Паспорт сверлильный станок 2н125: 2Н125 станок вертикально-сверлильный одношпиндельный универсальный. Паспорт, схемы, описание, характеристики
alexxlab | 20.04.2023 | 0 | Разное
2Н125Л станок вертикально-сверлильный облегченный. Паспорт, схемы, описание, характеристики
Сведения о производителе вертикально-сверлильного станка 2Н125Л
Изготовитель вертикальных сверлильных станков модели 2Н125Л – Молодечненский станкостроительный завод МСЗ, основанный в 1947 году.
Завод основан в 1947 году и является одним из старейших предприятий станкостроительной отрасли в производстве вертикально-сверлильных станков.
Станки, выпускаемые Молодечненским станкостроительным заводом
- 2А106П станок сверлильный настольный повышенной точности Ø 6
- 2Н106П станок сверлильный настольный повышенной точности Ø 6
- 2Н118 станок сверлильный вертикальный Ø 18
- 2Н118-1 станок сверлильный вертикальный Ø 18
- 2Н125Л станок сверлильный вертикальный с поворотным столом Ø 25
- 2С108П станок сверлильный настольный повышенной точности Ø 8
- 2054м станок резьбонарезной полуавтомат для нарезки резьбы метчиками М8
- 2056 станок резьбонарезной полуавтомат для нарезки резьбы метчиками М18
- МН18н станок сверлильный вертикальный специальный Ø 18
- МН25Л станок сверлильный вертикальный с поворотным столом Ø 25
2Н125Л Станок вертикально-сверлильный.
 Назначение, область применения
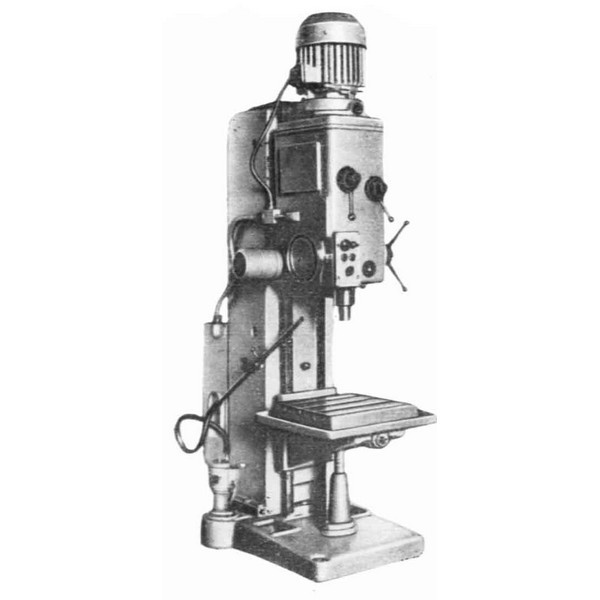
Назначение, область примененияВертикальный сверлильный станок модели 2Н125Л с поворотным столом, с условным диаметром сверления 25 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами и применяется во вспомогательных и основных немеханических цехах машиностроительных заводов, а также в ремонтных службах немашиностроительных предприятий.
На станке 2Н125Л можно обрабатывать детали, устанавливаемые как на столе, так и на плите. Наличие круглого поворотного стола позволяет обрабатывать отверстия в деталях без их перемещения.
Вертикально-сверлильный станок модели 2Н125Л предназначен для выполнения широкого круга сверлильных операций: сверления, рассверливания, зенкерования, развертывания. На станке допускается нарезание резьб с ручным управлением реверсирования шпинделя. На станке можно обрабатывать детали на фундаментной плите. Наличие круглого поворотного стола позволяет обрабатывать отверстия в деталях без их перемещения по столу (либо с незначительным перемещением), что значительно облегчает обслуживание станка.
На станке можно обрабатывать детали на фундаментной плите. Наличие круглого поворотного стола позволяет обрабатывать отверстия в деталях без их перемещения по столу (либо с незначительным перемещением), что значительно облегчает обслуживание станка.
Принцип работы и особенности конструкции станка
Станок 2Н125Л относится к конструктивной гамме вертикально-сверлильных станков средних размеров (2Н118, 2Н125, 2Н125Л, 2Н135, 2Н150, 2Г175) с условным диаметром сверления соответственно 18, 25, 35, 50 и 75 мм. По сравнению с ранее выпускавшимися станками (с индексом А) станки новой гаммы имеют более удобное расположение рукояток управления коробками скоростей и подач, лучший внешний вид, более простую технологию сборки и механической обработки ряда ответственных деталей, более совершенную систему смазки. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Наличие на станках 2Н125Л механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
На станке 2Н125Л допускается нарезание резьб с ручным реверсированием шпинделя.
Станки 2Н125Л снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Габарит рабочего пространства сверлильного станка 2Н125Л
Габарит рабочего пространства сверлильного станка 2н125л
Общий вид сверлильного станка 2Н125Л
Фото сверлильного станка 2н125л
Фото сверлильного станка 2н125л
Расположение основных частей сверлильного станка 2Н125Л
Расположение основных узлов сверлильного станка 2н125л
Перечень основных частей сверлильного станка 2Н125Л
- Привод 2Н125Л.
