Пассивация это: подробно и доступно о пассивировании металлов
alexxlab | 11.07.1989 | 0 | Разное
Химическая пассивация в Москве, цена услуги
О производстве
Наша компания предоставляет услугу химическая пассивация
Посмотреть другие услугиХимическое пассивирование
Химическая пассивация – это двухэтапный процесс. Первый шаг – удалить любое свободное железо или соединения железа с поверхности, иначе это железо создаст локализованный участок, где может продолжаться коррозия. Кислота используется для растворения железа и его соединений. Сама поверхность не подвержена влиянию этого процесса. Второй шаг – использование окислителя для ускорения превращения металлического хрома в оксидную форму. Это создаст равномерный защитный слой оксида хрома.
Исторически азотная кислота была наиболее часто используемым химическим методом для пассивирования нержавеющей стали. Азотная кислота – сильная минеральная, поэтому она может быстро растворять все соединения железа и другие следы металлов на поверхности. Она также является сильным окислителем, поэтому может одновременно образовывать слой оксида хрома. С другой стороны, с ней трудно обращаться и утилизировать после использования.
С другой стороны, с ней трудно обращаться и утилизировать после использования.
Лимонная кислота также становится выбором большинства переработчиков для пассивации. Она безопаснее в использовании, чем азотная, она биоразлагаема, вызывает меньше проблем со сточными водами, обычно сама используется в качестве пищевого ингредиента. Лимонная кислота отлично очищает поверхность от железа, но не является окислителем, поэтому не может окислять хром – традиционный второй этап. Наращивание защитного слоя обычно происходит путем окисления на воздухе.
Когда следует проводить процесс пассивации
Нет простого правила, по которому оборудование должно быть обязательно пассивировано. Потребность будет зависеть того, как используется оборудование и была ли повреждена его поверхность. Некоторые компании предпочитают пассивировать технологическое оборудование один раз в год в рамках планового технического обслуживания. Другие компании будут делать это чаще, потому что они перерабатывают продукты, агрессивные по отношению к нержавеющей стали.
Агрессивные продукты – это продукты с высоким содержанием хлоридов и кислые сами по себе, например: сальса, томатный сок и так далее. Растения, которые используют воду с естественным высоким уровнем хлоридов, возможно, придется пассивировать чаще, поскольку хлорид нарушает защитный слой. Известно, что фармацевтические компании, использующие сверхчистую воду для инъекций (WFI), пассивируют 4 раза в год, потому что сама вода высокой чистоты является твердой на поверхностном слое. Часто процесс пассивации осуществляют, когда замечают, что на нержавеющей стали образуются отложения железа, которые появляются не из воды.
Пассивацию применяют:
- когда работа очень большая, что делает нецелесообразным использование других методов;
- когда нет особых требований к внешнему виду металлической поверхности;
- когда безопасность и защита окружающей среды не являются первоочередными задачами.
Основные преимущества пассивации
К ним относятся:
- Повышенная устойчивость к коррозии.
 Этот процесс отделки улучшает коррозионно-стойкие свойства нержавеющей стали за счет образования толстого оксидного слоя, предохраняющего металл от химических реакций, которые приводят к образованию ржавчины и потускнения;
Этот процесс отделки улучшает коррозионно-стойкие свойства нержавеющей стали за счет образования толстого оксидного слоя, предохраняющего металл от химических реакций, которые приводят к образованию ржавчины и потускнения; - Минимальное обслуживание. Пассивация дает ровный серый цвет, не требующий особого ухода. Гладкая блестящая поверхность нержавеющей стали обычно более подвержена царапинам, отпечаткам пальцев, водяным следам, которые могут быть весьма заметны, когда важен внешний вид;
- Гладкая, чистая отделка. Кислоты, используемые в процессе пассивации, удаляют масла, жир, грязь с поверхности металла, придавая ему гладкий, однородный вид.
Основные недостатки пассивации
Ими являются:
- Продолжительность процесса. Во многих случаях использование горячей ванны для окунания изделия нецелесообразно. Вместо этого травильная кислота наносится в виде пасты, которая остается на поверхности до тех пор, пока не подействует. Это может занять значительное время, особенно при более низких температурах зимы;
- Опасность для пользователя и окружающей среды.
 Химические вещества, используемые для травления, представляют собой очень сильные кислоты. Применение их к металлоконструкциям в промышленной среде представляет опасность для пользователя. Необходимо носить защитное снаряжение, чтобы предотвратить контакт с кожей или вдыхание паров, чтобы предотвратить повреждение. Химические вещества также вредны для окружающей среды, удаление отходов может быть проблематичным;
Химические вещества, используемые для травления, представляют собой очень сильные кислоты. Применение их к металлоконструкциям в промышленной среде представляет опасность для пользователя. Необходимо носить защитное снаряжение, чтобы предотвратить контакт с кожей или вдыхание паров, чтобы предотвратить повреждение. Химические вещества также вредны для окружающей среды, удаление отходов может быть проблематичным; - Скрытые затраты. Из-за времени работы, особенно при низких температурах, мер предосторожности, которые необходимо соблюдать для безопасной работы с травильными химикатами, существуют скрытые затраты на пассивацию, которые необходимо учитывать при расчете общих затрат, связанных с травлением и травлением.
Даже самые лучшие сорта нержавеющей стали с наилучшей обработкой пассивированием могут образовывать ржавчину во время эксплуатации, если они находятся в высококоррозионных средах или средах с высоким содержанием хлоридов. Плавательные бассейны, морские зоны или регулярная чистка отбеливателем могут вызвать коррозию нержавеющей стали.
Заказать химическую пассивацию в Москве можно на сайте «Велунд Сталь». Вы можете оставить заявку на услуги химического пассивирования на нашем сайте или по телефону.
Пассивация металла | Полезные статьи о металлопрокате
- Коррозия, виды и причины образования
- Преимущества обработки
- Виды обработки
- Конструкционные стали
- Алюминий
- Серебро
- Медь
- Латунь
- Заключение
- Наши услуги
Детали из чугуна и разного рода сталей особенно подвержены коррозии, поэтому стоит задуматься о методах их защиты, в число которых входит процесс пассивации. Пассивация стали и других металлов позволяет защищать их поверхности от неблагоприятного воздействия погодных условий, что обеспечивает долговечность изделиям из металла. Что же нужно знать о процессе пассивации?
Пассивация стали и других металлов позволяет защищать их поверхности от неблагоприятного воздействия погодных условий, что обеспечивает долговечность изделиям из металла. Что же нужно знать о процессе пассивации?
Пассивация металлов – это электрохимический или химический процесс, заключающийся в покрытии поверхности металлов тонким слоем его оксидов или солей с меньшей реакционной способностью, что увеличивает коррозионную стойкость. Полученное покрытие устойчиво к дальнейшим реакциям с соединениями из окружающей среды.
Обработка таких элементов, как никель, медь, нержавеющая сталь или хром, происходит самопроизвольно под действием кислорода воздуха. Большой пользой самопассивации является способность к самовосстановлению после повреждения. Самым простым примером самопассивации является появление патины на медных изделиях, к примеру, на старинных церквях крыша имеет характерный зеленый цвет. Патина представляет собой дигидроксикарбонат меди, который образуется при контакте меди с влагой и углекислым газом. Процесс создания плотного слоя патины длится до нескольких десятков лет, а образовавшийся слой защищает металл, затрудняя протекание дальнейших реакций.
Процесс создания плотного слоя патины длится до нескольких десятков лет, а образовавшийся слой защищает металл, затрудняя протекание дальнейших реакций.Другие металлы, включая и некоторые из тех, что способны покрываться оксидной пленкой на воздухе, обычно обрабатывают в окислительных ваннах электролитическим или химическим способом. К примеру, для создания пассивного слоя на изделиях из хрома используют концентрированную азотную кислоту, свинец и алюминий обрабатывают серной кислотой – это делает их устойчивыми к коррозии.
Коррозия, виды и причины образования
Факторы, приводящие к коррозии, могут быть внешними и внутренними, причиной их проявления могут быть:
- Недостаточный процент содержания хрома в сплаве.
- Регулярное воздействие химически агрессивных веществ, в состав которого входит хлор.
- Плотный длительный контакт изделия с менее устойчивым к коррозии материалом.
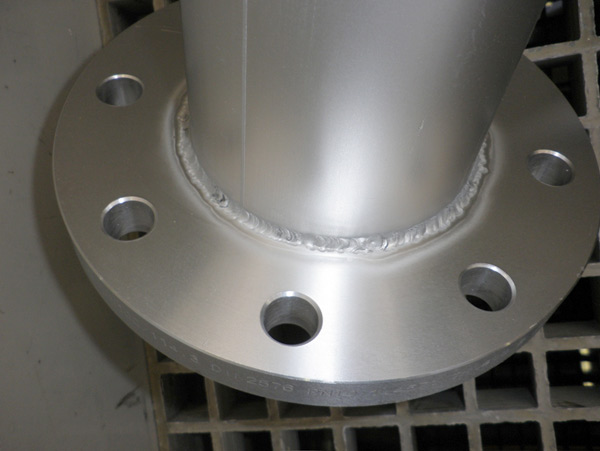
- Слабые или неоднородные сварные швы – частично решить проблему можно путем шлифования зон стыка.

