинка или канифольно-спиртовых.
Соединения, паянные оловянно-свинцовыми припоями, теплостойки до температур 100-120°С.
При снижении температуры до -196÷-253°С предел прочности этих соединений увеличивается в 1,5-2,5 раза, достигая 4,5-7,5 кгс/мм2; при этом пластичность резко снижается.
Хрупкость оловянно-свинцовых припоев и паянных ими соединений при низких температурах объясняется аллотропическим превращением олова и образованием в шве хрупких интерметаллидов, которые при низких температурах являются очагами развития трещин.
Для оловянно-свинцовых сплавов, содержащих менее 15% олова, падение ударной вязкости не происходит. Это обусловлено тем, что свинец, являясь основой сплава, с понижением температуры увеличивает ударную вязкость, давая во всех случаях вязкий излом.
Высокая пластичность свинца делает его нечувствительным к надрезу. Поэтому вполне закономерны стремления применять для пайки изделий криогенной техники припои на основе свинца с содержанием олова менее 15%.
Однако практика их применения показала, что они нетехнологичны, плохо смачивают основной металл и не затекают в соединительные зазоры.
Например, применение припоя, на основе свинца, легированного серебром (припой ПСр 3), позволяет получать теплостойкие и хладостойкие соединения из меди.
Введение в этот припой 5% Sn (ПСр 2,5) улучшило его технологические свойства, однако при комнатной температуре соединения, паянные припоями ПСр 3 и ПСр 2,5, обладают низкой прочностью. Предел прочности при срезе равен 1,2-1,8 гкс/мм2.
Легирование свинца оловом до 16% и кадмием до 5% делает припой ПСр 1,5 более технологичным, однако он становится малопластичным даже при температуре 20° С.
Применение кадмиевых припоев требует специального навыка, так как технологичность их значительно ниже, чем у оловяно-свинцовых. Соединения меди кадмиевыми припоями ПСр 5 КЦН, ПСр 8 КЦН теплостойки до температуры 350° С, но малопрочны (σв = 2,9 кгс/мм2) из-за образования в шве хрупких интерметаллидов и нехладостойки.
Припои на основе цинка редко применяют для пайки меди ввиду интенсивного растворения ее в расплаве припоя. При этом предел прочности на срез не превышает 1,5 кгс/мм2.
При этом предел прочности на срез не превышает 1,5 кгс/мм2.
Цинковые припои, легированные медью и серебром, также плохо растекаются по меди. Легирование этих припоев оловом и кадмием (ПЦА8М, ПЦКд, СрСУ 25-5-5) хотя и несколько улучшает их растекаемость, но швы становятся хрупкими.
Для пайки меди находят также применение припои на основе медно-фосфористой эвтектики с добавлением серебра. Швы, паянные этими припоями, достаточно прочны (σв = 25 -7- 30 кгс/мм2), теплостойки до температуры 800° С, но непластичны. В условиях низких температур прочность соединений меди, паянных этими припоями, увеличивается, но пластичность резко падает.
Широкое применение для пайки медных конструкций находят припои ПСр 45, ПСр 40, ПСр 25, ПСр 12.
Пайку этими припоями осуществляют нагревом ацетилено-кислородным пламенем или в печах с использованием коррозионно-активных флюсов № 209, 284. После пайки конструкций остатки флюса необходимо удалять промывкой в горячей воде. Пайку теплообменной аппаратуры осуществляют с применением припоя ПСр 72 или ПСр 71 в вакууме.
Пайку теплообменной аппаратуры осуществляют с применением припоя ПСр 72 или ПСр 71 в вакууме.
При пайке деталей из медных сплавов, конструкция которых позволяет производить пайку под давлением, в качестве припоя можно использовать серебряное покрытие (10-25 мкм) или тонкую серебряную фольгу.
При нагреве выше 779° С медь взаимодействует с серебром с образованием в шве сплава типа припоя ПСр 72. Пайка этим (контактно-реактивным) методом осуществляется без применения флюса в вакууме или в инертной среде.
Припои на медной основе тугоплавки и вызывают растворение (эрозию) основного металла, поэтому для пайки меди их применяют реже, чем серебряные. Диффузионная пайка меди может быть выполнена галлием, индием, оловом, свинцом, припоями ПОССу 40-2, ПОС 61 путем поджатая деталей в вакууме или аргоне при температурах 650-800°С и длительных выдержках.
Припой в месте пайки можно наносить напылением в вакууме, гальваническим способом или в виде тонкой фольги.
Капиллярную пайку меди низкотемпературными припоями можно производить при зазорах 0,05-0,5мм и температурах 650-900°С в вакууме или аргоне. При этом соединения меди, паянные индием, галлием, оловом, припоями ПОС 61 и ПОС 40, хрупкие и малопрочные, предел прочности на срез не превышает 4-7 кгс/мм2.
При этом соединения меди, паянные индием, галлием, оловом, припоями ПОС 61 и ПОС 40, хрупкие и малопрочные, предел прочности на срез не превышает 4-7 кгс/мм2.
При пайке меди свинцом соединения хотя и малопрочны, но пластичны. При применении припоя системы Pb – Ag – Sn – Ni (ПСр 7,5) можно обеспечить предел прочности при растяжении 14 кгс/мм2 с достаточно высокой пластичностью, угол изгиба образца, паянного встык, 130°.
- Назад
- Вперед
Как припаять серебро к меди
Куксонголд
- Пайка
Сохранить на потом
Список комплектов
Для создания этого проекта вам понадобятся следующие ключевые элементы комплекта:
 cooksongold.com/category_select.jsp?channel=uk&query=easy+silver+solder”>
cooksongold.com/category_select.jsp?channel=uk&query=easy+silver+solder”>
Просмотреть все
Вы работаете в основном с медным листом? Если медь является предпочтительным металлом для ваших украшений, и вы ищете новый подход, почему бы не использовать серебро? Сочетание медного и серебряного листа может выделить ваш дизайн благодаря контрастным цветам и текстурам, которые выделят вас среди других дизайнеров.
Вот наше руководство для начинающих о том, как спаять медь и серебро, используя некоторые основные инструменты и методы.
Пайка серебра с медью: Многим ювелирам очень сложно научиться паять медь и серебро из-за разных температур плавления.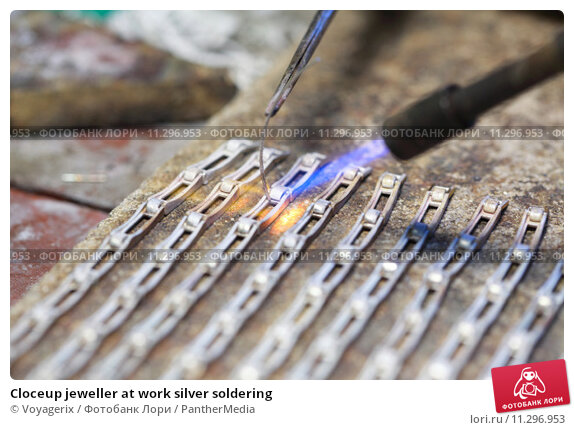 Но если вы хотите добиться уникального эффекта, который может дать яркое серебро на фоне текстурированной меди, об этом, безусловно, стоит узнать больше.
Но если вы хотите добиться уникального эффекта, который может дать яркое серебро на фоне текстурированной меди, об этом, безусловно, стоит узнать больше.
Вот наши 4 совета о том, как паять серебро с медью:
1. Содержите металл в чистотеОдин из самых важных моментов, о котором следует помнить, когда вы учитесь паять медь и серебро, — поддерживать чистоту металла. То же самое относится и к вашему флюсу (особенно если вы склонны использовать конус из буры, так как пыль и грязь могут легко попасть в чашку с бурой, когда вы работаете на своем рабочем месте). Итак, прежде чем начать пайку, промойте чашу из буры и вылейте себе новую партию флюса для работы.
Во время работы особенно важно содержать медь в чистоте, потому что она склонна к окислению, и это происходит очень быстро при нагревании металла. Итак, после того, как вы вырезали соответствующий рисунок из медного листа, быстро очистите его латунной щеткой, чтобы удалить любые отпечатки пальцев или остатки, которые могли остаться после вырезания рисунка.
При пайке меди и серебра необходимо помнить о разной температуре плавления каждого металла, особенно при пайке больших элементов, так как это может повлиять на то, как вы работаете.
