Патрон для нарезания резьбы на сверлильном станке: Патроны резьбонарезные с предохранительными головками для метчиков
alexxlab | 05.07.1986 | 0 | Разное
Патроны резьбонарезные с предохранительными головками для метчиков
- Главная
- / Технологическая оснастка
- / Патроны
- / Резьбонарезные
Хвостовик : КМ2 / КМ3 / КМ4 / КМ5 / 7:24-40 / 7:24-50 / D хв. 36
Сортировать по: Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
Код товара: 30077
В наличии 18 шт.
Патрон резьбонарезной с хв-ком КМ4 с набором головок из 7шт. М12-М24 (MТ4-GT24-120L) “CNIC”
Патрон резьбонарезной с хв-ком КМ4 с набором головок из 7шт. М12-М24 (MТ4-GT24-120L) “CNIC”
Код товара: 35724
36 849 p
В наличии 10 шт.
Резьбонарезная головка Proma ZH-5M12
Резьбонарезная головка Proma ZH-5M12
Код товара: 30070
В наличии 14 шт.
Патрон резьбонарезной с хв-ком КМ3 с лапкой с набором головок из 7шт. М 3-М12 (MТ3-GT12-110L) “CNIC”
Патрон резьбонарезной с хв-ком КМ3 с лапкой с набором головок из 7шт. М 3-М12 (MТ3-GT12-110L) “CNIC”
Код товара: 35720
5 964 p
В наличии 9 шт.
Цанга резиновая для ZH-5M12 (компл. 2 шт)
Цанга резиновая для ZH-5M12 (компл. 2 шт)
Код товара: 30068
В наличии 29 шт.
Патрон резьбонарезной с хв-ком КМ2 с лапкой с набором головок из 7шт. М 3-М12 (MТ2-GT12-110L) “CNIC”
Патрон резьбонарезной с хв-ком КМ2 с лапкой с набором головок из 7шт. М 3-М12 (MТ2-GT12-110L) “CNIC”
М 3-М12 (MТ2-GT12-110L) “CNIC”
Код товара: 30069
В наличии 15 шт.
Патрон резьбонарезной с хв-ком КМ2 с набором головок из 7шт. М 3-М12 (MТ2-GT24-110L) “CNIC”
Патрон резьбонарезной с хв-ком КМ2 с набором головок из 7шт. М 3-М12 (MТ2-GT24-110L) “CNIC”
Код товара: 36502
В наличии 8 шт.
Патрон резьбонарезной с ц/х d36 для станков c ЧПУ с набором метчикодержателей из 6шт.М6-М16 (191.221.030А)
Патрон резьбонарезной с ц/х d36 для станков c ЧПУ с набором метчикодержателей из 6шт.М6-М16 (191.221.030А)
Код товара: 30075
В наличии 22 шт.
Патрон резьбонарезной с хв-ком КМ4 с лапкой с набором головок из 7шт. М12-М24 (MТ4-GT24-140L) “CNIC”
Патрон резьбонарезной с хв-ком КМ4 с лапкой с набором головок из 7шт. М12-М24 (MТ4-GT24-140L) “CNIC”
Код товара: 30072
В наличии 15 шт.
Патрон резьбонарезной с хв-ком КМ3 с набором головок из 7шт. М 3-М12 (MТ3-GT12-110L) “CNIC”
Патрон резьбонарезной с хв-ком КМ3 с набором головок из 7шт. М 3-М12 (MТ3-GT12-110L) “CNIC”
М 3-М12 (MТ3-GT12-110L) “CNIC”
Код товара: 30050
В наличии 8 шт.
Головка предохранительная М 3 d19 (GT12) для метчиков “CNIC”
Головка предохранительная М 3 d19 (GT12) для метчиков “CNIC”
Код товара: 30074
В наличии 17 шт.
Патрон резьбонарезной с хв-ком КМ4 с лапкой с набором головок из 7шт. М 3-М12 (MТ4-GT12-110L) “CNIC”
Патрон резьбонарезной с хв-ком КМ4 с лапкой с набором головок из 7шт. М 3-М12 (MТ4-GT12-110L) “CNIC”
Код товара: 30063
В наличии 26 шт.
Патрон резьбонарезной с хв-ком 7:24-40 ГОСТ 25827 исп.1 с набором головок из 7шт. М12-М24 (NТ40-GT24-140L) “CNIC”Патрон резьбонарезной с хв-ком 7:24-40 ГОСТ 25827 исп.1 с набором головок из 7шт. М12-М24 (NТ40-GT24-140L) “CNIC”
Код товара: 30061
В наличии 14 шт.
Головка предохранительная М24 d30 (GT24) для метчиков “CNIC”
Головка предохранительная М24 d30 (GT24) для метчиков “CNIC”
Код товара: 30057
В наличии 10 шт.
Головка предохранительная М14 d30 (GT24) для метчиков “CNIC”
Головка предохранительная М14 d30 (GT24) для метчиков “CNIC”
Код товара: 30073
В наличии 24 шт.
Патрон резьбонарезной с хв-ком КМ3 с набором головок из 7шт. М12-М24 (MТ3-GT24-140L) “CNIC”
Патрон резьбонарезной с хв-ком КМ3 с набором головок из 7шт. М12-М24 (MТ3-GT24-140L) “CNIC”
Код товара: 30053
В наличии 61 шт.
Головка предохранительная М 6 d19 (GT12) для метчиков “CNIC”
Головка предохранительная М 6 d19 (GT12) для метчиков “CNIC”
Код товара: 30066
В наличии 11 шт.
Патрон резьбонарезной с хв-ком 7:24-BT40 (MAS403) для станков c ЧПУ с набором головок из 7шт. М12-М24 (BТ40-GT24-140L)
Патрон резьбонарезной с хв-ком 7:24-BT40 (MAS403) для станков c ЧПУ с набором головок из 7шт. М12-М24 (BТ40-GT24-140L)
Код товара: 30058
В наличии 17 шт.
Головка предохранительная М16 d30 (GT24) для метчиков “CNIC”
Головка предохранительная М16 d30 (GT24) для метчиков “CNIC”
Код товара: 30051
В наличии 21 шт.
Головка предохранительная М 4 d19 (GT12) для метчиков “CNIC”
Головка предохранительная М 4 d19 (GT12) для метчиков “CNIC”
Код товара: 30059
В наличии 16 шт.
Головка предохранительная М18-М20 d30 (GT24) для метчиков “CNIC”
Головка предохранительная М18-М20 d30 (GT24) для метчиков “CNIC”
Код товара: 30076
В наличии 8 шт.
Патрон резьбонарезной с хв-ком КМ4 с набором головок из 7шт. М 3-М12 (MТ4-GT12-110L) “CNIC”
Патрон резьбонарезной с хв-ком КМ4 с набором головок из 7шт. М 3-М12 (MТ4-GT12-110L) “CNIC”
Код товара: 30071
В наличии 45 шт.
Патрон резьбонарезной с хв-ком КМ3 с лапкой с набором головок из 7шт. М12-М24 (MТ3-GT24-140L) “CNIC”
Патрон резьбонарезной с хв-ком КМ3 с лапкой с набором головок из 7шт. М12-М24 (MТ3-GT24-140L) “CNIC”
Код товара: 30065
В наличии 14 шт.
Патрон резьбонарезной с хв-ком 7:24-BT40 (MAS403) для станков c ЧПУ с набором головок из 7шт. М 3-М12 (BТ40-GT12-110L)
М 3-М12 (BТ40-GT12-110L)
Патрон резьбонарезной с хв-ком 7:24-BT40 (MAS403) для станков c ЧПУ с набором головок из 7шт. М 3-М12 (BТ40-GT12-110L)
Код товара: 30055
В наличии 55 шт.
Головка предохранительная М10 d19 (GT12) для метчиков “CNIC”
Головка предохранительная М10 d19 (GT12) для метчиков “CNIC”
Код товара: 30054
В наличии 68 шт.
Головка предохранительная М 8 d19 (GT12) для метчиков “CNIC”
Головка предохранительная М 8 d19 (GT12) для метчиков “CNIC”
Код товара: 30056
В наличии 27 шт.
Головка предохранительная М12 d19 (GT12) для метчиков “CNIC”
Головка предохранительная М12 d19 (GT12) для метчиков “CNIC”
Код товара: 30067
В наличии 5 шт.
Патрон резьбонарезной с хв-ком 7:24-BT50 (MAS403) для станков c ЧПУ с набором головок из 7шт. М 3-М12 (BТ50-GT12-110L)
Патрон резьбонарезной с хв-ком 7:24-BT50 (MAS403) для станков c ЧПУ с набором головок из 7шт.
Код товара: 30052
В наличии 92 шт.
Головка предохранительная М 5 d19 (GT12) для метчиков “CNIC”
Головка предохранительная М 5 d19 (GT12) для метчиков “CNIC”
Код товара: 30060
В наличии 10 шт.
Головка предохранительная М22 d30 (GT24) для метчиков “CNIC”
Головка предохранительная М22 d30 (GT24) для метчиков “CNIC”
Код товара: 36501
В наличии 2 шт.
Головка резьбонарезная М14 d25 для метчиков
Головка резьбонарезная М14 d25 для метчиков
Сортировать по: Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
- «
- 1
- 2
- »
Патроны предназначены для крепления резьбовых метчиков и нарезания
различных типов правой резьбы метчиками. Применяются на сверлильных, фрезерных, токарных
станках в том числе на станках с ЧПУ с конусом шпинделя 7:24, ВТ40, ВТ50, кМ2, кМ3, кМ4 и т.
Резьбонарезные патроны производятся с механизмом осевой
компесации, позволяющие компенсировать разность между подачей станка и шагом метчика,
предусмотрен механизм быстрой смены головок предохранительных на другой диаметр метчика.
Предохранительные головки имеют встроенную предохранительную шариковую муфту с механизмом регулировки
передаваемого крутящего момента для нарезания резьбы в различных материалах, что позволяет
предохранить метчики от поломки (при увеличении момента метчик останавливается). Это наиболее
целесообразно и незаменимо при нарезании резьб в глухих отверстиях, труднообрабатываемых
материалах, при нарезании резьб с мелким шагом. Головка имеет механизм быстрой смены метчика с
надежной фиксацией в течении нескольких секунд.
Отзывы
Изготовители
PROMA (Чехия)
Optimum (Германия)
CNIC
Найдено товаров : 48
Вверх
Резьбонарезные патроны: реверсивные, предохранительные
Резьбонарезные патроны
Резьбонарезные патрон с предохранительными головками используются на сверлильных, токарных, фрезерных и других станках для нарезания резьб метчиками. Такие патроны снабжены механизмом осевой компенсации, который позволяют компенсировать разницу между между подачей станка и шагом метчика. Так же есть механизм быстрой смены предохранительных головок.
Такие патроны снабжены механизмом осевой компенсации, который позволяют компенсировать разницу между между подачей станка и шагом метчика. Так же есть механизм быстрой смены предохранительных головок.
Предохранительная головка имеет предохранительные шариковую муфту с механизмом регулировки передаваемого крутящего момента — это предохраняет метчик от поломки (когда увеличивается момент метчик останавливается). Особенно актуально для нарезания резьб в глухих отверстиях. Так же предохранительная головка снабжен механизмом быстрой смены метчика.
Предохранительные головки
1) Корпус; 2) Втулка; 3) Шарики; 4) Пружина; 5) Поводок; 6) Шарики 7) Тарельчатые пружины; 8) Кольцо; 9) Гильза; 10) Гайка; 11) Кольцо замковое; 12) Заглушка; 13) Шайба.
| Название | Конус хвостовика | Диапазон резьбы | Момент Нм | Вес, кг |
| J4112-MS2 | КМ2 | M3-M12 | 25 | 1,06 |
| J4112-MS3 | КМ3 | 1,28 | ||
| J4112-MS4 | КМ4 | 3 | ||
| J4116-MS2 | КМ2 | M3-M16 | 46. 3 3 | 1,08 |
| J4116-MS3 | КМ3 | 1,61 | ||
| J4116-MS4 | КМ4 | 3 | ||
| J4124-MS3 | КМ3 | M12-M24 | 150 | 3,2 |
| J4124-MS4 | КМ4 | 3,6 | ||
| J4124-MS5 | КМ5 | 4,5 |
Реверсивные резьбонарезные патроны
В случае когда на станке отсутствует реверс или просто для повышения производительности труда не обойтись не реверсивного резьбонарезного патрона:
- патрон снабжен устройством для осевой компенсации шага резьбы и защитой от метчика от перегрузки.
- устройство реверса: самопереключающееся. Нет необходимости останавливать и включать вращение в другую сторону.
- есть возможность настраивать предохранительное усилие. В комплект входят зажимной патрон и набор эластичных втулок для зажатия метчика.
| Модель | Диапазон резьбы | Конус Морзе |
| J467 | M2-M7 | MS1 — JT33 MS3 — JT33 |
| J4612 | M5-M12 | MS3 — M16 MS4 — M16 |
| J4620 | M8-M20 | MS3 — M20 MS4 — M20 |
Достоинства и недостатки использования резьбонарезных патронов
К достоинствам резьбонарезных патронов можно отнести:
- Высокое качество обработки при использовании метчиков.

- Возможность уменьшение себестоимости за счет использования оборудования, которое выполняет не только работы по резьбонарезанию.
- Предустановленный показатель передаваемого крутящего момента согласно ГОСТ.
- Возможность наладки работы при помощи специальной гайки.
- Быстрая смена режущего инструмента вместе с предохранительной головкой.
- Возможность использования с предохранительным устройством, которое защитит режущий инструмент от губительного воздействия высокого показателя крутящего момента.
- Обработку может проводить мастер, не обладающий высокой квалификации.
Среди недостатков можно отметить только увеличение себестоимости деталей, а также специализацию большого числа моделей рассматриваемой оснастки на нарезании правой резьбы.
Патрон сверлильный
Сверлильный патрон – это основной элемент оснастки сверлильных и токарных станков, а также электрического, пневматического и ручного инструмента, предназначенный для крепления металлорежущего инструмента с цилиндрическим хвостовиком на шпиндель. В основном это сверла различного диаметра, а также развертки, зенкера, фрезы, метчики и другой инструмент.
В основном это сверла различного диаметра, а также развертки, зенкера, фрезы, метчики и другой инструмент.
Конструкция сверлильных патронов
Если рассматривать конструкцию патрона кулачкового типа, то он включает следующие основные элементы:
- корпус;
- гайка с обоймой;
- винтовой хвостовик с левой резьбой;
- шарикоподшипник между гайкой и хвостовиком;
- кулачки.
В обойме профрезерованы три паза с кулачками (зажимами), также 3 Г-образных паза имеется и в верхней части винта. Последние обеспечивают подвижную радиальную связь зажимов и винта. Вращение осуществляется с помощью ключа, который входит в зубчатое зацепление с обоймой. Концевая часть ключа фиксируется в корпусе патрона.
При вращении хвостовой части винт совершает осевые движения, придавая зажимам патрона радиально-осевое перемещение. Кулачки осуществляют скольжение внутри корпуса и по бортику обоймы, обеспечивая фиксацию инструмента или освобождая его от действия сжимающих сил.
В процессе сверления хвостовик патрона проворачивается в его корпусе в направлении часовой стрелки. Тем самым на винт действует усилие затягивания, которое усиливает силу фиксации инструмента. При смене инструмента обойма вращается против часовой стрелки с помощью ключа, тем самым разжимая кулачки.
Виды фиксации инструмента
Существует несколько основных видов фиксаторов инструмента для сверлильных станков:
- Трехкулачковый патрон для зажима цилиндрического хвостовика.
- Двухкулачковый патрон. Применяется при малых нагрузках для инструментов небольшого диаметра.
- Быстросменные устройства с коническим хвостовиком.
- Самоустанавливающиеся фиксирующие устройства. Применяются для расточки предварительно просверленных отверстий.
- Предохранительные фиксаторы применяются для работы с метчиками при подготовке резьб.
- Реверсивные патроны для сверлильных станков. Применяются при нарезании резьбы на оборудовании без обратного вращения шпинделя.

