Паспорт са562с100: СА562 Станок токарно-винторезный повышенной точности. Схемы, описание, характеристики
alexxlab | 11.04.2023 | 0 | Разное
СА562 Станок токарно-винторезный повышенной точности. Схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка СА562
Производитель токарного станка модели СА562 – Сасовский станкостроительный завод, Саста, основанный в 1971 году.
Станки, выпускаемые Сасовским станкостроительным заводом, Саста
- 1А983 – станок трубонарезной Ø 73..299
- 1М983 – станок трубонарезной Ø 73..299
- 6820Ф1 – станок фрезерный широкоуниверсальный с УЦИ 530 х 2000
- НТ-250 – станок токарный с наклонной станиной с ЧПУ Ø 500
- СА500 – станок токарно-винторезный универсальный Ø 500
- СА562 – станок токарно-винторезный универсальный Ø 500
- СА564 – станок токарно-винторезный универсальный Ø 500
СА562 Станок токарно-винторезный повышенной точности универсальный.
Назначение, область применения
Станок токарно-винторезный универсальный повышенной точности СА562 предназначен для выполнения самых разнообразных токарных работ, а также для нарезания метрической, дюймовой и питчевой резьб.
Токарный станок СА562 предназначен для обработки длинных деталей типа трубы или прутка. При большой длине в центрах используются подвижные или неподвижные люнеты.
- СА562 – Ø 500 х 1000, 1500, 2000, 3000 мм; Ø 55 отверстие в шпинделе
- СА564 – Ø 500 х 1000, 1500, 2000, 3000 мм; Ø 95 отверстие в шпинделе
Принцип работы и особенности конструкции станка
СА562Токарно-винторезный станок СА562 является усовершенствованной версией хорошо известного станка 16К20 (16К25) и копией станка модели ГС526У (Гомель ГЗСУ).
Основные отличия станка модели СА562 от 16К20
- Повышенный класс точности (“П” – по ГОСТ 8-82)
- Максимальный диаметр заготовки увеличен до Ø 500 мм (вместо Ø 400)
- Максимальные обороты шпинделя 16..2000 об/мин (вместо 12,5..1600)
- Усовершенствованная коробка подач модели 077.
 0000.000 позволяет получить дополнительно 11 и 19 ниток на дюйм
0000.000 позволяет получить дополнительно 11 и 19 ниток на дюйм - Усовершенствованный фартук модели 067.0000.000 с встроенным двигателем быстрого хода
- Механический привод верхнего суппорта
- Перемещение пиноли увеличено до 180 мм
Станки СА562 могут быть оснащены устройством цифровой индикации (УЦИ) с системой продольного и поперечного отсчета перемещений суппорта, что облегчает отсчет перемещений режущего инструмента и обеспечивает стабильную точность размеров обрабатываемых изделий.
Оснащение станков устройством цифровой индикации позволяет значительно повысить производительность труда, улучшает психофизиологические условия труда рабочего, устраняет субъективные факторы, элементы случайности при отсчете перемещений режущего инструмента, увеличивает скорость восприятия и переработки цифровой информации, уменьшает психологические нагрузки и общую утомляемость рабочего.
Станки СА562 могут применяться в различных отраслях промышленности на всевозможных операциях для обработки разных материалов.
Окончательную обработку точных деталей рекомендуется производить на предварительно разогретом станке.
Класс точности станков по ГОСТ 8-82 при проверке на соответствие ГОСТ 18097-88 – П.
В части воздействия климатических факторов внешней среды станки изготавливаются в исполнении УХЛ для категории размещения 4 по ГОСТ 15150-69.
Род тока питающей сети переменный трехфазный.
Частота тока 50 Гц, напряжение 380 В.
Класс точности станка П по ГОСТ 8-82.
В комплект поставки станка входят:
- Центр А-1-5-НП – 1 шт.
- Центры упорные 7032-0035 М5ПТ – 2 шт.
- Втулка (М6/М5) – 1 шт. для модели СА562
- Втулка (метр. 100/М5) – 1 шт. для модели СА564
- Патрон 3-х кулачковый Ø250 мм для модели СА562 – 1 шт.
