Паспорт schaublin 150: Schaublin 150 Станок токарно-винторезный прецезионный. Паспорт, руководство, схемы, описание, характеристики
alexxlab | 03.05.2023 | 0 | Разное
Schaublin 150 Станок токарно-винторезный прецезионный. Паспорт, руководство, схемы, описание, характеристики
Сведения о производителе токарно-винторезного универсального станка Schaublin 150
Токарно-винторезный универсальный станок модели Schaublin 150 выпускался предприятием Shaublin (Шоблэн), основанным в 1915 году, Швейцария, город Bevilard.
Станки фирмы Schaublin поставляются в СССР и Россию с 1970 года.
Гамма станков фирмы производителя достаточно широка: токарные, фрезерные и шлифовальные станки высокой точности от настольных и универсальных до обрабатывающих центров с ЧПУ и приводным инструментом.
Станки, выпускаемые в Швейцарии
- Mikron WF2 – станок универсальный фрезерный инструментальный 200 х 630
- Mikron WF3 – станок универсальный фрезерный инструментальный 270 х 1035
- Schaublin 13 – станок фрезерный широкоуниверсальный прецезионный 210 х 700 (200 х 630)
- Schaublin 53 – станок фрезерный широкоуниверсальный прецезионный 255 х 1100
- Schaublin 102VM – станок токарно-винторезный Ø
- Schaublin 120VM – станок токарно-винторезный Ø 250 х 600
- Schaublin 125 – станок токарно-винторезный Ø 270 х 500
- Schaublin 135 – станок токарно-винторезный Ø 315 х 630
- Schaublin 150 – станок токарно-винторезный Ø 340 х 630
Schaublin 150 Станок токарно-винторезный универсальный.
 Назначение, область применения
Назначение, область примененияТокарно-винторезный станок Schaublin 150 предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Принцип работы и особенности конструкции станка
Прецизионный токарно-винторезный станок Schaublin 150 хорошо приспособлен для серийной работы: он имеет 6-и местную прецизионную упорную револьверную головку и упоры расположенные на поперечном суппорте для отключения продольной и поперечной подачи.
Станок имеет быстрые ходы как в продольном направлении так и в поперечном.
В отличие от классических универсальных токарных станков на Schaublin 150 отсутствует зубчатая рейка для продольного перемещения суппорта при точении. Вместо нее как для точения так и для нарезания резьбы используется шарико – винтовая пара (ШВП).
Коробка подач на Schaublin 150 расположена на правой стороне станиы, имеет свой собственный электродвигатель и используется только при точении. Механизм резьбонарезания смонтирован рядом с передней бабкой станка.
Механизм резьбонарезания смонтирован рядом с передней бабкой станка.
Тормоз шпинделя электромагнитный, включается переключателем или ножной педалью.
Описание конструкции основных узлов станка
Основание станка 150-80.000/Ф1 и 150-80.000/Ф2
Основание станка полностью литое двухтумбовое. В правой тумбе основания находится электрооборудование, резервуар и насос СОЖ.
В левой половине находится привод шпинделя, состоящий из главного двигателя и вариатора, а также масляный резервуар с насосом для циркуляционной смазки.
Главный привод и ножной выключатель вращение шпинделя
Чтобы добраться до приводной группы, надо скрутить стопор 160-80.005 и снять крышку 155-80.015 станины.
Двухскоростной трёхфазный двигатель 750/5000 об/мин имеет мощность 1,9 или 3,8 кВт. Он смонтирован на балансире 150-80.005.
Натяжение ремня между двигателем и валом вариатора можно корректировать с помощью натяжного приспособления ремня 155-80.051.
На передней стороне станины находятся обе педали 125-80. 141 и 125-80.142. Более широкая педаль тормозит шпиндель. Узкая педаль 125-80.141 отпускает шпиндельный тормоз.
141 и 125-80.142. Более широкая педаль тормозит шпиндель. Узкая педаль 125-80.141 отпускает шпиндельный тормоз.
