Печь индукционная принцип работы: принцип работы, плюсы и минусы| ichip.ru
alexxlab | 30.12.2022 | 0 | Разное
Принцип работы индукционной плиты: схема, преимущества, недостатки
Статьи
Индукционная плита – одна из разновидностей современных кухонных плит. Используется на кухнях в заведениях общественного питания и в частных домах. В основе работы лежит получение индуцированного вихревого потока из электромагнитного поля, который нагревает посуду на плите.
Конструкция плиты состоит из корпуса, платы управления, кожуха, температурного датчика, инвертора. Поверхность плиты не нагревается при работе, а передает тепло посуде на ней. Для таких печей подходит только металлическая посуда.
Индукционная плита – этот вид считается самой современной системой для кухни. В плите с индукционными панелями для разогрева посуды используется электромагнитное поле. Емкость на плите нагревается, а сама поверхность остается холодной. Принцип работы заключается в произведении индуцированного вихревого потока из высокочастотного магнитного поля.
Как работает индукционная плита
Принцип работы индукционной плиты заключается в электромагнитной индукции.
В чем заключается принцип работы индукционной плиты можно понять на примере работы трансформатора. Трансформируется электрический ток из медной катушки в электромагнитное поле.
Применяют несколько типов нагревательных элементов:
- лента, свернутая пружиной;
- спираль;
- галогены – трубка с галогенным газом. Ток проходит по нагревателю внутри трубки. Нагрев посуды через 3 секунды.
Мощность в установке регулируется непрерывно и импульсно. Чем больше мощность, тем больше частота – от 50 до 100 кГц. Снижение мощности сопровождается уменьшением частоты. Если мощность слишком низкая, то инвертор плиты будет работать на частоте 20 кГц. В этом режиме конфорка будет включаться с перерывами на несколько секунд.
Такой вид варочной плиты является более безопасным, так как ее рабочие поверхности даже во время работы остаются холодными. Наличие таймера и регулировка мощностей позволяет устанавливать время приготовления пищи без постоянного наблюдения повара. После того, как блюдо будет разогрето до нужной температуры, печь отключит нагрев. Современные модели оснащены регулировочными панелями. На них указывается время, расход мощности, температуру нагрева. При появлении сбоя в работе система сигнализирует об ошибке.
Преимущества работы
- безопасная эксплуатация;
- высокий КПД;
- мощность без перепадов напряжения;
- «умная система» – нагрев конфорок начинается только когда на поверхности будет металлическая посуда. Отключается после снятия емкости автоматически;
- равномерное прогревание пищи в емкости;
- во время приготовления пищи отсутствует запах гари;
- удобная панель управления;
- легкий уход – к поверхности не пристает пища, уборка проводится влажной тряпкой.


Такие печи пользуются популярностью в семьях с маленькими детьми. Хозяйки не боятся за своих детей, так как об конфорки печи невозможно обжечься.
Стоимость таких печей зависит от размера, количества конфорок, мощности. Выбрать любую модель можно на сайте «ТЕХНО-ТТ». Связаться с представителями компании по номеру: +7 (495) 702-98-78 и +7 (496) 519-56-71 или оставить заявку на обратный звонок.
Охлаждаемые столы
- Холодильные столы
- Морозильные столы
- Столы для салатов
- Столы для пиццы
- Для кег
- Холодильные столы под тепловое оборудование
- Морозильные столы под тепловое оборудование
- Витрины холодильные настольные
Вспомогательное оборудование
- Столы производственные
- Зонты вентиляционные
- Ванны моечные
- Полки
- Подставки
- Кухонные стеллажи
- Тележки
- Шкафы
- Тепловые полки
- Тепловые столы
- Столы-тумбы
Индукционное оборудование
- Индукционные плиты
- Индукционная блинница
- Индукционный гриль
- Индукционные казаны
Витрины
- Витрины для рыбы на льду
- Модули Виола
- Буфеты
- Витрины кондитерские
Возврат к списку
Индукционные печи.
 Виды и работа. Применение и особенности
Виды и работа. Применение и особенностиВ металлургической промышленности широко применяются индукционные печи. Такие печи нередко изготавливают самостоятельно. Для этого необходимо знать их принцип работы и конструктивные особенности. Принцип работы таких печей был известен еще два столетия назад.
Индукционные печи способны решать следующие задачи:
- Плавка металла.
- Термообработка металлических деталей.
- Очистка драгоценных металлов.
Такие функции имеются в промышленных печах. Для бытовых условий и обогрева помещения существуют печи специальной конструкции.
Работа индукционной печи заключается в нагревании материалов путем использования свойств вихревых токов. Чтобы создать такие токи применяется специальный индуктор, который состоит из катушки индуктивности с несколькими витками провода большого поперечного сечения.