- Температура плавления меди: 1085°C
- Температура плавления серебра: 956°C
Так как медь имеет более высокую температуру плавления, чем серебро, вы рискуете расплавить серебро или заставить серебро погрузиться в воду. медь, с которой вы работаете. Когда вы нагреваете металлы, очень внимательно следите за своим серебром. Если есть какие-либо признаки того, что ваше серебро становится расплавленным, убедитесь, что вы отодвинули пламя от рисунка, прежде чем начинать процесс снова. Правильный процесс может быть немного сложным, но с практикой вы скоро поймете, в какой момент припой сделал свою работу, предоставив вам новый взгляд на ваши медные конструкции.
3. Попробуйте пайку потом Простой способ пайки куска меди и серебра состоит в использовании техники, называемой пайкой потом. Это снижает риск слишком сильного нагрева вашего куска серебра и вместо этого оставляет едва заметный паяный шов.
Это снижает риск слишком сильного нагрева вашего куска серебра и вместо этого оставляет едва заметный паяный шов.
Прежде чем приступить к работе, нужно изучить основы пайки? Прочтите наше руководство для начинающих по как паять .
- Подготовьте свой кусок серебра к пайке, убедившись, что он чистый.
- Теперь, с небольшим количеством легкого серебряного припоя, покрытым флюсом и помещенным на самый конец тонкого пинцета, вы можете начать нагревать его с помощью ручной горелки.
- Двигаться нужно быстро, так как серебряный припой начнет быстро слипаться. Когда вы увидите, что он скатывается в шарик, поместите его на нижнюю сторону вашего серебряного листа, пока он не потечет по поверхности.
- Отложите серебряный лист в сторону и нанесите небольшое количество флюса на верхнюю сторону медного листа. Убедитесь, что покрытая область примерно равна размеру вашего серебряного листа.
- После нанесения флюса вы можете положить серебряный лист поверх медного листа, следя за тем, чтобы припой был на медном листе лицевой стороной вниз.

- Теперь нагрейте серебряный лист круговыми движениями, пока серебро не начнет достигать температуры отжига или не начнет светиться тусклым вишнево-красным цветом.
- Попробуйте использовать достаточно большое пламя, чтобы можно было быстро нагреть серебро, чтобы оно не погрузилось в медный лист. Если вы нагреваете меньшим пламенем в течение более длительного периода, это может привести к образованию определенных оксидов, которые значительно затруднят растекание припоя.
- Как только серебро нагреется до нужной температуры, снимите огонь, охладите, протравите и промойте.
Помните, что флюс способствует растеканию припоя и фиксации серебряного листа на месте. Но также стоит убедиться, что вы продолжаете это круговое движение, когда нагреваете серебро — припой будет притягиваться к теплу, так что это поможет ему течь туда, куда нужно. Флюс тоже быстро сгорает, поэтому важно помнить, что работать нужно как можно быстрее.
Теперь, когда вы знаете, как паять серебро с медью, вы можете экспериментировать с разными дизайнами и стилями. И самое замечательное в работе с медью то, что вы также можете добавлять различную текстуру своим изделиям. Выбить или накатать грубую текстуру на медный лист так просто, что возможности для создания новых дизайнов безграничны!
Сохранить на потом
Написано
Куксонгольд
Как припаять медь к серебру, латуни и др.
Это как Oreos и молоко или, для меня, зеленый перец чили и лепешки. Некоторые вещи просто идут вместе. Так и с серебром и медью. Медь и ее сплавы действительно согревают белизну чистого серебра, и я люблю сочетать их в своих украшениях. Как я уже говорил, медь, я считаю, мой любимый металл. Ничто другое не бьется так красиво, не принимает эту великолепную патину и не принимает текстуры. К сожалению, те, кто думает, что «настоящие драгоценности» — это только серебро, платина или золото, не всегда относились к меди с должным уважением; тем не менее, если цены на серебро и золото останутся такими высокими, ювелирные изделия из меди и медных сплавов будут появляться все чаще и чаще, особенно в забавных художественных украшениях. Вот почему мы научим вас паять медь с серебром и многому другому!
Вот почему мы научим вас паять медь с серебром и многому другому!
Если вы когда-нибудь сомневались в красоте меди, взгляните на медные сосуды Дэвида Хуанга. Это одни из самых потрясающе великолепных металлических произведений искусства, которые я когда-либо видел. Если вы думаете, что медь — плохой родственник других металлов, мальчик, вы должны увидеть его работу!
Медь имеет плохую репутацию, когда дело доходит до пайки. Конечно, сантехники паяют его десятилетиями, но эстетика пайки медной сантехники и бесшовное соединение не имеют значения, в то время как мы обычно хотим, чтобы в наших украшениях были исключительно чистые припои. Многие художники-ювелиры считают, что это практически невозможно. Не так.
Как паять медь
Содержать в чистоте
Вся хитрость в том, чтобы хорошо паять медь, заключается в том, что чистота меди и ее сплавов, вероятно, является самым важным правилом. Медь, латунь и бронзу неоднократно называли «неприятными металлами», и это название заслужено. Они быстро окисляются, когда к металлу просто прикасается горелка, и это происходит очень быстро. Важно, чтобы на вашем металле не было никаких остатков и отпечатков пальцев. Всегда чистите металл чистящим средством Dawn и зеленой кухонной губкой, наждачной бумагой для мокрой или сухой чистки или 9финишная пленка 3М микрон. Если у вас текстурированный металл, потрите его латунной щеткой, мылом и пемзой, убедившись, что вы проникли во все эти маленькие щели текстуры. Важно, чтобы вода стекала с меди.
Они быстро окисляются, когда к металлу просто прикасается горелка, и это происходит очень быстро. Важно, чтобы на вашем металле не было никаких остатков и отпечатков пальцев. Всегда чистите металл чистящим средством Dawn и зеленой кухонной губкой, наждачной бумагой для мокрой или сухой чистки или 9финишная пленка 3М микрон. Если у вас текстурированный металл, потрите его латунной щеткой, мылом и пемзой, убедившись, что вы проникли во все эти маленькие щели текстуры. Важно, чтобы вода стекала с меди.
Flux, Flux, Flux
Еще один важный совет — использовать флюс Prip, который можно приобрести в большинстве ювелирных магазинов. Этот специально разработанный розоватый жидкий флюс — находка при пайке меди. Купите небольшую пустую бутылку с распылителем, наполните ее флюсом и держите на рабочем столе только для пайки меди. После того, как вы очистите металл, нанесите на металл тонкий слой и дайте ему высохнуть; затем распылите еще один тонкий слой и начните нагревать изделие горелкой. Если вы делаете безель, убедитесь, что на него тоже нанесено покрытие. Немного увеличьте нагрев и работайте довольно быстро, потому что чем дольше вы медлите, тем быстрее будут образовываться оксиды и флюс сгорит, больше не защищая металл.
Если вы делаете безель, убедитесь, что на него тоже нанесено покрытие. Немного увеличьте нагрев и работайте довольно быстро, потому что чем дольше вы медлите, тем быстрее будут образовываться оксиды и флюс сгорит, больше не защищая металл.
Серебряный припой на меди?
Отвечу на один из самых часто задаваемых вопросов, которые пишут читатели: Да, я использую серебряный припой и серебряный безель на всем медном. Медный припой и медная рамка быстро окисляются и могут создать настоящий беспорядок, поэтому я использую легкий припой почти исключительно во всех своих работах с медью. Extra easy тоже подойдет. (Причина, по которой мы не используем дополнительное легкое покрытие для серебра, заключается в том, что оно оставляет желтоватую полосу, которая проявится через несколько недель после пайки, если только вы не патинируете изделие.) Если ваша пайка будет аккуратной, вы никогда не увидите этой серебряной линии. припоя. Если вас смущает серебряный ободок на куске меди, то бросьте в маленькую чашечку с рассолом гвоздь или кусок вязальной проволоки; он омеднит ваш безель, а также омеднит любой оскорбительный припой.
Пайка медной накладки
Если вы делаете накладку, лучше всего припаять заднюю часть верхней части методом потения (т. е. расплавить немного припоя на обратной стороне верхней части), а затем протравить. Почистите его с помощью Dawn и скруббера, а затем положите на заднюю пластину, но не забудьте распылить флюс Prip между слоями. Затем распылите флюс Prip на всю деталь. Включите факел и идите очень быстро.
При выполнении наплавки из меди и стерлингового серебра может быть легче припаять серебро к меди во время практики. Медь имеет более высокую температуру плавления (1,984°F), чем у серебра при 1640°F. Если вы припаиваете медь к стерлинговому серебру, вы можете перегреть серебро, и медь погрузится в него. Это можно сделать вполне успешно, но следите за размягчением серебра; если она начинает выглядеть расплавленной, оттяните горелку назад и дайте ей остыть, прежде чем возвращаться обратно.