 21.000
21.000 - Тиски поворотные*) 2Н125Л.60.000
- Охлаждение 2Н1251.80.000
- Электрооборудование 2Н125Л.90.000
- Коробка скоростей 2Н1251.20.000
- Коробка подач 2Н1251.30.000
- Шпиндель 2Н125Л.50.000
- Колонна, стол, плита 2Н125Л.10.000
- Механизм подъема стола 2Н125Л.11.000
- Сверлильная головка 2Н125Л.40.000
Расположение органов управления сверлильным станком 2Н125Л
Расположение органов управления сверлильным станком 2н125л
Перечень органов управления сверлильным станком 2Н125Л
- Вводной выключатель
- Кнопка включения левого вращения шпинделя
- Кнопка включения правого вращения шпинделя
- Лампа контроля сети
- Кнопка “Стоп”
- Рукоятка переключения скоростей
- Рукоятка переключения подач
- Кнопка включения ручной подачи
- Рукоятка механизма подач
- Кулачок для настройки глубины обработки
- Квадрат для ручного перемещения сверлильной головки
- Тумблер включения охлаждения
- Тумблер проворота шпинделя
- Выключатель освещения
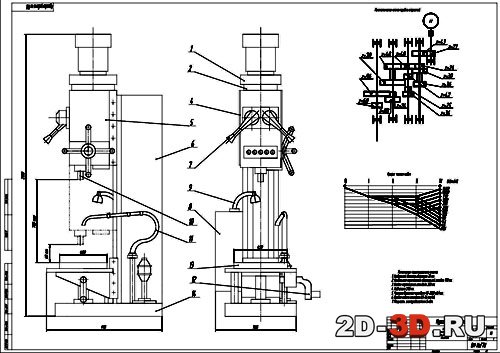
Кинематическая схема вертикально-сверлильного станка 2Н125Л
Кинематическая схема вертикально-сверлильного станка 2н125л
Схема кинематическая вертикально-сверлильного станка 2Н125Л. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Схема расположения подшипников вертикального сверлильного станка 2Н125Л
Схема расположения подшипников вертикально-сверлильного станка 2Н125Л. Скачать в увеличенном масштабе
Конструкция основных узлов вертикально-сверлильного станка 2Н125Л
Коробка скоростей
Коробка скоростей вертикального сверлильного станка 2н125л
Коробка скоростей вертикально-сверлильного станка 2Н125Л. Скачать в увеличенном масштабе
Коробка скоростей (рис.6) сообщает шпинделю различные числа оборотов, что осуществляется двумя передвижными тройчатками. Опоры валов коробки скоростей размещены в двух плитах: верхней 5 и нижней I, которые стянуты между собой четырьмя стяжками 4. Механизм коробки скоростей приводится во вращение от электродвигателя через эластичную муфту и зубчатую передачу. Последний вал коробки скоростей представляет собой полую гильзу 3, шлицевое отверстие которой передает вращение шпинделю станка. На этой же гильзе крепится шестерня 2 привода коробки подач.
Переключение блоков шестерен коробки скоростей осуществляется от одной рукоятки, которая имеет по три фиксированных положения по окружности и вдоль оси. Рукоятка 6 располагается на лицевой поверхности сверлильной головки и через шестерню 7 и круговую рейку 8 перемещает две штанги 9 и 10, на которых закреплены вилки, связанные с переключаемыми блоками. Дополнительная фиксация положения блоков шестерен производится за счет фиксации штанг 9 и 10 при помощи шариковых фиксаторов. Все валы коробки скоростей шлицевые, что значительно упрощает сборку. Все механизмы коробки скоростей собираются отдельно и монтируются в сверлильной головке. Смазка механизмов коробки скоростей так же, как и прочих механизмов в сверлильной головке, производится от шестеренного насоса, имеющегося в коробке подач. Для контроля работы маслонасоса имеется специальный маслоуказатель в корпусе привода.
Привод станка
Привод вертикального сверлильного станка 2н125л
Привод вертикально-сверлильного станка 2Н125Л. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Привод (рис.7) служит для обеспечения эластичной связи вала электродвигателя с коробкой скоростей станка.
Привод состоит из отдельного корпуса I, на котором монтируется электродвигатель. На валу электродвигателя закрепляется полумуфта 2, которая при помощи пальцев 3 и резинового кольца 4 передает вращение полумуфте-шестерне 5. Полумуфта-шестерня зацепляется с первичной шестерней коробки скоростей.
Коробка подач
Коробка подач вертикального сверлильного станка 2н125л
Коробка подач вертикально-сверлильного станка 2Н125Л. Скачать в увеличенном масштабе
Коробка подач (рис.8) представляет собой трехваловый механизм, смонтированный в отдельном литом корпусе 4. Привод коробки подач осуществляется от шестерни 5, сидящей на гильзе 3 (рис.6) коробки скоростей.
На первом валу коробки подач имеется передвижной блок-шестерня 2 (рис. 8) , при помощи которого осуществляется три автоматические подачи шпинделя. Переключение блоков-шестерен осуществляется одной ручкой 3, которая при помощи шестерен 5 передвигает вилку б, связанную с переключаемым блоком.
Фиксация положения блоков-шестерен производится за счет фиксации ручки 3 и шарикового фиксатора, имеющегося в вилке 6. На выходном валу коробки подач установлена шестерня I, передающая вращение на червяк механизма подач.
Предохранительная муфта служит для выключения механической подачи при достижении заданной глубины обработки и находится на входном валу сверлильной головки.
Сверлильная головка вертикально-сверлильного станка 2Н125Л
Сверлильная головка вертикального сверлильного станка 2н125л
Сверлильная головка вертикально-сверлильного станка 2Н125Л. Скачать в увеличенном масштабе
Сверлильная головка (рис.9) представляет собой чугунную отливку коробчатого сечения, в которой монтируются все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач.
Первые три узла собираются отдельно и крепятся только к сверлильной головке.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба со связанными с ним деталями, рукояток, кулачковых и храповых обгонных муфт, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач (см. рис.8) через перегрузочную муфту и предназначен для выполнения следующих функций:
- ручной подвод инструмента к детали
- включение рабочей подачи
- выключение рабочей подачи
- ручной отвод шпинделя вверх
- ручная подача, используемая обычно при нарезании резьбы
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 8 на себя проворачивается кулачковая муфта 12, которая через ступицу-полумуфту 14 вращает вал-шестерню 17 реечной передачи. Происходит ручная подача шпинделя.
Когда инструмент подойдет к детали, на валу-шестерне 17 возрастает крутящий момент, который не может быть передан зубцами кулачковой муфты 12, и ступица-полумуфта 14 перемещается вдоль вала-шестерни 17 до тех пор, пока торцы кулачковой муфты не станут друг против друга.
В этот период кулачковая ступица-полумуфта 14 проворачивается свободно относительно вала-шестерни на 20°. Угол 20° ограничивается пазом на муфте и штифтом 10.
