Патрон трехкулачковый – Патрон токарный: назначение и конструкция, виды и классификация, размеры и обозначения.
alexxlab | 21.10.2019 | 1 | Разное
Патрон токарный кулачковый: характеристики, схема, классификация
Патрон токарный кулачковый представляет собой необходимое комплектующее для токарного станка. От качества зажимного устройства зависит конечный результат работы. В частности, если патрон не будет давать наибольшее усилие зажима, то деталь может просто вылететь с переднего конца шпинделя. Устройство отвечает за точность центрирования, влияет на то, будут ли точно перпендикулярными оси обработки. Безусловно, к вопросу выбора комплектующего следует отнестись со всей серьезностью, так как оно определяет эффективность процедуры и качество получаемых деталей.
Общие понятия о токарных патронах
Токарные патроны подбираются в зависимости от технических характеристик устройства и шпинделя, в частности. Они представляют собой главные узлы оборудования. Механизм заключается в кулачковом эффекте. Размеры подбираются в зависимости от параметров уникальной заготовки.

Кулачки обеспечивают надежную фиксацию механизма. Из-за действия механической силы, которая обуславливает плотность крепления, происходит установка и закрепление. Заготовка фиксируется при помощи патрона.
Следует учитывать, что детали, которые требуется обрабатывать имеют различные размеры и диаметры.
Некачественный патрон не будет держаться максимально крепко, в результате сильного механического движения он может слететь, с ним и заготовка. Патрон обеспечивает плавное передвижение крепления, при этом обрабатываемая деталь не будет смещаться относительно центра. В самом простом понимании слова патрон представляет собой механизм, который отвечает за вращение заготовки, делает ее обработку эффективной и ровной.
Предназначение
Внутри рассматриваемого типа детали находится кулачковый механизм. Эта важная составляющая позволяет центрировать и зажимать заготовку. Происходит это за счет сужения деталей кулачков, а потом зажатие их пинолем. Только после полного закрепления детали можно начинать работу токарного станка по дереву или по металлу. Если процедуру не выполнить, то заготовка может не только выпасть или повредиться, но и нанеси вред мастеру.

Следует внимательно проверить качество крепления детали в патроне. Сначала специалисты включают токарный станок на небольшую мощность, смотрят, хорошо ли вращается механизм. Если после нескольких кругов все в порядке, то продолжат работу на более высоких мощностях.
Классификация токарных патронов
Классификаций присутствует несколько видов: по числу кулачков, типу зажима, механизму фиксации, виду исполнения, классу точности.
По количеству кулачков в патроне
Кулачки отвечают за качество закрепления деталей. Они выполняются из качественного металла.
Двухкулачковые
Варианты закрепляют несимметричные детали, которые не подвергаются обработке. Но используются и для стандартизированных заготовок.

Трёхкулачковые
Оптимален для выработки шестигранных и округлых вариаций. Шунтирование происходит по трем бокам кулачков.
Четырёхкулачковые
4 х кулачковый патрон состоит из четверых узлов, которые функционируют независимо. Применяют для обработки прямоугольных и квадратных вариантов.
По типу зажима детали
Кулачки патронов разделяют на прямые и обратные. Практически не влияет на результативность. Подбирается в зависимости от типа входа патрона.
Прямые
Зажим происходит внешний. Кулачки располагаются сверху и хватаются за деталь.
Обратные
Происходит зажим изнутри, с внутренней стороны. Обрабатываемый предмет выбирается полый, так чтоб была возможность зацепиться.
По механизму фиксации заготовки
Механизм фиксации — важная характеристика, определяющая качество работы.
Клиновые
Происходит закрепление при помощи трех кулачков на прямой площадке. Применяются клиновые вариации для оборудования с цифровым управлением.
Цанговые
Стандартных зажимов не присутствует. Их роль выполняют втулки с клещами (до шести штук). Использоваться могут на стандартных механических станках.

Рычажные
Обработка детали происходит путем передвигания механизма рычагом. Довольно затратный процесс, длительный. Используется для работы с особыми, сложными по фактуре деталями.
Сверлильные
Крепится детали в результате давления ключа. По принципу действия напоминает работу сверла, только в обратную сторону.
Термопатроны
Неординарный вид, который практически не используется в станках, произведенных в России. Для крепления производится нагревание отверстия, для вынимания тоже.

Гидропатроны
Механизм такой же, что и предыдущий, но используется не температура, а гидросфера. Жидкостная среда дополнительно гасит вибрации.
Поводковые
Зажатие детали происходит специальным поводком. Удобно только для обработки небольших поверхностей.
Самозажимные
Подобные варианты практичны. Конструкция включает в себя зажимы, которые плотно фиксируются на заготовке самостоятельно.

По типу исполнения
В Российской Федерации разновидности патронов по исполнению регулируются ГОСТом 2675 — 80.
Цельный
Выполняют из куска стали с параметрами от 500 МПа. Наиболее распространенный вид.
Сборный
Из стали выполняется рейка, на нее крепится кулачок. Последний выполняется из металла.

Накладной
Составные вариации, состоят из цветного металла, нержавеющей стали, черных металлов. Применяется для работы с масштабными проектами.
Классы точности патрона
Точность устройства определяется в ГОСТе 1654 86. Всего присутствует четыре ступени.
Класс Н
Нормальные показатели, усредненные.
Класс П
Повышенный класс, используется для выделки твердых производственных деталей.
Класс В
Высокая точность — применяется для обработки мелких вариаций.
Класс А
Особо высокая точность. Сфера применения — мелкие и твердые заготовки.
По материалу изготовления
Чугунные вариации дешевы и не обладают достойным качеством. Сталь дороже и показывает срок службы в 3-5 раз больший.
Чугун
Используется марка от СЧ 30. Минимальное число оборотов. Профессионалы предпочитают не использовать такие вариации ввиду малой эффективности.
Сталь
Конструкция выполняется из материала с показателем от 500 МПА. Максимальное число оборотов и функционал.
Конструкция патрона: схема и описание
Токарный патрон состоит из более чем десяти деталей. Эффективность и срок службы определяется качеством сборки и материалом изготовления комплекта деталей.
Ключ
Основной механизм, отвечающий за перемещение заготовки токарным станком. Он способствует креплению обрабатываемого предмета.

Пружина
Крепится к ключу. Отвечает за повороты последнего.
Втулка
Соединена с пружиной. Необходима для обеспечения свободного перемещения ключа по механизму.
Стопор
Соединен с втулкой и ключом. Является основной механизма, которая отвечает за безопасность. Стопор контролирует фиксацию заготовки и не дает ей отпасть.

Шестерня
Диск, при помощи которого происходит вращательное движение, приводится в действие шестерней.
Фланец
Является основанием токарного патрона. Соединяет механизмы между собой.
Диск спиральный
Соединяется с шестерней. Отвечает за получение вращения. Регулирует степень и скорость обработки.

Кулачок обратный
Механизм отвечает за крепление обрабатываемой детали изнутри.
Кулачок прямой
Прямая вариация необходима для закрепления предмета снаружи.
Корпус
Необходим для закрепления сторон. Обеспечивает защиту конструкции в общем узле оборудования.
Кулачки накладные
Способствуют налаживанию работы с заготовками нестандартной формы. Используется, когда требуется поместить вариант большого диаметра или меньшей, большей длины.