- Патрон 3-х кулачковый Ø315 мм для модели СА564 – 1 шт.
- Резцедержатель 4-х позиционный. Наибольшее сечение державки резца, мм: 32×25
По дополнительному заказу поставляются:
- Патрон 4-х кулачковый – Ø315 мм; Ø400 мм
- Люнет неподвижный ЛН2523С.
 00.000.01 – Ø10…235 мм (16К20.101.000.01)
00.000.01 – Ø10…235 мм (16К20.101.000.01) - Люнет отдельностоящий СА564С100.91.100 – Ø12…160 мм
- Люнет подвижный СА562С100.91.490 (16К20.100.000.01). Диаметр охвата сухарями обеспечивается в пределах от 10 до 110 мм (от 20 до 100 мм). Люнет подвижный крепится на каретке и поддерживает деталь непосредственно около резца.
- Люнет резьбовой 16К20.102.000.01. Диаметр нарезаемого винта до 50 мм включительно.
- Конусная линейка СА562С100Л.44.000. Наибольшая длина точения конуса – 410 мм, наибольший угол при вершине конуса 20. К корпусу каретки прикреплен кронштейн конусной линейки, в пазах которого перемещаются валазки. На салазках под небольшим углом закрепляется конусная линейка, по которой перемещается ползушка, связанная с ходовым винтом поперечной подачи суппорта. При движении каретки салазки вместе с линейкой остаются на месте, а ползушка линейки перемещается вместе с кареткой вдоль оси станины, при этом линейка, будучи повернутой на необходимый угол, перемещает одновременно ползушку перпендикулярно оси станины, осуществляя при этом поперечное перемещение ползушки каретки.

- Патроны поводковые 16Б20П.090.000 (диаметр зажимаемой заготовки до 150 мм) – для модели СА562; СА564С100.91.200 – (диаметр зажимаемой заготовки до 250 мм) – для модели СА564. Применяются для обработки деталей в центрах.
- Резбоуказатель метрический 16К164.000. Повышает производительность при нарезке резьб, не кратных шагу ходового винта.
Комплект сменных зубчатых колес: обозначение, число зубъев, модуль
- МК6046.081000.001 – 36 – 2
- МК6046.081000.004 – 50 – 2
- МК6046.081000.005 – 54 – 2
- МК6046.081000.007 – 64 – 2
- МК6046.081000.008 – 65 – 2
- МК6046.081000.009 – 69 – 2
- МК6046.081000.010 – 70 – 2
- МК6046.081000.011 – 81 – 2
- МК6046.081000.015 – 80 – 1,5
- МК6046.081000.016 – 127 – 1,5
- МК6046.083000.003 – 57 – 2
- МК6046.083000.005 – 60 – 2
- МК6046.083000.006 – 66 – 2
- МК6046.083000.010 – 80 – 2
- МК6046.
 083000.012 – 90 – 2
083000.012 – 90 – 2
Габариты рабочего пространства токарного станка СА562. Эскиз суппорта
Эскиз суппорта токарно-винторезного станка СА562
Общий вид токарно-винторезного станка СА562
Фото токарно-винторезного станка са562
Расположение составных частей токарно-винторезного станка СА562
Расположение составных частей токарно-винторезного станка са562
Расположение составных частей токарно-винторезного станка са562
Перечень составных частей токарно-винторезного станка СА562
- Станина и основание
- Бабка шпиндельная
- Бабка задняя
- Суппорт
- Каретка
- Облицовка коробки подач
- Коробка передач
- Люнет подвижный
- Люнет неподвижный
- Люнет резьбовой
- Установка моторная
- Привод быстрых ходов
- Шкивы и таблицы
- Панель управления шпинделем
- Шкаф управления
- Смазка централизованная
- Ограждение патрона
- Фартук
- Коробка подач
- Патрон поводковый
- Инструмент
- Охлаждение
- Ограждение суппорта
- Пневмооборудование
- Резцедержатель 4-х позиционный поворотный
- Блок инструментальный
- Блок инструментальный
- Блок инструментальный
- Державка
- Оправка
- Резцедеражетель 2-х позиционный поворотный
Расположение органов управления токарно-винторезным станком СА562
Расположение органов управления токарно-винторезным станком са562
Перечень органов управления токарно-винторезного станка СА562
- Указатель нагрузки станка
- Выключатель электронасоса подачи охлаждающей жидкости
- Сигнальная лампа
- Вводной автоматический выключатель
- Рукоятка установки ряда чисел оборота шпинделя
- Рукоятка установки числа оборотов шпинделя
- Рукоятка установки нормального или увеличенного шага резьбы и положения при делении многозаходных резьб
- Рукоятка установки правой и левой резьб