Угол 20° ограничивается пазом на муфте и штифтом 10.
На ступице-полумуфте 14 сидит двухсторонний храповый диск 15, связанный со ступицей-полумуфтой собачками 7. При смещении ступицы-полумуфты 14 влево храповый диск 15, преодолевая пружину 13, также смещается влево и зубцы диска входят в зацепление с зубцами второго диска б, прикрепленного к червячному колесу 16. Таким образом вращение от червяка I передается реечному валу-шестерне 17 и происходит механическая подача.
При дальнейшем вращении штурвала 8 при включенной подаче собачки 7 ступицы-полумуфты 14 проскакивают по зубцам внутренней стороны диска 15 и, таким образом, производится ручное опережение механической подачи.
При ручном выключении подачи штурвалом 8, повернув его в обратном направлении на 20° относительно вала-шестерни 17, на котором он сидит, зуб его кулачковой муфты 12 становится против впадины ступицы-полумуфты 14, которая вследствие осевой силы, возникающей благодаря наклону зубцов диска 15 и специальной пружины 13, смещается вправо и расцепляет диски и механическая подача прекращается.
Как указывалось выше, механизм подачи допускает ручную подачу шпинделя штурвалом 8. Для этого колпачок 9 необходимо переместить влево до отказа. При этом штифт II входит в паз муфты 12 и не дает ей возможности повернуться на 20°.
На левой стенке сверлильной головки смонтирован лимб 4, который во время подачи шпинделя приводится во вращение через пару шестерен 2 и 5.
Лимб предназначен для визуального отсчета глубины обработки и для настройки кулачка отключения автоматической подачи при достижении нужной глубины сверления.
Для визуального отсчета глубины обработки инструмент доводят вручную до контакта с обрабатываемой деталью и левой рукой устанавливают кольцо 3 в нужное положение. Отсчет глубины обработки производится по шкале на цилиндрической поверхности кольца 3. Для настройки кулачка на торцевой поверхности корпуса лимба имеется Т-образный паз.
Шпиндель
Шпиндель в сборе вертикального сверлильного станка 2н125л
Шпиндель в сборе вертикально-сверлильного станка 2Н125Л. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Шпиндель вертикального сверлильного станка 2н125л
Шпиндель вертикально-сверлильного станка 2Н125Л. Скачать в увеличенном масштабе
Шпиндель I (рис. 10) смонтирован на шариковых подшипниках. Осевое усилие подачи воспринимается передним упорным подшипником. Подшипники расположены в гильзе 2 шпинделя, которая при помощи реечной передачи имеет возможность перемещаться вдоль оси.
Регулировка подшипников шпинделя производится при помощи гайки, расположенной над верхней опорой шпинделя.
Форма и размеры конца шпинделя выполнены в соответствии с ГОСТ 2701-44.
Тиски поворотные
Тиски (рис. II) устанавливаются в кронштейне стола. Тиски предназначаются для легких сверлильных работ, не требующих высокой точности. Тиски могут поворачиваться и устанавливаться под любым углом относительно оси сверла.
В двух взаимно перпендикулярных положениях тиски зажимаются дополнительным клиновым зажимом, который является также фиксатором.
Настройка и наладка сверлильного станка 2н125л
Наладка станка на обычную работу заключается в установке стола и сверлильной головки в необходимые для работы положения, зажиме их на колонне и установке необходимых чисел оборотов и подач шпинделя.
Кроме обычной работы с механической подачей, на станке 2н125л можно работать со следующими циклами:
- с ручной подачей шпинделя;
- с выключением подачи на заданной глубине.
Наладка станка на работу с ручной подачей для включения ручной подачи колпачок с накаткой, расположенной в центре крестового штурвала, следует отдать от себя до отказа.
Наладка станка на работу с выключением подачи на заданной глубине
Для наладки станка на работу с выключением подачи на заданной глубине необходимо:
- а) установить инструмент в шпинделе, деталь на столе либо на плите;
- б) опустить шпиндель до упора инструмента в деталь;
- в) лимб по сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки с учетом конуса инструмента;
- г) кулачок закрепить так, чтобы его правый торец совпадал с соответствующей риской на лимбе.

После включения вращения шпинделя и подачи начнется обработка детали; по достижении нужной глубины подача прекратится, шпиндель будет продолжать вращаться.
Примечание. На станке допускается нарезание резьбы с ручным реверсированием электродвигателя главного движения кнопками правого и левого вращения.
Регулирование сверлильного станка 2н125л
После установки станка на фундаменте, смазки механизмов станка и подключения к электрической сети не требуется никаких дополнительных регулировок. Однако в процессе эксплуатации первоначальная (заводская) регулировка может нарушиться и потребуется дополнительная регулировка некоторых механизмов станка.
Предохранительная муфта механизма подачи должна быть отрегулирована на осевое усилие на шпинделе 560 кгс.
Для регулирования этой муфты необходимо снять крышку на правой стороне сверлильной головки и при помощи гайки на штанге вилки предохранительной муфты уменьшить или увеличить натяжение пружины. Регулировку муфты нужно производить по динамометру.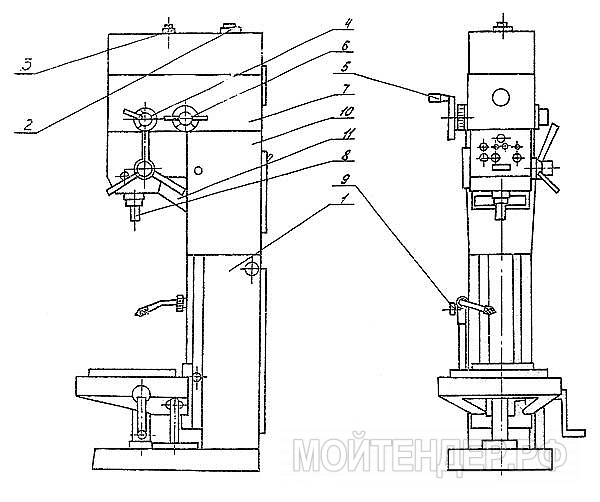
Регулировка направляющих сверлильной головки производится винтами на правой стороне сверлильной головки.