Регулятор оборотов шпиндельного привода (вариатор) 150-84.000
Регулятор числа оборотов шпинделя (вариатор) состоит из двух регулируемых пар ремённого шкива для клиновых ремней. В одной паре 150-84.002 находится ремень двигателя, в другом паре 150-84.044 ремень к шпиндельной бабке.
Вращение маховика 155-84.002 измененяет расстояние между шайбами вариатора. Это изменяет соотношение радиусов шкивов двигателя и вариатора, которые связаны ремнем. В результате скорость шпинделя 135-84.016 плавно меняется.
Два упора 102-61.271 ограничивают предел регулирования.
Направляющие станины 150-12.000
Поперечное сечение направляющих найдете на стр.16 руководства по обслуживанию. По направляющим перемещается суппорт и задняя бабка.
В направляющих находится защищенный телескопическим перекрытием 5408.00001 ходовой винт, привод быстрой подачи /смотри тоже статью 5. 10/, продольная рулевая тяга для подач и кулачковая линейка с кулачками для автоматической и быстрой подачи.
10/, продольная рулевая тяга для подач и кулачковая линейка с кулачками для автоматической и быстрой подачи.
Продольная рулевая тяга для подач оборудована срезным штифтом 2126-12.000 /смотри деталь Д на чертежи 150-12.000/. Разборку телескопического перекрытия смотри в стати 6.7.
Шпиндельная бабка 150-21.000
Оба подшипника шпинделя, как и подшипник ремённого шкива, оборудованы предварительно закрепленными радиально-упорными шарикоподшипниками. Регулировка зазора в подшипнике не нужна
Долговечность шарикоподшипников зависит от условий работы станка.
Разборку подшипника должен делать только квалифицированный персонал.
Передний конец шпинделя имеет конус Морзе 5 и механизм Camlock D1-V для установки токарного патрона.
Для употребления зажимной цанги надо монтировать редукционную гильзу 150-21.135 в конусе шпинделя.
Что же делает токарные станки Schaublin и Leenen лучшими?
Станки, изготовленные компаниями Schaublin и Leenen, имели по крайней мере в 3 раза более высокую заводскую цену, чем продукция тогдашних конкурентов. Глядя на детали этих машин, становится ясно, почему машины, которые все еще существуют сегодня и торгуются как хорошие или даже лучшие чем новые машины на рынке.
Глядя на детали этих машин, становится ясно, почему машины, которые все еще существуют сегодня и торгуются как хорошие или даже лучшие чем новые машины на рынке.
Иными словами, машины прецизионного класса Schaublin 135, Schaublin 150, Schaublin 160, Leenen DLZ, в период их активного производства, стоили сумму от роскошного автомобиля Luxus вплоть до цены дома с солидным земельным участком в загородном жилом районе.
До эпохи ЧПУ эти машины играли в своей собственной лиге в качестве высокоточных токарных станков для точения высокоточных деталей. Те, кто не нуждался в такой точности в то время, так же как и сегодня, вряд ли потратили бы деньги на то, чтобы ввести такую машину в эксплуатацию.
Сегодня стандартное применение этих машин в серийном производстве приняли сверхточные станки с ЧПУ с гидростатическими подшипниками, которые по сравнению с обычными токарными станками с ЧПУ, как и в то время стоят сопоставимых активов.