Возможности применения
Сверлильные патроны применяются для фиксации металлорежущего инструмента с хвостовиком диаметром до 20 мм. Конструкция и разнообразие вариантов исполнения оснастки позволяет использовать её для целого ряда технологических операций:
- Сверление отверстий в деталях. Возможна резка как сквозных отверстий, так и глухих требуемой длины.
- Рассверливание заранее просверленных отверстий под больший диаметр.
- Уменьшение шероховатости внутренней поверхности отверстия путем зенкерования.
- Развертка отверстий конической и цилиндрической формы.
- Подготовка фасок и выемок под шайбы и потайные головки путем зенкования.
- Раскатка отверстий с помощью оправки и закаленных тел качения (шариков и роликов) для получения плотной и гладкой поверхности с малой шероховатостью.
- Нарезание резьб метчиком на всю глубину или на её часть.
- Подрезание торцов для получения ровной поверхности под прямым углом к оси отверстия.
Также возможно развальцовывание полых заклепок и многие другие металлорежущие операции.
Общие правила эксплуатации
Для обеспечения точности при выполнении работ, долговечности оснастки, инструмента и оборудования рекомендуется следовать правилам безопасной эксплуатации:
Подбор патрона осуществляйте по минимальному и максимальному диаметру хвостовика инструмента.
При выборе патрона учтите его конструкцию, особе внимание уделите способам соединения со шпинделем (номеру конуса) и фиксации инструмента.
Используйте различные переходные конусные втулки для фиксации патрона и инструментов. При установке убедитесь в чистоте поверхности конуса.
Перед сверлением отметьте керном центр будущего отверстия.
При подборе сверла учтите вибрацию патрона, что увеличивает получаемый диаметр на 0,05 – 0,3 мм
Для высокоточного сверления используйте прецизионные патроны.
Применяйте тиски, призмы и прочие фиксаторы для обрабатываемых деталей.
Используйте СОЖ для охлаждения инструмента и продления срока его эксплуатации.
При сверлении отверстий большого диаметра используйте инструмент меньшего размера с последующим рассверливанием.
Действующие ГОСТы
Определяет основные размеры и прочие параметры трехкулачковых сверлильных патронов ГОСТ 8522. Быстросменную оснастку регулирует ГОСТ 14077-83. Также существуют и другие стандарты, определяющие параметры всех типов сверлильных патронов.
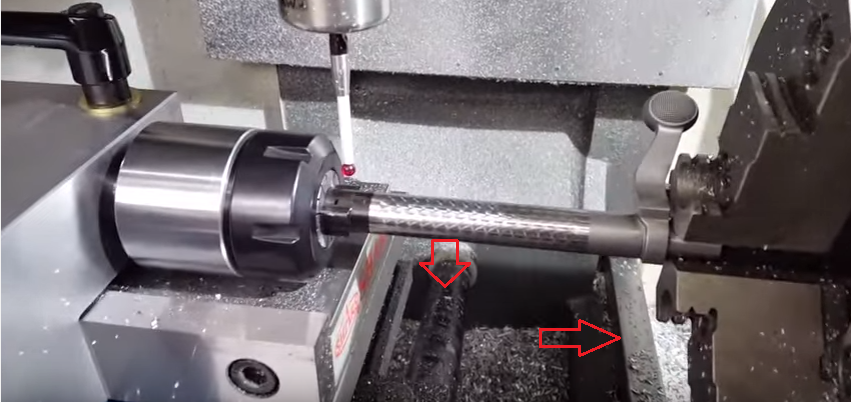
Нарезание внутренней резьбы магнитным сверлильным станком
Для нарезания внутренней резьбы магнитным сверлильным станком потребуются такие инструменты, как метчик и резьбонарезной патрон с необходимыми предохранительными головками, которые, как правило, входят в резьбонарезной набор. При отсутствии резьбонарезного набора можно воспользоваться прямым переходником с метчика на Weldon, но в таком случае есть риск поломки инструмента. Также непосредственно перед процессом нарезания, необходимо предварительно просверлить отверстие в детали соответствующего диаметра.
Метчик — это специальный инструмент для нарезания внутренней метрической резьбы в сквозных и глухих отверстиях. Как правило, метчики идут комплектом по две штуки: один черновой — для первичного нарезания резьбы, другой чистовой — для финишной обработки отверстия. Отличие одного метчика от другого в том, что режущая поверхность чернового метчика выражена не так ярко, как чистового.
Как правило, метчики идут комплектом по две штуки: один черновой — для первичного нарезания резьбы, другой чистовой — для финишной обработки отверстия. Отличие одного метчика от другого в том, что режущая поверхность чернового метчика выражена не так ярко, как чистового.
Важно! Метчики должны быть изготовлены из качественного материала! У дешевого китайского инструмента режущая кромка быстро затупится, нарезать резьбу не получится. Метчик просто застрянет в материале, т.к сработает механизм защиты в предохранительной вставке. С его извлечением проблем будет намного больше, чем с покупкой нового инструмента.
Резьбонарезной патрон и предохранительные вставкиДля нарезания резьбы потребуется резьбонарезной набор. Такой набор включает в себя резьбонарезной патрон с хвостовиком конус Морзе и комплект быстросменных вставок (втулок) для установки метчиков. В патроне имеются системы защиты от перегрузки и осевой компенсации шага резьбы. Вставки имеют механизм регулировки крутящего момента, что позволяет предотвратить поломку инструмента (при увеличении момента метчик останавливается), а так же выполнить качественную резьбу. Резьбонарезной патрон применяется в магнитных сверлильных станках как с реверсом вращения шпинделя, так и без него. Разница в том, что магнитный сверлильный станок с реверсом обеспечивает переключение с правого вращения на левое, что позволяет удобно вывести метчик обратно из отверстия, не вынимая его из патрона. | Набор резьбонарезной M12-M24 с предохранительными вставками |
 Вставки имеют удобный механизм быстрой смены метчика обеспечивая при этом его надежную фиксацию.
Вставки имеют удобный механизм быстрой смены метчика обеспечивая при этом его надежную фиксацию.Какого диаметра брать сверло под отверстие, в котором будем нарезать резьбу?
Подходящий диаметр сверла подбираем в зависимости от диаметра резьбы и ее шага. Рекомендуемые значения диаметров отверстий приведены в конце статьи.
Процесс нарезания резьбы
Для глухой резьбы необходимо включить правое вращение и «утопить» метчик в отверстии, после его остановки — переключить направление вращения на левое и метчик плавно выйдет обратно по своей резьбе. Без реверса такой резьбы выполнить невозможно.
Без реверса такой резьбы выполнить невозможно.
Для сквозной резьбы при правом вращении проходим метчиком насквозь вниз в нужной детали, и потом переключением на левое вращение проходим медленно вверх. Для сквозной резьбы в магнитных сверлильных станках без реверса после прохода метчика, его необходимо будет извлечь вручную, прежде чем продолжить работу.
Рекомендации по процессу нарезания резьбы
Резьбу необходимо выполнять на низких оборотах. При этом нельзя делать резких движений, метчик должен идти очень плавно!
Обязательно следует обильно использовать смазывающую охлаждающую жидкость (концентрат СОЖ) в магнитных сверлильных станках с интегрированной системой ее подачи, или же смазывать извне специальными воском, пастой или пеной.
Резьбонарезные патроны
Резьбонарезные патроны могут быть реверсивными и нереверсивными. Патроны резьбонарезные реверсивные применяются на оборудовании, не имеющего реверса вращения шпинделя. Резьбонарезной патрон реверсивный состоит из зажимного патрона и эластичных втулок для зажатия метчиков.
Имеется регулировка крутящего момента (4 положения). Прямое и обратное вращение обеспечиваются конструкцией патрона, не требуется менять направление вращения шпинделя станка. Патроны резьбонарезные с головками предохранительными применяются на сверлильно-расточных, фрезерных, токарных станках и станках типа обрабатывающий центр имеющих реверс вращения шпинделя.
Резьбонарезные патроны имеют осевую компенсацию на растяжение и сжатие, рассчитанную на компенсацию разности между подачей станка и шагом метчика.
Предохранительные головки имеют встроенный механизм регулировки крутящего момента, что позволяет предохранить метчики от поломки и обеспечивает возможность нарезания резьбы в глухих отверстиях, цветных металлах, а также нарезание резьбы с мелким шагом.
Стандарты хвостовиков
| ГОСТ 25827 исп. 3 | DIN 69871-A (ISO 7388/1) ГОСТ 25827 исп. 2 |
| MAS 403 | DIN 2080 ГОСТ 25827 исп. 1 1 |
| Конус Морзе ГОСТ 25557 | |
| Хвостовик | Конус | Размеры, мм | ||||||||||||
| b1 | d | D1 | D2 | D3 | D4 | g | h2 | h3 | h4 | l1 | l2 | l3 | ||
| ГОСТ 25827 исп.3 | 30 | 16,1 | 4 | 50 | 31,75 | 55,07 | 17,4 | М12 | 16,2 | — | 15,5 | 68,4 | 1,6 | 8 |
| 40 | 16,1 | 5 | 63 | 44,45 | 69,34 | 25,3 | М16 | 22,5 | — | 18,5 | 93,4 | 1,6 | 10 | |
| 45 | 19,3 | 6 | 80 | 57,15 | 87,61 | 32,4 | М20 | 29 | — | 24 | 106,8 | 3,2 | 12 | |
| 50 | 25,7 | 6 | 100 | 69,85 | 107,61 | 39,6 | М24 | 35,3 | — | 30 | 126,8 | 3,2 | 12 | |
DIN 69871-A ISO (7388/1)ГОСТ-25827 исп. 2 2 | 30 | 16,1 | 7 | 50 | 31,75 | 59,3 | — | M12 | 16,4 | 19 | 15 | 47,8 | 3,2 | 15,9 |
| 40 | 16,1 | 7 | 63,55 | 44,45 | 72,35 | — | M16 | 22,8 | 25 | 18,5 | 68,4 | 3,2 | 15,9 | |
| 45 | 19,3 | 7 | 82,2 | 57,15 | 91,35 | — | M20 | 29,1 | 31,3 | 24 | 82,7 | 3,2 | 15,9 | |
| 50 | 25,7 | 7 | 97,5 | 69,85 | 107,3 | — | M24 | 35,5 | 37,7 | 30 | 101,6 | 3,2 | 15,9 | |
| MAS 403 | 30 | 16,1 | 8 | 46 | 31,75 | 56,144 | — | M12 | 16,3 | — | — | 48,4 | 2 | 20 |
| 40 | 16,1 | 10 | 63 | 44,45 | 75,68 | — | M16 | 22,6 | — | — | 65,4 | 2 | 25 | |
| 45 | 19,3 | 12 | 85 | 57,15 | 102,22 | — | M20 | 29,1 | — | — | 82,8 | 3 | 30 | |
| 50 | 25,7 | 15 | 100 | 69,85 | 119,02 | — | M24 | 35,4 | — | — | 101,8 | 3 | 35 | |
DIN 2080 ГОСТ 25827 исп. 1 1 | 40 | 16,1 | — | 63 | 44,45 | — | 25 | M16 | 22,5 | — | — | 93,4 | 1,6 | 10 |
| 45 | 19,3 | — | 80 | 57,15 | — | 32,09 | M20 | 29 | — | — | 106,8 | 3,2 | 12 | |
| 50 | 25,7 | — | 97,5 | 69,85 | — | 39,29 | M24 | 35,3 | — | — | 126,8 | 3,2 | 12 | |
| Конус Морзе ГОСТ 25557 | 3 | — | 9,2 | 9,045 | — | — | — | 3,9 | — | — | 10,5 | 53 | 50 | |
| 1 | 3,5 | — | 12,2 | 12,065 | — | — | М6 | 5,2 | — | — | 13,5 | 57 | 53,5 | |
| 2 | 5 | — | 18 | 17,780 | — | — | М10 | 6,3 | — | — | 16 | 69 | 64 | |
| 3 | 5 | — | 24,1 | 23,825 | — | — | М12 | 7,9 | — | — | 20 | 86 | 81 | |
| 4 | 6,5 | — | 31,6 | 31,267 | — | — | М16 | 11,9 | — | — | 24 | 109 | 102,5 | |
| 5 | 6,5 | — | 44,7 | 44,399 | — | — | М20 | 15,9 | — | — | 29 | 136 | 129,5 | |
| 6 | 8 | — | 63,8 | 63,348 | — | — | М24 | 19 | — | — | 40 | 190 | 182 |
Классификация
Практически все виды рассматриваемой оснастки имеют схожую конструкцию. Однако они отличаются по следующим основным признакам, которые и является критериями для проведения классификации:
- Тип хвостовика, который определяет ГОСТ.
- Диапазон нарезания, в котором может использоваться конкретная модель. Речь идет о диаметре тела вращения.
- Тип конуса.
- Длина и другие размеры.
Все модели обозначены согласно правилам ГОСТ, что позволяет найти необходимый вариант достаточно быстро.
Набор резьбонарезных предохранительных головок с патроном
Кроме этого можно выделить следующие типы резьбонарезных патронов:
- Для «жесткого» нарезания.
- Для обработки с компенсацией.
Существуют варианты исполнения, которые создаются по заказу под определенные станки .
Конструктивные особенности
Процесс резьбонарезания при применении токарных и сверлильных, фрезерных станков, когда обработка проводится человеком, а не программой, очень сложен. Только мастера высокой квалификации могут создавать резьбу с указанными параметрами согласно ГОСТ. Когда стало возможно использовать резьбонарезные патроны с головками, процесс создания резьбы метчиками несколько упростился. Это связано со следующими особенностями конструкции:
Когда стало возможно использовать резьбонарезные патроны с головками, процесс создания резьбы метчиками несколько упростился. Это связано со следующими особенностями конструкции:
Система осевой компенсации – проводит компенсирование показателя разности между установленной подачей и шагом установленного метчика. Рассматриваемая особенность дают возможность применять сверлильные станки для создания резьбовой поверхности в цилиндрическом теле согласно ГОСТ.
Установленная внутри предохранительная муфта проводит регулировку показателей передаваемого крутящего момента. Муфта шариковая. Подобный предохранительный элемент позволяет настроить наиболее оптимальный режим обработки для различных сплавов. Если требования, указанные по ГОСТ, требуют большой точности, крутящий момент уменьшают, скорость обработки падает, но достигается более высокая точность
Кроме этого важно учитывать то, из какого материала изготовлены метчики. Уменьшение крутящего момента – мера, позволяющая защитить метчик от поломки.
Резьбонарезные предохранительные головки с метчиками
Достоинства и недостатки использования резьбонарезных патронов
К достоинствам резьбонарезных патронов можно отнести:
- Высокое качество обработки при использовании метчиков.
- Возможность уменьшение себестоимости за счет использования оборудования, которое выполняет не только работы по резьбонарезанию.
- Предустановленный показатель передаваемого крутящего момента согласно ГОСТ.

- Возможность наладки работы при помощи специальной гайки.
- Быстрая смена режущего инструмента вместе с предохранительной головкой.
- Возможность использования с предохранительным устройством, которое защитит режущий инструмент от губительного воздействия высокого показателя крутящего момента.
- Обработку может проводить мастер, не обладающий высокой квалификации.
Среди недостатков можно отметить только увеличение себестоимости деталей, а также специализацию большого числа моделей рассматриваемой оснастки на нарезании правой резьбы.
Достоинства и недостатки использования резьбонарезных патронов
К достоинствам резьбонарезных патронов можно отнести:
- Высокое качество обработки при использовании метчиков.
- Возможность уменьшение себестоимости за счет использования оборудования, которое выполняет не только работы по резьбонарезанию.
- Предустановленный показатель передаваемого крутящего момента согласно ГОСТ.
- Возможность наладки работы при помощи специальной гайки.

- Быстрая смена режущего инструмента вместе с предохранительной головкой.
- Возможность использования с предохранительным устройством, которое защитит режущий инструмент от губительного воздействия высокого показателя крутящего момента.
- Обработку может проводить мастер, не обладающий высокой квалификации.
Среди недостатков можно отметить только увеличение себестоимости деталей, а также специализацию большого числа моделей рассматриваемой оснастки на нарезании правой резьбы.
Серия SFM
Конструкция данных патронов без механизма компенсации, специально разработана для использования на многошпиндельных станках, на операциях резьбонарезания в отверстиях, расположенных на небольшом расстоянии друг от друга. В связи с различными требованиями к данным патронам, они делятся на три вида:
SFM Стандартная конструкция без компенсации с относительно короткой длиной.
SFM-NP Стандартная конструкция без компенсации в осевом направлении с относительно короткой длиной. Оснащены специально разработанным механизмом компенсации в плоскости, перпендикулярной к оси инструмента, который предназначен для точного введения метчика в просверленное отверстие при возможной неточности позиционирования шпинделя.
Оснащены специально разработанным механизмом компенсации в плоскости, перпендикулярной к оси инструмента, который предназначен для точного введения метчика в просверленное отверстие при возможной неточности позиционирования шпинделя.
SFM-L (DZ) Патроны этого типа имеют компенсацию в осевом направлении и компенсацию в плоскости, перпендикулярной к оси инструмента, что обеспечивает одновременно точное введение метчика в просверленное отверстие при возможной неточности позиционирования шпинделя и компенсирование рассогласования вращения шпинделя и движения подачи.
Конструкция сверлильных патронов
Если рассматривать конструкцию патрона кулачкового типа, то он включает следующие основные элементы:
- корпус;
- гайка с обоймой;
- винтовой хвостовик с левой резьбой;
- шарикоподшипник между гайкой и хвостовиком;
- кулачки.
В обойме профрезерованы три паза с кулачками (зажимами), также 3 Г-образных паза имеется и в верхней части винта. Последние обеспечивают подвижную радиальную связь зажимов и винта. Вращение осуществляется с помощью ключа, который входит в зубчатое зацепление с обоймой. Концевая часть ключа фиксируется в корпусе патрона.
Последние обеспечивают подвижную радиальную связь зажимов и винта. Вращение осуществляется с помощью ключа, который входит в зубчатое зацепление с обоймой. Концевая часть ключа фиксируется в корпусе патрона.
При вращении хвостовой части винт совершает осевые движения, придавая зажимам патрона радиально-осевое перемещение. Кулачки осуществляют скольжение внутри корпуса и по бортику обоймы, обеспечивая фиксацию инструмента или освобождая его от действия сжимающих сил.
В процессе сверления хвостовик патрона проворачивается в его корпусе в направлении часовой стрелки. Тем самым на винт действует усилие затягивания, которое усиливает силу фиксации инструмента. При смене инструмента обойма вращается против часовой стрелки с помощью ключа, тем самым разжимая кулачки.
Конструктивные особенности
Процесс резьбонарезания при применении токарных и сверлильных, фрезерных станков, когда обработка проводится человеком, а не программой, очень сложен. Только мастера высокой квалификации могут создавать резьбу с указанными параметрами согласно ГОСТ. Когда стало возможно использовать резьбонарезные патроны с головками, процесс создания резьбы метчиками несколько упростился. Это связано со следующими особенностями конструкции:
Когда стало возможно использовать резьбонарезные патроны с головками, процесс создания резьбы метчиками несколько упростился. Это связано со следующими особенностями конструкции:
Система осевой компенсации – проводит компенсирование показателя разности между установленной подачей и шагом установленного метчика. Рассматриваемая особенность дают возможность применять сверлильные станки для создания резьбовой поверхности в цилиндрическом теле согласно ГОСТ.
Установленная внутри предохранительная муфта проводит регулировку показателей передаваемого крутящего момента. Муфта шариковая. Подобный предохранительный элемент позволяет настроить наиболее оптимальный режим обработки для различных сплавов. Если требования, указанные по ГОСТ, требуют большой точности, крутящий момент уменьшают, скорость обработки падает, но достигается более высокая точность
Кроме этого важно учитывать то, из какого материала изготовлены метчики. Уменьшение крутящего момента – мера, позволяющая защитить метчик от поломки.
Резьбонарезные предохранительные головки с метчиками
Принцип работы
Предохранительные головки, которые используются при работе сверлильного станка, состоит из следующих элементов: металлического корпуса, поводка, втулки, нескольких шариков, тарельчатой пружины и обычной, гайки, гильзы, шайбы, замкового кольца.
Все составляющие позволяют создать предохранительную конструкцию для защиты режущего инструмента от сильного воздействия вращающей силы.
Принцип работы следующий:
- Для метчика есть специальное гнездо, которое имеет квадратную форму. Гнездо представлено отверстием в корпусе и специальной втулкой.
- Зажим режущего инструмента происходит за счет шариков и перемещения втулки под действием пружины.
- Основное движение, осевое, передает крутящий момент к корпусу через шарики и поводок, которые поджимаются тарельчатыми пружинами и кольцом.
- Специальная гайка изменяет показатель деформации тарельчатых пружин, что и обуславливает изменение показателя передаваемого крутящего момента.

