Пайка стали в домашних условиях газовой горелкой: Надежный метод пайки алюминия, меди, стали без сварки
alexxlab | 06.03.2023 | 0 | Разное
типы оборудования, преимущества и технология пайки медных труб
Содержание
- 1 Специальный инструмент
- 1.1 Инструмент для проведения пайки
- 1.2 Выбор газовой горелки
- 1.3 Технология пайки
Технологическая операция пайки медных трубок газовой горелкой осуществляется с помощью специального припоя, который способствует созданию неразделимого соединения. Температура плавления применяемого припоя намного ниже материала заготовок. Благодаря появлению капиллярного эффекта возникает равномерное распределение припоя. Чтобы улучшить качество пайки меди, поверхность обязательно зачищают.
Чтобы создать герметичное соединение между деталями различного назначения, используется горелка для пайки медных труб твёрдым припоем.
Это устройство отличается несколькими положительными характеристиками:
- экономичность,
- безопасность,
- регулировка пламени,
- лёгкое обслуживание.
Газовые аппараты для сварки делятся на несколько видов.
Решающее значение при выборе имеют:
- тип газа,
- производительность,
- мощность.
Для большого объёма работы используются мощные устройства, оснащённые стационарными баллонами. Когда требуется выполнить несколько ручных операций, применяется паяльник и горелки газовые для пайки с одноразовым баллоном.
Ацетиленовые системы используются для паяльных работ с применением твёрдого припоя, когда требуется запаять большие диаметры.
Температура плавления применяемого припоя становится определяющим фактором при подборе горелки. Чтобы паять медные трубки твёрдыми припоями, используются профессиональные виды газовых горелок. Для работы с более мягкими припоями операцию выполняют полупрофессиональным устройством.
Для каждого типа пайки применяются разнообразные газовые смеси. Например, газ-воздух подаётся в системы небольшого веса и компактных габаритов. Такое оборудование для пайки медных труб обрело большую популярность, особенно когда нужно запаять трубы малого диаметра.
Газ-кислород позволяет проводить пайки деталей любого диаметра. Смесь может работать с любым материалом. Этот комплект, имеющий стационарное крепление баллонов, используется на профессиональных станциях.
Инструмент для проведения пайки
Для достижения высококачественной пайки, необходимо иметь специальное оборудование. К нему относятся:
- Труборез.
- Фаскосниматель.
- Труборасширитель. Позволяет не использовать фитинги. Расширяет торец трубы.
- Металлический ёрш.
- Отражатель пламени. Крепится прямо на сопло. Даёт возможность пользоваться горелкой около горючих материалов, сохраняет тепло, способствует равномерному прогреву медной трубки.
Выбор газовой горелки
Мастер подбирает оборудование, учитывая все требования разработанного технологического процесса. По мощности горелки определяют тип баллончика. Он бывает двух видов: стационарный и ацетилен — кислородный.
Профессиональные горелки используют твёрдый припой. Для работы в бытовых условиях применяются газовые горелки с мягким припоем. Применение полупрофессиональных систем позволяет паять детали независимо от того, какой припой. Также горелку можно изготовить самостоятельно.
Специальный электрический термофен позволяет пользоваться мягким припоем. Этот инструмент даёт возможность сохранять определённое значение температуры плавки. В случае необходимости её можно регулировать. Специальные насадки направляют струю нагретого воздуха на конкретный участок детали.
Сегодня промышленность выпускает большой ассортимент горелок, однако все они имеют одинаковые базовые компоненты:
- фиксирующие приспособления для установки баллона,
- головки,
- редуктор,
- регулятор струи газа,
- форсунки,
- переходник,
- наконечник.

Температура плавления у бытовых горелок — 1000 —1500 градусов, у промышленных — 1500 — 2000 градусов.
От используемой газовой смеси зависит тип горелки:
- Пропановые. Получили самое большое распространение.
- Работающие на MAPP-газе. Отличаются поддержкой мягкого топлива, высокоэффективным сжиганием газа.
- Ацетилен — кислородные. Оснащаются стационарно зафиксированными газовыми баллонами. Часто применяются для создания магистрального трубопровода.