Самостоятельная сборка патрона по чертежам
Самостоятельная сборка не занимает много времени. Это достаточно простой процесс. Главное — понять механизм работы устройства. В крайнем случае можно заказать такое миниатюрное оборудование у профессионального токаря. Из имеющихся деталей он соберет любую вариацию. Стоят самодельные модели существенно дешевле заказанных на производстве.
Качество при этом может быть даже лучшее, чем у заводских.
Установка оправки
Оправа надевается первой. Установка детали дает возможность закрепить патрон.

Установка самого патрона на шпиндель
Происходит закрепление механизма. Нельзя пережимать или растачивать детали. На этапе происходит закрепление предварительно подготовленными подходящими по размеру болтами.
Закрепление
Проверив качество накрутки, производится окончательная сборка механизма. Болты прикручиваются при помощи ключа.
Закрепление заготовки
На самодельный патрон устанавливается инструментарий. Проводится после проверки сборки болтами.

Освобождение патрона
После вкручивания заготовки оправа больше не нужна. Ее аккуратно снимают.
Обязательно необходимо проверить работоспособность изготовленного самостоятельно механизма. Изделие помещается в токарный станок. Производится несколько плавных оборотов и проверяется четкость закрепления. Специалист оценивает уровень централизации, то двигаются ли предметы.

Самодельные патроны в обязательном порядке следует периодически обслуживать. Они полностью разбираются, внутри проводится чистка, а потом сушка на свежем воздухе. Смазывается обычным маслом. Если изделие собираются хранить, то делать это нужно по правилам. Загибают кулачки в центральную часть, дырка затыкается тряпкой плотно.
Такое хранение обеспечит целостность патрона, так как его нельзя будет повредить механически, пыль не будет оседать в отверстии конструкции оборудования. Перед применением старый патрон смазывается и работает до 10 минут на плавном медленном ходу.
vseochpu.ru
Трехкулачковые самоцентрирующие патроны
Трехкулачковые самоцентрирующие патроны. Существует несколько типов самоцентрирующих трехкулачковых патронов (с ручным приводом), различающихся между собой устройством для перемещения кулачков. Независимо от особенностей этих устройств перемещение кулачков патрона во всех случаях происходит одновременно и с одинаковой скоростью. Благодаря этому ось цилиндрической поверхности детали, за которую она закрепляется в патроне, должна совпасть с осью вращения шпинделя станка.
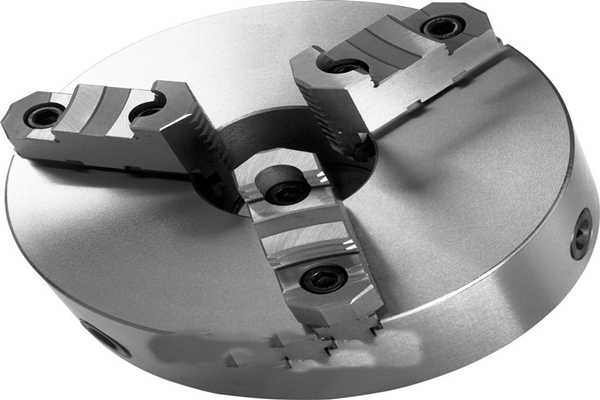
Одним из наиболее употребительных патронов является спиральный само центрирующий трех кулачковый патрон . В корпусе 3 этого патрона заложена стальная коническая шестерня 4, на обратной стороне которой имеется спиральная канавка. На кулачках 2 патрона сделано несколько выступов, которые входят в спиральную канавку шестерни 4. При вращении одной из трех шестерен 1 посредством ключа (квадратный хвост которого входит в такое же отверстие в торце шестерни) вращается шестерня 4. Под действием спирали, нарезанной на обратной стороне этой шестерни, кулачки будут перемещаться в пазах корпуса патрона, что и требуется для закрепления детали.
При небольшом диаметре наружной поверхности, за которую деталь закрепляется в патроне, можно использовать и кулачки 2. Кулачки в этом случае соприкасаются с деталью поверхностями А. Такой способ особенно часто применяется при изготовлении деталей из прутка, пропущенного через отверстие в шпинделе. Кулачки 5 используются иногда для закрепления детали за поверхность отверстия. Они соприкасаются в этом случае с деталью поверхностями В и работают, как говорят, «на разжим».
При замене одного комплекта кулачков другим необходимо вводить в паз корпуса сначала тот кулачок, на котором имеется цифра 1 (или одна точка, намеченная керном). После того, как при вращении большой шестерни первый выступ этого кулачка войдет в спиральную канавку, можно вводить в следующий паз кулачок с цифрой 2, а затем (в последний паз) кулачок с цифрой 3.
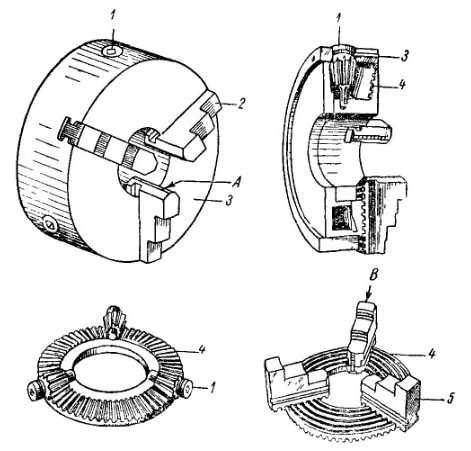
Спиральный самоцентрирующий трехкулачковый патрон и его детали.
При правильной сборке патрона все кулачки, доведенные вращением большой шестерни до центра, должны плотно касаться друг друга. При неправильной сборке патрона коснутся только два кулачка, а третий не будет касаться остальных. В этом случае следует вывести все кулачки и ввести их снова в пазы корпуса патрона, как это было ) сказано выше.
Эту втулку, обработанную начерно, разрезают, зажимают в кулачки патрона и растачивают по диаметру детали, которая будет в ней обрабатываться. На время растачивания в место разреза кладут медную прокладку, которая после растачивания вынимается.
Положение втулки относительно кулачков должно быть постоянным, поэтому на втулке и на каком-либо кулачке надо сделать отметки мелом или закернит. Лучше, однако, если в боковую поверхность втулки ввернуть небольшой винт, который во время работы должен плотно прилегать всегда к какому-нибудь одному из кулачков патрона. Заплечик у втулки следует делать для того, чтобы она не смещалась вдоль оси патрона.
При больших размерах детали разрезная втулка плохо пружинит. В этих случаях также с целью улучшения центрирования на кулачки патрона надеваются и закрепляются стопорными винтами чугунные кольца (рис. 51, 6). Головки винтов не должны выступать над поверхностью колец. Установив кулачки в положение, близкое к требуемому для закрепления данной детали, делают в кольцах выточку по диаметру детали.
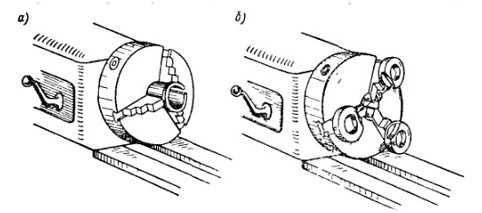
Разрезная втулка (а) и накладные кольца (б), повышающие точность центрирования патроном.
Разрезная втулка и кольца повышают точность установки детали и, кроме того, предохраняют поверхность ее от повреждений кулачками патрона.
Четырехкулачковый патрон для токарного станка
Кулачковые токарные патроны
Кулачковые патроны предназначены для зажима заготовок цилиндрической, прямоугольной и фасонных форм. Закрепляются на шпинделе с помощью фланцев или напрямую.
По количеству кулачков бывают:
- двухкулачковыми;
- трехкулачковыми;
- четырехкулачковыми.
Устанавливаются на различные типы токарных станков: токарно-винторезные, револьверные, карусельные и т.п., а также делительные головки и другие приспособления.