- Рукоятка установки величин подачи и шага
- Рукоятка установки вида работ: подачи и типа нарезаемой резьбы
- Рукоятка установки величин подачи и шага нарезаемой резьбы и отключения механизма коробки подач при нарезании резьб вручную
- Рукоятка управления шпинделем
- Кнопка золотника смазки направляющих каретки и поперечных салазок суппорта
- Маховик ручного перемещения каретки
- Рукоятка включения и выключения реечной шестерни
- Кнопочная станция включения и выключения электродвигателя станции смазки
- Болт закрепления каретки на станине
- Рукоятка включения подачи
- Рукоятка включения и выключения гайки ходового винта
- Рукоятка управления шпинделем
- Маховик перемещения пиноли задней бабки
- Рукоятка крепления задней бабки к станине
- Рукоятка зажима пиноли задней бабки
- Рукоятка, управления механическими перемещениями каретки и поперечных салазок суппорта
- Кнопка включения электродвигателя привода быстрых перемещений каретки и поперечных салазок суппорта
- Рукоятка ручного перемещения резцовых салазок суппорта
- Рукоятка поворота и закрепления индексируемой резцовой головки
- Выключатель лампы местного освещения
- Рукоятка ручного перемещения поперечных салазок суппорта
- Регулируемое сопло подачи охлаждающей жидкости
- Запирающее устройство вводного автоматического выключателя
- Аварийная кнопка “Стоп”
- Сигнализатор заземления
- Блок УЦИ
Схема кинематическая токарно-винторезного станка СА562
Кинематическая схема токарно-винторезного станка са562
Схема кинематическая токарно-винторезного станка СА562. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Описание конструкции токарно-винторезного станка СА562
Шпиндельная бабка
Пределы частот вращения шпинделя от 16 до 2000 об/мин для станка модели СА562 и от 16 до 1600 об/мин – для СА564. Количество скоростей шпинделя составляет двадцать две прямого и двенадцать обратного вращения. В шпиндельном узле применяются специальные конические роликовые подшипники, обеспечивающие высокую точность и жесткость шпинделя. Для смазки подшипников используется циркуляционная система смазки, обеспечивающая работоспособность шпиндельного узла при напряженных режимах (значительные числа оборотов, высокие нагрузки).
Шпиндельная бабка токарного станка СА562
Шпиндельная бабка токарного станка СА562. Скачать в увеличенном масштабе
Шпиндельная бабка токарного станка СА562
Шпиндельная бабка токарного станка СА562. Скачать в увеличенном масштабе
Суппорт
Имеет механизм автоматической подачи верхних салазок. Величина подачи резцовых салазок равна 1/4 величины продольной подачи суппорта, то есть минимальная величина подачи равна 0,0125 мм/об. Таким образом, можно осуществлять тонкое точение, а также обрабатывать детали из закаленной стали и труднообрабатываемых материалов.
Таким образом, можно осуществлять тонкое точение, а также обрабатывать детали из закаленной стали и труднообрабатываемых материалов.
Каретка суппорта токарного станка СА562
Каретка суппорта токарного станка СА562. Скачать в увеличенном масштабе
Каретка суппорта токарного станка СА562
Каретка суппорта токарного станка СА562. Скачать в увеличенном масштабе
Каретка суппорта токарного станка СА562
Каретка суппорта токарного станка СА562. Скачать в увеличенном масштабе
Каретка суппорта токарного станка СА562
Каретка суппорта токарного станка СА562. Скачать в увеличенном масштабе
Суппорт токарно-винторезного станка СА562
Суппорт токарно-винторезного станка СА562. Скачать в увеличенном масштабе
Коробка подач
Конструкция коробки подач унифицирована (077.0000.000) и позволяет получить широкий диапазон подач (0,05..2,8 мм/об), а также обеспечить нарезание метрической, дюймовой, модульной и питчевой резьб, при этом резьбы 11 и 19 ниток на дюйм можно нарезать без замены сменных зубчатых колес. Для нарезания резьб повышенной точности в коробке подач предусмотрено положение, при котором ходовой винт включается напрямую, минуя механизм коробки подча.