Причины почему небольшие новые машины прецизионного класса Schaublin 135, Schaublin 150, Schaublin 160, Leenen DLZ больше не производятся очевидны:
Рынок для этого просто слишком мал.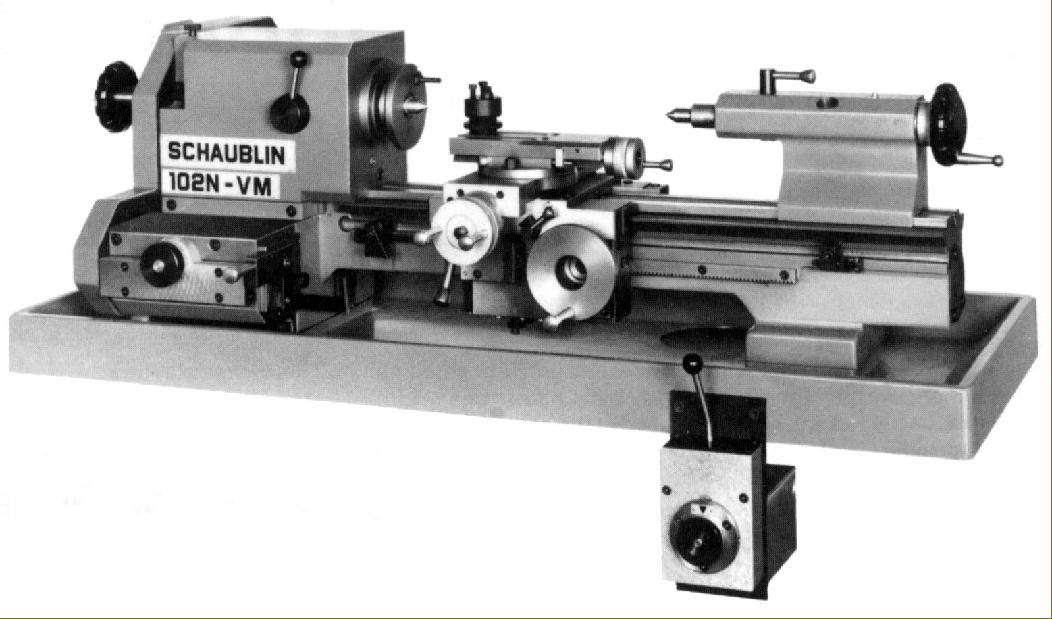 Кроме того, токарный станок с ЧПУ гораздо проще в конструкции и в производстве, в зависимости от сложности управления, даже дешевле, чем хороший обычный токарный станок с высококачественным 3-осевым цифровым дисплеем.
Кроме того, токарный станок с ЧПУ гораздо проще в конструкции и в производстве, в зависимости от сложности управления, даже дешевле, чем хороший обычный токарный станок с высококачественным 3-осевым цифровым дисплеем.
Стабильность конструкции станка
Вы должны иметь в виду, что точность токарного станка зависит от веса и стабильности конструкции станка.
Две тумбы под станиной со съемным поддоном для стружки в центре или сварной металлический каркас с шкафами для инструментов, хоть и могут выглядеть практично, но не обеспечивают стабильность.
Станки производителя „Schaublin“
Станки Schaublin имеют чрезвычайно прочную станину. Пример изображения Schaublin 160.
Станина и части суппорта токарного станка Schaublin 150
Станина токарного станка Schaublin 160
При максимальной ширине более 600-750 мм станина Schaublin – ширина станины и огромный вес обеспечивают стабильность станку.
Примерно до 1970 года (исполнение с круглым шпинделем) станок Schaublin 160 производился с направляющими в виде накладных стальных пластин, но затем производство станин перешло на полностью литые, закаленные направляющие.
Машины производителя “Leenen“
Станины станков “Leenen“ чрезвычайно жесткие и тяжелые для их небольшого размера.
Примерно до 1982 года направляющие были изготовлены из закаленной инструментальной стали и закреплены на разгруженной литой станине с помощью бесчисленных винтов M10. Эта станина шлифуется по периметру с наименьшей глубиной шероховатости. При шлифовании этой маленькой машины это означает высочайший уровень сложности при огромных затратах времени.
Начиная с 1982 года, не в последнюю очередь из соображений затрат, производители перешли на полностью литую станину с закаленными направляющими. Но низкая глубина шероховатости до конца оставалась мерилом вещей.
На высокоточном токарном станке скользящее покрытие, клиновые планки с боковыми напорными винтами с сопутствующими точечными опорными точками с клиновой планкой теперь геометрически точно выскабливаются после шлифовки вручную.