Шестикулачковый токарный патрон
Двухкулачковые патроны
2-х кулачковые токарные патроны применяются для крепления сложных несимметричных и фасонных заготовок (нецилиндрических), т.е. в таких случаях, когда установка в трехкулачковом требует много больше времени или вообще не возможна. Самоцентрирующиеся 2-х кулачковые приспособления способны закреплять в сменных губках необработанные поверхности.
Двухкулачковый 2-х кулачковый Двухкулачковый невращающийся патронКорпус изготавливается из стали 45, чугуна, кулачки из цементируемых сталей, например, 20Х, ходовой винт – легированной стали. Подвижные части — термообрабатываются.
Двухкулачковые патроны производятся двух типов:
- ручные – зажим детали осуществляется поворотом спец. ключа, вставляемого в гнездо, в результате чего, кулачки смещаются и центрируют деталь относительно оси шпинделя;
- механизированный – с пневматическим приводом – агрегат имеет пневмоцилиндр с поршнем, который перемещает ползуны, осуществляющих разжим и зажим заготовок.
Диаметры изготавливаемых приспособлений стандартизированы: 150, 200, 250, 300, 375 мм. 2-х кулачковые токарные агрегаты с пневмоприводом изготавливают диаметрами 160, 250, 320, 400 мм с ходом кулачков 5 – 10 мм.
Основным недостатком является смещение центра заготовки из-за перекоса кулачков в направляющих по причине зазора. Поэтому крайне важно минимизировать зазор между кулачками и направляющими.
Трехкулачковые патроны
Самыми распространенными патронами являются трехкулачковые. Они устанавливаются на все токарное оборудование: в домашних мастерских, гаражах, ремонтных цехах, мелко- и крупносерийных производствах.
3-х кулачковый 3-хкулачковый ТрехкулачковыйСамыми часто встречающимися являются 3 типа самоцентрирующихся патронов:
- спиральные:
- реечные;
- эксцентриковые с червячной передачей.
Трухкулачковые патроны оснащаются тяговым (зажимные элементы связаны с гидро- или пневмоприводом) или встроенным приводом. На зажим заготовки во время работы тратится до тридцати процентов вспомогательного времени, поэтому приспособления механизируют и сокращают время на установку изделия. Самое широкое распространение в крупносерийном и массовом производствах получили механизированные кулачковые патроны с пневмоприводом. Гидропривод используют редко и применяют в ситуациях, когда необходимо сохранить малые габариты конструкции. Основное преимущество механизированных агрегатов – быстродействие и постоянное зажимное усилие на кулачках.
Подробное видео по зажимным токарным агрегатам
Спиральные патроны
3-х кулачковые спиральные патроны уже существуют более 100 лет и благодаря простой конструкции и надежности до сих пор ими оснащают новое оборудование. Обеспечивают большой диапазон хода кулачков и обладают высоким КПД, имеется возможность осуществлять зажим эксцентриковых и некруглых заготовок. Недостатками являются быстрая потеря точности и ускоренный износ. Потеря начальной точности происходит в следствии технологических особенностей: улитка только улучшается и имеет невысокую твердость, следовательно, быстро истирается – происходит быстрый износ центрирующего механизма. Ускоренный износ происходит из-за попадания стружки и грязи в клиновидные зазоры между зубьями кулачков.
Используются в единичном и мелкосерийном производстве. Оснащаются прямыми и обратными кулачками.
3-х кулачковые реечные патроны свое название получили из-за принципа работы: зубчатый венец перемещает рейки, которые одновременно перемещает кулачки. Более долговечны чем спиральные, т.к. имеется возможность закалки и шлифовки зубцов. Корпус изготавливается из литой или кованой стали, остальные движущиеся части – легированной, с последующей закалкой. Являются универсальными и применяются в единичном или мелкосерийном производствах.
Диаметром от 80 до 160 мм Диаметром от 200 до 400 ммПреимущества:
- более сильный зажим;
- большая точность;
Недостатки:
- КПД ниже, чем у спиральных;
- возможность зажима только из одного положения;
- сложная конструкция.
Эксцентриковые патроны
3-х кулачковые эксцентриковые патроны применяются в крупносерийном производстве. Все детали агрегата изготавливаются из износостойких сталей, а затем проходят закалку и шлифовку. Обладают высокой точностью и силой зажима. Переналаживаются на зажим другой детали сравнительно просто – перестановкой насадных кулачков.
Четырехкулачковые патроны
4-х кулачковые патроны применяются для зажима заготовок некруглой и несимметричной формы. Кулачки четырехкулачкового патрона регулируются независимо и для обработки поверхности детали необходимо установить таким образом, чтобы ее ось совпала с осью шпинделя. Самоцентрирующие встречаются не часто. Приспособления являются универсальными и применяются в единичном и мелкосерийном производстве в ремонтных и инструментальных цехах.
Четырехкулачковый 4-х кулачковый 4-хкулачковыйКаждый кулачок перемещается в радиальном направлении отдельно за счет вращения винтов.
Чтобы определить возможность обработки в 4-х кулачковом патроне необходимо рассчитать отношение длины заготовки и ее диаметра. Если полученный результат будет более 4 единиц, то возможность обработки отсутствует.
На токарных станках крепятся через промежуточный фланец или непосредственно на фланцевых концах шпинделя.
ГОСТы на кулачковые патроны
Скачать ГОСТ 14903-69 «Патроны самоцентрирующие двухкулачковые»
Скачать ГОСТ 24351-80 «Патроны самоцентрирующие трех- и двухкулачковые клиновые и рычажно-клиновые»
Скачать ГОСТ 2675-80 «Патроны самоцентрирующие трехкулачковые»
Скачать ГОСТ 3890-82 «Патроны четырехкулачковые с независимым перемещением кулачков»
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Патроны для токарного станка по дереву
Точение – специфическая отрасль деревообработки, её отличие заключается в работе с вращающейся заготовкой, приводимой в движение двигателем токарного станка. Подачу режущего инструмента (резец, фреза) мастер производит своими руками или посредством механического привода. Для надёжной фиксации обрабатываемой детали и передачи на нее крутящего момента используются различные устройства и токарные патроны, многообразие которых обусловлено большим количеством приёмов и техник токарных работ. Некоторые из них можно изготовить своими руками без специального оборудования.