За все годы преподавания я встречал много учителей, которые советовали ученикам держаться подальше от меди, потому что она очень капризная. Нет, не я; Я говорю: «Давай!» Практикуйтесь, экспериментируйте и жертвуйте небольшим количеством металла, чтобы научиться паять. Это не так дорого, и вы можете позволить себе поиграть с ним. Когда я только начинал, серебро стоило всего 4 доллара за унцию, поэтому мне потребовалось некоторое время, чтобы начать экспериментировать с медью. Но я узнал, какой это щедрый (и прощающий) и великолепный металл.
Нет, не я; Я говорю: «Давай!» Практикуйтесь, экспериментируйте и жертвуйте небольшим количеством металла, чтобы научиться паять. Это не так дорого, и вы можете позволить себе поиграть с ним. Когда я только начинал, серебро стоило всего 4 доллара за унцию, поэтому мне потребовалось некоторое время, чтобы начать экспериментировать с медью. Но я узнал, какой это щедрый (и прощающий) и великолепный металл.
А теперь возьми медь, глубоко вдохни и спаяй что-нибудь. Ну и что, если он расплавится (а на это уйдет много тепла!). Просто дышать. Это только металл. Удачи научиться паять!
— Лекси
Освойте медную пайку и другие техники изготовления украшений из меди!
Категории: Ювелирные изделия
Теги: Альтернативные металлы, латунные украшения, медные украшения, Изготовление ювелирных изделий, Технологии изготовления ювелирных изделий, Кузнечное дело, Изготовление серебряных украшений, Пайка, пайка ювелирных изделий, наконечники для пайки
Проблемы с пайкой медных труб плавлением припоя
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
- Автор темы ДЖАЛЕКСИС
- Дата начала
- Теги
- пайка медных труб кегль оборудование для самогоноварения
Help Support Форум домашнего пивоварения Австралии и Новой Зеландии:
вернуть синий фонарик, он неисправен
Голосов: 0 0,0%палочки для припоя не подходят для использования, они плавятся только с промышленным газом
Голосов: 0 0,0%все, что у вас есть, в порядке, за исключением паяльной лампы, которая должна быть желтой банкой
Голосов: 0 0,0%трубы слишком толстые для консервных банок, вам нужно больше тепла
Голосов: 0 0,0%
- Всего избирателей
- 0
ДЖАЛЕКСИС
Участник
- #1
Я просмотрел бесчисленное количество видео и много прочитал о пайке, прежде чем купить что-то и попробовать самому.
Я получил паяльную лампу с синей канистрой в bunnings, флюс для сантехники в той же секции, что и паяльная лампа, и палочки для пайки с содержанием серебра 2% из секции сантехники.
Я делаю точно так, как мне приказано, и что бы я ни делал, припой ВООБЩЕ НЕ ПЛАВИТСЯ.
я должен поставить пламя прямо на палочку припоя, чтобы палочка припоя превратилась в мельчайшую жидкость, а во-вторых, я не прав с синим пламенем – оно затвердевает.
, поэтому я пошел к сантехнику и показал ему все свои вещи, и он сказал, что это должно работать. я попробовал 5% серебряный припой от них, надеясь на большую удачу. смотрел больше видео и читал больше блогов. сделал именно так, как сказали. такой же результат. я готовлю ад из этих труб, и припой просто не плавится.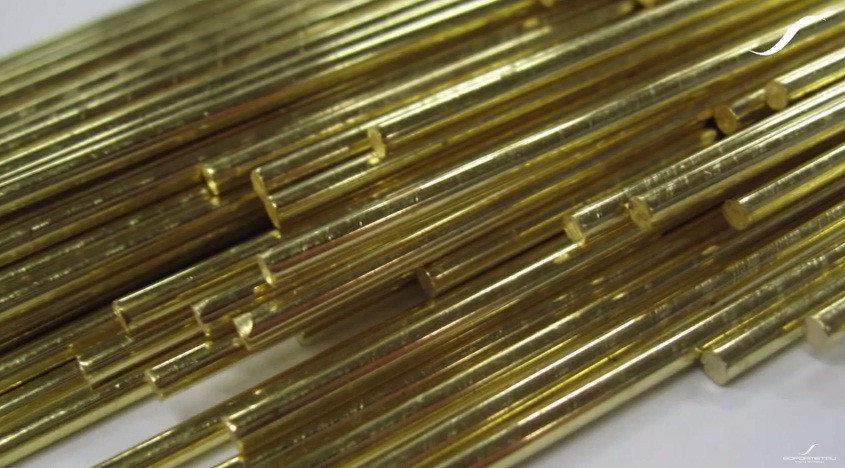 тааак…
тааак…
Должен ли я вернуть паяльную лампу и сказать им, что она не работает? Синяя банка помечена для пайки и пайки, и все, что я купил, предназначено для пайки медных труб, насколько я знаю. я чищу эти трубы, чтобы они выглядели как новые…. но это старые трубы и довольно толстые. но это не объясняет, почему паяльная лампа должна быть прямо на палочке припоя, чтобы расплавить ее. звучит так, как будто горелка не обеспечивает заявленную температуру и, следовательно, … плохая горелка? любая помощь, идеи, мысли о плавлении припоя?
спасибо!
Ducatiboy стю
Известный член
- #2
Газ MAP
Вам понадобится горячее пламя для твердого припоя
Если вы перегрели медь, это не поможет
этикетки
Известный член
- #3
Избавьтесь от 2% серебряного припоя. Для этого вам понадобится кислородный ацетилен. В Bunnings вы можете купить бессвинцовые мягкие паяльные стержни в отделе сантехники. Они серебристого цвета, толщиной с мизинец и длиной около 300 мм. Затем вам понадобится флюс для пайки, а флюс для пайки Bakers ничем не хуже любого другого.
Очистите медь мелкой наждачной бумагой, перед сборкой покройте стык флюсом, равномерно нагрейте стык и нанесите припой. Он должен мгновенно обтекать стык и входить в него. Очень просто.
МХБ
Известный член
- #4
Есть много возможных ответов, в некоторой степени это будет зависеть от нескольких факторов, таких как размер горелки и трубы.
Обычное пламя пропана не справится ни с чем, кроме маленькой трубы. Лучше всего подойдут турбогорелки.
Не могли бы вы опубликовать несколько фотографий факела, пламени, флюса и трубы с указанием масштаба.
Марка
АЖС2154
Известный член
- #5
Ага, что написано на этикетках.
Лайонмен
Известный член
- #6
У вас есть пропан, вам нужен этот баллон
https://www. bunnings.com.au/tradeflame-tf-ultra-gas-performance-gas-mapp-replacement_p5
bunnings.com.au/tradeflame-tf-ultra-gas-performance-gas-mapp-replacement_p5
Чистый пропан должен работать, но это займет больше времени, и вам придется быть более точным. С эквивалентом MAPP вы получите больше тепла, поэтому это будет быстрее и проще.
Нагрейте медь и нанесите припой, продолжая нагревать медь (т.е. прямо в горячей точке пламени).
Герми
Известный член
- #7
Я использую газ MAP от Bunnings и бессвинцовый припой, и у меня нет проблем с пайкой медной трубы. Моя процедура заключается в том, чтобы очистить все детали, которые я собираюсь припаять, наждачной бумагой, чтобы все было чисто, погрузить детали, которые я собираюсь припаять, во флюс или, если используется паста, почистить. Используя баллон с газом, я равномерно нагреваю медь, фокусируясь на кончике синего пламени, это самая горячая часть, это занимает всего около 20 секунд, прикоснитесь припоем к трубе, чтобы увидеть, достаточно ли она горячая. это припой будет бегать вокруг соединения, а затем пусть он остынет сам по себе. Использование флюсовой пасты или жидкого флюса важно для получения хорошего соединения. Я использую сантехнический припой Bernzomatic для сплошной проволоки, который поставляется в катушках, как лента из ПТФЭ. Этот припой не содержит свинца. 9
Моя процедура заключается в том, чтобы очистить все детали, которые я собираюсь припаять, наждачной бумагой, чтобы все было чисто, погрузить детали, которые я собираюсь припаять, во флюс или, если используется паста, почистить. Используя баллон с газом, я равномерно нагреваю медь, фокусируясь на кончике синего пламени, это самая горячая часть, это занимает всего около 20 секунд, прикоснитесь припоем к трубе, чтобы увидеть, достаточно ли она горячая. это припой будет бегать вокруг соединения, а затем пусть он остынет сам по себе. Использование флюсовой пасты или жидкого флюса важно для получения хорошего соединения. Я использую сантехнический припой Bernzomatic для сплошной проволоки, который поставляется в катушках, как лента из ПТФЭ. Этот припой не содержит свинца. 9
Очистите все, возьмите правильный флюс, правильную горелку, нагрейте изделие, а НЕ припой.