Привод токарного станка
О концепции привода токарного станка уже много лет идут споры.
Механическая коробка передач с хорошим сцеплением работает спокойно, за исключением замены масла время от времени не требует технического обслуживания и обеспечивает максимальный крутящий момент на режущей кромке инструмента даже при малой мощности привода, но имеет недостаток – скачки скорости между ступенями переключения, кроме того, вы не можете отрегулировать скорость вращения при работающем шпинделе. Кроме того, в механической коробке передач импульсы шестерен в большей или меньшей степени передаются на обтачиваемую поверхность.
Привод вариатора требует некоторого ухода: натяжение ремня должно время от времени контролироваться. Диски вариатора должны быть чистыми и работоспособными.
Хорошая, прочная конструкция вариатора, в конце концов, в производстве не дешевле, чем механическая коробка передач.
Для новых ремней (с допусками в ширину) машина может работать немного шумно, пока новый ремень не начнет равномерно работать.
Явное преимущество вариатора: частота вращения оптимальна и регулируется без остановки шпинделя, всегда максимальный крутящий момент на режущей кромке инструмента даже при малой мощности привода.
Шпиндель
Обычно современный настройщик токарных станки стремится достич радиальное биение менее 0,003 мм по DIN8605. На практике имеют значение зазоры в подшипниках шпинделя.
Когда дело доходит до достижимого качества поверхности и качества круглой формы, токарные станки Schaublin и Linen снова имеют преимущество, потому что подшипники шпинделя работают практически без зазора.
Эти машины имеют не только круглую форму при точении, как у обычного токарного станка, но и вполне достижимую круглую форму, как при шлифовании. Между ними миры!
На рисунке показан шпиндель токарного станка Schaublin 135
Шпиндель Schaublin 135 имеет радиальную опору спереди и сзади – по одному двухрядному цилиндрическому роликоподшипнику, а осевая опора – 2-х рядный радиально-упорный шарикоподшипник, находящийся под смещением.
Шпиндель токарного станка Schaublin 135
Шпиндель токарного станка Schaublin 135. Смотреть в увеличенном масштабе
Такой тип установки подшипников шпинделя является самым жестким и с самым высоким нагревом.
Чтобы подшипники не нагревались слишком сильно или даже не блокировались при работе без зазора, работать необходимо с минимальным количеством смазки через калиброванные отверстия по капле каждые несколько минут.
Но это тоже имеет свою цену. Все подшипники в шпинделе такой машины в конечном итоге стоят несколько тысяч евро при капитальном ремонте.
Кроме того, на всех перечисленных машинах привод шпинделя имеет собственную опору шкива, чтобы отделить все вибрации, идущие от привода.
Но именно здесь таится очень высокий риск для покупателей подержанных машин и особенно для тех современников, которые всегда считали, что все могут и должны делать сами.
Приводные ремни на машинах, отработавших все свои годы, более или менее изношены и нуждаются в замене. Этот факт означает демонтаж шпинделя со всеми подшипниками, так как ремни проходят через шпиндель.
Внимание: эта работа на машинах требует обширных знаний, инструментов и опыта. Обученные слесари-ремонтники и инженеры-механики издеваются над любым описанием подобных работ.
То, что можно увидеть после самостоятельного ремонта – от поврежденных шпинделей, до непоправимо поврежденных в результате некомпетентного демонтажа шпинделя. Граница между игрой и ломом очень маленькая.
После этого цены на ремонт, если это еще возможно, например, путем нового хромирования и шлифования шпинделя от нескольких тысяч евро одинаково очень высоки.
Суппорт
У станков Шаублина продольная и поперечная механическая подача производится без остановки машины может переключаться непосредственно во всех 4-ч направлениях. Для других машин такого размера чаще всего это не так.
