Паспорт 1в340ф30 – 1В340Ф30, токарно-револьверный станок с вертикальной головкой на крестовом суппорте с ОСУ повышенной точности – Документация по системам ЧПУ
alexxlab | 01.03.2020 | 0 | Разное
Станок токарно револьверный с чпу 1в340ф30
1В340Ф30 характеристики станка
Купить этот станок без посредников:

Технические характеристики:
Станки модели 1в340ф30 предназначены для выполнения разнообразных токарных работ в пределах установленной мощности, в основном, при обработке сложных деталей со ступенчатым и криволинейным профилем. Станок изготавливается в двух исполнениях: для обработки прутковых материалов диаметром до 40 мм и для обработки штучных заготовок диаметром до 200 мм.
Наибольший диаметр заготовки, устанавливаемой, мм: над станиной 400 Наибольший диаметр обрабатываемой заготовки, мм 200 Система ЧПУ НЦ-31; NС-200 Расстояние от торца шпинделя до револьверной головки, мм 226-530 Наибольшее поперечное перемещение револьверной головки, мм 110 Частота вращения шпинделя, об/мин 10-2500 Пределы подач револьверного суппорта, мм/мин: продольного 1-2500 поперечного 1-1250 Для станка с поворотным патроном: Высота зажимаемой детали, мм 15-75 Расстояние от оси поворота до торца детали, мм 100 Угол поворота детали за один рабочий ход, град 60.9 Мощность электродвигателя, кВт 15 Габаритные размеры, мм: длина 3850 ширина 1880 высота 1710 Масса, кг. 3 650mashinform.ru
Токарно-револьверный станок 1В340Ф30 с ЧПУ
Фирменная гарантияпо всей России 1 год
Европейскиестандарты производства
| Основные параметры станка | ||
| Обозначение системы ЧПУ | НЦ-31 | |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 400 | |
| Наибольший диаметр обрабатываемого прутка на переднем зажиме, мм | 50 | |
| Наибольший диаметр обрабатываемого прутка в зажимной и подающей трубе, мм | 40 | |
| Диаметр отверстия в шпинделе, мм | ||
| Наибольшая длина изделия устанавливаемого в центрах (РМЦ), мм | 120 | |
| Шпиндель | ||
| Мощность двигателя главного движения, кВт | 6 | |
| Количество рабочих скоростей шпинделя | 12 | |
| Пределы чисел оборотов шпинделя, об/мин | 45…2000 | |
| Частота вращения шпинделя в I диапазоне, об/мин | 45…1400 | |
| Частота вращения шпинделя во II диапазоне, об/мин | 63…2000 | |
| Пределы чисел оборотов шпинделя (обратное вращение), об/мин | 45…250 | |
| Конец шпинделя фланцевый по ГОСТ 12595-75 | 1-6Ц | |
| Наибольший крутящий момент на шпинделе не менее, Нм (кг*м) | 40 | |
| Подачи | ||
| Наибольшее перемещение револьверного суппорта: продольное (Z) / поперечное (X), мм | 310/ 110 | |
| Диапазон скоростей продольных и поперечных подач револьверного суппорта, мм/мин | 1..2500 | |
| Число подач револьверного суппорта | б/с | |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 10/ 5 | |
| Диапазон скоростей продольных и поперечных подач отрезного суппорта, мм/мин | 5..600 | |
| Число подач отрезного суппорта | б/с | |
| Скорость быстрых ходов отрезного суппорта, м/мин | 8 | |
| Количество позиций (инструментов) в револьверной головке | 8 | |
| Наибольшее усилие продольных/ поперечных подач, кгс | 600/ 300 | |
| Параметры системы ЧПУ | ||
| Обозначение системы ЧПУ | НЦ-31 | |
| Число координат | 2 | |
| Количество одновременно управляемых координат | 2 | |
| Дискретность задания координат в продольном/ поперечном направлении (дискретность задания по оси Z, X) | 0,001 | |
| Электрооборудование станка | ||
| Количество электродвигателей на станке, кВт | 6 | |
| Электродвигатель главного привода, кВт | 6 | |
| Электродвигатель продольных подач, кВт | 1,5 | |
| Электродвигатель поперечных подач, кВт | 1,5 | |
| Электродвигатель станции смазки, кВт | 0,37 | |
| Электродвигатель гидростанции, кВт | 2,2 | |
| Электродвигатель насоса охлаждения, кВт | 0,12 | |
| Электродвигатель инструментальной головки, кВт | ||
| Суммарная мощность электродвигателей, кВт | 11,69 | |
| Суммарная мощность станка, кВт | ||
| Габариты и масса станка | ||
| Габаритные размеры станка с ЧПУ (длина, ширина, высота), мм | 2840 1770 1670 | |
| Масса станка с ЧПУ, кг | 3600 |
Станок токарно-револьверный с вертикальной инструментальной головкой на крестовом суппорте предназначен для токарной обработки деталей с прямолинейным, ступенчатым и криволинейным профилем из прутка в автоматическом цикле и из штучных заготовок — в полуавтоматическом цикле в условиях серийного и мелкосерийного производств; на нем можно производить обточку, расточку, проточку канавок, подрезку торцов, сверление, зенкерование, развертывание, нарезку резьб плашками и метчиками, а также резцом по программе.
