Паяльник или паяльная станция – Паяльник или паяльная станция – сложности выбора
alexxlab | 16.07.2020 | 0 | Разное
Паяльник или паяльная станция – сложности выбора
Автор: Московкина Елизавета, специалист отдела технологического оборудования ООО «ПРОФЕССИОНАЛЬНОЕ ОБОРУДОВАНИЕ и ТЕХНОЛОГИИ», [email protected]
При сборке, тестировании ремонте радиоэлектронного оборудования не обойтись без паяльных работ. На данный момент пайка – это самый распространенный способ соединения электронных компонентов с печатной платой. Для пайки металлические выводы компонентов и металлические проводники печатных плат приводятся в соприкосновение друг с другом, нагреваются паяльником и заливаются припоем. Для растекания расплавленного припоя применяются флюсы – чаще всего канифоль или вещества на ее основе. Эти вещества способствуют повышению текучести расплавленного припоя.
Самым простым инструментом пайки до сих пор остается электрический паяльник. Устройство обычного паяльника очень просто – жало с нагревателем внутри или снаружи, ручка и провод от нагревателя, проходящий через ручку и оканчивающийся вилкой. Паяльники отличаются несколькими характеристиками:
– Размером жала;
– Мощностью, потребляемой от электрической сети;
– Типом жала (прямое, изогнутое, круглое, овальное и т.д.) и его размером;
– Напряжением питания;
– Дополнительными приспособлениями, например, наличием оловоотсоса и термопинцета.
Мощность паяльника имеет одно из решающих значений при пайке, поскольку она задает температуру припоя. Если она недостаточна, то припой плохо плавится, и пайка получается рыхлой и некачественной. Оптимальной температурой при пайке свинец-содержащими припоями считается температура 180 – 230°C. Температура плавления большинства бессвинцовых припоев лежит в интервале 200 – 250°C.
|
Самой важной, пожалуй, характеристикой паяльной станции или паяльника является температура. Простейшие модели не обеспечивают стабильный температурный режим. При этом при недостаточном нагреве места пайки можно получить такой частый дефект как «холодная пайка» (рис. 1), при котором металл не растекается полностью вокруг вывода радиоэлемента, что приводит к ненадежному соединению припаиваемых элементов. Для исключения такого дефекта следует использовать паяльные станции с рабочей температурой, достаточной для пропаивания конкретных видов материалов. Для изоляции жала от нагревателя используются прокладки из слюды или керамическая трубка. Паяльники с керамической изоляцией лучше, поскольку предотвращают контакт спирали нагревателя с жалом. Такой контакт очень опасен, поскольку ведет к появлению на жале напряжения сети. Для выполнения достаточно удобной и качественной пайки зачастую одного паяльника оказывается недостаточно.
|
|
|
Рис. 1 . Холодная пайка. |