Виды коррозии:
- Гальваническая – возникает из-за воздействия электрического тока, особенно при контакте изделия с морской водой.
- Щелевая – развивается в точках соприкосновения нескольких элементов после механического повреждения, частого трения.
- Межкристаллитная – коррозия, которая проявляется в результате множественных подогревов изделия в течение короткого временного отрезка.
- Эрозивная – проявляется в том случае, когда изделие постоянно либо периодически контактирует с абразивными веществами, способствующими разрушению защитного слоя.
Преимущества обработки
Процесс пассивации, благодаря положительному влиянию на поверхности, используется при производстве стойких сплавов. Металлы, прошедшие обработку, приобретают следующие положительные характеристики:
- Значительно улучшается их товарный вид.
- Увеличиваются потребительские свойства.
- Поверхности приобретают особый блеск.

- Повышается коррозионная устойчивость даже в случае эксплуатации в агрессивных условиях.
- Улучшаются физические характеристики поверхности.
- Повышение механической прочности.
Чаще всего в создании пассивной пленки нуждаются такие элементы, как:
- Запчасти и детали крепежей, которые испытывают значительные механические нагрузки и постоянное воздействие агрессивных сред.
- Детали котельного оборудования, которые постоянно работают в условиях высоких температур.
- Точки создания сварных швов.
- Механизмы и узлы, которые непосредственно контактируют с соленой водой.
- Конструкции, которые часто подвергаются изменению температурных режимов.
- Элементы радиоэлектроники.
- Предметы декора, ювелирные украшения, чтобы длительное время сохранять их блеск и привлекательность.
Виды обработки
Химическое пассирование – использование специальных химических реагентов, способствующих образованию оксидной пленки.
При химическом методе пассивации оксидная пленка создается очень быстро, и чтобы процесс не пошел вглубь, применяют специальные вещества-нейтрализаторы, после чего промывают металл в различных средах, под воздействием разных температур. В целом химические процессы обработки поверхности металла выглядят следующим образом:
- Поверхность подвергается зачистке с использованием абразивных материалов, после чего обезжиривается кальцинированной содой либо едким натром. Тщательная обработка очень важна, так как любое загрязнение может привести к образованию некачественно обработанных участков.
- Далее производится смыв обезжиривающих веществ и остатков абразивной обработки при помощи напором горячей и холодной воды.

- Пассивация металла подобранным под конкретный материал составом с дальнейшей нейтрализацией химреагента при помощи кальцинированной соды.
- Тщательная промывка металлоизделий под проточной водой.
- Сушка, проведение контроля качества поверхности. Проверка качества защитного слоя может проводиться с использованием химического метода: элемент обрабатывается раствором ферроцианида калия с использованием азотной кислоты. Воздействие такого рода дает возможность сразу же выявить точки некачественной обработки – эти места приобретают характерный синий цвет. В заводских лабораториях химическим путем проверяются выборки из готовой партии.
Если качество оксидной пленки остается неудовлетворительным, ее зачищают и повторяют процесс.
Процесс электрохимической пассивации – обработка сталей и металлических сплавов путем нанесения на их поверхность солей или кислот, электролитов. В процессе обработки используется электрический ток, который нагревает электролит, и приводит к появлению на внешнем слое железа заряженных частиц, которые постепенно оседают, образуя стойкую защитную пленку.
Нержавейка
Для того чтобы обычное железо превратить в нержавеющую сталь, используются специальные легирующие элементы, основным из которых является хром. Стали с добавлением 12% хрома защищены лишь от атмосферных воздействий. Если в металл добавлено 17% хрома, он уже будет способен выдержать воздействие азотной кислоты. Однако при механическом нарушении защитного слоя или в местах сварных соединений, коррозии может быть подвержена даже самая качественная нержавеющая сталь. Именно поэтому обработка сварных швов является важной задачей в процессе производства. Дополнительную защиту можно придать путем обработки нержавейки кислотами, используя серную, соляную или азотную кислоту.
Конструкционные стали
Для создания защитного слоя на конструкционной или специальной стали, ее покрывают никелем, кадмием или цинком с применением солей хрома. Такая обработка надежно защищает от коррозии на долгие годы. В случае повреждения поверхностного слоя, изделие можно обработать все тем-же составом вручную или способом напыления.
Алюминий
Надежная и весьма прочная оксидная пленка появляется на алюминии естественным путем, под воздействием кислорода воздуха. Однако, несмотря на ее прочность, она очень быстро разрушается под воздействием высоких температур или активных кислот. Поэтому металл лучше заранее подвергнуть анодированию, что позволит получить защитный слой толщиной до 20 мМк. В некоторых режимах достигают еще более серьезных результатов – защитных пленок, способных выдерживать нагрузки около 1500 кг/мм. Лучшим способом создания пассивной пленки на алюминии будет обработка азотной кислотой – такой контакт создает прочное защитное покрытие.
Серебро
Этот благородный металл обрабатывается для того, чтобы не темнеть под воздействием воздуха и солнечного излучения. Для этого на его верхний, пограничный слой наносится двухромовокислый калий К2 Cr2 O7.
Медь
Для обработки меди применяются растворы хрома. Образованный под их воздействием плотный защитный слой в дальнейшем не стирается.
Латунь
Чаще всего латунь обрабатывают при производстве оружия, запчастей для авиации и медицинских приборов. В ювелирном деле латунь покрывают слоем пассивной пленки для придания ей золотистого цвета. Защитное покрытие получается весьма прочным и устойчивым, не боится воздействия влаги.
Заключение
Независимо от типа пассивации идея одна и та же. Поверхность металла находится в контакте с некоторой средой (воздух, кислота или что-то еще), и на границе между этими двумя средами образуется слой соединения, устойчивый к дальнейшей реакции.
Наши услуги
Компания «СТАЛЬМЕТ» предоставляет отечественным заказчикам решения, признанные во всем мире. Мы проводим пассивацию, тщательно подготавливая изделия к процессу, подбирая растворы и подходящие методы обработки. Поэтому, если вас интересуют такие услуги, как пассивация железа, алюминия или любых других металлов, обращайтесь к нашим сотрудникам. Мы гарантируем, что по окончании сотрудничества вы останетесь полностью удовлетворены не только его отличными результатами, но и короткими сроками выполнения заказа, крайне низкими затратами. Мы также предлагаем профессиональные технические консультации и помощь в выборе эффективного решения.
Мы также предлагаем профессиональные технические консультации и помощь в выборе эффективного решения.
Преимущества обращения в нашу компанию:
- Индивидуальный подход к каждому клиенту.
- Высокое качество обслуживания и консультации на высоком профессиональном уровне.
- Возможность заказать изготовление и обработку мелких и крупных партий металлопродукции.
- Высокая скорость выполнения работ, соблюдение сроков, оговоренных в договоре на предоставление услуг.
- Доступные цены для всех, и приятные бонусы для постоянных клиентов.
- Большие производственные мощности.
- Прием заказов от клиентов из Санкт-Петербурга и Ленинградской области. Возможно сотрудничество с представителями других регионов России.
За время работы компании «СТАЛЬМЕТ» на рынке металлопроката нашими партнерами стали более полторы тысячи организаций и предприятий. Поэтому, выбрав нас в качестве партнера, вы можете быть уверенны в качестве предоставляемых нами услуг.
Чтобы связаться с нашими специалистами, звоните по одному из указанных на сайте номеров телефона или воспользуйтесь услугой онлайн заказа на обратный звонок, указав свои контактные данные. Также вы можете написать нам письмо, отправив его на почтовый ящик компании.
Химия для пассивации крепежа, метизов и деталей в хроматных растворах
Уведомление о праздновании Национального дня Тайваня
Наш офис будет закрыт с 8 по 10 октября в связи с национальным праздником, и мы вернемся к работе 11 октября.
Приносим извинения за неудобства.
