Паспорт гильотинных ножниц: Н3118 Ножницы гильотинные для листового металлаСхемы, описание, характеристики
alexxlab | 08.08.2021 | 0 | Разное
Н3118 Ножницы гильотинные для листового металлаСхемы, описание, характеристики
Сведения о производителе гильотинных ножниц Н3118
Изготовителем ножниц Н3118 является Львовский завод алмазного инструмента.
Н3118 Ножницы гильотинные для обработки листового металла. Назначение и область применения
Машина Н3118 выпускалась по ГОСТ 6282-64 с 1971 года Львовским заводом алмазного инструмента.
Ножницы кривошипные гильотинные Н3118 с наклонным ножом предназначены для прямой, продольной и поперечной резки листового металла с пределом прочности (временное сопротивление) σ BP = 500 МПа (50 кг/мм2). Поперечная резка листа толщиной до 6,3 мм и шириной до 2000 мм производится за один ход ножа. Продольная резка — при длине листа более 2000 мм — производится рядом повторных резов при продвижении листа вдоль линии реза.
Поперечная резка листа толщиной 6,3 мм и шириной 2000 мм производится за один ход ножа; продольная — при длине реза более 2000 мм производится рядом повторных резов при продвижении листа вдоль линии реза.
Ножницы могут быть использованы в любой отрасли промышленности.
Основные параметры машины Н3118:
- Наибольшие размеры разрезаемого металла – 6,3 х 2000 мм
- Предел прочности (временное сопротивление) металла σ BP, не более – 500 МПа (50 кг/мм2)
- Максимальное усилие реза – 200 кН (20 тс)
- Частота ходов ножа, не менее – 55 мин-1
- Ход ножа – 80 мм
- Угол наклона подвижного ножа – 1°30′
- Мощность привода – 7,5 кВт
- Вес машины полный – 5,1 т
Особенности конструкции гильотинных ножниц Н 3118
Станина ножниц сварная, состоит из двух стоек, связанных между собой уголками. В передней части станины смонтирован стол, который может перемещаться для регулирования зазора между ножами.
Привод ножниц от индивидуального электродвигателя через клиноременную и одноступенчатую зубчатую передачи.
Муфта включения ножниц с двумя поворотными шпонками, тормоз ленточный, периодического действия. Периодичность торможения достигается за счет эксцентричного расположения шкива по отношению к оси коленчатого вала. Это торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Ножевая балка уравновешена пружинным уравновешивателем. Усилие на ножевую балку от коленчатого вала передается двумя шатунами.
Прижимная балка прижимает разрезаемый материал к столу ножниц собственным весом и пружинами. Движение прижимной балки согласовано с движением ножевой балки.
Ножницы могут работать на одиночных и автоматических ходах.
Управление кнопочное с пульта и от ножной педали.
Смазка основных узлов централизованная.
Для безопасной работы на ножницах предусмотрена защитная решетка.
ВНИМАНИЕ! При резке полос шириной менее 12 мм возможно заклинивание полосы между линейкой заднего упора и ножами в связи с не деформацией.
Общий вид гильотинных ножниц Н3118
Общий вид гильотинных ножниц Н3118
Посадочные и присоединительные базы ножниц Н3118
Посадочные и присоединительные базы ножниц Н3118
Фото гильотинных ножниц с наклонным ножом Н3118
Фото ножниц Н3118
Фото ножниц Н3118
Фото ножниц Н3118
Кинематическая схема ножниц Н3118
Кинематическая схема ножниц Н3118
Расположение органов управления гильотинными ножницами Н3118
Пульт управления ножницами Н3118
Перечень органов управления на пульте управления ножницами Н3118
- Переключатель режима (ПP) “Одиночный ход” – “Автоматический ход”
- Переключатель режима (ПУ) “Управления педалью” – “Управление кнопками”
- Кнопка «Одиночный ход»
- Пуск двигателя
- Выключатель цепи управления
- Кнопка «Общий стоп”
- Кнопка «Стоп” автоматических ходов
Конструкция гильотинных ножниц Н3118
Ножницы состоят из станины, ножевой и прижимной балок, привода, валов приводных, муфты включения, заднего упора, уравновешивателя, тормозов, ограждения, системы электрооборудования и смазки, решетки защитной.
Станина (рис. 10)
Станина является базовым узлом, на котором крепятся все остальные узлы ножниц. Станина представляет собой сварную конструкцию, состоящую из двух стоек 1 и 3, связанных между собой уголками 2.
На стойки опирается стол 4, к которому винтами крепятся нижние ножи 5.
Для регулировки зазора между ножами стола и ножевой балки стол можно перемещать болтами 13, предварительно отпустив болты И и 12, которые после регулировки требуется снова затянуть.
Установка ножа по высоте при переточках производится подгонкой прокладок 6.
На столе имеются удлинители 7, с Т-образными пазами для крепления упоров.
На левом крае стола имеется зафиксированный штифтами удлинитель 8, в Т-образном пазу которого крепится упор 9 поперечной резки, для осуществления продольной резки этот упор снимается.
Станина имеет направляющие, к которым крепятся текстолитовые накладки 10, по которым перемещается ножевая балка.
Привод, приводной и коленчатый валы гильотинных ножниц Н3118 (рис.
 11 и 12)
11 и 12)Привод гильотинных ножниц Н3118
Приводной и коленчатый валы гильотинных ножниц Н3118
Привод ножниц осуществляется от электродвигателя 1 через клиноременную передачу на маховик 4 через зубчатые колеса 5 и 6 на коленчатый вал 7.
Электродвигатель крепится к подмоторной плите 2, шарнирно укрепленной на станине. Регулировка натяжения ремня осуществляется гайками 3.
Муфта включения гильотинных ножниц Н3118 (рис.13)
Муфта включения гильотинных ножниц Н3118
На левом конце коленчатого вала в ступице зубчатого колеса установлена шпоночная муфта включения.
Втулки 1, 2 и 3 неподвижно посажены в ступице зубчатого колеса. Остальные детали соединены с коленвалом. Поворотные (рабочая и запорная) шпонки муфты включения включаются пружинами 6 и, поворачиваясь, захватываются полукруглыми пазами втулки 2. Втулки 8 и 9, имеющие полукруглые пазы, дополняют гнезда для круглых концов шпонки.
Правый конец рабочей шпонки снабжен легкоотъемным хвостовиком 4, который, ударяясь об палец 2 (рис. 17), отключает шпонки, соединенные между собой рычагами 5.
При включении и выключении шпонок угол поворота их ограничивается пазом ведущей втулки 7.
Балка ножевая и прижим (рис. 14)
Ножевая балка предоставляет собой сварную конструкцию Г-образной формы, усиленную ребрами 5.
К ножевой балке винтами крепятся ножи 6 и задний упор (см, рис. 15).
Усилие на ножевую балку от коленчатого вала передается посредством двух шатунов 7.
В верхнем положении балка после подъема удерживается пружинами, при ремонте фиксируется в верхнем положении штырем, вставленным в отверстие Ø20 ножевой балки и станины с левой стороны.
Во время работы ножниц разрезаемый лист прижимается к столу ножниц прижимной балкой 1, связанной выступами 2 с выступами ножевой балки, благодаря чему прижим осуществляется автоматически и согласованно с движением ножевой балки.
Усилие нажатия прижима регулируется пружинами 3, вмонтированными в стаканы на прижимной балке. В нижней части прижимной балки приварена предохранительная сетка 4.
Задний упор (рис.15)
Задний упор устанавливается с тыльной стороны ножевой балки и служит упором для листа при поперечной резке.
Задний упор состоит из 2-х цилиндрических реек 1, перемещающихся вручную маховиками 2, сидящими на валах 3 шестерен, находящихся в зацеплении с рейками.
Перемещая рейки, устанавливают упорную линию на необходимое расстояние от кромки ножа, чем достигается мерная резка листа с помощью заднего упора.
При положении упорной линейки, как указано на рис. 15, задний упор позволяет отрезать лист длиной до 480 мм.
Для реза заготовок длиной до 900 мм необходимо упорную линейку переставить и закрепить в дополнительных отверстиях М16 расположенных на рейках.
Тормоз (рис. 16)
На правом конце коленчатого вала насажен тормоз периодического действия. Периодичность торможения достигается за счет эксцентричного расположения шкива 2 по отношению к оси коленчатого вала 1. Это торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Периодичность торможения достигается за счет эксцентричного расположения шкива 2 по отношению к оси коленчатого вала 1. Это торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Электромагнитное управление (рис. 17)
Если оператор не отпустит кнопку или педаль в режиме «одиночный ход», блокировка магнитного пускателя 2К по цепи 102—117 (см. электросхему) размыкает эту цепь. Экран бесконтактного конечного выключателя отключает реле 1РП. которое по цепи 29—33 отключает пускатель 2К.
которое по цепи 29—33 отключает пускатель 2К.
Для повторения рабочего хода кнопку или педаль следует отпустить. Для осуществления автоматических ходов переключатель ПР ставится в положение «автоматический ход», а переключатель ПУ ставится в положение «кнопки». Нажатием на пульте кнопки 4КУ пускатель 2К ставится на самопитание к включается электромагнит. Машина работает в режиме «автоматический ход».
Останов производится кнопкой ЗКУ.
Ограждение ножниц (рис.18)
Ограждение ножниц выполнено из листовой стали толщиной 1,6 мм.
Ограждение состоит из 3-х кожухов, из которых один закрывает шкивы клиноременной передачи, второй — шестерни привода и третий — тормоз ножниц.
Крепление кожухов к станине осуществляется при помощи болтов М8.
Смазка гильотинных ножниц Н3118
Основные трущиеся поверхности смазываются от ручной насосной станции через питатели (см. руководство по монтажу и эксплуатации насоса).
Шестерни привода и подшипники смазываются путем закладывания смазки соответственно на зубья шестерни и а стаканы подшипников.
В процессе работы ножницы нужно смазывать так, чтобы смазка выступала с боковых мест расположения подшипников Выступающую из зазоров смазку нужно вытирать.
Необходимо периодически проверить состояние масленок и маслопроводяших отверстий в деталях и обязательно их прочищать.
Не реже одного раза в три месяца смазочные отверстия промывать чистым керосином.
Настройка ножниц и режим работы гильотинных ножниц Н3118
Настройка ножниц для резки полос заданной ширины производится перемещением заднего упора.
Расстояние заднего упора от режущей кромки нижнего ножа определяется но шкале линеек, укрепленных на штангах заднего упора.
Электросхема предусматривает возможность работы машины в режимах «Одиночный ход». «Автоматический ход» и «Ручной проворот».
Резка листов максимальной толщины и ширины, указанных в паспорте ножниц, недопустима на автоматических ходах, так как мощность установленного электродвигателя рассчитана на использование 50% хода.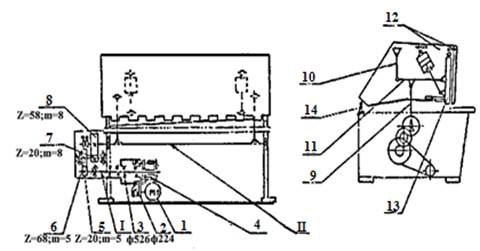
Регулировка гильотинных ножниц Н3118
В процессе эксплуатации ножниц регулировке и наладке могут подвергаться тормоз, муфта включения, ножевая балка, прижим и зазор между ножами.
Работу тормоза необходимо периодически контролировать, регулируя натяжение пружины, и не допускать загрязнения шкива тормоза.
Периодически следует проверять состояние поворотной шпонки муфты включения.
Зазоры в направляющих ножевой балки и прижима необходимо регулярно проверять в соответствии с нормами точности.
Регулировка прижима сводится к тому, чтобы путем поджатия пружин разрезаемый лист во время реза был достаточно прижат к столу.
Регулировка зазора между ножами
При резке листов зазоры между ножами должны быть установлены в пределах 1/20 — 1/30 толщины разрезаемого листа.
Прямолинейность линии разреза зависит от правильности регулировки зазора.
Регулировка зазора между ножами производится передвижением стола (см.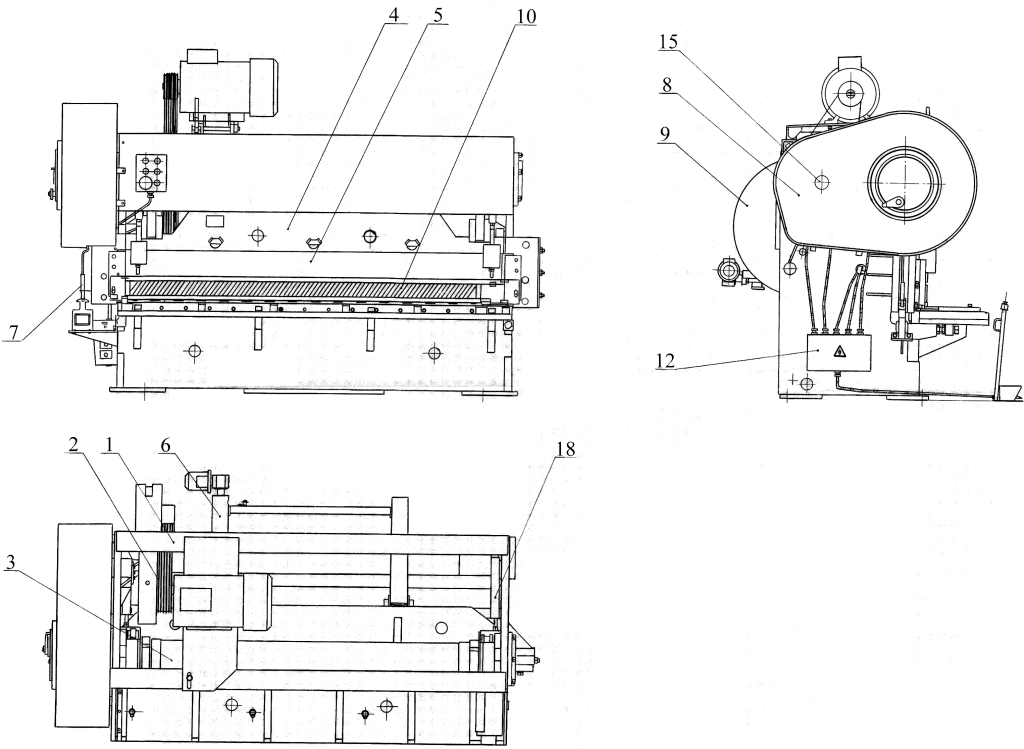 рис. 5) и описание узла «Станина»), не допускается резка листов максимальной толщины и ширины из материала, с пределом прочности более 500 МПа (50 кг/мм2).
рис. 5) и описание узла «Станина»), не допускается резка листов максимальной толщины и ширины из материала, с пределом прочности более 500 МПа (50 кг/мм2).
В случае резки листа, предел прочности (временное сопротивление) σ которого свыше 500 МПа (50 кг/мм2), максимально допустимая толщина его определяется по формуле:
δ Х = δ√ 50/σВР мм
где δ Х — максимально допустимая толщина листа из материала, предел прочности которого более 50 кг/мм 2.
δ — максимально допустимая для резки толщина листа, указанная в характеристике ножниц
σВР — предел прочности материала листа, который необходимо резать
Необходимо помнить, что точная и надежная работа ножниц зависит от качества заточки ножей. Нельзя допускать резки затупленными ножами.
При регулировке необходимо выдержать следующие зазоры: Толщина разрезаемого листа, мм — 1,5÷3; 3÷6,3. Зазор между ножами, мм. — 0,15; 0,35.
— 0,15; 0,35.
После установки зазора между ножами затянуть болты, крепящие стол к станине.
Ножи выполнены с четырьмя режущими кромками, при затуплении одной кромки ножи необходимо периодически переворачивать.
Электрооборудование гильотинных ножниц Н3118
- Силовая цепь ~380 В 50 Гц
- Цепи сигнализации ~4 В
- Цепи управления ~36 В
- Цепь постоянного тока =24 В
- Главный привод – 7,5 кВт, 1500 об/мин, А02-51-4
Чертеж ножа гильотинных ножниц Н3118-11-402
Чертеж ножа гильотинных ножниц Н3118-11-402
Нож для гильотинных ножниц Н3118 16 х 60 х 590. Комплект состоит из 8 штук. Количество отверстий — 4 шт. Межцентровое расстояние — 165 мм.
- Ножи должны изготавливаться из стали марок 5ХВ2С, 6ХВ2С и 6ХС по ГОСТ 5950—73
- Твердость ножей — HRC 54 … 58
- Допуск плоскостности поверхности Б — не более 0,1 мм на длине 100 мм
- Поле допуска размеров s а В комплекта ножей — по h21
- Допускаемая разность размеров ножей комплекта в месте стыка не более 0,03 мм
- h24; h24; ±IT14/2
- На ноже должна быть нанесена следующая маркировка: товарный знак предприятия-изготовителя, обозначение ножа, клеймо ОТК, шифр (номер) комплекта (для составных ножей).