В частности недостатком обычного паяльника является слишком большое (до 5-10 минут) время нагрева до температуры, достаточной для надежного расплавления припоя и осуществления пайки. Кроме того, температура жала снижается при попытке прогреть паяльником место пайки.
Более распространены специальные паяльные станции, состоящие из паяльника, подставки под него и блока питания паяльника с устройством стабилизации температуры. Таких станций выпускается достаточно много в разных ценовых диапазонах.
Плюсы паяльных станций по сравнению с обычными паяльниками:
– Лучшая стабильность температуры жала паяльника;
– Более быстрый нагрев до заданной температуры;
– Улучшение динамики пайки;
– Предотвращение остывания жала паяльника в момент контакта с объектами пайки;
– Применение мер против статического электричества;
– Применение множества насадок для операций демонтажа деталей и интегральных микросхем с многими выводами.
Рассмотрим виды паяльных станций по принципу взаимодействия:
– Контактные:
- Для свинцовой пайки;
- Для бессвинцовой пайки;
– Бесконтактные:
- Термовоздушные;
- инфракрасные.
Контактные паяльные станции являются простейшими и распространенными. В принципе, обыкновенный паяльник можно переделать в такую станцию, оснастив его термопарой возле жала паяльника, регулятором температуры с обратной связью для поддержания постоянного условия пайки с помощью регулятора мощности, механизмом простой смены жала паяльника и удобной подставкой. Наличие регулировки температуры при контактной пайке исключает перегрев полупроводниковых компонентов и последующий выход их из строя, что является неоспоримым плюсом паяльных станций в целом. Большая часть обыкновенных паяльников разогревают жало до температуры 400
По применяемой технологии контактные паяльные станции можно разделить на станции для свинцовой и бессвинцовой пайки.
Станции для свинцовой пайки отличаются от бытового паяльника тем, что имеют модуль регулировки температуры нагрева жала.
Для бессвинцовой пайки применяются как классические, в которых нагревание наконечника происходит за счет электрического тока, так и более технологичные индукционные станции.
В основе принципа работы индукционных паяльных станций лежит свойство проводника (в роли которого выступает жало паяльника) быстро разогреваться в переменном магнитном поле. Жало, или наконечник выполняется из меди, причем в области хвостовика нанесено ферромагнитное покрытие. Последнее играет роль намагничивающегося сердечника катушки, которая и является источником достаточно сильного переменного магнитного поля.
|
За счёт поверхностных токов происходит быстрый разогрев наконечника, однако при достижении точки Кюри ферромагнетик теряет свои магнитные свойства, что приводит к скачкообразному уменьшению нагрева, и температура жала стабилизируется. Если таким наконечником коснуться детали, магнитные свойства мгновенно восстанавливаются, и наконечник снова начинает нагреваться, стремясь удержать температуру в районе точки Кюри. При этом, чем больше энергии отнимается у жала, тем сильнее будет происходить нагрев. Следовательно, происходит автоматический подбор мощности для каждой спаиваемой точки, в зависимости от её теплоемкости и массивности (рис. 2). Так как контроль нагрева происходит по точке Кюри, то каждый используемый наконечник представляет собой саморегулирующийся нагреватель, способный к поддержанию определённой температуры в соответствии со свойствами использованных при его изготовлении металлов. |
|
|
Рис. 2. Устройство индукционного паяльника |
Это означает, что никаких дополнительных калибровок или настоек не требуется, причём в течение всего срока эксплуатации.
Далеко не со всеми задачами можно справиться контактным методом пайки. Так сейчас распространенный SMT-монтаж подразумевает использование миниатюрных SMD-компонентов и безвыводных BGA-микросхем с расположением контактных площадок под подложкой или под корпусом. А справиться с такими элементами с помощью паяльника не только сложно, но и, в большинстве случаев, просто нереально. Для такого рода работ применяются бесконтактные паяльные станции, и среди них наибольшее распространение получили термовоздушные.
Принцип работы термовоздушных паяльных станций достаточно прост: компрессор или турбина создают воздушный поток, который, проходя через спираль нагревательного элемента, набирает соответствующую температуру. Струю воздуха на выходе фена подают в зону пайки. При этом возможна не только регулировка температуры воздуха на выходе сопла, но и настройка оптимальной скорости воздушного потока путем изменения работы вентилятора (компрессора). Термовоздушные бесконтактные паяльные станции используют при ремонте мобильных телефонов, планшетов, материнских плат. Профиль их работы достаточно широк, однако, качественный процесс замены BGA чипов, из-за маленькой площади охвата, без применения нижнего подогрева и инфракрасных нагревателей невозможен.
Существуют также паяльные станции комбинированного типа, которые сочетают в себе инструменты для пайки и ремонта. Примером может служить распространенная модель Lukey 702. Станция представляет собой недорогое сочетание паяльника и термофена.
Бесконтактные паяльные станции с применением инфракрасного нагревателя
Уже зарекомендовавший себя на рынке расходных паяльных материалов производитель Stannol (Германия) выпустил серию индукционных станций, удовлетворяющую всем категориям потребителей. Серия Industa состоит из этих трех паяльных станций:
• INDUSTA 550 (55W – для универсального применения )
• INDUSTA HF5100 (100W – для профессионального использования )
• INDUSTA HF5150 (150W – для профессионального использования )
|
Аналоговая паяльная станция Industa 550 характеризуется простотой в эксплуатации. Эргономичный дизайн, алюминиевый корпус (рис. 3). Температура легко устанавливается с помощью потенциометра. Показатели температуры отображаются на большом светодиодном дисплее. Тороидальный трансформатор обеспечивает питание 55Вт, что позволяет использовать бессвинцовый припой. Возможна пайка чувствительных электронных компонентов. |
 |
| Рис. 3. Аналоговая паяльная станция Stannol Industa 550 | |
|
Industa HF-5100 / HF-5150 – паяльные станции для профессионального использования (Рис. 4). Эти станции оснащены дополнительными функциями, необходимыми в профессиональной среде, например в производстве электроники. К ним относятся автоматические функции режима ожидания/ выключения, защита паролем от несанкционированных изменений настроек и возможностью калибровки инструментов. Также доступно выравнивание потенциалов для защиты чувствительных компонентов. Мощность 100Вт и 150Вт обеспечивают достаточный запас мощности для быстрой и надежной работы с бессвинцовыми припоями. Высокочастотный контроль с датчиком температуры вблизи наконечника позволяет чрезвычайно быстро переходить в режим холостого хода или повторного нагрева. |
 |
| Рис. 4. Stannol Industa HF 5100/5150Индукционные паяльные станции |
При частой необходимости проведения паяльных работ необходимо приобретать либо набор паяльников различной мощности, либо – современную паяльную станцию, имеющую регуляторы температур, автоподдержание заданной температуры и удобную подставку под паяльник.. Качественная паяльная станция в силу понятных причин потребует определенного материального вложения, но покупка набора различных паяльников, влекущая за собой приобретение насадок, отдельных видов припоя, требующая умения обращаться с оборудованием разного уровня, вряд ли будет выгодным занятием.
www.protehnology.ru
Обзор современного паяльника или паяльная станция на жалах T12.
Добрый день!Недавно делал обзор:
Обзор разъёмов Xh3.54 для плат 3D принтеров и кримпера для них. И в комментариях была небольшая дискуссия, что лучше – обжимать или паять. Это конечно пусть решает каждый сам, но у меня возникла мысль, что здесь за последнее время не было статей о современных паяльниках. А технологии тут оказывается, продвинулись сильно вперёд. Точнее продвинулись вперёд они уже давно, а братья китайцы сделали эти технологии доступными простому смертному.
Некоторое время назад я стал владельцем современной паяльной станции на жалах T12.
Что это такое, в чём преимущества перед обычным паяльником я и расскажу в этом обзоре.
Для начала покажу как это всё выглядит:
 Слева – ручка паяльной станции, в центре – сама паяльная станция, внизу жало T12.
Слева – ручка паяльной станции, в центре – сама паяльная станция, внизу жало T12.Вот мордочка станции:
 Но основная фишка таких станций – в жале.
Но основная фишка таких станций – в жале.Выглядят они так (наконечники бывают разные, пока не обращайте на него внимание):
 Нагревательный элемент встроен почти в самый кончик жала, туда же интегрирована термопара для передачи данных о температуре в станцию:
Нагревательный элемент встроен почти в самый кончик жала, туда же интегрирована термопара для передачи данных о температуре в станцию: В результате мы имеем следующие преимущества такой конструкции.
В результате мы имеем следующие преимущества такой конструкции.1. Очень быстрый нагрев – буквально секунды от комнатной температуры до рабочей. Пиковая мощность этого небольшого жала, кстати, 72 ватта, питается от 24 вольт.
Лично у меня от комнатной температуры до 300 градусов жало греется ровно 13 секунд.
2. Поддержка температуры с большой точностью. Это исключает перегрев жала, когда оно просто лежит, и наоборот позволяет быстро увеличить подачу энергии при пайке массивных деталей.
3. Жало греется на протяжении всего нескольких сантиметров, в результате и риски ожогов снижаются при случайных касания жала, да и ручка не греется вообще.
4. Жала эти быстросъёмные, замену производить достаточно легко прямо на ‘лету’. Простота и скорость смены зависит от используемой ручки – из некоторых оно просто вытаскивается, а из некоторых предварительно нужно открутить фиксирующую гайку.
Жал таких бывает великое множество, можно выбрать на любой вкус:
 Следующие интересные фишки лежат в ручке.
Следующие интересные фишки лежат в ручке.Первое – это датчик вибрации / наклона:
 Его использование позволяет станции отключать или уменьшать нагрев жала, когда паяльник не используется. Время таймаута можно задавать на станции, так же как и температуру, до которой снижать нагрев. Таймаутов там даже два.
Его использование позволяет станции отключать или уменьшать нагрев жала, когда паяльник не используется. Время таймаута можно задавать на станции, так же как и температуру, до которой снижать нагрев. Таймаутов там даже два.Первый снижает температуру при неиспользовании, а если паяльник взять в руки, то автоматически возвращает рабочий нагрев. У меня, например, стоит снижение в режиме ожидания до 150 градусов, и когда берёшь ручку в руки, то до 300 паяльник разогревается, пока несёшь его к детали.
Есть ещё один, более длительный таймаут, который отключает паяльник при неиспользовании совсем – прощай синдром забытого включенного утюга 🙂
Вторая фишка ручки этой станции – это силиконовый гибкий и термостойкий провод, который спокойно переживает без повреждений случайные касания его разогретым жалом.
Ручки тоже бывают разные, можно выбрать на свой вкус, а некоторые, особо экономные паяют таким жалом и вообще без ручек:
Теперь собственно станция.Управление станцией осуществляется одним энкодером – нажатием, поворотом и поворотом с нажатием. Меню достаточно простое и интуитивно понятное. Вообще таких станций есть много, да ещё и разных версий, поэтому конкретную инструкцию здесь писать нет смыла, к каждой станции она будет своя. Поэтому просто перечислю ещё интересные возможности, о которых не написал ранее.
В станции есть возможность калибровать каждое жало – в результате на нём будут не ‘попугаи’, а реальные градусы:
 Для каждого жала можно задать свою рабочую температуру, есть режим, когда одним движением энкодера можно увеличить температуру жала на большую величину, которую тоже можно задать в настройках.
Для каждого жала можно задать свою рабочую температуру, есть режим, когда одним движением энкодера можно увеличить температуру жала на большую величину, которую тоже можно задать в настройках.Так же енкодером можно принудительно перевести станцию в один из дежурных режимов, которые я описал ранее.
Вот содержимое этой станции:


 Большая плата – это блок питания, обеспечивающий для жала 24 вольта и 3 ампера.
Большая плата – это блок питания, обеспечивающий для жала 24 вольта и 3 ампера.Маленькая плата – это плата управления и индикации.
Ещё немного по поводу жал.
Ранее я паял только медными жалами потому, что опыт работы с «долговечными» жалами у меня был крайне отрицательный. Я вообще не понимал как люди ими паяют.
Я всегда менял в покупаемых паяльниках долговечные жала на медные. Медными просто не сравнимо удобнее паять и из-за лучшей теплопроводности и из-за лучшей залуживаемости.
Поэтому наличие здесь «долговечного» жала меня больше всего и смущало перед покупкой.
Но видимо качество изготовления и правильные температурные режимы работы делают своё дело – жало держит припой и паяет просто отлично!
Вот фото залуженного жала:
 Как видите припой держится отменно, у меня не на каждом медном он так держится.
Как видите припой держится отменно, у меня не на каждом медном он так держится.Покупка.
При покупке, рекомендую обращать внимание на контроллер станции. Станции на STM32 наиболее функциональны. Обычно в описании товара контроллер указывается.
Моя станция куплена здесь:
https://ru.aliexpress.com/item/Ksger-T12-STM32-OLED-DIY/32836043839.html У этого же продавца, или любого другого можно купить и жала T12 других типов к ней.
Если есть вопросы или я что-то упустил, пожалуйста, пишите в комментариях.
Всем спасибо.
3dtoday.ru
Паяльник или паяльная станция?
 Очень часто задают вопрос: “Что лучше приобрести – паяльную станцию или паяльник?” Мы попытаемся предельно ясно ответить на него, рассказав о принципиальной разнице, а также о преимуществах и недостатках обоих устройств.
Очень часто задают вопрос: “Что лучше приобрести – паяльную станцию или паяльник?” Мы попытаемся предельно ясно ответить на него, рассказав о принципиальной разнице, а также о преимуществах и недостатках обоих устройств.У паяльной станции есть блок питания от сети. Таким образом паяльник не подключается напрямую к розетке.
Паяльная станция гальванически отделена от сети.
Паяльник, напротив, включается напрямую в розетку. Между ними нет блока питания.
Как это влияет на пайку?
Благодаря блоку питания у паяльной станции больше функций, а также, как правило, больше мощность. Одной из важнейших функций является регулировка температуры.
Паяльник, напротив, не располагает большим количеством функций и, как правило, у него нет функции регулировки температуры. От каких-либо специальных функциональных возможностей придется отказаться.
Преимущества паяльной станции
 Процесс пайки осуществляется гальванически отдельно от сети питания. Благодаря этому жало паяльника беспотенциально и чувствительные элементы таким образом защищены от опасного тока утечки.
Процесс пайки осуществляется гальванически отдельно от сети питания. Благодаря этому жало паяльника беспотенциально и чувствительные элементы таким образом защищены от опасного тока утечки.Паяльник у паяльной станции как правило более удобен в обращении.
Паяльная станция позволяет регулировать температуру и имеет больший температурный диапазон. Благодаря этому удается настроить оборудование на определённую задачу и в значительной степени расширить сферу применения станции.
Регулировка на блоке питания даёт больше возможностей и видимых дополнительных функций. Так можно сохранить часто запрашиваемую температуру и есть кнопка “Режим ожидания / выключения питания”
При выборе паяльной станции можно пользоваться очень большим ассортиментом жал и насадок.
Но у паяльной станции есть и недостатки:
Паяльную станцию лучше использовать в условиях стационарного рабочего места, её неудобно брать с собой, например для выполнения работ у клиента.
И еще один недостаток – паяльная станция как правило дороже паяльника.
Преимущества паяльника
Большим преимуществом в первую очередь является разумеется цена. И если Вы не собираетесь очень часто пользоваться оборудованием, разумеется имеет смысл остановить свой выбор на паяльнике.
Также паяльник более удобен при транспортировке – его можно легко взять с собой для выполнения работ у клиента.
Недостатки:
Но недостатков у паяльника по отношению к паяльной станции всё же больше. Как правило нет возможности регулировки температуры и прочих дополнительных функций.
Приходится пользоваться несколькими паяльниками, поскольку сфера применения отдельно взятого паяльника ограничена.
Также ассортимент жал и запасных частей у паяльника чаще всего не очень велик.
Итак, если Вам не требуется регулярно выполнять работы, связанные с пайкой, а нужно, к примеру, лишь запаять пару кабелей, вам достаточно будет простого паяльника. Таким образом можно сэкономить и иметь возможность быстро выполнить необходимый ремонт. В этом случае можно отказаться от регулировки температуры и прочих функций.
Если же Вы постоянно имеете дело с пайкой, то Вам лучше выбрать паяльную станцию. Прежде всего, если Вы собираетесь много паять и часто испытывать новые паяльники. Для всех, кто рассматривает пайку как своё хобби, это просто “надо”. Тут вообще не должен стоять выбор.
www.mirnagreva.ru
В чем отличие паяльных станций от паяльников? Ликбез для начинающих
Во времена, когда интегральные микросхемы казались редчайшими священными артефактами, а SMD-компонентов не было и в помине, главным и универсальным оборудованием большинства ремонтных бюро была пара-другая обыкновенных паяльников. Никто не сомневался в их универсальности и надежности, они были верными друзьями, готовыми всегда прийти на помощь и не подводящими ни при каких условиях. Но развитие технологий производства, миниатюризация и оптимизация энергоэффективности постепенно делали свое дело. Компоненты становились всё меньше, разглядывать их без увеличительного стекла было всё труднее, и вот, паяльники всё же… начали подводить.
Мало того, что паяльником стало значительно сложнее попасть в нужную точку на плате (а если вдруг придется паять им размеры типа 0603, или – страшно представить – еще меньше, это вообще походит на зверское издевательство, и всемирный заговор начинает казаться не таким уж бредовым), так еще и резкий нагрев мелкие детали переносят значительно хуже. Продержал паяльник на секунду дольше, чем положено – меняй микросхему, а ведь она еще даже залудиться не успела!
Вот такого рода трудности и размышления сподвигли выдающиеся умы собрать огромное разнообразие всяческих паяльных станций на любой вкус. В какой-то момент их стало так много, что процесс выбора подходящей паяльной станции стал угрожающе сложным и непонятным.