Зажим сверлильной головки производится в двух точках рукоятками, расположенными также на правой стороне сверлильной головки.
Регулирование механизма главного движения ступенчатое.
Управление механизма главного движения однорукояточное с непосредственным указанием числа оборотов.
Регулирование механизма подач ступенчатое.
Наибольшая сила подачи, допускаемая механизмом подач, 560 кгс.
Управление однорукояточное с непосредственным указанием подач.
Электрооборудование и электрическая схема сверлильного станка 2Н125Л
Электрическая схема вертикально-сверлильного станка 2н125л
Схема электрическая вертикально-сверлильного станка 2Н125Л. Скачать в увеличенном масштабе
Электрооборудование вертикально-сверлильного станка 2Н125Л
На станке установлен короткозамкнутый асинхронный электродвигатель. На станке могут применяться следующие величины напряжения переменного тока частотой 50 или 60 Гц:
- силовая цепь 220, 380, 440 В
- цепь управления 110 В
- цепь местного освещения 24 В
- цепь сигнализации 24 В
Установочный чертеж вертикально-сверлильного станка 2Н125Л
Установочный чертеж вертикально-сверлильного станка 2н125л
Читайте также: Заводы производители сверлильных станков в России
2Н125Л станок вертикально-сверлильный облегченный.
 Видеоролик.
Видеоролик.Технические характеристики станка 2Н125Л
| Наименование параметра | 2Н125 | МН25н | 2Н125л | МН25л | 2Н135 | 2Н150 |
|---|---|---|---|---|---|---|
| Основные параметры станка | ||||||
| Наибольший диаметр сверления в стали 45,(Нарезания резьбы) мм | 25 | 20 | 25 | 25 (М18) | 35 | 50 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 60..700 | 650 | 0..700 | 25..700 | 30..750 | 0..800 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 690. | 845..1060 | 845..1060 | 700..1120 | 700..1250 | |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 250 | 200 | 250 | 250 | 300 | 350 |
| Рабочий стол | ||||||
| Размеры рабочей поверхности стола, мм | 400 х 450 | 320 х 360 | Ø 400 | Ø 400 | 450 х 500 | 500 х 560 |
| Размеры рабочей поверхности плиты, мм | 500 х 500 | 500 х 500 | ||||
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 1 | 1 | 3 | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 270 | 350 | 525 | 525 | 300 | 360 |
| Перемещение стола на один оборот рукоятки, мм | 1,75 | 1,75 | ||||
| Шпиндель | ||||||
| Наибольшее перемещение (установочное) шпиндельной головки, мм | 170 | 300 | 215 | 215 | 170 | 250 |
| Наибольшее перемещение (ход) шпинделя, мм | 200 | 150 | 150 | 150 | 250 | 300 |
| Перемещение шпинделя на одно деление лимба, мм | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 |
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | 122,46 | 122,46 | 131,68 | |||
| Частота вращения шпинделя, об/мин | 45. | 180..2800 | 90..1400 | 90..1400 | 31,5..1400 | 22,4..1000 |
| Количество скоростей шпинделя | 12 | 9 | 9 | 9 | 12 | 12 |
| Наибольший допустимый крутящий момент, Нм | 250 | 88 | 88 | 400 | 800 | |
| Конус шпинделя | Морзе 3 | Морзе 3АТ6 | Морзе 3 | Морзе 3АТ6 | Морзе 4 | Морзе 5 |
| Механика станка | ||||||
| Число ступеней рабочих подач | 9 | 6 | 3 | 3 | 9 | 12 |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм | 0,1..1,6 | 0,1..0,56 | 0,1; 0,2; 0,3 | 0,1; 0,2; 0,3 | 0,1..1,6 | 0,05..2,24 |
| Управление циклами работы | Ручное | Ручное | Ручное | Ручное | Ручное | Ручное |
| Наибольшая допустимая сила подачи, кН | 9 | 5,6 | 5,6 | 15 | 23,5 | |
| Динамическое торможение шпинделя | Есть | Есть | Есть | Есть | Есть | Есть |
| Привод | ||||||
| Электродвигатель привода главного движения, кВт | 2,2 | 1,5 | 1,5 | 1,5 | 4,0 | 7,5 |
| Электронасос охлаждающей жидкости Тип | Х14-22М | ПА-22 | Х14-22М | Х14-22М | ||
| Габарит станка | ||||||
| Габариты станка, мм | 785 х 915 х 2350 | 730 х 650 х 1980 | 770 х 786 х 2235 | 770 х 780 х 2285 | 2535 х 825 х 1030 | 2930 х 890 х 1355 |
| Масса станка, кг | 880 | 620 | 620 | 620 | 1200 | 1870 |
- Универсальный облегченно-упрощенный вертикально-сверлильный станок 2Н125Л.
 Руководство по эксплуатации 2Н125Л.00.000 РЭ, 1983
Руководство по эксплуатации 2Н125Л.00.000 РЭ, 1983 - Барун В.А. Работа на сверлильных станках,1963
- Винников И.З., Френкель М.И. Сверловщик, 1971
- Винников И.З. Сверлильные станки и работа на них, 1988
- Лоскутов B.В Сверлильные и расточные станки, 1981
- Панов Ф.С. Работа на станках с ЧПУ, 1984
- Попов В.М., Гладилина И.И. Сверловщик, 1958
- Сысоев В.И. Справочник молодого сверловщика,1962
- Тепинкичиев В.К. Металлорежущие станки, 1973
Список литературы
Связанные ссылки. Дополнительная информация
Вертикально-сверлильный станок 2Н125: паспорт, технические характеристики
Вертикально-сверлильный станок 2Н125 является одним из наиболее распространенных и надежных сверлильных станков в металлообрабатывающей промышленности для единичного и мелкосерийного выпуска продукции.