Для нарезании резьбы с помощью Schaublin 135, 150, 160 вместо ходового винта, как на всех других станках, используется ШВП (шарико-винтовая пара), которая отключается, когда суппорт выходит за границы рабочего пространства.
Кроме того, у станков Schaublin спереди на фартуке имеется упорный револьвер с 6 регулируемыми упорами для организации серийных работ по “упорам”.
Упоры имеются, также, и на поперечном направлении суппорта.
Габариты токарного станка Schaublin 150
Габариты токарного станка Schaublin 150
Габариты токарного станка Schaublin 150. Смотреть в увеличенном масштабе
Посадочные и присоединительные базы станка Schaublin 150
Посадочные и присоединительные базы токарного станка Schaublin 150. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка Schaublin 150
Фото токарно-винторезного станка Schaublin 150
Фото токарно-винторезного станка Schaublin 150. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка Schaublin 150
Фото токарно-винторезного станка Schaublin 150. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка Schaublin 150
Фото токарно-винторезного станка Schaublin 150. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка Schaublin 150
Фото токарно-винторезного станка Schaublin 150. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка Schaublin 150
Фото токарно-винторезного станка Schaublin 150. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Расположение основных узлов токарного станка Schaublin 150
Расположение основных узлов токарного станка Schaublin 150
Расположение основных узлов токарного станка Schaublin 150. Смотреть в увеличенном масштабе
Составные части станка
- 5.1 Станина и стол
- 5.2 Педаль отключения главного привода
- 5.3 Вариатор скорости привода шпинделя
- 5.4 Циркуляционная смазка
- 5.5 Бак и насос СОЖ
- 5.6 Электрооборудование
- 5.7 Направляющие
- 5.8 Шпиндельная бабка
- 5.9 Коробка подач
- 5.10 Двигатель быстрого хода
- 5.11 Продольные салазки
- 5.12 Поперечные салазки
- 5.13 Задняя бабка
- 5.14 Защитный кожух
Расположение органов управления токарным станком Schaublin 150
Расположение органов управления токарным станком Schaublin 150
Расположение органов управления токарным станком Schaublin 150. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Перечень органов управления токарного станка Schaublin 150
- Главный выключатель
- Переключатель насоса охлаждающей жидкости
- Педаль остановки шпинделя (или установить рычаг 3 в нейтральное положение)
- Педаль для расторможения шпиндельного тормоза
- Маховик вариатора
- Барабан шкалы числа оборотов шпинделя
- Рычаг включения редуктора: налево – прямое (непосредственное) зацепление
- Барабанный переключатель: точение – метрическая резьба
- Барабанный переключатель: метрическая – дюймовая резьба позиция 7-8-9
- Барабанный переключатель: позиция A-B-C-D
- Барабанный переключатель: позиция 1-2-3-4-5-6
- Таблица подач, резьбы и скорости резания
- Маховик перемещения продольных салазок
- Рычаг зажима продольных салазок
- Маховик перемещения поперечных салазок
- Кнопка зажима поперечных салазок
- Маховик перемещения резцовых салазок
- Маховик перемещения пиноли задней бабки
- Рычаг-переключатель главного двигателя
- Переключатель: ручная – автоматическая подача
- Рычаг включения быстрой подачи
- Поворотный барабан с 6-ю продольными упорами
- Упорная насадка с 12 пазами
- Задний продольный упор
- Приспособление для ограничения поперечного хода
- Кулачки управления остановками шпинделя
- Кулачок выключения быстрой подачи
- Регулирующий винт для дозирования силы выключения
- Указывающий барабан для запирания
Схема кинематическая токарно-винторезного станка Schaublin 150
Кинематическая схема станка Schaublin-150
Схема кинематическая токарно-винторезного станка Schaublin 150. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка.