Для нарезания резьб повышенной точности в коробке подач предусмотрено положение, при котором ходовой винт включается напрямую, минуя механизм коробки подча.
Коробка подач токарно-винторезного станка СА562
Коробка подач токарно-винторезного станка СА562
Коробка подач токарно-винторезного станка СА562. Скачать в увеличенном масштабе
Коробка подач токарно-винторезного станка СА562
Коробка подач токарно-винторезного станка СА562. Скачать в увеличенном масштабе
Фартук
Конструкция Фартука станка унифицирован (16Б20П.061 или 067.0000.000 – с встроенным двигателем быстрого хода). Фартук предназначен для преобразования вращательного движения ходового винта и ходового вала в продольное перемещение каретки и поперечное перемещение суппорта, а также для ручного управления этими перемещениями в процессе работы токарно-винторезного станка (включение и выключение рабочих и ускоренных перемещений каретки и суппорта, реверсирование перемещений и т. д.). Фартук позволяет осуществлять работу по упору с автоматическим отключением подачи.
д.). Фартук позволяет осуществлять работу по упору с автоматическим отключением подачи.
Имеет блокирующие устройства, препятствующие одновременному включению продольной и поперечной подачи суппорта и маточной гайки. Для предохранения механизма фартука от перегрузок имеется предохранительный механизм с двумя последовательно установленными кулачковыми муфтами. Это позволяет вести обработку деталей по упорам при продольном и поперечном точении. Максимальное тяговое усилие – 1000 кГ.
Фартук токарно-винторезного станка СА562
Фартук токарно-винторезного станка СА562. Скачать в увеличенном масштабе
Фартук токарно-винторезного станка СА562
Фартук токарно-винторезного станка СА562. Скачать в увеличенном масштабе
Задняя бабка
Относительно направляющей плиты (мостика) корпус бабки может перемещаться в поперечном направлении ±15 мм с помощью винта, что используется при точении длинных пологих конусов на деталях, закрепленных в центрах. Задняя бабка имеет пневматическое устройство, облегчающее перемещение ее по направляющим станины и предотвращающее износ направляющих.
Задняя бабка токарного станка СА562
Задняя бабка токарного станка СА562. Скачать в увеличенном масштабе
Задняя бабка токарного станка СА562
Задняя бабка токарного станка СА562. Скачать в увеличенном масштабе
Читайте также: Производители токарных станков в России
СА562 Станок токарно-винторезный повышенной точности. Видеоролик.