Но угрожающая сложность и непонятность нивелируются, если быть подкованным в типах паяльных станций, их характеристиках, особенностях и сферах применения. Итак, чем же отличаются паяльные станции?
Во-первых, все паяльные станции делятся на контактные, термовоздушные и инфракрасные.
Контактная паяльная станция – это, по сути, паяльник с регулировкой температуры. Соответственно, в задачи этой паяльной станции входит весь спектр работ паяльника, но с возможностью выбора подходящего температурного режима для той или иной задачи. В нерегулируемых паяльниках значение температуры может доходить до 500 градусов и выше, при этом мелкие компоненты можно (и нужно) спаивать при относительно небольших температурах, около 250-300 градусов. Контактная станция дает возможность соблюдать такие режимы. Кроме того, контролируемая температура значительно уменьшает износ жала, нагревательного элемента и всей конструкции паяльника, так что он прослужит дольше и качество работ, сделанных с его помощью, будет значительно отличаться в лучшую сторону.
Термовоздушная паяльная станция – это станция, в которую включен термофен. Чаще всего он идет в комплекте с паяльником, но есть и исключения. На это стоит обращать внимание – входит ли в состав станции паяльник.
Термофен делает работу с миниатюрными компонентами еще проще (а в случае самых мелких деталей – это единственный инструмент, с помощью которого их можно отпаять и запаять). Если нужно выпаять, например, микросхему с 40 выводами, термофен справится с этим буквально за минуту.
К термофенам существует большое количество насадок, которые упрощают работу с определенным типом деталей на плате. При частой работе с конкретными однотипными изделиями купить нужную насадку не помешает.
Инфракрасная станция обычно покупается в сервисные центры и другие специализированные предприятия. Ее основной рабочий элемент – инфракрасная лампа, нагревающая определенный участок платы. Действие похожее на термофен, только при этом отсутствует воздушный поток, который может сдуть мелкие детали, и не так сильно нагреваются сами компоненты (припой нагревается намного быстрее) за счет того, что инфракрасные лучи неодинаково воздействуют на разные материалы. Как правило, в комплекте этих станций присутствует еще преднагреватель, подогревающий платы снизу, и знакомый паяльник. А стоит всё это вместе весьма и весьма недешево. И чем больше разных настроек и возможностей программной автоматизации у станции, тем она дороже.
Теперь разберем наши станции по частям. Первый в очереди — паяльник.
Главное, чем они отличаются между собой (кроме мощности) – тип нагревательного элемента. В самых простых паяльниках он нихромовый. Паяльник с нихромовым нагревателем долго нагревается, не очень хорошо держит тепло и не очень экономичен — зато им можно хоть стены долбить.
Паяльники чуть подороже – это так называемые “псевдокерамические”: нихром здесь заключен в керамическую оболочку. Немного более быстрый нагрев и чуть лучшее удержание температуры уравновешиваются присущей керамике хрупкостью – с этими паяльниками нужно обращаться бережно.
В настоящих керамических паяльниках нагреватель выполнен в виде специальных полупроводниковых трубочек, залитых керамическим кожухом. Они могут практически мгновенно набирать температуру, стабильность температуры тоже на высоте.
Экзотика паяльного мира – индукционный нагреватель. Принцип его работы схож с индукционной плитой. Жало помещено внутрь катушки. Большая переменная частота, проходящая через катушку, создает магнитное поле, осуществляющее нагрев наконечника.
Еще одна особенность паяльников — тип используемого жала. Подавляющее большинство паяльных станций работают с жалом типа 900-M (900-M-T). Достоинства этого типа – доступность сменных жал, их дешевизна, легкость в замене. Недостатки – не очень хорошая передача тепла от нагревателя к кончику жала, трудность в контроле температуры и быстром реагировании на ее изменение, так как термопара стоит в нагревателе, с которым у жала вполне может быть существенная разница температур.
Относительно новый, но активно приживающийся на рынке тип – T12. Оригинальная особенность этих жал в том, что нагреватель и термопара в них встроены прямо в жало. Это дает возможность заметно более быстрой реакции на изменения температуры. Минус в том, что встроенный нагревательный элемент заметно повышает на них цену.
А чем отличаются термофены?
Основная разница в их структуре – это компрессорный или турбинный (мембранный) тип нагнетания воздуха.
В первом варианте специальный компрессор находится внутри корпуса паяльной станции. Он прокачивает воздух в фен через воздушный шланг. У этого типа сам термофен меньше в размерах и удобнее, но его производительность тоже страдает, а станция из-за громоздкого компрессора весит значительно больше турбинных моделей.
Второй тип называется так, потому что непосредственно внутри ручки фена вентилятор (турбина) накачивает воздух и прогоняет его через нагревательный элемент. От станции к фену в этом варианте идет только провод управления. Достоинства – меньший размер станции, большая производительность. Недостатки – не такая удобная для удержания форма.
По схеме поддержания температуры станции можно выделить три категории, в порядке увеличения качества: симисторная регулировка, регулировка с помощью ШИМ-контроллера со считыванием ошибок, ПИД-регулировка, самостоятельно предсказывающая изменения температуры.
Первая регулировка не имеет датчиков температуры, её изменение происходит путем уменьшения общей мощности. Очевидный недостаток – если нужна небольшая температура, придётся мириться со значительно более длительным нагревом и уменьшенной нагревательной способности.
Второй тип (ШИМ-регулировка) применяется в большинстве паяльных станций, представленных на рынке. Контроллер следит за изменением температуры, и если она меньше заданной – включает нагреватель на полную мощность, пока он не нагреется до нужного значения.
Последний тип можно встретить в станциях более высокой ценовой категории. ПИД-регулирование следит не только за температурой, но и за скоростью её изменения – это позволяет подавать на выход такую мощность, чтобы температура оставалась на одном уровне даже с учётом быстрого охлаждения жала.
Помимо вышеперечисленного, существуют еще станции с дополнительными примочками: дымопоглотителями, встроенными лабораторными блоками питания и другими приспособлениями. Специфические особенности лучше выбирать специально под свои задачи.
Зная, чем одна паяльная станция принципиально отличается от другой, выбрать значительно легче, не правда ли?
www.sq.com.ua