Схема токарно-винторезного станка Schaublin 150
Станина токарно-винторезного станка Schaublin-150
Станина токарно-винторезного станка Schaublin 150. Смотреть в увеличенном масштабе
Станина токарно-винторезного станка Schaublin-150
Станина токарно-винторезного станка Schaublin 150. Смотреть в увеличенном масштабе
Зажимное устройство токарно-винторезного станка Schaublin-150
Зажимное устройство токарно-винторезного станка Schaublin 150. Смотреть в увеличенном масштабе
Шпиндель токарно-винторезного станка Schaublin-150
Шпиндель токарно-винторезного станка Schaublin 150. Смотреть в увеличенном масштабе
Выходной вал вариатора токарно-винторезного станка Schaublin-150
Выходной вал вариатора токарно-винторезного станка Schaublin 150. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка Schaublin-150
Коробка подач токарно-винторезного станка Schaublin 150. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Суппорт станка Schaublin-150
Суппорт станка Schaublin-150 токарно-винторезного станка Schaublin 150. Смотреть в увеличенном масштабе
Резцовые салазки станка Schaublin-150
Резцовые салазки токарно-винторезного станка Schaublin 150. Смотреть в увеличенном масштабе
Вариатор токарного станка Schaublin-150
Вариатор токарного станка Schaublin-150. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка Schaublin-150
Фартук токарно-винторезного станка Schaublin 150. Смотреть в увеличенном масштабе
Schaublin 150 Станок токарно-винторезный. Видеоролик.
Технические характеристики токарного станка Schaublin 150
| Наименование параметра | 16М05А | Schaublin 125 | |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | А | ||
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 270 | 270 | |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | ||
| Наибольший диаметр заготовки устанавливаемой над суппортом, мм | 139 | 120 | 177 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 500 | 500 | 630 |
| Высота центров над плоскими направляющими станины, мм | 135 | 125 | 150 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 135 | ||
| Диаметр заготовки, устанавливаемой в патроне, мм | 5. .160 .160 | ||
| Диаметр заготовки, устанавливаемой в цанге, мм | 4..28 | 24 | 24 |
| Диаметр заготовки, устанавливаемой в люнете, мм | 5..50 | 100 | |
| Показатели точности обработки образцов: круглость, мкм | 1,2 | ||
| Показатели шероховатости обработки образцов цветных металлов, мкм | 0,04 | ||
| Показатели шероховатости обработки образцов стали, мкм | 0,63 | ||
| Коэффициент повышения производительности по сравнению со станком модели 16Б05А | 1,2 | ||
| Шпиндель | |||
| Диаметр отверстия в шпинделе, мм | 32 | 32 | 40 |
| Центр шпинделя по ГОСТ 13214-67 | Морзе 5 | Морзе 2 | Морзе 5 |
| Конец шпинделя по ГОСТ 12593-72 | 4К | Камлок Д 1-3″ | Камлок Д 1-4″ |
| Число ступеней частот прямого вращения шпинделя | б/с регулирование | б/с 2 диапазона | |
| Частота прямого вращения шпинделя, об/мин | 25. .2500 .2500 | 225..3000/ 45..3000 | 220..3000/ 55..3000/ 55..750 |
| Торможение шпинделя | есть | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм (механическое перемещение по упорам) | 520 | 440 | 620 (620) |
| Наибольшее поперечное перемещение суппорта, мм | 160 | 130 | 180 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,02 | ||
| Шаг ходового винта, мм | 4 | ||