Технические характеристики токарного станка СА562
| Наименование параметра | 16К20 | МК6046 | СА562 | СА564 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 400 | 500 | 500 | 500 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 275 | 290 | 290 |
| Наибольший диаметр заготовки обрабатываемой над выемкой (Г), мм | 630 | 700 | 700 | 700 |
| Наибольшая длина устанавливаемой детали (РМЦ), мм | 710 1000 1400 2000 | 1000, 1500, 2000 | 1000, 1500, 2000 | 1000, 1500, 2000 |
| Наибольшая масса обрабатываемого изделия в центрах, кг | 1300 | 900, 1300, 1800 | 900, 1300, 1800 | |
| Наибольшая масса обрабатываемого изделия в патроне, кг | 300 | 300 | ||
| Наибольший диаметр сверла для серления в стали, мм | 25 | |||
| Шпиндель | ||||
| Конец шпинделя | К6 ГОСТ 12593 | К6 ГОСТ 12593 | К6 ГОСТ 12593 | |
| Диаметр шпиндельного фланца, мм | 170 | 170 | 290 | |
| Центр в шпинделе с конусом | Морзе 6 | Морзе 6 | Метрический 100 | |
| Диаметр отверстия в шпинделе, мм | 52 | 55 | 55 | 95 |
| Частота вращения шпинделя, об/мин | 12,5. .1600 .1600 | 16..2000 | 16..2000 | 16..1600 |
| Количество прямых и обратных скоростей шпинделя | 22 | 22 | 22 | 22 |
| Наибольший крутящий момент на шпинделе, кНм | 1 | 1 | 1 | |
| Суппорт. Подачи | ||||
| Наибольшее перемещение продольного суппорта, мм | 935 | 935 | ||
| Наибольшее перемещение поперечного суппорта, мм | 300 | 300 | ||
| Цена деления лимба поперечного суппорта, мм | 0,05 | 0,05 | ||
| Наибольшее перемещение резцовых салазок, мм | 150 | 150 | 150 | 150 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025. .1,4 .1,4 | 0,025..1,4 | 0,025..1,4 | 0,025..1,4 |
| Количество продольных/ поперечных подач | 22/ 24 | 24/ 24 | ||
| Скорость быстрых перемещений продольных/ поперечных, м/мин | 3,8/ 1,9 | 3,8/ 1,9 | 3,8/ 1,9 | 3,8/ 1,9 |
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..112 | 0,5..112 | 0,5..112 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 | 0,5..112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 | 56..0,5 | 56..0,5 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,5 | 56..0,5 | 56..0,5 |
| Задняя бабка | ||||
| Наибольшее перемещение пиноли задней бабки, мм | 150 | 150 | 150 | |
| Центр пиноли задней бабки | Морзе 5 | Морзе 5 | ||
| Цена деления либа перемещения пиноли задней бабки, мм | 0,1 | 0,1 | ||
| Электрооборудование | ||||
| Электродвигатель главного привода, кВт | 11 | 11 | 7,5 | 11 |
| Электродвигатель ускоренных перемещений, кВт | ||||
| Электродвигатель СОЖ, кВт | ||||
| Суммарная мощность установленных на станке электродвигателей, кВт | 12,5 | |||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2795 1190 1500 | 2800 1265 1485 | 2800, 3380, 3880 х 1265 х 1485 | 2800, 3380, 3880 х 1295 х 1575 |
| Масса станка, кг | 3005 | 3100 | 3000, 3500, 4000 | 3100, 3600, 4100 |
- Станки токарно-винторезные повышенной точности СА562с, СА564с, СА550с.
 Руководство по эксплуатации СА562С100РЭ, ОАО САСТА, 2013
Руководство по эксплуатации СА562С100РЭ, ОАО САСТА, 2013 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Головин Г.М., Пешков Е.О. Специальные станки в приборостроении, 1952
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пекелис Г. Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.
 К. Металлорежущие станки, 1973
К. Металлорежущие станки, 1973 - Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
Токарно-винторезный станок СА562 – цена, отзывы, характеристики с фото, инструкция, видео
Токарно-винторезный станок СА562 предназначен для выполнения разнообразных токарных работ, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб.
Конструкция шпинделя станков СА564 и СА550 позволяет устанавливать второй патрон, что дает возможность зажимать в шпинделе и обрабатывать на станке длинномерные заготовки.
Станки могут оснащаться устройством цифровой индикации.
Система качества, действующая на заводе, позволяет устанавливать для универсальных станков гарантийный срок 3 года. Класс точности — Н (нормальной), по заказу П (повышенной) по ГОСТ 8-82.
Особенности конструкции токарно-винторезного станка СА562:
Шпиндельная бабка:
Количество скоростей шпинделя – двадцать две прямого и двенадцать обратного вращения. В шпиндельном узле применяются специальные конические роликовые подшипники, обеспечивающие высокую точность и жесткость шпинделя. Для смазки подшипников используется циркуляционная система смазки, обеспечивающая работоспособность шпиндельного узла при напряженных режимах (значительные числа оборотов, высокие нагрузки).
В шпиндельном узле применяются специальные конические роликовые подшипники, обеспечивающие высокую точность и жесткость шпинделя. Для смазки подшипников используется циркуляционная система смазки, обеспечивающая работоспособность шпиндельного узла при напряженных режимах (значительные числа оборотов, высокие нагрузки).