ХИМИЯ ДЛЯ ЦИНКОВАНИЯ ХИМИЯ ДЛЯ ПАССИВАЦИИ В ХРОМАТНЫХ РАСТВОРАХ ХИМИЯ ДЛЯ НАНЕСЕНИЯ ХРОМОВЫХ ПОКРЫТИЙ ХИМИЯ ДЛЯ ОМЕДНЕНИЯ ХИМИЯ ДЛЯ ПОКРЫТИЯ ОЛОВОМ ХИМИЯ ДЛЯ НИКЕЛИРОВАНИЯ ХИМИЯ ДЛЯ ДЕКОРАТИВНОГО ПОКРЫТИЯ ЧЕРНЫЙ НИКЕЛЬ ХИМИЯ ДЛЯ ЭЛЕКТРООСАЖДЕНИЯ СПЛАВОВ ХИМИЯ ДЛЯ ОКРАШИВАНИЯ ИЗДЕЛИЙ ИЗ МЕДИ И МЕДНЫХ СПЛАВОВ ХИМИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЕТАЛИ ИЗ ПЛАСТИКА ХИМИЯ ДЛЯ ОЧИСТКИ ВОДЫ ОТ ГАЛЬВАНИЧЕСКИХ СТОКОВ
Пассивация металлов (крепежа, метизов и деталей) – это технологический процесс антикоррозийной защиты металлов при помощи специальных растворов. Как правило, пассивация производится при помощи солей или окислов (в том числе нитрата натрия). Целью пассивации является сделать металлическую поверхность неактивной к атмосферному воздуху. Пассивация может производиться двумя основными способами – химическим и электрохимическим. При химической пассивации детали погружаются в раствор с нужным химическим веществом, в результате чего при определенной температуре образуется защитная пленка. Электрохимическая пассивация производится следующим образом. Вещества, которые необходимо нанести на поверхность, смешиваются с электролитом. Далее при пропускании электрического тока они оседают на поверхности изделия. Защитный слой, нанесенный электрохимическим путем, является более равномерным, но данный метод по материальным затратам значительно дороже химического.
Как правило, пассивация производится при помощи солей или окислов (в том числе нитрата натрия). Целью пассивации является сделать металлическую поверхность неактивной к атмосферному воздуху. Пассивация может производиться двумя основными способами – химическим и электрохимическим. При химической пассивации детали погружаются в раствор с нужным химическим веществом, в результате чего при определенной температуре образуется защитная пленка. Электрохимическая пассивация производится следующим образом. Вещества, которые необходимо нанести на поверхность, смешиваются с электролитом. Далее при пропускании электрического тока они оседают на поверхности изделия. Защитный слой, нанесенный электрохимическим путем, является более равномерным, но данный метод по материальным затратам значительно дороже химического.
Химия для пассивации
Пассивация крепежа, метизов и металлических деталей подразумевает образование фазовых слоев (пленок) при взаимодействии металлов с компонентами растворов в определенных условиях. Пленка представляет собой плотный водонепроницаемый барьер, который и препятствует появлению ржавчины. Растворы, применяемые для пассивации, изготавливаются на основе окисляющих агентов, которые образуют труднорастворимые в воде соединения. К ним относятся хроматы, молибдаты, нитраты в среде щелочи. Как правило, пассивированная деталь или изделие подвергается дополнительной обработке. На них могут быть нанесены ингибиторы (вещества, которые замедляют или останавливают течение нежелательных химических реакций и процессов), грунты, краски и/или лаки.
Пленка представляет собой плотный водонепроницаемый барьер, который и препятствует появлению ржавчины. Растворы, применяемые для пассивации, изготавливаются на основе окисляющих агентов, которые образуют труднорастворимые в воде соединения. К ним относятся хроматы, молибдаты, нитраты в среде щелочи. Как правило, пассивированная деталь или изделие подвергается дополнительной обработке. На них могут быть нанесены ингибиторы (вещества, которые замедляют или останавливают течение нежелательных химических реакций и процессов), грунты, краски и/или лаки.
Голубой пассиватор цинкового покрытия серии RZN-350
(подходит для щелочного и кислотного цинкования)
Химический состав: Бело-голубой пассиватор RZN-350: 10-35 мл / л Пассивацию ведут при стандартной температуре помещения погружением в раствор в течение 3-10 секунд. | Спецификация: покрытие равномерное глянцевое, яркое, голубого цвета, устойчивое к обесцвечиванию и коррозии. Пассиватор широко применяется для защиты поверхности как при щелочном так и при кислотном цинковании. |

Радужный пассиватор цинкового покрытия серии RZN-360
Спецификация: поверхностная пленка представляет собой плотный равномерный барьер яркого, радужного цвета, устойчивый к коррозии. Желтый радужный пассиватор цинкового покрытия отличает низкая себестоимось и простота в эксплуатации. | Химический состав: Желтый радужный пассиватор RZN-360: 10-35 мл / л Пассивацию ведут при стандартной температуре помещения погружением в раствор в течение 3-10 секунд. |
Пассиватор цинкового покрытия темно оливкового цвета (хаки) серии ZN-380
(оливковая пассивация цинка)
Химический состав: Пассиватор оливкового цвета RZN-380: 100 мл / л Пассивацию ведут при стандартной температуре помещения погружением в раствор в течение 3-10 секунд. Перемешивание при помощи воздуха или механической мешалки. Температура сушки 80-110 ℃. | Спецификация: оливковая пассивация цинка используется для пассивации цинковых покрытий, полученных гальваническим способом. Состав позволяет получать цинковые покрытия насыщенного темно оливкового цвета (хаки) После проведения процесса, покрытие имеет красивый темно-оливковый (хаки) цвет и, обладает даже более высокой коррозионной стойкостью, чем после радужной пассивации. |

Пассиватор цинкового покрытия черного цвета серии RZN-370
(черная пассивация болтов, саморезов, гаек)
Химический состав: Пассиваторчерного цвета RZN-370A: 100 мл / л (60-120 мл / л) | Спецификация: поверхностная пленка представляет собой однородный твердый барьер блескообразующего цвета, устойчивый к коррозии и истиранию. Пассивацию ведут при температуре 23-29 ℃ (20-35 ℃), уровне РН 2,0 (1,2-2,6) погружением в раствор в течение 30-60 секунд. |
Бесцветный пассиватор цинкового покрытия серии RZN-390
(для электроосаждения в гальванических барабанах и на подвесах)
Химический состав: Бесцветный пассиватор RZN-390: 10-20 мл / л Пассивацию ведут при комнатной температуре помещения погружением в раствор в течение 5-10 секунд. | Спецификация: поверхностная пленка представляет собой однородный барьер белого цвета. Бесцветный пассиватор прост в эксплуатации, идеально подходит для электроосаждения в гальванических барабанах и на подвесах. |
 Перемешивание при помощи воздуха или механической мешалки. Температура сушки 80-100 ℃.
Перемешивание при помощи воздуха или механической мешалки. Температура сушки 80-100 ℃.
Бесцветный пассиватор цинкового покрытия серии RWZN-833
(не содержит хрома)
Химический состав: Бесцветный пассиватор RZN-833: 100 мл / л Пассивацию ведут при комнатной температуре помещения погружением в раствор в течение 5-10 секунд. Перемешивание при помощи воздуха или механической мешалки. Температура сушки 80-110 ℃. | Спецификация: не содержит хрома, подходит нанесения покрытия на цинковые покрытия, полученные методом обработки в кислотных и цианистых электролитах. Бесцветный пассиватор прост в эксплуатации, применение компонента не вызывает трудностей в очистке сточных вод. |
 Поверхностная пленка представляет собой равномерный, ярко-серебристый белый глянцевый барьер.
Поверхностная пленка представляет собой равномерный, ярко-серебристый белый глянцевый барьер.
Радужный пассиватор цинкового покрытия трехвалентным хромом Cr 3+
(радужное хроматирование поверхности цинка)
Химический состав: Трехвалентный пассиватор: 80-120мл / л Пассивацию ведут при комнатной температуре помещения погружением в раствор в течение 30-45 секунд и уровне PH 1.8-2.2 | Спецификация: технология относится к экологически чистой в отношении уровня токсичности, не содержит шестивалентного хрома. Поверхностная пленка представляет собой равномерный барьер ярко-желтого цвета. |
Голубой пассиватор цинкового покрытия трехвалентным хромом Cr 3+
(голубое хроматирование поверхности цинка)
Химический состав: Трехвалентный пассиватор: 60-100мл / л Пассивацию ведут при комнатной температуре помещения погружением в раствор в течение 7-15 секунд и уровне PH 1. | Спецификация: технология относится к экологически чистой в отношении уровня токсичности, не содержит шестивалентного хрома. Поверхностная пленка представляет собой равномерный барьер голубого цвета. Пассиватор подходит как для щелочного так и для кислотного процесса цинкования. |
 5-2.0
5-2.0
Антикоррозийный наполнитель (силер) серии RZN-110
(для дополнительной обработки оцинкованной поверхности крепежа)
Спецификация: антикоррозийный наполнитель (силер) – это технологическая добавка, применяемая в ванне для финишной обработки (закрепления) поверхности метизов после пассивации в ваннах с хроматным раствором для придания крепежу дополнительных защитных свойств и внешнего вида. Дополнительную обработку поверхности ведут при температуре 25 ℃ погружением в раствор в течение 15 секунд и уровне PH 8. | Химический состав: Грунтовая добавка RZN-110: 200 мл / л Не содержит хрома, образует на поверхности изделий прозрачную герметичную пленку. |
 5-10.0. После обработки необходимо удалить раствор естественным стеканием в течение 2 минут и сушкой в течение 20 минут при температуре 80 ° C.