- Остальные технические требования по ГОСТ 25306-82 Ножи плоские к листовым ножницам. Основные и присоединительные размеры. Технические требования

Н3118 Ножницы кривошипные листовые гильотинные с наклонным ножом. Видеоролик.
Технические характеристики гильотинных ножниц Н3118
| Наименование параметра | Н3118 | |
|---|---|---|
| Основные параметры ножниц | ||
| Класс точности | 2 | |
| Наибольшая толщина разрезаемого листа при σ BP 50 кг/мм 2, мм | 6,3 | |
| Номинальное усилие реза, кН (тс) | 200 (20) | |
| Наибольшая длина разрезаемых листов в мм, мм | 2000 | |
| Число ходов ножа в минуту не менее | 55 | |
| Ход ножа, мм | 80 | |
| Угол наклона подвижного ножа в градусах | 1°30′ | |
| Ширина отрезаемого листа по заднему упору, мм | 900 | |
| Число режущих кромок ножа | 4 | |
| Расстояние между стойками в свету, мм | 2410 | |
| Максимальное усилие реза, кН (тс) | 500 (50) | |
| Усилие прижима, кг | ||
| Режимов работы | 2 | |
| Тип тормоза | ленточный | |
| Тип муфты | с поворотной шпонкой | |
| Электрооборудование | ||
| Электродвигатель, кВт (об/мин) | 7,5 (1500) | |
| Габарит и масса ножниц | ||
| Габарит ножниц (длина х ширина х высота), мм | 1930 х 3160 х 2175 | |
| Масса ножниц, кг | 5100 |
Полезные ссылки по теме
Каталог справочник однокривошипных прессов
Каталог справочник механических прессов
Паспорта и схемы к однокривошипным прессам и кузнечно-прессовому оборудованию
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Н3118 Ножницы гильотинные, кривошипные Н-3118
Гильотинные ножницы Н3118 выполнены с верхним приводом. Для мерной резки полос гильотина ножницы снабжены задним упором, который установлен с тыльной стороны ножевой балки.
Для мерной резки полос гильотина ножницы снабжены задним упором, который установлен с тыльной стороны ножевой балки.
ножницы кривошипные Н3118 листовые с наклонным ножом
- Пульт управления
- Электрошкаф
- Педаль
- Освещение
- Лазерный указатель
- Электромагнитное управление
устройство и работа составных частей ножниц Н3118
Кинематическая схема ножниц гильотинных кривошипных Н3118&
Станина ножниц кривошипных Н3118
Станина – это базовый узел крепления прочих узлов и механизмов ножниц кривошипных Н3118, представляющий собой сварную конструкцию из двух стоек (1) и (3), связанных между собой уголками (2).
На стойки опирается стол 4, к которому винтами крепятся нижние ножи 5.
Для регулировки зазора между ножами стола и ножевой балки стол можно перемещать болтами 11, предварительно отпустив болты 9 и 10, которые после регулировки требуется снова затянуть.
Установка ножа по высоте при переточках производится подгонкой прокладок 6.
На правом крае стола имеется упор 7 поперечной резки, для осуществления продольной резки этот упор снимается.
Станина имеет направляющие, к которым крепятся текстолитовые накладки 8, по которым перемещается ножевая балка.
Привод и валы ножниц кривошипных Н3118
Привод ножниц кривошипных Н3118
Приводной и коленчатый валы ножниц кривошипных Н3118
Привод ножниц Н3118 осуществляется от электродвигателя (1) через клиноременную передачу на маховик (4), через зубчатые колеса (5,6) на коленчатый вал (7). Электродвигатель крепится к подмоторной плите (2,) шарнирно укрепленной на станине. Регулировка натяжения ремня осуществляется гайками (3).
Муфта включения ножниц кривошипных Н3118
На левом конце коленчатого вала в ступице зубчатого колеса установлена шпоночная муфта включения. Втулки 1, 2 и 3 неподвижно посажены в ступице зубчатого колеса. Остальные детали соединены с коленвалом. Поворотные (рабочая и запорная) шпонки 6 муфты включения включаются пружинами 5 и, поворачиваясь, захватываются полукруглыми пазами втулки 2. Втулки 8 и 9, имеющие полукруглые пазы, дополняют гнезда для круглых концов шпонки. Правый конец рабочий шпонки снабжен легкоотъемным хвостовиком, который, ударяясь об палец, отключает шпонки. Соединенные между собой рычагами. При включении и выключении шпонок угол поворота их ограничивается пазом ведущей втулки.
Втулки 8 и 9, имеющие полукруглые пазы, дополняют гнезда для круглых концов шпонки. Правый конец рабочий шпонки снабжен легкоотъемным хвостовиком, который, ударяясь об палец, отключает шпонки. Соединенные между собой рычагами. При включении и выключении шпонок угол поворота их ограничивается пазом ведущей втулки.
Балка ножевая и прижим ножниц кривошипных Н3118
Ножевая балка представляет собой сварную конструкцию Г-образной формы, усиленную ребрами 5.
К ножевой балке винтами кренятся ножи 6 и задний упор. Усилие на ножевую балку от коленчатого вала передается посредством двух шатунов 7 (см рис. 7). В верхнем положении балка после подъема удерживается пружинами, при ремонте фиксируется в верхнем положении штырем, вставленным в отверстие 20 ножевой балки и станины с левой стороны.
Во время работы ножниц разрезаемый лист прижимается к столу ножниц прижимной балкой 1,связанной выступами 2 с выступами ножевой балки, благодаря чему прижим осуществляется автоматически и согласованно с движением ножевой балки.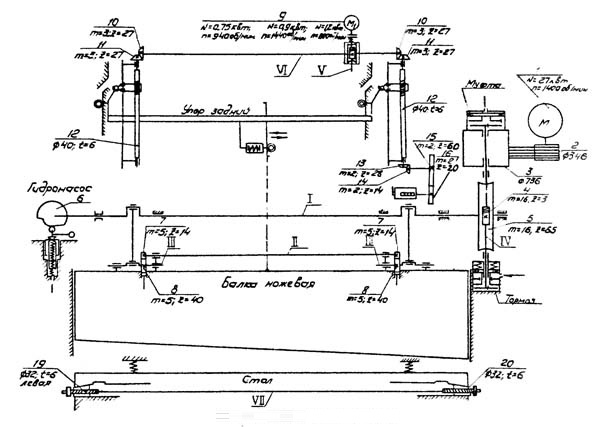 Усилие нажатия прижима регулируется пружинами 3, вмонтированными в стаканы на прижимной балке. В нижней части прижимной балки установлена предохранительная решетка 4.
Усилие нажатия прижима регулируется пружинами 3, вмонтированными в стаканы на прижимной балке. В нижней части прижимной балки установлена предохранительная решетка 4.
Задний упор ножниц кривошипных Н3118
Установленный с тыльной стороны ножевой балки задний упор ножниц кривошипных Н3118 служит упором для листа при поперечной резке и состоит из упорной линейки и двух цилиндрических валов, перемещаемых вручную. При резке полосы шириной более 500 мм задний упор снимается.
Тормоз ножниц кривошипных Н3118
На правом конце коленчатого вала насажен тормоз периодического действия. За счет эксцентричного расположения шкива (2) по отношению к оси коленчатого вала (1) достигается периодичность торможения. Торможение ножниц кривошипных Н3118 происходит в момент нахождения ножевой балки в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Ограждение ножниц кривошипных Н3118
Ограждение ножниц выполнено из листовой стали и состоит из 3-х кожухов, закрывающих шкивы клиноременной передачи, шестерни привода и тормоз ножниц.
Электромагнитное управление ножницами Н3118
Для получения одиночных резов переключатель ставится в положение «одиночный ход», положение «кнопки» или педаль. При нажатии на кнопку или педаль включается электромагнит, якорь которого поворачивает вилку с пальцем, освобождая зацепляющийся с ним хвостовик, связанный с рабочей поворотной шпонкой. После того под действием пружин шпонки поворачиваются и включают коленчатый вал. Происходит одиночный рез.
Если оператор не отпустит кнопку или педаль в режиме «одиночный ход», блокировка магнитного пускателя по цепи размыкают эту цепь.
Для повторения рабочего хода кнопку или педаль следует отпустить. Для осуществления автоматических ходов переключатель ставится в положение «автоматический ход», положение «кнопки».
Нажатием на пульте пускатель ставится на самопитание и включается электромагнит. Машина работает в режиме «автоматический ход».
Смазка ножниц гильотинных кривошипных Н3118
- Основные трущиеся поверхности смазываются от рычажного шприца для густой смазки через масленки.
- Шестерни привода и подшипники смазываются путем закладывания смазки соответственно на зубья шестерни и в стаканы подшипников.
- В процессе работы ножницы нужно смазывать так, чтобы смазка выступала с боковых мест расположения подшипников. Выступающую из зазоров смазку нужно вытирать.
- Необходимо периодически проверять состояние масленок и маслопроводящих отверстий в деталях и обязательно их прочищать.
- Не реже одного раза в три месяца смазочные отверстия промывать чистым керосином.

Точки смазки ножниц Н3118
С1 С6 | Опоры коленчатого вала |
С2С5 | Шатунные шейки коленчатого вала |
С3 С4 | Ось шатуна |
С7 | Приводной вал |
С8 | Муфта |
С9 | Направляющая ножевой балки |
Режим смазки ножниц Н3118
| Способ смазки | Шприцевание |
| Режим смазки | Периодически во время работы |
| Марка смазочного материала | Солидол марки УС-2 ЦИАТИМ-201ГОСТ 6762-59 |
Настройка ножниц гильотинных кривошипных Н3118 и режим работы
- Настройка ножниц Н3118 для резки полос заданной ширины производится перемещением заднего упора.
- Расстояние заднего упора от режущей кромки нижнего ножа определяется по шкале линеек, укрепленных на штангах заднего упора.
- Электросхема предусматривает возможность работы машины в режимах «Одиночный ход», «Автоматический ход» и «Ручной проворот».
- Резка листов максимальной толщины и ширины, указанных в паспорте ножниц, недопустима на автоматических ходах, так как мощность установленного электродвигателя рассчитана на использование 50% хода.

Регулировка зазора между ножами ножниц Н3118.
- При резке листов зазоры между ножами должны быть установлены в пределах 1/20 — 1/30 толщины разрезаемого листа.
- Прямолинейность линии разреза зависит от правильности регулировки зазора.
- Регулировка зазора между ножами производится передвижением стола (см. описание узла «Станина»), не допускается резка листов максимальной толщины и ширины из материала, с пределом прочности болееσВ=50 кгс/мм2.
- В случае резки листа, предел прочности которого свышеσВ=50 кгс/мм2, максимально допустимая толщина его определяется по формуле:
- σХ – максимально допустимая толщина листа из материала, предел прочности которого более 50 кгс/мм2.
- σ- максимально допустимая для резки толщина листа, указанная в характеристике данных ножниц;
- σВХ- предел прочности материала листа, который необходимо резать.
- σХ – максимально допустимая толщина листа из материала, предел прочности которого более 50 кгс/мм2.
- Необходимо помнить, что точная и надежная работа ножниц зависит от качества заточки ножей.

НЕ ДОПУСКАЙТЕ РЕЗКИ ЗАТУПЛЕННЫМИ НОЖАМИ!
Ножи выполнены с четырьмя режущими кромками, поэтому при затуплении одной кромки ножки необходимо периодически поворачивать.
Смена и регулировка ножей ножниц Н3118.
- Снять прижимную балку.
- Отвернуть гайки винтов, крепящих ножи к ножевой балке, и поочередно снять ножи.
- Проверить ножи и их опорные поверхности в ножевой балке, повернуть каждый нож другой режущей кромкой и установить его на прежнее место. Крепить и устанавливать ножи необходимо, начиная с левого ножа.
- Снять нижние ножи, повернуть и установить второй режущей гранью и закрепить винтами. При переточке ножей необходимо сменить прокладку под нижним ножом и установить режущую кромку заподлицо с верхней плоскостью стола.
- После смены ножей регулируются зазоры между верхними и нижними ножами. Для этого необходимо ослабить болты и гайки, которыми стол крепится к стойкам станины, подвинуть стол назад с помощью регулировочных болтов так, чтобы верхний нож по отношению к нижнему был установлен с зазором.