К индуктору подводится сеть питания переменного тока. В индукторе переменный ток создает магнитное поле, которое меняется с частотой сети, и пронизывает внутреннее пространство индуктора. При помещении какого-либо материала в это пространство, в нем возникают вихревые токи, осуществляющие его нагревание.
При помещении какого-либо материала в это пространство, в нем возникают вихревые токи, осуществляющие его нагревание.
Вода в работающем индукторе нагревается и кипит, а металл начинает плавиться при достижении соответствующей температуры.
Условно можно разделить индукционные печи на типы:
- Печи с магнитопроводом.
- Без магнитопровода.
Первый тип печей содержит индуктор, заключенный в металл, что создает особый эффект, повышающий плотность магнитного поля, поэтому нагревание осуществляется качественно и быстро. В печах без магнитопровода индуктор находится снаружи.
Виды и особенности печейИндукционные печи можно разделить на виды, которые обладают своими особенностями работы и отличительными признаками. Одни служат для работ в промышленности, другие применяются в быту, для приготовления пищи.
Вакуумные индукционные печиТакая печь предназначена для плавки и литья сплавов индукционным методом. Она состоит из герметичной камеры, в которой расположена тигельная индукционная печь с литейной формой.
Она состоит из герметичной камеры, в которой расположена тигельная индукционная печь с литейной формой.
В вакууме можно обеспечить совершенные металлургические процессы, получать качественные отливки. В настоящее время вакуумное производство перешло на новые технологические процессы из непрерывных цепочек в вакуумной среде, которая дает возможность создавать новые изделия, и уменьшать издержки производства.
Достоинства вакуумной плавки:
- Жидкий металл можно выдерживать в вакууме длительное время.
- Повышенная дегазация металлов.
- В процессе плавки можно производить дозагрузку печи и воздействовать на процесс рафинирования и раскисления в любое время.
- Возможность постоянного контроля и регулировки температуры сплава и его химического состава во время работы.
- Высокая чистота отливок.
- Быстрый нагрев и скорость плавки.
- Повышенная гомогенность сплава из-за качественного перемешивания.
- Любая форма сырья.
- Экологическая чистота и экономичность.

Принцип действия вакуумной печи состоит в том, что в тигле, находящемся в вакууме с помощью индуктора высокой частоты плавят твердую шихту и очищают жидкий металл. Вакуум создается путем откачки воздуха насосами. При вакуумной плавке достигается большое снижение водорода и азота.
Канальные индукционные печиПечи с электромагнитным сердечником (канальные) широко применяются в литейном производстве для цветных и черных металлов в качестве раздаточных печей, миксеров.
1 — Ванна
2 — Канал
3 — Магнитопровод
4 — Первичная катушка
Переменный магнитный поток проходит по магнитопроводу, контуру канала в виде кольца из жидкого металла. В кольце возбуждается электрический ток, который разогревает жидкий металл. Магнитный поток образуется первичной обмоткой, работающей от переменного тока.
Чтобы усилить магнитный поток, используется замкнутый магнитопровод, который выполнен из трансформаторной стали. Пространство печи соединяется двумя отверстиями с каналом, поэтому при наполнении печи жидким металлом создается замкнутый контур. Печь не сможет работать без замкнутого контура. В таких случаях сопротивление контура большое, и в нем течет малый ток, который назвали током холостого хода.
Печь не сможет работать без замкнутого контура. В таких случаях сопротивление контура большое, и в нем течет малый ток, который назвали током холостого хода.
Вследствие перегрева металла и действия магнитного поля, которое стремится вытолкнуть металл из канала, жидкий металл в канале постоянно движется. Так как металл в канале нагрет выше, чем в ванне печи, то металл постоянно поднимается в ванну, из которой поступает металл с меньшей температурой.
Если металл слить ниже допустимой нормы, то жидкий металл будет выбрасываться из канала электродинамической силой. В итоге произойдет самопроизвольное выключение печи и разрыв электрического контура. Чтобы избежать таких случаев печи оставляют некоторое количество металла в жидком виде. Его называют болотом.
Канальные печи разделяют на:
- Плавильные печи.
- Миксеры.
- Раздаточные печи.
Чтобы накопить некоторое количество жидкого металла, усреднения химического состава его и выдержки, используют миксеры. Объем миксера рассчитывают равным не ниже двукратной часовой выработки печи.
Объем миксера рассчитывают равным не ниже двукратной часовой выработки печи.
Канальные печи разделяют на классы по расположению каналов:
- Вертикальные.
- Горизонтальные.
По форме рабочей камеры:
- Барабанные индукционные печи.
- Цилиндрические индукционные печи.
Барабанная печь выполнена в виде стального сварного цилиндра с двумя стенками на торцах. Для поворота печи применяются приводные ролики. Чтобы повернуть печь, необходимо включить привод электродвигателя с двумя скоростями и цепной передачей. Двигатель имеет пластинчатые тормоза.