5-10.0. После обработки необходимо удалить раствор естественным стеканием в течение 2 минут и сушкой в течение 20 минут при температуре 80 ° C.
Зачем нужна пассивация и какую пользу она может принести вашей компании — компании Precision
Зачем нужна пассивация и какую пользу она может принести вашей компании
Зачем нужна пассивация и какую пользу она может принести вашей компании
Проще говоря, Процесс пассивации помогает удалить с поверхности нержавеющей стали загрязняющие вещества, вызывающие коррозию, такие как свободное железо. На первый взгляд процедура может показаться чисто косметической, но есть и внутренние преимущества.
Независимо от того, хотите ли вы точно очистить клапаны, фильтры или любой другой металлический компонент, пассивация необходима, чтобы обеспечить бесперебойную работу и длительный срок службы. Что такое пассивация и чем она может быть полезна как метод точной очистки? Давай выясним.
Что такое пассивация и чем она может быть полезна как метод точной очистки? Давай выясним.
Наука, стоящая за пассивацией В нержавеющей стали пассивация означает удаление свободного железа с поверхности металла с помощью раствора кислоты до
предотвратить ржавчину .Свободное железо и/или соединения железа удаляются с поверхности раствором кислоты. Если свободное железо не удалить, может произойти накопление ржавчины из-за многократного воздействия кислорода и дождя.
Когда поверхностное железо удаляется, другие компоненты сплава (преимущественно хром, часто также никель) остаются в виде поверхностного слоя поверх нижележащей стали.
При контакте с воздухом эти элементы вступают в реакцию с кислородом, образуя оксидный слой, защищающий остальную часть стали от коррозии.
Кислотный раствор — это химическое вещество, которое способно пассивировать; наиболее часто используется азотная кислота. Он служит для удаления свободного железа, не ставя под угрозу внутренние компоненты или конструкции.
Следует также учитывать структуру нержавеющей стали. Хром составляет не менее 10% нержавеющей стали и обладает антиэрозионными свойствами. Когда хром соединяется с железом в соотношении 1,5 к 1 или больше, на поверхности естественным образом образуется тонкая, но эффективная антикоррозионная пленка. Чем более совместимо соотношение, тем прочнее становится пленка. Эту пленку также можно назвать «пассивным» слоем. Но эту пленку можно повредить двумя распространенными способами:
- Слишком много свободного железа удалит или ослабит защитную пленку.
- Сварка, изготовление и механическая обработка оставляют металлические оксиды и мусор, которые нарушают соотношение.
При прецизионной очистке с помощью пассивации загрязняющие вещества удаляются с поверхности нержавеющей стали, восстанавливая таким образом оптимальное соотношение между стабильным хромом и химически активным железом. При оптимальном соотношении «пассивный» слой будет прочнее и толще.
При оптимальном соотношении «пассивный» слой будет прочнее и толще.
Зачем нужна пассивация
Если бы пассивация была просто косметической функцией, ее можно было бы игнорировать. Но ржавое оборудование — это совсем другая история, и с ним нужно активно бороться. Чтобы подчеркнуть, насколько серьезной проблемой на самом деле является ржавчина, она обходится американским компаниям более чем в 300 миллиардов долларов в год.
Именно поэтому необходима пассивация. Вместо того, чтобы позволить ржавчине создавать вмятины и повреждения, проблемы с производительностью и, в конечном итоге, привести к полному отказу машины, устраните проблему до того, как она выйдет из-под контроля.
Если ждать слишком долго, возможно, придется заменить целые комплекты оборудования, что в несколько раз дороже прецизионной очистки.
Процессы пассивации контролируются отраслевыми стандартами, наиболее распространенными среди которых являются ASTM A380, ASTM A967 и AMS 2700. В этих отраслевых стандартах перечислены несколько процессов пассивации, которые можно использовать, при этом выбор конкретного метода остается за заказчиком и поставщиком. «Метод» представляет собой либо пассивирующую ванну на основе азотной кислоты, либо ванну на основе лимонной кислоты, эти кислоты удаляют поверхностное железо и ржавчину, сохраняя при этом хром.
В этих отраслевых стандартах перечислены несколько процессов пассивации, которые можно использовать, при этом выбор конкретного метода остается за заказчиком и поставщиком. «Метод» представляет собой либо пассивирующую ванну на основе азотной кислоты, либо ванну на основе лимонной кислоты, эти кислоты удаляют поверхностное железо и ржавчину, сохраняя при этом хром.
Преимущества пассивации
Теперь, когда мы знаем, что такое пассивация и зачем она нужна, давайте рассмотрим преимущества, которые она может дать.
Усиленный «пассивный» защитный слой
Как упоминалось ранее, пассивация помогает сохранить естественную внешнюю пленку, защищающую нержавеющую сталь от ржавчины. В естественном состоянии пленка эффективна, но очень тонка. Но при пассивации мы изменяем соотношение между хромом и железом, чтобы оно было наиболее совместимым, и создавали более толстый «пассивный» слой. Это помогает защитить ваши компоненты.
При работе с экспертами по точной очистке они будут использовать тесты, чтобы определить, сколько свободного железа есть и насколько они близки к этому оптимальному соотношению. К ним относятся:
К ним относятся:
- Испытание на высокую влажность
- Сульфат меди
- Смачивание водой и сушка
- Ферроксильный тест
Улучшение внешнего вида
Это довольно очевидное преимущество. Когда пассивация будет завершена, пожелтение и неровности ржавого металла вернутся к более новому виду.
Поддерживает прочную структуру нержавеющей стали
Ржавчина ослабляет саму структуру нержавеющей стали. Типичное крепкое железо заменено хлопьевидным порошком; вот почему ржавый металл легче помять и повредить ценные компоненты. Более того, ржавление со временем ускоряется. Он начнет распространяться и начнет концентрировать ржавчину на определенных участках поверхности.
Более того, ржавление со временем ускоряется. Он начнет распространяться и начнет концентрировать ржавчину на определенных участках поверхности.
Сохраняет свойства электропроводности
Ржавчина является изолятором электричества, а это означает, что при наличии ржавчины ток уменьшается. Компании предпочитают использовать нержавеющую сталь (или аналогичные металлы), потому что электричество отлично справляется с передачей электрического потока из одного места в другое.
Это проблема для такого оборудования, как преобразователи, которые используют электрические сигналы для передачи измерений. Если очистка преобразователя не проводится регулярно и он начинает ржаветь, это может помешать точному измерению.
Для мощного оборудования эта эффективность и скорость часто необходимы даже для оптимального функционирования. Когда вы выполняете прецизионную очистку и используете процесс пассивации, вам не нужно беспокоиться о проводящих возможностях вашего оборудования.
Позволяет увеличить интервалы технического обслуживания
Благодаря регулярным плановым техническим чисткам пассивации общее техническое обслуживание системы не будет требоваться так часто, как раньше. Благодаря нержавеющей стали ваше оборудование прослужит дольше и потребует меньшего контроля.
Способствует безопасности
Поскольку сама ржавчина состоит из железа и кислорода, она не представляет биологической угрозы для человека. Но ржавчина может поставить под угрозу общую безопасность. Как вы видите в случае обрушения мостов и дорог, ржавчина может поставить под угрозу структуру и безопасность. Если вы хотите избежать травм, связанных с неисправностью или отказом машины, может помочь пассивация.
Пассивация универсальна
Для различных деталей машин можно использовать множество методов пассивации.
- Погружение – Металлы погружаются в резервуар с кислотным раствором. Это характерно для небольшого оборудования и деталей, которые можно легко демонтировать.
 Погружение обеспечивает быструю и равномерную пассивацию. Погружение является наиболее распространенным подходом и хорошо сочетается с очисткой манометра и преобразователя.
Погружение обеспечивает быструю и равномерную пассивацию. Погружение является наиболее распространенным подходом и хорошо сочетается с очисткой манометра и преобразователя. - Циркуляция. Кислотная жидкость может циркулировать через значения и фильтры для удаления ржавчины с внутренних компонентов вашего оборудования. Даже если эти части нам не видны, важно также пассивировать внутреннюю часть ваших систем. Если после этого вы проверите клапаны, они будут выглядеть совершенно новыми, независимо от того, сколько лет они проработали.
- Нанесение распылением — этот метод предназначен для любых деталей, которые не могут поместиться в резервуары. Метод включает ручное распыление кислого раствора для удаления свободного железа и ржавчины.