| Шаг ходового винта поперечного хода, мм | 3 | ||
| Количество подач суппорта продольных | 28 | 24 | |
| Количество подач суппорта поперечных | 28 | 24 | |
| Пределы подач суппорта продольных (в скобках – при использовании звена увеличения шага), мм/об | 0,01. .0,35 (0,01..2,8) .0,35 (0,01..2,8) | 0,025..0,35 | |
| Пределы подач суппорта поперечных (в скобках – при использовании звена увеличения шага), мм/об | 0,005..0,175 (0,005..1,4) | 0,025..0,35 | |
| Пределы подач суппорта продольных и поперечных, мм/мин | 4..260 | ||
| Шаги нарезаемых метрических резьб, мм (шагов резьбы) | 0,2..28 | 0,25..14 (48) | |
| Шаги нарезаемых модульных резьб, мод (шагов резьбы) | 0,1..14 | 0,125..7,5 (48) | |
| Шаги нарезаемых дюймовых резьб, ниток на дюйм (шагов резьбы) | 5..96 | 1,5..112 (48) | |
| Скорость быстрых перемещений, мм/мин | нет | 4000 | |
| Механизм подач для нарезания резьбы | |||
| Вариант B. Нарезание резьбы сменными колесами. Метрические шаги, мм | – | 0,25. .8 .8 | |
| Вариант B. Нарезание резьбы сменными колесами. Дюймовые шаги, витков на дюйм | – | 112..3 | |
| Вариант C. Механизм подач для нарезания резьбы универсальный. Метрические шаги, мм (число шагов) | – | 0,25..3,5 (24) | |
| Вариант C. Механизм подач для нарезания резьбы универсальный. Дюймовые шаги, витков на дюйм (число шагов) | – | 112..6 (72) | |
| Вариант C. Механизм подач для нарезания резьбы универсальный. Специальная резьба сменными колесами, мм | – | 0,025..8 | |
| Резцовые салазки | |||
| Наибольшая длина перемещения резцовых салазок, мм | 150 | 90 | 100 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,01 | |
| Перемещение резцовых салазок за один оборот лимба (шаг винта салазок), мм | 2 | ||
| Наибольший угол поворота резцовых салазок, град | ±45° | ||
| Цена деления шкалы поворота резцовых салазок, град | 1° | ||
| Наибольшее сечение державки резца, мм | 16 х 16 | 12 х 12 | 20 х 20 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 16 | ||
| Число резцов в резцовой головке | 4 | ||
| Задняя бабка | |||
| Диаметр пиноли, мм | |||
| Конус отверстия пиноли задней бабки по ГОСТ 2847-67 | Морзе 3 | Морзе 2 | Морзе 3 |
| Наибольшее перемещение пиноли, мм | 85 | 100 | 120 |
| Перемещение пиноли на одно деление лимба, мм | 0,02 | ||
| Перемещение пиноли на одно деление линейки, мм | 1 | ||
| Величина поперечного смещения корпуса бабки, мм | ±10 | ±10 | |
| Электрооборудование | |||
| Количество электродвигателей, установленных на станке | 3 | 3 | |
| Электродвигатель главного привода, кВт (об/мин) | 1,5 | 0,75/ 2,5 ЛС (500/ 1500) | 1,9/ 3,8 (750/ 3000) |
| Электродвигатель коробки подач, кВт (об/мин) | – | 0,35 (1500) | |
| Электродвигатель насоса гидростанции, кВт | 2,2 | 0,15 (3000) | |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | ||
| Суммарная мощность электродвигателей, установленных на станке, кВт | 3,82 | 4,45 | |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1550 х 1350 х 1400 | 1473 х 730 х 1280 | |
| Масса станка (A, B, C), кг | 1400 | (910, 930, 990) | 1250 |
Полезные ссылки по теме. Дополнительная информация
Дополнительная информация
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ПАСПОРТА К СТАНКАМ И ОБОРУДОВАНИЮ
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Энгельс, 1965г…
Энгельс, 1965г… ..
.. ..
.. ..
.. ..
.. ..
.. …
… ..