Самыми удобными считаются горелки, работающие с одноразовыми газовыми баллонами. Они способны работать, независимо от вида газовой смеси. Регулировка струи газа осуществляется поворотом ручки вентиля редуктора.
В отличие от стационарных установок горелки, имеющие хороший одноразовый баллон, обладают несколькими положительными качествами:
- Лёгкая транспортировка.
- Простое обслуживание.
- Не требует наличия электричества.
- Выполняет разные задачи, за счёт крепления нескольких видов сопел.

- Управление силой пламени.
- Полная безопасность. Благодаря обратному клапану происходит быстро перекрывание подачи газа.
- Высококачественная пайка.
Единственным недостатком этих систем считается необходимость установки нового баллона после окончания работ.
Технология пайки
Для достижения качественной пайки с использованием газовой горелки, необходимо соблюдать определённые правила:
- Поверхность деталей должна быть очищена от грязи. Категорически запрещается пользоваться царапающими материалами.
- Для исключения попадания воздуха внутрь шва, поверхность сцепления должна быть покрыта флюсом.
- Нагрев деталей должен происходить равномерно. Припой не должен перегреваться. Соединение получится низкого качества.

- Между поверхностями припаиваемых труб должен оставаться зазор (25— 125 мкм.).
- Чтобы в дальнейшем не появилась коррозия, флюс должен быть удалён.
Припои и флюсы для пайки газовой горелкой
• Обновлено
При пайке газовой горелкой применяются как легкоплавкие припои на свинцовооловянной основе, так и тугоплавкие припои на медной и серебряной основах. Для удобства пайки газовой горелкой припой лучше всего брать в виде проволоки или прутка. Применение такого припоя удобно еще и тем, что при необходимости добавить флюс во время работы горячий конец припоя просто погружают во флюс, который быстро налипает на него.
Пайка медноцинковыми припоями при помощи горелок сопровождается интенсивным испарением цинка; для предотвращения этого к латуням следует добавлять 0,2—0,4% кремния или олова, что уменьшает окисление и испарение цинка. Наиболее хорошие результаты дают серебряные припои с медью и цинком. Эти припои могут применяться для пайки стали, чугуна и всех сравнительно тугоплавких цветных металлов, температура плавления которых выше, чем припоя.
Для пайки соединений из меди, не испытывающих в работе ударных и вибрационных нагрузок, используются чаще всего медно-фосфорные припои, пайка которыми возможна без применения флюса, так как фосфор, входящий в состав припоя, сам является флюсом.
Если при паянии горелкой применяются легкоплавкие припои, то при этом, так же как и при пайке паяльником, в качестве флюса применяются растворы хлористого цинка и нашатыря. При паянии стали и медных сплавов тугоплавкими припоями применяются чаще всего смеси буры и борной кислоты. Состав этих смесей подбирается таким образом, чтобы температура плавления флюса была несколько ниже температуры плавления припоя.
Состав этих смесей подбирается таким образом, чтобы температура плавления флюса была несколько ниже температуры плавления припоя.