Как проверить прочность пассивирующего раствора?
Титрование: Титрование представляет собой медленное добавление одного раствора известной концентрации (называемого титрантом) к известному объему другого раствора неизвестной концентрации до тех пор, пока реакция не достигнет нейтрализации, на что часто указывает изменение цвета.
Раствор, называемый титрантом, должен удовлетворять необходимым требованиям, чтобы быть первичным или вторичным стандартом. В широком смысле титрование — это метод определения концентрации неизвестного раствора.
Изменение цвета после пассивации
Нагревание нержавеющей стали до температур выше 800°F может вызвать металлургические изменения и снизить коррозионную стойкость таким образом, который не устраняется очисткой поверхности или химической пассивацией. Как правило, нержавеющие стали содержат менее 30% хрома и более 50% железа. Хотя нержавеющая сталь устойчива к коррозии при комнатной температуре, она склонна к обесцвечиванию в результате окисления при повышенных температурах из-за присутствия хрома и других легирующих элементов, таких как титан и молибден.
Надлежащее обращение с пассивированными деталями
После того, как деталь пассивирована, необходимо соблюдать надлежащие процедуры обращения, чтобы предотвратить повреждение поверхности и повторное попадание железа на поверхность.
Многие люди думают, что части машины из нержавеющей стали должны выдерживать обычные процедуры обращения. При обычном обращении пассивирующий слой можно удалить двумя способами. Детали могут контактировать с коррозионными агентами, которые химически повреждают оксид хрома, или с деталями неправильно обращаются и механически удаляют оксидный слой.
После того, как поверхность защищена, важно не подвергать ее воздействию каких-либо химикатов, которые могут повредить оксид или удалить часть родной поверхности. Это означает защиту деталей от воздействия кислот во время пассивации, а также воздействия органических кислот, таких как уксусы и лимоны, которые могут присутствовать на рабочем месте.
Хранение пассивированных деталей должно осуществляться таким образом, чтобы не допустить их повреждения. Этого можно добиться, используя контейнер, не допускающий контакта с посторонними предметами.
Прецизионное изготовление и очистка здесь, чтобы помочь
Привлекательны ли преимущества пассивации для вас и вашей компании? PFC здесь, чтобы помочь! Квалифицированный и опытный персонал, чистые помещения 7-го класса и рабочие станции 5-го класса, а также срочные ремонтные работы — вот что мы можем сказать. Пассивация – это гораздо больше, чем косметическая процедура. Прецизионная очистка на основе пассивации имеет много реальных преимуществ, и мы даже считаем это необходимым. Действуйте раньше, чем позже, и это может сэкономить вам тысячи долларов.
Пассивация – это гораздо больше, чем косметическая процедура. Прецизионная очистка на основе пассивации имеет много реальных преимуществ, и мы даже считаем это необходимым. Действуйте раньше, чем позже, и это может сэкономить вам тысячи долларов.
Свяжитесь с Precision Fabricating & Cleaning уже сегодня!
О PFC: Precision Fabricating & Cleaning — это инновационная, высококвалифицированная компания с уникальными возможностями для выполнения широкого спектра услуг по промышленной очистке, специализирующаяся на Гидростатических испытаниях , Кислородная очистка , Криогенные испытания и испытания холодным ударом , Очистка в полевых условиях , Пассивация/Пассивация , Высокочистая очистка , Ультразвуковая очистка , и многое другое .
Пассивация – Пивоварение Forward wiki
Чайник из нержавеющей стали
Железо и другие металлы химически активны . При контакте с воздухом поверхность металла вступает в реакцию с кислородом, что приводит к образованию тонкой пленки оксида металла. Это происходит совершенно спонтанно. Пленка оксида металла делает поверхность более пассивный (устойчивый) к другим химическим веществам в окружающей среде. Это называется «пассивацией» по определению химии. [1] [2] [3] [4]
Нержавеющая сталь в основном состоит из железа, хотя она также содержит значительный процент хрома. Оксид хрома в пассивном поверхностном слое повышает стойкость к химическим реакциям по сравнению с другими стальными сплавами, что означает, что он менее подвержен коррозии. Это то, что делает нержавеющую сталь «нержавеющей». [2] [4] [5] [6] [7] [8] Однако большая часть нержавеющей стали, используемой на пивоварне, содержит только около 18% хрома. Таким образом, относительно высокий процент железа на поверхности по-прежнему делает ее уязвимой для коррозии, а железо может негативно повлиять на стабильность вкуса напитка. Чтобы избежать этих проблем, большую часть поверхностного железа можно удалить с помощью кислотной ванны. Полученная богатая хромом поверхность превосходно устойчива к коррозии и имеет более низкую реакционную способность с напитком. Этот процесс удаления железа называется «пассивацией» по отраслевому определению. [3] [5] [9] [1] . разногласий в мире домашнего пивоварения было вызвано взаимозаменяемым использованием этих двух определений пассивации. Понятно, что они относятся к разным процессам, что приводит к путанице, когда слово «пассивация» не имеет четкого определения в конкретном документе или обсуждении. Понятно, что нержавеющая сталь естественным образом «пассивируется» в химическом смысле, самопроизвольно образуя оксидный слой. Однако определение пассивации, используемое в этой статье, представляет собой процесс использования кислотной обработки для селективного удаления железа, что значительно улучшает естественный пассивный слой.
Таким образом, относительно высокий процент железа на поверхности по-прежнему делает ее уязвимой для коррозии, а железо может негативно повлиять на стабильность вкуса напитка. Чтобы избежать этих проблем, большую часть поверхностного железа можно удалить с помощью кислотной ванны. Полученная богатая хромом поверхность превосходно устойчива к коррозии и имеет более низкую реакционную способность с напитком. Этот процесс удаления железа называется «пассивацией» по отраслевому определению. [3] [5] [9] [1] . разногласий в мире домашнего пивоварения было вызвано взаимозаменяемым использованием этих двух определений пассивации. Понятно, что они относятся к разным процессам, что приводит к путанице, когда слово «пассивация» не имеет четкого определения в конкретном документе или обсуждении. Понятно, что нержавеющая сталь естественным образом «пассивируется» в химическом смысле, самопроизвольно образуя оксидный слой. Однако определение пассивации, используемое в этой статье, представляет собой процесс использования кислотной обработки для селективного удаления железа, что значительно улучшает естественный пассивный слой.
Пассивацию также не следует путать с травлением.
Содержимое
- 1 Назначение
- 1.1 Стабильность вкуса
- 1.2 Предотвращение металлического привкуса
- 1.3 Коррозионная стойкость
- 2 метода пассивации
- 2.1 Лимонная кислота
- 2.2 Азотная кислота
- 2.3 Прочие кислоты
- 3 Репассивация и тестирование
- 4 Разрушение мифов
- 5 Ссылки
Назначение[править]
Обогащение поверхности хромом укрепляет естественный слой оксида металла (пассивный) против химической реакции, которая в конечном итоге действует следующим образом:
- Повышенная стабильность вкуса
- Предотвращение металлических привкусов
- Снижение вероятности коррозии
Ржавчина на новом котле из нержавеющей стали
Новое оборудование из нержавеющей стали часто не пассивируется (до такой степени, что может быть достигнута химическая пассивация), о чем свидетельствует частое присутствие машинных масел и/или пятен ржавчины на абсолютно новое оборудование. [12] [13] Часто нержавеющая сталь травится производителем, что не обеспечивает той степени обогащения поверхности хромом, которую дает пассивация. [14] Кроме того, сварка и физическое истирание во время производства или транспортировки устраняют эффект любой предыдущей пассивации или травления в затронутых областях, даже если сталь была пассивирована в какой-то момент ранее в процессе.
[12] [13] Часто нержавеющая сталь травится производителем, что не обеспечивает той степени обогащения поверхности хромом, которую дает пассивация. [14] Кроме того, сварка и физическое истирание во время производства или транспортировки устраняют эффект любой предыдущей пассивации или травления в затронутых областях, даже если сталь была пассивирована в какой-то момент ранее в процессе.