Восьмипозицнонная револьверная головка па крестовом суппорте в сочетании с однокоординатным поперечным гидрофицированным суппортом обеспечивает высокие технологические возможности станка, фиксируется с помощью зубчатых полумуфт и управляется гидравликой.
Продольное и поперечное перемещения осуществляются высокомоментными двигателями постоянного тока через шариковые винтовые пары. Станок оснащен оперативной системой управления типа «Электроника НЦ-31».
Станок изготавливается в двух исполнениях:
- для обработки прутковых материалов диаметром до 40 мм
- для обработки штучных заготовок диаметром до 200 мм.
Зажим и подача прутков, а также зажим штучных заготовок осуществляются гидравлическим механизмом зажима и подачи прутка.
В станке реализована возможность быстрой переналадки с пруткового исполнения для обработки прутковых материалов и в патроне для обработки штучных заготовок, что значительно расширяет его технические возможности.
Зажим и подача прутков, а также зажим штучных заготовок производятся гидравлическим механизмом зажима и подачи прутка.
Наибольшее допускаемое колебание диаметра прутка ±1 мм, штучных заготовок ±3 мм.
Станок обеспечивает точность обработки изделий по 8 квалитету с шероховатостью поверхностей Ra 2,5 мкм. Основные преимущества станка:
- конструкция восьмипозиционной револьверной головки обеспечивает высокую жесткость (фиксация головки на плоские зубчатые колеса) и высокое быстродействие;
- наличие гидравлического отрезного суппорта позволяет совмещать операцию отрезки или прорезки канавок с другими операциями при обработке детали;
- обработка деталей из прутка в автоматическом цикле;
- широкий диапазон нарезаемых резьб, включая многозаходные;
- крестовый суппорт с вертикальной
i-perf.ru
Технологический процесс капитального ремонта токарно-револьверного станка 1В340Ф30
Ознакомившись с назначением рукояток управления по схеме, следует проверить от руки работу всех механизмов станка. Выполнить все указания, связанные с подготовкой станка к пуску, изложенные в разделе « Смазка станка», а также в резервуар правой ножки залить охлаждающую жидкость.
В соответствии с разделом «Электрооборудование» подсоединить станок к цепи заземления и, проверив соответствие напряжения сети и электрооборудования станка, подключить к электросети.
Подключить станок к магистрали сжатого воздуха согласно указания раздела «Пневмооборудование».
Следует учесть, что из-за наличия блокировочных устройств станок не может быть включен:
– при открытой дверце электрошкафа управления ;
– при открытом кожухе сменных шестерен;
– при открытом кожухе ограждения патрона.
После подключения к сети станок включить на минимальную частоту вращения шпинделя и проверить на холостом ходу работу всех механизмов станка и масляных насосов.
Убедившись в том, что все механизмы станка работают нормально, приступить к настройке станка для работ.
В течение первых 50-60 ч. для приработке станка работать с нагрузкой только на средней частоте вращения, особое внимание уделяя контролю функционирования системы смазки.
Проверка станка на точность (ДП 2-36 01 03 31 62-05 2109 06)
1. Взаимная параллельность направлений перемещений и эквидистантность траекторий перемещения.
Проведение измерения
Измерительный прибор 1 устанавливают на одном из проверяемых рабочих органов 2, так чтобы его измерительный наконечник касался перпендикулярно поверхности упора (детали) 3 на втором рабочем органе.