Автор: Московкина Елизавета, специалист отдела технологического оборудования ООО «ПРОФЕССИОНАЛЬНОЕ ОБОРУДОВАНИЕ и ТЕХНОЛОГИИ», [email protected] При сборке, тестировании ремонте радиоэлектронного оборудования не обойтись без паяльных работ. На данный момент пайка – это самый распространенный способ соединения электронных компонентов с печатной платой. Для пайки металлические выводы компонентов и металлические проводники печатных плат приводятся в соприкосновение друг с другом, нагреваются паяльником и заливаются припоем. Для растекания расплавленного припоя применяются флюсы – чаще всего канифоль или вещества на ее основе. Эти вещества способствуют повышению текучести расплавленного припоя. Самым простым инструментом пайки до сих пор остается электрический паяльник. Устройство обычного паяльника очень просто – жало с нагревателем внутри или снаружи, ручка и провод от нагревателя, проходящий через ручку и оканчивающийся вилкой. Паяльники отличаются несколькими характеристиками: – Размером жала; – Мощностью, потребляемой от электрической сети; – Типом жала (прямое, изогнутое, круглое, овальное и т.д.) и его размером; – Напряжением питания; – Дополнительными приспособлениями, например, наличием оловоотсоса и термопинцета. Мощность паяльника имеет одно из решающих значений при пайке, поскольку она задает температуру припоя. Если она недостаточна, то припой плохо плавится, и пайка получается рыхлой и некачественной. Оптимальной температурой при пайке свинец-содержащими припоями считается температура 180 – 230°C. Температура плавления большинства бессвинцовых припоев лежит в интервале 200 – 250°C.
В частности недостатком обычного паяльника является слишком большое (до 5-10 минут) время нагрева до температуры, достаточной для надежного расплавления припоя и осуществления пайки. Кроме того, температура жала снижается при попытке прогреть паяльником место пайки. Более распространены специальные паяльные станции, состоящие из паяльника, подставки под него и блока питания паяльника с устройством стабилизации температуры. Таких станций выпускается достаточно много в разных ценовых диапазонах. Плюсы паяльных станций по сравнению с обычными паяльниками: – Лучшая стабильность температуры жала паяльника; – Более быстрый нагрев до заданной температуры; – Улучшение динамики пайки; – Предотвращение остывания жала паяльника в момент контакта с объектами пайки; – Применение мер против статического электричества; – Применение множества насадок для операций демонтажа деталей и интегральных микросхем с многими выводами. Рассмотрим виды паяльных станций по принципу взаимодействия: – Контактные:
– Бесконтактные:
Контактные паяльные станции являются простейшими и распространенными. В принципе, обыкновенный паяльник можно переделать в такую станцию, оснастив его термопарой возле жала паяльника, регулятором температуры с обратной связью для поддержания постоянного условия пайки с помощью регулятора мощности, механизмом простой смены жала паяльника и удобной подставкой. Наличие регулировки температуры при контактной пайке исключает перегрев полупроводниковых компонентов и последующий выход их из строя, что является неоспоримым плюсом паяльных станций в целом. Большая часть обыкновенных паяльников разогревают жало до температуры 400°С. Наличие регулятора напряжения в контактной (и не только) паяльной станции обеспечивает плавную регулировку рабочих температур. 250 – 350°С – это вполне комфортный и оптимальный режим для процесса пайки. По применяемой технологии контактные паяльные станции можно разделить на станции для свинцовой и бессвинцовой пайки. Станции для свинцовой пайки отличаются от бытового паяльника тем, что имеют модуль регулировки температуры нагрева жала. Для бессвинцовой пайки применяются как классические, в которых нагревание наконечника происходит за счет электрического тока, так и более технологичные индукционные станции. В основе принципа работы индукционных паяльных станций лежит свойство проводника (в роли которого выступает жало паяльника) быстро разогреваться в переменном магнитном поле. Жало, или наконечник выполняется из меди, причем в области хвостовика нанесено ферромагнитное покрытие. Последнее играет роль намагничивающегося сердечника катушки, которая и является источником достаточно сильного переменного магнитного поля.
Это означает, что никаких дополнительных калибровок или настоек не требуется, причём в течение всего срока эксплуатации. Далеко не со всеми задачами можно справиться контактным методом пайки. Так сейчас распространенный SMT-монтаж подразумевает использование миниатюрных SMD-компонентов и безвыводных BGA-микросхем с расположением контактных площадок под подложкой или под корпусом. А справиться с такими элементами с помощью паяльника не только сложно, но |
i-perf.ru
Самодельная паяльная станция
Намучился в свое время с мелкими безвыводными детальками для печатного монтажа (SMD) и полевыми транзисторами паяя их большим сетевым паяльником. Потом сделал миниатюрный паяльничек из МЛТ-резистора, но как-то не очень долго он жил. А тут встретил в местном электрическом магазине паяльник от китайской паяльной станции Lukey. C паяльными станциями сталкивался ранее и удобство их оценил. Посему, пришла мысль сделать блок управления самостоятельно.
Чем отличается паяльная станция от обычного паяльника, или даже паяльника с регулятором? В паяльной станции есть, обратная связь. При касании жалом массивной детали температура жала падает, соответственно уменьшается напряжение на выходе термопары. Это падение напряжения, усиленное операционным усилителем (ОУ), анализируется, и отрабатывается – схема подает на нагреватель больше мощности, повышая температуру жала, до установленного уровня.
Найденный паяльник низковольтный (24В), довольно удобен, в руке лежит как фломастер, жало тонкое, все железо паяльника заземлено для стекания статического электричества. Провод довольно мягкий, словом, понравился.
Порывшись на просторах, нашел немало конструкций, как аналоговых так и цифровых, подобрал наиболее подходящую по функциональным возможностям и содержащую доступные элементы. Выбор пал на цифровую паяльную станцию на микроконтроллере ATmega8 и семисегментном светодиодном индикаторе. Управление пятью кнопками.
Первым делом распотрошил паяльник, интересно же, как он внутри сделан. Сфоткал внутренности, может быть, кому пригодится.
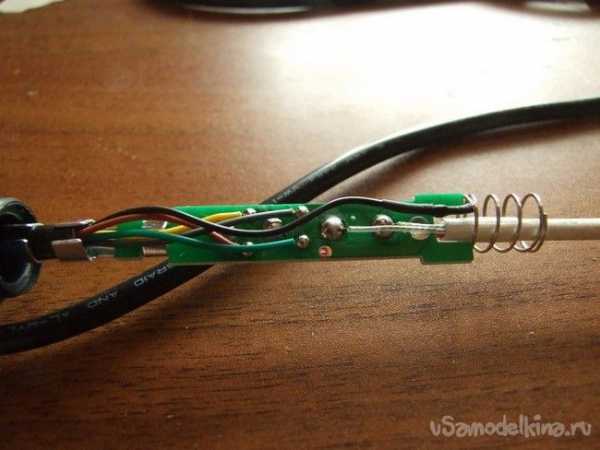
Ну ничего, все вроде культурно, заодно посмотрел куда какие провода идут – разъем на хвосте был жидковат, вроде как пи-си-пополам от мышек и клавиатур. Заменил его на DIN 5-ти штырьковый, всяко по надежнее будет, гнездо, опять же, легче найти.