Пассивация полезна не только для нового оборудования. Тонкий слой, богатый хромом, может разрушаться при нормальных условиях использования, что требует периодической пассивации оборудования. [15] [4] Нержавеющая сталь не защищена от физического или химического воздействия в условиях домашнего пивоварения. Хлор или соединения хлора в источниках воды, кислотные дезинфицирующие средства, органические кислоты (например, в вине или кислом пиве) и углекислый газ, растворенный в пиве (или другом брожении), со временем химически разрушают нержавеющую сталь. [13] [7] [16] [17] Существующий пассивный слой с высоким содержанием хрома также может быть поврежден или удален путем физического истирания или соскабливания. На самом деле, нержавеющую сталь относительно легко поцарапать, что может быть вызвано использованием абразивных чистящих салфеток, чистящих средств и контактом с другими металлическими инструментами. Многие бытовые чистящие средства являются абразивными, например Comet, Ajax, Barkeeper’s Friend (BKF) и Soft Scrub. Все эти продукты способны поцарапать нержавеющие поверхности, и их обычно следует избегать. [18] Пассивный слой также может быть ослаблен физическим повреждением из-за расширения и сжатия, вызванного нагревом и охлаждением. [6]
[13] [7] [16] [17] Существующий пассивный слой с высоким содержанием хрома также может быть поврежден или удален путем физического истирания или соскабливания. На самом деле, нержавеющую сталь относительно легко поцарапать, что может быть вызвано использованием абразивных чистящих салфеток, чистящих средств и контактом с другими металлическими инструментами. Многие бытовые чистящие средства являются абразивными, например Comet, Ajax, Barkeeper’s Friend (BKF) и Soft Scrub. Все эти продукты способны поцарапать нержавеющие поверхности, и их обычно следует избегать. [18] Пассивный слой также может быть ослаблен физическим повреждением из-за расширения и сжатия, вызванного нагревом и охлаждением. [6]
Стабильность вкуса[править]
Ионы металлов могут высвобождаться с металлических поверхностей при контакте с жидкостью, что может недопустимо изменить органолептические характеристики напитка или представлять опасность для потребителей. В частности, железо, хром, никель и марганец могут выделяться с поверхности нержавеющей стали, которая не была должным образом пассивирована. [19] Известно, что ионы железа, как и другие металлы, отрицательно влияют на стабильность вкуса пива и вина, в первую очередь за счет увеличения скорости окисления. [20] [21] В частности, железо катализирует образование кислородных радикалов (через реакции Фентона и Габера-Вейса), которые затем быстро реагируют с компонентами напитка, вызывая несвежесть (окисление). Предотвращение этого механизма черствения имеет особое значение для пивоваров, стремящихся сохранить свежий вкус зерна и хмеля. См. Железо для получения дополнительной информации.
В частности, железо, хром, никель и марганец могут выделяться с поверхности нержавеющей стали, которая не была должным образом пассивирована. [19] Известно, что ионы железа, как и другие металлы, отрицательно влияют на стабильность вкуса пива и вина, в первую очередь за счет увеличения скорости окисления. [20] [21] В частности, железо катализирует образование кислородных радикалов (через реакции Фентона и Габера-Вейса), которые затем быстро реагируют с компонентами напитка, вызывая несвежесть (окисление). Предотвращение этого механизма черствения имеет особое значение для пивоваров, стремящихся сохранить свежий вкус зерна и хмеля. См. Железо для получения дополнительной информации.
Предотвращение металлического привкуса. Как только Coors начали использовать кеги из нержавеющей стали для своего пива, они обнаружили, что железо вымывается в пиво, вызывая металлический привкус. Это происходило только при первом заполнении нового бочонка, но в результате много пива тратилось впустую.
 В поисках решения Coors провела исследование, в котором тестировались различные химические вещества для пассивации нержавеющей стали. Лимонная кислота стала явным победителем, успешно устранив металлический привкус в новых кегах. [3] [22] [9]
В поисках решения Coors провела исследование, в котором тестировались различные химические вещества для пассивации нержавеющей стали. Лимонная кислота стала явным победителем, успешно устранив металлический привкус в новых кегах. [3] [22] [9] В настоящее время неподтвержденные сообщения о металлическом привкусе в домашнем пиве все еще довольно распространены. Некоторые из них, вероятно, связаны с использованием оборудования для домашнего пивоварения из нержавеющей стали, которое не было должным образом пассивировано. [23] [24] [25] [26] [27] Однако нельзя с уверенностью сказать, что во всех этих случаях виновато отсутствие пассивирующей обработки.
Коррозионная стойкость[править]
Многие люди, незнакомые с металлургией, удивляются, узнав, что нержавеющая сталь может ржаветь. Поскольку основным компонентом нержавеющей стали является железо, она по-прежнему уязвима для коррозии. Химическая пассивация неоднократно демонстрировала свою эффективность в улучшении коррозионной стойкости нержавеющей стали. [3] [28] [29] Процесс пассивации также удаляет стружку и загрязнения «свободным железом», оставшиеся на поверхности в результате различных производственных операций. Эти загрязняющие вещества являются потенциальными очагами коррозии, которые в конечном итоге могут привести к повреждению. [14]
Химическая пассивация неоднократно демонстрировала свою эффективность в улучшении коррозионной стойкости нержавеющей стали. [3] [28] [29] Процесс пассивации также удаляет стружку и загрязнения «свободным железом», оставшиеся на поверхности в результате различных производственных операций. Эти загрязняющие вещества являются потенциальными очагами коррозии, которые в конечном итоге могут привести к повреждению. [14]
Даже микроскопическая коррозия может быть вредной. Было показано, что увеличение шероховатости поверхности (например, в результате точечной коррозии) делает поверхность более уязвимой для дальнейшей коррозии (вызывая порочный круг). [28] [30] Шероховатая поверхность также может привести к скоплению трудно поддающихся очистке загрязнений, что в конечном итоге приведет к целому ряду проблем. [13] Одна из этих проблем заключается в том, что накопление остатков может вызвать дальнейшую коррозию (еще один путь в порочном круге). [7] [29] По всем этим причинам лучше использовать хорошие методы обслуживания оборудования, включая пассивацию, для предотвращения коррозии, а не реагировать на нее после ее возникновения.
[7] [29] По всем этим причинам лучше использовать хорошие методы обслуживания оборудования, включая пассивацию, для предотвращения коррозии, а не реагировать на нее после ее возникновения.
Методы пассивации[править]
Обогащение поверхности хромом достигается путем воздействия на чистую нержавеющую сталь раствором кислоты. Для этой цели в металлургической промышленности используются две кислоты: лимонная кислота и азотная кислота. [1] [17]
Лимонная кислота. Это заставляет его растворять железо с поверхности нержавеющей стали, а также образовывать комплексы с железом в растворе, не затрагивая хром или другие металлы.
[19] [16] [31] [6] [3] [32] [22] Помимо удаления поверхностного железа, лимонная кислота также удаляет включения, сульфид которые вызывают питтинговую коррозию. [33] Лимонная кислота не опасна, не вызывает коррозии или травления и подходит для пассивации всех типов нержавеющей стали. [1] [34] [5] [31]
[1] [34] [5] [31] Где купить лимонную кислоту:
- Больше пива (1 фунт, 5 фунтов или 50 фунтов)
- Amazon (5 фунтов), Amazon (10 фунтов)
Инструкции
Рекомендуемый нами процесс основан на убедительных научных доказательствах того, что высокая температура, низкая концентрация и более длительное время обработки обеспечивают очень высокий уровень обогащения хромом и коррозионную стойкость. [5] [9] [3] [35] [36] Исследования, в которых тестировались более низкие температура, концентрация и/или продолжительность (чем мы рекомендуем), обычно обнаруживали более низкую эффективность. [37] [14] [33] [28] [38] [31]
- Поверхность должна быть очищена от загрязнений6 – можно пассивировать. Наличие любой смазки (например, производственной), грязи, отпечатков пальцев и т.
 д. на поверхности будет препятствовать удалению железа и образованию оксидного слоя. [4] [39] [40] [41] [2] [42] Методы обеспечения качества см. в разделе Очистка.
д. на поверхности будет препятствовать удалению железа и образованию оксидного слоя. [4] [39] [40] [41] [2] [42] Методы обеспечения качества см. в разделе Очистка. - Добавить воду – Наполнить варочный сосуд водой.
- В качестве бонуса вы также можете добавить любые другие элементы из нержавеющей стали, которые необходимо пассивировать. Не включайте предметы, изготовленные из любого другого металла, кроме нержавеющей стали (например, из углеродистой стали, алюминия, латуни или меди), потому что они подвержены коррозии.
- Нагрев – Нагрейте воду до 140-180°F (60-82°C).
- Добавить кислоту – Добавить достаточное количество лимонной кислоты, чтобы получился раствор с концентрацией не менее 4%. Другими словами, используйте безводную лимонную кислоту в концентрации 40 г/л или 5,4 унции на галлон США.
- Дать постоять – Подождать 2 часа или дольше.

- Промывка – Слейте раствор лимонной кислоты и промойте чистой водой. Промывка обеспечивает полный доступ к поверхности кислорода воздуха, который создает оксидный слой. [43] [1] [4]
- Подождите – Перед использованием поверхность должна находиться на воздухе в течение 8–24 часов. Пассивный рост пленки начинается за секунды или минуты, однако для стабилизации требуется несколько часов. [44] [2] [42] [45]
В идеале вода для раствора кислоты и промывки должна содержать менее 50 частей на миллион (мг/л) хлоридов. Водопроводной воды обычно достаточно, хотя TDS должен быть низким, если это возможно. [46] [1]
Подробнее
Раствор лимонной кислоты, содержащий железо, после пассивации будет иметь легкий оттенок, который зависит от рН раствора. [47] [48] Это служит визуальным индикатором того, что пассивирующая обработка удаляет железо с поверхности пивоваренного оборудования.