Четырех
i-perf.ru
Токарные патроны для станков – виды, нюансы выбора различных токарных патронов. Кулачки для токарных патронов.
Токарный патрон — важный элемент оснастки токарного станка. От того, насколько надежно закреплена заготовка на станке, зависит точность обработки. От качества изготовления патрона – зависит длительность эксплуатации. В процессе совершенствования металлообрабатывающих технологий было разработано множество конструкций патронов, из которых были выбраны наиболее эффективные.
Закрепление патронов на токарном станке
Крепление и центрирование токарных патронов производится на шпинделе токарного станка. Диаметры патронов и способы их крепления – стандартизированы. В зависимости от производителя патроны будут обозначаться типом (по ISO) или исполнением (по Гост). Распространенная конструкция конца шпинделя – это крепление типа С или типа D (cam-lock). Существуют и другие конструкции шпинделя.
Для крепления токарных патронов широко используются фланцы и планшайбы, размещаемые на шпинделе. Они имеют такую же конструкцию, как и фланец токарного патрона, однако такие приспособления позволяют значительно повысить универсальность, поскольку на них можно устанавливать различные патроны. На планшайбах имеются многочисленные отверстия для затяжных болтов и центрирующий выступ. При установке патрона на планшайбу или фланец также можно добиться высокой точности.
Виды токарных патронов
Токарные патроны делятся на такие виды:
- Механические. Наиболее распространенный класс патронов, разделяется на кулачковые, поводковые, цанговые. Первая группа сейчас практически вытеснила вторую и, в свою очередь, делится на самоцентрирующиеся, обычно с 3 кулачками, и несамоцентрирующиеся, у которых количество кулачков может быть 2, 4 или 6. Шестикулачковые патроны используются реже всего.
- Механизированные: Пневматические, гидравлические, электрические. Автоматизируют процесс зажима-разжима заготовки с заданным усилием. Гидравлические патроны чаще используются на станках с диаметром патрона больше 200 мм (диаметры импортных патронов указаны в дюймах 6, 8, 10, 12, 15 и далее дюймов). Пневматические патроны применяются на токарных автоматах. Цанговые патроны служат для зажима прутковой заготовки относительно небольшого диаметра. Электрические. не получили широкого распространения.
 |
 |
| Токарный патрон с механическим управлением | Патрон с пневматическим приводом |
Наружный диаметр токарных патронов находится в пределах 80-1000 мм, из которых наибольшей популярностью пользуются патроны диаметром 80-400 мм. Для изготовления токарных патронов используется сталь и чугун. Особенно прочными выполняются кулачки для токарных патронов, которые испытывают значительные поверхностные и истирающие нагрузки в процессе работы. Поэтому для их производства применяется высококачественная сталь, которая подвергается закалке.
Двухкулачковые патроны

Патроны этого типа имеют достаточно простое строение. Они могут быть ручными с двухзаходным винтом или с механическим приводом. В ручных устройствах винт располагается либо среди кулачков, либо сбоку.
Главный недостаток двухкулачковых патронов — при перекосе кулачков в направляющих из-за боковых зазоров происходит смещение центра заготовки. Поэтому направляющие тщательно шлифуют, а кулачки подгоняют под них с минимальным зазором.
Ходовой винт выполняется из прочных легированных сталей с высоким содержанием хрома. Кулачки производятся из цементируемой стали, термическая обработка которой придает высокую прочность.
Трехкулачковые патроны
Трехкулачковый патрон получил наибольшее распространение. Причина высокой популярности — быстрота крепления деталей, что особенно важно в мелкосерийном производстве, где смена заготовок происходит весьма часто.
В отличие от патронов клинореечного типа, этот патрон не требует времени на переналадку, когда устанавливается заготовка другого размера. Центрирование патрона может выполняться цилиндрическим пояском или конусом.
Патрон представляет массивную планшайбу, в которой прорезаны радиальные пазы. В них перемещаются три кулачка, приводимые в действие конической зубчатой передачей, которая смонтирована внутри планшайбы. Одно из колец снабжено торцевой резьбой, называемой спиралью Архимеда, при помощи которой его можно вращать ключом. При вращении этой спирали происходит одновременное перемещение всех кулачков.
Четырехкулачковые патроны
Патрон этого типа имеет кулачки, которые перемещаются независимо друг от друга, что обеспечивает ему широкие возможности. С другой стороны, из-за потребности в центрировании заготовки закрепление детали требует большего времени, чем на самоцентрируемых устройствах.
Наиболее простые четырехкулачковые токарные зажимы представляют собой чугунную планшайбу, на которой винтами зажимаются кулачки. Планшайба имеет лучевые пазы, на которых возможно размещение дополнительной оснастки.
Для крупных станков используются массивные патроны с Т-образными пазами. Перемещение кулачков выполняется винтами, ось которых лежит на плоскости планшайбы. В таких патронах часто используются составные кулачки.
Выбор токарного патрона
Выбор патрона ведется в зависимости от обрабатываемой детали. Двухкулачковые патроны применяются для зажима небольших фасонных заготовок. Для простых симметричных заготовок чаще всего используются трехкулачковые патроны, которые позволяют быстро закрепить деталь на шпинделе. Чтобы зажать несимметричную деталь, применяются двух- или четырехкулачковые патроны. Благодаря независимому перемещению кулачков, их можно настроить на детали различной формы.
Если длина заготовки превышает ее диаметр в 4 раза и более, то ее крепление выполняется патроном, в зависимости от формы, и подвижным центром задней бабки. Другим вариантом является применение крепления заготовки в центрах с использованием поводкового патрона для передачи вращающего момента. Таким образом можно закреплять деталь, длина которой превышает диаметр в 10 раз. Для еще более длинных заготовок используются дополнительные опоры — люнеты.
Несмотря на все разнообразие патронов для токарных станков с ЧПУ, некоторые детали сложной и несимметричной формы невозможно закрепить в них. Для таких заготовок используются планшайбы с противовесом.
stankomach.com
Трехкулачковый патрон для сверлильных станков и ручных дрелей
Трехкулачковый патрон — основная оснастка для сверлильных станков и ручных дрелей. Выполняется с наклонно расположенными кулачками обеспечивает более точное и прочное закрепление сверла.
 Трехкулачковые патроны для сверлильных станков
Трехкулачковые патроны для сверлильных станковУстройство сверлильного трехкулачкового патрона
Обойма 1 прочно насажена на гайку 2, на внутреннем конусе которой имеется резьба, а на торце — конические зубья. В пазах корпуса патрона находятся три расположенных наклонно кулачка 3, на внешних сторонах их тоже нарезана резьба, которая соединена с резьбой гайки 2.
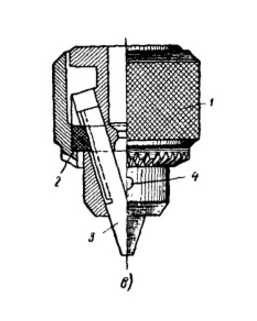
При повороте обоймы специальным ключом, имеющим на конце конические зубья и вставляемым в отверстие 4, кулачки сходятся или расходятся, зажимая или освобождая сверло.
Размерность сверлильных трехкулачковых патронов:
Сверлильные трёхкулачковые патроны предназначены для зажима сверл с цилиндрическим хвостовиком от 0.6 мм и до 20 мм.
В наличии есть несколько типоразмеров профессиональных сверлильных патронов с наклонными кулачками:
патрон B10 — от 0.6 до 6.0 мм
патрон B12 — от 1.0 до 10.0 мм
патрон B16 — от 1.0 до 13.0 мм
патрон B16 — от 1.0 до 16.0 мм
патрон B18 — от 3.0 до 16.0 мм
патрон B22 — от 5.0 до 20.0 мм
Как разобрать и собрать сверлильный патрон:
Узнать более подробную информацию о трёхкулачковых сверлильных патронах можно
позвонив по тел. 8-800-100-2667
Заказать сверлильный трёхкулачковый патрон можно оставив сообщение на почту: [email protected]
stavincom.ru
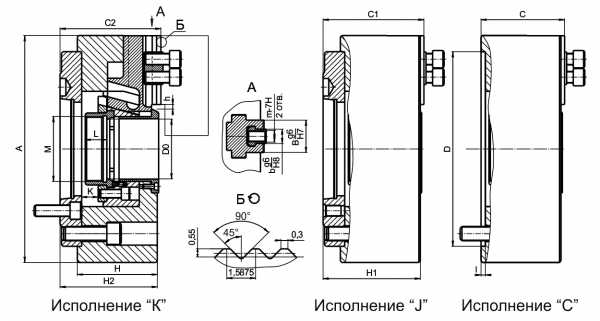
Патроны трехкулачковые клиновые механизированные полые