На торцевых стенках есть сифон для заливки металла. Для загрузки присадок и снятия шлаков имеются отверстия. Также для выдачи металла имеется канал. Канальный блок состоит из индуктора печи с V-образными каналами, сделанными в футеровке при помощи шаблонов. При первой же плавки эти шаблоны расплавляются. Обмотка и сердечник охлаждаются воздухом, корпус блока охлаждается водой.
Если канальная печь имеет другую форму, то выдача металла осуществляется с помощью наклона ванны гидроцилиндрами. Иногда металл выдавливают избыточным давлением газа.
Достоинства канальных печей:
- Малый расход электроэнергии вследствие малых потерь тепла ванны.
- Повышенный электрический КПД индуктора.
- Малая стоимость.
Недостатки канальных печей:
- Сложность регулировки химического состава металла, так как наличие оставленного жидкого металла в печи создает трудности при переходе от одного состава к другому.
- Малая скорость движения металла в печи уменьшает возможности технологии плавки.
Каркас печи изготавливается из листовой стали с низким содержанием углерода толщиной от 30 до 70 мм. Внизу каркаса есть окна с присоединенными индукторами. Индуктор выполнен в виде стального корпуса, первичной катушки, магнитопровода и футеровки. Его корпус сделан разъемным, а части изолированы между собой прокладками для того, чтобы части корпуса не создавали замкнутый контур. В противном случае будет создаваться вихревой ток.
В противном случае будет создаваться вихревой ток.
Магнитопровод выполнен из пластин специальной электротехнической стали 0,5 мм. Пластины изолированы между собой для снижения потерь от вихревых токов.
Катушка изготавливается из медного проводника сечением, зависящим от тока нагрузки и метода охлаждения. При воздушном охлаждении допустимый ток 4 ампера на мм2, при охлаждении водой допустимый ток 20 ампер на мм2. Между футеровкой и катушкой монтируют экран, который охлаждается водой. Экран изготовлен из магнитной стали или меди. Для отведения тепла от катушки монтируют вентилятор. Чтобы получить точные размеры канала, применяют шаблон. Он выполнен в виде полой стальной отливки. Шаблон ставится в индуктор до того момента, пока не будет заполнения огнеупорной массой. Он находится в индукторе при разогреве и сушке футеровки.
Для футеровки применяют огнеупорные массы влажного и сухого вида. Влажные массы используют в виде набивных или заливных материалов. Заливные бетоны используют при сложной форме индуктора, если нельзя уплотнить массу по всему объему индуктора.
Заливные бетоны используют при сложной форме индуктора, если нельзя уплотнить массу по всему объему индуктора.
Такой массой наполняют индуктор и уплотняют вибраторами. Сухие массы уплотняют вибраторами высокой частоты, набивные массы уплотняют пневматическими трамбовками. Если в печи будет выплавляться чугун, то футеровку выполняют из оксида магния. Качество футеровки определяется по температуре охлаждающей воды. Наиболее эффективным методом проверки футеровки является проверка по значению индуктивного и активного сопротивления. Эти измерения проводятся с помощью контрольных приборов.
В электрооборудование печи входит:
- Трансформатор.
- Батарея конденсаторов для компенсации потерь электрической энергии.
- Дроссель для подсоединения 1-фазного индуктора к 3-фазной сети.
- Щиты управления.
- Кабели питания.
Чтобы печь нормально функционировала, к питанию подключают трансформатор на 10 киловольт, который имеет на вторичной обмотке 10 ступеней напряжения для регулировки мощности печи.
Набивочные материалы футеровки содержат:
- 48% сухого кварца.
- 1,8% кислоты борной, просеянной через мелкое сито с ячейками 0,5 мм.
Массу для футеровки готовят в сухом виде с помощью смесителя, и последующей просевкой через сито. Приготовленная смесь не должна храниться более 15 часов после подготовки.
Футеровку тигля производят с помощью уплотнения вибраторами. Электрические вибраторы используются для футеровки больших печей. Вибраторы погружают в пространство шаблона и производят уплотнение массы через стенки. При уплотнении вибратор передвигают краном и вертикально вращают.
Тигельные индукционные печиОсновными компонентами тигельной печи являются индуктор и генератор. Для изготовления индуктора используется медная трубка в виде намотанных 8-10 витков. Формы индукторов могут выполняться различных видов.