Зеленый при pH > 2,0
Оранжевый при pH < 2,0
Домашние пивовары, которые очень часто используют пассивацию, заметили светло-голубой оттенок на своем нержавеющем механизме. Одна из гипотез состоит в том, что цвет обусловлен особенно толстым оксидным слоем, вызывающим преломление света. [49] Другая возможность заключается в том, что высокоэффективное обогащение хромом приводит к особенно высоким поверхностным уровням гидроксида хрома (III), который имеет ярко выраженный голубовато-зеленый цвет.
В растворе лимонной кислоты могут расти водоросли или бактерии, поэтому мы не рекомендуем хранить пассивирующий раствор, тем более что лимонная кислота относительно недорогая. [32] [50]
Лимонная кислота эффективна для восстановления коррозионной стойкости вдоль сварного шва, [5] , однако он недостаточно силен, чтобы удалить обесцвечивание «теплового оттенка». [3] [42] [11]
Утилизация:
Лимонная кислота достаточно мягкая, чтобы ее можно было слить в канализацию вместе с большим количеством водопроводной воды. Если у вас есть септическая система и вас беспокоит уровень pH, просто смешайте ее со щелочным чистящим раствором, который вы использовали перед пассивацией, и/или при необходимости вы можете повысить уровень pH с помощью пищевой соды. Если у вас нет pH-метра или полосок, вы можете добавлять пищевую соду до тех пор, пока она не перестанет шипеть.
Если у вас есть септическая система и вас беспокоит уровень pH, просто смешайте ее со щелочным чистящим раствором, который вы использовали перед пассивацией, и/или при необходимости вы можете повысить уровень pH с помощью пищевой соды. Если у вас нет pH-метра или полосок, вы можете добавлять пищевую соду до тех пор, пока она не перестанет шипеть.
Азотная кислота[править]
Азотная кислота обычно используется для пассивации нержавеющей стали в различных отраслях промышленности, в основном по традиции, поскольку пассивация азотной кислотой была открыта до пассивации лимонной кислотой. Однако азотная кислота опасна, потенциально вызывает коррозию вашего оборудования и вредна для окружающей среды.
Домашним пивоварам не рекомендуется использовать азотную кислоту для пассивации. Лимонная кислота дешевле, безопаснее и работает лучше. [3] [51] [9] [5] [31] [1] [6] [17]
К вашему сведению: поскольку азотная кислота является окислителем, не только удаляет железо, но и одновременно окисляет хром. [6] Однако это мнение сомнительно, поскольку азотная кислота может удалять полезные тяжелые металлы (никель, хром и т. д.), которые придают нержавеющей стали
его желаемые свойства, [51] [9] , а также вызывать точечную коррозию и коррозию, что несовместимо с идеей сохранения оксидного слоя. Оксидный слой образуется самопроизвольно при контакте с воздухом независимо от того, какая пассивирующая обработка используется. [17]
[6] Однако это мнение сомнительно, поскольку азотная кислота может удалять полезные тяжелые металлы (никель, хром и т. д.), которые придают нержавеющей стали
его желаемые свойства, [51] [9] , а также вызывать точечную коррозию и коррозию, что несовместимо с идеей сохранения оксидного слоя. Оксидный слой образуется самопроизвольно при контакте с воздухом независимо от того, какая пассивирующая обработка используется. [17]
Другие кислоты[править]
Домашние пивовары часто ошибочно полагают, что пассивацию можно проводить любой кислотой. Многие пивовары имеют под рукой щавелевую кислоту, фосфорную кислоту и/или любое чистящее средство на основе абразива и думают, что его также можно использовать для пассивации их нержавеющей стали. Эти очистители могут помочь удалить остатки, удалить ржавчину или довести поверхность нержавеющей стали до голого металла, но они не удаляют железо выборочно. Поверхность нержавеющей стали образует оксидный слой (как это обычно и бывает), но без правильной обработки кислотой хром покрывает только около 18% поверхности. Другими словами, эти кислоты не дают никакого пассивирующего эффекта.
Другими словами, эти кислоты не дают никакого пассивирующего эффекта.
ASTM International, основанная в 1898 году, является международной организацией по стандартизации, которая разрабатывает и публикует технические стандарты для ряда материалов и систем, включая пассивацию. [52] Спецификация ASTM по пассивации нержавеющей стали A967 является промышленным стандартом пассивации нержавеющей стали. Спецификации ASTM используются во всех отраслях промышленности, от военной до фармацевтической и пищевой, включая коммерческое пивоварение.
Спецификация ASTM A967 не признает никакие другие кислоты для пассивации нержавеющей стали (по состоянию на 2017 г.), [1] [53] [43] , а также Британская ассоциация нержавеющей стали. [54]
Нет исследований, подтверждающих использование фосфорной или щавелевой кислоты в качестве хорошей альтернативы лимонной или азотной кислотам для пассивации. Фосфорная кислота обеспечивает более низкое обогащение хромом по сравнению с методами азотной и лимонной кислоты. [55] [56] [15] Известно, что щавелевая кислота разъедает нержавеющую сталь и не обогащает поверхность хромом. [34] [57] [58] Реакционная способность оксидов хрома по отношению к щавелевой кислоте чрезвычайно высока, что приводит к удалению значительного количества хрома, а также оставляет на поверхности оксалат двухвалентного железа. Наконец, как фосфорная кислота, так и оксалат кальция (менее агрессивное сопряженное основание щавелевой кислоты) были протестированы Coors в первоначальном исследовании, которое обнаружило преимущества пассивации лимонной кислотой, и, в отличие от лимонной кислоты, ни один из них не дал удовлетворительных результатов. [3] [22]
[55] [56] [15] Известно, что щавелевая кислота разъедает нержавеющую сталь и не обогащает поверхность хромом. [34] [57] [58] Реакционная способность оксидов хрома по отношению к щавелевой кислоте чрезвычайно высока, что приводит к удалению значительного количества хрома, а также оставляет на поверхности оксалат двухвалентного железа. Наконец, как фосфорная кислота, так и оксалат кальция (менее агрессивное сопряженное основание щавелевой кислоты) были протестированы Coors в первоначальном исследовании, которое обнаружило преимущества пассивации лимонной кислотой, и, в отличие от лимонной кислоты, ни один из них не дал удовлетворительных результатов. [3] [22]
Серная кислота способна пассивировать нержавеющую сталь (возможно, довольно медленно), хотя обычно она не используется для пассивации, поэтому данные о ее использовании очень ограничены. [59] [14]
Репассивация и тестирование[править]
Часто считается, что однажды пассивированная поверхность останется в этом состоянии навсегда. К сожалению, как описано выше, существует множество механизмов разрушения слоя, богатого хромом, поскольку он очень тонкий.
К сожалению, как описано выше, существует множество механизмов разрушения слоя, богатого хромом, поскольку он очень тонкий.
Вокруг царапин образуется ржавчина
Не существует простого правила, определяющего, когда оборудование должно быть пассивировано, тем более что условия эксплуатации могут сильно различаться. [6] Обычно рекомендуется сначала пассивировать поверхности из нержавеющей стали, а затем с определенной периодичностью, а также после любого ремонта поверхности, абразивной очистки, полировки или других модификаций. [8] [12] Некоторые коммерческие пивоварни проводят пассивацию каждые 3 месяца, в то время как другие никогда не проводят пассивацию. [60] [17] Наше произвольное предложение для домашних пивоваров состоит в том, чтобы раз в год проводить пассивацию шестерни из нержавеющей стали, а также после любых модификаций или абразивной очистки.
ASTM A967 описывает несколько методов проверки пассивации детали. Однако эти методы проверяют только наличие «свободного железа» или других загрязнителей, блокирующих образование оксидного слоя. Они не измеряют процентное содержание железа или хрома на поверхности. Поэтому, когда поверхность «проходит» испытание, это не означает, что она пассивирована до желаемого уровня (с высоким процентным содержанием хрома на поверхности). [1] В результате мы не рекомендуем проводить тестирование. Легче просто пассивировать на регулярной основе.
Однако эти методы проверяют только наличие «свободного железа» или других загрязнителей, блокирующих образование оксидного слоя. Они не измеряют процентное содержание железа или хрома на поверхности. Поэтому, когда поверхность «проходит» испытание, это не означает, что она пассивирована до желаемого уровня (с высоким процентным содержанием хрома на поверхности). [1] В результате мы не рекомендуем проводить тестирование. Легче просто пассивировать на регулярной основе.