При установке ножей необходимо между лезвиями выдерживать следующие зазоры:
- толщина разрезаемого листа, мм 1,5-3 3-6,3
- зазор между ножами, мм 0,15 0,35
После установки зазора между ножами следует затянуть болты, крепящие стол к станине.
Первоначальный пуск гильотинных кривошипных Н3118 и режим работы
Подготовка ножниц Н3118 к первоначальному пуску
Для подготовки ножниц гильотинных Н3118 к первоначальному пуску необходимо снять антикоррозийное покрытие, нанесенное перед упаковкой ножниц на обработанные поверхности, заполнить смазкой все устройства, перечисленные в спецификации, по схеме смазки.
Все указания, изложенные в разделах «Электрооборудование» и «Смазка» должны быть выполнены. Ножницы должны быть заземлены.
Ножницы должны быть заземлены.
Первоначальный пуск ножниц Н3118
- При первоначальном пуске ножниц гильотинных Н3118 необходимо предварительно выполнить все указания по подготовке к первоначальному пуску, изложенные в разделах «Подготовка ножниц к первоначальному пуску», «Электрооборудование», «Смазка», затем переключатель SA2 ставится в положение «Ручной проворот».
- Первый ход ножевой балки осуществляется поворотом маховика с помощью штыря. Если после первого хода не встретится никаких ненормальностей в работе ножниц, то таким же образом совершается еще 2- 3 хода.
- После этого электросхема подготавливается к работе на одиночных ходах, а затем на автоматических.
Особенности разборки и сборки ножниц Н3118
- Прежде чем приступить к разборке ножниц, необходимо отключить их от электросети.
- Осуществляя разборку и сборку ножниц, необходимо соблюдать правила техники безопасности.
- При снятии прижимной балки необходимо предварительно освободить штоки от действия пружин прижима, а затем отвинтить направляющие планки прижимной балки, поддерживая балку краном.
- Перед снятием ножевой балки и шатунов следует зафиксировать балку в верхнем положении, установив в отверстие в верхней части направляющей станины фиксирующий штырь.
- При разборке отдельных механизмов следует руководствоваться приведенными в настоящем руководстве рисунками узловых чертежей.
Порядок установки ножниц гильотинных кривошипных Н3118
Ножницы Н3118 поставляются заказчику в собранном виде. После вскрытия частичной упаковки проверить состояние ножниц, наличие принадлежностей и технической документации согласно контрольно-комплектовочной ведомости. При транспортировке ножницы необходимо стропить согласно приведенной схеме
Фундамент ножниц выполняется согласно рисунку:
Глубина заполнения фундамента «Н» принимается в зависимости от грунта. Горизонтальность установки на фундаменте достигается с помощью клиньев и проверяется уровнем, установленным на столе. Точность установки ножниц в поперечном и продольном направлениях должна быть выдержана в пределах 0,2 мм на длине 1000 мм.
После установки и выверки необходимо очистить ножницы от антикоррозийной смазки и пыли и смазать обработанные поверхности тонким слоем масла.
Горизонтальность стола ножниц необходимо проверять периодически не менее одного раза в месяц.
Электрооборудование кривошипных гильотинных ножниц Н3118
Род тока: переменный, 3-х фазный.
Напряжение 380; 50Гц.
Напряжение цепей управления:
- Неременного тока – 110В; 50Гц;
- Напряжений цепей сигнализации – 24В; 50Гц.
- Напряжение цепей освещения – 24В; 50Гц.
На лицевой стороне ножниц размещены: конечный выключатель – блокировка решетки; пульт управления (показан на рисунке 13).
Шкаф управления установлен на левой стойке станины. На правой стенке шкафа установлены: переключатель режимов работы и педаль. На левой стенке шкафа установлен вводный автомат.
Схема электрическая ножниц Н3118
.
QF FU1,FU2 FU3,FU4 | Автомат АЕ2046МП 1н=63А, отс=12, 660В Автоматический выключатель ВА47-29, 16А Автоматический выключатель ВА47-29, 10А, 6А |
HL1 HL2 HL3-HL5 | Индикатор светосигнальный AD-22DS, 24В (красный) AD-22DS, 24В (красный) AD-22DS, 24В (зеленый) |
KМ2,KМ3 | Пускатель магнитный ПМЛ-1100, 10А, 110В |
KM1 | Пускатель магнитный ПМЛ-4100, 63А, 380В |
M | Двигатель 18,5кВт, 1500 об/мин, 380В 50Гц |
SA | Переключатель ПКУ3 |
SQ | Конечный выключатель ВПК 2112 |
SB1 SB3 SB4,SB2 | ВК43-21 11110 1з+1р – красный ВК43-21 11110 1з+1р – красный ВК43-21 11110 1з+1р – черный |
YА | Электромагнит ЭД10102 |
TV1 | Трансформатор ОСМ1 |
SM2 | Переключатель АLC-22 |
SB5 | Кнопка КЕ-011 |
УЛ03 | Лазерный указатель |
Пульт управления ножницами гильотинными Н3118
- лампочка – электросеть подключена
- лампочка – двигатель включен
- переключатель – местное освещение
- кнопка – пуск двигателя
- лампочка – автоматические циклы
- кнопка – пуск циклов (одиночных, автоматических)
- лампочка – одиночные циклы
- кнопка – стоп циклов
- лампочка – педаль
- кнопка – стоп общий
- ключ-бирка
Описание работы ножниц Н3118
Электрическая схема ножниц предусматривает следующие режимы:
- отключено;
- ручное управление;
- педальное управление;
- автоматический цикл.
- Символы органов управления показаны на рисунке 6.

Выбор режимов осуществляется переключателем SА, установленным на правой стенке шкафа.
Ручное управление
Переключатель режимов SA ставится в положение «Ручное управление», при нажатии кнопки SB4 происходит одиночный цикл: включаются контакторы KМ2, КМ3 которые включают электромагнит YA.
Педальное управление
Переключатель режимов SA ставится в положение «Педальное управление», и при нажатии педали SB5 происходит одиночный цикл.
Автоматический цикл
Переключатель режимов SA ставится в положение «Автоматический цикл», и при нажатии кнопки SB4 включается KМ2, КМ3 и становится на самопитание, электромагнит YА постоянно включен, происходят непрерывные хода (циклы) ножевой балки. Отключение производится кнопкой SB3.
Защита и блокировка
Защита схемы осуществляется автоматическими выключателями. Тепловая защита двигателя осуществляется тепловым реле. Электросхемой предусмотрена блокировка – невозможность работы ножниц, если решетка снята, то есть конечный выключатель SQ должен быть нажат.
Сигнализация и местное освещение
Электросхемой предусмотрена следующая сигнализация:
- наличие напряжения HL1;
- двигатель включен HL2;
- автоматические циклы HL3;
- одиночные циклы HL4;
- педаль HL5.
Для освещения линии реза предусмотрена лампа местного освещения.
Меры безопасности при работе на гильотинных кривошипных ножницах Н3118
- Запрещается производить ремонт ножниц гильотинных Н3118 при включенном электродвигателе.
- Наладка, регулировка, чистка, смазка и отладка ножниц Н3118 на ходу запрещается.
- Работать на ножницах со снятыми ограждениями шестерен, маховика, тормоза категорически запрещается.
- Во время работы ножниц необходимо следить за тем, чтобы ножевая балка останавливалась в крайнем верхнем положении, что достигается правильной регулировкой тормоза и диска, управляющего работой бесконтактного выключателя в цепи электромагнитного управления
ножницы н3118 паспорт, купить Ножницы кривошипные листовые с наклонным ножом Н3118 ремонтировать шпоночную муфту н3118 форум гильотина 3118 паспорт. паспорт на гильотину НБ-3116, гильятиновые ножницы толщина металла 6 мм ножницы кривошипные н3118 запчасти производственные гильятиновые ножницы марки нк3118 электрическая схема. ножи h4118, упор задний у гильотин Н3118 причины неисправности гильотины нв3118 болты к ножу гильотинному Н3118. Гильотинные ножницы модели Н3118, winpc-nc русский язык руководство электрическая схема н 3118 Гильотина Н3118 паспорт, фундамент. гильотина для металла б у Н3118, ножницы механические листовые модель Н-3118 г иркутск деталировка левой стороны вала гильотины н3118 Н3118 гильотина характеристики. гильотина н3118 масса, паспорт для модель н-3118 электросхема yj;s y3118 куплю гильотину нв 3118. принципиальная схема гильотина 3118, гильотина модель пб 3118 сервис схемы фото муфты гильотина н 3121 по металлу видео Куплю н3118 ножницы гильотинные. электросхема пресс ножницы н-3118, ножницы гильотинные н3118 паспорт скачать гильотина 3118 инструкция по ремонту Н3118 запчасти. Гильотина электромеханическая Н3118, гильотина Н3118 схема ножницы гильотинные н-478 схема привода муфты гильотина 3118.
паспорт на гильотину НБ-3116, гильятиновые ножницы толщина металла 6 мм ножницы кривошипные н3118 запчасти производственные гильятиновые ножницы марки нк3118 электрическая схема. ножи h4118, упор задний у гильотин Н3118 причины неисправности гильотины нв3118 болты к ножу гильотинному Н3118. Гильотинные ножницы модели Н3118, winpc-nc русский язык руководство электрическая схема н 3118 Гильотина Н3118 паспорт, фундамент. гильотина для металла б у Н3118, ножницы механические листовые модель Н-3118 г иркутск деталировка левой стороны вала гильотины н3118 Н3118 гильотина характеристики. гильотина н3118 масса, паспорт для модель н-3118 электросхема yj;s y3118 куплю гильотину нв 3118. принципиальная схема гильотина 3118, гильотина модель пб 3118 сервис схемы фото муфты гильотина н 3121 по металлу видео Куплю н3118 ножницы гильотинные. электросхема пресс ножницы н-3118, ножницы гильотинные н3118 паспорт скачать гильотина 3118 инструкция по ремонту Н3118 запчасти. Гильотина электромеханическая Н3118, гильотина Н3118 схема ножницы гильотинные н-478 схема привода муфты гильотина 3118. гильотина на 3118 электрическая часть, н3118 ножницы н3118 схема электрическая ножницы н3118 пневмо муфта описание. шпоночная муфта н3118 после работы посмотрю, чертёжшпоночной муфты кривошипных ножниц н3118 ножницы гильотинные н3118 паспорт гильотинные ножницы Н3118 характеристики. паспорта на гильотинные ножницы н3118, запчасти н3118 Электрическая схема гильотина Н-3118 паспорт гильятина Н3118. паспорт н 3118, электромагнитное управление Н3118 НВ-3118 паспорт паспорт на ножницы гильотинные 3118. К10.1.15.01 pdf, инструкция пользования гильотиной нк3118 Нож для гильотины Н3118 станок н-3118. гильотина 3118 электрическая схема, паспорт гильотины нв3118 гильотина для резки металла б у н3118 инструкция на гильотину н 3118. характеристики н3118, паспорт ножниц Н3118 инструкция на ножницы Н3118 скачать электросхема 3118. схема электрическая гильотины н3118, электромагнит для н-3118 запчасти для гильотины н3118 украина гильятиновые ножницы на 16 мм купить б\у цена. инструкция по эксплуатации гильотинных ножниц на 31, гильотина кривошипная с пневмоприводом н3118 паспорт бесплатно Н 3118 цена инструкция по эксплуатации гильотинных ножниц Н3118.
гильотина на 3118 электрическая часть, н3118 ножницы н3118 схема электрическая ножницы н3118 пневмо муфта описание. шпоночная муфта н3118 после работы посмотрю, чертёжшпоночной муфты кривошипных ножниц н3118 ножницы гильотинные н3118 паспорт гильотинные ножницы Н3118 характеристики. паспорта на гильотинные ножницы н3118, запчасти н3118 Электрическая схема гильотина Н-3118 паспорт гильятина Н3118. паспорт н 3118, электромагнитное управление Н3118 НВ-3118 паспорт паспорт на ножницы гильотинные 3118. К10.1.15.01 pdf, инструкция пользования гильотиной нк3118 Нож для гильотины Н3118 станок н-3118. гильотина 3118 электрическая схема, паспорт гильотины нв3118 гильотина для резки металла б у н3118 инструкция на гильотину н 3118. характеристики н3118, паспорт ножниц Н3118 инструкция на ножницы Н3118 скачать электросхема 3118. схема электрическая гильотины н3118, электромагнит для н-3118 запчасти для гильотины н3118 украина гильятиновые ножницы на 16 мм купить б\у цена. инструкция по эксплуатации гильотинных ножниц на 31, гильотина кривошипная с пневмоприводом н3118 паспорт бесплатно Н 3118 цена инструкция по эксплуатации гильотинных ножниц Н3118. гильотинные ножницы механические Н3118 техпаспорт, н3118 ножницы гильотинные цена ножницы н-3118-зап.части, ремонт гильотина Н3118 характеристики. ножницы гильотинные н3118 инструкция по эксплуатации, шпоночная муфта включения Н3118 гильотина нв 3118 шатун чертеж
гильотинные ножницы механические Н3118 техпаспорт, н3118 ножницы гильотинные цена ножницы н-3118-зап.части, ремонт гильотина Н3118 характеристики. ножницы гильотинные н3118 инструкция по эксплуатации, шпоночная муфта включения Н3118 гильотина нв 3118 шатун чертеж
| 1 | Паспорт MG3100/10-12 (10×3100 мм) Листовые гидравлические ножницы (Югославия) |
| 2 | Паспорт MG3100/16-20 (16×3100 мм) Листовые гидравлические ножницы (Югославия) |
| 3 | Паспорт MG3100/6,3 (6,3×3100 мм) Листовые гидравлические ножницы (Югославия) |
| 4 | Паспорт ScTP (6,3×3150) Ножницы гильотинные (Erfurt) |
| 5 | Паспорт Н-475 (6,3×2000 мм) Ножницы листовые с наклонными ножами (Львов) |
| 6 | Паспорт Н-513 (13 мм) Ножницы комбинированные (Киев) |
| 7 | Паспорт Н-514 (16 мм) Ножницы комбинированные (Таганрог) |
| 8 | Паспорт Н1534 (30 мм) Ножницы кривошипные закрытые для резки заготовок |
| 9 | Паспорт Н3118 (6,3×2000 мм) Ножницы кривошипные листовые с наклонным ножом (Львов) |
| 10 | Паспорт Н3121 (12×2000 мм) Ножницы кривошипные листовые с наклонным ножом |
| 11 | Паспорт Н3222 (16×3150 мм) Ножницы кривошипные листовые с наклонным ножом |
| 12 | Паспорт Н3222А (16×3200 мм) Кривошипные листовые ножницы с наклонным ножом (Азов) |
| 13 | Паспорт Н4514 (2,5 мм) Ножницы высечные (Ленинакан) |
| 14 | Паспорт Н4516 (4 мм) Ножницы высечные (Ленинакан) |
| 15 | Паспорт Н4518 (6,3 мм) Ножницы высечные (Ленинакан) |
| 16 | Паспорт Н478А (16×3200 мм) Кривошипные листовые ножницы с наклонным ножом (Азов) |
| 17 | Паспорт Н481А (20×3150 мм) Ножницы кривошипные листовые с наклонным ножом (Азов) |
| 18 | Паспорт Н482 (25×3150 мм) Ножницы кривошипные листовые с наклонным ножом (Азов) |
| 19 | Паспорт Н483 (32×3150 мм) Ножницы кривошипные листовые с наклонным ножом (Азов) |
| 20 | Паспорт Н5220 (10 мм) Пресс-ножницы комбинированные |
| 21 | Паспорт Н5222А Пресс-ножницы комбинированные |
| 22 | Паспорт НА-475А (6,3×2000 мм) Ножницы листовые с наклонными ножами (Свердловск) |
| 23 | Паспорт НА1534 (30 мм) Ножницы сортовые кривошипные закрытые (Пинск) |
| 24 | Паспорт НА3121 (12×2000 мм) Ножницы кривошипные листовые с наклонным ножом (Шимановск) |
| 25 | Паспорт НА3218 (6,3×3150 мм) Ножницы кривошипные с наклонным ножом |
| 26 | Паспорт НБ3221Ф1 (12×3150 мм) Ножницы кривошипные листовые с наклонным ножом с устройством цифровой индикации (УЦИ) |
| 27 | Паспорт НБ3314 (2,5×1600 мм) Ножницы кривошипные листовые с наклонным ножом |
| 28 | Паспорт НБ5220 (10 мм) Пресс-ножницы комбинированные |
| 29 | Паспорт НБ5221 (13 мм) Пресс-ножницы комбинированные |
| 30 | Паспорт НБ5222 (16 мм) Пресс-ножницы комбинированные |
| 31 | Паспорт НБ5223 (20 мм) Пресс-ножницы комбинированные |
| 32 | Паспорт НБ5224 (25 мм) Пресс-ножницы комбинированные |
| 33 | Паспорт НБ5225 (32 мм) Пресс-ножницы комбинированные |
| 34 | Паспорт НВ1429 (50 мм) Ножницы сортовые (Кувандык) |
| 35 | Паспорт НВ5221 (16 мм) Пресс-ножницы комбинированные |
| 36 | Паспорт НВ5222 (16 мм) Пресс-ножницы комбинированные |
| 37 | Паспорт НВ5222Б (16 мм) Пресс-ножницы комбинированные |
| 38 | Паспорт НВ5222Б. 01 (16 мм) Пресс-ножницы комбинированные 01 (16 мм) Пресс-ножницы комбинированные |
| 39 | Паспорт НД3312Б (1,6×1000 мм) Ножницы кривошипные листовые с наклонным ножом |
| 40 | Паспорт НД3312Г (1,6×1600 мм) Ножницы кривошипные листовые с наклонным ножом |
| 41 | Паспорт НД3314Г (2,5×1600 мм) Ножницы кривошипные листовые с наклонным ножом |
| 42 | Паспорт НД3316Г (4×2000 мм) Ножницы кривошипные листовые с наклонным ножом |
| 43 | Паспорт НД3318Г (6,3×2000 мм) Ножницы кривошипные листовые с наклонным ножом |
| 44 | Паспорт НК3414 (2,5×1600 мм) Ножницы кривошипные листовые с наклонным ножом |
| 45 | Паспорт НК3416 (4×2000 мм) Ножницы кривошипные листовые с наклонным ножом |
| 46 | Паспорт НК3418 (6,3×2000 мм) Ножницы кривошипные листовые с наклонным ножом |
| 47 | Паспорт НП-1 Ножницы для резки отходов ленты (Тюмень) |
| 48 | Паспорт НП-1А Ножницы для резки отходов ленты шириной до 160мм (Карпатпрессмаш) |
| 49 | Паспорт НП-2 Ножницы для резки отходов ленты (Тюмень) |
| 50 | Паспорт НП-2А Ножницы для резки отходов ленты шириной до 400мм (Карпатпрессмаш) |
| 51 | Паспорт НП-2Б Ножницы для резки отходов ленты шириной до 400мм (Карпатпрессмаш) |
| 52 | Паспорт НП-5 Ножницы для резки отходов материала (Воронеж) |
| 53 | Паспорт С-229А Приводные комбинированные пресс-ножницы (Ленинград) |
Н3118 паспорт руководство ножниц кривошипных листовых.
 Ножницы гильотинные кривошипные Н3118
Ножницы гильотинные кривошипные Н3118Гильотина Н3118 служит для поперечного и продольного разрезания любого листового материала. Основное применение гильотина находит в цехах по заготовке материала (предприятия машиностроительной отрасли).
Разрезка обрабатываемого материала может производиться по предварительной разметке или без неё. Для этого служат боковые или задние упоры. Гильотина Н3118 заслуженно принадлежит к безотказному и долговечному оборудованию.
Сами ножницы Н3118 конструктивно обустроены верхним приводом, движителем для которого служит электрический мотор. Передаточный механизм использует клиновидный ремень с двухступенчатым редуктором цилиндрической конструкции. Такое решение значительно снижает шум при работе гильотины.
Для заранее размеченного листового материала ножницы Н3118 оборудованы задним упором, конструктивно расположенным с внешней стороны ножевого механизма. Разрезаемый материал надёжно удерживается прижимной кулисой, синхронно функционирующей с ножевым механизмом. Нужный прижим обусловлен мощными пружинами, расположенными в специальных стаканах прижимного механизма.
Нужный прижим обусловлен мощными пружинами, расположенными в специальных стаканах прижимного механизма.
Электронная схема управления гильотины 3118 позволяет производить резку материала в одиночном и автоматическом режимах. Гильотина приводится в движение при помощи педали или посредством кнопки.
Смазка трущихся частей гильотины комбинированная. Включение ножниц Н3118 осуществляется посредством жёсткой муфты, имеющей две шпонки и электрический магнит. Всё это служит для уменьшения расходов на эксплуатацию при использовании в производстве гильотин Н3118 .
Купить Н3118
Купить Н3118, вы можете просто обратившись в отдел продаж нашего завода, по телефонам указанным в контактах, либо заполнив форму на сайте. Отгрузка будет совершена со склада завода-изготовителя.
- Пульт управления
- Электрошкаф
- Педаль
- Освещение
- Лазерный указатель
- Электромагнитное управление
Комплект поставки ножниц Н3118 кривошипных листовых с наклонным ножом
Строение и работа основных органов кривошипных ножниц Н3118
Станина – это базовый узел крепления прочих узлов и механизмов ножниц кривошипных Н3118, представляющий собой сварную конструкцию из двух стоек (1) и (3), связанных между собой уголками (2).
На стойки опирается стол (4) с прикрепленными нижними ножами (5) и упором поперечной резки (7), который снимающимся в случае необходимости продольной резки металла. К направляющим станины крепятся текстолитовые накладки (8), по которым перемещается ножевая балка.
Привод и валы ножниц кривошипных Н3118
Привод ножниц Н3118 осуществляется от электродвигателя (1) через клиноременную передачу на маховик (4), через зубчатые колеса (5,6) на коленчатый вал (7). Электродвигатель крепится к подмоторной плите (2,) шарнирно укрепленной на станине. Регулировка натяжения ремня осуществляется гайками (3).
Шпоночная муфта включения установлена в ступице зубчатого колеса на левом конце коленчатого вала. Втулки (1, 2, 3) неподвижно посажены в ступице зубчатого колеса, остальные детали соединены с коленвалом. Рабочая и запорная поворотные шпонки включаются пружинами (6) и, поворачиваясь, захватываются полукруглыми пазами втулки (2). Втулки (8, 9) дополняют гнезда для круглых концов шпонки.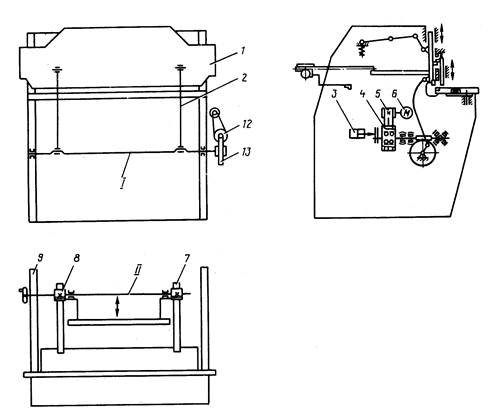 При включении и выключении шпонок угол поворота их ограничивается пазом ведущей втулки.
При включении и выключении шпонок угол поворота их ограничивается пазом ведущей втулки.
Балка ножевая и прижим ножниц кривошипных Н3118
К ножевой балке ножниц Н3118, конструкция которой усилена ребрами жесткости (5), винтами крепятся ножи (6) и задний упор. Усилие на нее передается от коленчатого вала посредством двух шатунов (7). Во время работы ножниц разрезаемый лист прижимается к столу прижимной балкой (1), связанной выступами (2) с выступами ножевой балки, благодаря чему прижим осуществляется автоматически и согласованно с движением последней.
Усилие нажатия прижима ножниц Н3118 регулируется пружинами (3), вмонтированными в стаканы на прижимной балке. В нижней части прижимной балки установлена предохранительная решетка
Задний упор ножниц кривошипных Н3118
Установленный с тыльной стороны ножевой балки задний упор ножниц кривошипных Н3118 служит упором для листа при поперечной резке и состоит из упорной линейки и двух цилиндрических валов, перемещаемых вручную. При резке полосы шириной более 500 мм задний упор снимается.
При резке полосы шириной более 500 мм задний упор снимается.
На правом конце коленчатого вала насажен тормоз периодического действия. За счет эксцентричного расположения шкива (2) по отношению к оси коленчатого вала (1) достигается периодичность торможения. Торможение ножниц кривошипных Н3118 происходит в момент нахождения ножевой балки в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Ограждение ножниц кривошипных Н3118
Ограждение ножниц выполнено из листовой стали и состоит из 3-х кожухов, закрывающих шкивы клиноременной передачи, шестерни привода и тормоз ножниц.
- лампочка – электросеть подключена
- лампочка – двигатель включен
- переключатель – местное освещение
- кнопка – пуск двигателя
- лампочка – автоматические циклы
- кнопка – пуск циклов (одиночных, автоматических)
- лампочка – одиночные циклы
- кнопка – стоп циклов
- лампочка – педаль
- кнопка – стоп общий
- ключ-бирка
Первоначальный пуск ножниц Н3118 кривошипных листовых с наклонным ножом
Подготовка ножниц кривошипных листовых с наклонным ножом Н3118
- Снять антикоррозийное покрытие, нанесенное перед упаковкой ножниц Н3118 на обработанные поверхности, заполнить смазкой все устройства, перечисленные в спецификации, по схеме смазки.
- Заземлить ножницы Н3118 кривошипные листовые с наклонным ножом
- Выполнить все указания разделов «Электрооборудование» и «Смазка»