Патроны трехкулачковые клиновые механизированные полые предназначены для обработки пруткового материала и штучных заготовок при токарной обработке в условиях серийного и массового производства.
Патрон работает от полого механизированного привода, устанавливаемого на заднем конце шпинделя станка.
Настройка на необходимый диаметр зажима осуществляется переустановкой накладных закаленных или незакаленных кулачков по рифлениям основных кулачков с обеспечением выходной точности патрона.
Точность патрона с незакаленными кулачками достигается путем расточки накладных кулачков после их переустановки на необходимый диаметр зажима.
По требованию заказчика возможны изменения присоединительных размеров патрона и комплектация необходимым количеством комплектов незакаленных и закаленных кулачков.
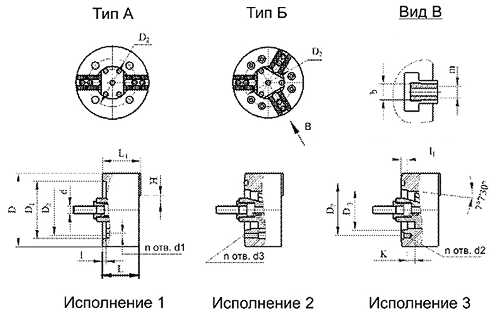
Размеры и технические характеристики полых токарных патронов
| Наименование параметров | Модель | |||
|---|---|---|---|---|
| ПП-200.40 | ПП-250.60 | ПП-315.80 | ||
| Наружный диаметр патрона А, мм | 200 | 250 | 315 | |
| Условный размер присоединительного конуса | ГОСТ 12593 (Исполнение «J») | 6 | 6, 8 | 6, 8, 11 |
| ГОСТ 12595 (Исполнение «К») | 6 | 6, 8 | 6, 8, 11 | |
| Диаметр присоединительного пояска D, мм (Исполнение «С») | 165 | 210 | 270 | |
| Глубина присоединительного пояска l, мм | 5 | 5 | 6 | |
| Диаметр проходного отверстия D0, мм | 40 | 60 | 80 | |
| Высота патрона, мм | H | 90 | 105 | 105 |
| h2 | 107 | 130 | 129 | |
| h3 | 107 | 130 | 129 | |
| Высота до основного кулачка, мм | С | 95 | 110 | 117 |
| С1 | 112 | 135 | 141 | |
| С2 | 112 | 135 | 141 | |
| Ход штока К, мм | 20 | 23 | 23 | |
| Ход кулачка h, мм | 5,3 | 6,2 | 6,2 | |
| Размер резьбы тяги М | М52х1,5 | М62х2 | М90х2 | |
| Длина резьбы L, мм | 35 | 40 | 30 | |
| Ширина кулачка B, мм | 40 | 45 | 45 | |
| Ширина сухаря b, мм | 17 | 20 | 20 | |
| Размер резьбы крепления накладных кулачков m | M12 | M16 | M16 | |
| Максимально допустимая частота вращения, мин-1 | 4500 | 4000 | 3000 | |
| Максимальное усилие, передаваемое приводом, даН | 3000 | 6000 | 6000 | |
| Суммарная сила зажима в кулачках, даН | 5500 | 140000 | 14000 | |
| Масса патрона, не более, кг | 20 | 40 | 55 | |
Возможно Вас также заинтересует…
bzsp.ru
Патрон трехкулачковый поводковый – Энциклопедия по машиностроению XXL
ПАТРОНЫ ТРЕХКУЛАЧКОВЫЕ ПОВОДКОВЫЕ [c.15]ПАТРОН ТРЕХКУЛАЧКОВЫЙ ПОВОДКОВЫЙ [c.166]
Основными из них являются поводковые патроны и хомутики центры патроны трехкулачковые и четырехкулачковые люнеты подвижные и неподвижные и др. [c.283]
Трехкулачковый поводковый самозажимной патрон (рис. 2) состоит из корпуса 12, центра 9, фланца 7, кольца 1 с закрепленными пальцами 2, плавающего кольца 14, кулачков 13, соединенных пазами с пальцами 2, втулок 10 и 11, подшипника 5. В процессе работы патрон автоматически зажимает заготовку между центром 9 и вращающимся центром задней бабки станка. В момент включения фрикциона зажимной узел вместе с обрабатываемой заготовкой вначале в силу инерции остается неподвижным, а корпус 12 с кольцом 1 и пальцами 2 начинает вращаться вместе со шпинделем при этом свободно посаженные в продольных пазах кулачки 13, поворачиваясь на осях 6, автоматически зажимают обрабатываемую заготовку 15, вращая ее. С увеличением силы резания увеличивается сила зажима. После обработки патрон вручную поворачивают против часовой стрелки, и кулачки 13, поворачиваясь на осях 6, освобождают заготовку. При этом центр 9 поворачивается вместе с фланцем 7, который посредством трех прорезанных в нем пазов увлекает за собой плавающее кольцо 14. Точное центрирование кулачков 13 по наружной поверхности необработанной заготовки обеспечивается плавающим кольцом 14, которое вместе с закрепленными на нем кулачками 13 может перемещаться между корпусом 12 и кольцом /, занимая требуемое положение. Шарики 5, пружины 4 и пробки 3 служат для плавного смещения плавающего кольца 14 и для возвращения его в первоначальное положение после снятия с центров обрабатываемой заготовки 15. [c.28]