Технология пайки
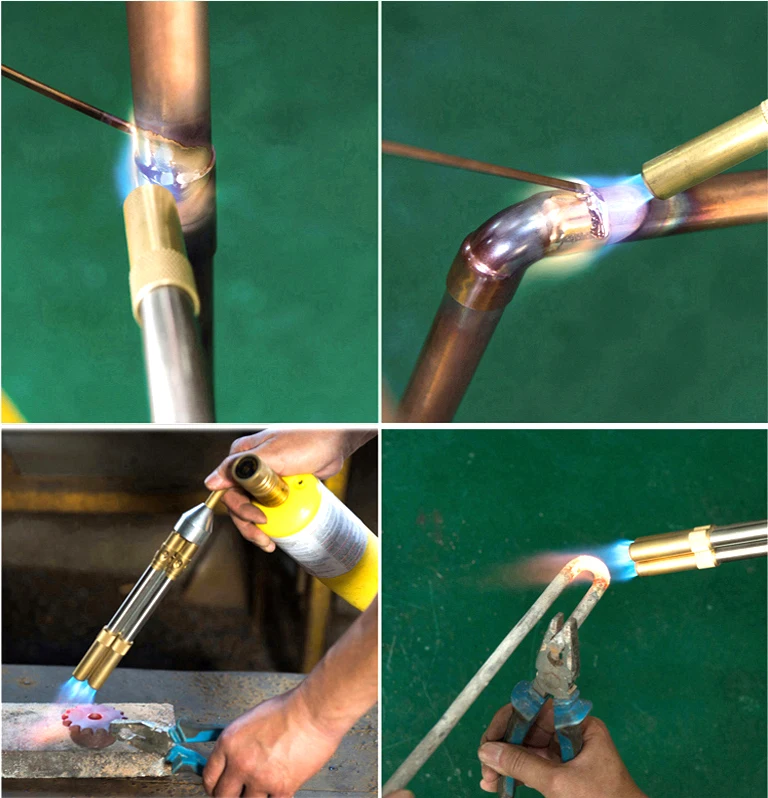
arrow_upwardПеред пайкой горелками прежде всего необходимо обезжирить подлежащие пайке места и очистить их от окалины или ржавчины. Подготовленные таким образом изделия промывают, тщательно высушивают, покрывают флюсом, собирают с заданным зазором в приспособлениях и укладывают на верстаке таким образом, чтобы во время пайки обе руки паяльщика оставались свободными, так как в правой руке рабочий держит горелку, а в левой припой. Иногда деталь в собранном виде может быть установлена и без дополнительного приспособления при условии устойчивого положения во время паяния.
Разогрев изделия пламенем производится таким образом, чтобы обеспечить равномерный прогрев всего паяемого соединения, для чего горелку все время передвигают вдоль шва. Для того чтобы получить быстрый и равномерный нагрев шва, необходимо тщательно следить за правильным строением факела пламени. Хорошо отрегулированное пламя должно иметь темное ядро, среднюю зону и экое наружное пламя с резкоочерченными контурами. При избытке кислорода пламя резко укорачивается; при избытке горючего средняя зона факела исчезает, а пламя сильно удлиняется и теряет резкость очертаний; при дальнейшем увеличении избытка горючего пламя становится коптящим.
Хорошо отрегулированное пламя должно иметь темное ядро, среднюю зону и экое наружное пламя с резкоочерченными контурами. При избытке кислорода пламя резко укорачивается; при избытке горючего средняя зона факела исчезает, а пламя сильно удлиняется и теряет резкость очертаний; при дальнейшем увеличении избытка горючего пламя становится коптящим.
Наиболее высокую температуру имеет пламя около конца ядра. Так как для паяния обычно требуется температура не выше 1000—1100°, то при работе с высокотемпературным пламенем (например, ацетилено-кислородным) разогрев шва производят более холодной наружной частью факела. Когда место пайки нагрето до температуры плавления припоя, к шву подводится конец покрытого флюсом прутка припоя, который расплавляясь, заполняет шов.