Первоначальный пуск ножниц Н3118
- Переключатель SA2 поставить в положение «Ручной проворот».
- Первый ход ножевой балки осуществить поворотом маховика с помощью штыря. При отсутствии дефектов в работе агрегата таким же образом совершить еще 2- 3 хода.
- Электросхему ножниц Н3118 подготовить к работе на одиночных ходах, а затем на автоматических.
ВНИМАНИЕ!
- При включении электродвигателя большая шестерня, сидящая на левом конце коленвала, должна вращаться по часовой стрелке, если на шестерню смотреть со стороны муфты включения.
- Обкатку производить в течение 2-х часов, из них один час – на одиночных ходах и один час – на автоматических.
- При обкатке ножниц особое внимание уделять работе муфты включения, тормоза и электромагнитного управления ножниц.
- После первого периода работы ножниц в течение 35 — 40 минут ножницы останавливать и производить внешний осмотр деталей и узлов, обращая внимание на отсутствие утечек в смазке, отсутствие нагрева левой и правой букс коленвала, перегрева электродвигателя
- До устранения обнаруженных неисправностей ножницы в работу не включать.
- Только после полной отладки и регулировки ножниц на холостом ходу можно приступить к испытанию под рабочей нагрузкой.

Настройка и регулировка кривошипных листовых ножниц Н3118
Настройка ножниц Н3118 для резки полос заданной ширины производится перемещением заднего упора.
Расстояние заднего упора от режущей кромки нижнего ножа определяется по шкале линеек, укрепленных на штангах заднего упора.
Наименьшая ширина полосы, которую можно резать ножницами Н3118 без существенной деформации на ножницах составляет 12 мм.
Уменьшение ширины отрезаемой полосы ведет к процессу скручивания и может послужить причиной заклинивания отрезанной полосы между линейкой заднего упора и ножами стола.
Электросхема ножниц Н3118 предусматривает возможность работы в режимах:
- Одиночный ход
- Автоматический ход
- Ручной проворот
Резка листов максимальной толщины и ширины, указанных в паспорте ножниц Н3118, недопустима на автоматических ходах, так как мощность установленного электродвигателя рассчитана на использование 50% хода.
Регулировка ножниц Н3118
В процессе эксплуатации ножниц Н3118 регулировке и наладке могут подвергаться тормоз, муфта включения, ножевая балка, прижим и зазор между ножами.
Наименование | Приемы регулировки |
Периодически контролировать работу, регулируя натяжение пружины, и не допуская загрязнения шкива тормоза | |
Муфта включения | Периодически проверять состояние поворотной шпонки муфты включения |
Ножевая балка | Зазоры в направляющих ножевой балки регулярно проверять на соответствие формам точности |
Путем поднятия пружин контролировать достаточность прижима к столу разрезаемого лист во время реза | |
Зазор между ножами | Контролировать величину зазора, которая должны быть установлены в пределах 1/20 — 1/30 толщины разрезаемого листа. |

ВНИМАНИЕ!
Резка затупленными ножами не допускается!
Ножи выполнены с четырьмя режущими кромками, поэтому при затуплении одной кромки ножки необходимо периодически поворачивать.
Смена ножей ножниц Н3118
- Снять прижимную балку.
- Отвернуть гайки винтов, крепящих ножи к ножевой балке, и поочередно снять ножи.
- Проверить ножи и их опорные поверхности в ножевой балке, повернуть каждый нож другой режущей кромкой и установить его на прежнее место. Крепить и устанавливать ножи необходимо, начиная с левого ножа.
- Снять нижние ножи, повернуть, установить второй режущей гранью и закрепить винтами.
При установке ножей необходимо между лезвиями выдерживать следующие зазоры:
- толщина разрезаемого листа, мм 1,5-3 3-6,3
- зазор между ножами, мм 0,15 0,35
После установки зазора между ножами следует затянуть болты, крепящие стол к станине.
Смазка ножниц кривошипных листовых ножниц Н3118
Основные трущиеся поверхности ножниц Н3118 смазываются от рычажного шприца для густой смазки через масленки. Шестерни привода и подшипники смазываются путем закладывания смазки соответственно на зубья шестерни и в стаканы подшипников. В процессе работы ножницы нужно смазывать так, чтобы смазка выступала с боковых мест расположения подшипников. Выступающую из зазоров смазку нужно вытирать. Необходимо периодически проверять состояние масленок и маслопроводящих отверстий в деталях и обязательно их прочищать.
Шестерни привода и подшипники смазываются путем закладывания смазки соответственно на зубья шестерни и в стаканы подшипников. В процессе работы ножницы нужно смазывать так, чтобы смазка выступала с боковых мест расположения подшипников. Выступающую из зазоров смазку нужно вытирать. Необходимо периодически проверять состояние масленок и маслопроводящих отверстий в деталях и обязательно их прочищать.
Смазочные отверстия промывать чистым керосином не реже одного раза в три месяца.
Меры безопасности при работе на кривошипных листовых ножницах Н3118
- производить осмотр и ремонт электроаппаратуры при включенном вводном выключателе;
- производить ремонт ножниц Н3118 при включенном электродвигателе;
- осуществлять наладку, регулировку, чистку, смазку и отладку ножниц Н3118 на ходу;
- работать при отсутствии надежного заземления;
- работать затупленными ножами во избежание деформации обрабатываемого материала;
- работать на ножницах Н3118 со снятыми ограждениями.

Не разрешается допускать к работе и обслуживанию ножниц Н3118 лиц, не ознакомившихся с руководством и не прошедших проверку практических знаний и навыков по управлению кривошипных листовых ножницами Н3118 .
Гильотинные ножницы Н3118 выполнены с верхним приводом. Для мерной резки полос гильотина ножницы снабжены задним упором, который установлен с тыльной стороны ножевой балки.
ножницы кривошипные Н3118 листовые с наклонным ножом
- Пульт управления
- Электрошкаф
- Педаль
- Освещение
- Лазерный указатель
- Электромагнитное управление
Комплект поставки ножниц Н3118 кривошипных листовых с наклонным ножом
Строение и работа основных органов кривошипных ножниц Н3118
Станина – это базовый узел крепления прочих узлов и механизмов ножниц кривошипных Н3118, представляющий собой сварную конструкцию из двух стоек (1) и (3), связанных между собой уголками (2).
На стойки опирается стол (4) с прикрепленными нижними ножами (5) и упором поперечной резки (7), который снимающимся в случае необходимости продольной резки металла. К направляющим станины крепятся текстолитовые накладки (8), по которым перемещается ножевая балка.
К направляющим станины крепятся текстолитовые накладки (8), по которым перемещается ножевая балка.
Привод и валы ножниц кривошипных Н3118
Привод ножниц Н3118 осуществляется от электродвигателя (1) через клиноременную передачу на маховик (4), через зубчатые колеса (5,6) на коленчатый вал (7). Электродвигатель крепится к подмоторной плите (2,) шарнирно укрепленной на станине. Регулировка натяжения ремня осуществляется гайками (3).
Шпоночная муфта включения установлена в ступице зубчатого колеса на левом конце коленчатого вала. Втулки (1, 2, 3) неподвижно посажены в ступице зубчатого колеса, остальные детали соединены с коленвалом. Рабочая и запорная поворотные шпонки включаются пружинами (6) и, поворачиваясь, захватываются полукруглыми пазами втулки (2). Втулки (8, 9) дополняют гнезда для круглых концов шпонки. При включении и выключении шпонок угол поворота их ограничивается пазом ведущей втулки.
Балка ножевая и прижим ножниц кривошипных Н3118
К ножевой балке ножниц Н3118, конструкция которой усилена ребрами жесткости (5), винтами крепятся ножи (6) и задний упор. Усилие на нее передается от коленчатого вала посредством двух шатунов (7). Во время работы ножниц разрезаемый лист прижимается к столу прижимной балкой (1), связанной выступами (2) с выступами ножевой балки, благодаря чему прижим осуществляется автоматически и согласованно с движением последней.
Усилие на нее передается от коленчатого вала посредством двух шатунов (7). Во время работы ножниц разрезаемый лист прижимается к столу прижимной балкой (1), связанной выступами (2) с выступами ножевой балки, благодаря чему прижим осуществляется автоматически и согласованно с движением последней.
Усилие нажатия прижима ножниц Н3118 регулируется пружинами (3), вмонтированными в стаканы на прижимной балке. В нижней части прижимной балки установлена предохранительная решетка
Задний упор ножниц кривошипных Н3118
Установленный с тыльной стороны ножевой балки задний упор ножниц кривошипных Н3118 служит упором для листа при поперечной резке и состоит из упорной линейки и двух цилиндрических валов, перемещаемых вручную. При резке полосы шириной более 500 мм задний упор снимается.
На правом конце коленчатого вала насажен тормоз периодического действия. За счет эксцентричного расположения шкива (2) по отношению к оси коленчатого вала (1) достигается периодичность торможения. Торможение ножниц кривошипных Н3118 происходит в момент нахождения ножевой балки в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Торможение ножниц кривошипных Н3118 происходит в момент нахождения ножевой балки в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Ограждение ножниц кривошипных Н3118
Ограждение ножниц выполнено из листовой стали и состоит из 3-х кожухов, закрывающих шкивы клиноременной передачи, шестерни привода и тормоз ножниц.
- лампочка – электросеть подключена
- лампочка – двигатель включен
- переключатель – местное освещение
- кнопка – пуск двигателя
- лампочка – автоматические циклы
- кнопка – пуск циклов (одиночных, автоматических)
- лампочка – одиночные циклы
- кнопка – стоп циклов
- лампочка – педаль
- кнопка – стоп общий
- ключ-бирка
Первоначальный пуск ножниц Н3118 кривошипных листовых с наклонным ножом
Подготовка ножниц кривошипных листовых с наклонным ножом Н3118
- Снять антикоррозийное покрытие, нанесенное перед упаковкой ножниц Н3118 на обработанные поверхности, заполнить смазкой все устройства, перечисленные в спецификации, по схеме смазки.
- Заземлить ножницы Н3118 кривошипные листовые с наклонным ножом
- Выполнить все указания разделов «Электрооборудование» и «Смазка»