| Рис. 2. Трехкулачковый поводковый самозажимной патрон | 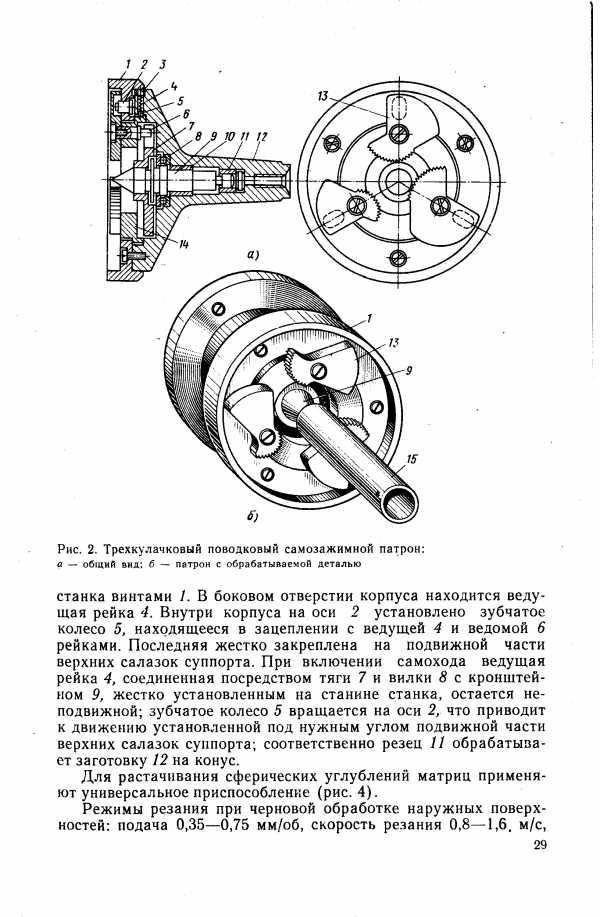 |
Конструкция трехкулачкового поводкового токарного патрона автоматического действия с плавающим центром дана на рис. 23. Для зажатия обрабатываемой детали в патроне, помимо сил резания, используется также поджатие задним центром станка. В оправке 1, хвостовик которой имеет конусность, соответствующую конусу шпинделя станка, помещен плавающий центр 2. На оправке, смонтированы сферический упор 16, фланец 8 с прокладкой 12, опорная шайба 6 и втулка 7. Эти детали служат для фиксации запирающего устройства в процессе обработки и для раскрытия самозажимных кулачков при снятии обработанной детали. На планшайбе 3 закреплены [c.299]
| Рис. 23. Трехкулачковый поводковый патрон автоматического действия | 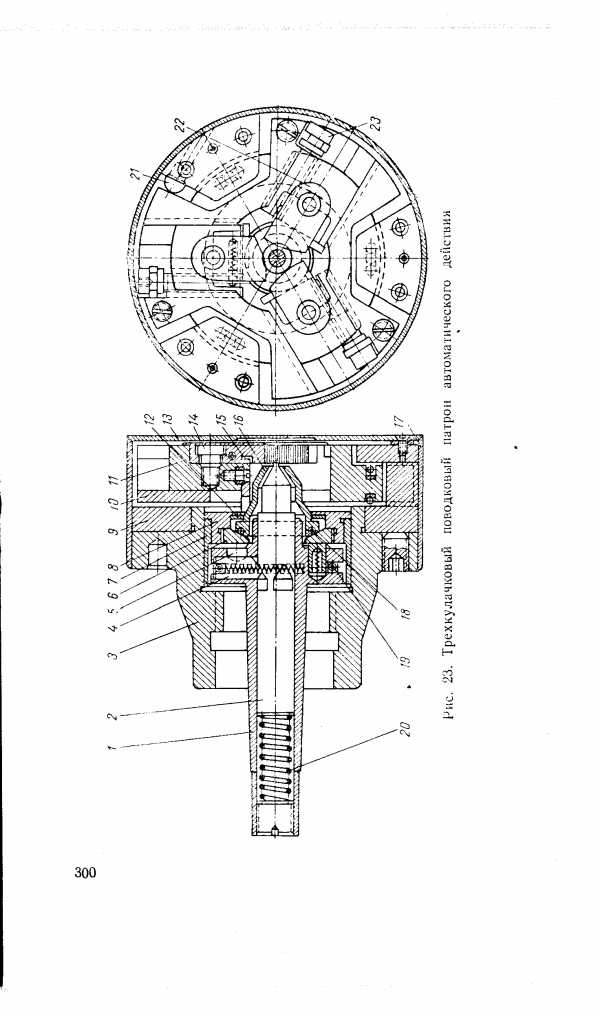 |
| Рис. XIV- . Самозажимной трехкулачковый поводковый патрон с плавающим центром | 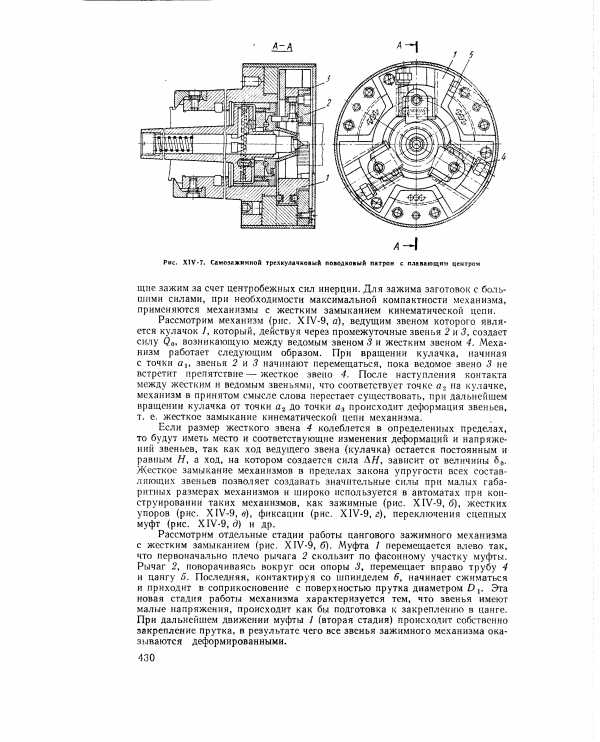 |
| Рис. 14. Трехкулачковый поводковый патрон | 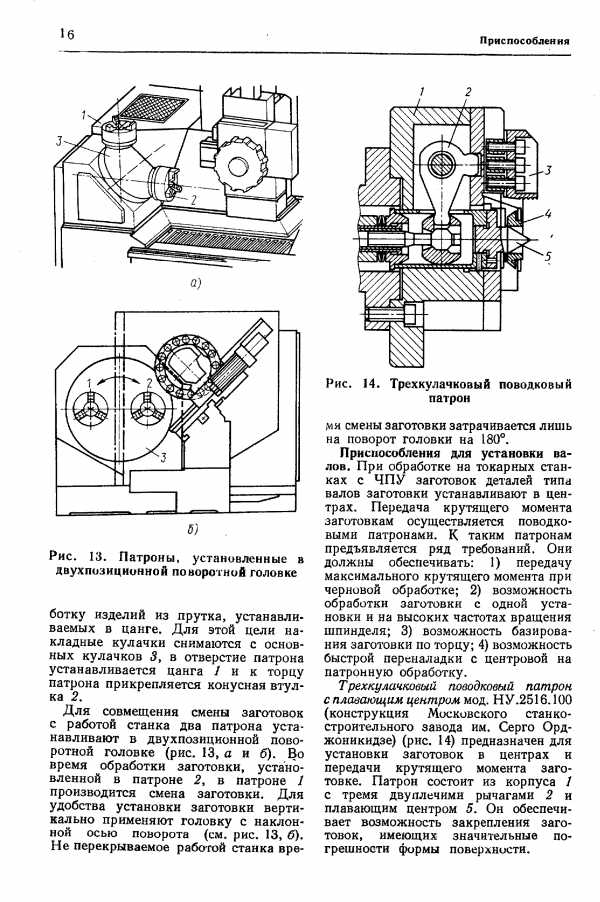 |
Примечание. Трехкулачковые патроны КП П — пневматический Г — гидравлический приводы У — универсальный ИП — инерционный (самозажимной) патрон ТП торцовый поводковый патрон (закрепление поджимом задней бабкой). [c.609]
Центробежные (инерционные) поводковые патроны. Выполняют двух или трехкулачковыми. Кулачки представляют собой независимые эксцентрики, которые под действием центробежных сил, воздействующих на грузы, приближаются к поверхности заготовки и зажимаются за счет сил самоторможения при воздействии на заготовку силы резания [c.825]
Патроны четырехкулачковые с независимым перемещением кулачков. Основные и присоединительные размеры Патроны самоцентрирующие трехкулачковые. Основные размеры Патроны поводковые для резьбовых концов шпинделей. Конструкция и размеры [c.8]
Оснастка любого станка подразделяется на универсальную и специальную. К универсальной оснастке токарных станков относятся центры, поводковые устройства, трехкулачковые и четырехкулачковые патроны, люнеты и т. д. [c.194]С этой целью применяют специальные приспособления поводковый патрон G плавающим центром при линейной базировке по торцу обрабатываемой заготовки (фиг. 277) или трехкулачковый зажимной патрон с упором в торец заготовки. [c.294]
Наиболее часто обрабатываемые заготовки крепят с помощью различных патронов цанговых, трехкулачковых и поводковых. [c.185]
Поверхности 12 трехкулачковый патрон Поверхности 12 трехкулачковый патрон Поверхности 2 поводковая планшайба Поверхности 2 поводковая планшайба [c.550]
Поверхность 2 поводковая планшайба Поверхность 2 поводковая планшайба Поверхноста 6, 11, трехкулачковый патрон Поверхности 6, 11 ручной винтовой [c.558]
Станок снабжается самоцентрирующим трехкулачковым патроном повышенной точности диаметром 160 мм, поводковым патроном и планшайбой с пазами. [c.45]
Приемы протирки посадочных мест поводкового патрона и переднего конца шпинделя и правила техники безопасности те же, что и при установке трехкулачкового патрона (см. карту 2, указания к упражнениям /— 1, 2 и 3). [c.17]
Приемы предварительной установки поводкового патрона и правила техники безопасности те же, что и при установке трехкулачкового патрона. Для окончательного закрепления поводкового патрона с резьбовым креплением на шпинделе станка взяться правой рукой за по- [c.18]