Содержание:
- 1 Сведения о производителе
- 2 Назначение и область применения
- 2.1 Принцип работы и особенности конструкции
- 3 Общий вид
- 4 Расположение основных частей
- 5 Габарит рабочего пространства
- 6 Расположение и перечень органов
- 7 Порядок работы
- 8 Ремонт, видео
- 8.1 Механическая подача шпинделя
- 8.2 Выключение подачи на определенную глубину
- 8.3 Нарезание резьбы
- 8.4 Указания по эксплуатации
- 9 Технические характеристики
- 10 Кинематическая схема
- 11 Описание основных узлов
- 11.1 Коробка скоростей
- 11.2 Механизм переключения скоростей и подач
- 11.3 Коробка подач
- 11.4
- 11.5 Сверлильная головка
- 11.6 Шпиндель
- 12 Регулировка и наладка
- 13 План и размеры фундамента
- 14 Проверка качества
- 15 Паспорт
- 16 Электрооборудование
- 16.1 Электрическая схема
- 16.
 2 Перечень элементов к схеме
2 Перечень элементов к схеме
- 17 Как выглядит коробка скоростей и система смазки, видео
Сведения о производителе
Сверлильный станок 2Н125 производится Стерлитамакским станкостроительным заводом. На текущий момент является заменой устаревшей модели 2А125 — сверхмощного вертикально-сверлильного станка, рассчитанного на жесткие условия промышленного использования и способного сверлить точные и аккуратные отверстия в широком диапазоне материалов.
Стерлитамакский станкостроительный завод (СТМЗ) был основан в 1725 году в городе Стерлитамак, Россия. Завод был одним из крупнейших производителей металлургического и машиностроительного оборудования в СССР. В период Советской эпохи завод выпускал множество продуктов, включая турбины, паровые котлы, металлургическое оборудование и машины для нефтяной и газовой промышленности.
После распада СССР завод переживал трудное время, из-за нехватки финансовых ресурсов и конкуренции с западными компаниями. В настоящее время завод продолжает работать и занимается ремонтом и модернизацией оборудования.
Назначение и область применения
Сверлильный станок 2Н125 широко используется в производственной, строительной и ремонтной отраслях для сверления отверстий большого (до 25 мм) и малого диаметра в различных материалах, таких, как: металл, дерево, пластик, справы цветных металлов и т.д.
Сверлильный станок 2Н125 предназначен для сверления отверстий, рассверливания, зенкования, развертывания. Используется в различных отраслях промышленности, машиностроении, металлургии, автомобилестроении частных мастерских и авторемонтных сервисах.
Большая колонна и основание сверлильного станка 2Н125 обеспечивают устойчивость во время работы, а встроенная механическая система подачи шпинделя позволяет точно контролировать глубину сверления. Его также можно настроить для нарезания резьбы, изменяя скорость вращения шпинделя и регулируя скорость подачи.
Сверлильный станок 2Н125 — это универсальный станок, который используется для широкого спектра задач сверления, что делает его отличным выбором для тех, кто занимается металло- и деревообработкой.
Принцип работы и особенности конструкции
Сверлильный станок 2Н125 — это станок средних размеров и относится к классу вертикальных. Оснащен цифровым считывающим устройством (DRO), которое отображает скорость вращения шпинделя и глубину сверления в миллиметрах. Это позволяет легко контролировать ход сверления и обеспечивает точную глубину сверления.
Сверлильный станок 2Н125 оснащен рабочей подсветкой, которая может использоваться для освещения рабочей зоны и облегчения обзора просверливаемого отверстия. Также в его комплектацию входят прецизионные шлифованные и закаленные направляющие, которые обеспечивают плавное и точное движение головки и колонны.
На сверлильном станке 2Н125 предусмотрена возможность нарезания резьбы, для этого имеется возможность включения реверса двигателя главного движения.
Общий вид
Расположение основных частей
Габарит рабочего пространства
Конус Морзе №3, А=250, Б=700, В=60, D=45, D1=23,825, М=400.
Расположение и перечень органов
Порядок работы
Порядок работы многоэтапный и требует тщательной проверки на каждом шаге. В противном случае работа сверлильного станка 2Н125 будет сильно замедлена. На выходе мы получим низкое качество изделий. Рассмотрим более подробно.
Сначала необходимо закрепить в сверлильную головку необходимый инструмент (сверло, метчик, развертку и т.д.), установить стол в удобное для работы положение зафиксировав его зажимом, установить требуемую для работы частот вращения шпинделя и подачу. Если будем использовать ручную подачу, то необходимо отжать до отказа в направлении от себя колпак, который распложен в центре крестового штурвала.
Ремонт, видео
Механическая подача шпинделя
Механическая подача шпинделя на сверлильном станке 2Н125 работает за счет работы винта и рукоятки (крестовый штурвал) для перемещения шпинделя вверх и вниз вдоль колонны сверлильного станка 2Н125.
Винт соединен с рукояткой и шпинделем, и когда рукоятка поворачивается, она вращает винт, который, в свою очередь, перемещает шпиндель вдоль колонны. Это позволяет пользователю регулировать расстояние между шпинделем и столом, что полезно при сверлении на разную глубину или для выполнения любых других работ.
Выключение подачи на определенную глубину
Итак, чтобы настроить подачу сверлильного станка 2Н125 на заданную глубину необходимо повторить что было выше, а точнее закрепить сверло в патрон, выставить стол, зафиксировать деталь. Теперь крутим штурвал, пока сверло не упрется в деталь, в том месте, где планируем делать отверстие. Таким образом мы выставляем «0».
Крутим винт и отпускаем лимб сверлильной головки, потом этот лимб выставляем напротив цифры, которая соответствует нашей глубине. Закрепляем лимб. Не забудьте учесть угол заточки сверла, так как, мы дотронулись до детали кончиком сверла. Кулачок с буквой «П» закрепить так, чтобы его риска совпала с соответствующей риской на лимбе.
Нарезание резьбы
Патрон для нарезания резьбы — это специальный тип патрона, предназначенный для фиксирования метчика. Пошаговая инструкция по нарезанию резьбы на сверлильном станке 2Н125 следующая:
- Помещаем метчик в патрон, после чего патрон закрепляем в шпинделе.