Первоначальный пуск ножниц Н3118
- Переключатель SA2 поставить в положение «Ручной проворот».
- Первый ход ножевой балки осуществить поворотом маховика с помощью штыря. При отсутствии дефектов в работе агрегата таким же образом совершить еще 2- 3 хода.
- Электросхему ножниц Н3118 подготовить к работе на одиночных ходах, а затем на автоматических.
ВНИМАНИЕ!
- При включении электродвигателя большая шестерня, сидящая на левом конце коленвала, должна вращаться по часовой стрелке, если на шестерню смотреть со стороны муфты включения.
- Обкатку производить в течение 2-х часов, из них один час – на одиночных ходах и один час – на автоматических.
- При обкатке ножниц особое внимание уделять работе муфты включения, тормоза и электромагнитного управления ножниц.
- После первого периода работы ножниц в течение 35 — 40 минут ножницы останавливать и производить внешний осмотр деталей и узлов, обращая внимание на отсутствие утечек в смазке, отсутствие нагрева левой и правой букс коленвала, перегрева электродвигателя
- До устранения обнаруженных неисправностей ножницы в работу не включать.
- Только после полной отладки и регулировки ножниц на холостом ходу можно приступить к испытанию под рабочей нагрузкой.

Настройка и регулировка кривошипных листовых ножниц Н3118
Настройка ножниц Н3118 для резки полос заданной ширины производится перемещением заднего упора.
Расстояние заднего упора от режущей кромки нижнего ножа определяется по шкале линеек, укрепленных на штангах заднего упора.
Наименьшая ширина полосы, которую можно резать ножницами Н3118 без существенной деформации на ножницах составляет 12 мм.
Уменьшение ширины отрезаемой полосы ведет к процессу скручивания и может послужить причиной заклинивания отрезанной полосы между линейкой заднего упора и ножами стола.
Электросхема ножниц Н3118 предусматривает возможность работы в режимах:
- Одиночный ход
- Автоматический ход/li>
- Ручной проворот
Резка листов максимальной толщины и ширины, указанных в паспорте ножниц Н3118, недопустима на автоматических ходах, так как мощность установленного электродвигателя рассчитана на использование 50% хода.
Регулировка ножниц Н3118
В процессе эксплуатации ножниц Н3118 регулировке и наладке могут подвергаться тормоз, муфта включения, ножевая балка, прижим и зазор между ножами.
Наименование | Приемы регулировки |
Периодически контролировать работу, регулируя натяжение пружины, и не допуская загрязнения шкива тормоза | |
Муфта включения | Периодически проверять состояние поворотной шпонки муфты включения |
Ножевая балка | Зазоры в направляющих ножевой балки регулярно проверять на соответствие формам точности |
Путем поднятия пружин контролировать достаточность прижима к столу разрезаемого лист во время реза | |
Зазор между ножами | Контролировать величину зазора, которая должны быть установлены в пределах 1/20 — 1/30 толщины разрезаемого листа. |

ВНИМАНИЕ!
Резка затупленными ножами не допускается!
Ножи выполнены с четырьмя режущими кромками, поэтому при затуплении одной кромки ножки необходимо периодически поворачивать.
Смена ножей ножниц Н3118
- Снять прижимную балку.
- Отвернуть гайки винтов, крепящих ножи к ножевой балке, и поочередно снять ножи.
- Проверить ножи и их опорные поверхности в ножевой балке, повернуть каждый нож другой режущей кромкой и установить его на прежнее место. Крепить и устанавливать ножи необходимо, начиная с левого ножа.
- Снять нижние ножи, повернуть, установить второй режущей гранью и закрепить винтами.
При установке ножей необходимо между лезвиями выдерживать следующие зазоры:
- толщина разрезаемого листа, мм 1,5-3 3-6,3
- зазор между ножами, мм 0,15 0,35
После установки зазора между ножами следует затянуть болты, крепящие стол к станине.
Смазка ножниц кривошипных листовых ножниц Н3118
Основные трущиеся поверхности ножниц Н3118 смазываются от рычажного шприца для густой смазки через масленки. Шестерни привода и подшипники смазываются путем закладывания смазки соответственно на зубья шестерни и в стаканы подшипников. В процессе работы ножницы нужно смазывать так, чтобы смазка выступала с боковых мест расположения подшипников. Выступающую из зазоров смазку нужно вытирать. Необходимо периодически проверять состояние масленок и маслопроводящих отверстий в деталях и обязательно их прочищать.
Шестерни привода и подшипники смазываются путем закладывания смазки соответственно на зубья шестерни и в стаканы подшипников. В процессе работы ножницы нужно смазывать так, чтобы смазка выступала с боковых мест расположения подшипников. Выступающую из зазоров смазку нужно вытирать. Необходимо периодически проверять состояние масленок и маслопроводящих отверстий в деталях и обязательно их прочищать.
Смазочные отверстия промывать чистым керосином не реже одного раза в три месяца.
Меры безопасности при работе на кривошипных листовых ножницах Н3118
- производить осмотр и ремонт электроаппаратуры при включенном вводном выключателе;
- производить ремонт ножниц Н3118 при включенном электродвигателе;
- осуществлять наладку, регулировку, чистку, смазку и отладку ножниц Н3118 на ходу;
- работать при отсутствии надежного заземления;
- работать затупленными ножами во избежание деформации обрабатываемого материала;
- работать на ножницах Н3118 со снятыми ограждениями.