Этот вид печи наиболее распространенный. В конструкции печи нет сердечника. Распространенная форма печи представляет собой цилиндр из огнестойкого материала.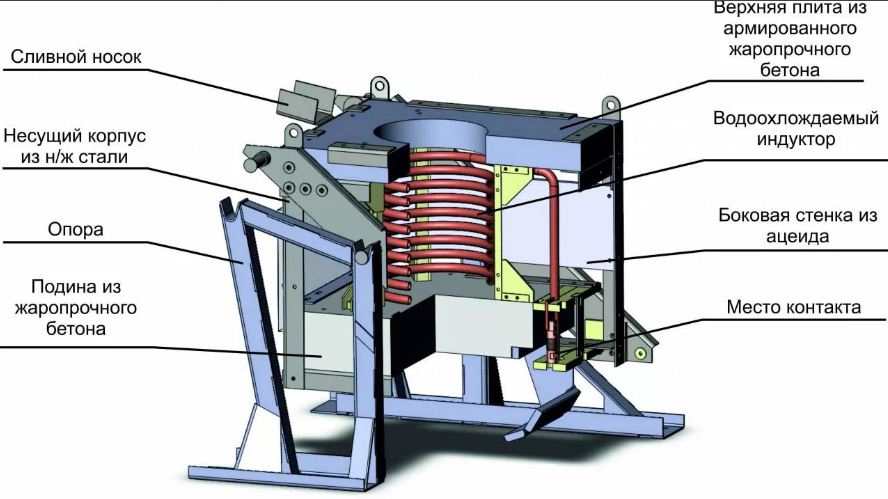 Тигель находится в полости индуктора. К нему подводится питание переменного тока.
Тигель находится в полости индуктора. К нему подводится питание переменного тока.
Преимущества тигельных печей:
- Энергия выделяется при загрузке материала в печь, поэтому вспомогательные нагревательные элементы не нужны.
- Достигается высокая однородность многокомпонентных сплавов.
- В печи можно создать реакцию восстановления, окисления, независимо от величины давления.
- Высокая производительность печей из-за повышенной удельной мощности на любых частотах.
- Перерывы в плавке металла не влияют на эффективность работы, так как для разогрева не требуется много электроэнергии.
- Возможность любых настроек и простая эксплуатация с возможностью автоматизации.
- Нет местных перегревов, температура выравнивается по всему объему ванны.
- Быстрое плавление, позволяющее создать качественные сплавы с хорошей однородностью.
- Экологическая безопасность. Внешняя среда не подвергается никакому вредному воздействию печи. Плавка также не оказывает вреда природе.
Недостатки тигельных печей:
- Малая температура шлаков, применяющихся для обработки зеркала расплава.
- Малая стойкость футеровки при резких температурных перепадах.
Несмотря на имеющиеся недостатки, тигельные индукционные печи получили большую популярность на производстве и в других областях.
Индукционные печи для отопления помещенияЧаще всего такая печь устанавливается в помещении кухни. В ее конструкции основной частью является сварочный инвертор. Конструкция печи обычно совмещается с водонагревательным котлом, который дает возможность для отопления всех помещений в здании. Также есть возможность подключения подачи горячей воды в здание.
Эффективность работы такого устройства небольшая, однако, нередко такое оборудование все-таки применяется для отопления дома.
Конструкция нагревающей части индукционного котла подобна трансформатору. Наружный контур – это обмотки своеобразного трансформатора, которые подключаются к сети. Второй контур внутренний – это устройство обмена теплом. В нем происходит циркуляция теплоносителя. При подключении питания катушка создает переменное магнитное поле. В итоге внутри теплообменника индуцируются токи, которые осуществляют его нагревание. Металл нагревает теплоноситель, который обычно состоит из воды.
Второй контур внутренний – это устройство обмена теплом. В нем происходит циркуляция теплоносителя. При подключении питания катушка создает переменное магнитное поле. В итоге внутри теплообменника индуцируются токи, которые осуществляют его нагревание. Металл нагревает теплоноситель, который обычно состоит из воды.
На таком же принципе основана работа бытовых индукционных плит, в которых в качестве вторичного контура выступает посуда из специального материала. Такая плита намного экономичнее обычных плит из-за отсутствия тепловых потерь.
Водонагреватель котла оснащен устройствами управления, которые дают возможность поддержания температуры теплоносителя на определенном уровне.