- Надежно фиксируем деталь, в которой будем нарезать резьбу на столе.
- Неспеша опускаем шпиндель с закрепленным патроном до того момента пока метчик не упрется в деталь.
- Устанавливаем лимб, который находится на сверлильной головке, напротив.
- Необходимой цифры, которая указывает на глубину обработки. Совместить риску кулачка «П» с соответствующей риской на лимбе и закрепить кулачок.
- Сначала необходимо включить механическую подачу, после чего вручную опускаем метчик в отверстие. Так продолжается два или три оборота, после чего руками уже делать ничего не надо.
- Как только метчик достигнет заданную глубину нарезания резьбы, осуществляется автоматический реверс шпинделя и соответственно метчик автоматически выйдет с отверстия.
- По завершения нарезания резьбы включаем обратно нормальное (правое) вращение шпинделя.
Указания по эксплуатации
- Надежно закрепите заготовку.
- Выберите подходящее сверло для материала которое соответствует размеру необходимого отверстия.
- Отрегулируйте стол и шпиндель на нужную высоту для работы.
- Запустите сверлильный станок 2Н125 и дайте ему набрать полную скорость перед началом сверления.
- Прикладывайте постоянное, умеренное давление на сверло, когда оно врезается в материал.
- Используйте смазочно-охлаждающую жидкость, например, масло или водорастворимую охлаждающую жидкость, чтобы смазать сверло и смыть мусор.
- По окончании сверления выключите сверлильный станок 2Н125 и дождитесь полной остановки шпинделя, прежде чем вынимать заготовку.

Важно отметить, что сверлильный станок 2Н125 — это мощные инструменты, которые при неправильном использовании могут привести к серьезным травмам. Всегда надевайте соответствующие средства защиты, такие как защитные очки или маску, и избегайте свободной одежды или украшений, которые могут застрять в движущихся частях. Держите руки и пальцы подальше от сверла во время работы.
Регулярное обслуживание сверлильного станка 2Н125 также важно для поддержания его в хорошем рабочем состоянии, например, регулярная чистка и смазка движущихся частей, подтягивание ослабленных болтов и замена изношенных или поврежденных деталей. Для получения конкретных инструкций по обслуживанию необходимо обратиться к руководству.
Технические характеристики
Кинематическая схема
Описание основных узлов
Всегда важно знать основные узлы сверлильного станка 2Н125, они требуют более пристального внимания и ухода.
Коробка скоростей
Коробка скоростей сверлильного станка 2Н125 отвечает за управление скоростью вращения шпинделя.
Шпиндель сверлильного станка 2Н125 получает 12 скоростей от передвижных блоков 5, 7,8. Электродвигатель приводит в движение коробку скоростей через зубчатую передачу 9 и гибкую муфту 10. Пара зубчатых передач 3 передают вращение на коробку подач. Весь этот узел смазывается насосом, который крепится на плите 4.
Механизм переключения скоростей и подач
Механизм управления скоростью и подачей сверлильного станка 2Н125 позволяет оператору устанавливать требуемую скорость вращения шпинделя и скорость подачи.
Рукоятка 2 позволяет приключать передачи, за переключение подачи сверлильного станка 2Н125 отвечает, рыча 3.
Коробка подач
Данный узел помещен в короб и вмонтирован в сверлильную головку сверлильного станка 2Н125. Он смонтирован в верху опоры возле червячного механизма, с помощью муфты 4 передается вращение червяку. В результате перемещения блоков шестеренок, может быть получено до 9 подач.
Сверлильная головка
Сверлильная головка сверлильного станка 2Н125 собрала в себе коробку скоростей, шпиндель, коробку подач, механизм подач, противовес, узел переключения скоростей и подач. Все это помещено в отлитый из чугуна короб.
Все это помещено в отлитый из чугуна короб.
Слева на сверлильной голове находится лимб 4, мы им настраивали глубину сверления и нарезания резьбы, также там имеется настройка кулачков. При необходимости вручную переместить головку сверлильного станка 2Н125 вверх или вниз имеется специальный узел, состоящий из реечной пары 1 и червячной пары 2
Шпиндель
Шпиндель сверлильного станка 2Н125 (на рисунке по цифрой 2) устанавливается на четыре подшипника, которые в свою очередь смонтированные в гильзе 3, которая имеет возможность перемещаться вдоль оси. С помощью гайки 1 можно регулировать подшипники.
Регулировка и наладка
Регулировка и наладка сверлильного станка 2Н125 включает следующие этапы:
- Зажим заготовки. Первым шагом является закрепление заготовки на столе с помощью тисков или струбцин. Это важно для удержания заготовки на месте во время сверления и для того, чтобы отверстие было просверлено в правильном месте.
- Выбор сверла.
 Следующим шагом будет выбор сверла, соответствующего материалу и размеру просверливаемого отверстия. Убедитесь, что сверло острое, и надежно затянуто в патроне.
Следующим шагом будет выбор сверла, соответствующего материалу и размеру просверливаемого отверстия. Убедитесь, что сверло острое, и надежно затянуто в патроне. - Регулировка стола и шпинделя. Стол должен быть отрегулирован на правильную высоту. Это обеспечит правильное расстояние сверла от заготовки. Шпиндель также должен быть отрегулирован на нужную высоту, чтобы сверло центрировалось на заготовке.
- Выравнивание заготовки. Перед сверлением убедитесь, что заготовка правильно выровнена относительно сверла. Это можно сделать с помощью центровочного пуансона или с помощью перекрестия на столе.
- Регулировка скорости подачи. Скорость подачи — это скорость, с которой сверло погружается в заготовку. Ее можно регулировать, поворачивая ручку скорости подачи на сверлильной головке. Для твердых материалов рекомендуется использовать более медленную скорость подачи, а для мягких материалов можно использовать более быструю скорость подачи.
- Использование смазочно-охлаждающей жидкости (СОЖ).
 При необходимости используйте смазочно-охлаждающую жидкость, например, масло или водорастворимую охлаждающую жидкость, чтобы смазать сверло и смыть мусор. Это поможет продлить срок службы сверла и улучшить качество обработки отверстия.