Та-ак, вот эта платка в ручке, пружина для контакта “земли” с остальными железками паяльника, в том числе и жалом (смотри про полевые транзисторы выше).

Вышеупомянутые железки.

Платка поставлена на место, снаружи только контактная пружина с керамическим нагревателем, где то там, внутри и термопара.

Делай раз!

Делай два!

Делай три.

Четыре. Паяльник в сборе. Аплодисменты.
Собственно схема. Принципиальная.
Функционально схема состоит из двух частей – блока контроля и блока индикации.

Где
R1 – 1M
R2 – 1k
R3 – 10k
R4 – 82k
R5 – 47k
R7, R8 – 10k
R индикатора -0.5k
C3 – 1000mF/50v
C2 – 200mF/10v
C – 0,1mF
Q1 – IRFZ44
IC4 – 7805
Бипер со встроенным генератором, подключается + к 14 ноге контроллера, – к минусу питания.
Что умеет:
Температура от 50 до 500гр, (нагрев до 260гр примерно 30 секунд), две кнопки +10гр и -10гр температуры, три кнопки памяти – длинное нажатие (до моргания) – запоминание установленной температуры, короткое – установка температуры из памяти. После подачи питания схема спит, после нажатия кнопки – включается последняя использованная установка температуры. При первом включении температуры в памяти 250, 300, 350гр. На индикаторе моргает установленная температура, затем бежит и потом горит температура жала с точностью до 1 гр в реальном времени (после нагревания иногда забегает на 1-2 гр вперед, потом стабилизируется и изредка проскакивает на +-1гр). Через 1 час после последней манипуляции с кнопками засыпает и остывает (защита от забывания выключить). Если температура более 400гр, засыпает через 10 минут (для сохранности жала). Бипер пикает при включении, нажатиях кнопок, записи в память, достижении заданной температуры, три раза предупреждает перед засыпанием (двойной бип), и при засыпании (пять-бип).
Что понадобилось.
Материалы.
Кроме радиоэлементов – монтажный провод, кусочек оцинкованной стали и органического стекла, нетолстая нержавеющая сталь для подставки, нейтральный силиконовый герметик, фольгированный материал и химикаты для изготовления печатной платы, сопутствующие мелочи.
Инструменты.
Паяльник с принадлежностями, инструмент для радиомонтажа и мелкий слесарный. Ножницы по металлу. Пригодились вытяжные заклепки со специальными клещами для их установки. Нечто для сверления, в том числе и отверстий на печатной плате (~0,8мм), можно изловчиться одним шуруповертом – платки маленькие, отверстий немного. Гравер с принадлежностями. Не обойтись без компьютера со специальным софтом (PonyProg ) для «прошивки» микроконтроллера. Хорошо, если есть доступ к принтеру. При изготовлении подставки, пользовался маленьким сварочным инвертором с принадлежностями, но можно обойтись и винтиками.
Наиболее эргономичная форма корпуса и компоновка элементов, была проработана в САПР AutoCAD. Пришлось повозиться. Идею корпуса этакой пирамидкой подсмотрел у какой-то дорогущей буржуйской модели паяльной станции. Очень понравилась.
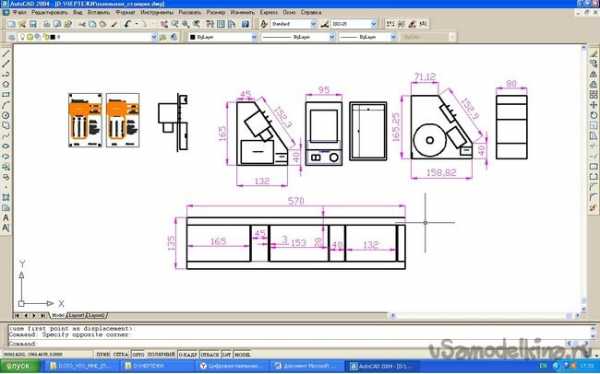
Платы разведены для разработанного корпуса в программе Sprint Layout. Кнопки, индикатор, прямо на плате. Радиатор полевому транзистору не требуется.