Поводковый патрон с фланцевым креплением на шпинделе снимается так же, ка и трехкулачковый патрон. [c.21]
Закрепление заготовок с отношением длины к диаметру L.D самоцентрирующихся патронах, установленных на шпинделе станка. Несимметричные относительно оси вращения заготовки закрепляют в четырехкулачковых патронах с независимым радиальным перемещением кулачков или на планшайбах с угольниками и прихватами. Закрепление заготовок с отношением длины к диаметру L.D > 4 в патронах производится с одновременной поддержкой центром задней бабки. В зависимости от условий обработки в этом случае используют неподвижные и вращающиеся центры. Такие заготовки могут устанавливаться в центрах с передачей крутящего момента от шпинделя через поводковый самозажимной патрон или поводковый центр и хомутик. Для уменьшения деформаций при обработке маложестких заготовок L D> 8) используют поддерживающие люнеты подвижный, устанавливаемый на суппорте, и неподвижный, закрепленный на станине. [c.473]
| Фиг. 50. Самозан имной трехкулачковый поводковый патрон с автоматически плавающим центром. | 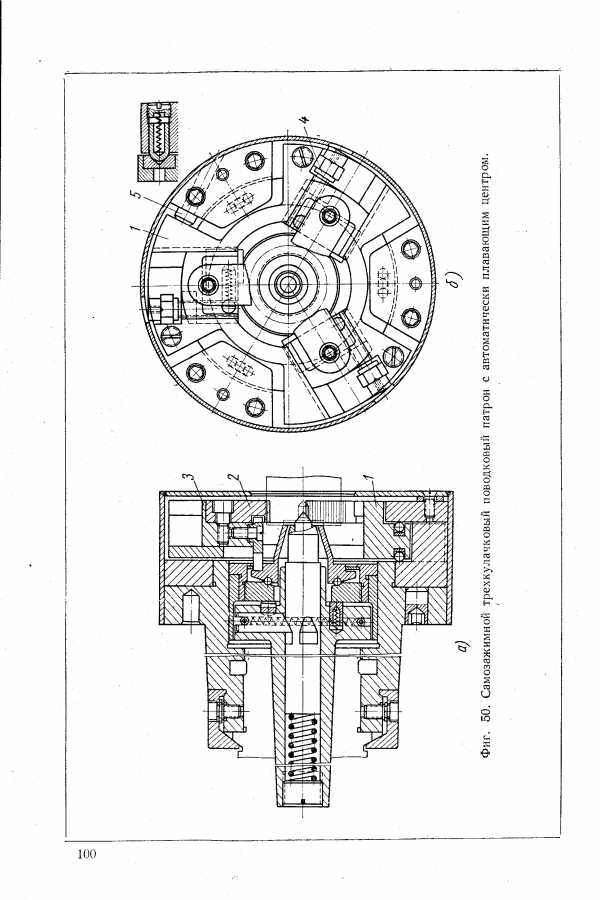 |
На центровых токарных станках с ЧПУ для центрирования и закрепления деталей типа валов широко применяют трехкулачковые поводковые патроны с утопающим центром. Например, на Минском заводе автоматических линий применение таких патронов позволяет за счет регулирования кулачков без их смены закреплять детали всего диапазона диаметров, обрабатываемых на данном станке. Поводковые штырьковые центры по МН 3631—62 особо эффективно применять на центровых станках с ЧПУ, поскольку они обеспечивают возможность полной обработки деталей за один y iaHOB. За рубежом широкое применение нашли механогидравлические штырьковые поводковые патроны фирмы Shmidt-Kosta (ФРГ). [c.94]
Сверла с коническим хвостовиком закрепляются либо непосредственно в конических отверстиях шпинделей станков, либо с помощью переходных конических втулок по ГОСТу 9288—59. Сверла с цилиндрическим хвостовиком диаметром до 20 мм. закрепляются в двух- или трехкулачковых или цанговых патронах. Кулачковые патроны бывают ключевые и бесключевые. Предпочтение следует отдать последним. Бесклю-чевые патроны нормализованы (МН 1177-60 и МН-1178-60) ВНИИМАШ. Кроме того, для легких работ широко используют быстросменные патроны с шариками и поводковые их размеры регламентированы нормалью МН 1181-61. [c.131]
В единичном и серийном производстве валы обычно обрабатываются на токарных станках общего назначения. При обработке коротких и легких валов крутящий момент передается через хомутик и поводковый патрон. Для обработки длинны х и тяжелых валов, имеющих большие диаметры, передний конец [вала зажимается в кулачковом патроне. Закрепление 1валов в трехкулачковом патроне и задней бабке обеспечивает точность установки вала в латроне и в задней бабке обеспечив а ет точно сть установки до 0,1 мм. Для повышения точности установки вала в трехкулачковом патроне применяются сырые кулачки, которые во избежание неточностей изготовления и установки патрона растачиваются на месте. Валы из поковок устанавливаются в четырехкулачковом патроне и заднем центре. Выверка заготовки производится со стороны патрона, точность установки достигает 0,05 мм. [c.91]
При обработке на металлорежущих станках применяют различные приспособления станочные тиски, токарные трехкулачковые само-центрирующиеся патроны четырехкулачковые патроны, центра, люнеты, поводковые патроны, оправки, цанговые и магнитные патроны, поворотные и делительные столы, делительные головки и другие приспособления. Применение таких приспособлений экономически себя оправдывает, так как их детали нормализованы. Приспособления изготовляют, как обычное оборудование к станка.м. [c.149]