В случае применения порошкообразного припоя его смешивают с флюсом и заранее наносят на спаиваемые поверхности. Во избежание окисления припоя и возможности его расплавления до того, как основной металл достигнет нужной температуры, не следует направлять пламя горелки непосредственно на припой; лучше держать пламя впереди места пайки, так как припой сам хорошо затекает в более горячие места.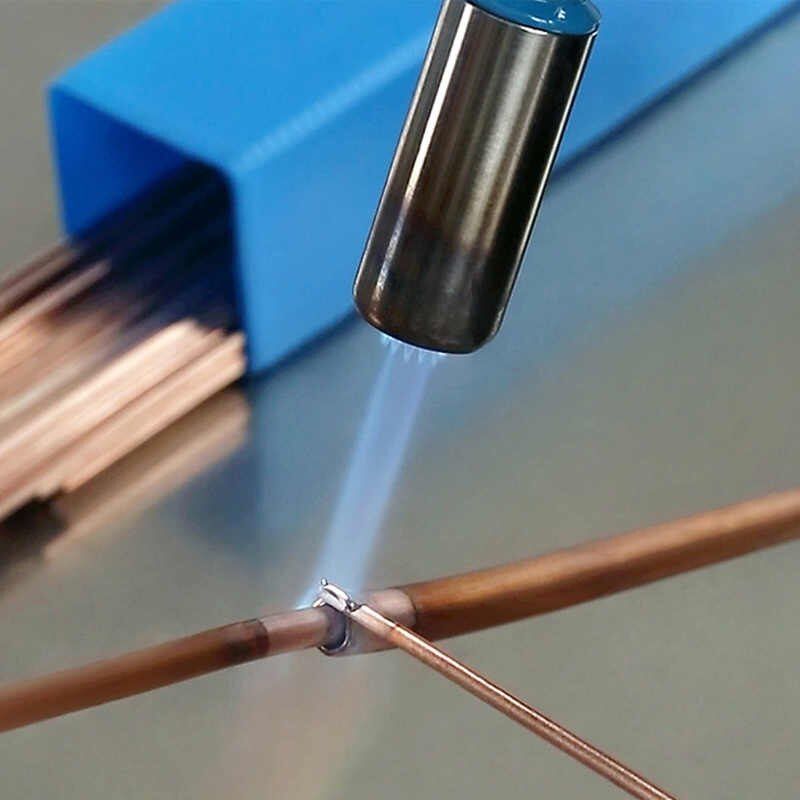 Чтобы избежать выгорания припоя и увеличить эффективное действие флюса, необходимо место спая прогревать возможно быстро. Пламя горелки должно быть нейтральным или слабо восстановительным.
Чтобы избежать выгорания припоя и увеличить эффективное действие флюса, необходимо место спая прогревать возможно быстро. Пламя горелки должно быть нейтральным или слабо восстановительным.
По окончании пайки изделие во избежание смещения паяемых деталей не трогают до полного затвердевания припоя. Во время процесса пайки необходимо следить за тем, чтобы все участки паяемых поверхностей были покрыты флюсом, в противном случае незащищенные места окислятся и прочность спая значительно снизится, а иногда и вообще не образуется никакого соединения. После пайки остатки флюса и образовавшиеся окислы удаляются механическим путем или кипячением изделия в воде.
Механизация процесса
arrow_upwardДля ускорения пайки и обеспечения стабильности качества паяных соединений процесс паяния газовыми горелками может быть сравнительно легко механизирован. Простейшим способом механизации является паяние крупногабаритных изделий сразу несколькими стационарно установленными горелками. При таком способе пайки процесс значительно упрощается и продолжительность его сокращается в несколько раз.
При таком способе пайки процесс значительно упрощается и продолжительность его сокращается в несколько раз.
Иногда при паянии горелками применяют конвейерные устройства, например, карусельного типа. В этом случае пока на одном изделии производится пайка, другие изделия подогреваются перед пайкой или охлаждаются после нее.
Легкоплавкие припои
arrow_upwardПрипой представляет собой смесь легкоплавких металлов, которые способны обеспечить хороший контакт между двумя поверхностями, получаемый в результате пайки. При нагревании припой переходит из твердого в жидкое состояние, которое обеспечивает растекание по периметру припаиваемой детали или в месте их контакта.
Тугоплавкие припои
arrow_upwardТугоплавкие припои, которые плавятся при 450–500°С, позволяют получать очень твердое соединение. Они представляют собой сплавы на основе меди, цинка, серебра, латуни, золота, алюминия, магния и никеля.
Медно-фосфорные припои
arrow_upwardСплавы меди с фосфором (4-9%) обладают высокой жидкотекучестью и сравнительно низкой температурой плавления, их применяют как заменители серебряных и медно-цинковых припоев при пайке меди и ее сплавов.