Припой должен легко растекаться и проникать в соединение. Не используйте кучу припоя. Иногда лучше меньше, чем
МХБ
Известный член
- #9
Было бы неплохо узнать разницу между твердым и мягким припоем.
Стаутер
Известный член
- #10
Судя по вашему описанию, вашей горелке не хватает тепла, особенно если вы используете одну из маленьких синих горелок, или пытаетесь сварить что-либо более 1/2 дюйма, или если у вас есть любая вода в линии. 5% будут течь легче с правильной горелкой. Хотя может показаться, что вы готовите ад из этого, все должно быть в порядке.
Если вы привариваете медь к меди, вам не нужна флюсовая паста, только если вы собираетесь приваривать медь к латуни.
Стаутер
Известный член
- #11
МХБ сказал:
Будет действительно хорошей идеей узнать разницу между твердым и мягким припоем.
Нажмите, чтобы развернуть…
Мягкий припой содержит свинец, твердый/серебряный припой содержит серебро. Эти большие толстые стержни используются для сварки желобов, листового металла и т. д., а также используются вместе с кислотным флюсом для подготовки поверхности.
Махил
Известный член
- #12
используйте мягкий бессвинцовый “аквабезопасный” или более горячий газ.
Если соединения не являются структурными, используйте мягкую пайку.
Если вы пытаетесь припаять медь к нержавеющей стали, это может быть сложно с мягким припоем, но выполнимо.
Разница температур в металле вызывает проблемы, флюс и т. д., а также размер площади, которую необходимо нагреть, и т. д.
Махил
Известный член
- №13
https://www.bunnings.com.au/consolidated-alloys-500g-aquasafe-solder_p5060362
это просто в использовании, сжиженный газ расплавит его с помощью горелки
если вам нужно только небольшое количество, дайте мне знать и я вышлю вам некоторые.
я думаю, что в некоторых магазинах делают стик 50/100 грамм аквасейфа
убедитесь, что это правильная палочка в правильном ящике в bunnings……
МХБ
Известный член
- №14
Серебряный припой доступен как в твердом, так и в мягком исполнении. Мягкая версия обычно содержит 2-3% серебра и 97-8% олова, по-прежнему не содержит свинца и является бессвинцовой заменой старого 50/50, 60/40 свинца. /Олово, которому около 1000 лет.
Твердый припой лучше подходит для разнородных металлов и нержавеющей стали, но требует гораздо более горячего пламени или, что лучше всего, горюче-кислородного пламени, оно намного прочнее и лучше подходит для некоторых работ.
Если вы соединяете медь с медью или медь с латунным фитингом, подойдет мягкий припой.
Марка
Ducatiboy стю
Известный член
- №15
Нержавеющая сталь в латунь… теперь весело
Махил
Известный член
- №16
Ducatiboy stu сказал:
Нержавеющая сталь в латунь.
Нажмите, чтобы развернуть…
TIG это, если вы можете …. выглядит шиз, когда все сделано правильно
если вы хотите получить очень сложно, вы можете покрыть SS медью, а затем припой, как латунь к латуни. Электроды/аноды и медь в растворе для обшивки СС = весёлая химия дома
Ducatiboy стю
Известный член
- # 17
Я впаял латунный ниппель в 20-литровую котелку Big W….
Пришлось использовать специальный флюс для сварки.
Была правильной сукой, но она никогда не шевелилась и не слилась
Lyrebird_Cycles
Известный член
- # 18
Нержавеющая сталь в латунь на самом деле довольно легко с правильным материалом: я использую Harris 56% серебра или Cycle Designs System 45, оба работают хорошо, но продаются тройскими унциями из-за стоимости.
Последнее редактирование:
Самодельный конический ферментер
- Darc
- Снаряжение и оборудование
- Ответы
- 18
- просмотров
- 5К
ТуКроуз
Пайка из нержавеющей стали – чему я научился
- Adr_0
- Проекты своими руками
- Ответы
- 4
- просмотров
- 8К
sp0rk
Пайка из нержавеющей стали – Добавление фитингов из нержавеющей стали к кеглям –
- Махил
- Снаряжение и оборудование
- Ответы
- 9
- просмотров
- 5К
Зиззл
Пайка вместо сварки?
- Жаждущий мальчик
- Снаряжение и оборудование
23
- Ответы
- 58
- просмотров
- 12К
rich_lamb
Делиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Эл. адрес Делиться Ссылка на сайт
Б
Оборудование для продажи Установка AG – включает в себя урну, заторный чан, варочный котел, горелку, ферментеры, кубики, ферментер-холодильник, кегератор и многое другое!
- Последний: Болдуинпол
Объявления о домашнем пивоварении – Продажа, поиск и обмен
А
Оборудование для продажи Канберра – кизер, бочонки с кукурузой и другие мелочи
- Последний: AHB_Admin
Объявления о домашнем пивоварении – Продажа, поиск и обмен
С
Оборудование для продажи Brewzilla 35L, пластинчатый чиллер, другое оборудование для продажи – Брисбен
- Последнее: Chambo1
Объявления о домашнем пивоварении – Продажа, поиск и обмен
Кальвадос Old Normandy
- Последний: yankinoz
Не по теме
Д
Сегодня я впервые сварил Ag, все прошло отлично
- Последнее: duncbrewer
Все зерновое пивоварение
С
Шумный обратный клапан
- Последние: глины
Снаряжение и оборудование
р
Необходимо перенести без подъема fv
- Последний: Ron173
Общие обсуждения домашнего пивоварения
Полностью зерновая пивоваренная нить Bri’s
- Последний: Мэнкснортон
Все зерновое пивоварение
М
Обновление версии BrewPiLess
- Последнее: Moad
Электроника, аппаратное и программное обеспечение
М
Оборудование для розлива в кеги
- Последнее: Moad
Снаряжение и оборудование
А
Продажа оборудования Резервуар для карбонизации 600 л на колесиках и с креплением для фаркопа
- Последняя версия: AHB_Admin
Объявления о домашнем пивоварении – Продажа, поиск и обмен
Вопрос о ферментации под давлением
- Последнее: J-boy
Общие обсуждения домашнего пивоварения
А
KegLand Вопросы и ответы
- Последнее: aJackTar
Рынок спонсоров AHB
Кто-нибудь использует Brewfather?
- Последний: Мэнкснортон
Электроника, аппаратное и программное обеспечение
Это моя первая холодная авария, у меня есть несколько вопросов
- Последнее: Manxnorton
Общие обсуждения домашнего пивоварения
Верх
Пайка меди к серебру – Обсуждение ювелирных изделий
к. кассель
кассель
#1
Можно ли припаять лист серебра к листу меди и
какой припой можно использовать?
Спасибо
Кен
Lee_Einer1
#2
Можно ли припаять лист серебра к листу медь и какой припой можно использовать?
Можно, и можно использовать серебряный припой. Однако вам нужно будет использовать флюс
для тяжелых условий эксплуатации, так как медь быстро окисляется и довольно быстро наполнит флюс
грязью.
Ли Эйнер
Украшения Дос Маноса
http://www.dosmanosjewelry.com
Стивен_Уокер1
#3
Можно ли припаять лист серебра к листу медь
Абсолютно.
какой припой можно использовать?
Любой серебряный или оловянно-свинцовый припой. Выбор
зависит от того, что вы хотите с ним делать. Раньше я всегда начинал с жесткой 9Серебряный припой 0239 в таких проектах, как этот, но через много лет понял, что средний серебряный припой
, вероятно, лучше. Более высокая температура несет
больший риск растворения припоя в изделии. Серебряный припой представляет собой сплав серебра, меди и цинка
. Добавьте больше меди, и температура плавления
упадет. Когда вы припаиваете серебряный припой к меди или медному сплаву
, припой поглощает больше меди из материала, и температура повторного плавления
фактически ниже, чем у припоя изначально. Насколько ниже
зависит от того насколько горяч и как долго тек припой. По этой причине
По этой причине
повторный нагрев серебряно-медных деталей для последующей пайки может привести к беспорядку
, потому что припой снова плавится. Еще хуже пайка серебра
к латуни. Серебро к золоту делает то же самое.