Выше, процесс облуживания дорожек платы и инструмент для него – кусочек медной оплетки примотанный тонкой проволокой к ручке. Плата после зачистки мелкой шкуркой и нанесения жидкого флюса, крепится к столу струбциной, конец оплетки с припоем прижимается мощным паяльником к плате и протаскивается по дорожкам. Они равномерно покрываются тонким слоем припоя без иголок и других дефектов.

Установка элементов. Микросхемы в панельках, благо они дешевы и легко доступны. Индикаторы АЛС 324.


Так, ну вот, все в сборе, процессор прошит, соединения на живую нитку, пробуем. С первого раза, чуток напутал с индикацией, после устранения все заработало как нужно. Большой конденсатор вне платы, появился в процессе настройки, он включен к выпрямительному мосту и немного повышает просевшее напряжение.

Теперь, самое сложное – оформить в корпус. Из макетов в инструменты.

Корпус выполнен из кровельной оцинкованной стали. Начертил развертку, перенес на железку, вырезал ножницами, согнул. Прямоугольные окошки выпиливал крохотным отрезным кругом, гравером.

Передняя панель – простой испытанный вариант из напечатанной на плотной бумаге панели и оргстекла поверх. Светофильтр на индикаторы из двух слоев от коричневой одноразовой баклажки.

Трансформатор довольно мощный и соответственно тяжелый, чтоб надежно закрепить его внутри корпуса, пришлось сооружать такое вот крепление. Пластинка-подставка с вваренным кусочком резьбовой шпильки, металлическая шайба, резиновые прокладки, изоляция резьбы – чтоб провода не покорябала, пластинка с контактными лепестками, чтоб пайки были не на весу.

Трансформатор в сборе, крепится в корпус за четыре угла подошвочки вытяжными заклепками.

Корпус в боевом положении, обратите внимание на весьма плотный монтаж – результат корпения в Автокаде.

Вот, еще один аспект в удобстве пользования паяльником – хорошая подставка. Сварил ее из нетолстой листовой нержавейки, по мотивам фабричных. Вес получился вполне приемлимый, ничего не ёрзает, не опрокидывается.

Узел держателя на промежуточной примерке. Чашечка сделана из отрезанного горлышка от пустого алюминиевого баллончика с ингалиптом.

Ортопедическая эластичная прокладка из нейтрального (чтоб не разъело алюминий) силиконового герметика. Формовка выполнялась самим паяльником. Соответствующее его место было плотно обернуто пищевой полиэтиленовой пленкой и вдавлено в жидкий герметик. Подставка вообще и этот узел в частности, получились весьма удобными. Пальник сидит плотно, его можно не вкладывать, а почти вбрасывать, на манер дартса, причем без особенного лязга и брякания. Сильно точное прицеливание, тоже не требуется.

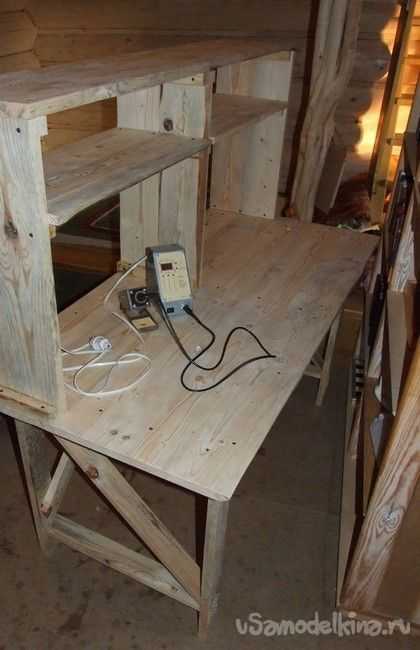
Паяльная станция в сборе, к слову, на свеже сделанном рабочем столе.

Да, пришлось еще делать программатор для контроллера.
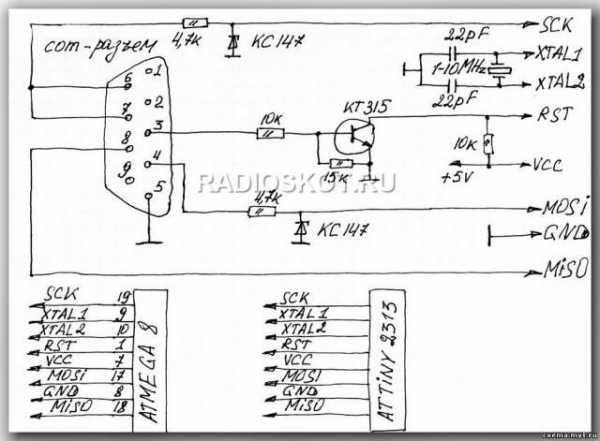
DB-9 для COM порта не нашлось, пришлось делать из длинного – махнул “болгаркой” и приходи-кума-любоваться!