Обновлено:
Газовая горелка Brenner Propane Паяльная лампа Пайка, другие, сталь, автозапчасти png
Газовая горелка Brenner Propane Паяльная лампа Пайка, другие, сталь, автозапчасти pngPNG ключевые слова
- сталь,
- автозапчасти,
- титан, инструмент
- ,
- сварка,
- Паяльники Станции,
- аппарат,
- зеленый,
- газ,
- بارك الله لكما,
- Горелка газовая,
- Бреннер,
- Пропан,
- Паяльная лампа,
- Пайка,
- png,
- стикер png,
- скачать бесплатно
- Размеры
- 1600x1076px
- Размер файла
- 627,87 КБ
- Тип MIME
- Изображение/png
изменить размер png
ширина (пкс)
высота (пкс)
Некоммерческое использование, DMCA Свяжитесь с нами
- Паяльники и станции Паяльная лампа Пропан Lötbrenner, Softmachine Immersive Productions Gmbh, другие, пропан png 1024x717px 387,56 КБ
- Инструмент Паяльная лампа Кислородно-топливная сварка и резка Пропановая горелка, пламя, угол, пламя png 2000x2000px 1,75 МБ
- Пропановая горелка BernzOmatic Паяльная лампа, горелка, газовая горелка png 720x720px 283,49 КБ
- Бутановая горелка Паяльная лампа Газовая горелка Паяльники и станции, паяльная лампа PNG 500x500px 293,4 КБ
- Газовая дуговая сварка металлической горелкой Инструментальная машина, сварка, угол, сталь png 1000x1000px 259,6 КБ
 org/ImageObject”> Паяльники и станции Паяльник Инструмент Цена, паяльник PNG
1000x800px
308,94 КБ
org/ImageObject”> Паяльники и станции Паяльник Инструмент Цена, паяльник PNG
1000x800px
308,94 КБ- Пропановая горелка MAPP газовая кислородно-топливная сварка и резка Пайка, пламя, кабель, пламя png 800x800px 298,95 КБ
- Brenner Кислородно-топливная сварка и резка Газовый баллон, сварщик, материал, металл png 1000x761px 214,56 КБ
- Паяльники и станции Паяльник Инструмент, другие, угол, утюг png 800x800px 34,99 КБ
- Варочная панель Beko Газовая плита Кухонные плиты Стеклокерамика, плита, стекло, кухня png 800x800px 577,82 КБ
- Бутановая горелка Паяльная лампа Паяльники и станции Пропановая горелка, Weller PNG 600x600px 133,23 КБ
 org/ImageObject”>
org/ImageObject”>- Шланг для барбекю Газовая плита Кухонные плиты Природный газ, барбекю PNG 500x500px 128,96 КБ
- BernzOmatic MAPP газовая паяльная лампа Тепловая горелка, паяльная лампа PNG 600x600px 187,57 КБ
- Паяльная лампа Бутановая горелка Сифон Газ Тепло, кухня PNG 1000x1000px 146,37 КБ
- вид сверху на серо-черную плиту с 2 конфорками, кухонные плиты Газовая плита Robert Bosch GmbH Нержавеющая сталь, вид сверху на кровать, кухня, пламя png 600x600px 2490,71 КБ
 org/ImageObject”> Паяльная проволока Сварка, паяльник, сталь, железо png
800x533px
236,74 КБ
org/ImageObject”> Паяльная проволока Сварка, паяльник, сталь, железо png
800x533px
236,74 КБ- Паяльники и станции Сварка Паяльник, другие, электроника, рука png 600x600px 292,89 КБ
- Паяльники и станции Паяльник Инструмент, мелкий, угол, другие png 2400x3394px 35,55 КБ
- Паяльники и станции Технология поверхностного монтажа Паяльник Weller PNG 800x408px 262,26 КБ
- Паяльники и станции Чертежная сварка, herramientas, угол, электроника png 2400×3394 пикселя 35,55 КБ
- Инструмент Газовая дуговая сварка Металлическая машина для кислородно-топливной сварки и резки, Щеточные электроды Datwyler PNG 600x600px 26,14 КБ
 org/ImageObject”> Паяльники и станции こて Металл, Буква Y, материал, автозапчасти png
730x730px
129,59 КБ
org/ImageObject”> Паяльники и станции こて Металл, Буква Y, материал, автозапчасти png
730x730px
129,59 КБ- BernzOmatic MAPP газовая пропановая горелка Паяльная лампа, свет PNG 720x720px 114,04 КБ