Отопление электроэнергией является дорогим удовольствием. Оно не может создать конкуренцию с твердым топливом и газом, дизельным топливом и сжиженным газом. Одним из методов снижения расходов является установка теплоаккумулятора, а также подключение котла в ночное время, так как ночью чаще всего действует льготное начисление за электричество.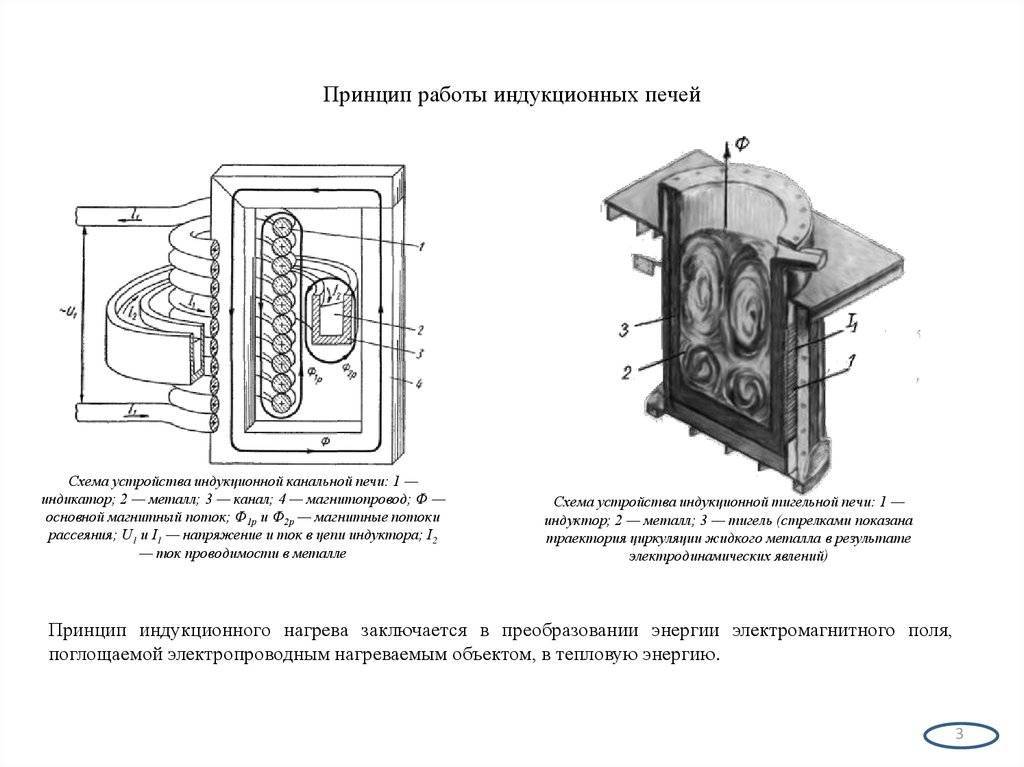
Для того, чтобы принять решение об установке индукционного котла для дома, необходимо получить консультацию у профессиональных специалистов по теплотехнике. У индукционного котла практически нет преимуществ перед обычным котлом. Недостатком является высокая стоимость оборудования. Обычные котел с ТЭНами продается уже готовым к установке, а индукционный нагреватель требует дополнительного оборудования и настройки. Поэтому, прежде чем приобрести такой индукционный котел, необходимо произвести тщательный экономический расчет и планировку.
Футеровка индукционных печейПроцесс футеровки необходим для обеспечения защиты корпуса печи от воздействия повышенных температур. Она дает возможность значительно сократить потери тепла, увеличить эффективность плавки металла или нагрева материала.
Для футеровки применяют кварцит, являющийся модификацией кремнезема. К материалам для футеровки предъявляются некоторые требования.
Такой материал должен обеспечить 3 зоны состояний материала:
- Монолитная.
- Буферная.
- Промежуточная.

Только наличие трех слоев в покрытии способно защитить кожух печи. На футеровку отрицательно влияет неправильная укладка материала, плохое качество материала и тяжелые условия работы печи.
Похожие темы:
- Микроволновые печи. Виды и работа. Как выбрать и особенности
- Конвекционная печь. Виды и устройство. Работа и особенности
- Индукционные котлы отопления. Виды и устройство. Работа
- Миканитовые нагреватели. Особенности. Виды и применение
- Сварочный аппарат (Часть 1). Типы и особенности. Сварка. Дуга. Применение
- Сварочный аппарат (Часть 2). Виды и особенности. Применение. Как выбрать
- Инверторные сварочные аппараты. Как выбрать. Типы и работа
Что такое индукция? – Корпорация Индуктотерм
Компании группы Inductotherm используют электромагнитную индукцию для плавления, нагрева и сварки в различных отраслях промышленности. Но что такое индукция? И чем он отличается от других способов нагрева?
Для типичного инженера индукционный метод нагревания — увлекательный. Те, кто не знаком с индукционным нагревом, могут удивиться тому, как кусок металла в змеевике за считанные секунды становится вишнево-красным . Оборудование для индукционного нагрева требует понимания физики, электромагнетизма, силовой электроники и управления технологическими процессами, но основные концепции индукционного нагрева просты для понимания.
Те, кто не знаком с индукционным нагревом, могут удивиться тому, как кусок металла в змеевике за считанные секунды становится вишнево-красным . Оборудование для индукционного нагрева требует понимания физики, электромагнетизма, силовой электроники и управления технологическими процессами, но основные концепции индукционного нагрева просты для понимания.