Принцип работы
Предохранительные головки, которые используются при работе сверлильного станка, состоит из следующих элементов: металлического корпуса, поводка, втулки, нескольких шариков, тарельчатой пружины и обычной, гайки, гильзы, шайбы, замкового кольца.
Все составляющие позволяют создать предохранительную конструкцию для защиты режущего инструмента от сильного воздействия вращающей силы.
Принцип работы следующий:
- Для метчика есть специальное гнездо, которое имеет квадратную форму. Гнездо представлено отверстием в корпусе и специальной втулкой.
- Зажим режущего инструмента происходит за счет шариков и перемещения втулки под действием пружины.
- Основное движение, осевое, передает крутящий момент к корпусу через шарики и поводок, которые поджимаются тарельчатыми пружинами и кольцом.
- Специальная гайка изменяет показатель деформации тарельчатых пружин, что и обуславливает изменение показателя передаваемого крутящего момента.

Классификация
Практически все виды рассматриваемой оснастки имеют схожую конструкцию. Однако они отличаются по следующим основным признакам, которые и является критериями для проведения классификации:
- Тип хвостовика, который определяет ГОСТ.
- Диапазон нарезания, в котором может использоваться конкретная модель. Речь идет о диаметре тела вращения.
- Тип конуса.
- Длина и другие размеры.
Все модели обозначены согласно правилам ГОСТ, что позволяет найти необходимый вариант достаточно быстро.
Набор резьбонарезных предохранительных головок с патроном
Кроме этого можно выделить следующие типы резьбонарезных патронов:
- Для «жесткого» нарезания.
- Для обработки с компенсацией.
Существуют варианты исполнения, которые создаются по заказу под определенные станки .
Возможности применения
Сверлильные патроны применяются для фиксации металлорежущего инструмента с хвостовиком диаметром до 20 мм. Конструкция и разнообразие вариантов исполнения оснастки позволяет использовать её для целого ряда технологических операций:
Конструкция и разнообразие вариантов исполнения оснастки позволяет использовать её для целого ряда технологических операций:
- Сверление отверстий в деталях. Возможна резка как сквозных отверстий, так и глухих требуемой длины.
- Рассверливание заранее просверленных отверстий под больший диаметр.
- Уменьшение шероховатости внутренней поверхности отверстия путем зенкерования.
- Развертка отверстий конической и цилиндрической формы.
- Подготовка фасок и выемок под шайбы и потайные головки путем зенкования.
- Раскатка отверстий с помощью оправки и закаленных тел качения (шариков и роликов) для получения плотной и гладкой поверхности с малой шероховатостью.
- Нарезание резьб метчиком на всю глубину или на её часть.
- Подрезание торцов для получения ровной поверхности под прямым углом к оси отверстия.
Также возможно развальцовывание полых заклепок и многие другие металлорежущие операции.
Принцип работы
Предохранительные головки, которые используются при работе сверлильного станка, состоит из следующих элементов: металлического корпуса, поводка, втулки, нескольких шариков, тарельчатой пружины и обычной, гайки, гильзы, шайбы, замкового кольца.
Все составляющие позволяют создать предохранительную конструкцию для защиты режущего инструмента от сильного воздействия вращающей силы.
Принцип работы следующий:
- Для метчика есть специальное гнездо, которое имеет квадратную форму. Гнездо представлено отверстием в корпусе и специальной втулкой.
- Зажим режущего инструмента происходит за счет шариков и перемещения втулки под действием пружины.
- Основное движение, осевое, передает крутящий момент к корпусу через шарики и поводок, которые поджимаются тарельчатыми пружинами и кольцом.
- Специальная гайка изменяет показатель деформации тарельчатых пружин, что и обуславливает изменение показателя передаваемого крутящего момента.
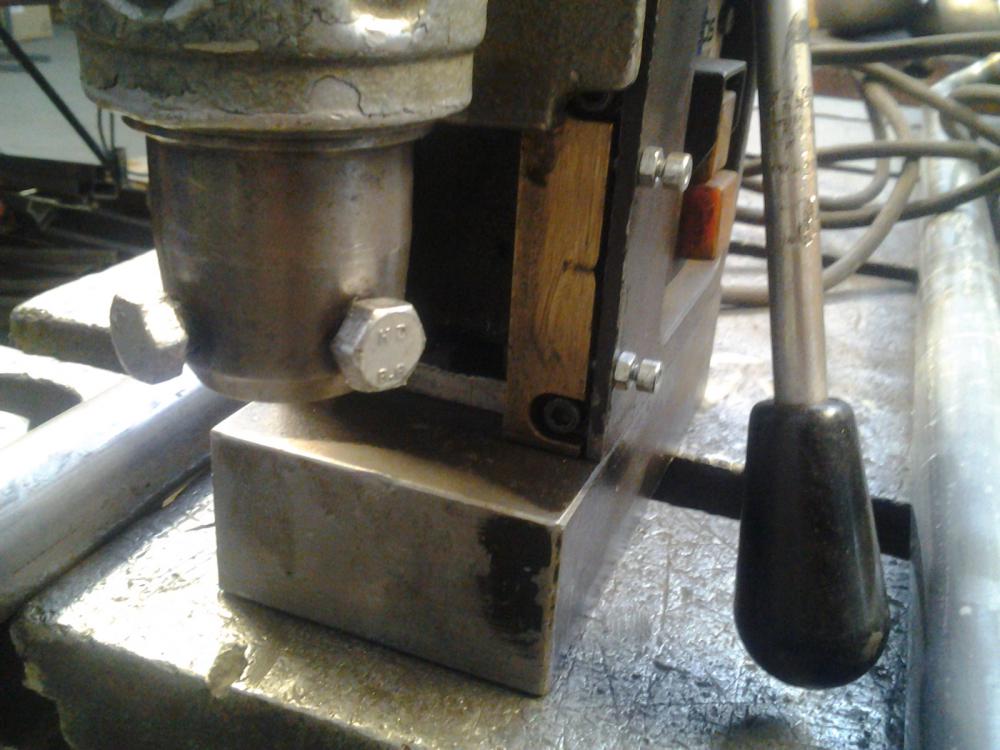
Адаптер для нарезания резьбы с помощью сверлильного станка + переходник для метчика
Сразу оговорюсь, что нарезать резьбу нужно будет вручную, а сверлильный станок здесь используется для центровки. Без станка тоже можно нарезать резьбу, но, особенно в тонком металле, метчик может «вильнуть» и резьба пойдет не так. Принцип работы прост. Метчик зажимается в патрон, деталь с отверстием располагается точно под ним. Затем нужно прижать метчик к детали и провернуть патрон. Инструменты и материалы: Для адаптера
Принцип работы прост. Метчик зажимается в патрон, деталь с отверстием располагается точно под ним. Затем нужно прижать метчик к детали и провернуть патрон. Инструменты и материалы: Для адаптера
-1 1/2 дюймовая металлическая труба; -1/2 дюймовая металлическая трубка; -Болт;
Для переходника
-1/2 дюймовый стальной стержень;
Инструмент
-Ленточная пила; -Бородок; -Дрель; -Сверла; -Метчик; -Токарный станок; -Штангенциркуль; -Пружинный зажим; -Ножовка; -Напильник; -Треугольный надфиль; -Сварочный аппарат; Шаг первый: резка трубы Труба 1 1/2 дюйма имеет внутренний диаметр, очень близкий к диаметру нижней части сверлильного патрона. Мастер отрезает 2 сантиметра трубы.
Шаг второй: токарные работы Дальше нужно обточить внутреннюю часть трубы, что бы она наделась на нижнюю часть патрона. При отсутствии токарного станка можно это сделать с помощью напильника.
Шаг третий: отверстие В боковой части кольца мастер сверлит отверстие и нарезает резьбу. Шаг четвертый: ручка Ручку мастер сделал из трубки. К трубке приварил головку болта. Теперь нужно установить метчик в патрон, а деталь зажать в тиски под метчиком. Патрон проворачивается с помощью ручки. После каждого оборота зажим ослабляется, и ручка перемещается в исходное положение.
Шаг четвертый: ручка Ручку мастер сделал из трубки. К трубке приварил головку болта. Теперь нужно установить метчик в патрон, а деталь зажать в тиски под метчиком. Патрон проворачивается с помощью ручки. После каждого оборота зажим ослабляется, и ручка перемещается в исходное положение.
Шаг пятый: переходник Теперь нужно сделать переходник. Дело в том, что патрон имеет три кулачка и метчик на конце четыре грани. В результате этого происходит перекос. Для изготовления переходника мастер отрезает около трех сантиметров металлического стержня.
Устанавливает переходник в патрон и маркером отмечает места расположения кулачков.
Стачивает стержень по меткам.
Точно по центру сверлит в переходнике сквозное отверстие.
Дальше нужно надфилем сделать отверстие квадратным, ориентируясь на хвостовик метчика.
Теперь нужно метчик установить в переходник, переходник зажать в патрон сверлильного станка, и можно нарезать резьбу. Такой переходник имеет и существенный недостаток, если хвостовик метчика будет другого размера, то его уже нельзя будет установить в переходник. Источник Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Источник Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Конструкция сверлильных патронов
Если рассматривать конструкцию патрона кулачкового типа, то он включает следующие основные элементы:
- корпус;
- гайка с обоймой;
- винтовой хвостовик с левой резьбой;
- шарикоподшипник между гайкой и хвостовиком;
- кулачки.
В обойме профрезерованы три паза с кулачками (зажимами), также 3 Г-образных паза имеется и в верхней части винта. Последние обеспечивают подвижную радиальную связь зажимов и винта. Вращение осуществляется с помощью ключа, который входит в зубчатое зацепление с обоймой. Концевая часть ключа фиксируется в корпусе патрона.
При вращении хвостовой части винт совершает осевые движения, придавая зажимам патрона радиально-осевое перемещение. Кулачки осуществляют скольжение внутри корпуса и по бортику обоймы, обеспечивая фиксацию инструмента или освобождая его от действия сжимающих сил.
В процессе сверления хвостовик патрона проворачивается в его корпусе в направлении часовой стрелки. Тем самым на винт действует усилие затягивания, которое усиливает силу фиксации инструмента. При смене инструмента обойма вращается против часовой стрелки с помощью ключа, тем самым разжимая кулачки.
ПРИСПОСОБЛЕНИЯ К ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫМ СТАНКАМ
Основы конструирования приспособлений
Быстросменный патрон для смены инструментов (сверл, зенкеров, разверток, цековок) без остановки шпинделя показан иа рис. 127, а. Вращение от шпинделя станка передается через конус 1 и шарик 2 на сменный инструмент с туго посаженной цилиндрической втулкой 3, имеющей лунку под шарик. Для смены инструмента рабочий поднимает левой рукой втулку 4. Под действием центробежной силы шарик западает в выточку 5. Инструмент разъединяется с корпусом патрона, и рабочий легко вынимает его правой рукой. После установки нового инструмента втулка
 Этот патрон безопасен при частоте вращения шпинделя до 250—300 об/мин.
Этот патрон безопасен при частоте вращения шпинделя до 250—300 об/мин.В другой конструкции быстросменного патрона (рис. 127, б) для смены инструмента 6 необходимо слегка притормозить втулку 7, Взявшись за нее левой рукой. При этом зазор между упорами а корпуса патрона и внутренним скосом Ь втулки увеличивается, и инструмент выпадает, так как его выступ с не задерживается этим скосом. При установке нового инструмента имеющимся на нем выступом нажимают на скос D, втулка отходит, преодолевая действие пружин 8, и защелкивается, фиксируя положение инструмента.
Вертикально-сверлильные и радиально-сверлильные станки оснащают также многошпиндельными револьверными головками (рис. 128). Корпус головки раструбом 3 надевают на шпиндельную гильзу 2 станка и закрепляют стяжным винтом 1. В корпусе головки смонтирован поворотный диск 7 с наклонно расположенной осью. В гнездах этого диска устанавливают шпиндели 6 Головки; некоторые из них могут иметь ускоряющую или замед-
Рис. |
 127. Быстросменные патроны для сверлильного стайка
127. Быстросменные патроны для сверлильного стайкаРис. 128. Многошпиндельная револьверная головка к сверлильному станку
Ляющую зубчатую передачу. Поворотный диск фиксируется в определенных положениях с помощью вытяжного фиксатора. Центральный вал 4 головки связан со шпинделем станка коническим хвостовиком. Вращение от этого вала на отдельные шпиндели головки передается муфтой 5 с торцовыми выступами.
Для смены инструмента необходимо повернуть диск 7, пред – ьарительно вытянув фиксатор. Вместе с тем происходит подъем муфты 5 и расцепление вала 4 с нижним шпинделем. Поворот диска производится без остановки шпинделя станка. Извлечение фиксатора, расцепление муфты и поворот диска происходят автоматически при подъеме шпинделя станка При этом переключающий валик 9, упираясь в торец шпиндельной бабки, перемещается вниз и приводит в действие соответствующий механизм, состоящий из рычажной системы и зубчатой передачи с храповым устройством для вращения диска только в одну сторону (на рис. 128 не показано). При опускании шпинделя происходит фиксация диска и включение муфты центрального вала с вновь установленным шпинделем. Поворот диска возможен также рукояткой 8. С помощью головок этого типа можно сверлить, развертывать и зенкеровать отверстия, цековать бобышки, а также нарезать внутреннюю резьбу.
128 не показано). При опускании шпинделя происходит фиксация диска и включение муфты центрального вала с вновь установленным шпинделем. Поворот диска возможен также рукояткой 8. С помощью головок этого типа можно сверлить, развертывать и зенкеровать отверстия, цековать бобышки, а также нарезать внутреннюю резьбу.
На рис 129, а показана схема реверсивной головки для нарезания резьбы на сверлильном станке. Корпус головки 2 имеет разрез и закреплен на шпиндельной трубе станка винтовой стяжкой 1. Вращение при нарезании резьбы от валика 3 (связанного со шпинделем станка) передается через муфту 5 на валик 6. При подъеме головки в начале обратного хода муфта переключается 210
в нижнее положение, передача вращения на валик 6 При этом происходит в обратном направлении, через конические зубчатые колеса 4, 8 и 7.
Схема более совершенной конструкции реверсивного патрона показана на рис. 129, б Вращение от шпинделя сверлильного станка через конус 21, диск 11 и фрикционные прокладки 13, подтягиваемые гайкой 12, передается на корпус патрона 10. При нарезании резьбы момент на валик 15 метчика передается зубьями 9 п 19. Нижняя часть патрона 14 предохраняется от вращения шпилькой 17, скользящей по вертикальному пазу станины или корпуса приспособления. Нижний упор 16 устанавливают по высоте в зависимости от глубины нарезаемой резьбы. Когда шпилька 17 коснется неподвижной плоскости упора 16, патрон останавливается. Метчик, продолжая ввинчиваться, сместит валик 15 вниз, обеспечивая сцепления зубьев 19 и 20. Передача на инструмент происходит через передаточные зубчатые колеса 18 В обратную сторону с большей скоростью.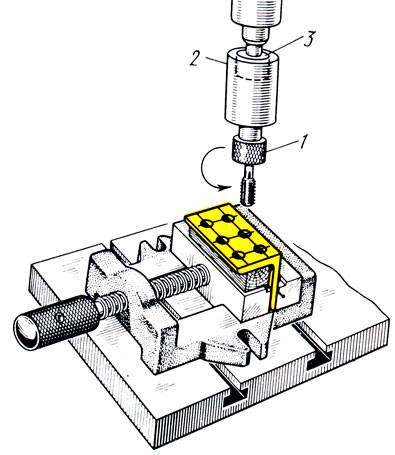 Поломка метчика предупреждается пробуксовкой диска 11 между фрикционными прокладками 13.
Поломка метчика предупреждается пробуксовкой диска 11 между фрикционными прокладками 13.
На рис. 130, а показана схема приспособления для растачиьа – ния на вертикально-сверлильном станке конических отверстий. Втулку 10 верхней частью вставляют в патрон станка и направляют кондукторными втулками 2 и 5, запрессованными в корпус приспособления, где закреплена заготовка 4. Во втулке 10 помещен валик 7 с пружиной 1. При опускании шпинделя станка валик доходит до упора 6. Дальнейшее опускание шпинделя станка со втулкой 10 вызывает радиальное перемещение пластины 8 С расточным резцом 9, так как штифт 3, запрессованный в валике 7, скользит по наклонному пазу пластины. Таким образом, вершина резца будет описывать коническую поверхность. При подъеме шпинделя пружина 1 возвращает валик 7 и пластину в исходное положение.
Рис. |
 129. Патроны для нарезания резьбы метчиками
129. Патроны для нарезания резьбы метчикамиДля растачивания внутренних выемок в отверстиях применяют специальные скалки 12 (рис. 130, б) с продольным пазом, в ко-
Рис. 130. Приспособления для растачивания канавок в отверстяях |
Тором на оси 15 закреплена качающаяся подпружиненная державка 13 с резцом 14. При подаче скалки вниз выступ державки отклоняется вправо кондукторной втулкой 2. Резец врезается в стенку отверстия и при дальнейшем опускании скалки протачивает выемку, длину которой ограничивают предварительной установкой упора 11.
На рис. 130, в показано приспособление для растачивания кольцевых канавок на сверлильном станке. Центральный валик 16, Связанный со шпинделем станка, имеет в нижней части прямоугольное окно, куда вставлена расточная пластина 8. Запрессованный в валике штифт 3 проходит через сквозную наклонную прорезь расточной пластины. При подаче валика вниз штифт выдвигает пластину в радиальном направлении и ее режущая кромка растачивает в отверстии заготовки 4 кольцевую канавку. Гильза 18, Через окна которой проходит расточная пластина, направляется кондукторной втулкой 17. Бурт втулки ограничивает осевое перемещение гильзы, чтобы растачивание канавки происходило на заданной высоте. Пружина 1 возвращает расточную пластину в исходное положение.
Запрессованный в валике штифт 3 проходит через сквозную наклонную прорезь расточной пластины. При подаче валика вниз штифт выдвигает пластину в радиальном направлении и ее режущая кромка растачивает в отверстии заготовки 4 кольцевую канавку. Гильза 18, Через окна которой проходит расточная пластина, направляется кондукторной втулкой 17. Бурт втулки ограничивает осевое перемещение гильзы, чтобы растачивание канавки происходило на заданной высоте. Пружина 1 возвращает расточную пластину в исходное положение.
Значительный эффект по снижению времени обработки полу – Чрют, применяя многошпиндельные сверлильные головки, устанавливаемые на обычных вертикально-сверлильных станках.
Схема простейшей головки с постоянным расположением шпинделей показана на рис. 131, а. Вращение от шпинделя станка через конус 1 и центральное зубчатое колесо 2 передается на зуб – чгтые колеса 3 шпинделей 4 головки. Ее корпус для удобства 212
Ее корпус для удобства 212
Нием шпинделей |
Сборки выполняют из двух половин. Верхняя половина имеет раструб, которым она крепится на шпиндельной трубе станка. Для правого вращения шпинделей шпиндель станка должен вращаться в левую сторону. В цепь подачи включают передаточное зубчатое колесо, чтобы при левом вращении шпинделя головка имела подачу вниз.
На рис, 131, б показана схема головки, где эти недостатки устранены введением промежуточных зубчатых колес. Схема бесшестеренной головки показана на рис. 131, в. Вращение от шпинделя станка через конус 1 передается на кривошип 5, который входит в поводковую плиту 6, поддерживаемую вторым кривошипом 7. Рабочие шпиндели 4 имеют кривошипы такого же радиуса; они приводятся во вращение от поводковой плиты 6, Которая может вращать любое количество шпинделей, расположенных произвольно в пределах ее габаритов. При движении плиты все ее точки описывают окружности одного радиуса, равного радиусу г кривошипа. При такой конструкции привода угловые скорости всех шпинделей одинаковы.
При движении плиты все ее точки описывают окружности одного радиуса, равного радиусу г кривошипа. При такой конструкции привода угловые скорости всех шпинделей одинаковы.
В серийном производстве целесообразно применять головки с переставляющимися шпинделями. Их можно использовать для обработки деталей с различным числом и расположением отверстий.
На рис. 132, а показана схема головки с шарнирно-телеско – пическим шпинделем. Державки 1 рабочих шпинделей 2 можно выдвигать в радиальном направлении или перемещать по окружности нижней опорной плоскости корпуса 3 головки. Компенсация изменения расстояния между шарнирами 4 и 5 осуществляется телескопическим соединением 6 со скользящей шпонкой. Шпин-
Дели головки вращаются с одинаковыми скоростями. В конструкции головки, представленной на рис. 132, б, перестановка шпинделей 2 осуществляется по дуге радиусом г. Это достигается поворотом нижних частей 7 корпуса относительно осей а—а. Хвостовик 8 головки вставляют в конус шпинделя, а ее корпус предохраняется от провертывания стержнем 9. Головки этого типа удобны для обработки отверстий во фланцах разного диаметра. Возможность перестановки шпинделей у этих головок несколько ограничена. На рис. 132, в даны варианты расположения шпинделей. Оси шпинделей должны лежать на окружностях радиуса т.
132, б, перестановка шпинделей 2 осуществляется по дуге радиусом г. Это достигается поворотом нижних частей 7 корпуса относительно осей а—а. Хвостовик 8 головки вставляют в конус шпинделя, а ее корпус предохраняется от провертывания стержнем 9. Головки этого типа удобны для обработки отверстий во фланцах разного диаметра. Возможность перестановки шпинделей у этих головок несколько ограничена. На рис. 132, в даны варианты расположения шпинделей. Оси шпинделей должны лежать на окружностях радиуса т.
На рис. 133 показаны конструктивные детали многошпиндельных головок: головки с подшипниками скольжения и шариковыми подпятниками (рис. 133, а) и шпинделя с подшипниками качения (рис. 133, б). На рис. 133, в показаны способы привода центрального вала головки торцовой шпонкой и фланцевые крепления корпуса головки к шпиндельной трубе. Крепление инструмента в шпинделях этих головок осуществляется непосредственно по конической поверхности (рис. 133, б), если инструмент имеет конический хвостовик. При использовании переходной втулки (рис. 133, г) можно регулировать положение инструмента подлине. Для инструментов с цилиндрическими хвостовиками применяют цанговое крепление (рис. 133, д). Затяжкой цанги обеспечивается надежная передача крутящего момента и точное центрирование инструмента. Этот способ отличается компактностью и легкостью регулировки инструмента по длине.
133, б), если инструмент имеет конический хвостовик. При использовании переходной втулки (рис. 133, г) можно регулировать положение инструмента подлине. Для инструментов с цилиндрическими хвостовиками применяют цанговое крепление (рис. 133, д). Затяжкой цанги обеспечивается надежная передача крутящего момента и точное центрирование инструмента. Этот способ отличается компактностью и легкостью регулировки инструмента по длине.
Исходными данными для расчета и конструирования специальной многошпиндельной головки с постоянным расположением шпинделей являются: число, диаметр, глубина и расположение
Г/ Dj
Рис. 133. Детали многошпиндельных головок
Просверливаемых отверстий, материал заготовки, основные размеры и паспортные данные станка, на котором устанавливают головку (частота вращения и крутящие моменты на шпинделе, допустимые силы подачи, размер шпинделя, его ход, вылет и минимальное расстояние от стола станка).
Устанавливая режимы резания, целесообразно стойкость всех сверл принимать одинаковой для одновременной их смены. Стойкость сверл в приближенных расчетах принимают равной 100 мин при смене их не более 2 раз за смену. При точном расчете стойкость сверл следует назначать в зависимости от числа шпинделей в головке. Если в головке работают сверла одного диаметра, то их стойкость можно определить по формуле
Стойкость сверл в приближенных расчетах принимают равной 100 мин при смене их не более 2 раз за смену. При точном расчете стойкость сверл следует назначать в зависимости от числа шпинделей в головке. Если в головке работают сверла одного диаметра, то их стойкость можно определить по формуле
Где т — показатель относительной стойкости; при сверлении стали сверлами из быстрорежущей стали разных марок т = 0,2, при сверлении чугуна т = 0,125; Т0 — время работы станка, эквивалентное всем расходам, связанным со сменой и переточкой инструмента; с — число сверл в головке.
При большем числе сверл стойкость Т растет, а производительность падает (рис. 134, а, кривая 1). В этом случае выгоднее применять сменную головку и сверла менять вне станка (прямая 2).
При разных диаметрах D сверл их стойкость
A) S) Рис. |
 134 Графики к выбору типа головки
134 Графики к выбору типа головкиГде Тш — время на смену одного инструмента, мин; Tw — норма времени на заточку инструмента, мин; lw — заработная плата заточника за 1 мин; гш — накладные расходы по заточному цеху, %; Sw — начальная стоимость инструмента; K — число переточек, допускаемых инструментом; е — заработная плата рабочего за 1 мин; z0 — цеховые расходы по отношению к производственной зарплате, %.
При работе головки на режиме наибольшей производительности второе слагаемое в формуле (55) принимается равным нулю. Значения Т„ можно брать также по нормативам.
Все сверла многошпиндельных головок работают с одинаковой минутной подачей
SM = Nsor> = • (56)
Подачу на один оборот so6 и скорость резания v для отдельных сверл можно определить по выражениям
Cvdx
С4сл
1 6об
Подставив выражения (57), в формулу (56), получим
= 1°0°CDCs 1
ПТтСу 4+0,64/-* •
Из этого выражения видно, что минутная подача как лимитирующая величина должна устанавливаться по сверлам большого диаметра, так как показатель степени при D положителен.
Определив sM и рассчитав для отдельных сверл soCl по формуле (57), можно найти для них частоту вращения (мин) п — SJso6. Зная материал заготовки и значения so6, определяют для каждого шпинделя по формулам теории резания крутящие моменты МкР и осевые силы Р0. По величинам п и заданному расположению шпинделей устанавливают кинематическую схему головки и определяют передаточные отношения от центральной ведущей шестерни к шпиндельным шестерням. С учетом передаточных отношений определяют суммарный крутящий момент на валу 216
головки, частоту вращения этого вала, а также суммарную осевую силу. По этим величинам подбирают частоту вращения шпинделя станка, при которой обеспечивается передача найденного суммарного крутящего момента.
После корректирования величины суммарного крутящего момента и частоты вращения центрального вала головки по паспортным данным станка рассчитывают модуль и числа зубьев шестерен, а также размеры радиальных и упорных подшипников. При подборе числа зубьев принятые передаточные отношения могут изменяться, и приходится дополнительно уточнять расположения осей центрального и промежуточных зубчатых колес.
При подборе числа зубьев принятые передаточные отношения могут изменяться, и приходится дополнительно уточнять расположения осей центрального и промежуточных зубчатых колес.
Конструктор должен также определить размеры валов и осей вубчатой передачи головки. При подборе подшипников качения их долговечность принимается 2000—3000 ч основного (машинного) времени. В этом случае замену подшипников при двухсменной работе головки производят через 1,5—2 года.
Шпиндели головок изготовляют из сталей 4-5 и 40Х; зубчатые колеса из сталей 20X, 12ХНЗА с последующей цементацией и закалкой или из стали 40Х (закалка). Для корпусных головок применяют серый чугун СЧ 12 или СЧ 15, а также алюминиевые сплавы типа АЛ9.
При конструировании головок с переставляющимися, а также с кривошипными шпинделями методика расчета видоизменяется. Частота вращения у всех шпинделей этих головок принимается одинаковой. Ввиду общей для всех шпинделей минутной подачи sM, подача на один оборот so6 у них также одинакова. Значение sn6 следует определять по сверлу наименьшего диаметра, как наименее прочному из данного комплекта инструментов:
Значение sn6 следует определять по сверлу наименьшего диаметра, как наименее прочному из данного комплекта инструментов:
С _ г и0’6
Для сверла наибольшего диаметра lOOOo ЮООСХ,,,
П
Отсюда
Ю00Со
Ттгу—1 Л — T J0,6 (у—1)
Для значения sM по выражениям (58) и (59) можно установить, что головка с разными частотами вращения шпинделей производительнее головки с постоянными частотами вращения в dmfnu~l) раз. Приняв, например, dmdX = 20 мм,
Dmm — 10 мм и г/ = 0,5, получим 20°’М0-°’3 = 1,23. При dniax = — dmin = 1 это соотношение равно единице.
На рис. 134, б показана зависимость времени сверления от отношения dmax/dram – При значении этого отношения больше 1,4 может оказаться выгодным разбить операцию на две с меньшим значением отношения. Тогда /о1 – f To2 •< T„.
При конструировании кривошипных головок необходимо определять диаметр шпинделей, радиус кривошипов, диаметр и длину кривошипной шейки шпинделей и ведущего вала, а также местоположение оси этого вала по отношению к шпинделям головки. Диаметр шпинделей определяют по моменту Мрез, который ОНИ передают. Момент резания рассчитывают по выбран
Диаметр шпинделей определяют по моменту Мрез, который ОНИ передают. Момент резания рассчитывают по выбран
Ной ранее величине подачи и диаметру сверла. Диаметр ведущего вала головки определяют по суммарному моменту от всех 1пп инд елей.
При определении радиуса г кривошипов следует учитывать, что с его увеличением уменьшаются действующая на кривошипную шейку сила Р, диаметр D и длина I этой шейки:
Р = MvJr и Р = Dlq,
Где Q — допустимое давление на поверхностях скольжения.
Увеличение г невозможно при малом расстоянии между шпинделями головки. При больших же г возрастает неуравновешенность ее движущихся частей. Для малых г зазор в сопряжении кривошипной шейки с поводковой плитой необходимо уменьшать.
Положение оси ведущего вала головки можно определить гра – 4оаналитическим методом. Вычерчивают расположение шпинделей головки в плане (рис. 135, а) с кривошипами, повернутыми в одну сторону..jpg) Перпендикулярно к ним откладывают силы
Перпендикулярно к ним откладывают силы
/ = Мрез L/R; Р2 = Л4рез T/П . . .; Рп = Мрез п/Г-
Далее находят направление равнодействующей этих сил (линия 1—/). Вычерчивают расположение шпинделей с кривошипами, повернутыми на 90° (рис. 135, б) и действующими на них теми же силами. Как и в предыдущем случае, проводят равнодействующую этих сил (линия 2—2). Пересечение линий 1—1 и 2—2 в точке О определяет положение оси кривошипной шейки ведущего вала головки. На расстоянии г от этой точки на линии 1—1 расположена ось ведущего вала головки (точка Ог). Использование изложенного метода обеспечивает плавную и надежную работу всех шпинделей.
Рис. 135. Определение положения оси ведущего кривошипа головки |
Правильно сконструированные кривошипные головки удовлетворительно работают при условии одновременного врезания и одновременного выхода всех ее инструментов. В противном случае возможно заедание и заклинивание отдельных кривошипов
В противном случае возможно заедание и заклинивание отдельных кривошипов
и возникновение больших распирающих сил. Например, кривошипный механизм перестает работать, если из всего комплекта инструментов в конце операции продолжает работать одно сверло.
Диаметр и длину шейки кривошипа ведущего вала рассчитывают по радиальной силе
Г
На эту шейку обычно монтируют подшипник качения, в то время как кривошипные шейки рабочих шпинделей из-за стесненности пространства вращаются в подшипниках скольжения.
Вновь изготовленное приспособление тщательно проверяют перед сдачей в эксплуатацию. Проверка предусматривает: внешний осмотр, контроль комплектности в соответствии с чертежом, правильность изготовления приспособления по основным элементам и сопряжениям (плавность и легкость …
Приспособления изготовляют различными методами. Универсальные приспособления выпускаются в значительном количестве для укомплектования новых станков и действующего станочного оборудования; значительная часть их стандартизована (трех – и четырехкулачковые патроны, плиты и другие …
На станках с программным управлением (ПУ) обрабатывают детали широкой номенклатуры малыми партиями. Характерным для этих станков является быстрая сменяемость партий, сложность и повышенная точность обработки деталей. Приспособления для станков с …
Характерным для этих станков является быстрая сменяемость партий, сложность и повышенная точность обработки деталей. Приспособления для станков с …
Патрон для нарезания резьбы на сверлильном станке
Содержание
- Конструктивные особенности
- Принцип работы
- Достоинства и недостатки использования резьбонарезных патронов
- Классификация
- Реверсивный механизм резьбонарезных патронов
- Содержание: Скрыть Открыть
- Конструкция сверлильных патронов
- Виды фиксации инструмента
- Возможности применения
- Общие правила эксплуатации
- Действующие ГОСТы
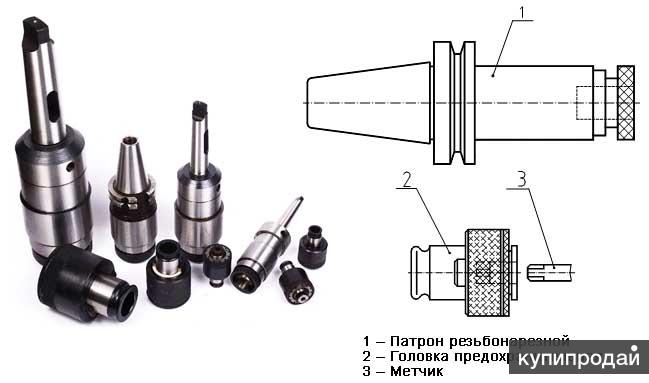
Патроны резьбонарезные с головками предохранительными
Патроны резьбонарезные с головками предохранительными предназначены для нарезания различных типов правой резьбы метчиками. Применяются на сверлильных, фрезерных, токарных станках и станках типа обрабатывающий центр. Резьбонарезные патроны имеют механизмы осевой компенсации, позволяющие компенсировать разность между подачей станка и шагом метчика, предусмотрен механизм быстрой смены головок предохранительных на другой диаметр метчика.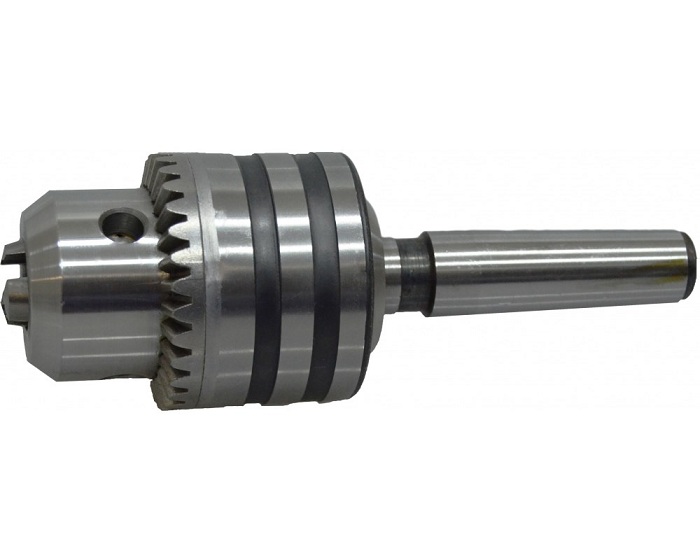
Головка имеет встроенную предохранительную шариковую муфту с механизмом регулировки передаваемого крутящего момента для нарезания резьбы в различных материалах, что позволяет предохранить метчики от поломки (при увеличении момента метчик останавливается). Это наиболее целесообразно и незаменимо при нарезании резьб в глухих отверстиях, труднообрабатываемых материалах, при нарезании резьб с мелким шагом. Головка имеет механизм быстрой смены метчика с надежной фиксацией в течении нескольких секунд.
Патрон резьбонарезной Головка предохранительная Метчик
Головка предохранительная
Устройство и принцип работы:
1 – корпус; 2 – втулка; 3 – шарики; 4 – пружина; 5 – поводок;
6 – шарики; 7 – пружины тарельчатые; 8 – кольцо; 9 – гильза;
10 – гайка; 11 – кольцо замковое; 12 – заглушка; 13 – шайба
– Метчик устанавливается в квадратное отверстие корпуса 1 и втулку 2.
– Зажим метчика производится шариками 3 при перемещении втулки 2 пружиной 4.
– Крутящий момент к корпусу 1 от резьбонарезного патрона передаётся поводком 5 через шарики 6, поджатые кольцом 8 и тарельчатыми пружинами 7 в лунки корпуса.
Регулировка крутящего момента обеспечивается изменением величины деформации тарельчатых пружин 7 при вращении гайки 10.
Головка предохранительная поставляется с отрегулированным крутящим моментом, обеспечивающим нарезание указанной на головке резьбы в стали 45, 153. 203 HB по ГОСТ 1050-88.
Величина крутящего момента для других сталей определяется эксперементально и регулируется вращением гайки 10, согласно паспорта изделия.
Порядок настройки и работы:
При нарезании резьбы в сталях с механическими свойствами, отличающимися от стали 45, необходимо выполнить следующее:
– расчётным или эксперементальным методом (с помощью динамометрического ключа) определить момент резания Нм в данной стали необходимым метчиком.
– снять замковое кольцо и произвести настройку крутящего момента вращением гайки по часовой стрелке для увеличения крутящего момента. Контроль головки на крутящий момент производится динамометрическим ключом и специальной оправкой, зафиксированной вместо метчика. После настройки головки гайку зафиксировать кольцом замковым.
– после настройки головка готова к эксплуатации и правильно отрегулированная головка должна обеспечить плавное нарезание метчиком резьбы, при упоре метчика в дно глухого отверстия появление треска в головке сигнализирует о прекращении вращения метчика.
– при нарезании резьбы с мелким шагом величина крутящего момента определяется по формуле:
где, Мт- крутящий момент по таблице, Рх- шаг нарезаемой резьбы, Р- крупный шаг резьбы для данного диаметра.
Головки предохранительные
Применяются совместно с патронами резьбонарезными.
Предназначены для крепления правых метчиков
Преимущества:
- обеспечение качественного нарезания правых резьб.
- наличие встроенной предохранительной муфты
предотвращает от поломок метчика в случае слишком
большого увеличения крутящего момента: например метчик
достигает дна глухого отверстия.
- наличие механизма регулировки крутящего момента,
быстрой смены и крепления метчика.
ТУ РБ 00223728.011-98
Обозначение
Хвостовик
D
d
l
d1х
D нарезаемых резьб
Крутящий момент Нм*
по стали 45
153. 203 НВ
кг
Метрической,
мм
Дюймовой,
дюймы
Трубная цилиндр. ,
,
дюймы
ГОСТ 6357-81
Многие станки могут применяться для выполнения нескольких задач. В некоторых случаях показатель их функциональности зависит от оснастки. Резьбонарезной патрон предназначен для нарезания резьбы, когда в качестве режущего инструмента используется метчик. Есть возможность использовать резьбонарезные патроны также и в обрабатывающих центрах. Их популярность довольно велика. Однако для того чтобы получить резьбу нужного качества следует правильно подобрать оснастку.
Конструктивные особенности
Процесс резьбонарезания при применении токарных и сверлильных, фрезерных станков, когда обработка проводится человеком, а не программой, очень сложен. Только мастера высокой квалификации могут создавать резьбу с указанными параметрами согласно ГОСТ. Когда стало возможно использовать резьбонарезные патроны с головками, процесс создания резьбы метчиками несколько упростился. Это связано со следующими особенностями конструкции:
- Система осевой компенсации – проводит компенсирование показателя разности между установленной подачей и шагом установленного метчика.
 Рассматриваемая особенность дают возможность применять сверлильные станки для создания резьбовой поверхности в цилиндрическом теле согласно ГОСТ.
Рассматриваемая особенность дают возможность применять сверлильные станки для создания резьбовой поверхности в цилиндрическом теле согласно ГОСТ. - Установленная внутри предохранительная муфта проводит регулировку показателей передаваемого крутящего момента. Муфта шариковая. Подобный предохранительный элемент позволяет настроить наиболее оптимальный режим обработки для различных сплавов. Если требования, указанные по ГОСТ, требуют большой точности, крутящий момент уменьшают, скорость обработки падает, но достигается более высокая точность. Кроме этого важно учитывать то, из какого материала изготовлены метчики. Уменьшение крутящего момента – мера, позволяющая защитить метчик от поломки.
Предохранительный механизм срабатывает при остановке метчика. Если его не будет, тогда режущий инструмент может сломаться от возникающей нагрузки.
Резьбонарезные предохранительные головки с метчиками
Принцип работы
Предохранительные головки, которые используются при работе сверлильного станка, состоит из следующих элементов: металлического корпуса, поводка, втулки, нескольких шариков, тарельчатой пружины и обычной, гайки, гильзы, шайбы, замкового кольца.
Все составляющие позволяют создать предохранительную конструкцию для защиты режущего инструмента от сильного воздействия вращающей силы.
Принцип работы следующий:
- Для метчика есть специальное гнездо, которое имеет квадратную форму. Гнездо представлено отверстием в корпусе и специальной втулкой.
- Зажим режущего инструмента происходит за счет шариков и перемещения втулки под действием пружины.
- Основное движение, осевое, передает крутящий момент к корпусу через шарики и поводок, которые поджимаются тарельчатыми пружинами и кольцом.
- Специальная гайка изменяет показатель деформации тарельчатых пружин, что и обуславливает изменение показателя передаваемого крутящего момента.
Головка предохранительная поставляется с определенными настройками для сталей по ГОСТ 1050-88. Для настройки их работы при условии, что заготовка изготовлена из других металлов, проводится подкрутка регулировочной гайки.