При необходимости используйте смазочно-охлаждающую жидкость, например, масло или водорастворимую охлаждающую жидкость, чтобы смазать сверло и смыть мусор. Это поможет продлить срок службы сверла и улучшить качество обработки отверстия.
План и размеры фундамента
Проверка качества
Паспорт
Скачать бесплатно инструкцию по эксплуатации (паспорт) вертикально-сверлильного станка 2Н125 в формате PDF
Электрооборудование
Сверлильный станок 2Н125 основан преимущественно на механической подаче шпинделя. Для его перемещения, а также для перемещения режущего инструмента используются шестерни, рычаги и другие механические компоненты.
Однако сверлильный станок 2Н125 может иметь электрические компоненты для управления работой, например, шаговые двигатель, приводящий в движение шпиндель, или выключатель, управляющий питанием станка.
Основные электрические компоненты:
- Выключатель питания. Используется для включения и выключения оборудования.

- Двигатель. Приводит в действие шпиндель и вращает режущий инструмент.
- Предохранители. Защищают станок от электрической перегрузки.
- Электрические провода и кабели. Соединяют различные электрические компоненты станка между собой.
- Блок управления. В нем находится электрическая схема управления машиной.
Электрическая схема
Перечень элементов к схеме
Как выглядит коробка скоростей и система смазки, видео
Профессиональные фрезы для ногтей – Sunshine Nail Supply
35 товаров
Сортировать СортировкаЛучшиеЛучшие продажиПо алфавиту, от A до ZПо алфавиту, от Z до AЦена, от низкой к высокойЦена, от высокой к низкойДата, от старой к новойДата, от новой к старой
KUPA Сверло для ногтей Manipro Hana + Светодиодная лампа Manipro GLO 20P (подключена)
Цена продажи 419 $ 99 419,99 долларов США
Обычная цена
495 долларов США 00 49 долларов5. 00
00
Сверло для ногтей Kupa Mani Pro Passport
Цена со скидкой 319 $ 99 319,99 долларов США Обычная цена $330 00 $330.00
Gelish Go File IQ Smart Nail Drill
345 $ 99 $345,99
Sunshine Portable Professional Nail Drill
Цена со скидкой149 $ 99 149,99 долларов США Обычная цена $194 00 $194,00
Дрель для ногтей Gelish Go File
Цена продажи229$ 99 229,99 долларов США Обычная цена $339 00 $339.00
KUPA Сверло для ногтей Manipro Hana
Цена со скидкой374 $ 99 $374,99 Обычная цена 450 долларов США 00 $450.00
Система сверления ногтей Urawa UPower UP200
437 $ 99 $437,99
Продано
KUPA Сверло для ногтей Manipro Moonlight Unicorn
Цена продажи339$ 99 $339,99
Обычная цена
$340 00 $340. 00
00
KUPA Manipro Passport Sunset Blvd Limited Edition
Цена продажи 329 $ 99 $329,99 Обычная цена $345 00 $345.00
KUPA Manipro Candy Apple Red Nail Drill
Цена со скидкой319 $ 99 319,99 долларов США Обычная цена $340 00 $340.00
KUPA Сверло для ногтей Manipro Rose
Цена со скидкой319 $ 99 319,99 долларов США Обычная цена $340 00 $340.00
Купа МаниПро Паспорт – Древесный уголь Лимитированная серия
Цена со скидкой 319 $ 99 319,99 долларов США Обычная цена $335 00 $335.00
Пылесборник для ногтей Gelish Vortex
Цена со скидкой 239 $ 99 239,99 долларов США Обычная цена 275 долларов США 00 $275.00
Электрическая система подачи гвоздей KUPA MANIPRO KP-5000
335 $ 00 $335.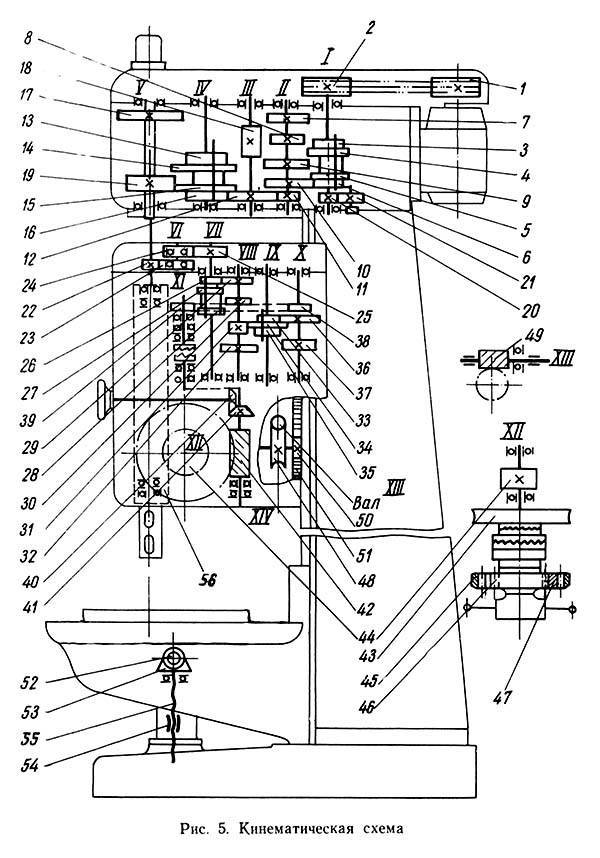 00
00
Kupa Mani Pro Passport – Mermaid Limited Edition
Цена со скидкой 319 $ 99 319,99 долларов США Обычная цена $340 00 $340.00
Продано
Купа Мани Про Паспорт – Единорог Лимитированная серия
Цена со скидкой339$ 99 $339,99 Обычная цена $345 00 $345.00
Аккумуляторная дрель для ногтей EZTools
Цена со скидкой 94 $ 99 $94,99 Обычная цена $108 99 $108,99
Купа Мани Про Паспорт – Синий Принц Цвет
Цена со скидкой319$ 99 319,99 долларов США Обычная цена $335 00 $335.00
Купа Манипро Паспорт – Pixie Limited Edition
от $319 99 от $319,99 Обычная цена $340 00 $340.00
Kupa Mani Pro Passport – TEAL Лимитированная серия
Цена со скидкой 319 $ 99 319,99 долларов США
Обычная цена
$335 00 $335. 00
00
Продано
KUPA Сверло для ногтей Manipro Original 2.0
Цена со скидкой141 $ 99 $141,99 Обычная цена $164 99 $164,99
KUPA Manipro Passport Palos Verdes Green Limited Edition
Цена продажи 329 $ 99 $329,99 Обычная цена $345 00 $345.00
KUPA Manipro Passport Phantom Nail Drill
Цена со скидкой319 $ 99 319,99 долларов США Обычная цена $335 00 $335.00