Поверхность упора детали должна быть параллельна направлению перемещения. Оба рабочих органа перемещают в одном направлении на заданную длину L.
2. Параллельность плоскости и оси.
Поведение измерения
Поверочную линейку 1 устанавливают на проверяемой плоскости (2) вдоль проверяемой оси непосредственно.
Контрольную оправку 3 устанавливают вдоль оси, относительно которой проводится измерение, в центрах или на центрирующей поверхности рабочего органа. Измерительный прибор 4 устанавливают на поверочную линейку так, чтобы его измерительный наконечник касался рабочей поверхности контрольной оправки поочередно в сечениях 1 и 2; расположенных на заданном расстоянии L друг от друга.
3. Радиальное биение поверхности
Проведение измерения
В проверяемое отверстие рабочего органа 3 устанавливают контрольную оправку 1. Измерительный прибор 2 устанавливают на неподвижной части станка так, чтобы его измерительный наконечник касался образующей контрольной оправки и был перпендикулярен ее оси. Рабочий орган приведет во вращение со скоростью, позволяющей регулировать показание измерительного прибора
4. Торцовое биение
Проведение измерения
Измерительный прибор 1 устанавливают вне проверяемого рабочего органа 2 на неподвижной части станка так, чтобы его измерительный наконечник касался проверяемой поверхности и был перпендикулярен к ней. Измерительный наконечник должен отстоять от оси вращения на заданное расстояние. Которое должно быть установлено в стандартах на нормы точности для станков конкретных типов.
3.3 Техническое обслуживание и смазка оборудования
Механизмы станка должны быть всегда хорошо смазаны, поэтому обслуживающий персонал обязан помнить, что своевременная и достаточная смазка механизмов обеспечивает надежную работу и увеличивает долговечность станка.
Масла, заливаемые в емкости станка, должны быть рекомендуемых марок, тщательно очищены и отфильтрованы от посторонних частиц с абсолютным размером фильтрации не грубее: 25 мкм.
Схема расположения смазываемых и смазочных устройств показана на рисунке . Перечень системы смазки и точек смазки приведены в таблице .
В станке применена централизованная и автономная система смазки.
Станция смазки предназначена для смазки элементов коробки скоростей. Она представляет собой сварной бак на 15л и расположенную на нем аппаратуру. Масло, необходимое для смазки и охлаждения дисков электромагнитных муфт, подводится через отверстия индивидуально к каждой муфте, смазка также производится разбрызгиванием и наличием масла в корпусе коробки скоростей.
Смазка опор шпинделя осуществляется от системы гидропривода с использование фильтра тонкошерстного блока. Смазка вместимостью капельная и регулируется винтами.
Смазка револьверного суппорта осуществляется от золотника предварительной фиксации револьверной головки.
Перед пуском станка (после притирки) необходимо: заполнить резервуары гидростанции и станции смазки соответственно маслами Т22 ГОСТ 9932-74(100л), И-30А ГОСТ 20799-75(28л) до уровня верхних рисок маслоуказателей.
Контроль за подачей масла и его уровнем осуществляется с помощью маслоуказателей. Сразу после пуска станка масло должно показаться в маслоуказателе.
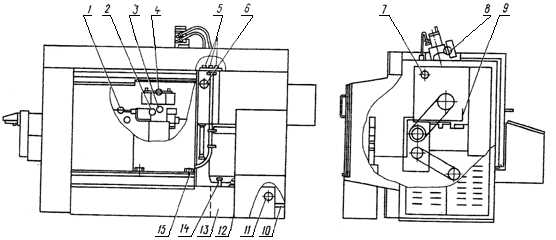
Рисунок 12– Схема расположения смазываемых и смазочных устройств
Контроль за подачей масла и его уровнем осуществляется при помощи маслоуказателем 1,7,11.
Таблица 11 –Перечень элементов системы смазки и точек смазки
4. ОХРАНА ТРУДА
4.1 Требования безопасности к производственному оборудованию и рабочим местам
В соответствии с ГОСТ 12.2.009 “Обеспечение безопасности работы оборудования ”, для обеспечения работы в безопасном режиме на токарно-карусельном станке необходимо выполнять требования по обеспечению обслуживания станка, соблюдать общие правила и нормы безопасной работы.
При работе на токарных станках из-за несоблюдения правил безопасности могут произойти несчастные случаи вследствие ранения стружкой, при прикосновении к вращающимся патроном, планшайбам и зажимным приспособлениям на них, а также к обрабатываемым деталям.