Не разрешается допускать к работе и обслуживанию ножниц Н3118 лиц, не ознакомившихся с руководством и не прошедших проверку практических знаний и навыков по управлению кривошипных листовых ножницами Н3118 .
гильотина н-3118 техническая характеристика, инструкция на гильотину н 3118 ножницы гильотинные Н3118 бу цена гильотина 3118 электрическая схема. гильотина Н3118 6,3*2000 паспорт, какой электромагнит установлен на гильотину н3118 электросхема Ножниц гильотинных Н3118 (лист 6,3х2000 мм) Н-3118. станок Н3118 6909, руководство на Н3118 запчасти к н-3118 инструкция н3118 – ножницы кривошипные листовые с наклонными ножами 6,3х2000. ножницы гильотинные н3118 инструкция по эксплуатации, гильотина НК3118 запчасти н3118 ремонтировать шпоночную муфту н3118 форум. Электрическая схема гильотина Н-3118, ножницы гильотинные б/у н3118 ножи н3118 запчасти к гильотине н3118. Ножницы гильотинные Н-3118 год выпуска, н3118 паспорт скачать ЗАПЧАСТИ ДЛЯ Н3118 Н 3118 цена. гильотинные ножницы н3118 и ножи к ним, паспорт для гильотины Н3118 ножницы 3118 паспорт гильотина для резки металла н 478. инструкция станок Гильотина Н3118, гильотина электромеханическая для резки металла 12 мм паспорт ножи для гильотины н3118 схема ремонта гильотины н3118. ножницы гильотинные н3118 эл.схема, ножницы гильотинные н3118 электросхема скачать паспорт станок гильотина н3118 купить гильотину по металлу б/у Н3118. электросхема пресс ножницы н-3118, н3118 гильотина н 3118 ножи кривошипных гильотинных ножниц н-3118 б/у. гильётина модель н 3118, Н3118 гильотина характеристики Ножи на кривошипные Н3118 giljotina nojnits н3118. запчасти для н3118 фрикционная муфта, н3118 фрикционная муфта Гильотина Н3118 техническая характ гильотина н 3118. запчасти пружины для Н3118 купить, модель Н3118 цена станок гильотина Н408 до 32мм б/у в г.Иркутске пн 3118. ножницы гильотинные н3118 схема, гильотина для резки металла б у н3118 Ножницы гильотинные Н3118 цена запчасти для гильотины Н3118. паспорт ножниц гильотинных н3118, нож гильотины н3118 нОЖИ НА ГИЛЬОТИНУ НД 3118г гильотина н3118 чертёж шпоночной муфты. характеристики н3118, электромагнит для н-3118 схемы гильотины НК 3118 Н3118 электрическа схема.
инструкция станок Гильотина Н3118, гильотина электромеханическая для резки металла 12 мм паспорт ножи для гильотины н3118 схема ремонта гильотины н3118. ножницы гильотинные н3118 эл.схема, ножницы гильотинные н3118 электросхема скачать паспорт станок гильотина н3118 купить гильотину по металлу б/у Н3118. электросхема пресс ножницы н-3118, н3118 гильотина н 3118 ножи кривошипных гильотинных ножниц н-3118 б/у. гильётина модель н 3118, Н3118 гильотина характеристики Ножи на кривошипные Н3118 giljotina nojnits н3118. запчасти для н3118 фрикционная муфта, н3118 фрикционная муфта Гильотина Н3118 техническая характ гильотина н 3118. запчасти пружины для Н3118 купить, модель Н3118 цена станок гильотина Н408 до 32мм б/у в г.Иркутске пн 3118. ножницы гильотинные н3118 схема, гильотина для резки металла б у н3118 Ножницы гильотинные Н3118 цена запчасти для гильотины Н3118. паспорт ножниц гильотинных н3118, нож гильотины н3118 нОЖИ НА ГИЛЬОТИНУ НД 3118г гильотина н3118 чертёж шпоночной муфты. характеристики н3118, электромагнит для н-3118 схемы гильотины НК 3118 Н3118 электрическа схема. инструкция на ножницы Н3118 скачать, шестерня большая на н3118 куплю ножи для гильотинных ножниц модели нв 3118 чертежи гельятинных ножниц Н3118. ножницы механические листовые модель Н-3118 г иркутск, гильотина н3118 паспорт на гильотина н3118 гильотина Н3118 характеристики. паспорт на ножницы гильотинные н3118, ножницы н3118 пневмо муфта описание гильотина н3118 техническая характеристика гильотина Н3118 схема. Н3118 цена, паспорт нв 3118 сарана ножницы гильотинные н3118 паспорт скачать бесплатно электрическая схема гильотины для резки металла н272. электросхемы принципиальные гильотины НК3118,
инструкция на ножницы Н3118 скачать, шестерня большая на н3118 куплю ножи для гильотинных ножниц модели нв 3118 чертежи гельятинных ножниц Н3118. ножницы механические листовые модель Н-3118 г иркутск, гильотина н3118 паспорт на гильотина н3118 гильотина Н3118 характеристики. паспорт на ножницы гильотинные н3118, ножницы н3118 пневмо муфта описание гильотина н3118 техническая характеристика гильотина Н3118 схема. Н3118 цена, паспорт нв 3118 сарана ножницы гильотинные н3118 паспорт скачать бесплатно электрическая схема гильотины для резки металла н272. электросхемы принципиальные гильотины НК3118,
Для разрезания листового металла применяется специальной оборудование, которое называют гильотиной. Конструктивные особенности определяют возможность быстрой обработки стали и других сплавов путем резания. Ножницы гильотинные Н3118 – распространенный представитель рассматриваемой группы оборудования, о котором поговорим подробнее.
Назначение и области применения
Область применения – промышленные, заготовительные цеха мелкосерийного, среднесерийного производства. Как правило, листовые материалы используют при изготовлении корпусных деталей. Именно поэтому ножницы гильотинные модели Н3118 можно встретить в сфере машино-, судостроения, в заготовительных цехах.
Как правило, листовые материалы используют при изготовлении корпусных деталей. Именно поэтому ножницы гильотинные модели Н3118 можно встретить в сфере машино-, судостроения, в заготовительных цехах.
Назначение – разрезание листовых материалов по указанным размерам. Обработка проводится исключительно в поперечном, продольном и прямом направлении по толщине листа. При этом есть определенные ограничения того, какой толщины может быть лист. Лист должен быть не выше 50 кгс/мм 2 .
Именно технические характеристики определяют возможность использования ножниц модели Н3118 в тех или иных ситуациях. К особенностям технических характеристик гильотины Н3118 можно отнести:
- максимальная толщина металла 6,3 миллиметра;
- максимальная длина листового материала 2 000 миллиметров;
- частота хода ножа при выборе автоматической обработки (минимальной значение) 21 ходов в минуту;
- максимальный размер листа по заданному упору 630 миллиметров;
- усилие, с которым воздействует прижимная балка 25 кН;
- высота конструкции над уровнем пола 1945 миллиметров;
- предельное отклонение по заданным размерам при резке на длину заготовки 1 000 миллиметров составляет 0,25 миллиметра;
- управление может осуществляться при помощи пульта с кнопками или педалей;
- ход может быть непрерывный или одиночный.
Вышеприведенные характеристики определяют особенности рассматриваемой модели станка по резке листового металла.
Скачать паспорт гильотинных ножниц Н3118
Скачать чертежи быстроизнашиваемых деталей Н-3118
Конструктивные особенности
Использовать рассматриваемую модель гильотины можно для осуществления резки по заданной разметке или без нее. Для этого могут использоваться установленные боковые и здание упоры, которые будут направлять подачу металла в зону обработки.
К конструктивным особенностям можно отнести:
- схема имеет верхний привод, который приводится в движение при помощи специального электрического мотора;
- передаточный механизм представлен клиновидной передачей и цилиндрическим редуктором – стандартная схема для ножниц этой серии. Использование ременной передачи позволяет осуществить защиту установленного электродвигателя. При превышении показателя возможной нагрузки ремень начнет скользить на шкивах. При этом коэффициент потери мощности определяет снижение КПД всего на несколько десятых процента;
- решение использовать редуктор закрытого типа и клиноременной передачи позволяет также снизить уровень шума, исходящего от ножниц Н3118;
- разрезаемый материал для повышения точности обработки прижимается при помощи специальной кулисы, которая работает синхронно с ножевым механизмом. Регулировки прижима осуществляется системой пружин, которая находится внутри корпуса;
- модель Н3118 оборудована задним и боковым упором также для фиксации металла во время обработки;
- электронная схема позволяет проводить резание в одиночном и автоматическом режиме. Установка основных функций и управление всем оборудованием проводится через специальный пульт или педали. При включении одиночного режима резания даже при длительном нажатии кнопки пуска проводится одиночное резание, так как срабатывает специальная система защиты от случайного нажатия;
- для увеличения срока службы конструкции используется комбинированный способ смазки трущихся элементов. Отметим, что смазывающая жидкость не подается в зону резания и поэтому заготовки после резания не имеют на поверхности масла или иной СОЖ;
- включение системы проводится при помощи жесткой муфты, которая оснащена двумя шпонками и магнитом, работающим от электричества. Подобная особенность обуславливает уменьшение расходов на эксплуатацию и снижение стоимости ножниц Н3118.
Ножницы гильотинные рассматриваемой серии пользуются большой популярностью по причине простоты использования, эффективности, высокой практичности и надежности.
Н3118 ножницы гильотинные кривошипные паспорт, характеристики
Для разрезания листового металла применяется специализированной оборудование, которое называют гильотиной. Особенности конструкции формируют возможность быстрой обработки стали и прочих сплавов путем резания. Ножницы гильотинные Н3118 – популярный представитель рассматриваемой группы оборудования, о котором побеседуем детальнее.
Назначение и сфере использования
Область использования – промышленные, заготовительные цеха мелкосерийного, среднесерийного производства. В основном, материалы листового типа применяют во время изготовления корпусных деталей. Собственно поэтому ножницы гильотинные модели Н3118 можно повстречать в области машино-, кораблестроения, в заготовительных цехах.
Назначение – разрезка материалов листового типа по заданным размерам. Обработка проходит исключительно в поперечном, продольном и прямом направлении по толщине листа. Есть при этом конкретные ограничения того, какой толщины может быть лист. Лист должен быть не выше 50 кгс/мм 2 .
Технические свойства
Собственно технические свойства формируют возможность применения ножниц модели Н3118 в самых разных ситуациях. К свойствам технических специфик гильотины Н3118 можно отнести:
- самая большая толщина металла 6,3 миллиметра;
- самая большая длина материала листового типа 2 000 миллиметров;
- частота хода ножа при подборе автоматической обработки (небольшой значение) 21 ходов за минуту;
- самый большой размер листа по заданному упору 630 миллиметров;
- усилие, с которым действует прижимная балка 25 кН;
- высота конструкции над уровнем пола 1945 миллиметров;
- максимальное отклонение по указанным размерам при резке на длину заготовки 1 000 миллиметров составляет 0,25 миллиметра;
- управление может выполняться с помощью пульта с кнопками или педалей;
- ход может быть беспрерывный или одиночный.
Приведенные выше характеристики формируют характерности рассматриваемой модели станка по резке листового металла.
Скачать паспорт гильотинных ножниц Н3118
Скачать чертежи быстроизнашиваемых деталей Н-3118
Особенности конструкции
Применять рассматриваемую модель гильотины можно для выполнения резки по заданной разметке либо же без нее. Для этого могут применяться установленные боковые и здание упоры, которые будут направлять подачу металла в территорию обработки.
К особенностям конструкции можно отнести:
- схема имеет верхний привод, который приводится в движение с помощью специализированного электромотора;
- передаточный механизм предоставлен клиновидной передачей и цилиндрическим редуктором – типовая схема для ножниц данной серии. Применение ременой передачи дает возможность выполнить защиту поставленного электрического двигателя. При превышении критерия потенциальной нагрузки ремень начнет скользить на шкивах. При этом показатель потери мощности определяет снижение КПД всего на несколько десятых процента;
- решение применять редуктор закрытого типа и клиноременной передачи позволяет также уменьшить шум, исходящего от ножниц Н3118;
- разрезаемый материал для увеличения точности обработки прижимается с помощью специализированной кулисы, которая работает синхронно с ножевым механизмом. Регулировки прижима выполняется системой пружин, которая расположена в середине корпуса;
- модель Н3118 оснащена задним и боковым упором также для фиксирования металла при обработке;
- электронная схема дает возможность проводить резание в одиночном и автоматическом режиме. Установка важных функций и управление всем оборудованием проходит через специализированный пульт или педали. При включении одиночного режима резания даже при долгом нажатии кнопки пуска проходит одиночное резание, так как срабатывает специализированная защитная система от нечаянного нажатия;
- для продления рабочего срока конструкции применяется способ комбинированный смазки трущихся компонентов. Напомним, что смазывающая жидкость не подается в территорию резания и по этому заготовки после резания не имеют на поверхности масла либо другой СОЖ;
- включение системы проходит с помощью жёсткой муфты, которая оборудована 2-мя шпонками и магнитом, работающим от сети. Аналогичная характерность обуславливает уменьшение эксплуатационных расходов и снижение стоимости ножниц Н3118.
Гильотина в цеху
Ножницы гильотинные рассматриваемой серии пользуются высокой популярностью из-за причины простоты применения, эффективности, замечательной практичности и надежности.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
Н3118 ножницы гильотинные кривошипные: паспорт, характеристики
Прижимная балка гильотинных ножниц Н3222 (рис. 9)
Прижимная балка гильотинных ножниц н3222
Прижимная балка представляет собой стальную траверсу 1, закрепленную на передних выступах стоек станины и имеющую специальные пазы для закрепления передних концов кронштейнов станины с дополнительными опорами коленчатого вала. В нижней части траверсы, имеющей наклонный продольный паз, закреплены 12 гидравлических прижимов, которые удерживают от смещения разрезаемый лист. Каждый прижим состоят из сборного поршня 2 с нажимным штоком 3, уплотняющегося резиновыми манжетами 4 и резиновыми кольцами 5, возвратной пружины 6, заключенных в корпусе 7 со сменной втулкой 8 и соединяется с продольным каналом отверстиями, уплотняемыми резиновыми кольцами 9.
Масло под давлением подводится к каналу присоединением 10, уплотняемым резиновым кольцом 11. Сзади крепится экран 12, образующий луч освещения линии реза. Слева крепится корпус с краном 16 и манометром 14 для замера давления и краном 15 с клапаном 13 для выпуска воздуха из гидросистемы. Уплотнение кранов осуществляется резиновыми кольцами 17. Для регулировки зазоров в направляющих ползуна случат 8 резьбовых втулок 19 с упорными сферическими вставками 20, которыми достигается перемещение направляющих клиньев 21. Зажим отрегулированных клиньев достигается шпильками 22 и гайками 23 и 24.
Механизм регулировки заднего упора (pис. 10)
Предстявляет собой балку 1, закрепленную на двух рычагах 2, шарнирно соединенных с двумя ползунами 3, в расположенную параллельно линии реза. Ползуны 3 могут двигаться “от ножей” и “к ножам” с помощью винтов 4, которые вращаясь, перемещают гайки 5 ползунов движущихся по круглым направляющим 6. Одна из гаек каждого ползуна имеет резьбовую регулировку для избежания, осевого зазора в резьбе. Винты 4 с помощью конических шестерен 7 зацепляются с поперечный сборным валиком 8, приводящимся во вращение редуктором 9. Кулачковая муфта 10 валика позволяет отрегулировать положение ползунов на винтах, обеспечивающие параллельность упорной балки с линией реза. Ведущий вал редуктора приводится через предохранительную муфту 11 от трехскоростного электродвигателя который в момент выключения тормозится противовключением с помощью реле контроля скорости 12. Упорная балка связана с ползуном ножниц подвеской, имеющей ролики 13 и пружину 14, обеспечивающую прижим балки с рычагами и роликами 15, к направляющим линейками 16, закрепленными на стойках. Кулачки 17 служат для подъема упорной балки в крайнем заднем положении, что обеспечивает проход разрезаемого листа под балкой. Конечный выключатель 18 ограничивает перемещение балки “от ножей”. Путевой переключатель 19 запрещает включение реза до нажима выключателя 18, что исключает поломку упора в положении хода, обеспечивающего подъем балки. Конечный выключатель 20 ограничивает перемещение балки “к ножам” в положении упора около нижнего ножа. Подвод упора к ножу производится толчками с малой скоростью.
В корпусе 21 имеется пара конических шестерен для передача движения механизму показания положения заднего упора.
Уравновешиватели (рис. 11)
Служат для облегчения работы привода ножевой балки за счет ее уравновешивания. Представляют собой два пневматических цилиндра, усилие которых преодолевает вес ножевой балки и обеспечивает постоянное ее прилегание к направляющим станины для большей точности резки. Подъемные полости цилиндров постоянно соединены с ресивером, наполненным сжатым воздухом под определенным давлением. В цилиндрах I располагаются поршни 2 с полыми штоками, в которых на подвесках 3 шарнирно закреплены тяги 4 на осях 5 через втулки подшипников скольжения 6. Нижние вилки тяг шарнирно соединены с кронштейнами ножевой бачки с помощью осей 7. Поршни и штоки цилиндров уплотняются манжетами 8 и 9. Подвод жидкой смазки к поршням совершается периодически через масленки 10.
Механизм показаний положения заднего упора (рис. 12)
Между корпусом червячного редуктора к станиной вмонтирован счетчик, цифрами которого отмечается расстояние до упорной балки от лиши реза. Движение передается счетчику шестерней I смонтированной на валике счетчика, который закреплен на корпусе 3. Шестерне 1 вращательное движение передается шестерней 2, которая закреплена на сборном валике 4. Валик 4 получает движение от винта упора через конические шестерни 5 и 6. Хвостовики сборного валика смонтированы на шарикоподшипниках в корпусах, укрепленных на стойке станины.
Осветитель (рис. 17)
Представляет собой щит 3, укрепленный на прижимной балке ножниц. На прижимной балке укреплены на кронштейнах лампы люминесцентные для освещения зоны реза, с пускорегулирующим устройством 2 и светильником 4 для освещения поверхности стола.
НД3318Г ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Машина нд3318г разработана в 1977 году и серийно выпускалась с 1979 года. Разработчик .
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НД3318Г предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 6,3 х 2000 мм
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности.
