Пайка твердым припоем медных труб: Пайка медных труб твердым и мягким припоем
alexxlab | 31.12.2022 | 0 | Разное
припой и газовые горелки для пайки
‘+ ‘
‘+ ‘{{n}}’ + ‘{{o}}’ + ‘{{t}}’ + ‘
‘+ ‘
Если Вы взялись за работы по монтажу медного трубопровода, вам понадобятся газовые горелки для пайки медных труб, а так же другие инструменты. Естественно, можно привлечь профессионалов для этого дела, но и самостоятельно это сделать не составит особого труда. Такого рода работы распространены благодаря развитию и набирающей популярности трубопроводов из меди. Несмотря на дороговизну по сравнению с трубами ПВХ или сталью, домовладельцы все чаще отдают предпочтение качеству и надежности, которыми славятся медные коммуникации.
Для того, чтобы начать монтажные работы, рассмотрим несколько важных аспектов, которые необходимо знать прежде, чем приниматься за работу:
- Наиболее популярные трубы, используемые в бытовых целях, диаметров 3/4 и 3/8;
- Основной рабочий процесс – пайка медных трубок газовой горелкой при высокой температуре;
- Покупая изделия, обращайте внимание на то, что толщина стенок у различных труб отличается между собой и обозначается соответствующими индексами L,M,K;
-
Существует два типа продукции: отожженная и неотоженная (мягкие и твердые).


Припой для пайки медных труб
В основном, используется горелка для пайки медных труб твердым припоем, где правильный припой – это специальные прутки или проволока с более низкой температурой плавления, чем у меди. Также необходима щетка со стальными зубцами для зачистки фитингов и труб внутри и снаружи. Можно использовать мелкозернистую шкурку, но процесс будет более трудозатратным. Перед самой процедурой необходимо нанести паяльный флюс – специальную пасту для смазывания свариваемых поверхностей.
Итак, мы перечислили основной инструмент для пайки медных труб, стоит отметить, что главное внимание необходимо уделить выбору газовой горелки на пропане. Они бывают с пьезо-элементами и обычные с баллонами разного объема. Припой должен быть использован только тот, который согласуется с нормами СНиП. Применяются сплавы для твердой пайки BCuP и BAg, которые используются, как правило, в ремонте холодильников и кондиционеров.
Флюс для пайки медных труб
Для того, чтобы определить стоимость пайки медных труб в СПб, надо учесть все составляющие, формирующие окончательную цену работ. Стоимость флюса, а также необходимого инструмента также входит в этот перечень. Флюс-паста наносится на свариваемые отрезки медной трубы, на внутреннюю и наружную части. Обработав поверхности, приступаем к работе с открытым огнем, соблюдая меры предосторожности.
Стоимость флюса, а также необходимого инструмента также входит в этот перечень. Флюс-паста наносится на свариваемые отрезки медной трубы, на внутреннюю и наружную части. Обработав поверхности, приступаем к работе с открытым огнем, соблюдая меры предосторожности.
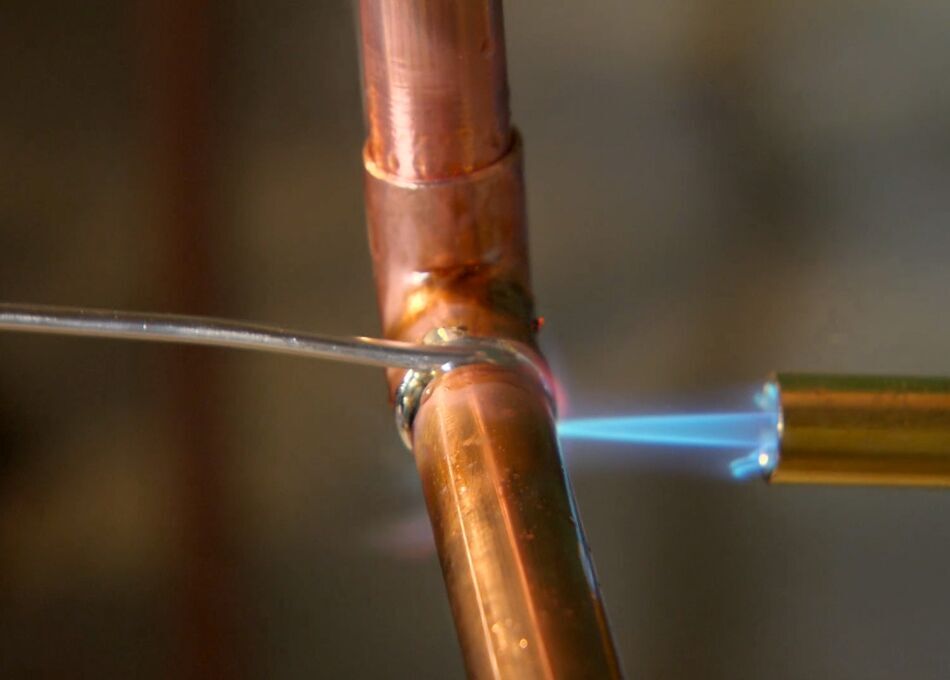
При помощи горелки разогреваем место соединения, обработав припоем края трубок. Правильная технология пайки медных труб подразумевает нагрев места соединения на строго определенное время, избегая перегрева. Обычно достаточно 17-19 секунд, для того, чтобы сделать качественную пайку.