К достоинствам резьбонарезных патронов можно отнести:
- Высокое качество обработки при использовании метчиков.
- Возможность уменьшение себестоимости за счет использования оборудования, которое выполняет не только работы по резьбонарезанию.
- Предустановленный показатель передаваемого крутящего момента согласно ГОСТ.
- Возможность наладки работы при помощи специальной гайки.
- Быстрая смена режущего инструмента вместе с предохранительной головкой.
- Возможность использования с предохранительным устройством, которое защитит режущий инструмент от губительного воздействия высокого показателя крутящего момента.
- Обработку может проводить мастер, не обладающий высокой квалификации.
Среди недостатков можно отметить только увеличение себестоимости деталей, а также специализацию большого числа моделей рассматриваемой оснастки на нарезании правой резьбы.
Классификация
Практически все виды рассматриваемой оснастки имеют схожую конструкцию. Однако они отличаются по следующим основным признакам, которые и является критериями для проведения классификации:
Однако они отличаются по следующим основным признакам, которые и является критериями для проведения классификации:
- Тип хвостовика, который определяет ГОСТ.
- Диапазон нарезания, в котором может использоваться конкретная модель. Речь идет о диаметре тела вращения.
- Тип конуса.
- Длина и другие размеры.
Все модели обозначены согласно правилам ГОСТ, что позволяет найти необходимый вариант достаточно быстро.
Набор резьбонарезных предохранительных головок с патроном
Кроме этого можно выделить следующие типы резьбонарезных патронов:
- Для «жесткого» нарезания.
- Для обработки с компенсацией.
Существуют варианты исполнения, которые создаются по заказу под определенные станки .
Реверсивный механизм резьбонарезных патронов
В некоторых случаях станок не имеет возможности реверсивного движения шпинделя. Именно поэтому были созданы специальные реверсивные резьбонарезные патроны. Их конструкция имеет следующие особенности:
- Зажимной тип оснастки.

- Эластичная втулка.
- Механизм защиты от перезагрузки и компенсации шага.
Реверсивный резьбонарезной патрон
Конструкция позволяет менять направление вращения без изменения режима резьбонарезания. Согласно ГОСТ также проводится выбор по нужному диаметру резьбы и ее параметры.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Содержание: Скрыть Открыть
Сверлильный патрон – это основной элемент оснастки сверлильных и токарных станков, а также электрического, пневматического и ручного инструмента, предназначенный для крепления металлорежущего инструмента с цилиндрическим хвостовиком на шпиндель. В основном это сверла различного диаметра, а также развертки, зенкера, фрезы, метчики и другой инструмент.
Конструкция сверлильных патронов
Если рассматривать конструкцию патрона кулачкового типа, то он включает следующие основные элементы:
- корпус;
- гайка с обоймой;
- винтовой хвостовик с левой резьбой;
- шарикоподшипник между гайкой и хвостовиком;
- кулачки.

В обойме профрезерованы три паза с кулачками (зажимами), также 3 Г-образных паза имеется и в верхней части винта. Последние обеспечивают подвижную радиальную связь зажимов и винта. Вращение осуществляется с помощью ключа, который входит в зубчатое зацепление с обоймой. Концевая часть ключа фиксируется в корпусе патрона.
При вращении хвостовой части винт совершает осевые движения, придавая зажимам патрона радиально-осевое перемещение. Кулачки осуществляют скольжение внутри корпуса и по бортику обоймы, обеспечивая фиксацию инструмента или освобождая его от действия сжимающих сил.
В процессе сверления хвостовик патрона проворачивается в его корпусе в направлении часовой стрелки. Тем самым на винт действует усилие затягивания, которое усиливает силу фиксации инструмента. При смене инструмента обойма вращается против часовой стрелки с помощью ключа, тем самым разжимая кулачки.
Виды фиксации инструмента
Существует несколько основных видов фиксаторов инструмента для сверлильных станков:
- Трехкулачковый патрон для зажима цилиндрического хвостовика.

- Двухкулачковый патрон. Применяется при малых нагрузках для инструментов небольшого диаметра.
- Быстросменные устройства с коническим хвостовиком.
- Самоустанавливающиеся фиксирующие устройства. Применяются для расточки предварительно просверленных отверстий.
- Предохранительные фиксаторы применяются для работы с метчиками при подготовке резьб.
- Реверсивные патроны для сверлильных станков. Применяются при нарезании резьбы на оборудовании без обратного вращения шпинделя.
Возможности применения
Сверлильные патроны применяются для фиксации металлорежущего инструмента с хвостовиком диаметром до 20 мм. Конструкция и разнообразие вариантов исполнения оснастки позволяет использовать её для целого ряда технологических операций:
- Сверление отверстий в деталях. Возможна резка как сквозных отверстий, так и глухих требуемой длины.
- Рассверливание заранее просверленных отверстий под больший диаметр.
- Уменьшение шероховатости внутренней поверхности отверстия путем зенкерования.

- Развертка отверстий конической и цилиндрической формы.
- Подготовка фасок и выемок под шайбы и потайные головки путем зенкования.
- Раскатка отверстий с помощью оправки и закаленных тел качения (шариков и роликов) для получения плотной и гладкой поверхности с малой шероховатостью.
- Нарезание резьб метчиком на всю глубину или на её часть.
- Подрезание торцов для получения ровной поверхности под прямым углом к оси отверстия.
Также возможно развальцовывание полых заклепок и многие другие металлорежущие операции.
Общие правила эксплуатации
Для обеспечения точности при выполнении работ, долговечности оснастки, инструмента и оборудования рекомендуется следовать правилам безопасной эксплуатации:
- Подбор патрона осуществляйте по минимальному и максимальному диаметру хвостовика инструмента.
- При выборе патрона учтите его конструкцию, особе внимание уделите способам соединения со шпинделем (номеру конуса) и фиксации инструмента.