Kupa Mani Pro Passport Nail Drill – Princess Pink Color
Цена со скидкой319 $ 99 319,99 долларов США Обычная цена $335 00 $335.00
Продано
KUPA Manipro Passport Cheetah Nail Drill
Цена со скидкой319 $ 99 319,99 долларов США
Обычная цена
$335 00 $335. 00
00
Продано
KUPA Manipro Passport Hollywood Yellow Limited Edition
Цена со скидкой 329 $ 99 $329,99 Обычная цена $345 00 $345.00
Блок контроля паспорта Kupa Mani Pro Только
124 $ 99 $124,99
Только наконечник Kupa Mani Pro Passport KP-60
239 $ 99 239,99 $
Только наконечник Kupa Mani Pro Passport KP-55
239 $ 99 239,99 $
Блок управления Kupa Mani Pro KP5000
139 $ 99 $139,99
Педаль ножного управления для KP 5000 Manipro
77 $ 00 $77.00
Продано
Система сверления ногтей Kupa UPower Super UP200
450 $ 00 $450.00
Продано
Педаль ножного управления UPower (VC 60) для сверла для ногтей Super UP200
75 $ 00 $75. 00
00
Продано
KUPA Manipro Passport Розовое золото 24K
от $359 99 от 359,99 $
Продано
KUPA ME File Nail Drill
Цена со скидкой199 $ 95 199,95 долларов США Обычная цена $335 00 $335.00
Passport Potash Inc. Обновления текущей программы бурения
Passport Potash Inc. Обновления текущей программы бурения
ВАНКУВЕР, БРИТАНСКАЯ КОЛУМБИЯ, 15 декабря 2010 г. (Marketwire) — Passport Potash Inc. (TSX VENTURE:PPI) рада сообщить, что компания завершила бурение первой скважины в рамках своей программы бурения на 2010 год. Эта скважина представляет собой первую разведку калия в пределах ранчо Twin Buttes за более чем 45 лет. Калий был перехвачен в этой скважине, что было подтверждено как визуальным осмотром, так и скважинными геофизическими исследованиями.
Эта скважина находится на ранчо Твин Баттс, в районе, где ранее бурение не проводилось.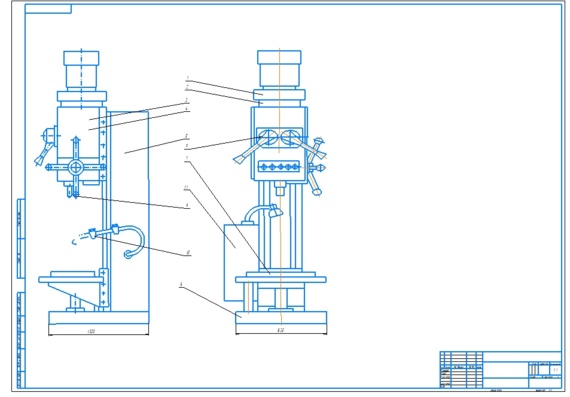 После завершения бурения и каротажа скважина была преобразована в продуктивную скважину. Вода присутствует в скважине и будет использоваться в текущей программе бурения, что позволит компании значительно сэкономить. Компания также открыла полевой офис на буровой площадке, и с этого момента эта территория будет служить операционной базой.
После завершения бурения и каротажа скважина была преобразована в продуктивную скважину. Вода присутствует в скважине и будет использоваться в текущей программе бурения, что позволит компании значительно сэкономить. Компания также открыла полевой офис на буровой площадке, и с этого момента эта территория будет служить операционной базой.
За программой бурения на 2010 год последует запланированная комплексная сейсморазведка на участках Holbrook компании в первом квартале нового года. Эта съемка позволит компании лучше определить толщину и распределение калийных пластов до следующего этапа бурения.
Кроме того, компания также рада сообщить, что она значительно расширила текущую программу бурения. Размер этой программы будет зависеть от результатов запланированных сейсморазведочных работ, запланированных на начало 2011 года, и от рекомендаций, полученных от SRK Consulting. Отчет NI43-101 создается компанией SRK Consulting, и в него планируется включить трехмерную геологическую модель, блочную модель ресурсов и оценку геологических ресурсов в соответствии с определениями CIM.
В 2010 году компания Passport добилась значительных успехов, расширив свои земельные позиции, наняв ведущих консультантов и продолжив бурение.
Стивен Б. Бутренчук, П.Геол., президент Passport, является уполномоченным лицом, как это определено в Национальном документе 43-101, который просмотрел и утвердил техническое содержание этого пресс-релиза.
От имени Совета директоров
PASSPORT POTASH INC.
Стивен Б. Бутренчук, Президент
Настоящий пресс-релиз содержит определенные заявления, которые можно считать «прогнозными заявлениями». Все заявления в этом выпуске, кроме заявлений об исторических фактах, включая вероятность коммерческой добычи и возможное финансирование в будущем, являются заявлениями прогнозного характера. Хотя Компания считает, что ожидания, выраженные в таких прогнозных заявлениях, основаны на разумных предположениях, такие заявления не являются гарантией будущих результатов, и фактические результаты или события могут существенно отличаться от тех, которые указаны в прогнозных заявлениях.