В процессе резания образуется сливная или отлетающая стружка. Форма образующейся стружки зависит от марки стали, геометрии режущего инструмента, режимов резания и других факторов. При точении металлов на большой скорости возможно образование сливной или отлетающей стружки представляет особую опасность.
Большое значения для безопасной работы токаря имеет установка режущего инструмента. Устанавливать инструмент можно только в исправном суппорте с применением подкладок разной толщины, длины и ширины.
Во избежание поломок резец зажимают с минимально возможным вылетом. Подводят резец к обрабатываемой детали медленно и осторожно. Наличие на рабочих местах, в проходах и проездах металлической стружки может привести к тяжелым ранением рук и ног. Поэтому стружка должна направляться от режущего инструмента в корыто станка, а затем убираться с рабочего места и вывозиться из цеха.
Во время работы станка производить с него уборку стружки не допускается. Намотавшаяся стружка удаляется с инструмента, патрона или планшайбы, а также с обрабатываемой детали только после полного останова станка. Для дробления стружки и ее безопасного удаления из рабочей зоны применяют специальные резцы, обеспечивающие стружколомание и стружкозавивание, а также специальные стружкоотводчики.
Деталь следует надежно закреплять в кулачковом патроне или на планшайбе. Недопустимо, чтобы после закрепления детали кулачки выступали из патрона или планшайбы за пределы их наружного диаметра. Если же кулачки выступают, следует заменить патрон или установить специальное ограждение. При установке патрона или планшайбы на шпиндель рекомендуется подкладывать под них на станок деревянные подставки с выемкой по форме патрона. Устанавливать тяжелые патроны и планшайбы на станок и снимать их со станка надо при помощи подъемного устройства и специального захватного приспособления. Не разрешается свинчивать патрон резким торможением шпинделя.
В кулачковом патроне можно закреплять только короткие, длиной не более двух диаметров, уравновешенные детали. При установке более длинных деталей для подпора следует пользоваться задней бабкой.
Для проверки
mirznanii.com
Станок 1В340Ф30 токарно-револьверный с оперативной системой управления повышенной точности / Каталог токарных станков / Stanok-online.ru
Бердичевский станкостроительный завод \”Комсомолец\”
Станок 1В340Ф30 предназначен для токарной обработки деталей с прямолинейным, ступенчатым и криволинейным профилем из прутка в автоматическом цикле и из штучных заготовок в полуавтоматическом цикле в условиях серийного и мелкосерийного производств; на нем можно производить обточку, расточку, проточку канавок, подрезку торцов, сверление, зенкерование, развертывание, нарезку резьб плашками и метчиками, а также резцом по программе. Восьмипозиционная револьверная головка па крестовом суппорте в сочетании с однокоординатным поперечным гидрофицированным суппортом обеспечивает высокие технологические возможности станка, фиксируется с помощью зубчатых полумуфт и управляется гидравликой.
Продольное и поперечное перемещения осуществляются высокомоментными двигателями постоянного тока через шариковые винтовые пары. Станок оснащен оперативной системой управления типа \”Электроника НЦ-31\”. В станке реализована возможность быстрой переналадки с пруткового исполнения для обработки прутковых материалов диаметром до 40 мм в патроне для обработки штучных заготовок диаметром до 200 мм, что значительно расширяет его технические возможности. Зажим и подача прутков, а также зажим штучных заготовок производятся гидравлическим механизмом зажима и подачи прутка. Наибольшее допускаемое колебание диаметра прутка ±1 мм, штучных заготовок ±3 мм. Станок обеспечивает точность обработки изделий по 8 квалитету с шероховатостью поверхностей 2,5 мкм.