- Используйте различные переходные конусные втулки для фиксации патрона и инструментов. При установке убедитесь в чистоте поверхности конуса.
- Перед сверлением отметьте керном центр будущего отверстия.
- При подборе сверла учтите вибрацию патрона, что увеличивает получаемый диаметр на 0,05 – 0,3 мм. Для высокоточного сверления используйте прецизионные патроны.
- Применяйте тиски, призмы и прочие фиксаторы для обрабатываемых деталей.
- Используйте СОЖ для охлаждения инструмента и продления срока его эксплуатации.
- При сверлении отверстий большого диаметра используйте инструмент меньшего размера с последующим рассверливанием.
Действующие ГОСТы
Определяет основные размеры и прочие параметры трехкулачковых сверлильных патронов ГОСТ 8522. Быстросменную оснастку регулирует ГОСТ 14077-83. Также существуют и другие стандарты, определяющие параметры всех типов сверлильных патронов.
Патрон для сверлильного станка | Главный механик
В настоящее время развитие станочной промышленности переживает настоящий бум. Что касается сверлильных станков, которые предназначены для создания отверстий, как сквозных, так и глухих, их выпускают как для промышленности, так и для бытовых целей. Причем сверление можно производить различных материалов и диаметр отверстий может быть до 100 мм, это зависит мощности оборудования.
Что касается сверлильных станков, которые предназначены для создания отверстий, как сквозных, так и глухих, их выпускают как для промышленности, так и для бытовых целей. Причем сверление можно производить различных материалов и диаметр отверстий может быть до 100 мм, это зависит мощности оборудования.
В большинстве выпускают промышленные станки. Здесь большая линейка различных моделей и производителей. Они бывают:
Универсальные используются для сверления и обработки отверстий от начала до конца.
Специализированные выполняют только определённые операции и перенастроить их порой невозможно.
Патроны для сверлильно присадочных станков также имеют свои особенности и различаются по назначению. В основном это быстросменные патроны.
Патрон быстросъемный для сверлильно – присадочных станковОсновные отличия профессиональных сверлильных станков от бытовых станковБольшинство современных станков сейчас оснащены ЧПУ, что открывает большие возможности увеличивать как производительность работы, так и её качество. ЧПУ обеспечивает большую точность отверстий, чем при ручной настройке. Но есть отличия в станках для металлообрабатывающей промышленности и для деревообрабатывающей промышленности. На мебельном производстве в основном используют универсальные станки, способные не только сверлить отверстия, но и делать пазы, высверливать гнёзда.
ЧПУ обеспечивает большую точность отверстий, чем при ручной настройке. Но есть отличия в станках для металлообрабатывающей промышленности и для деревообрабатывающей промышленности. На мебельном производстве в основном используют универсальные станки, способные не только сверлить отверстия, но и делать пазы, высверливать гнёзда.
Конечно, промышленное сверлильное оборудование более сложное и в изготовлении и в эксплуатации. Регулировка скорости вращения, скорости подачи, регулировка глубины сверления производится автоматически. Схема оборудования более сложная и надежная, чем в бытовых станках. Также предусмотрена автоматическая подача охлаждающей жидкости на сверло. И опорные подшипники, и патроны для сверла также имеют своё отличие.
Если брать бытовую технику, она отличается и размером и мощностью от профессиональной. Она обычно устанавливается или в домашней мастерской или дома на ровную поверхность, ту, которая удобна для использования. Это в основном рабочий стол или верстак. Практически в 90% это вертикальный станок, который состоит из шпиндельной бабки с патроном, стойки, на которую смонтирована сверлильная головка и опорная плита, изготовлена в основном из чугуна и служащая основанием станку.
Это в основном рабочий стол или верстак. Практически в 90% это вертикальный станок, который состоит из шпиндельной бабки с патроном, стойки, на которую смонтирована сверлильная головка и опорная плита, изготовлена в основном из чугуна и служащая основанием станку.
Работает станок за счет двух одновременных движений шпиндельной головки: вращение и опускание вертикально. Этот узел работает за счет электродвигателя с мощностью для бытовых станков от 250 до 1000 Вт. Её вполне достаточно для тех задач, которые будет выполнять это оборудование.
Очень многие модели имеют регуляторы скорости вращения сверла, обычно это происходит при помощи перемещения ремня на шкиву. При выборе инструмента желательно сразу определить ту максимальную высоту деталей, которые обычно будут подвергнуты обработке. Обычно это размер от 200 до 900 мм. Также нужно обратить внимание на плиту основание, от которой будет зависеть устойчивость оборудования. Её делают с несколькими пазами, служащими как для сверления, так и для закрепления приспособлений, например, тисков.
Её делают с несколькими пазами, служащими как для сверления, так и для закрепления приспособлений, например, тисков.
Патроны обычно используются практически такие, как и на ручной дрели. Это быстросъемные патрона для сверлильного станка, ключевые патроны, а также патроны для сверлильного станка с конусом, резьбонарезной патрон для сверлильного станка. Последний используется для нарезания правой резьбы при помощи метчиками, которые и закрепляются в таком патроне.
Набор резьбонарезных патронов с хвостовикомСхема резьбонарезного патрона: 1― корпус; 2 ― втулка; 3 ― шарики; 4 ― пружина; 5 ― поводок; 6 ― шарики; 7 ― пружины тарельчатые; 8 ― кольцо; 9 ― гильза; 10 ― гайка; 11 ― кольцо замковое; 12 ― заглушка; 13 ― шайба.Эти патроны применяются в основном в профессиональном оборудовании, но иногда и в бытовом, но с хорошей оснасткой. Такие патроны имеют специальные механизмы компенсации, при помощи которых происходит баланс между шагом метчика и подачей станка и сохраняет и метчики, и головку от поломки.
Он также имеет свои стандарты, как российские, так и европейские. Такие патроны по способу крепления к станку бывают двух видов:
- патроны, которые крепятся к станку при помощи конуса;
- патроны, которые крепятся при помощи резьбы;
Различие и по внутреннему строению. Самозажимной патрон для сверлильного станка с конусом Морзе должен соответствовать и внутри и по внешнему размеру нормативам и стандартам. Иначе купить соответственный патрон для сверлильного станка с конусом будет невозможно. В СССР был установлен ГОСТ 8522-79, в котором учитывалось и учитывается до сих пор все типы размеров сверл от минимального до максимального, конус Морзе, а также наличие колец для фиксации или ключа. Конечно, этот ГОСТ не догма, возможны и доработки, но если конус сверла и конус патрона будут не соответствовать, говорить о качестве работы не приходится. Биение смажет точность сверления.
Если же нужно купить быстрозажимной патрон для сверлильного станка, его нужно подбирать по тому размеру, который имеется в крепёжном отверстии, а также по размерам самой резьбы оборудования. Конечно, такие патроны наиболее долговечные и удобные, но также являются и самыми дорогими. Если станок имеет обороты средние и выше, предпочтительнее остановить свой выбор на нем, тем более с применением конусных хвостовиков.
Быстросъемный патрон для сверлильного станкаПри работе нужно учитывать и то, что при недостаточной фиксации может произойти выпадение патрона, поэтому он также имеет в своем креплении стопорное кольцо. Нужно также знать, что быстрозажимной и самозажимной патрон это не одно и то же. Самозажимные патроны это те, которые фиксируются только при помощи гайки, не применяя при этом ключ.
Техника безопасности при работе на станкахТак как это электрооборудование и имеет вращающиеся механизмы, не будет лишним напомнить о технике безопасности. Нужно позаботиться о том, что бы станок был в исправном состоянии и электрические части были надёжно заизолированы. Бытовой станок обычно работает от напряжения 220 В. Нужно позаботиться об исправности патрона, который удерживает сверло, периодически его смазывать и проводить осмотр на предмет поломок.
Нужно позаботиться о том, что бы станок был в исправном состоянии и электрические части были надёжно заизолированы. Бытовой станок обычно работает от напряжения 220 В. Нужно позаботиться об исправности патрона, который удерживает сверло, периодически его смазывать и проводить осмотр на предмет поломок.
При необходимости, нужно произвести или ремонт или замену патрона. Следить за соответствием размеров конуса патрона и хвостовика, что может сказаться не только на износе инструмента и качестве сверления, но и вашей безопасности. Ну и банальное: рукава должны быть застёгнуты. полы одежды не должны болтаться во избежание захвата вращающимися частями станка.
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
zakaz@themechanic.
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|
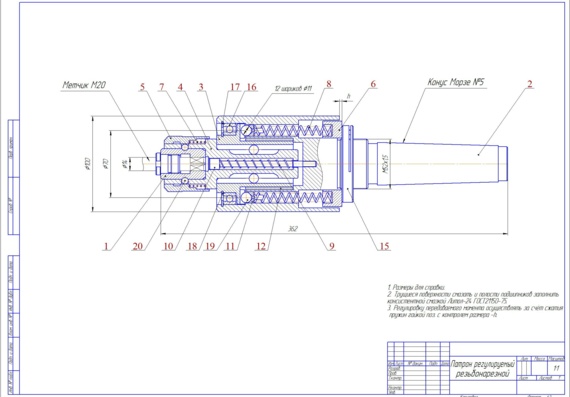 ru
ruВнимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
виды, особенности, предназначение :: SYL.
 ru
ruОписание и применение патронов
Патрон сверлильный применяется для осуществления сверления как ручным инструментом (сюда входит дрель либо шуруповерт и перфоратор), так и на различных станках. Данные патроны выпускаются по европейским и отечественным стандартам. Приборы обязаны соответствовать требованиям жесткости крепления, радиальному биению типового размера, нужного для осуществления сверления, в зависимости от размеров сверла, а также плотности материала. Чем она жестче, тем, значит, больше будет нагрузка на сверло. А если же патрон подобрали неверно, то сверло сломается.
Патроны для сверлильного станка подразделяются на 2 большие группы по типу крепления:
- Патроны, соответствующие крепежному отверстию в токарном станке для конусных креплений.
- Патроны, имеющие резьбовое сцепление со станком.
Общие сведения
Применение сверлильных станков обуславливает необходимость создания в заготовках различного размера отверстий желаемой величины. Эта филигранная работа производится методом сверления. Строение сверлильного станка простое, но даже настроенное оборудование не может функционировать без патрона для сверлильного станка. Его задача заключается в надежном закреплении самого сверла и равномерной передаче на него усилия двигателя.
Эта филигранная работа производится методом сверления. Строение сверлильного станка простое, но даже настроенное оборудование не может функционировать без патрона для сверлильного станка. Его задача заключается в надежном закреплении самого сверла и равномерной передаче на него усилия двигателя.
Изделия применяются не только на неподвижном сверлильном оборудовании, особенно больших размеров, их мастера встречают в обычных дрелях, даже миниатюрный шуруповерт оснащается этим крепежным элементом. Согласно стандартам, перед работой подбор изделия выполняется путем сравнивания его свойств со следующими пунктами:
- подобрать правильную жесткость изделия, это обеспечит надежность закрепления сверла;
- проверить, насколько соответствует типоразмер радиальному биению;
- толщина используемого сверла во многом обуславливает выбор патрона;
- сверло и использующийся патрон должны подходить под материал заготовки.
Если пренебречь жесткостью материала, нагрузка в процессе работы на сверло возрастет, это приведет к его поломке, перегреву и нарушению целостности патрона. В худшем случае это приведет к неполадке самого устройства.
В худшем случае это приведет к неполадке самого устройства.
Устройство сверильного станка
Быстрофункционирующий патрон сверлильный самозажимной
Механизм стандартных патронов не гарантирует хорошего центрирования и прочного крепления зажимаемого режущего приспособления, что, конечно, вызывает затраты времени при частой смене инструмента во время работы.
Патрон сверлильный состоит из следующих элементов: корпуса, в котором, благодаря гайке, имеются обойма, а также винтового хвостовика с левой резьбой. Между гайкой и хвостовиком расположен шарикоподшипник. В обойме на равных друг от друга промежутках профрезерованы 3 паза, в них помещены кулачки. На верхней части винта прорезаны 3 радиальных Г-образных паза, предусмотренных для подвижного радиального соединения кулачков с винтом.
При вращении хвостовика по отношению к корпусу патрона, винт развинчивается либо завинчивается и передает кулачкам осевой, а также радиальный ход, принуждая их скользить и внутри корпусного конуса, и по бортику обоймы. Данным методом осуществляется совмещенное аксиальное, а также радиальное передвижение кулачков и совершается зажим либо освобождение прибора.
Данным методом осуществляется совмещенное аксиальное, а также радиальное передвижение кулачков и совершается зажим либо освобождение прибора.
При сверлении хвостовик проворачивается в корпусе сверлильного патрона по часовой и выворачивает винт, смещающий кулачки и усиливающий зажим сверла. При смене сверла нужно, поддерживая хвостовик, вращать остов против часовой, при этом винт перемещает кулачки и совершает их разжим. С использованием шариковой опоры можно быстро совершить разжим, даже когда деталь сильно затянута.
Кулачковые патроны
Строение кулачкового крепежа имеет 4 важных составляющих: крепкий корпус, втулку, специальные кулачки и кольцо. Большим преимуществом этого механизма является отсутствие пластмассовых внутренних деталей, но имеется и недостаток – для фиксации используется специальный ключ. Он значительно замедляет процесс замены насадок, их центровку. К слову, точность центровки у этой разновидности крепежа недостаточная, что приводит к расшатыванию и ослаблению сверла.
Кулачковый патрон
Предназначение данных патронов
Сверлильные патроны разделяются на несколько видов. Они бывают с механическим зажимом либо самозажимные, кроме того, они различаются в зависимости от закрепляемого режущего прибора:
- Патрон сверлильный с конусом подразделяется на несколько видов: B16, В18, В24, В32 и т. д. А в случае необходимости взаимодействия конуса со шпинделем (сначала он обязан точно подойти к внутреннему отверстию последнего), данный патрон уже совмещается с ним. Кроме всего, некоторые сверлильные самозажимные патроны с конусом в хвосте специально производились под точное соединение.
- Патрон сверлильный самозажимной – это очень точный прибор, который может самопроизвольно зажать режущий аппарат с хвостовиком в виде конуса. Данные патроны используются и на станках с числовым программным управлением, а также на координатно-расточных и вертикально-сверлильных станках.
- Патроны, взаимодействующие с корончатыми сверлами.
 Они применяются для закрепления сверл корончатого вида. По сравнению со спиральными, названные высверливают отверстия большого диаметра за очень короткое время. Процесс при этом происходит не только быстро, но и очень точно.
Они применяются для закрепления сверл корончатого вида. По сравнению со спиральными, названные высверливают отверстия большого диаметра за очень короткое время. Процесс при этом происходит не только быстро, но и очень точно.
Патроны с конусом Морзе
Такие конструкции характерны для оборудования, где предусмотрено соответствующее конусное крепление. Размеры оснастки должны строго соответствовать нормам ГОСТ 8255-79. Ключевым требованием считается максимальное снижение радиального биения инструмента, и допуск по нижней границе закрепления сверла в патроне.
Типоразмеры рассматриваемой оснастки для сверлильного станка различаются по следующим параметрам:
- По диапазону диаметров крепёжной части сверла, которое может быть установлено в патроне.
- По конструкции зажимного узла: ключ, зажимная гайка (с фиксирующим кольцом или без него).
- По конструктивному оформлению внешней поверхности патрона (ГОСТом не ограничивается).
Конусы Морзе в сверле и патроне должны совпадать. Малейшее отклонение снижает усилие зажима и вызывает биение сверла даже при незначительных продольных нагрузках на инструмент.
Малейшее отклонение снижает усилие зажима и вызывает биение сверла даже при незначительных продольных нагрузках на инструмент.
Конус Морзе, названный в честь его изобретателя Стивена Морзе, представляет собой конический элемент, обладающий способностью к самоцентрированию. Для универсализации крепления изготавливается большая линейка переходных втулок с одного размера конуса Морзе на другой. Маркировка таких втулок обязательно включает в себя букву «В» и две цифры, характеризующие высоту конической части: например, обозначение В24 указывает, что этот конус Морзе имеет высоту 24 мм. Встречается и прежняя маркировка — от КМ-0 до КМ-7 (старое обозначение привязывалось к метрическим конусам, а сами конусы Морзе были примерно вдвое длиннее).
Патрон с конусом обеспечивает возможность своей удобной и соосной установки в шпиндельной головке сверлильного станка, ведь демонтировать конус Морзе с патрона значительно удобнее, чем со шпинделя. Наличие конуса Морзе, как переходной детали от патрона к шпинделю, предохраняет элементы оснастки от разрушения в случае перегрузки по крутящему моменту. В этом случае всё ограничивается только конусом, в то время как сам патрон остаётся неповреждённым.
В этом случае всё ограничивается только конусом, в то время как сам патрон остаётся неповреждённым.
Рассчитаны патроны с конусом Морзе для применения со свёрлами диаметром от 16 до 30 мм. В комплект входит также зажимной ключ. Такая инструментальная оснастка выпускается в соответствии с нормативными требованиями ISO 148-95, что делает патроны вполне унифицированным инструментом. Они с успехом могут быть применены как на отечественном оборудовании, так и для сверлильных станков импортного производства.
Особенности и описание патрона 16 мм
Отдельно рассмотрим быстрозажимной патрон сверлильный 16 мм. Он специально спроектирован для высокоточных станков, работающих на больших оборотах. Внутренний конус этого патрона в диаметре равен 16 мм.
Его особенностью является то, что, благодаря добавочным оправкам, предназначающимся для расположения на сверлильных патронах, он дает возможность установить патрон с конусом внутри на патрон с конусом снаружи.
Сверлильный патрон
Применяется исключительно на сверлильных станках – многие люди знакомы с ним по ручным и электрическим дрелям. В металлообрабатывающей промышленности сверлильные патроны могут снабжаться пневматическим или гидравлическим приводом. Несмотря на свою мнимую универсальность, такой патрон обладает достаточно серьёзными недостатками:
В металлообрабатывающей промышленности сверлильные патроны могут снабжаться пневматическим или гидравлическим приводом. Несмотря на свою мнимую универсальность, такой патрон обладает достаточно серьёзными недостатками:
- Во-первых, он не способен воспринимать большие радиальные нагрузки, что исключает его из процесса сверления больших отверстий.
- В-вторых, он имеет довольно большую стоимость.
Из положительных качеств можно отметить только одно – он обладает возможностью зажимать инструмент в широком диапазоне диаметров.
Альтернативой сверлильным патронам служат всевозможные инструментальные конусы с плоским хвостовиком – их с успехом применяют как на сверлильных станках, так и на токарных, устанавливая их в заднюю бабку станка.
Это только основные виды патронов для установки заготовок в станки. Кроме них успешно используются всевозможные разновидности термо-патронов и гидравлических зажимов.
Для каких целей используются патроны
Патроны сверлильные предназначаются для зажима и крепления несимметричных сложных заготовок цилиндрической и нецилиндрической формы. При этом выделяют самоцентрирующиеся патроны для деталей, имеющих осесимметричную форму, а также патроны с независимыми кулачками — для несимметричных.
При этом выделяют самоцентрирующиеся патроны для деталей, имеющих осесимметричную форму, а также патроны с независимыми кулачками — для несимметричных.