Но если вы хотите предотвратить деформацию и сохранить качество металла
, вы можете рассмотреть возможность использования водопроводного серебряно-оловянного припоя. Плавится
при температуре около 450 F. Это отлично подходит для потения листов вместе, но не
планируете выковать или прокатать его позже, и, очевидно, вы можете забыть о
добавлении чего-либо позже с серебряным припоем. Вы должны использовать флюс для мягкого припоя
и следить за тем, чтобы не оставлять никаких загрязнений на паяльной скамье
, потому что этот материал въестся прямо в серебро или золото
, если его нагреть до температуры твердой пайки.
Стивен Уокер
Джоэл Швалб
#4
Можно ли припаять лист серебра к листу меди и какой припой можно было бы использовать?
Совершенно верно, Кен, мои ученики постоянно этим занимаются. Я бы использовал
Easy Silver Solder.
Джоэл Швальб
@Joel_Schwalb
www.schwalbstudio.com
Andy_Kroungold
#5
Я тоже согласен легкий серебряный припой. Когда я был на западе, мы продали
сантехники припой в трубке называют припоем он работал на меди, латуни, никеле
и бронзе. Дополнительный флюс не понадобился. потоки при 430
градусов…
Энди “The Tool Guy” Kroungold
Продажа инструментов / Технический отдел
Stuller Inc
Телефон 800-877-7777 доб. 94194
94194
Факс 337-262-7791
Roseann_Hanson
#6
Я тоже согласен на простой серебряный припой. Когда я был на западе, мы продали сантехники паяют в трубке, называют припоем, он работал на меди, латуни, никель и бронза. Дополнительный флюс не понадобился. потоки на 430 градусов..
Мне продали аналогичный продукт для аналогичной задачи; припой
в конечном итоге вытравил серебро – или, возможно, это была пастообразная среда в
, на которой припой был подвешен? Я всегда предполагал, что получил металлы и
, поэтому припой слишком горячий…
Roseann Hanson
Студия дизайна Desert Rose
www.desertrosedesignstudio.com
Тусон, Аризона
520-591-0508 голосовое/сообщение
866-421-1813 -бесплатный факс
Danny_Mitchell
#7
Я тоже согласен на простой серебряный припой. Когда я был на западе, мы продали сантехники паяют в трубке, называют припоем, он работал на меди, латунь, никель и бронза. Дополнительный флюс не понадобился. течет в 430 градусов..
Этот припой представляет собой сплав свинца и олова. Он съест серебро.
Стивен_Уокер1
#8
Этот припой представляет собой сплав свинца и олова. Он будет есть серебро прочь.
Это произойдет, если вы нагреете его до температуры пайки серебром, но
, пока вы используете его при температурах, для которых он предназначен,
работает просто отлично. Я иногда использую сантехнический припой для крепления поднятой чашки или миски из серебра
Я иногда использую сантехнический припой для крепления поднятой чашки или миски из серебра
к ножке, если я хочу сделать это без отжига.
Это было бы не кошерно, если бы все было из серебра, но я все равно обычно
смешиваю металлы. Сантехнический припой, который мы получаем сейчас, не содержит свинца,
более-менее состоит из 95% олова и 5% серебра. Потребляет немного больше тепла, чем
свинец-олово, но все же очень мало по сравнению с серебром или золотом.
Если вы неаккуратно обращаетесь с этим припоем, и какие-либо биты соприкасаются с материалом
, который вы позже будете припаивать золотым или серебряным припоем, он, как вы говорите,
въестся прямо внутрь и станет чертовски неудобным.
Стивен Уокер
silverspotstudio
#9
Этот припой представляет собой сплав свинца и олова.Он съест серебро.
Насколько я понимаю, это происходит только в том случае, если припой нагрет до ну
выше его температуры плавления. Доступны несколько мягких припоев, которые не содержат ни свинца, ни кадмия
, и их использование может быть более безопасным.
Бест,
Джесси Смит
www.silverspotstudio.com
Цинциннати, Огайо, где слишком красиво, чтобы быть внутри, но у меня так много работы
…
Polly Model Engineering: Технические примечания
RESUME
Примечание. С конца 2011 года Easyflo 2 и аналогичные продукты на основе кадмия, такие как AG303, больше не будут доступны, и пользователям следует рассмотреть возможность использования SF55 в качестве альтернативы. SF55 является сплавом с более высокой температурой плавления, поэтому при изготовлении соединений следует соблюдать осторожность, чтобы обеспечить полное проплавление.
Изготовление, очистка, флюсование, нагрев и пайка, охлаждение, очистка и проверка
Это.
Легко произвести качественные соединения серебряной пайкой, если соблюдать несколько основных правил. выполняются тщательно, а материалы и инструменты выбираются тщательно.
- Конструкция соединения:- лучшее соединение такое, в котором есть нахлест компонентов в виде соединения внахлестку или втулку. Это оставляет небольшой зазор между соединяемыми частями, при котором серебряный припой может втекают за счет капиллярного действия. Обычно в 4 раза толще самого тонкого компонент лучше всего перекрывается.
- Зазор между компонентами:- зависит от конструкции структуры и этапа строительства, что, в свою очередь, определяет тип использован серебряный припой. В конце приводится список с подробной информацией о припоях. и флюсы и рекомендуемые зазоры.
- Выбор серебряного припоя:- обычно серебряный припой может
быть высокотемпературным или низкотемпературным, свободнотекучим или пластично текучим и может производить
тонкие швы или с закругленными углами.
 Это сплав, содержащий серебро
с добавками меди, кадмия, олова и цинка. Некоторые конструкции требуют
ступенчатая пайка, типичным примером этого является паровозный котел, где
топка и задняя трубная пластина припаяны первыми с высокой температурой плавления
припой, а затем вставленный в корпус котла припоем с более низкой температурой плавления
чтобы первая часть не отпаялась.
Это сплав, содержащий серебро
с добавками меди, кадмия, олова и цинка. Некоторые конструкции требуют
ступенчатая пайка, типичным примером этого является паровозный котел, где
топка и задняя трубная пластина припаяны первыми с высокой температурой плавления
припой, а затем вставленный в корпус котла припоем с более низкой температурой плавления
чтобы первая часть не отпаялась. - Чистота:- абсолютно необходимо, все части должны быть очищенным от жира и желательно механически очищенным с помощью среднего класса наждачная шкурка или что-то подобное. Для цветных металлов и сплавов, т.е. меди и латуни, вымойте в горячей воде с моющим средством и мочалками Scotchbright, и хорошо промойте горячей водой непосредственно перед флюсованием и сборкой, окислы на них металлы можно удалить травлением в растворе лимонной кислоты. См. ТРАВЛЕНИЕ.
- Флюс:- Флюс – материал, очищающий поверхность
соединяемых металлов и покрывает их во время работы, чтобы предотвратить дальнейшее
оксидирование, обычно поставляемое в виде порошка или пасты.
 Выбор
флюса наиболее важно, чтобы соответствовать свойствам выбранного серебряного припоя
и размер работы. Флюс должен расплавиться и стать активным к моменту
серебряный припой плавится, поэтому для припоя Easy Flo2 рекомендуется использовать флюс Easy Flo.
требуется. Флюс должен быть способен удалять оксиды из металлов.
могут быть соединены, а для некоторых сталей и вольфрама доступны специальные флюсы.
инструменты с твердосплавными наконечниками. Потоки, как и большинство вещей, имеют конечную жизнь и могут стать
истощаются, в зависимости от того, насколько они горячие и как долго они нагреваются. Если
остатки флюса становятся черными и стекловидными, тогда следует использовать флюс с более высоким рейтингом.
использоваться. Если это происходит во время выполнения задания, добавление большего количества флюса
часто позволяет закончить работу. Вообще говоря, два потока
больше всего подходит для инженеров-моделей Easy Flo и Tenacity 4a.
Выбор
флюса наиболее важно, чтобы соответствовать свойствам выбранного серебряного припоя
и размер работы. Флюс должен расплавиться и стать активным к моменту
серебряный припой плавится, поэтому для припоя Easy Flo2 рекомендуется использовать флюс Easy Flo.
требуется. Флюс должен быть способен удалять оксиды из металлов.
могут быть соединены, а для некоторых сталей и вольфрама доступны специальные флюсы.
инструменты с твердосплавными наконечниками. Потоки, как и большинство вещей, имеют конечную жизнь и могут стать
истощаются, в зависимости от того, насколько они горячие и как долго они нагреваются. Если
остатки флюса становятся черными и стекловидными, тогда следует использовать флюс с более высоким рейтингом.