Основные преимущества станка:
– конструкция восьмипозиционной револьверной головки обеспечивает высокую жесткость (фиксация головки на плоские зубчатые колеса) и высокое быстродействие;
– наличие гидравлического отрезного суппорта позволяет совмещать операцию отрезки или прорезки канавок с другими операциями при обработке детали;
– обработка деталей из прутка в автоматическом цикле;
– широкий диапазон нарезаемых резьб, включая многозаходные;
– крестовый суппорт с вертикальной осью револьверной головки позволяет производить все виды токарной обработки малым числом инструмента;
– наличие оперативной системы управления дает возможность рабочему на рабочем месте в ходе обработки первой детали при помощи средств ручного управления и, используя элементы автоматического управления, формировать управляющую программу, позволяющую следующую деталь обрабатывать в автоматическом цикле;
– значительно сокращается время на составление и отладку управляющей программы по сравнению с имеющимися станками с ЧПУ;
stanok-online.ru
1В340Ф30. Токарно-револьверный станок повышенной точности [DJVU TXT]
Руководство по эксплуатации. Московский станкозавод “Красный пролетарий”, 1987. — 47 с. Приведены технические характеристики, состав, устройство и работа станка и его составных частей, указания по эксплуатации, особенности разборки и сборки при ремонте. Станки оснащены устройствами ЧПУ 2Р22 или “Электроника НЦ-31”.
- 3,59 МБ
- дата добавления неизвестна
- изменен
Учебное пособие для вузов. — 5-е изд., стереотип. – М.: Альянс, 2007. – 256 с. Учебное пособие содержит методический и справочный материал для выполнения курсовых проектов и предназначается для студентов машиностроительных специальностей вузов, а также для инженерно-технических работников машиностроительных предприятий. Перепечатка с четвертого издания 1983 г.
- 6,89 МБ
- дата добавления неизвестна
- изменен
Технические характеристики для нескольких сотен станков. Удобный поиск помогает быстро найти нужный станок. Все станки распределены на 48 групп: токарные, фрезерные, шлифовальные, обрабатывающие центры, сверлильные, зубострогальные, электроэрозионные и т.д.
- 8,84 МБ
- дата добавления неизвестна
- изменен
Каталог с описанием металлорежущих станков, изготовленных в России и СССР. Файлы названы по названию станков. Каждый документ представляет из себя паспорт станка (паспортные данные) – описание станка, компоновку, габаритные размеры, его технические характеристики.
- 94,06 МБ
- дата добавления неизвестна
www.twirpx.com
Характеристики:
Наибольший диаметр изделия, устанавливаемого над станиной, мм | 400 |
Наибольший диаметр обрабатываемой заготовки, мм | 200 |
Система ЧПУ | НЦ-31; NС-200 |
Расстояние от торца шпинделя до револьверной головки, мм | 226-530 |
Наибольшее поперечное перемещение револьверной головки, мм | 110 |
Частота вращения шпинделя, об/мин | 10-2500 |
Пределы подач револьверного суппорта, мм/мин: продольного | 1-2500 |
Пределы подач револьверного суппорта, мм/мин: поперечного | 1-1250 |
Для станка с поворотным патроном: Высота зажимаемой детали, мм | 15-75 |
Для станка с поворотным патроном: Расстояние от оси поворота до торца детали, мм | 100 |
Для станка с поворотным патроном: Угол поворота детали за один рабочий ход, град | 60,9 |
Мощность электродвигателя, кВт | 15 |
Габариты станка, мм | 3850*1880*1710 |
Масса станка, кг | 3650 |
Станок токарный патронно-центровой с чпу повышенной точности ит42с
Станок токарный патронно-центровой с ЧПУ повышенной точности ИТ42 предназначен для высокопроизводительной и точной токарной обработки с нарезанием наружной и внутренней резьбы различных деталей типа «фланец» и «валик», в том числе с контурными поверхностями типа «шаровой палец» и других. Цикл работы станка — полуавтоматический. Способ крепления детали — в механизированном клиновом патроне или центрах. Привод зажима от вращающегося пневмоцилиндра. установленного на конце шпинделя. Привод главного движения от электродвигателя постоянного тока, двухступенчатого редуктора и ременной передачи. Переключение зубчатых колес в редукторе от пневмоципиндра. Привод револьверной головки — электромеханический. Привод подач включает в себя высокомоментные электродвигатели постоянного тока, зубчатые ременные передачи, вращающиеся датчики контроля пройденного пути, передачи «винт-гайка качения». Станок оснащен автоматической централизованной дозированной системой смазки направляющих суппорта и приводов подач. Станок ИТ42. С устройством ЧПУ «Маяк-400», «Маяк-500».