Цанговые используются для крепления сверл малого диаметра с хвостовиком в виде цилиндра.
Переходные конусообразные втулки – используются для закрепления аппарата с хвостовиком в виде конуса, если номер конуса хвостовика прибора не соответствует номеру конуса в шпинделе агрегата.
Быстросменные – применяются для моментальной смены режущего механизма во время обработки, это сокращает время и повышает производительность работы при изготовлении отверстий.
Самоустанавливающиеся – используются при изготовлении заранее сделанных отверстий, предоставляют возможность центрировать агрегат по оси обтачивающего отверстия.
Цанговые патроны для сверления
Крепежной особенностью в конструкции любого сверла является присутствие двух канавок. Установка насадки в патрон сопровождается его поворачиванием, при этом стопорные шарики попадают в специальные углубления хвостовика. Замена оправки на этом заканчивается. При остановке работающего станка с крепежным механизмом этого типа автоматически блокируется шпиндель.
Замена оправки на этом заканчивается. При остановке работающего станка с крепежным механизмом этого типа автоматически блокируется шпиндель.
Такое крепление зажимов обеспечивает надежную фиксацию сверла за минимальное время. Уникальное строение цанги исключает возможность появления зазоров внутри крепежного механизма, это полностью ликвидирует колебания насадки при работе.
Резьбовые патроны: все, что вам нужно знать! – Руководство по резьбонарезным инструментам
Резьбовые патроны: регулируемые или с быстросменными вставками?
В сегодняшней статье мы хотели бы более подробно остановиться на различных метчиковых патронах. Вы получите ответы на следующие вопросы: Что такое резьбонарезной патрон? Как на самом деле работает резьбонарезной патрон? Что такое быстросменная вставка? В чем разница между регулируемым резьбовым патроном и быстросменной вставкой? Как они используются? Поехали!
Зачем нужен метчиковый патрон
Резьбовые патроны являются адаптерами для стационарных сверлильных станков. Они позволяют, например, сверлить инструментами с квадратным конусом. Инструменты фиксируются и центрируются патроном.
Они позволяют, например, сверлить инструментами с квадратным конусом. Инструменты фиксируются и центрируются патроном.
Фиксация
В центральной части адаптера находятся элементы для фиксации инструмента. На резьбовой болт, у которого с одной стороны нарезана левая резьба, а с другой — правая, с каждой стороны навинчена цилиндрическая губка. Два винта (пружины) выступают из основного корпуса инструмента в фиксирующую полость. Они служат ориентирами для канавок, выфрезерованных в губках. Этот механизм заставляет губки равномерно перемещаться по направлению друг к другу или от них при повороте резьбового стержня. Таким образом, две противоположные стороны квадратного гнезда зажимаемого инструмента фиксируются по центру от вращения вокруг собственной оси.
Резьбовой болт проходит не по центру зажимных кулачков, а над их центром, так что между держателем инструмента и кулачками имеется большая контактная поверхность.
Центрирование
В нижней части адаптера находятся три губки, выровненные друг с другом. Они охватывают хвостовик инструмента. При затягивании гаечным ключом три кулачка двигаются навстречу друг другу, пока не охватят хвостовик по центру.
Они охватывают хвостовик инструмента. При затягивании гаечным ключом три кулачка двигаются навстречу друг другу, пока не охватят хвостовик по центру.
Трансмиссия
Передача усилия от сверла к держателю метчика осуществляется через конус Морзе за счет трения покоя. При этом типе передачи мощности сцепление достигается исключительно за счет точной подгонки двух поверхностей друг к другу. Конус Морзе может быть зажат в сверле (требуется патрон для метчика без держателя) или может быть частью патрона для метчика (требуется патрон для метчика с держателем).
Дополнительная модификация
Поскольку механизм, описанный выше, обеспечивает высокую точность, но замена инструмента занимает много времени, существует также другой вариант держателя метчика. Это резьбовой патрон с держателем для быстросменных вставок. Но подробнее об этом в разделе: Патроны быстросменные метчиковые
Отличие: патрон для нарезки резьбы и быстросменный патрон для нарезки резьбы
Как мы уже говорили в начале этой статьи, всегда полезно использовать патрон для нарезки резьбы при нарезании резьбы штифтовым или вертикальным сверлом. Для простых патронов без автоматического возврата основное различие проводится между регулируемыми резьбонарезными патронами и быстросменными резьбонарезными патронами.
Для простых патронов без автоматического возврата основное различие проводится между регулируемыми резьбонарезными патронами и быстросменными резьбонарезными патронами.
Регулируемый метчик
С помощью регулируемого метчика можно зажать все метчики от M3 до M12. Краны расположены по центру передней части. Затем крепление затягивается шестигранным ключом на высоте квадрата и фиксируется метчик от проворачивания. Инструменты с цилиндрическим хвостовиком, такие как спиральные сверла, также можно закреплять при переднем центрировании. Существуют варианты с фиксированным конусом Морзе (например, MK 4) или для конических держателей оправки. Преимущество очевидно: вам нужен патрон для всех размеров от M3 до M12, и вы можете дополнительно зажать спиральные сверла от 4 мм до 12 мм.
Быстросменный резьбонарезной патрон
В случае использования резьбонарезных патронов для быстросменных вставок соединение со станком также осуществляется с помощью соответствующих держателей конических оправок. Принципиальная разница в расположении нарезных инструментов: для каждого квадратного размера нужна отдельная быстросменная вставка. Для этого у вас есть возможность очень быстро переключаться между отдельными размерами. Затем подготовленные быстросменные вставки заменяются одним щелчком.
Принципиальная разница в расположении нарезных инструментов: для каждого квадратного размера нужна отдельная быстросменная вставка. Для этого у вас есть возможность очень быстро переключаться между отдельными размерами. Затем подготовленные быстросменные вставки заменяются одним щелчком.
Дополнительно: Быстросменные вставки оборудуются заказчиком защитой от перегрузок. Если крутящий момент становится слишком большим, патрон отключается. Это предотвращает поломку инструмента. Патрон устанавливается на заводе. В зависимости от условий эксплуатации может потребоваться регулировка момента срабатывания. Это в основном зависит от рабочей среды (например, подачи СОЖ) или материала заготовки
Вы предпочитаете нарезать резьбу быстро и мобильно, т.е. с помощью аккумуляторного шуруповерта, а не с помощью сверлильного станка? Узнайте больше о нашем решении e-Tapping для санитарных систем, систем отопления и кондиционирования воздуха для наружного применения. Нажмите здесь, чтобы прочитать сообщение в блоге:
Резьбовой переходник QC e-Tapping с шестигранным стержнем для аккумуляторных шуруповертов
Щелкните здесь, чтобы перейти в магазин: QC-Adapter и SC-Adpater e-Tapping решения для SHK (сантехника, отопление и кондиционирование воздуха)
Заключение
При нарезании резьбы сверлами с коробчатой колонной мы рекомендуем использовать патроны с конусом Морзе. Если вы очень часто переключаетесь между размерами, вам лучше использовать быстросменные вставки. В противном случае достаточно регулируемого патрона. Если вам нужно быть быстрым и мобильным, рекомендуется серия e-Tapping.
Если вы очень часто переключаетесь между размерами, вам лучше использовать быстросменные вставки. В противном случае достаточно регулируемого патрона. Если вам нужно быть быстрым и мобильным, рекомендуется серия e-Tapping.
Еще одно замечание: Ваша дрель должна иметь правое и левое вращение, иначе они не подходят для нарезания резьбы.
Информация: Конус Морзе назван в честь американца Стивена А. Морса. Он изобрел конус Морзе в 1864 году.
Информация: Коническая оправка с конусом сверлильного патрона стандартизирована в DIN 238. С приводной стороны имеется конус Морзе (опционально MK 1-5) с ведущими кулачками, с другой сбоку имеется зажимная головка инструмента, выполненная в виде конуса с номинальным размером B (B 10 – B 24).
Информация: При необходимости спиральное сверло можно также закрепить с помощью быстросменных вставок.
Фиксация в сверлильном патроне дополнительно усилена тремя кулачками.
Теперь для оптимизации процесса можно использовать 2 быстросменные вставки. В одной из быстросменных вставок вы закрепите соответствующее сверло, а во второй – метчик. Таким образом, режущие инструменты можно заменить одним щелчком мыши, что избавляет от необходимости повторно выравнивать станок для нарезки резьбы.
Вам нужны резьбонарезные патроны?
Дополнительную информацию и предложения можно получить по запросу или в магазине.
Пожалуйста, напишите нам по адресу [email protected] или просто позвоните нам: +49 21 91 – 58 33
Сэкономьте 30% на запуске продукта!
В магазин
Щелкните здесь, чтобы перейти к нашему новому цифровому каталогу!
В каталог
Последние статьи
Принадлежности для сверлильных станков
TC – Патроны метчиковые МТ2, МТ3, МТ4 с контргайкой (всего 8 моделей). Наши резьбонарезные патроны совместимы с различными сверлильными станками. Тем не менее, мы рекомендуем использовать резьбонарезные патроны со сверлами Promotech PRO-52T, PRO-112T и PRO-132T, чтобы в полной мере воспользоваться преимуществами затянутой стопорной гайки.
TA – Переходники без предохранительной муфты для резьбонарезных инструментов размером от M3 до M42 для сквозных отверстий (всего 26 моделей)
TASC – Адаптеры для резьбонарезания с предохранительной муфтой для резьбонарезных инструментов размером от M3 до M42 для глухих отверстий (26 моделей) всего)
RA – Переходники для расширения ассортимента инструментов для нарезания резьбы для использования с определенными патронами для нарезки резьбы (всего 5 моделей)
Краткий обзор принадлежностей для нарезки резьбы Promotech
| TC — патроны для нарезки резьбы Код продукта | Переходники для нарезки резьбы типа TA и TASC (применимы для метрических и дюймовых размеров) | |||
| 19 мм [1] | 31 мм [2] | 48 мм [3] | 60 мм [4] | |
| MT2 OPR-0584-06-00-00-1 | | Н/Д | Н/Д | Н/Д |
| MT2 OPR-0584-10-00-00-1 | только с RDC-000008 | | Н/Д | Н/Д |
| MT3 OPR-0584-11-00-00-1 | | Н/Д | Н/Д | Н/Д |
| MT3 OPR-0584-08-00-00-1 | только с RDC-000008 | | Н/Д | Н/Д |
| MT3 OPR-0584-02-00-00-1 | только с RDC-000009 | только с RDC-000010 | | Н/Д |
| МТ4 ОПР-0584-09-00-00-1 | только с RDC-000008 | | Н/Д | Н/Д |
| MT4 OPR-0584-04-00-00-1 | только с RDC-000009 | только с RDC-000010 | | Н/Д |
| MT4 OPR-0584-07-00-00-1 | Н/Д | только с RDC-000011 | только с RDC-000012 | |
TC – Резьбовые патроны с крепежными гайками
TC – Патроны для нарезки резьбы с крепежными гайками
Патрон для нарезки резьбы feat. стопорная гайка
стопорная гайка
Транспортировочный комплект резьбонарезного патрона, вкл. HD-CUT OIL1
| Код продукта | Тип | Описание |
| OPR-0584-06-00-00-1 | MT2-19 | Резьбовой патрон MT2 x 19 мм |
| ОПР-0584-10-00-00-1 | МТ2-31 | Резьбовой патрон MT2 x 31 мм |
| OPR-0584-11-00-00-1 | MT3-19 | Резьбовой патрон MT3 x 19 мм |
| OPR-0584-08-00-00-1 | MT3-31 | Резьбовой патрон MT3 x 31 мм |
| OPR-0584-02-00-00-1 | MT3-48 | Резьбовой патрон MT3 x 48 мм |
| OPR-0584-09-00-00-1 | MT4-31 | Резьбовой патрон MT4 x 31 мм |
| OPR-0584-04-00-00-1 | MT4-48 | Резьбовой патрон MT4 x 48 мм |
| OPR-0584-07-00-00-1 | MT4-60 | Резьбовой патрон MT4 x 60 мм |
Through hole tapping
Tapping chuck – TC
Tapping adapter – TA
Tapping tool
| Product Code | Type | Описание | Ø [мм] | Размер метчика | • [мм] | ■ [мм] 9005 017 9005 017 9005 | |||
| WKL-000066 | TA-1 | Tapping Adapter 19 mm x M3 | 19 | M3 | 3,5 | 2,7 | |||
| WKL-000067 | TA-1 | Адаптер для резьбы 19 мм x M4 | 19 | M4 | 4,5 | 3,4 | |||
| WKL-000068 | TA-1 | Tapping Adapter 19 mm x M5/M6 | 19 | M5/M6 | 6 | 4,9 | |||
| WKL-000069 | TA-1 | Tapping Adapter 19 mm x M8 | 19 | M8 | 8 | 6,2 | |||
| WKL-000070 | TA-1 | . | |||||||
| WKL-000071 | TA-1 | Tapping Adapter 19 mm x M12 | 19 | M12 | 9 | 7 | |||
| WKL-000072 | TA-2 | Переходник для резьбы 31 мм x M8 | 31 | M8 | 8 | 6,2 | |||
| WKL-000073 | TA-2 | Tapping Adapter 31 mm x M10 | 31 | M10 | 10 | 8 | |||
| WKL-000074 | TA-2 | Tapping Adapter 31 mm x M12 | 31 | M12 | 9 | 7 | |||
| WKL-000075 | TA-2 | Tapping Adapter 31 mm x M14 | 31 | M14 | 11 | 9 | |||
| WKL-000076 | TA-2 | Tapping Adapter 31 mm x M16 | 31 | M16 | 12 | 9 | |||
| WKL-000077 | TA-2 | Адаптер для резьбы 31 мм x M18 | 31 | M18 | 14 | 11 | |||
| WKL-00000078 | TA-2 | Адаптер 31 мм x M20 | 31 | M20 | M20 | M20 | M20 | M20 | M20 |
| WKL-000079 | TA-3 | Tapping Adapter 48 mm x M14 | 48 | M14 | 11 | 9 | |||
| WKL-000080 | TA-3 | Tapping Adapter 48 mm x M16 | 48 | M16 | 12 | 9 | |||
| WKL-000081 | TA-3 | Tapping Adapter 48 mm x M18 | 48 | M18 | 14 | 11 | |||
| WKL-000082 | TA-3 | Адаптер для резьбы 48 мм x M20 | 48 | M20 | 16 | 12 | |||
| WKL-000083 | TA-3 | Tapping Adapter 48 mm x M22/M24 | 48 | M22, M24 | 18 | 14,5 | |||
| WKL-000084 | TA-3 | Tapping Adapter 48 mm x M27 | 48 | M27 | 20 | 16 | |||
| WKL-000085 | TA-3 | Tapping Adapter 48 mm x M30 | 48 | M30 | 22 | 18 | |||
| WKL-000086 | TA-4 | Tapping Adapter 60 mm x M24 | 60 | M24 | 18 | 14,5 | |||
| WKL-000087 | TA-4 | Переходник для резьбы 60 мм x M27 | 60 | M27 | 20 | 16 | |||
| WKL-000088 | TA-4 | Tapping Adapter 60 mm x M30 | 60 | M30 | 22 | 18 | |||
| WKL-000089 | TA-4 | Tapping Adapter 60 mm x M33 | 60 | M33 | 25 | 20 | |||
| WKL-000090 | TA-4 | Tapping Adapter 60 mm x M36 | 60 | M36 | 28 | 22 | |||
| WKL-000091 | TA-4 | Адаптер для резьбонарезания 60 мм x M42 | 60 | M42 | 32 | 7 90
Нарезание резьбы в глухих отверстиях
Патрон для нарезки резьбы – TC
Адаптер для нарезки резьбы – TASC
Tapping tool
| Product Code | Type | Description | Ø [mm] | Tap size | • [mm] | ■[ мм] | |
| WKL-000092 | TASC-1 | Переходник для резьбы 19 мм x M3 | 19 | M3 | 3,5 | 90 | |
| ВКЛ-000093 | TASC-1 | Переходник 19 мм x M4 | 19 | M4 | 4,5 | 3,4 | |
| WKL-000094 | TASC-1 | Адаптер для резьбы 19 мм x M5/M6 | 19 | M5/M6 | 6 | 2,9012||
| WKL-000095 | TASC-1 | Адаптер для резьбы 19 мм x M8 | 19 | M8 | 8 | 172 | |
| ВКЛ-000098 | TASC-1 | Переходник 19 мм x M10 | 19 | M10 | 10 | 8 | |
| WKL-000099 | TASC-1 | Адаптер для резьбы 19 мм x M12 | 19 | M12 | 9 | 90||
| WKL-000100 | TASC-2 | Адаптер для резьбы 31 мм x M8 | 31 | M8 | 8 | 172 | |
| WKL-000101 | TASC-2 | Адаптер для резьбонарезания 31 мм x M10 | 31 | M10 | 10 | 8 | |
| WKL-000102 | TASC-2 | Адаптер для резьбы 31 мм x M12 | 31 | M12 | 9 | 7 | |
| WKL-000103 | TASC-2 | Переходник для резьбы 31 мм x M14 | 31 | M14 | 11 | ||
| WKL-000104 | TASC-2 | Адаптер для резьбонарезания 31 мм x M16 | 31 | M16 | 12 | 9 | |
| WKL-000105 | TASC- | Адаптер для резьбы 31 мм x M18 | 31 | M18 | 14 | 12 90||
| WKL-000106 | TASC-2 | Адаптер для резьбы 31 мм x M20 | 31 | M20 | 72 12 | 12||
| WKL-000107 | TASC-3 | Адаптер для резьбонарезания 48 мм x M14 | 48 | M14 | 11 | 9 | |
| WKL-000108 | TASC-3 | Адаптер для резьбы 48 мм x M16 | 48 | M16 | 7 | 9||
| WKL-000109 | TASC-3 | Адаптер для резьбонарезания 48 мм x M18 | 48 | M18 | 7 14 1 9 12 | 12||
| WKL-000110 | TASC-3 | Адаптер для резьбонарезания 48 мм x M20 | 48 | M20 | 16 | 12 | |
| WKL-000111 | TASC-3 | Адаптер для постукивания 48 мм x M22/M24 | 48 | M22, M24 | 18 | M22, M24 | 18 | 777777777777
| WKL-000112 | TASC-3 | Адаптер для резьбы 48 мм x M27 | 48 | M27 | 20 | 26 | |
| WKL-000113 | TASC-3 | Адаптер для резьбонарезания 48 мм x M30 | 48 | M30 | 22 | 18 | |
| WKL-000114 | TASC-4 | Адаптер для резьбы 60 мм x M24 | 60 | M24 | 18 | 7 1 14, 129 0||
| WKL-000115 | TASC-4 | Переходник для резьбы 60 мм x M27 | 60 | M27 | 7 20 | 7 1 9||
| WKL-000116 | TASC-4 | Адаптер для резьбонарезания 60 мм x M30 | 60 | M30 | 22 | 18 | |
| WKL-000117 | TASC-4 | Адаптер для резьбы 60 мм x M33 | 60 | M3 | 25 | 70||
| WKL-000118 | TASC-4 | Адаптер для резьбонарезания 60 мм x M36 | 60 | M36 | 28 | 2 | |
| WKL-000119 | TASC-4 | Переходник с предохранительной муфтой 60 мм x M42 | 60 | M42 | 32 | 24 |
RA – Адаптеры для сокращения
| Код продукта | Тип | . |
| RDC-000008 | RA 2/1 | Переходник 2/1 (31 мм / 19 мм) |
| RDC-000009 | RA 3/1 | Переходник 3/1 (48 мм / 19 мм) |
| RDC-000010 | RA 3/2 | Адаптер-переходник 3/2 (48 мм / 31 мм) |
| RDC-000011 | RA 4/2 | Адаптер-переходник 4/2 (60 мм / 31 мм) |
| RDC-000012 | RA 4/3 | Адаптер-переходник 4/3 (60 мм / 48 мм) |
Брошюры
Сопутствующие товары
404 – СТРАНИЦА НЕ НАЙДЕНА
Почему я вижу эту страницу?
404 означает, что файл не найден. Если вы уже загрузили файл, имя может быть написано с ошибкой или файл находится в другой папке.
Другие возможные причины Вы можете получить ошибку 404 для изображений, поскольку у вас включена защита от горячих ссылок, а домен отсутствует в списке авторизованных доменов.
Если вы перейдете по временному URL-адресу (http://ip/~username/) и получите эту ошибку, возможно, проблема связана с набором правил, хранящимся в файле .htaccess. Вы можете попробовать переименовать этот файл в .htaccess-backup и обновить сайт, чтобы посмотреть, решит ли это проблему.
Также возможно, что вы непреднамеренно удалили корневую папку документа или вам может потребоваться повторное создание вашей учетной записи. В любом случае, пожалуйста, немедленно свяжитесь с вашим веб-хостингом.
Вы используете WordPress? См. Раздел об ошибках 404 после перехода по ссылке в WordPress.
Как найти правильное написание и папку
Отсутствующие или поврежденные файлыКогда вы получаете ошибку 404, обязательно проверьте URL-адрес, который вы пытаетесь использовать в своем браузере. Это сообщает серверу, какой ресурс он должен использовать попытка запроса.
http://example.com/example/Example/help.html
В этом примере файл должен находиться в папке public_html/example/Example/
Обратите внимание, что CaSe важен в этом примере. На платформах с учетом регистра e xample и E xample не совпадают.
На платформах с учетом регистра e xample и E xample не совпадают.
Для дополнительных доменов файл должен находиться в папке public_html/addondomain.com/example/Example/, а имена чувствительны к регистру.
Разбитое изображениеЕсли на вашем сайте отсутствует изображение, вы можете увидеть на своей странице поле с красным цветом X , где отсутствует изображение. Щелкните правой кнопкой мыши X и выберите «Свойства». Свойства сообщат вам путь и имя файла, который не может быть найден.
Это зависит от браузера, если вы не видите на своей странице поле с красным X , попробуйте щелкнуть правой кнопкой мыши на странице, затем выберите «Просмотр информации о странице» и перейдите на вкладку «Мультимедиа».
http://example.com/cgi-sys/images/banner.PNG
В этом примере файл изображения должен находиться в папке public_html/cgi-sys/images/
Обратите внимание, что в этом примере важен CaSe . На платформах с учетом регистра символов PNG и png не совпадают.
На платформах с учетом регистра символов PNG и png не совпадают.
Ошибки 404 после перехода по ссылкам WordPress
При работе с WordPress ошибки 404 Page Not Found часто могут возникать при активации новой темы или изменении правил перезаписи в файле .htaccess.
Когда вы сталкиваетесь с ошибкой 404 в WordPress, у вас есть два варианта ее исправления.
Вариант 1. Исправьте постоянные ссылки- Войдите в WordPress.
- В меню навигации слева в WordPress нажмите Настройки > Постоянные ссылки (Обратите внимание на текущую настройку. Если вы используете настраиваемую структуру, скопируйте или сохраните ее где-нибудь.)
- Выберите По умолчанию .
- Нажмите Сохранить настройки .
- Верните настройки к предыдущей конфигурации (до того, как вы выбрали «По умолчанию»). Верните пользовательскую структуру, если она у вас была.