Задняя бабка:
Относительно направляющей плиты (мостика) корпус бабки может перемещаться в поперечном направлении +/-15 мм с помощью винта, что используется при точении длинных пологих конусов на деталях, закрепленных в центрах. Задняя бабка имеет пневматическое устройство, облегчающее перемещение ее по направляющим станины и предотвращающее износ направляющих.
Коробка подач:
Конструкция коробки подач позволяет получить широкий диапазон подач (0,05-2,8 мм/об), а также обеспечить нарезание метрической, дюймовой, модульной и питчевой резьб, при этом резьбы 11 и 19 ниток на дюйм можно нарезать без замены сменных зубчатых колес. Для нарезания резьб повышенной точности в коробке подач предусмотрено положение, при котором ходовой винт включается напрямую, минуя механизм коробки подач.
Для нарезания резьб повышенной точности в коробке подач предусмотрено положение, при котором ходовой винт включается напрямую, минуя механизм коробки подач.
Фартук:
Имеет блокирующие устройства, препятствующие одновременному включению продольной и поперечной подачи суппорта и маточной гайки. Для предохранения механизма фартука от перегрузок имеется предохранительный механизм с двумя последовательно установленными кулачковыми муфтами. Это позволяет вести обработку деталей по упорам при продольном и поперечном точении. Максимальное тяговое усилие — 1000 кгс.
Суппорт:
Имеет механизм автоматической подачи верхних салазок. Величина подачи резцовых салазок равна 1/4 величины продольной подачи суппорта, то есть минимальная величина подачи равна 0,0125 мм/об. Таким образом, можно осуществлять тонкое точение, а также обрабатывать детали из закаленной стали и труднообрабатываемых материалов.
Сравнительная техническая характеристика токарно-винторезных станков моделей СА562, СА564, СА550
| Характеристика | СА562 | СА564 | СА550 |
|---|---|---|---|
| Диаметр отверстия в шпинделе, мм | 55 | 95 | 95 |
| Условный размер конца шпинделя ГОСТ 12593 (DIN55027) | 6 | 11 | 11 |
| Наибольший устанавливаемый и обрабатываемый диаметр изделия, мм: | |||
| – над станиной – над суппортом – над ГАП станины* | 500 290 700 | 500 290 700 | 550 |
| Размер от фланца шпинделя до правого края ГАП, мм | 345 | 320 | 320 |
| Наибольшая длина изделия, обрабатываемого в центрах, мм | 1000, 1500, 2000, 3000 | ||
| Наибольший крутящий момент на шпинделе, кг·м | 100 | ||
| Максимальное тяговое усилие суппорта, кгс | 1000 | ||
| Максимальный вес устанавливаемого изделия, кг | |||
| – в патроне | 300 | ||
| – в центрах (в соответствии с РМЦ) | 900, 1300, 1800*, 2000* | ||
| Пределы частот вращения шпинделя, об/мин | 16…2000 | ||
| Пределы рабочих подач суппорта | |||
| продольных, мм/об | 0,05.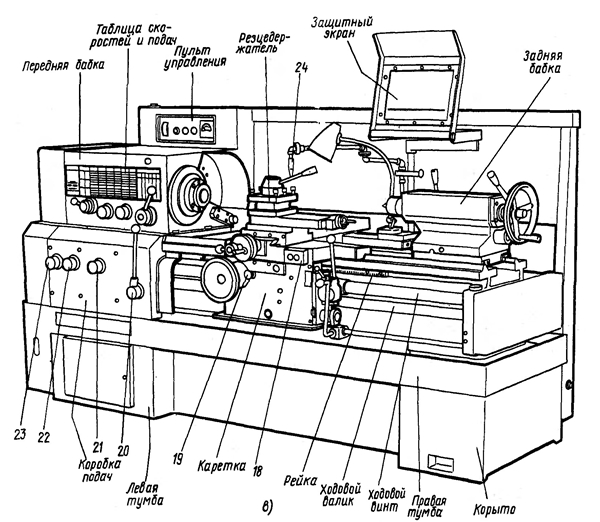 ..2,8 ..2,8 | ||
| поперечных, мм/об | 0,025…1,4 | ||
| Пределы шагов нарезаемых резьб: | |||
| – метрических, мм | 0,5…112 | ||
| – модульных, модуль | 0,5…112 | ||
| – дюймовых, ниток на дюйм | 56…0,5 | ||
| – питчевых, питч | 56…0,5 | ||
| Мощность электродвигателя главного привода, кВт | 7,5 (11*) | 11 | 11 |
| Масса СА562 СА562 , кг | 2600, 2700 3100, 3500 | 2800, 2900 3300, 3700 | 3000, 3100 3500, 3900 |
| Габариты, мм: длина ширина | 2800, 3380, 3880, 4880 1265 1485 | 2800, 3380, 3880, 4880 1295 1575 | 2800, 3380, 3880, 4880 1295 1610 |
Комплект поставки токарно-винторезного станка СА562:
Патрон 3-х кулачковый самоцентрирующий — 1 шт.