использоваться. Если это происходит во время выполнения задания, добавление большего количества флюса
часто позволяет закончить работу. Вообще говоря, два потока
больше всего подходит для инженеров-моделей Easy Flo и Tenacity 4a. Easy Flo 2 для нижнего
температурах и прочности для более высоких температур и более длительного времени нагрева.
Флюс EASY-FLO: обычный флюс общего назначения для всех видов низкотемпературного серебра.
припои, не превышающие 800 градусов C. Он успешно флюсует большинство материалов
используется в нашем хобби, включая нержавеющую сталь, а остатки можно очистить
смоченной в горячей воде.
Easy Flo 2 для нижнего
температурах и прочности для более высоких температур и более длительного времени нагрева.
Флюс EASY-FLO: обычный флюс общего назначения для всех видов низкотемпературного серебра.
припои, не превышающие 800 градусов C. Он успешно флюсует большинство материалов
используется в нашем хобби, включая нержавеющую сталь, а остатки можно очистить
смоченной в горячей воде.ФЛЮС TENACITY 4a:- Флюс, рассчитанный на более высокие температуры, с более длительный срок службы, подходящий для изготовления больших котлов, также подходит для большинства материалов используется при моделировании, а его остатки можно удалить травлением в мягкой кислота. Доступны и другие флюсы, но их удаление после пайки затруднено.
ФЛЮС ПРИМЕНЕНИЕ: Флюс лучше всего смешивать с водой и каплей моющего средства до сметанообразной консистенции и наносится кистью на швы во время сборка перед пайкой. Слишком много флюса редко вредит, но слишком мало может испортить работу.
 Недостаточное флюсование препятствует капиллярному действию
впаять в соединение. Дополнительный флюс может быть добавлен во время пайки погружением
горячий конец припоя в порошок сухого флюса, а затем перенос
это к работе.
Недостаточное флюсование препятствует капиллярному действию
впаять в соединение. Дополнительный флюс может быть добавлен во время пайки погружением
горячий конец припоя в порошок сухого флюса, а затем перенос
это к работе. - Нагрев и пайка.(см. также очаг):- Работа должна
быстро поднять его температуру, чтобы поток не истощился.
Для мелких работ, таких как установка оливок на медные трубы диаметром до 3/8 дюйма.
или небольшие тройники и фитинги для котлов типичная домашняя паяльная лампа типа «сделай сам»
с использованием одноразовых газовых баллончиков, таких как TAYMAR, с соплом диаметром 7/8 дюйма.
является адекватным. Небольшие котлы диаметром до 2 дюймов и длиной 5 дюймов прибл. может быть
спаял с помощью двух таких. Для более крупной работы лучше инвестировать в большой
газовый баллон с пропаном от Calor gas или Shell вместе с горловиной Sievert
горелка. Они состоят из ручки, к которой можно прикрепить горелки разного размера.
 установлен, преимущество в том, что горловина горелки затягивает горение
воздух вдали от пламени, что позволяет горелке работать в ограниченном пространстве
например топка. Обычно они поставляются с длинным гибким шлангом.
для подключения в комплекте с защитой от разрыва шланга/предохранителем обратного удара для
подключение к газовому баллону.
установлен, преимущество в том, что горловина горелки затягивает горение
воздух вдали от пламени, что позволяет горелке работать в ограниченном пространстве
например топка. Обычно они поставляются с длинным гибким шлангом.
для подключения в комплекте с защитой от разрыва шланга/предохранителем обратного удара для
подключение к газовому баллону.Очень сложно определить размер горелки, необходимой для конкретная работа, поскольку условия значительно различаются, т.е. внутри или снаружи с дует шторм. Кратко для котлов диаметром до 5 дюймов и высотой 10 дюймов. достаточно горелки диаметром 1,25 дюйма, для тепловозных котлов диаметром 5 дюймов используйте горелку диаметром 2,5 дюйма. а для действительно больших котлов приобретите 2 2,5-дюймовые горелки. Oxy Actylene следует избегать, если кто-то не является действительно опытным в его использовании, даже тогда только мягкое белое пламя используется, чтобы избежать сжигания основных металлов.
 Латунные фитинги
склонны к мгновенному плавлению при использовании этого типа источника тепла. Главный
недостатком оксиацетилена является высокая концентрация тепла, чем больше
пропановое пламя дает лучшее распространение тепла.
Латунные фитинги
склонны к мгновенному плавлению при использовании этого типа источника тепла. Главный
недостатком оксиацетилена является высокая концентрация тепла, чем больше
пропановое пламя дает лучшее распространение тепла.В качестве руководства по температуре состояние флюса или цвет металла может быть использовано. При повышении температуры флюс становится прозрачным и текучим. проходит по области стыка, затем можно наносить припой, и он должен таять и бежать в сустав. Если он не работает, продолжайте нагревать и после через несколько минут повторите попытку, продолжайте нагревать и наносить припой вдоль стыка пока явно все не припаяно. Цвет металла также обеспечивает руководство по его температуре, но важно всегда работать при одном и том же условия освещения. Я нахожу это приглушенное освещение внутри или в тени снаружи лучше всего. Если солнце посветит даже на раскаленный докрасна металл, он будет казаться черным.
 и вызвать путаницу. Металл должен светиться тусклым вишнево-красным цветом для Easy Flo.
2 припоя и до ярко-красного, почти оранжевого, для высоких температур Серебряный
Фло 24.
и вызвать путаницу. Металл должен светиться тусклым вишнево-красным цветом для Easy Flo.
2 припоя и до ярко-красного, почти оранжевого, для высоких температур Серебряный
Фло 24.При использовании припоя с более высокой вязкостью следите за палочкой припоя вместе с пламя, как оно применяется. Как только соединение будет завершено, нагрев должен быть прекращено, а работа должна остыть естественным образом до комнатной температуры. после чего его можно перенести в травильную ванну. Закалка от горячего состояние не требуется и может быть опасным, так как в полых частях образуется пар работы и может быть выброшен на высокой скорости, если используется кислота. хуже, так как также часто выделяются пары. Закалка также производит термические удар, вызывающий неравномерное напряжение и в конечном итоге может повредить работу.
- Пода:- паяльная пода может быть изготовлена из изоляционного
строительные блоки, они доступны по разумной цене у торговцев строителями
под торговыми названиями Celcon или Thermalite.
 См. прилагаемый эскиз. Они делают
не портится и не трескается при нагревании, его можно легко разрезать или вырезать, чтобы держать
части во время пайки и обычно намного дешевле огнеупорных кирпичей. Делать
не используйте кирпичи из старых аккумулирующих радиаторов, так как они предназначены для поглощения
тепла, и вы можете потратить много времени на их разогрев вместо работы.
Изоляционные блоки быстро нагреваются на поверхности и светятся красным, тем самым добавляя
к подводу тепла к работе. Стоящие запасные блоки вокруг работы будут
улучшить время нагрева. Также оставьте место для парковки паяльной лампы, пока она не остынет.
вниз.
См. прилагаемый эскиз. Они делают
не портится и не трескается при нагревании, его можно легко разрезать или вырезать, чтобы держать
части во время пайки и обычно намного дешевле огнеупорных кирпичей. Делать
не используйте кирпичи из старых аккумулирующих радиаторов, так как они предназначены для поглощения
тепла, и вы можете потратить много времени на их разогрев вместо работы.
Изоляционные блоки быстро нагреваются на поверхности и светятся красным, тем самым добавляя
к подводу тепла к работе. Стоящие запасные блоки вокруг работы будут
улучшить время нагрева. Также оставьте место для парковки паяльной лампы, пока она не остынет.
вниз. - Травление или очистка остатков:- после пайки
процесс необходимо тщательно очистить работу, это лучше всего достигается
полностью погрузив изделие на ночь либо в холодную воду, либо в
мягкая кислота для флюса Tenacity. Я использую лимонную кислоту (лимонный сок), которая доступна
в виде порошка для смешивания с водой в аптеке Бутса примерно за 1 фунт стерлингов.
 за 3,50 унции, достаточно для нескольких галлонов рассола. После маринования обильно промыть
чистой холодной проточной водой небольшие участки остатков флюса легко удаляются
Scotchbright или куском заточенного дерева, чтобы попасть в углы. Проверять
с обеих сторон, где это возможно, чтобы все соединения были пропаяны правильно, если
обычно нет возможности оплавить работу и повторить процесс после
очистка.