- Нажмите Сохранить настройки .
Это приведет к сбросу постоянных ссылок и устранению проблемы во многих случаях. Если это не сработает, вам может потребоваться отредактировать файл .htaccess напрямую.
Вариант 2: изменение файла .htaccess Добавьте следующий фрагмент кода 9index.php$ – [L]
RewriteCond %{REQUEST_FILENAME} !-f
RewriteCond %{REQUEST_FILENAME} !-d
RewriteRule . /index.php [L]
# Конец WordPress
Если ваш блог показывает неправильное доменное имя в ссылках, перенаправляет на другой сайт или отсутствуют изображения и стиль, все это обычно связано с одной и той же проблемой: в вашем блоге WordPress настроено неправильное доменное имя.
Как изменить файл .htaccess
Файл .htaccess содержит директивы (инструкции), которые сообщают серверу, как вести себя в определенных сценариях, и напрямую влияют на работу вашего веб-сайта.
Перенаправление и перезапись URL-адресов — это две очень распространенные директивы, которые можно найти в файле . htaccess, и многие скрипты, такие как WordPress, Drupal, Joomla и Magento, добавляют директивы в .htaccess, чтобы эти скрипты могли работать.
htaccess, и многие скрипты, такие как WordPress, Drupal, Joomla и Magento, добавляют директивы в .htaccess, чтобы эти скрипты могли работать.
Возможно, вам потребуется отредактировать файл .htaccess в какой-то момент по разным причинам. В этом разделе рассматривается, как редактировать файл в cPanel, но не то, что может потребоваться изменить. статьи и ресурсы для этой информации.)
Существует множество способов редактирования файла .htaccess- Отредактируйте файл на своем компьютере и загрузите его на сервер через FTP
- Использовать режим редактирования программы FTP
- Используйте SSH и текстовый редактор
- Использование файлового менеджера в cPanel
Самый простой способ отредактировать файл .htaccess для большинства людей — через диспетчер файлов в cPanel.
Как редактировать файлы .htaccess в файловом менеджере cPanel Прежде чем что-либо делать, рекомендуется сделать резервную копию вашего веб-сайта, чтобы вы могли вернуться к предыдущей версии, если что-то пойдет не так.
- Войдите в cPanel.
- В разделе «Файлы» щелкните значок File Manager .
- Установите флажок для Корень документа для и выберите доменное имя, к которому вы хотите получить доступ, из раскрывающегося меню.
- Убедитесь, что установлен флажок Показать скрытые файлы (dotfiles) “.
- Нажмите Перейти . Файловый менеджер откроется в новой вкладке или окне.
- Найдите файл .htaccess в списке файлов. Возможно, вам придется прокрутить, чтобы найти его.
- Щелкните правой кнопкой мыши файл .htaccess и выберите Редактировать код в меню. Кроме того, вы можете щелкнуть значок файла .htaccess, а затем Редактор кода Значок вверху страницы.
- Может появиться диалоговое окно с вопросом о кодировании.
 Просто нажмите Изменить , чтобы продолжить. Редактор откроется в новом окне.
Просто нажмите Изменить , чтобы продолжить. Редактор откроется в новом окне. - При необходимости отредактируйте файл.
- Нажмите Сохранить изменения в правом верхнем углу, когда закончите. Изменения будут сохранены.
- Протестируйте свой веб-сайт, чтобы убедиться, что ваши изменения были успешно сохранены. Если нет, исправьте ошибку или вернитесь к предыдущей версии, пока ваш сайт снова не заработает.
- После завершения нажмите Закрыть , чтобы закрыть окно диспетчера файлов.
Прочие патроны для сверления и нарезания резьбы – Superior Machien & Tools
(показаны 19 из 19)
Сравнить
- Сравнивать
Быстрый просмотр
Маньо
Артикул: SMT41104
Переходник для метчиков Manyo Tapmaster TPC65-2-1/8 75-955-5 (LOC2811A)
Объем хвостовика: TPC65-2-1/8
МПН: 75-955-5
499,95 $
1 В наличии
Количество Добавить в свой список - Сравнивать
Быстрый просмотр
Tapmatic
Артикул: SMT1309
Реверсивная нарезная головка Tapmatic NCR50 (LOC2246)
МПН: НКР50
399,95 $
1 В наличии
Количество Добавить в свой список - Сравнивать
Быстрый просмотр
Tapmatic
Артикул: SMT1307
Реверсивная нарезная головка Tapmatic NC R1 (LOC2246)
МПН: НКР1
399,95 $
2 В наличии
Количество Добавить в свой список - Сравнивать
Быстрый просмотр
Инструмент Смита
Артикул: SMT35015
Быстросменный держатель метчика Smith Tool Bilz #2 MT3 Хвостовик 322-2-303-FC (LOC2786A)
МПН: 322-2-303-FC
Модульное соединение: Bilz #2
Диаметр хвостовика: Конус Морзе #3
$299.
 95
952 В наличии
Количество Добавить в свой список - Сравнивать
Быстрый просмотр
Kennametal
Артикул: SMT21117
Сменная сверлильная головка Kennametal KSEMP3900FDS36B1M (LOC1421A)
ЭДП: 5116038
MPN: КСЭМП3900ФДС36Б1М
299,95 $
1 В наличии
Количество Добавить в свой список - Сравнивать
Быстрый просмотр
Tapmatic
Артикул: SMT20011
Реверсивная нарезная головка Tapmatic #4-1/4, хвостовик 1 дюйм, N/C-R (LOC1258A)
МПН: N/C-R
Диаметр хвостовика: 1″
249,95 $
1 В наличии
Количество Добавить в свой список - Сравнивать
Быстрый просмотр
Tapmatic
Артикул: SMT19942
Реверсивная нарезная головка Tapmatic ER20, хвостовик 1 дюйм, RD/ICB 50 (LOC1256B)
МПН: RD/ICB 50
Диаметр хвостовика: 1″
249,95 $
10 В наличии
Количество Добавить в свой список - Сравнивать
Быстрый просмотр
TM Smith Tool
Артикул: SMT37643
Инструмент TM Smith Tool 3/4″ TA, размер 2, динамометрический адаптер 62-012TD (LOC236)
Модульное соединение: ТА размер 2
MPN: 62-012ТД
109,95 $
1 В наличии
Количество Добавить в свой список - Сравнивать
Быстрый просмотр
Инструмент Смита
Артикул: SMT34982
Smith Tool Bilz #1 TMS-FITH Быстросменный держатель метчика 221-502 (LOC2982B)
МПН: 221-502
Модульное соединение: Билз #1
99,95 $
2 В наличии
Количество Добавить в свой список - Сравнивать
Быстрый просмотр
Инструмент Смита
Артикул: SMT34980
Smith Tool Bilz #1 TMS-FITH Быстросменный держатель метчика 221-501 (LOC2982B)
МПН: 221-501
Модульное соединение: Билз #1
99,95 $
3 В наличии
Количество Добавить в свой список - Сравнивать
Быстрый просмотр
Инструмент Смита
Артикул: SMT34978
Держатель метчика Smith Tool 1/2 дюйма с закрытым центром 401-008-214-TX (LOC2982B)
МПН: 401-008-214-TX
Размер хвостовика: 1/2″
99,95 $
4 В наличии
Количество Добавить в свой список - Сравнивать
Быстрый просмотр
Инструмент Смита
Артикул: SMT7268
Резьбовой патрон Smith Tool ABS 32 7/16″ 402 007 ABS32 (LOC2099A)
МПН: 402007АБС32
99,95 $
1 В наличии
Количество Добавить в свой список - Сравнивать
Быстрый просмотр
Инструмент Смита
Артикул: SMT26663
Удлинитель резьбонарезного патрона Smith Tool Bilz #2, выступ 3,17 дюйма, 52-018 (LOC2505)
МПН: 52-018
СОЖ Через: Да
99,95 $
1 В наличии
Количество Добавить в свой список - Сравнивать
Быстрый просмотр
Parlec
Артикул: SMT28288
Переходник Parlec Numertap 770 1/4″ для прохода охлаждающей жидкости 7716-3-025 (LOC2863B)
МПН: 7716-3-025
СОЖ Через: Да
Размер хвостовика: 1/4″
Общая длина: 5,44 дюйма
99,95 $
1 В наличии
Количество Добавить в свой список - Сравнивать
Быстрый просмотр
Parlec
Артикул: SMT28287
Переходник Parlec Numertap 770 1/4″ для прохода охлаждающей жидкости 7716-6-025 (LOC2863B)
МПН: 7716-6-025
СОЖ Через: Да
Размер хвостовика: 1/4″
Общая длина: 8,30 дюйма
99,95 $
2 В наличии
Количество Добавить в свой список - Сравнивать
Быстрый просмотр
Parlec
Артикул: SMT28285
Parlec Numertap 770 Переходник для метчиков увеличенной длины 1/4 дюйма 7716-6-025 (LOC2853D)
МПН: 7716-6-025
Размер хвостовика: 1/4″
Общая длина: 8 дюймов
99,95 $
3 В наличии
Количество Добавить в свой список - Сравнивать
Быстрый просмотр
Компания Уолтон
Артикул: SMT39868
Удлинитель метчика Walton 1/2 дюйма, стиль B (LOC653A)
Материал: Сталь
МПН: Не применяется
74,95 $
4 В наличии
Количество Добавить в свой список - Сравнивать
Быстрый просмотр
Инструмент Смита
Артикул: SMT21307
Быстросменный патрон Smith Tool для автомобильного хвостовика 221-212 (LOC1433D)
МПН: 221-212
49,95 $
3 В наличии
Количество Добавить в свой список - Сравнивать
Быстрый просмотр
Геринг
Артикул: SMT6596
Резьбонарезной патрон Ghring Bilz #2 4206.
 0310.090 (LOC1618A)
0310.090 (LOC1618A)МПН: 4206031090
49,95 $
1 В наличии
Количество Добавить в свой список
Ваша корзина
Ваша корзина пуста.
Всего предметов:0 Итого: $0.00 Итого: $0.00
Посмотреть корзину Проверить
Китай Оптовая сверлильный станок с резьбонарезным патроном Поставщики, производители (OEM, ODM и OBM) и заводской список
Главная
Промышленные принадлежности
Аппаратные средства
Прецизионные детали
Детали, обработанные на станках с ЧПУ
Сверлильный станок с резьбонарезным патроном
- Станкостроение
Наборы сверл
- Машины промышленной автоматизации
станки с ЧПУ
- Прецизионные детали
детали с ЧПУ ЧПУ фрезерные детали
- Металлургическое и металлообрабатывающее оборудование
Глубоководные машины
Проверенные виды бизнеса
Производитель(7)
Экспортер(8)
Импортер(1)
Оптовая продажа(1)
Подтвержденные сертификаты компании
ИСО 9001:2015(8)
ИСО 14001(2)
ИСО 9001:2008(1)
ИСО/ТС 16949(1)
Местонахождение поставщика
Китай(14)
Цзянсу(3) Гуандун(7) Ляонин(2) Хэбэй(1) Чжэцзян(1)
Рейтинг поставщиков
Р6(1)
П4(12)
Р3(1)
Прошлые экспортные рынки
Азия(12) Восточная Европа(12) Центральная/Южная Америка(11) Северная Америка(12) Западная Европа(12) Австралазия(11) Средний Восток/Африка(10)
Годы в бизнесе
Услуги OEM
Услуги OEM(11)
Виды бизнеса
Торговая компания(5)
Интернет-продавец(1)
Производитель(7)
Закупочный офис(2)
Экспортер(2)
供应商 免费 网络 推广
- 1.
 免费 传 100 张 产品 图
免费 传 100 张 产品 图 - 2. 赢 逾 140 万 买 家 关注
- 3. «生意 通 助 您 管理 询盘 询盘 询盘
9
9
9
9
9
9
9
9
9
9
9
9
9
9
99999999999999999999999999999999999999494949494964
99
9
9
9
9
9
9
9
9999
9999
14 поставщиков для «Сверлильный станок с резьбонарезным патроном»
Прокрутите вниз, чтобы проверить эксклюзивный список ведущих китайских оптовых поставщиков сверлильных патронов, производителей (OEM, ODM и OBM), оптовиков, заводских списков, дистрибьюторов, экспортеров, импортеров, и т.д. в Global Sources.
Проверенный производитель
Готов к заказу
СВОБОДА И СПАСИБО СДЕЛАННЫЕ И СДЕЛАДНЫЕ ЧАСТИ
- . , изделия из металла, сверление и нарезание резьбы, автоматная токарная обработка
Изделия из металла, сверление и нарезание резьбы, пескоструйная обработка, гальваника, обработка меди
Высококачественная проволока из нержавеющей стали.