Паста для пайки твердым припоем Rothenberger LP 5
Пастообразный флюс Rothenberger разработан для пайки твердым припоем при рабочей температуре выше 600° C в соответствии с DIN EN 29454, тип F-SH 1,проверен по DVGW регистрационный No Fl 033. Подходит для медных газо- и водопроводов, рекомендовано DVGW в соответствии с предписаниями GW2 и GW 7, используется с серебро-содержащими твердыми припоями и любыми металлами: сталь,медь и медные сплавы, латунь, красная бронза, активная область 550 – 800° C. Остатки флюса следует аккуратно удалить.
Остатки флюса следует аккуратно удалить.
| Артикул | Наименование | Исполнение, г | Вес, г | Цена, руб | |
|---|---|---|---|---|---|
| 40500 | Паста для пайки твердым припоем Rothenberger LP 5 в пластмассовой банке | 160 | 180 | 884.80 | |
- Паста для пайки фитингов ROSOL
от 1 912 р.
Качественные пасты, используются с мягким припоем - Припой ROLOT S2 CP 105
Диапазон направления: 650-810° C
Рабочая температура: 710° CЯвляется твердым сереброфосфоросодержащим припоем
- Припой для фитингов 1 S
Диапазон плавления: 221 – 240°C
- Припой для фитингов 3
Диапазон плавления: 230 – 250° C
Без флюса
- Припой ROLOT S 2 CP 105
Диапазон плавления: 710 – 820° C
Рабочая температура: 720° CДля пайки в различных областях
- Твердый серебряный припой S 45, L-AG 45
Диапазон плавления: 595o – 630° C
Рабочая температура: 610° CУниверсален в использовании для капиллярно-щелевой пайки
- Твердый серебряный припой S 45 Cu
Диапазон плавления: 640o – 680° C
Рабочая температура: 670° CДля пайки питьевых водопроводов
- Твердый серебряный припой S 30, L-AG 30
Диапазон плавления: 600o – 690° C
Рабочая температура: 680° CДля пайки капиллярных зазоров
Пайка медных трубок
Этот инструмент модифицирует медные фитинги, делая неглубокую выемку в стенке фитинга, сокращая глубину раструба до 3/8 дюйма. Его следует использовать только для соединений, которые будут спаяны. Его следует использовать только для соединений, которые будут спаяны. |
Прочность трубных соединений
Стыковые соединения медных труб могут быть такими же прочными, как и сама медь, если присадочный металл достаточно прочен. Это связано с тем, что вся нагрузка должна приходиться на площадь контакта двух небольших поверхностей на концах каждой детали (см.0015 Рисунок 1 ). Стыковые соединения обычно не используются для соединения медных труб, потому что соблюдение соосности во время пайки затруднено.
Муфтовые соединения, с другой стороны, самовыравниваются во время сборки и пайки. В раструбном соединении присадочный металл не должен быть таким прочным, как медь, потому что площадь контакта между трубкой и раструбом может быть увеличена (см. , рис. 2 ).