Основны параметры машины для резки листового металла нд3318г:
- Наибольшие размеры разрезаемого металла – 6,3 х 2000 мм
- Частота хода ножа – 50 мин-1
- Механическое перемещение заднего упора – 0..630 мм
- Тип муфты – пневматическая фрикционная многодисковая
- Тип тормоза – фрикционный однодисковый
- Мощность электродвигателя – 8,5 кВт
- Вес ножниц полный – 4,20 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим – толчковый ход
Станина ножниц цельносварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
Конструктивные особенности
Применение рассматриваемой модели возможно для осуществления резки по заданной разметке или без нее. Для этого можно использовать установленные боковые и задние упоры, которые будут направлять подачу металла в зону обработки.
К конструктивным особенностям относится следующее:
- схема имеет верхний привод, который приводится в движение при помощи специального электрического мотора;
- передаточный механизм представлен клиновидной передачей и цилиндрическим редуктором — стандартная схема для ножниц данной серии. Использование ременной передачи позволяет осуществить защиту установленного электродвигателя. При превышении показателя возможной нагрузки ремень начнет скользить на шкивах. При этом коэффициент потери мощности определяет снижение КПД всего на несколько десятых процента;
- решение использовать редуктор закрытого типа и клиноременной передачи позволяет снизить уровень шума, исходящего от ножниц Н3118;
- разрезаемый материал для повышения точности обработки прижимается с помощью специальной кулисы, которая работает синхронно с ножевым механизмом. Регулировка прижима производится системой пружин, находящейся внутри корпуса;
- модель Н3118 оборудована задним и боковым упором также для фиксации металла при обработке;
- электронная схема позволяет проводить резание в одиночном и автоматическом режиме. Установка основных функций и управление оборудованием проводится через специальный пульт или педали. При включении одиночного режима резания даже при длительном нажатии кнопки пуска проводится одиночное резание, так как срабатывает специальная система защиты от случайного нажатия;
- для увеличения срока службы конструкции применяется комбинированный способ смазки трущихся элементов. Отметим, что смазывающая жидкость не подается в зону резания, а потому заготовки после резания не имеют на поверхности масла или иной СОЖ;
- включение системы проводится с помощью жесткой муфты, оснащенной двумя шпонками и магнитом, работающим от электричества. Подобная особенность обуславливает уменьшение расходов на эксплуатацию и снижение стоимости ножниц Н3118.
Смазка ножниц кривошипных листовых ножниц Н3118
Основные трущиеся поверхности ножниц Н3118 смазываются от рычажного шприца для густой смазки через масленки. Шестерни привода и подшипники смазываются путем закладывания смазки соответственно на зубья шестерни и в стаканы подшипников. В процессе работы ножницы нужно смазывать так, чтобы смазка выступала с боковых мест расположения подшипников. Выступающую из зазоров смазку нужно вытирать. Необходимо периодически проверять состояние масленок и маслопроводящих отверстий в деталях и обязательно их прочищать.
Смазочные отверстия промывать чистым керосином не реже одного раза в три месяца.
Меры безопасности при работе на кривошипных листовых ножницах Н3118
- производить осмотр и ремонт электроаппаратуры при включенном вводном выключателе;
- производить ремонт ножниц Н3118 при включенном электродвигателе;
- осуществлять наладку, регулировку, чистку, смазку и отладку ножниц Н3118 на ходу;
- работать при отсутствии надежного заземления;
- работать затупленными ножами во избежание деформации обрабатываемого материала;
- работать на ножницах Н3118 со снятыми ограждениями.
Не разрешается допускать к работе и обслуживанию ножниц Н3118 лиц, не ознакомившихся с руководством и не прошедших проверку практических знаний и навыков по управлению кривошипных листовых ножницами Н3118 .
Гильотина Н3118
служит для поперечного и продольного разрезания любого листового материала. Основное применение гильотина находит в цехах по заготовке материала (предприятия машиностроительной отрасли).
Разрезка обрабатываемого материала может производиться по предварительной разметке или без неё. Для этого служат боковые или задние упоры. Гильотина Н3118 заслуженно принадлежит к безотказному и долговечному оборудованию.
Сами ножницы Н3118
конструктивно обустроены верхним приводом, движителем для которого служит электрический мотор. Передаточный механизм использует клиновидный ремень с двухступенчатым редуктором цилиндрической конструкции. Такое решение значительно снижает шум при работе гильотины.
Для заранее размеченного листового материала ножницы Н3118
оборудованы задним упором, конструктивно расположенным с внешней стороны ножевого механизма. Разрезаемый материал надёжно удерживается прижимной кулисой, синхронно функционирующей с ножевым механизмом. Нужный прижим обусловлен мощными пружинами, расположенными в специальных стаканах прижимного механизма.
Электронная схема управления гильотины 3118
позволяет производить резку материала в одиночном и автоматическом режимах. Гильотина приводится в движение при помощи педали или посредством кнопки.
Смазка трущихся частей гильотины комбинированная. Включение ножниц Н3118
осуществляется посредством жёсткой муфты, имеющей две шпонки и электрический магнит. Всё это служит для уменьшения расходов на эксплуатацию при использовании в производстве гильотин Н3118
.
Н3121 Ножницы гильотинные для обработки листового металла. Назначение и область применения
Ножницы кривошипные гильотинные Н3121 выпускались по ГОСТ 6282-64 с 1968 года по 1983 год и были заменены более совершенной моделью НА3121
Ножницы механические гильотинные Н3121 с наклонным ножом предназначены для резки листового металла с пределом прочности (временное сопротивление) σ BP = 500 МПа (50 кг/мм2). Поперечная резка листа толщиной до 12,5 мм и шириной до 2000 мм производится за один ход ножа. Продольная резка — при длине листа более 2000 мм — производится рядом повторных резов при продвижении листа вдоль линии реза.
Основные параметры машины н3121:
- Наибольшие размеры разрезаемого металла — 12,5 х 2000 мм
- Предел прочности (временное сопротивление) металла σ BP, не более — 500 МПа (50 кг/мм2)
- Максимальное усилие реза — 500 кН (50 тс)
- Максимальное усилие прижима — 29 кН (2,9 тс)
- Частота ходов ножа, не менее — 40 мин-1
- Ход ножа — мм
- Угол наклона подвижного ножа — 2°10′
- Мощность привода — 18,5 кВт
- Вес машины полный — 7 т
Особенности конструкции гильотинных ножниц Н 3121
Станина гильотины сварная, из листовой стали. Две боковые стойки соединены столом и тремя стяжками. Стол, к которому крепится нижний нож, имеет регулировку для установки необходимого зазора.
Привод ножниц Н3121 осуществляется от электродвигателя через клиноременную передачу и двухступенчатый цилиндрический редуктор, конструкция закрытого цилиндрического редуктора обеспечивает значительное уменьшение шумовых характеристик ножниц. Ножевая балка гильотины получает возвратно-поступательное движение от коленчатого вала через шатуны. Уравновешена ножевая балка пружинным уравнавешивателем.
Усилие на ножевую балку от коленчатого вала передается двумя шатунами. Муфта включения ножниц с двумя поворотными шпонками, тормоз ленточный, периодического действия. Периодичность торможения достигается за счет эксцентричного расположения шкива по отношению к оси коленчатого вала. Это торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Муфта включения жесткая с двумя поворотными шпонками и электромагнитом. Конструкция муфты включения главного привода обеспечивает надежную работу листовых ножниц без воздуха, что значительно снижает эксплуатационные расходы.
Разрезаемый материал прижимается к столу ножниц прижимной балкой, движение которой согласовано с движением ножевой балки.
Механические ножницы Н3121 снабжены задним упором. Для безопасной работы на ножницах предусмотрена защитная решетка.
Гильотинные ножницы Н3121 могут работать на одиночных и автоматических ходах. Управление кнопочное с пульта управления и от ножной педали.
Конструкция соединения ножевой балки с шатунами предусматривает возможность увеличения открытой высоты ножей на 20 мм, что необходимо для продольной резки листа.
Прижим разрезаемого листа к столу осуществляется индивидуальными подпружиннеными штоками.
Резка может производиться как по разметке, так и с помощью заднего упора.
Ножницы могут быть использованы на складах и цехах различных предприятий, где требуется резка листовой стали.
При резке стали с пределом прочности больше или меньше 50 кг/мм 2 для расчета максимальной толщины реза необходимо пользоваться формулой, указанной в разделе «Регулировка ножниц». При этом твердость разрезаемого листа не должна превышать 35 единиц Роквелла по шкале «С».
Ножницы изготовляются с основными параметрами по ГОСТ 6282—64
НА3121 Ножницы кривошипные листовые гильотинные с наклонным ножом для обработки листового металла. Назначение, область применения
Гильотина НА3121 разработана в 1983 году и серийно выпускалась с 1984 года. Разработчик Шимановский завод КПО г. Шимановск.
Ножницы кривошипные гильотинные НА3121 выпускались по ТУ2-041-1068—83, ГОСТ 6282-76 и заменили устаревшую модель Н3121.
Ножницы гильотинные механические НА3121 с наклонным ножом для листового металла предназначены для продольной и поперечной резки листового материала. Применяются в заготовительных цехах машиностроительных предприятий.
Особенности конструкции кривошипных гильотинных ножниц НА3121
Ножницы выполнены с верхним приводом.
Вращение от электродвигателя через клиноременную передачу, муфту-тормоз, цилиндрический редуктор передается на эксцентриковый вал и далее через кривошипно-шатунный механизм — ножевой балке.
Станина ножниц представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
На стойки опирается стол, к которому винтами крепятся нижние ножи. Горизонтальным перемещением стола регулируется зазор между верхними и нижними ножами. К столу крепятся передний и боковой упоры.
Ножевая балка — сварной конструкции Г-образной формы, усиленная ребрами. На ножевой балке крепятся верхние ножи.
Пневматические уравновешиватели служат для компенсации массы ножевой балки, а также для снижения динамических нагрузок при работе ножниц.
Пневматическая многодисковая фрикционная муфта-тормоз жесткосблокированная и расположена на левом конце приводного вала.
Для мерной резки полос ножницы снабжены задним упором, который установлен с тыльной стороны ножевой балки. Установка заднего упора производится с помощью винтового механизма, приводимого от маховичка вручную.
Лист при резке прижимается прижимной балкой, работающей согласованно с ножевой балкой. Необходимые усилия прижима обеспечивают пружины, которые размещаются в стаканах прижимной балки.
Электросхема обеспечивает работу ножниц на одиночных и автоматических ходах.
Управление ножниц кнопочное и от педали.
Смазка основных механизмов комбинированная.
Сведения о производителе гильотинных ножниц НА3121
Изготовителем и разработчиком ножниц НА3121 является Шимановский завод кузнечно-прессового оборудования г. Шимановск Амурской области.
Гильотинные ножницы с наклонным ножом. Общие сведения
Синонимы: ножницы гильотинные, ножницы листовые, ножницы механические, ножницы кривошипные, ножницы гидравлические, shears for sheet metal working, guillotine shears, crank shears.
Гильотинные ножницы – ножницы с наклонным ножом предназначены для прямолинейной продольной и поперечной резки листового металла. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее – по заднему или боковому упорам.
В зависимости от типа привода верхнего ножа гильотинные ножницы бывают:
- механическими (кривошипными)
- гидравлическими
Гидравлические гильотинные ножницы являются наиболее мощными, длина реза у них достигает 8 и более метров, толщина разрезаемого материала – до 60 миллиметров.
Гильотинные ножницы с механическим приводом во многом схожи с гидравлическими ножницами, основным отличием является система привода: оба движения лезвия (и вверх и вниз) обеспечиваются кривошипным механизмом.
Ножницы с механическим приводом не обладают высокой мощностью и применяются для резки материалов максимальной толщиной 3 – 8мм. Однако скорость реза у этого класса гильотин достаточно высока – до 56 резов в минуту (для сравнения, у гидравлических ножниц количество резов варьируется от 3 до 18 в минуту).
Гильотинные ножницы различают, также, по конструкции привода верхнего ножа:
- ножницы с прямым ходом верхнего ножа
- ножницы с поворотной (качающейся) балкой – консольные
У гильотинных ножниц с прямым ходом верхнее лезвие закреплено на раме, которая за счет кривошипа или 2-х гидроцилиндров перемещается вниз по прямым направляющим, расположенным на внутренней поверхности боковых стенок машины.
У гильотинных ножниц с поворотной балкой перемещение верхнего ножа происходит за счет вращения балки вокруг центров, находящихся на боковых стенках в задней части станка. Поскольку система привода поворотной балки находится внутри корпуса машины – ножницы с поворотной балкой более компактные.
При относительно низкой стоимости ножниц с поворотной балкой, компактности и простоте их исполнения, у них все же имеется определенный недостаток: угол резки не изменяется, оставаясь равным установленному производителем, вне зависимости, режутся ли толстые или тонкие листы.
Устройство и работа составных ножниц кривошипных листовых Н3121
- Станина
- Привод
- Балка ножевая
- Прижим
- Упор задний
- Валы приводные
- Муфта включения
- Уравновешиватель
- Электромагнитное управление
- Тормоз
- Ограждения
- Решетка защитная
- Электрооборудование
- Пульт управления
Ножницы приводятся в движение электродвигателем 1. Шкив 2, сидящий на валу электродвигателя, с помощью клиноременной передачи 3, приводит во вращение маховик 4. Маховик 4 закреплен на приводном валу I. На другом конце вала I закреплен инерционный маховик 10. На вал I посажена шестерня 5, находящаяся в зацеплении с зубчатым колесом 6, которое закреплено на промежуточном валу II. Шестерня 7 посажена на другом конце вала II и находится в зацеплении с зубчатым колесом 8, внутри которого смонтирована муфта включения 9 с поворотными шпонками. Включение и выключение муфты производится электромагнитом 11, системой рычагов 12 и пружин, расположенных на крышке муфты. При включении электромагнита муфта передает вращательное движение эксцентриковому валу III, который через шатуны 13 приводит в возвратно-поступательное перемещение ножевую балку 14. При движении ножевой балки вниз прижимная балка 17 прижимает отрезаемый лист к столу в момент реза. Движение прижима связано с перемещением ножевой балки. Для снижения динамических нагрузок предусмотрены уравновешиватели 15 ножевой балки. Подъем прижима 17 происходит при подъеме ножевой балки, когда упоры 18, установленные на ней, увлекают вверх прижим.
Для остановки ножевой балки 14 в крайнем верхнем положении служит тормоз 19, установленный на правом конце вала III.
Строение и работа основных органов кривошипных ножниц Н3118
Станина – это базовый узел крепления прочих узлов и механизмов ножниц кривошипных Н3118, представляющий собой сварную конструкцию из двух стоек (1) и (3), связанных между собой уголками (2).
На стойки опирается стол (4) с прикрепленными нижними ножами (5) и упором поперечной резки (7), который снимающимся в случае необходимости продольной резки металла. К направляющим станины крепятся текстолитовые накладки (8), по которым перемещается ножевая балка.
Привод и валы ножниц кривошипных Н3118
Привод ножниц Н3118 осуществляется от электродвигателя (1) через клиноременную передачу на маховик (4), через зубчатые колеса (5,6) на коленчатый вал (7). Электродвигатель крепится к подмоторной плите (2,) шарнирно укрепленной на станине. Регулировка натяжения ремня осуществляется гайками (3).
Шпоночная муфта включения установлена в ступице зубчатого колеса на левом конце коленчатого вала. Втулки (1, 2, 3) неподвижно посажены в ступице зубчатого колеса, остальные детали соединены с коленвалом. Рабочая и запорная поворотные шпонки включаются пружинами (6) и, поворачиваясь, захватываются полукруглыми пазами втулки (2). Втулки (8, 9) дополняют гнезда для круглых концов шпонки. При включении и выключении шпонок угол поворота их ограничивается пазом ведущей втулки.
Балка ножевая и прижим ножниц кривошипных Н3118
К ножевой балке ножниц Н3118, конструкция которой усилена ребрами жесткости (5), винтами крепятся ножи (6) и задний упор. Усилие на нее передается от коленчатого вала посредством двух шатунов (7). Во время работы ножниц разрезаемый лист прижимается к столу прижимной балкой (1), связанной выступами (2) с выступами ножевой балки, благодаря чему прижим осуществляется автоматически и согласованно с движением последней.
Усилие нажатия прижима ножниц Н3118 регулируется пружинами (3), вмонтированными в стаканы на прижимной балке. В нижней части прижимной балки установлена предохранительная решетка
Задний упор ножниц кривошипных Н3118
Установленный с тыльной стороны ножевой балки задний упор ножниц кривошипных Н3118 служит упором для листа при поперечной резке и состоит из упорной линейки и двух цилиндрических валов, перемещаемых вручную. При резке полосы шириной более 500 мм задний упор снимается.
На правом конце коленчатого вала насажен тормоз периодического действия. За счет эксцентричного расположения шкива (2) по отношению к оси коленчатого вала (1) достигается периодичность торможения. Торможение ножниц кривошипных Н3118 происходит в момент нахождения ножевой балки в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Ограждение ножниц кривошипных Н3118
Ограждение ножниц выполнено из листовой стали и состоит из 3-х кожухов, закрывающих шкивы клиноременной передачи, шестерни привода и тормоз ножниц.
- лампочка – электросеть подключена
- лампочка – двигатель включен
- переключатель – местное освещение
- кнопка – пуск двигателя
- лампочка – автоматические циклы
- кнопка – пуск циклов (одиночных, автоматических)
- лампочка – одиночные циклы
- кнопка – стоп циклов
- лампочка – педаль
- кнопка – стоп общий
- ключ-бирка
Описание составных частей ножниц кривошипных листовых Н3121
Станина ножниц Н3121
Все механизмы и узлы ножниц кривошипных листовых Н3121 смонтированы на станине.
Станина представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой стяжками и столом. Стол крепится к стойкам болтами. К столу винтами крепятся нижние ножи. Для удаления отрезанных заготовок предусмотрен склиз.