за 3,50 унции, достаточно для нескольких галлонов рассола. После маринования обильно промыть
чистой холодной проточной водой небольшие участки остатков флюса легко удаляются
Scotchbright или куском заточенного дерева, чтобы попасть в углы. Проверять
с обеих сторон, где это возможно, чтобы все соединения были пропаяны правильно, если
обычно нет возможности оплавить работу и повторить процесс после
очистка.Некоторые рекомендуют серную кислоту для травления, но это не обязательно хотя это может немного ускорить процесс. Травление лучше делать в пластике контейнеры, такие как полиэтиленовые ланч-боксы для очень небольших работ или большие полиэтиленовые мусорные баки или небольшие корыта для крупного рогатого скота.
Пригоревшие и почерневшие остатки лучше всего удаляются кислотным травлением, но если требуется быстро вода до 60 градусов C может быть использована для удаления флюса Easy Flo в течение 15–20 минут.
- Здоровье и безопасность:- здравый смысл здесь лучше всего,
никогда не вдыхайте пары из любого источника, особенно при использовании кадмия, содержащего
сплавов, используйте хорошую вентиляцию и не стойте на расстоянии от работы.
 Флюс
может раздражать кожу, следует избегать длительного контакта. Тепло от
пайка большого котла может быть непосильной и утомительной, поэтому помните и
будь осторожен. Некоторые люди надевают так называемое одеяло для выживания в качестве фартука, когда
рабочий или даже лист алюминиевой фольги для отражения тепла. Не
испытывать искушение прикоснуться к чему-либо даже в перчатках, если только вы не уверены, что это действительно
холодно, всегда кладите палочки припоя горячим концом от себя
на очаге.
Флюс
может раздражать кожу, следует избегать длительного контакта. Тепло от
пайка большого котла может быть непосильной и утомительной, поэтому помните и
будь осторожен. Некоторые люди надевают так называемое одеяло для выживания в качестве фартука, когда
рабочий или даже лист алюминиевой фольги для отражения тепла. Не
испытывать искушение прикоснуться к чему-либо даже в перчатках, если только вы не уверены, что это действительно
холодно, всегда кладите палочки припоя горячим концом от себя
на очаге.
| Припой | Температура | Шовный зазор | |
|---|---|---|---|
| Изи Фло | 608-617 | .001” | Универсальный припой общего назначения, очень текучий, содержит кадмий.
Самая низкая температура. Очень маленькие филе. |
| Серебряный флуоресцентный 55 | 630-660 | .001” | Припой, не содержащий кадмия, ближайший к EF2, легкотекучий, образует небольшие галтели идеально подходит для изготовления. |
| Серебряный флуоресцентный 24 | 740-800 | .001-.002 | Высокая температура используется в качестве первого шага при ступенчатой пайке. Филе большего размера для меди по меди и стали |
| Серебряный флуоресцентный 40 | 650-710 | .001-.010 | Скромные филе как SF55 |
Серебряные припои обычно поставляются в виде стержня 1,5 мм (1/16 дюйма).
диаметр на 600 мм в длину.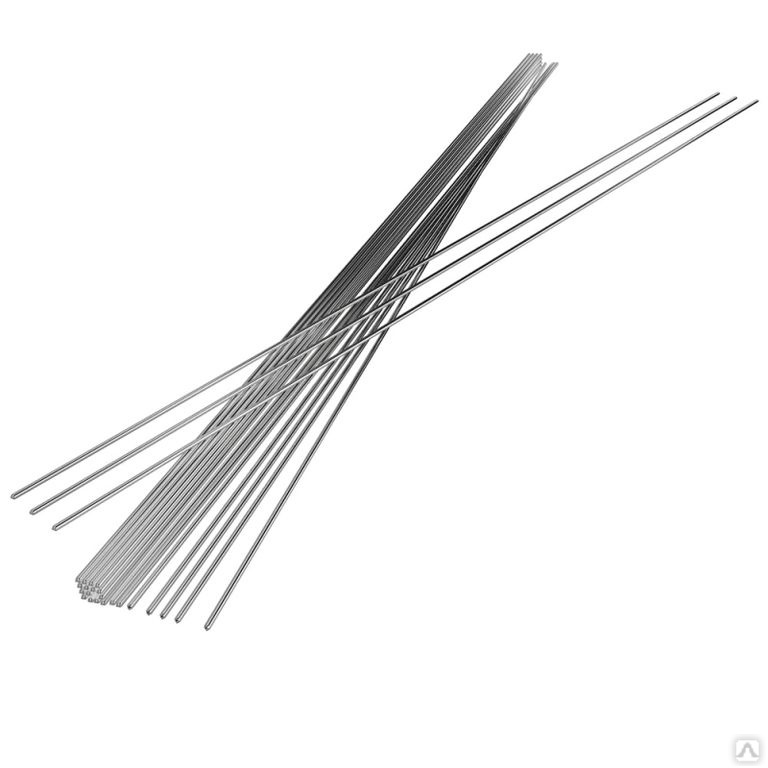 Мы также поставляем Easy flo2 в виде проволоки диаметром 0,5 мм для небольших
фитинги и т. д. Для некоторых применений все три припоя доступны в готовом виде.
смешать с флюсом в 30-граммовом шприце, чтобы затем можно было собрать детали
просто греется.
Мы также поставляем Easy flo2 в виде проволоки диаметром 0,5 мм для небольших
фитинги и т. д. Для некоторых применений все три припоя доступны в готовом виде.
смешать с флюсом в 30-граммовом шприце, чтобы затем можно было собрать детали
просто греется.
| Флюс | Очистка | ||
|---|---|---|---|
| Изи Фло | 550-800 | холодная или горячая вода | универсальный флюс общего назначения для большинства медицинских применений |
| Стойкость 4A | 600-850 | слабокислотный травильный раствор ополаскивание горячей водой | для высоких температур и длительного срока службы |
Флюс обычно поставляется в виде порошка в банках по 250 г. 9К началу страницы
< Предыдущая страница
Сантехника: TechCorner – Пайка и пайка, объяснение
В течение многих лет двумя наиболее распространенными методами соединения медных труб и фитингов были пайка и пайка. Эти испытанные и надежные методы во многом похожи, но есть и несколько явных отличий, которые отличают их друг от друга. В этом документе объясняются сходства и выделяются различия между двумя процессами соединения, чтобы помочь определить, какой метод соединения является наиболее желательным.
Эти испытанные и надежные методы во многом похожи, но есть и несколько явных отличий, которые отличают их друг от друга. В этом документе объясняются сходства и выделяются различия между двумя процессами соединения, чтобы помочь определить, какой метод соединения является наиболее желательным.
Обзор
Наиболее распространенным методом соединения медных труб является использование фитинга раструбного типа из меди или медного сплава, в который секции трубы вставляются и крепятся с помощью присадочного металла с использованием процесса пайки или пайки. Этот тип соединения известен как капиллярное соединение или соединение внахлестку, потому что раструб фитинга перекрывает конец трубы, и между трубой и фитингом образуется пространство. Это пространство называется капиллярным пространством. Поверхности фитинга и трубы, которые перекрываются, образуя соединение, известны как поверхности сопряжения. Затем трубка и фитинг прочно соединяются с помощью присадочного металла, который вплавляется в капиллярное пространство и прилипает к этим поверхностям.
Рис. 1. Соединение внахлест — трубчатые детали
Присадочный металл представляет собой металлический сплав, температура плавления которого ниже температуры плавления трубы или фитинга. Температура плавления медного (Cu) сплава UNS C12200 составляет 1981°F/1082°C. Таким образом, присадочные металлы для пайки и пайки труб и фитингов из меди и медных сплавов должны иметь температуру плавления ниже этой температуры.
Основное различие между пайкой и пайкой заключается в температуре, необходимой для плавления присадочного металла. Эта температура определена Американским обществом сварщиков (AWS) как 842ºF/450ºC, но часто округляется до 840ºF. Если присадочный металл плавится ниже 840ºF, выполняется процесс пайки. Выше этой температуры происходит процесс пайки.