Когда площадь соединения большая, напряжение в припое низкое, поэтому присадочный металл может быть намного слабее основного металла. Поэтому, когда вы используете коммерческие фитинги из медных труб с глубокими чашками, вы можете использовать мягкие припои с пределом прочности около 5000 фунтов на квадратный дюйм (PSI), чтобы успешно соединить более прочные медные трубы с пределом прочности около 30000 фунтов на квадратный дюйм, например. 9Рис. 1 каждый кусок.
9Рис. 1 каждый кусок.
Конструкция с раструбным соединением
Соединение труб должно быть достаточно прочным, чтобы выдерживать такие нагрузки, как давление, собственный вес и тепловое расширение. Если вы выбираете комбинацию присадочного металла и глубины раструба, которая делает соединение прочнее трубы, сама труба становится ограничивающим фактором в конструкции. 9Рисунок 2 между трубкой и раструбом можно сделать большой.
- Длина нахлеста (обычно глубина раструба).
- Прочность присадочного металла.
- Прочность суставов.
Используя эти переменные, вы можете оценить необходимую глубину вставки по следующей формуле:
X = TW/0,8L
Где:
- X = требуемый нахлест
- T = прочность основного металла на растяжение
- L = прочность припоя или припоя на сдвиг
- W = толщина припоя более тонкий элемент
- 0,8 = коэффициент прочности (или безопасности)
При пайке соединения медь-медь прочность меди на растяжение составляет около 30 000 фунтов на квадратный дюйм, а прочность припоя на сдвиг составляет около 5000 фунтов на квадратный дюйм. Для трубы толщиной 0,065 дюйма перекрытие должно составлять 0,48 дюйма или 8,7 умножить на толщину трубы.
Для трубы толщиной 0,065 дюйма перекрытие должно составлять 0,48 дюйма или 8,7 умножить на толщину трубы.
| Рисунок 3 На этой диаграмме показаны зависимость прочности соединения и напряжения сдвига от длины перехлеста для паяных и паяных соединений. |
При пайке соединения медь-медь с использованием любого из широко используемых припоев по классификации AWS, таких как BCuP или BAg, прочность на сдвиг припоя составляет около 25 000 фунтов на квадратный дюйм. Для трубы толщиной 0,065 дюйма перекрытие должно быть 0,100 дюйма, или в 1,5 раза больше толщины трубы.
Зависимость между толщиной трубы и длиной перехлеста для паяных и паяных соединений представлена на рис. 3 .
Пайка внахлест
Чтобы проверить, работает ли теория на практике, сотрудники автора припаяли и провели испытания на растяжение на 1 1/2 дюйма. медная труба с толщиной стенки 0,045 дюйма. Испытывались соединения встык и раструбные соединения с перекрытием в один, два и три раза больше толщины трубы. Все образцы, включая стыковое соединение, разрушились по основному металлу.
медная труба с толщиной стенки 0,045 дюйма. Испытывались соединения встык и раструбные соединения с перекрытием в один, два и три раза больше толщины трубы. Все образцы, включая стыковое соединение, разрушились по основному металлу.
Не новость, что для паяных соединений нужен лишь небольшой нахлест. В круговой серии испытаний в конце 1950-х годов 10 лабораторий спаяли более 1200 образцов для испытаний на растяжение. Лаборатории провели эти тесты на следующих образцах с различным перекрытием:
- 410 печь из нержавеющей стали – пайка с BNi–1
- печь из мягкой стали – пайка с медью
- медная горелка – пайка с BAg–1
- горелка из мягкой стали– пайка с помощью BAg–1
Результаты этих испытаний показали, что для получения прочного соединения не требуется много нахлеста. Во всех случаях прочность на растяжение основного металла была достигнута, когда перекрытие в два раза превышало толщину элементов (2t). Отчет был опубликован как Американское общество сварщиков (AWS) C3. 1–63.
1–63.
Обратная сторона нахлеста
Глубина вставки влияет на два важных аспекта пайки: прочность соединения и легкость пайки. Хотя с точки зрения прочности кажется, что чем больше перехлест, тем лучше, перехлест, превышающий удвоенную толщину более тонкого элемента (2t), не делает соединение прочнее.
На самом деле, увеличение нахлеста намного больше, чем на 2t, только усложняет вам прочное соединение по следующим причинам.