– для модели СА562 – Ф 250 мм
– для модели СА564 – Ф 315 мм
– для модели СА550 – Ф 315 мм
Резцедержатель 4-х позиционный
Наибольшее сечение державки резца, мм — 25х25
По заказу поставляются:
Люнеты:
Для станков СА562, СА564:
Люнет подвижный СА562С100.91.490 (16К20.100.000.01). Диаметр охвата сухарями обеспечивается в пределах от 10 до 110 мм (от 20 до 100 мм). Люнет подвижный крепится на каретке и поддерживает деталь непосредственно около резца.
Люнет неподвижный ЛН2523С.00.000.01 – Ф 10…235 мм (16К20.101.000.01 – Ф 30…160 мм)
Люнет отдельностоящий СА 564С100.91.100 – Ф 12…160 мм
Для станков СА562, СА564:
Люнет резьбовой 16К20.102.000.01. Диаметр нарезаемого винта до 50 мм включительно.
Для станка СА550:
Люнет подвижный СА550С150Д.91.200 Диаметр охвата сухарями обеспечивается в пределах от 10 до 110 мм. Люнет подвижный крепится на каретке и поддерживает деталь непосредственно около резца.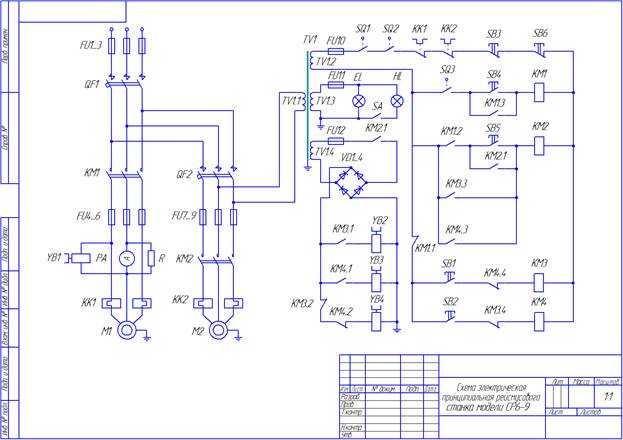
Люнет неподвижный СА550С150Д.91.100 – Ф 10…235 мм
Люнет роликовый СА550С150Д.91.450 – Ф 20…300 мм
Конусная линейка:
Наибольшая длина точения конуса – 410 мм, наибольший угол при вершине конуса – 20°. К корпусу каретки прикреплен кронштейн конусной линейки, в пазах которого перемещаются салазки. На салазках под необходимым углом закрепляется конусная линейка, по которой перемещается ползушка, связанная с ходовым винтом поперечной подачи суппорта. При движении каретки салазки вместе с линейкой остаются на месте, а ползушка линейки перемещается вместе с кареткой вдоль оси станины, при этом линейка, будучи повернутой на необходимый угол, перемещает одновременно ползушку перепендикулярно оси станины, осуществляя при этом поперечное перемещение ползушки каретки.
Комплект сменных зубчатых колес для расширения ряда нарезаемых резьб всех типов.
Патроны 4-х кулачковые фирмы «BISON» (Польша) — Ф 315 мм; Ф 400 мм (самоцентрирующий или с независимым перемещением кулачков)
Патроны подводковые 16Б20П.