Сверлильный станок с ЧПУ для стальной пластины с высокой скоростью Sk3040
Сверлильно-сверлильный станок с ЧПУ для стальной пластины с высокой скоростью Sk3040
Steel Plate CNC Drilling Tapping Machine with High Speed Sk3040
High speed drill chuck 775 motor dc 12v 24v electrical for sewing machine
Natural Anodizing Aluminum Extrusion 6063 6061 CNC механическая обработка Нарезание резьбы и сверление отверстий
Адаптер хвостовика для резьбонарезного станка
Машинные метчики высокой твердости Набор метчиков из цементированного карбида
Трубная резьба HSS Метчик с прямой канавкой из нержавеющей стали M2 Метчик HSS Метчики для нарезного станка
M3-M10 Комбинированное сверло с кобальтовым метчиком 1/4 “С шестигранным хвостовиком Сверло для удаления заусенцев для нержавеющей стали
Индивидуальные настройки с ЧПУ для постукивания нити, обработанные.

ЧПУ нестандартная деталь из алюминия с ЧПУ токарно-фрезерная штамповка сверление и нарезание резьбы обслуживание с ЧПУ
ЧПУ нестандартная деталь из алюминия с ЧПУ токарно-фрезерная штамповка сверление и нарезание резьбы с ЧПУ
CNC нестандартная деталь алюминия cnc-обработка токарно-фрезерная штамповка сверление и нарезание резьбы обслуживание CNC
Борьба в поиске китайских производителей, компаний или веб-сайтов оптовых производителей сверлильных патронов? Global Sources предоставляет вам бесплатный доступ к действительным поставщикам, которые специализируются на производстве и продаже высококачественных продуктов для сверлильных патронов. Некоторые оптовые дистрибьюторы или поставщики в Китае позволяют покупателям покупать товары оптом в Интернете по конкурентоспособным ценам, в то время как другие не предъявляют требований к минимальному заказу.
Насадка для резьбонарезной головки [хвостовик 2MT] (двусторонняя) — диапазон от 3 до 12 мм
Поиск
Посещение мастерской приветствуется, только по предварительной записи. Пожалуйста, позвоните, чтобы договориться о времени визита.
- Артикул:
- ТАМТ2
- Доставка:
- Рассчитано на кассе
MSRP: $319,95
Сейчас: $309,95
— Вы экономите
$10. 00
00
Текущий запас: 2
Количество:
Часто покупают вместе:
- Описание
- Видео
Описание
Превратите свой пресс во фрезерный станок!
Универсальная насадка, подходящая для использования на сверлильных станках для сверления глухих отверстий стандартными метчиками. Механизм автоматического реверса имеет двойную скорость обратного хода и регулируемую фрикционную муфту, предотвращающую поломку метчика.
- Позволяет гибко постукивать: горизонтально/вертикально и влево/вправо
- Поддерживает диапазон размеров метчика от 3 до 12 мм (и его британский эквивалент 1″8-1/2″)
- Обратные метчики быстро и легко должны быть у любого, кто много работает с метчиками!
Мы можем поставить различные варианты качественных закаленных формованных втулок для сверл, которые подойдут для вашей машины / требований, просто напишите нам.
Просмотреть всеЗакрыть
Видео
ПРИНАДЛЕЖНОСТЬ ДЛЯ ДВУСТОРОННЕЙ ВРЕЗКИ SARAL
Как пользоваться нашей насадкой для двусторонней врезки.

Просмотреть всеЗакрыть
- сопутствующие товары
- Клиенты также просмотрели
Сопутствующие товары
Клиенты также просмотрели
В корзину
Быстрый просмотр
Центр резьбы (подпружиненный) — 1/2 дюйма
Рекомендуемая производителем розничная цена: 29 долларов.95
Сейчас: 26,95 долларов США
Идеально подходит для выравнивания метчиков на сверлильном станке, токарном или фрезерном станке. Тип: Подпружиненный
Размер: хвостовик 1/2 дюйма (подпружиненный центр)
Грунт и. ..
..
В корзину
Быстрый просмотр
Набор гаечных ключей с направляющим шпинделем, 2 шт.
Рекомендуемая производителем розничная цена: $84,95
Сейчас: 65,95 $
БЕСПЛАТНАЯ ДОСТАВКА Держатель метчика с Т-образным ключом, 2 шт. (Шпиндели с направляющими) Вы получаете: Держатель 1: диапазон от 5/32 до 1/4 дюйма или от 4 мм до 6,5 мм. Держатель 2: диапазон от 1/4 до 1/2 дюйма или 6…
В корзину
Быстрый просмотр
Ключ с направляющим шпинделем – 6,5 мм – 13 мм
Рекомендуемая производителем розничная цена: 46,95 $
Сейчас: 40,9 долл. США5
Держатель метчика с Т-образным ключом (шпиндель с направляющим)
Диапазон: от 1/4 до 1/2 дюйма или от 6,5 мм до 13 мм.