Во-первых, припой должен равномерно затекать в небольшой зазор между деталями по всей длине и окружности соединения. Одним из препятствий является то, что чем длиннее нахлест, тем дальше должен течь припой и тем больше у него возможностей улавливать газ, который создает пустоты в соединении. Достаточная подача флюса и достаточно высокий равномерный нагрев соединения способствуют затеканию припоя в соединение, но по мере увеличения перекрытия и увеличения диаметра это становится более трудным.
Рис. 4 4 На этой диаграмме показан общий состав припоя на основе меди и характеристики плавления. |
Во-вторых, припой начинает плавиться при более низкой температуре, чем температура, при которой припой становится полностью жидким. Эта температура называется температурой солидуса. Чуть выше этой температуры припой представляет собой смесь твердого вещества и жидкости. Он густой и вязкий, как замороженный напиток. В этом состоянии металл не может легко затекать в плотно прилегающее соединение. Представьте, что вы быстро потягиваете замороженный напиток через маленькую соломинку – это сложно!
По мере того, как присадочный металл нагревается больше, он становится более жидким, пока не достигнет температуры ликвидуса. При этой температуре присадочный металл полностью жидкий и легко затекает в крошечное пространство между деталями. Или, как в нашем примере, замороженный напиток теперь растаял и легко вытекает через маленькую соломинку. Температуры солидуса и ликвидуса для некоторых распространенных присадочных металлов показаны на рис. 4 .
4 .
Чтобы еще больше усложнить ситуацию, во время пайки небольшое количество основного металла меди растворяется в присадочном металле, а небольшое количество легирующих элементов в присадочном металле диффундирует в основной металл меди. Когда это происходит, химический состав присадочного металла изменяется. Это увеличивает температуру ликвидуса, и присадочный металл становится густым и вязким, даже если он горячий. Опять же, толстый, вязкий присадочный металл не может легко попасть в соединение.
К счастью, этот процесс диффузии-растворения протекает медленно по сравнению со временем, которое требуется металлическому припою для затекания в должным образом нагретое соединение. Однако, если соединение недостаточно нагрето перед введением припоя, припой сначала становится вязким и становится более густым по мере повторного нагрева соединения. Чем дольше соединение находится при температуре пайки, тем больше состав припоя становится похожим на саму медь. Это объясняет, почему может быть трудно добиться повторного расплавления соединения после того, как оно было спаяно.
Это объясняет, почему может быть трудно добиться повторного расплавления соединения после того, как оно было спаяно.
Однако распространение не так уж и плохо. Компрессоры реактивных двигателей, например, используются при температурах выше температуры плавления припоя, который скрепляет их. В этом приложении детали выдерживаются в печи при температуре диффузии так долго, что припой полностью растворяется в основном металле, и соединение практически исчезает, что позволяет двигателю оставаться вместе в эксплуатации.
Использование фитингов для пайки при пайке
Если чрезмерное наложение делает получение надежного паяного соединения излишне сложным, то почему в промышленности используются фитинги для пайки, которые имеют такое большое нахлест?
| Рисунок 5 В этой таблице показана глубина раструба для фитингов для пайки и пайки, а также экономия при использовании раструба глубиной 3/8 дюйма.  |
Ответ прост: юристы. Обычные медные и латунные фитинги предназначены для пайки, а не для пайки. Обычно они обеспечивают нахлест 10 т или более, что необходимо для обеспечения достаточной прочности, если соединение выполнено с помощью пайки (см. , рис. 5 ).
Поскольку производители фитингов слабо контролируют, где их фитинги будут использоваться или как они будут соединяться, наименее рискованным для них делом — здесь в дело вступают юристы — является изготовление всех фитингов, пригодных для пайки.
Фитинги для пайки можно паять, но глубина чашки может усложнить вам жизнь. Доступны фитинги с короткими чашками, предназначенные для пайки, и их легче паять, чем фитинги для пайки, но обычно они изготавливаются по специальному заказу с ограниченным распространением. Подрядчики, поставляющие вам эти фитинги, сталкиваются с теми же рисками ответственности, что и производители фитингов.
Аттестация процедур и пайки
Когда вы аттестуете Спецификацию процедуры пайки (BPS) в соответствии с разделом IX ASME, минимальное перекрытие, которое будет использоваться в производстве, должно быть использовано во время аттестации. Другими словами, если перекрытие, использованное на контрольном образце, составляло 1/4 дюйма, минимальное перекрытие, которое должно использоваться в производстве, составляет 1/4 дюйма. Вы также должны быть уверены, что производственное перекрытие как минимум в два раза превышает толщину образца. более тонкая часть для соединения (2t). Это обеспечивает достаточную прочность соединения для производственных соединений.