Основы
Открытая Майклом Фарадеем индукция начинается с катушки из проводящего материала (например, меди). Когда ток течет через катушку, создается магнитное поле внутри и вокруг катушки. Способность магнитного поля выполнять работу зависит от конструкции катушки, а также от величины тока, протекающего через катушку.
Направление магнитного поля зависит от направления протекания тока, поэтому переменный ток через катушку приведет к изменению направления магнитного поля с той же скоростью, что и частота переменного тока. Переменный ток частотой 60 Гц заставит магнитное поле менять направление 60 раз в секунду. Переменный ток частотой 400 кГц заставит магнитное поле переключаться 400 000 раз в секунду.
Когда проводящий материал, заготовка, помещается в переменное магнитное поле (например, поле, создаваемое переменным током), в заготовке возникает напряжение (закон Фарадея). Наведенное напряжение приведет к потоку электронов: ток! Ток, протекающий через заготовку, будет идти в направлении, противоположном току в катушке. Это означает, что мы можем контролировать частоту тока в заготовке, контролируя частоту тока в катушке.
При протекании тока через среду движению электронов будет оказываться некоторое сопротивление. Это сопротивление проявляется в виде тепла (эффект джоулевого нагрева). Материалы, которые более устойчивы к потоку электронов, будут выделять больше тепла при протекании через них тока, но, безусловно, можно нагреть материалы с высокой проводимостью (например, медь) с помощью индуцированного тока. Это явление имеет решающее значение для индукционного нагрева.
Что нам нужно для индукционного нагрева?
Все это говорит нам о том, что для индукционного нагрева необходимы две основные вещи:
- Изменяющееся магнитное поле
- Электропроводящий материал, помещенный в магнитное поле
Чем индукционный нагрев отличается от других методов нагрева?
Существует несколько способов нагрева объекта без индукции. Некоторые из наиболее распространенных промышленных методов включают газовые печи, электрические печи и соляные ванны. Все эти методы основаны на передаче тепла продукту от источника тепла (горелка, нагревательный элемент, жидкая соль) посредством конвекции и излучения. Как только поверхность продукта нагревается, тепло передается через продукт с теплопроводностью.
Некоторые из наиболее распространенных промышленных методов включают газовые печи, электрические печи и соляные ванны. Все эти методы основаны на передаче тепла продукту от источника тепла (горелка, нагревательный элемент, жидкая соль) посредством конвекции и излучения. Как только поверхность продукта нагревается, тепло передается через продукт с теплопроводностью.
Продукты с индукционным нагревом не полагаются на конвекцию и излучение для доставки тепла к поверхности продукта. Вместо этого тепло генерируется на поверхности продукта потоком тока. Затем тепло от поверхности продукта передается через продукт с теплопроводностью. Глубина, на которой тепло генерируется непосредственно с помощью индуцированного тока, зависит от того, что называется электрической эталонной глубиной .
Электрическая эталонная глубина сильно зависит от частоты переменного тока, протекающего через заготовку. Ток с более высокой частотой приведет к меньшей электрической эталонной глубине , а ток с более низкой частотой приведет к более глубокой электрической эталонной глубине .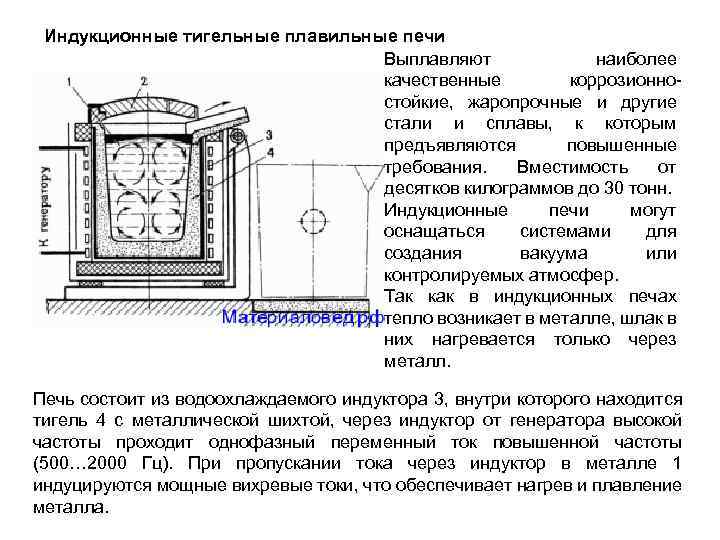 Эта глубина также зависит от электрических и магнитных свойств заготовки.
Эта глубина также зависит от электрических и магнитных свойств заготовки.
Компании группы Inductotherm используют преимущества этих физических и электрических явлений для настройки решений по нагреву для конкретных продуктов и областей применения. Тщательный контроль мощности, частоты и геометрии катушки позволяет компаниям группы Inductotherm разрабатывать оборудование с высоким уровнем контроля процесса и надежности независимо от области применения.