Разрушение мифов[править]
В Интернете распространяется множество ложной информации, которая возникает из-за простого непонимания. В этой статье мы рассмотрели распространенные мифы о пассивации, предоставив точную информацию, подтвержденную многочисленными научными и профессиональными ссылками. Тем не менее, один миф остается наиболее тревожным, поскольку он заставляет домашних пивоваров полагать, что они пассивируют свое оборудование, хотя на самом деле это не так:
Миф: Star San (фосфорная кислота) и/или Barkeeper’s Friend (щавелевая кислота) могут пассивировать нержавеющую сталь.
Некоторые известные поставщики оборудования, а также популярные блоги распространяют эту дезинформацию. Мы призываем этих поставщиков предоставить любую научную информацию, подтверждающую положение о том, что эти кислоты обогащают поверхностный хром в той же степени, что и обработка лимонной кислотой.
Spike Brewing цитирует исследование (Wegrelius and Sjödén 2004), в котором утверждается, что пассивация не нужна, и мы считаем, что это заслуживает более подробного анализа:
- Введение: Авторы значительно преувеличивают опасность лимонной кислоты. Хорошо известно, что он безвреден для окружающей среды и не создает отходов тяжелых металлов. Методы
- : Испытывалась сталь марки 316L, которая не входит в состав большинства приспособлений для домашнего пивоварения. Молибден в сплаве 316 обеспечивает дополнительную коррозионную стойкость по сравнению со сплавом 304. «L» означает низкий уровень содержания углерода, что еще больше повысило его естественную коррозионную стойкость по сравнению со сплавом 304.
- Методы: Используемые методы с лимонной кислотой заключались в погружении при комнатной температуре на 30 минут. Это определенно не самая эффективная температура или продолжительность для пассивации лимонной кислотой, согласно множеству других исследований, упомянутых выше.
- Методы: серная кислота растворяет железо, что объясняет повышенное содержание хрома на поверхности через 3 дня пребывания в ванне с серной кислотой для всех методов (рис. 7). Этот метод явно не подходит для тестирования экспериментальной переменной (и объясняет, почему он не используется для тестирования коррозионной стойкости в каких-либо других исследованиях пассивации, а также не является методом тестирования, описанным в стандарте ASTM A9).67).
Таким образом, эти множественные недостатки конструкции делают выводы авторов совершенно недействительными и неприменимыми для наших целей. Во всяком случае, когда вы сравниваете процентное содержание хрома на поверхности сразу после различных обработок (рис. 7), это довольно ясно демонстрирует, что правильный метод пассивации действительно резко увеличивает содержание хрома на поверхности.
7), это довольно ясно демонстрирует, что правильный метод пассивации действительно резко увеличивает содержание хрома на поверхности.
Ссылки0180
f g h i ASTM A967 / A967M-17. Стандартная спецификация для химической пассивации деталей из нержавеющей стали. АСТМ интернэшнл; 2017. Диссертация. Университет Йоханнесбурга; 2001. По состоянию на март 2022 г.
Диссертация. Университет Йоханнесбурга; 2001. По состоянию на март 2022 г. 2012;32(10):574–584.
2012;32(10):574–584. Пассивация нержавеющей стали. Аком. 2004;4.
Пассивация нержавеющей стали. Аком. 2004;4.
 Изучение влияния методов отделки поверхности на точечную коррозию сплава нержавеющей стали 304. Corros Sci Technol. 2009;8(6):209–217.
Изучение влияния методов отделки поверхности на точечную коррозию сплава нержавеющей стали 304. Corros Sci Technol. 2009;8(6):209–217. Европейская аэрокосмическая конференция CEAS. 2015.
Европейская аэрокосмическая конференция CEAS. 2015.

 Б., и др. Очистка поверхностей из нержавеющей стали и растворение оксидов малоновой и щавелевой кислотами. Журнал ядерных материалов , том. 229, нет. 2, 1996, стр. 115–123.
Б., и др. Очистка поверхностей из нержавеющей стали и растворение оксидов малоновой и щавелевой кислотами. Журнал ядерных материалов , том. 229, нет. 2, 1996, стр. 115–123.Системы предварительной пассивации | Расширенное удаление заусенцев
ПАССИВАЦИЯ С ИСПОЛЬЗОВАНИЕМ АЗОТНОЙ И ЛИМОННОЙ КИСЛОТЫМногоступенчатая полуавтоматическая система MK-24/MTT-24
Коррозионностойкие свойства нержавеющей стали обусловлены содержанием хрома. Хром в присутствии кислорода образует на поверхности сплава тонкую, твердую, липкую пленку оксида хрома. Именно этот слой оксида хрома, инертный (пассивный) по отношению к окружающей среде, придает нержавеющей стали ее коррозионностойкие свойства. Производители во многих отраслях используют пассивацию для создания этого защитного оксидного слоя.
Именно этот слой оксида хрома, инертный (пассивный) по отношению к окружающей среде, придает нержавеющей стали ее коррозионностойкие свойства. Производители во многих отраслях используют пассивацию для создания этого защитного оксидного слоя.
Компания Advanced Deburring & Finishing предоставляет профессионалам отрасли самое передовое оборудование для пассивации азотной и лимонной кислотой. Давайте подробнее рассмотрим, что такое пассивация, почему она важна и как она работает.
Что такое пассивация?
Пассивация согласно ASTM A380:
«Удаление экзогенного железа или соединений железа с поверхности нержавеющей стали посредством химического растворения, чаще всего путем обработки раствором кислоты, который удаляет поверхностное загрязнение, но не оказывает существенного влияния на нержавеющую сталь с мягким окислитель, такой как раствор азотной кислоты, с целью усиления самопроизвольного образования защитной пассивной пленки».
Проще говоря, использование мягкого окислителя, такого как раствор минеральной или органической кислоты, для ускорения удаления избыточного железа с поверхности нержавеющей стали будет способствовать образованию слоя оксида хрома, тем самым улучшая ее коррозионно-стойкие свойства. .
.
Зачем использовать пассивацию?
Пассивация является важным процессом для придания нержавеющей стали коррозионной стойкости. Этот процесс был передовой практикой для производства стали с 1900-х годов из-за его способности:
- Создание химического барьера против ржавчины.
- Продлить срок службы стали.
- Удаление вредных загрязнений с поверхности изделия.
Как работает пассивация?
В качестве сплава на основе железа нержавеющая сталь состоит из железа, хрома и никеля. Коррозионно-стойкие свойства нержавеющей стали обусловлены содержанием в ней хрома. Под воздействием кислорода хром превращается в слой оксида хрома, который защищает сталь от ржавчины.
Пассивация работает путем погружения деталей из нержавеющей стали в кислотную ванну, которая растворяет частицы железа на поверхности, сохраняя при этом содержание хрома. Удаление железа кислотой позволяет стали получить поверхность с более высоким содержанием хрома, чем основная сталь.
Как только вы извлекаете нержавеющую сталь из кислотной ванны, кислород вступает в реакцию с богатой хромом поверхностью и образует толстый слой защитного оксида хрома. Этот более толстый слой значительно снижает риск коррозии и продлевает срок службы детали.
Процесс пассивации
Как правило, пассивация выполняется в ванне с азотной кислотой от 20 до 50 % по объему. Температуры варьируются от комнатной до 160 градусов по Фаренгейту. Время погружения может достигать двух часов и даже включать добавление хроматной соли.
Азотная кислота на сегодняшний день является наиболее распространенным средством пассивации . Однако в последнее время увеличилось количество и типы отраслей, которые успешно внедрили лимонную кислоту в свои процедуры пассивации.
Существует множество процессов пассивации, каждый из которых зависит от типа и марки металла, с которым вы работаете. Несмотря на эти различия, почти все процедуры состоят из одних и тех же трех этапов, в том числе:
- Очистка деталей: Сначала вы будете использовать системы предварительной пассивации для очистки металла и удаления грязи, масла или жира с поверхности.

- Пассивация металла: Когда детали очистятся, вы можете выполнить пассивацию, пропустив их через ванну с лимонной или азотной кислотой.
- Тест на эффективность: Наконец, вы проверите эффективность процесса пассивации, чтобы убедиться, что на металле образовался достаточно толстый пассивирующий слой.
Слой оксида хрома обычно образуется в течение 24–48 часов при работе с азотной кислотой. Некоторые производители добавляют дихромат натрия в ванну с азотной кислотой, чтобы ускорить процесс, но, поскольку это токсичное соединение, для его использования требуются специальные знания.
Как обеспечить успешную пассивацию
Пассивация — это проверенный процесс, в котором легко ориентироваться, но вы должны предпринять некоторые важные шаги, чтобы обеспечить контролируемое и равномерное разъедание свободного железа. Для успешной пассивации каждый раз необходимо:
- Поддержание чистоты кислотной ванны: Не допускайте загрязнения кислотной ванны.