Характеристики:
Двигатель главного движения | асинхронный |
Двигатель подач | SIEMENS |
Привод подач | SIEMENS |
Привод главного движения | HITACHI (KEB) |
Наибольший диаметр заготовки над суппортом, мм | 125 |
Наибольшая длина заготовки, мм | 400 |
Количество позиций инструмента револьверной головки | 8 |
Наибольшее сечение резца, мм | 20*20 |
Частота вращения шпинделя, об ./мин. | 20-3000 |
Мощность главного двигателя (помин.). КВт | 5,5 (11) |
Наибольшее перемещение поперечной каретки, мм | 173 |
Пределы быстрых перемещений суппорта, мм/мин. в продольном направлении | 15000 |
Пределы быстрых перемещений суппорта, мм/мин. в поперечном направлении | 7500 |
Пределы шагов нарезаемых резьб, мм | 0,2-40 |
Постоянство размеров при обработке партии деталей, мкм по диаметру | 20 |
Постоянство размеров при обработке партии деталей, мкм по длине | 30 |
Габаритные размеры станка, мм | 2080 x 1120 x 1700 |
Масса, кг | 1600 |
7 495 240 83 64
8 800 700 07 45
109202 Москва, 1-я Фрезерная д.2/1, стр.2
<div><img src=”//mc.yandex.ru/watch/18244897?ut=noindex” style=”position:absolute; left:-9999px;” alt=”” /></div>
studfiles.net
Аннотация
В данной работе мы рассмотрели и провели анализ станков используемых для изготовления детали «Цанга». Подробно был рассмотрен токарно-револьверный станок с ЧПУ модели 1В340Ф30 и проведена модернизация его ПГД с целью улучшения технических характеристик. В станке мы изменили вид двигателя (использовали двигатель постоянного тока типа 4ПФ), число зубьев зубчатых колёс.
В станке мы произвели расширение диапазона регулирования с постоянной мощностью и полный диапазон регулирования на шпинделе;
В результате мы получили модернизированный ПГД с большим диапазоном регулирования частоты вращения шпинделя, с максимальной частотой вращения шпинделя nmax=2800 мин-1, тогда как у базовой модели nmax=2000 мин-1.
Оглавление
Аннотация 3
Введение 5
Характеристика стали 65Г 7
1. Разработка проектного варианта технологического процесса. 8
2. Назначения, устройства и технические характеристики станков 10
2.1. Характеристика станка модели 82АС400 10
2.2. Характеристика станка модели 1В340Ф30 11
2.3. Характеристика станка модели 6Р82 12
2.4. Характеристика станка модели 3М151 13
2.5. Характеристика станка модели 3К227В 14
3. Анализ структуры ПГД токарно-револьверного станка с ЧПУ мод. 1В340Ф30 15
4. Модернизация ПГД токарно-револьверного станка модели 1В340Ф30 23
4 .1. Анализ недостатков ПГД базовой модели станка 1В340Ф30 и определение цели модернизации 23
4.2. Корректировка диапазона регулирования ЧВШ модернизированного ПГД 29
4.3. Выбор современного электродвигателя ПГД 30
4.4 Расчет структуры модернизируемого ПГД 32
4. Расчет на прочность элементов модернизированного привода 37
4.1. Расчет крутящих моментов по валам ПГД 37
4.2. Проверочный расчет зубчатых передач. 38
4.3. Проектирование ременной передачи 41
4.4. Расчет валов и выбор подшипников качения 53
Заключение 56
Список используемой литературы 57
Введение
Современные металлорежущие станки – это высокоразвитые машины, включающие большое число механизмов и использующие механические, электрические, электронные, гидравлические, пневматические и другие методы осуществления движения и управления циклом.
Высокую производительность процесса обработки современные станки обеспечивают за счёт быстроходности мощности и широкой автоматизации. Всё большее развитие получают станки по данному управлению.
В данной работе рассматриваем и модернизируем токарно-винторезный станок с ЧПУ модели 1В340Ф30. Данный станок предназначен для токарной обработки деталей типа тел вращения по программе, вводимой вручную или записанной на жёстком диске. На этом станке можно выполнять обработку деталей со ступенчатым и криволинейным профилем, в том числе и нарезание резьб. Детали, обрабатываемые на данном станке, изготавливают из легированной, износостойкой, жаропрочной и жаростойкой сталей, поэтому станок должен обладать высокой жесткостью. Широкий диапазон частот вращения шпинделя и скоростей подач с бесступенчатым регулированием позволяет обрабатывать детали из чугуна, стали, алюминия и других металлов и сплавов. Программное управление станка позволяет обрабатывать детали очень сложного профиля с большим количеством переходов в автоматическом режиме, что является экономически выгодно для серийного, мелкосерийного и единичного производства.