Другими словами, если перекрытие, использованное на контрольном образце, составляло 1/4 дюйма, минимальное перекрытие, которое должно использоваться в производстве, составляет 1/4 дюйма. Вы также должны быть уверены, что производственное перекрытие как минимум в два раза превышает толщину образца. более тонкая часть для соединения (2t). Это обеспечивает достаточную прочность соединения для производственных соединений.
Когда вы квалифицируете паяльника, он или она ограничивается перекрытием, которое было использовано на тестовом образце, плюс 25 процентов. Другими словами, если перекрытие испытательного образца составляло 1/2 дюйма, максимальное квалифицированное перекрытие составляет 5/8 дюйма. У вас нет минимального перекрытия, потому что, если вы можете правильно припаять глубокую раструб, вы также можете припаять более мелкое гнездо.
Облегчение жизни при пайке
Поскольку для достижения полной прочности паяного соединения требуется лишь небольшой перехлест (2 т), вам не нужна полная глубина фитинга для пайки. Большая глубина гнезда только усугубляет ваши страдания, когда вы делаете сустав. Что еще хуже, чем больше диаметр трубки, тем глубже раструб и тем сложнее сделать соединение.
Большая глубина гнезда только усугубляет ваши страдания, когда вы делаете сустав. Что еще хуже, чем больше диаметр трубки, тем глубже раструб и тем сложнее сделать соединение.
Чтобы облегчить себе жизнь, можно сделать несколько вещей, особенно с фитингами большего размера.
- Купить фитинги для пайки. Они не доступны в продаже.
- Отрежьте излишки в мастерской. Это работает, но это дорого.
- Обрежьте лишнюю чашку в поле. Это непомерно дорого и, вероятно, приведет к деформации фитингов.
- Вставьте трубу в трубку с коротким нахлестом. Хотя это работает, это трудно контролировать, потому что трубка может свободно входить и выходить из гнезда во время сборки.
- Деформируйте фитинг ближе к концу с помощью инструмента, подобного показанному на вводной фотографии. Этот инструмент ограничивает глубину введения до 3/8 дюйма и обеспечивает надежную остановку трубки, чтобы вы могли легко поддерживать правильную глубину введения.
Уолтер Дж. Сперко, ЧП, инженер-консультант, специализирующийся на технологиях сварки и пайки и имеющий опыт работы с трубопроводами. С ним можно связаться по адресу Sperko Engineering Services Inc., 4803 Archwood Drive, Greensboro, NC 27406–9795, 336–674–0600, факс 336–674–0202, [email protected], www.sperkoengineering.com.
Сперко, ЧП, инженер-консультант, специализирующийся на технологиях сварки и пайки и имеющий опыт работы с трубопроводами. С ним можно связаться по адресу Sperko Engineering Services Inc., 4803 Archwood Drive, Greensboro, NC 27406–9795, 336–674–0600, факс 336–674–0202, [email protected], www.sperkoengineering.com.
Примечание
1. Поскольку припой ползет при температуре окружающей среды, фитинги для пайки фактически рассчитаны на единичное напряжение 235 фунтов на квадратный дюйм и ограничены максимальным давлением при различных температурах в соответствии со стандартом ASME B16.22. В результате глубина раструба паянного соединения составляет 10 т и более.
Американское общество сварщиков, 550 N.W. LeJeune Road, Miami, FL 33126, 800–443–9353, www.aws.org.
ASME International, Three Park Ave., New York, NY 10016, 800–843–2763, www.asme.org.
Фил Гурриерри из Integrated Mechanical Services, Плимут Митинг, Пенсильвания, и Майк Лэнг, United Association Local 501, Аврора, Иллинойс, помогли подготовить тестовые образцы для информации в этой статье.
Инструменты, необходимые для пайки медных труб
При выполнении сантехнического проекта, включающего пайку медных труб, подготовка окупается. Чтобы помочь вам подготовиться, вот список инструментов, которые вам понадобятся при пайке медных труб.
Предупреждение
Пайка — это сложный процесс, который не подходит для домашних мастеров или новичков. Если вы хотите научиться паять, ищите обучение; в противном случае, если ваш проект требует пайки, рассмотрите возможность найма профессионала.