..ШАУЛИН 150 | Токарно-винторезный станок
арт. :
18647
Группа станков :
Токарно-винторезный станок
Тип :
SCHAUBLIN 150
ПДФ (печать) Запрос информации
видео
5 изображений
Назад
Технические характеристики
Центральная высота
150 мм
Расстояние между центрами
600 мм
Качели над поперечным скольжением
177 мм
Качели над кроватью
340 мм
Качели в промежутке
мм
Длина поворота
600 мм
Отверстие шпинделя
40 мм
Конус в шпинделе MK
5
Конус в шпинделе:
Дверная защелка
Д 1-4″
Скорости шпинделя:
бесступенчатый
от
55 об/мин
вплоть до
3000 об/мин
Конус в задней бабке:
5 тонн
Диаметр шпинделя
60 мм
Фиды:
число (шаги)
48
длина:
от
0,015 мм/об
вплоть до
0,35 мм/об
Фронтальный:
от
0,015 мм/об
вплоть до
0,35 мм/об
Быстрое движение
4 м/мин
Напряжение 50 Гц 3x
380 вольт
Шпиндельный двигатель
2,70 л. с.
с.
Требуемая общая мощность
6,30 л.с.
Вес машины около
1250 кг
Габаритные размеры машины:
Длина
1730 мм
Ширина
970 мм
Высота
1300 мм
Различные аксессуары:
3-х кулачковый патрон
Система охлаждения
Быстрозакрывающееся приспособление
Набор стальных держателей
Задняя бабка для сверления
Преподавательские работы, вакансии воспитателей, школьные вакансии
Преподавательские работы, педагогические работы, школьные вакансии | ШколаВесна Выберите местоположение. .. Любое местоположениеТолько СШАМеждународныйОнлайнАлабамаАляскаАризонаАрканзасКалифорнияКолорадоКоннектикутДелавэрРасст. КолумбияФлоридаГрузияГавайиАйдахоИллинойсИндианаАйоваКанзасКентуккиЛуизианаМэнМэрилендМассачусетсМичиганМиннесотаМиссисипиМиссуриМонтанаНебраскаНевадаНью-ГэмпширНью-ДжерсиНью-МексикоНью-ЙоркСеверная КаролинаСеверная ДакотаОгайоОклахомаОрегонПенсильванияРод-АйлендЮжная КаролинаЮжная ДакотаTenne sseeТехасЮтаВермонтВирджинияВашингтонЗападная ВирджинияВисконсинВайомингВыберите категорию…Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс…Любой уровень класса …Любой тип работыПолная – или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее
.. Любое местоположениеТолько СШАМеждународныйОнлайнАлабамаАляскаАризонаАрканзасКалифорнияКолорадоКоннектикутДелавэрРасст. КолумбияФлоридаГрузияГавайиАйдахоИллинойсИндианаАйоваКанзасКентуккиЛуизианаМэнМэрилендМассачусетсМичиганМиннесотаМиссисипиМиссуриМонтанаНебраскаНевадаНью-ГэмпширНью-ДжерсиНью-МексикоНью-ЙоркСеверная КаролинаСеверная ДакотаОгайоОклахомаОрегонПенсильванияРод-АйлендЮжная КаролинаЮжная ДакотаTenne sseeТехасЮтаВермонтВирджинияВашингтонЗападная ВирджинияВисконсинВайомингВыберите категорию…Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс…Любой уровень класса …Любой тип работыПолная – или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее- Расширенный поиск
- Мой сохраненный поиск
Идентификатор задания
Соискатели
Продвиньте свою карьеру в области образования. Это бесплатно.
Это бесплатно.
Если вы только начинаете или уже имеете опыт&запятая; SchoolSpring — лучшее место для управления вашей образовательной карьерой. Получите доступ к тысячам вакансий по всей стране со всего Интернета в одном , Удобная поисковая система. И это только начало. С SchoolSpring&запятая; доступ&двоеточие;
- Карьера инструменты управления документами.
- Централизованное агрегирование поиска работы.
- Оповещения по электронной почте.
- Комплексные приложения.
- Найти работу Бесплатная регистрация
Мы обновили нашу Политику конфиденциальности, вступившую в силу 27 января 2020 г.
Щелкните здесь для получения дополнительной информации.
Работодатели
Увеличьте охват и расширьте круг кандидатов.
Найдите учителей, администраторов, вспомогательный персонал и любую промежуточную роль в сфере образования с помощью более чем 2 миллионов соискателей работы в сфере образования по всей стране.