Индукционная плавка
Для многих процессов плавка является первым этапом производства полезного продукта; индукционная плавка быстрая и эффективная. Изменяя геометрию индукционной катушки, индукционные плавильные печи могут вмещать загрузку, размер которой варьируется от объема кофейной кружки до сотен тонн расплавленного металла. Кроме того, регулируя частоту и мощность, компании группы Inductotherm могут обрабатывать практически все металлы и материалы, включая, помимо прочего: железо, сталь и сплавы нержавеющей стали, медь и сплавы на ее основе, алюминий и кремний.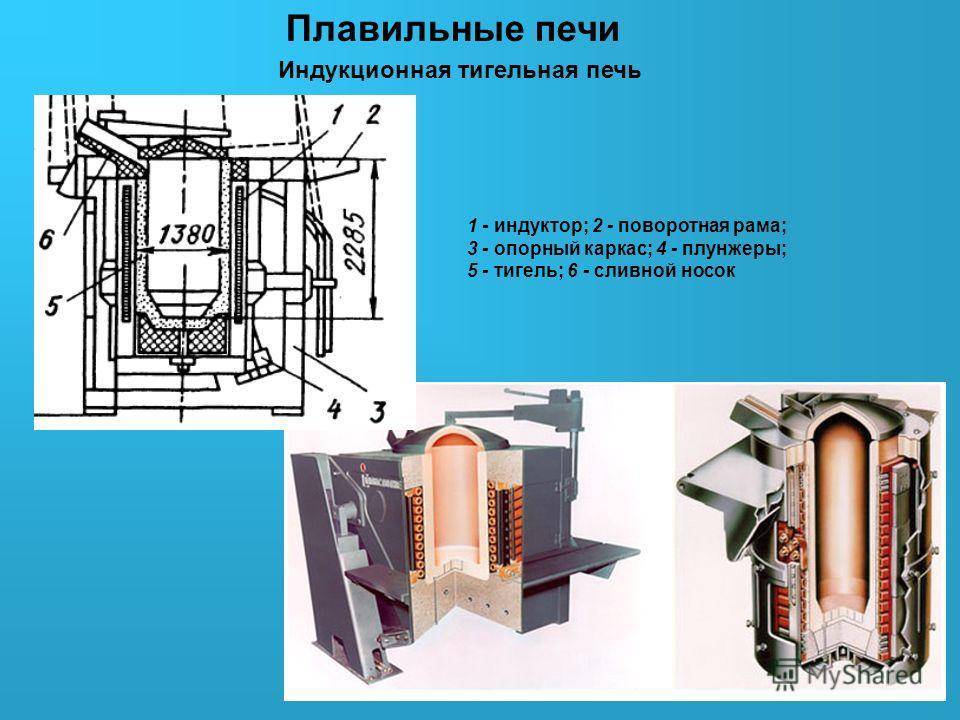 Индукционное оборудование разрабатывается индивидуально для каждого применения, чтобы обеспечить его максимальную эффективность.
Индукционное оборудование разрабатывается индивидуально для каждого применения, чтобы обеспечить его максимальную эффективность.
Основным преимуществом индукционной плавки является индукционное перемешивание. В индукционной печи металлическая шихта плавится или нагревается током, генерируемым электромагнитным полем. Когда металл расплавляется, это поле также приводит в движение ванну. Это называется индуктивным перемешиванием. Это постоянное движение естественным образом перемешивает ванну, создавая более однородную смесь и способствуя сплавлению. Интенсивность перемешивания определяется размером печи, мощностью, подаваемой на металл, частотой электромагнитного поля и типом/количеством металла в печи. Величину индукционного перемешивания в любой данной печи можно регулировать для специальных применений, если это необходимо.
Индукционная вакуумная плавка
Поскольку индукционный нагрев осуществляется с помощью магнитного поля, заготовка (или нагрузка) может быть физически изолирована от индукционной катушки с помощью огнеупора или другого непроводящего материала. Магнитное поле будет проходить через этот материал, вызывая напряжение в нагрузке, содержащейся внутри. Это означает, что загрузку или заготовку можно нагревать в вакууме или в тщательно контролируемой атмосфере. Это позволяет обрабатывать химически активные металлы (Ti, Al), специальные сплавы, кремний, графит и другие чувствительные проводящие материалы.
Магнитное поле будет проходить через этот материал, вызывая напряжение в нагрузке, содержащейся внутри. Это означает, что загрузку или заготовку можно нагревать в вакууме или в тщательно контролируемой атмосфере. Это позволяет обрабатывать химически активные металлы (Ti, Al), специальные сплавы, кремний, графит и другие чувствительные проводящие материалы.