Припои для припоя
Основным элементом, используемым в припоях, является олово (Sn), поскольку олово имеет сродство с медью и должно прилипать к трубке и фитингу из медного сплава. Однако использование чистого олова (Sn) привело бы к очень слабому соединению, и с ним, как и с любым чистым металлом, было бы очень трудно работать. Поэтому в сплав с оловом добавляются другие элементы, чтобы обеспечить прочность и облегчить использование присадочного металла. До 1986 года наиболее распространенным припоем, используемым для соединения труб и фитингов из медного сплава, был припой 50/50, который на 50% состоит из олова (Sn) и на 50% из свинца (Pb). Из-за национальных требований, изложенных в Законе о безопасной питьевой воде, припои, содержащие свинец, были запрещены для использования в системах питьевой воды. С запретом на использование припоя 50/50 (Sn/Pb) было разработано много новых и более прочных бессвинцовых сплавов, которые сегодня широко используются для всех применений при пайке. Они состоят из сплавов, которые по-прежнему в основном состоят из олова с добавлением различных комбинаций других элементов, таких как никель, висмут, сурьма, серебро и даже медь.
Однако использование чистого олова (Sn) привело бы к очень слабому соединению, и с ним, как и с любым чистым металлом, было бы очень трудно работать. Поэтому в сплав с оловом добавляются другие элементы, чтобы обеспечить прочность и облегчить использование присадочного металла. До 1986 года наиболее распространенным припоем, используемым для соединения труб и фитингов из медного сплава, был припой 50/50, который на 50% состоит из олова (Sn) и на 50% из свинца (Pb). Из-за национальных требований, изложенных в Законе о безопасной питьевой воде, припои, содержащие свинец, были запрещены для использования в системах питьевой воды. С запретом на использование припоя 50/50 (Sn/Pb) было разработано много новых и более прочных бессвинцовых сплавов, которые сегодня широко используются для всех применений при пайке. Они состоят из сплавов, которые по-прежнему в основном состоят из олова с добавлением различных комбинаций других элементов, таких как никель, висмут, сурьма, серебро и даже медь.
Присадочные материалы: припои
Паяные соединения обычно используются для достижения более высокой прочности соединения или сопротивления усталости. Для этого необходимо использовать присадочные металлы, более прочные, чем те, которые состоят в основном из олова. Однако эта повышенная прочность обычно достигается за счет присадочных металлов, изготовленных из материалов, которые плавятся при более высоких температурах. Температура пайки большинства припоев, используемых для соединения систем медных трубопроводов (сплавы BCuP и BAg, см. ниже), составляет примерно от 1150°F/621°C до 1550°F/843°C.
Для этого необходимо использовать присадочные металлы, более прочные, чем те, которые состоят в основном из олова. Однако эта повышенная прочность обычно достигается за счет присадочных металлов, изготовленных из материалов, которые плавятся при более высоких температурах. Температура пайки большинства припоев, используемых для соединения систем медных трубопроводов (сплавы BCuP и BAg, см. ниже), составляет примерно от 1150°F/621°C до 1550°F/843°C.
Наиболее часто используемые типы припоя, используемые для соединения медных труб и фитингов, делятся на две отдельные категории:
- BCuP Alloy (произносится как b-cup) — где B обозначает пайку, Cu — химический символ меди, а P — химический символ фосфора. Таким образом, припой BCuP представляет собой в первую очередь медно-фосфорный припой, который может содержать от 0% до 30% серебра (Ag).
- BAg Alloy (произносится «мешок»), где буква B означает «пайка», а Ag — химический символ серебра. Хотя помимо серебра в сплавах BAg присутствуют и другие элементы, содержание серебра в большинстве сплавов BAg может составлять от 24% до 9%.
 3%.
3%.
Совместные требования и сильные стороны
Независимо от того, используется ли процесс соединения пайка или пайка, существуют определенные основные этапы, которые следует выполнять для последовательного получения прочных соединений. Эти основные шаги описаны в стандарте установки (ASTM B828). Этот стандарт и его процедуры касаются подготовки концов, очистки и надлежащего применения нагрева и присадочного металла. Более подробно они объясняются в Справочнике по медным трубам CDA.
Независимо от используемого процесса соединения: пайки или пайки, трубка должна быть полностью вставлена в фитинг до задней части чашки фитинга.
Рис. 2. Деталь трубного соединения
Глубина перекрытия или глубина раструба в фитингах с соединением внахлестку или с капиллярным соединением указана в производственных стандартах ASME/ANSI B16.18 и B16.22 для фитингов под давлением припоя. Это важный размер, потому что в идеале присадочный металл должен быть расплавлен в капиллярном пространстве так, чтобы он полностью перетекал к задней части чашки фитинга и полностью перекрывал (заполнял) пространство между трубкой и фитингом. Хотя желательно 100% проплавление и заполнение фитинга капиллярного пространства, заполнение паяного соединения на 70 % (или не более 30 % пустот) считается удовлетворительным для получения соединений, которые могут выдерживать максимальные рекомендуемые давления для паяных медных труб и фитингов. системы.
Хотя желательно 100% проплавление и заполнение фитинга капиллярного пространства, заполнение паяного соединения на 70 % (или не более 30 % пустот) считается удовлетворительным для получения соединений, которые могут выдерживать максимальные рекомендуемые давления для паяных медных труб и фитингов. системы.
Основное различие между паяными и паяными соединениями заключается в количестве нахлестов или заполнений, необходимых для достижения полной прочности соединения. В паяном соединении по-прежнему настоятельно рекомендуется полностью вставлять трубку в заднюю часть чашки фитинга; однако полное заполнение этого суставного пространства по всей длине не обязательно для достижения полной прочности соединения. По данным Американского общества сварщиков (AWS), предполагается, что твердый припой проникает в капиллярное пространство, по крайней мере, в три раза больше толщины самого тонкого соединяемого компонента, которым обычно является труба. Это известно в отрасли как правило AWS 3-T.
Из-за повышенной прочности припоев, даже такое относительно небольшое проникновение наполнителя приведет к правильно изготовленному паяному соединению, более прочному, чем сама труба и/или фитинг. Однако, в отличие от паяного соединения, где заглушка или закругление обеспечивают минимальную дополнительную прочность, паяное соединение должно быть изготовлено таким образом, чтобы между трубой и фитингом на лицевой стороне фитинга было предусмотрено хорошо развитое закругление или «заглушка» из присадочного металла. . Эта галтель или колпачок, как ее часто называют в торговле, позволяет распределять напряжения, возникающие в соединении (в результате теплового расширения, давления или других циклических реакций, таких как вибрация или термическая усталость), вдоль поверхности галтели. В паяном соединении, изготовленном без хорошо развитого вогнутого галтеля, все напряжения будут сосредоточены в острой точке контакта между трубой, припоем (присадочным металлом) и фитингом, что может привести к развитию трещины под напряжением в трубе. в таком случае. Создание галтели при изготовлении паяного соединения значительно сводит к минимуму эту возможность.
в таком случае. Создание галтели при изготовлении паяного соединения значительно сводит к минимуму эту возможность.
Рисунок 3. Объяснение правила AWS 3-T
Помимо прочности присадочного металла в соединении, общая прочность соединения или узла (трубы, фитинга и соединения) после операции соединения также должна учитываться при выборе того, следует ли использовать паяные или паяные соединения. Как уже говорилось, по определению температура, определяющая разницу между пайкой и пайкой меди, составляет примерно 840°F/449°C. Эта температура гораздо важнее, чем просто произвольный определяющий порог. Это важно, потому что 700°F/371°C — это температура, при которой медь начинает отжигаться или переходить из твердого состояния (жесткого) в отожженное состояние (мягкое). С этим изменением состояния происходит неотъемлемая потеря прочности – медь в твердом состоянии прочнее, чем медь в отожженном состоянии. Общее количество происходящего отжига и, следовательно, потеря прочности определяются температурой и временем, которое материал проводит при этой температуре. Чем выше температура, тем меньше времени требуется для перехода от твердого состояния к мягкому.
Чем выше температура, тем меньше времени требуется для перехода от твердого состояния к мягкому.
Поскольку температура пайки должна превышать температуру плавления припоя, то есть от 1150°F/621°C до 1550°F/843°C, в процессе паяного соединения основные металлы отжигаются или размягчаются, что приводит к снижение общей прочности конструкции. В то время как паяное соединение очевидно прочнее паяного соединения, номинальное внутреннее рабочее давление, то есть допустимое рабочее давление системы в режиме 24/7, ниже для отожженной трубы (см. Справочник по медным трубам, таблицы 3a–3e).
Следовательно, это необходимо учитывать при принятии решения о пайке или пайке. В то время как паяные соединения прочнее и в целом более устойчивы к усталости (вибрация, тепловое движение и т. д.), рабочие давления в системе должны соответствовать допустимым пределам для отожженной трубы.
Дополнительные ссылки
- Американское общество сварщиков: Справочник по пайке — 3-е издание
- Американское общество сварщиков: Справочник по пайке – 4-е издание
- AWS A5.