USB-это для питания.

После более чем двух лет эксплуатации, существенных недостатков не обнаружено. Индикаторы только тускловато светятся при обычном рабочем освещении – лень было ключи – транзисторы ставить. Но это недостаток самих индикаторов. Ничего не разбирая и не допаивая, можно сверху приладить блендочку, но не особенно нужно. Три температуры в памяти (дежурный режим, рабочий и для безсвинца или деталек помассивнее) устанавливаются один раз, потом их нужно только вызывать по мере необходимости в “один тырк”.

nig.mirtesen.ru
описание, характеристики, рейтинг и отзывы
$direct1Паяльник или паяльная станция – сложности выбора
Автор: Московкина Елизавета, специалист отдела технологического оборудования ООО «ПРОФЕССИОНАЛЬНОЕ ОБОРУДОВАНИЕ и ТЕХНОЛОГИИ», [email protected]
При сборке, тестировании ремонте радиоэлектронного оборудования не обойтись без паяльных работ. На данный момент пайка – это самый распространенный способ соединения электронных компонентов с печатной платой. Для пайки металлические выводы компонентов и металлические проводники печатных плат приводятся в соприкосновение друг с другом, нагреваются паяльником и заливаются припоем. Для растекания расплавленного припоя применяются флюсы – чаще всего канифоль или вещества на ее основе. Эти вещества способствуют повышению текучести расплавленного припоя.
Самым простым инструментом пайки до сих пор остается электрический паяльник. Устройство обычного паяльника очень просто – жало с нагревателем внутри или снаружи, ручка и провод от нагревателя, проходящий через ручку и оканчивающийся вилкой. Паяльники отличаются несколькими характеристиками:
– Размером жала;
– Мощностью, потребляемой от электрической сети;
– Типом жала (прямое, изогнутое, круглое, овальное и т.д.) и его размером;
– Напряжением питания;
– Дополнительными приспособлениями, например, наличием оловоотсоса и термопинцета.
Мощность паяльника имеет одно из решающих значений при пайке, поскольку она задает температуру припоя. Если она недостаточна, то припой плохо плавится, и пайка получается рыхлой и некачественной. Оптимальной температурой при пайке свинец-содержащими припоями считается температура 180 – 230°C. Температура плавления большинства бессвинцовых припоев лежит в интервале 200 – 250°C.
|
Самой важной, пожалуй, характеристикой паяльной станции или паяльника является температура. Простейшие модели не обеспечивают стабильный температурный режим. При этом при недостаточном нагреве места пайки можно получить такой частый дефект как «холодная пайка» (рис. 1), при котором металл не растекается полностью вокруг вывода радиоэлемента, что приводит к ненадежному соединению припаиваемых элементов. Для исключения такого дефекта следует использовать паяльные станции с рабочей температурой, достаточной для пропаивания конкретных видов материалов. Для изоляции жала от нагревателя используются прокладки из слюды или керамическая трубка. Паяльники с керамической изоляцией лучше, поскольку предотвращают контакт спирали нагревателя с жалом. Такой контакт очень опасен, поскольку ведет к появлению на жале напряжения сети. Для выполнения достаточно удобной и качественной пайки зачастую одного паяльника оказывается недостаточно.
|
|
|
Рис. 1 . Холодная пайка. |
В частности недостатком обычного паяльника является слишком большое (до 5-10 минут) время нагрева до температуры, достаточной для надежного расплавления припоя и осуществления пайки. Кроме того, температура жала снижается при попытке прогреть паяльником место пайки.
Более распространены специальные паяльные станции, состоящие из паяльника, подставки под него и блока питания паяльника с устройством стабилизации температуры. Таких станций выпускается достаточно много в разных ценовых диапазонах.
Плюсы паяльных станций по сравнению с обычными паяльниками:
– Лучшая стабильность температуры жала паяльника;
– Более быстрый нагрев до заданной температуры;
– Улучшение динамики пайки;
– Предотвращение остывания жала паяльника в момент контакта с объектами пайки;
– Применение мер против статического электричества;
– Применение множества насадок для операций демонтажа деталей и интегральных микросхем с многими выводами.
Рассмотрим виды паяльных станций по принципу взаимодействия:
– Контактные:
- Для свинцовой пайки;
- Для бессвинцовой пайки;
– Бесконтактные:
- Термовоздушные;
- инфракрасные.
Контактные паяльные станции являются простейшими и распространенными. В принципе, обыкновенный паяльник можно переделать в такую станцию, оснастив его термопарой возле жала паяльника, регулятором температуры с обратной связью для поддержания постоянного условия пайки с помощью регулятора мощности, механизмом простой смены жала паяльника и удобной подставкой. Наличие регулировки температуры при контактной пайке исключает перегрев полупроводниковых компонентов и последующий выход их из строя, что является неоспоримым плюсом паяльных станций в целом. Большая часть обыкновенных паяльников разогревают жало до температуры 400°С. Наличие регулятора напряжения в контактной (и не только) паяльной станции обеспечивает плавную регулировку рабочих температур. 250 – 350°С – это вполне комфортный и оптимальный режим для процесса пайки.
По применяемой технологии контактные паяльные станции можно разделить на станции для свинцовой и бессвинцовой пайки.
Станции для свинцовой пайки отличаются от бытового паяльника тем, что имеют модуль регулировки температуры нагрева жала.
Для бессвинцовой пайки применяются как классические, в которых нагревание наконечника происходит за счет электрического тока, так и более технологичные индукционные станции.
В основе принципа работы индукционных паяльных станций лежит свойство проводника (в роли которого выступает жало паяльника) быстро разогреваться в переменном магнитном поле. Жало, или наконечник выполняется из меди, причем в области хвостовика нанесено ферромагнитное покрытие. Последнее играет роль намагничивающегося сердечника катушки, которая и является источником достаточно сильного переменного магнитного поля.
|
За счёт поверхностных токов происходит быстрый разогрев наконечника, однако при достижении точки Кюри ферромагнетик теряет свои магнитные свойства, что приводит к скачкообразному уменьшению нагрева, и температура жала стабилизируется. Если таким наконе |
10i5.ru