- Газовая плита Кухонная плита Бытовая техника Газовая горелка, Элемент газовой плиты, кухня, с днем рождения векторные изображения png 2403x802px 1006,84 КБ
- MAPP газовый BernzOmatic Пропановая горелка, bernzomatic горелка, другие, горелка png 720x720px 316,73 КБ
- Авто Ручной инструмент Автомеханик Авторемонтная мастерская, авто PNG 1417x1852px 2,36 МБ
 org/ImageObject”> Fallout: New Vegas Scrap Fallout 3 Металл Сталь, сталь PNG
912x636px
321,34 КБ
org/ImageObject”> Fallout: New Vegas Scrap Fallout 3 Металл Сталь, сталь PNG
912x636px
321,34 КБ- Отвертка Ручной инструмент Ящики для инструментов, отвертка, техника, винт png 900x900px 857,67 КБ
- Паяльники и станции Сварка Бутан Газ Олово, другие, угол, железо png 3000x1003px 703,83 КБ
- Оконная кованая решетка Производство, оконные решетки, угол, мебель png 748x800px 397,22 КБ
- Газокислородная сварка и резка Паяльная лампа Ацетилен, горелка, промышленность, металл png 958x626px 160,3 КБ
- Печь Ковка Forge Steel Природный газ, другие, сталь, металл png 1000x599px 443,5 КБ
 org/ImageObject”> Инструмент Паяльная лампа для кислородно-топливной сварки и резки, Кожаная одежда PNG
600x600px
25,53 КБ
org/ImageObject”> Инструмент Паяльная лампа для кислородно-топливной сварки и резки, Кожаная одежда PNG
600x600px
25,53 КБ- Шлифовальный круг Наждачная бумага Абразивная шлифовальная машина, Шлифовальный круг, сталь, автозапчасти png 800x800px 805,22 КБ
- Газокислородная сварка и резка Газовый аппарат, сварочная горелка, компания, автозапчасти png 2580x1304px 871,46 КБ
- Паяльники и станции, катушка, электроника, утюг png 1832x2400px 92,48 КБ
- Газовая вольфрамовая дуговая сварка Электрод Нержавеющая сталь Алюминий, войлок PNG 500x500px 39,86 КБ
 org/ImageObject”> Автогенные сварочные аппараты и Rulík Газовая дуговая сварка Коаксиальный кабель Паяльная лампа, другие, кабель, дуговая сварка png
500x500px
195,86 КБ
org/ImageObject”> Автогенные сварочные аппараты и Rulík Газовая дуговая сварка Коаксиальный кабель Паяльная лампа, другие, кабель, дуговая сварка png
500x500px
195,86 КБ- Компьютерные иконки Паяльники и станции Сварка, утюг, угол, электроника png 1600x1600px 40,09 КБ
- Мотоциклетные шлемы Сварочная маска Паяльники и станции ESAB, мотоциклетные шлемы, стекло, угол png 1000x1000px 180,6 КБ
- Паяльники и станции Xytronic 258 Сварка, утюг, электроника, утюг png 800x533px 321,42 КБ
- Паяльники и станции Сварочный инструмент, ПРИПОЙ, электроника, материал png 1000x750px 54,35 КБ
 org/ImageObject”> Газовая вольфрамовая дуговая сварка Плазменная резка Everlast SuperUltra 205, Дуговая сварка в защитном металле PNG
1458x1868px
3,58 МБ
org/ImageObject”> Газовая вольфрамовая дуговая сварка Плазменная резка Everlast SuperUltra 205, Дуговая сварка в защитном металле PNG
1458x1868px
3,58 МБ- Инструмент для кислородно-топливной сварки и резки Плазменная резка, инструменты для переноски, металл, паяльная лампа png 2472x2232px 3,82 МБ
- Газокислородная сварка и резка Шланг Трубопровод и сантехника Пропан, другие, оранжевый, кабель png 600x600px 202,79 КБ
- Топливораздаточная колонка Бензонасос Печатная насадка, форсунка, угол, автозапчасти png 4883x3236px 2,91 МБ
- Газовая турбина General Electric GE Energy Infrastructure Комбинированный цикл, электрический двигатель PNG 1600x978px 1,09 МБ

 org/ImageGallery” align=”middle”>
org/ImageGallery” align=”middle”>