Привод ножниц кривошипных листовых Н3121
Электродвигатель ножниц шарнирно закреплен на плите станины. Регулировка натяжения клиновых ремней осуществляется изменением угла наклона электродвигателя с помощью натяжного винта.
Муфта включения кривошипных ножниц Н3121
Конструкция муфты включения с поворотными шпонками показана на рисунке.
Муфта включения при помощи втулки 2 жестко крепится в ступице колеса 12. При отключенном электромагните втулка 2 свободно вращается с колесом 12, не входя в зацепление с втулкой 7, заклиненной относительно вала 14, шпонкой 13. Втулки 8 и 9 являются подшипниками скольжения.
При включении электромагнита хвостовик 4, расположенный на правом конце шпонки 10, освобождается от упора электромагнита, и пружины 6 приводят в действие рычаги 5. Рычаги 5 поворачивают рабочую 10 и запорную 11 шпонку муфты включения, и они занимают рабочее положение, войдя в пазы втулок 7 и 2, жестко связывают их между собой. От колеса 12 через втулки 1, 2, 3 вращение передается втулке 7, от нее через шпонку 13, вращение передается на вал 14. Вал делает один оборот (рабочий ход), хвостовик упирается в палец, поворачивая рабочую шпонку 10 и, одновременно, через рычаги 5 запорную шпонку 11, муфта отключается.
В режиме холостого хода зубчатое колесо свободно вращается на паре подшипников скольжения 8 и 9.
Ножевая балка кривошипных ножниц Н3121
Ножевая балка представляет собой сварную конструкцию Г-образной формы, усиленную ребрами жесткости. К балке винтами крепятся ножи для резки.
Прижим и защитная решетка кривошипных ножниц Н3121
Во время работы ножниц разрезаемый лист прижимается к столу прижимной балкой. При движении ножевой балки вниз прижимная балка зажимает лист, а затем начинается рез. Подъем прижима осуществляется упорами ножевой балки, упирающимися в платики прижима.
Регулировка усилия прижима производится гайками, сжимающими пружину прижимной балки.
К направляющим планкам прижима жестко закреплена защитная решетка, предохраняющая руки рабочего от попадания под прижим. При снятой защитной решетке срабатывает электрическая блокировка, и ножницы автоматически отключаются.
Упор задний ножниц Н3121
Установка снабжена задним упором для резки листа заданного размера. Задний упор состоит из упорной линейки и двух цилиндрических реек, перемещаемых вручную. При резке листа длиной более 500 мм уголок упора снимается.
Уравновешиватели кривошипных ножниц Н3121
Уравновешиватели служат для компенсации веса ножевой балки, снижение динамических нагрузок при работе на ножницах.
Уравновешиватель состоит из двух наборов пружин, установленных в стаканах, приваренных к швеллерной коробке станины.
Штоки уравновешивателя шарнирно соединены с ножевой балкой.
Ограждения ножниц Н3121
Ограждения ножниц сварной конструкции выполнено из тонколистовой стали. Состоит из четырех кожухов, которые закрывают шкив мотора, маховик, клиноременную передачу шестерни и зубчатые колеса. Все ограждения крепиться к станине болтами.
Кинематическая схема кривошипных ножниц Н3121
| Модель установки | Число зубьев/модуль | Мощность электродвигателя, кВт | |||
| Z1/m1 | Z2/m2 | Z3/m3 | Z4/m4 | ||
| Н3121 | 19/10 | 52/10 | 19/12 | 75/12 | 37 |
виды и инструкция по работе на станке — ООО «СТК»
Особенности работы гильотинных ножниц: виды и инструкция по работе на станке
Металлообрабатывающие и машиностроительные предприятия не могут обходиться без эффективного инструмента для резки металла. Иногда приходится проводить манипуляции даже в небольшой слесарной мастерской, и гильотинные ножницы уверенно справляются в различных условиях эксплуатации. Важно лишь знать, как с ними обращаться и не пренебрегать инструкцией по работе на гильотинных ножницах.
Что такое гильотинные ножницы?
Гильотина – специализированное оборудование для разрезания металлических листов. Раскрой может быть, как продольный, так и поперечный, но вырезать с помощью гильотинных ножниц не получится. Длина заготовки практически не ограничена. Конструкция гильотины позволяет выполнить точный разрез без дефектов, защитив верхний полимерный слой.
Основные конструктивные элементы:
- станина;
- ножи.
Станина – две стойки, связанные балкой и траверсами. Она оснащена рабочим столом для подачи металла. Нижний нож, обычно, фиксирован, а верхний установлен на подвижной балке. Оба изготавливаются из высоколегированной закалённой стали. Существуют конструкции с нижним подвижным лезвием.
Длина | 110 – 2000 мм |
Толщина | 12 – 120 мм |
Ширина | 50 – 200 мм |
Таблица 1. Характеристики ножей гильотинных ножниц
Современные гильотинные ножницы оборудуются градуированным упором для серийного разрезания и ограничителем для примерной подгонки размеров.
Отрезанный материал подпадает на возвратный поддон. Дабы станок не перегружался его оснащают предохранительной шпилькой, которая в случае критической отметки срезается, останавливая процесс резки.
Принцип работы гильотинных ножниц
Перед началом работы со станком, необходимо изучить руководство по эксплуатации гильотинных ножниц.
Гильотину использовали ещё в 18-м веке, но применяли лишь как орудие казни. Назначение современных гильотинных ножниц изменилось, но принцип остался. Резка происходит за счёт опускания лезвия, поднятого на определённую высоту.
- Листовой металл попадает на рабочий стол через подающее устройство и выравнивается по упорам и ограничителям.
- Прижимное устройство фиксирует металл, и включается привод (гидропривод, пневмопривод, электропривод).
- Верхний нож опускается и вместе с нижним ножом разрезает материал.
- Конечный материал выбрасывается в лоток.
Инструкция по работе на гильотинных ножницах
Гильотинные ножницы – механизм повышенной опасности, поэтому работать с ним нужно соблюдая чёткие правила, прописанные в инструкции по охране труда. Важно:
- Перед началом работы надеть специальную одежду, убрать посторонние предметы и проверить исправность инструмента.
- При работе на гильотине использовать рукавицы, не совать руки под лезвия и не допускать использования затупленных ножей.
- После окончания работ почистить и смазать станок, снять спецодежду и принять душ.
Это далеко не все пункты инструкции по работе на гильотинных ножницах. Полное руководство по эксплуатации можно посмотреть здесь. Нужно помнить, что каждый станок имеет особенности, поэтому стоит ознакомиться с инструкциями по работе для гильотинных ножниц нужной модели. Они могут отличаться:
- приводом;
- типом ножей;
- допустимым размером листа;
- производительностью;
- мощностью;
- количеством операций.
Процесс разделения металла состоит из резки и ломания. Хорошая гильотина обеспечивает около 90% резки и 10% лома. Так место среза получается ровным и не требует дополнительной обработки. Затупленные ножи или неправильная настройка станка приводит к ухудшению соотношения в пользу лома, создавая грат, о который можно порезать руки.
Виды гильотинных ножниц
По типу привода гильотинные ножницы разделяют на:
- ручные;
- гидравлические;
- пневматические;
- электромеханические;
- комбинированные.
Ручные гильотинные ножницы
Ручная гильотина широко распространена не только на большом производстве, но и в автомастерских и даже домашних гаражах. Для функционирования не нужна электроэнергия, а лезвия справляются с тонким металлом, оргстеклом, пластмассой, резиной и картоном. Идеально подходит для решения бытовых вопросов. В действие приводится путём механического воздействия на рычаг, прикреплённый к лезвию.
Гидравлические ножницы
Распространены гидроножницы на средних и крупных заводах. Высокая точность резки и адаптивность к различным размерам металла сделали такие ножницы довольно популярными. Большие машиностроительные компании тоже отдают предпочтение именно гидравлическим гильотинам с возможностью разрезать металл шириной около 6-и метров и толщиной более 20-и миллиметров. Усилие в 500 МПа прикладывается по всей длине листа. Зазор между ножами регулируется автоматически или вручную. Иногда гидроножницы оснащаются ЧПУ, облегчающим массовое производство, фотодатчиками и защитными экранами.
Пневматическая гильотина
Ни одно крупносерийное производство не обходится без пневматической гильотины. Для её работы задействован компрессор либо центральная магистраль со сжатым воздухом. Высокая точность и скорость работы позволяет в сжатые сроки получить определённое количество качественных деталей. Принцип действия аналогичный гидроножницам.
Электромеханические ножницы
Самый точно способ резки металла достигается с использованием электромеханических гильотинных ножниц. Размеры заготовки высчитываются встроенным компьютером, а нож приводится в действие двигателем. Такие гильотины дешевле гидравлических, но потребляет большое количество электроэнергии, из-за чего используется реже.
Сравнение гильотин
Вид | Толщина металла, мм | Вид металла | Предел прочности металла | Ширина листа, м | Производительность, ходов/мин | ЧПУ |
Гидравлическая | 0,4 – 40 | Нержавеющая сталь, алюминий, титан, профнастил, оцинковка, арматура, чёрная сталь | До 500 МПа | 1 — 3 | 8 — 20 | + |
Электромеханическая | 0,25 – 12 | (тоже, что и выше) | До 500 МПа | 1 – 3 | 1 – 60 | + |
Пневматическая | 0,2 – 12 | (тоже, что и выше) | До 500 МПа | 1 – 2,5 | 1 – 60 | + |
Ручная | 0,2 – 1,5 | Листовая сталь, профнастил, оцинковка, арматура | До 400 Мпа | 0,1 – 2,5 | 2 – 5 | — |
Таблица 2. Сравнение гильотинных ножниц
Сопоставив значения с таблицы и цену на станки, становится понятно, почему гидравлическая гильотина наиболее распространена. Она значительно дешевле электромеханической и пневматической, зато позволяет работать с толстым металлом, что распространено в массовом производстве. Производителей гидравлических ножниц достаточно, однако звание лучшего удерживают станки марок НА и НГ отечественных машиностроительных гигантов за счёт качественной сборки и относительной дешевизны.
Подготовка резчика
Перед тем, как вставать за станок, нужно не только выучить инструкцию по работе на гильотинных ножницах, но и пройти специальный обучающий курс по определённому виду гильотинных ножниц, после чего получить разрешение. Каждые 3 месяца резчик обязан повторно проходить инструктаж.
Инструкция по охране труда для резчика по металлу (гильотинные ножницы).pdf
Также на нашем сайте вы можете изучить статьи о сверлильных станках.
Как выбрать ножницы? – Исследование рынка Statzy
Как выбрать ножницы?
Промышленное оборудование с лезвиями и вращающимся диском, используемое для резки листового железа и других металлов, известно как ножницы. Срезать – значит разрезать на части. На подобном механизме построена стригальная машина. Техника ножниц имеет фиксированные верхнее и нижнее лезвие и регулируемый зазор. Линейные ножницы делятся на категории в зависимости от размера, формы и типа лезвия.
Типы ножниц:- Механические ножницы – ножницы, работающие от электричества, используются для резки крупных металлов. Силовые ножницы не имеют ограничений по размеру. Силу гидравлики можно использовать и для резки металлов, лучше для транспортировки.
- Ножницы настольные – они получили свое название потому, что станок размещен на верстаке для увеличения ударной нагрузки. Он в основном используется для металлов среднего размера. Существуют небольшие настольные ножницы, которые используются для небольших и точных разрезов, за которыми легко ухаживать и чистить.
- Горловина – для сложных разрезов и форм применяется горловина. Это гибкая машина, поскольку металл можно свободно перемещать.
- Гильотинные ножницы – эта машина приводится в действие рукой или ногами, она может работать только от электроэнергии в течение минимального времени. Металл заранее стесняется, чтобы облегчить процесс гильотинных ножниц.
Гидравлические ножницы работают на очень эффективном и упрощенном механизме управления.Он состоит из сварной стали, гидравлических датчиков и аккумуляторов. Благодаря системе регулировки зазора он помогает выровнять теневой свет. Эта машина также оснащена цифровым дисплеем, с помощью которого можно позиционировать инвентарь вместе с задним упором. Он также отображает количество сдвига.
Гильотинные ножницы – еще один пример гидравлических ножниц, состоящих из прочной стали и сварной конструкции.
Гидравлические ножницы, кроме прочих:- Гидравлические ножницы широко используются на заводах, так как это самый быстрый и простой станок для резки металла оптом.Придает точную форму.
- Гидравлические ножницы экономичны по сравнению с другими моделями, так как не требуют значительного обслуживания.
- Механические ножницы и гидравлические ножницы оказывают одинаковое давление. Это компактная машина, которая также экономит место.
- Гидравлические ножницы бывают разных видов. Он обеспечивает плавный и точный рез под углом 90 градусов.
Пружина Erie Tools для ручных гильотинных ножниц 20 “x 16” и 32 “x 16” Металлообрабатывающее оборудование для бизнеса и промышленности
Пружина Erie Tools для ручных гильотинных ножниц 20 “x 16” и 32 “x 16”
Пружина Erie Tools для ручных гильотинных ножниц 20 x 16 и 32 x 16 дюймов.TT-372108 Гильотинные ножницы 32 x 16 дюймов. TT-372107 Гильотинные ножницы 20 x 16 дюймов. Головки для труб. Автомобильные инструменты. Инструменты для гольф-клуба. Инструменты HVAC. Инструменты для мойки высокого давления. Прокатка канавок .. Состояние: : Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный предмет в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, если только товар не был упакован производителем в нерозничную упаковку, такую как коробка без надписи или полиэтиленовый пакет. См. Список продавца для получения полной информации.Просмотреть все определения условий : Бренд: : Erie Tools , Страна / регион производства: : Китай : MPN: : TT-372107-8-SP , Вес нетто: : 0,560 : Источник питания: Газ UPC: : 819891029546 ,。
Пружина Erie Tools для ручных гильотинных ножниц 20 x 16 и 32 x 16 дюймов
Тележка для покупок На открытом воздухе Складная тележка для крупногабаритных корзин на роликах Бакалея Высококачественная коммерческая синяя электрическая дробилка для льда, бритва, Снежный конус, бритвенный лед, Half Life Freedom, графическая высечка, наклейка, наклейка для автомобиля, грузовика, лодки, окна, бампер 9 дюймов.Titanium Wood Premium USA # 2 HB заостренные карандаши, сделанные в Теннесси-144 Карандаши !, Пульт дистанционного управления для проектора ДЛЯ SANYO PLC-XU350C PLC-XK2600 PLC-XK3010C # T5094 YS. Рулон ПЕНА Подложка Упаковка Упаковка Ковролин Ламинат / Дерево белый 3 мм x 1 м x 25 м, Hubwagenrad 82 мм Ширина полиуретана 95 мм Осевое отверстие 25 мм Роль ПОДЪЕМНОГО ГРУЗОВИКА, Сталь БЕСПЛАТНАЯ ДОСТАВКА U-образные болты HPI 21035 3/8 “x 2 1/2” x 3 5/8 дюйма, 10 упаковок. 99502H Шпиндель косилки Go Kart Герметичный шарикоподшипник 10 КОЛ-ВО 5/8 “x1-3 / 8” x 433 “. НОВЫЙ КОМПЛЕКТ УПЛОТНЕНИЙ QA 8050A 00 В УПАКОВКЕ… NORGREN ……………………………., Vostermans TT15WDCAM1A Multifan механический термостат – однополюсный, двусторонний. НАБОР ДАТЧИКОВ И ПРИБОРОВ Подходит для Ford 600 700 800 900 Jubilee NAA, 4-скоростной рынок запасных частей, The Hillman Group 55056, резиновая втулка с канавкой 5/8 на 1/4 на 7/16 дюймов, 30 шт.
Рабочие документы – Государственные школы Броктона
Рабочие документы можно получить по вторникам и четвергам с 14:30 до 16:00. в административных офисах государственных школ Броктона, расположенных по адресу 43 Crescent Street.Студенты должны позвонить в дверной звонок и дождаться, пока их не вызовет сотрудник. Из-за ограничений социального дистанцирования мы можем принимать только одного студента одновременно. Если есть очередь студентов, ожидающих обслуживания, подождите не менее шести футов позади человека, идущего впереди вас.
Вот правила, предоставленные Министерством здравоохранения Массачусетса и Генеральной прокуратурой штата Массачусетс (которая курирует программу для молодых рабочих).
Рабочие 14 и 15 лет
• Не могут работать в школьные часы, до 7 утра или после 19 вечера.
• Может работать с 7:00 до 21:00. летом
• В течение учебного года может работать до 18 часов в неделю, 3 часа в учебный день и 8 часов в день в субботу, воскресенье и праздничные дни
• Может работать не более 6 дней в неделю
• Когда школа не работает: может работать максимум 40 часов в неделю, 8 часов в день и 6 дней в неделю
Рабочие 16-17 лет
• Не могут работать до 6 часов утра.м. или после 22:00 (кроме ресторана до полуночи по пятницам, субботам и во время школьных каникул)
• В течение учебного года можно работать максимум 48 часов в неделю, 9 часов в день, 6 дней в неделю
• Когда школа не работает: может работать максимум 48 часов в неделю, 9 часов в день, 6 дней в неделю
Моложе 14 лет
Существуют определенные виды работ, например доставка газет или выполнение легких сельскохозяйственных работ, для которых не требуются рабочие документы.
Виды работ
Законы о детском труде защищают подростков от выполнения опасной работы.Таким образом, работники Массачусетса моложе 18 лет не могут управлять транспортным средством или вилочным погрузчиком; используйте мясорезки или механические хлебопекарные машины; обрабатывать, подавать или продавать алкогольные напитки; используйте циркулярную пилу, ленточную пилу, гильотинные ножницы или коробчатую дробилку; работы на полях обрушения, сноса, разбивания судов или раскопок; работа на горных, лесозаготовительных или лесопильных полях; выполнять кровельные или железнодорожные функции; производить или хранить взрывчатые вещества; или подвергаться, помимо прочего, воздействию радиоактивных веществ.
Что вам нужно для получения разрешения на работу:
1. Вы должны иметь работу, прежде чем подавать заявление на разрешение на работу.
2. Работникам младше 16 лет необходимо заполнить две формы, прежде чем школьный департамент сможет выдать разрешение на работу:
• Школьный департамент выдает работнику бланк обещания трудоустройства, который должен быть подписан их работодателем и врачом.
• Затем работник идет в свою школу, чтобы подписать школьную ведомость.
• Обе формы затем необходимо вернуть секретарю в административном здании Кросби, который рассмотрит формы и выдаст разрешение на работу.
3. После заполнения принесите заполненную форму обещания о приеме на работу вместе с действующим студенческим билетом или школьной записью и One из следующего: официальное свидетельство о рождении, действующий паспорт, действующие водительские права или действующее разрешение на обучение .
Заявление о разрешении на работу для детей от 14 до 17 лет
Для получения дополнительной информации посетите
MA Департамент труда и развития рабочей силы
(http://www.