Современные станки имеют, как правило, оригинальную компоновку, позволяющую повысить их жесткость, улучшить защиту направляющих и винтовых передач, обеспечить свободный отвод стружки и удаление её из рабочей зоны, применять загрузочное устройство любых типов, обеспечить свободный допуск к инструменту и приспособлениям, повысить безопасность работы.
studfiles.net
Токарно-револьверный станок 1В340Ф30 с вертикальной головкой на крестовом суппорте
Продажа токарно-револьверных станков 1В340Ф30 со склада (СПб, Москва, Челябинск, Ростов-на-Дону) от производителя, производство на заводах-изготовителях и поставки
Прайс-листы с ценами на токарные станки 1В340Ф30 запрашивайте в отделе станочного оборудования.

Токарный станок 1В340Ф30 с вертикальной головкой на крестовом суппорте с ОСУ повышенной точности предназначен для выполнения разнообразных токарных работ в пределах установленной мощности, в основном, при обработке сложных деталей со ступенчатым и криволинейным профилем.
Нарезание резьб производится резцом, метчиком или плашкой, возможно совмещение обработки инструментом, установленным в отрезном и крестовом суппортах. Станок изготавливается в двух исполнениях: для обработки прутковых материалов диаметром до 40 мм и для обработки штучных заготовок диаметром до 200 мм.
Устройство токарно-револьверного станка 1В340Ф30
Токарно-револьверный станок 1В340Ф30 смонтирован на жесткой литой чугунной станине с закаленными призматическими направляющими. Крестовый суппорт с восьмипозиционной револьверной головкой обеспечивает высокие технологические возможности станка. Жесткость и точность положения инструмента обеспечивается зажимом револьверной головки на высокоточные зубчатые полумуфты. Привод главного движения, состоящий из двигателя постоянного тока и ременной передачи на шкив шпинделя, одновременно служащий цилиндром зажима, позволяет вести высокоэффективную обработку на современных режимах.
Применение в приводах подачи высокомоментных двигателей постоянного тока и шариковых винтовых пар в комплекте с фотоимпульсными датчиками обратной связи обеспечивает высокую точность обработки. Для выгрузки из рабочей зоны готовых деталей из пруткового материала установлено разгрузочное устройство. Для поддержания прутка длиной более 1000 мм предусмотрена защитная труба с двумя стойками. Токарно-револьверный станок 1В340Ф30 комплектуется транспортером для уборки стружки.
Особенности конструкции
Токарно-револьверный станок 1В340Ф30 имеет автоматический гидрофицированный механизм зажима круглых (25-40 мм) и шестигранных (S=19-32) прутков в цанговом патроне, а также штучных заготовок (до 200 мм) в трехкулачковом патроне. – привод вращения шпинделя: электродвигатель постоянного тока мощностью 15 КВт. – привода подач: высокомоментные электродвигатели постоянного тока в комплекте с шариковыми винтовыми парами – выгрузка деталей из рабочей зоны при обработке прутка осуществляется разгрузочным устройством. – прутки длиной до 3000 мм устанавливаются в защитную трубу с двумя стойками.
Технические характеристики токарно-револьверного станка 1В340Ф30
|
Наибольший диаметр заготовки, устанавливаемой, мм: |
|
|
над станиной |
400 |
|
Наибольший диаметр обрабатываемой заготовки, мм |
200 |
|
Система ЧПУ |
НЦ-31; NС-200 |
|
Расстояние от торца шпинделя до револьверной головки, мм |
226-530 |
|
Наибольшее поперечное перемещение револьверной головки, мм |
110 |
|
Частота вращения шпинделя, об/мин |
10-2500 |
|
Пределы подач револьверного суппорта, мм/мин: |
|
|
продольного |
1-2500 |
|
поперечного |
1-1250 |
|
Для станка с поворотным патроном: |
|
|
Высота зажимаемой детали, мм |
15-75 |
|
Расстояние от оси поворота до торца детали, мм |
100 |
|
Угол поворота детали за один рабочий ход, град |
60.9 |
|
Мощность электродвигателя, кВт |
15 |
|
Габаритные размеры, мм: |
|
|
длина |
3850 |
|
ширина |
1880 |
|
высота |
1710 |
|
Масса, кг. |
3 650 |
kpsk.ru