На переднем конце шпинделя имеются резьба и центрирующий поясок 7, необходимые для крепления трехкулачкового са-моцентрирующего или поводкового патрона. На буртике шпинделя установлен лимб 8 непосредственного деления с 24 отверстиями. В средней части шпинделя расположено червячное колесо с круговой вы- точкой на торце, в которую входит конец зажима //. Оно получает вращение от червяка, расположенного в эксцентриковой втулке. Поворотом втулки рукояткой червяк можно ввести в зацепление или вывести из него. [c.109]
| Рис. 114. Узе.я шпинделя установни для изготовленных биметаллических втулок электро дуговым способом 1 — П-образные кулачки 2 — специальная планшайба 3 — электрод 4 — самоцрнтрирун>щий трехкулачковый патрон 5 — разрезная бронзовая втулка 6 — шшшде.ш передней бабки — направляющие втулки 8 — пиноль (электрододержатель) а — бронзовое контактное кольцо для подвода напряжения к электроду 10 — контактные щетки 11 — поводковое кольцо | 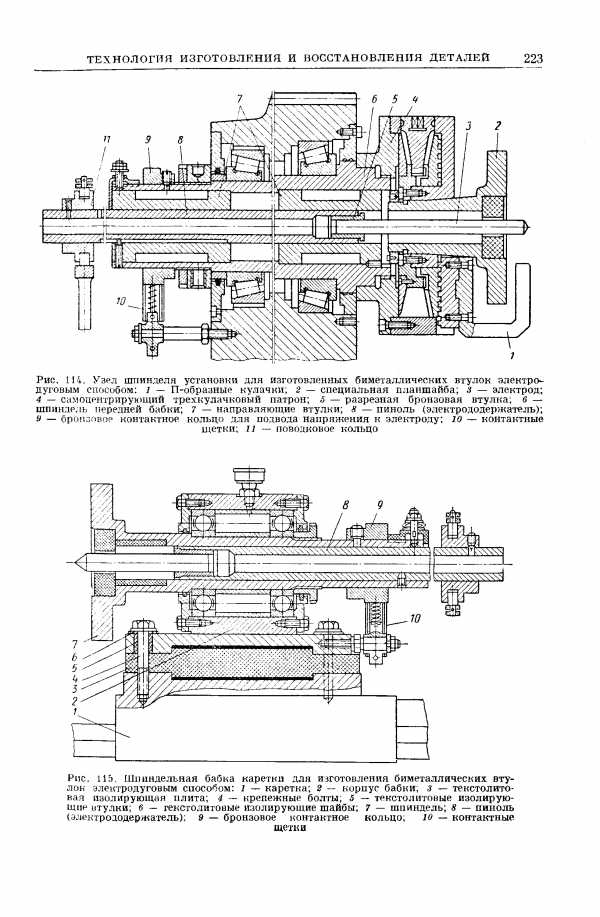 |
Центры уйорные (229) Центры упорные наплавленные (230) По-луцентры (230) Центры вращающиеся (231) Центры для полых деталей (231) Центры с внутренним конусом (231) Втулки переходные (232) Планшайбы (232) Поводковые планшайбы (233) Хомутики (234) Самозажимные хомутики (235) Трехкулачковые самоцентрирующие патроны (236) Четырехкулачковые патроны (237) Револьверные головки (239) Затыловочн ое приспособление (243) Фрезерные приспособления (243) Шлифовальные голдаки (244) [c.7]
Рассмотренные зажимные устройства предназначаются главным образом для установки и закрепления сплошных деталей типа валов, фланцев и т. д. (без отверстия). К этим устройствам относятся также различные поводковые и самозажимные патроны, упорные прямые и обратные центры, упорные полуцентры, хомутики и т. п. Другая группа устройств предназначена для установки и закрепления пустотелых деталей (с отверстием) типа втулок, колец и т. д. К ним относятся разнообразные зажимные оправки с комплектом разжимных втулок, цанговые оправки с наружным ступенчатым конусом, трехкулачковые патроны с обратными кулачками и др. Другая группа устройств предназначается для обработки деталей сложных форм. К ней, наряду с четырехкулачковым патроном, относятся планшайбы с пазами и набором винтов и планок, разнообразные угольники, устанавливаемые на фланец шпинделя или салазки суппорта, и ряд других универсальных средств. Все эти устройства поставляются с теми или иными станками. [c.106]
Для закрепления заготовок, имеющих цилиндрические поверхности, используют кулачковые и поводковые патроны, а также цанговые зажимы. Трехкулачковый самоцентрирующий патрон показан на рис. 108, а. В корпусе 2 патрона смонтированы кулачки / и два конических зубчатых колеса 3 п 4. Зубчатое колесо 4 имеет на торце спиральную резьбу, которая входит своими выступами в соответствующие впадины кулачков. При вращении торцовым ключом зубчатого колеса 3 движение передается зубчатому колесу 4, которое своей торцовой резьбой перемещает одновременно все три кулачка в радиальных пазах корпуса, зажимая или освобол[c.121]
Обработка различных деталей на токарных станках требует применения различных универсальных приспособлений токарных трехкулачковых самоцентрирующихся патронов, четырехкулачковых патронов, центров, люнетов (подвижных и неподвижных), поводковых патронов, оправок и т. д. [c.384]
При проектировании трехкулачковых патронов, работают,их по этому прип-ципу, необходимо, чтобы поводковая часть, несущая кулачки, также велась момег том пары сил. В противном случае патроп будет обладать недостатком обычного хомутика. [c.251]
mash-xxl.info