Индукционный нагрев
В отличие от некоторых методов сжигания, индукционный нагрев точно контролируется независимо от размера партии. Изменение тока, напряжения и частоты с помощью индукционной катушки приводит к точно настроенному инженерному нагреву, идеально подходящему для точных применений, таких как цементация, закалка и отпуск, отжиг и другие формы термообработки. Высокий уровень точности имеет важное значение для критически важных приложений, таких как автомобилестроение, аэрокосмическая промышленность, оптоволокно, соединение боеприпасов, закалка проволоки и отпуск пружинной проволоки. Индукционный нагрев хорошо подходит для специальных применений металлов, таких как титан, драгоценные металлы и современные композиты. Точное управление нагревом, доступное с индукцией, не имеет себе равных. Кроме того, используя те же принципы нагрева, что и при нагреве в вакуумных тиглях, индукционный нагрев можно проводить в атмосфере для непрерывного применения. Например, светлый отжиг труб из нержавеющей стали.
Точное управление нагревом, доступное с индукцией, не имеет себе равных. Кроме того, используя те же принципы нагрева, что и при нагреве в вакуумных тиглях, индукционный нагрев можно проводить в атмосфере для непрерывного применения. Например, светлый отжиг труб из нержавеющей стали.
Высокочастотная индукционная сварка
Когда индукция осуществляется с использованием тока высокой частоты (ВЧ), возможна даже сварка. В этом приложении очень маленькие электрические эталонные глубины , которые могут быть достигнуты с помощью ВЧ-тока. В этом случае полоса металла формируется непрерывно, а затем проходит через набор точно спроектированных валков, единственной целью которых является сжатие краев сформированной полосы вместе и создание сварного шва. Непосредственно перед тем, как сформированная полоса достигает комплекта валков, она проходит через индукционную катушку. В этом случае ток течет вниз вдоль геометрического «клина», образованного краями полосы, а не только снаружи образовавшегося канала. При протекании тока по краям полосы они нагреваются до подходящей температуры сварки (ниже температуры плавления материала). Когда кромки прижимаются друг к другу, весь мусор, оксиды и другие примеси вытесняются, в результате чего получается кузнечный сварной шов в твердом состоянии.
При протекании тока по краям полосы они нагреваются до подходящей температуры сварки (ниже температуры плавления материала). Когда кромки прижимаются друг к другу, весь мусор, оксиды и другие примеси вытесняются, в результате чего получается кузнечный сварной шов в твердом состоянии.
Будущее
С наступлением эпохи высокотехнологичных материалов, альтернативных источников энергии и потребности в расширении возможностей развивающихся стран уникальные возможности индукции предлагают инженерам и проектировщикам будущего быстрый, эффективный и точный метод нагрева.
Принцип работы индукционных печей | Фомет обрл
Запрос информации
ФИЗИЧЕСКИЙ ПРИНЦИП
Принцип индукционной печи – индукционный нагрев:
Индукционный нагрев — это форма бесконтактного нагрева проводящих материалов.
- Электромагнитная индукция
- Эффект Джоуля
1) ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИЯ
Передача энергии нагреваемому объекту происходит посредством электромагнитной индукции. Любой электропроводный материал, помещенный в переменное магнитное поле, является местом индуцированных электрических токов, называемых вихревыми токами, которые в конечном итоге приведут к джоулеву нагреву.
Любой электропроводный материал, помещенный в переменное магнитное поле, является местом индуцированных электрических токов, называемых вихревыми токами, которые в конечном итоге приведут к джоулеву нагреву.
2) ДЖОУЛЕВЫЙ НАГРЕВ
Джоулев нагрев, также известный как омический нагрев и резистивный нагрев, представляет собой процесс, при котором при прохождении электрического тока через проводник выделяется тепло.
Произведенное тепло пропорционально квадрату силы тока, умноженной на электрическое сопротивление.
Q ∝ I 2 ⋅ R
Индукционный нагрев. Нагревание на уникальных характеристиках (RFF). . Поскольку тепло передается продукту с помощью электромагнитных волн, деталь никогда не вступает в прямой контакт с пламенем, и продукт не загрязняется.
Индукционный нагрев — это быстрый, чистый и не загрязняющий окружающую среду нагрев.
Преимуществом индукционной печи является чистый, энергоэффективный и хорошо контролируемый процесс плавки по сравнению с большинством других способов плавки металлов.
Литейные заводы используют этот тип печи, и теперь все больше чугунолитейных предприятий заменяют вагранки индукционными печами для плавки чугуна, так как первые выделяют много пыли и других загрязняющих веществ.
Запрос информации
Нижний колонтитул
Производство индукционных печей FOMET признано за высокую степень инженерии, надежности и технических качеств, за лучшую технологию и за точную и долговечную конструкцию.