01 из 08
Факел
Ель / Кевин Норрис
Горелка, необходимая для пайки меди, может быть пропановой или MAPP (метилацетилен-пропадиен-пропан).
Газ MAPP поставляется в желтом баллоне, а пропан — в синем. Газ MAPP, обычно немного дороже, нагревается намного сильнее, чем пропан, поэтому быстрее нагревает трубу. С пропаном все в порядке, просто требуется больше времени, что может сыграть вам на руку, если вы новичок в пайке меди и работаете с трубой диаметром 3/4 или 1/2 дюйма. Выбор фонарика действительно зависит от вас.02 из 08
Припой
Ель / Кевин Норрис
Существует более одного типа припоя, поэтому обязательно купите припой для сантехники. Убедитесь, что припой подходит для пайки медных водопроводных труб и безопасен для питьевой воды.
03 08
Флюс
Ель / Кевин Норрис
Это кислота, которая заставляет припой затекать в соединения труб. Без хорошего флюса припой не будет течь должным образом, и, скорее всего, вы получите утечку. Вы можете паять с большинством флюсов, доступных в магазинах товаров для дома, но есть некоторые, которые вы можете предпочесть другим.
Если вы найдете тот, который вам подходит, придерживайтесь его, поскольку не все флюсы одинаковы.Еще раз убедитесь, что приобретаемый вами флюс безопасен для питьевой воды, если для этого предназначены трубы.
04 из 08
Ответная часть
Ель / Кевин Норрис
Боек используется для создания искры, от которой зажигается горелка. Некоторые резаки имеют встроенные автоматические бойки, поэтому в этом случае боек не нужен. Из соображений безопасности рекомендуется использовать для зажигания факела ударник, а не открытый огонь.
05 08
Резак для медных труб
Ель / Кевин Норрис
Использование труборезов для медных труб — это простой способ отрезать трубы необходимой длины. Фрезы оставляют красивую прямую кромку и помогают свести к минимуму заусенцы на кромке реза.
06 из 08
Наждачная ткань
Ель / Кевин Норрис
Убедиться, что труба и фитинги чистые, вероятно, одна из самых важных вещей, которую нужно сделать перед тем, как начать паять медную трубу.
Для очистки внешней поверхности медной трубы необходима хорошая наждачная бумага. Отшлифуйте оба конца трубы примерно на 1/2 дюйма за фитинг.07 из 08
Монтажная щетка
Ель / Кевин Норрис
Для очистки внутренней части медных фитингов используйте щетку для фитингов. Проволочные щетинки могут заполнить внутреннюю часть фитинга, чтобы обеспечить хороший контакт с трубой.
08 из 08
Предметы безопасности
Ель / Кевин Норрис
Пожарная тряпка, пульверизатор с водой и огнетушитель очень важно иметь под рукой при пайке медной трубы, чтобы ничего не загорелось.
- Противопожарная ткань: Огнезащитный барьер можно расположить позади всего, что вы паяете, чтобы окружающие области не загорелись.
- Вода: Распылитель с водой обязателен. Сначала смочите любую область, которую вы будете паять, а затем используйте ее в качестве резервной копии, если что-то начнет тлеть.
 Газ MAPP поставляется в желтом баллоне, а пропан — в синем. Газ MAPP, обычно немного дороже, нагревается намного сильнее, чем пропан, поэтому быстрее нагревает трубу. С пропаном все в порядке, просто требуется больше времени, что может сыграть вам на руку, если вы новичок в пайке меди и работаете с трубой диаметром 3/4 или 1/2 дюйма. Выбор фонарика действительно зависит от вас.
Газ MAPP поставляется в желтом баллоне, а пропан — в синем. Газ MAPP, обычно немного дороже, нагревается намного сильнее, чем пропан, поэтому быстрее нагревает трубу. С пропаном все в порядке, просто требуется больше времени, что может сыграть вам на руку, если вы новичок в пайке меди и работаете с трубой диаметром 3/4 или 1/2 дюйма. Выбор фонарика действительно зависит от вас. Если вы найдете тот, который вам подходит, придерживайтесь его, поскольку не все флюсы одинаковы.
Если вы найдете тот, который вам подходит, придерживайтесь его, поскольку не все флюсы одинаковы.