Переносной автоген: Портативный газовый резак по металлу – в чем его плюсы и минусы? + Видео
alexxlab | 12.06.2018 | 0 | Разное
Портативный газовый резак по металлу – в чем его плюсы и минусы? + Видео
Для получения отдельных фрагментов металлопроката нередко применяется гильотинная рубка, однако в быту для этой цели гораздо удобнее использование портативного газового резака, выполняющего разрез любой сложности.
1 Что такое газовые резаки, и какими они бывают?
От металлического листа, равно как и от стальной трубы (либо другого профиля), можно легко отделить любые части, используя обычное ножовочное полотно для пилы по металлу. Также относительно ровного среза можно достичь с помощью дуги электросварки, правда, при этом будет потрачен не один электрод. Поэтому правильнее всего иметь под рукой газовый резак, причем в быту наиболее удобен компактный вариант. Что же собой представляет это приспособление? Давайте рассмотрим подробно, с помощью чего может быть осуществлен раскрой стали и большинства цветных металлов.
Фото компактного газового резака
Еще в далеком прошлом было замечено, что узконаправленный конус пламени имеет чрезвычайно высокую температуру и достаточное давление, чтобы под его воздействием в металле образовалось отверстие.
Принцип действия следующий. В стволе, как правило, расположена смесительная трубка, куда кислород всасывает горючий газ. В безинжекторных моделях вещества поступают в дюзу через отдельные трубки, где смешиваются посредством небольших сопел внутри мундштука. Далее сильная струя кислорода, вырываясь из дюзы по одной щели, создает разреженную область перед форсункой, куда подается горючий газ через другое отверстие, образуя длинный узкий факел. За счет значительного давления в конусе металл быстро достигает температуры горения, которая обязательно должна быть ниже температуры плавления.
На фото – безинжекторная модель газового резака
Однако все это общая информация, благодаря которой можно понять, что же собой представляет любой газовый резак. Нас же в первую очередь интересуют портативные модели. По большей части, при наличии кислородных баллонов и соответствующих каналов в аппарате, они представлены инжекторными вариантами. Но на сегодняшний день существуют и такие приспособления, как миниатюрный автономный газовый резак, некоторые разновидности которого могут не превышать по величине ладонь взрослого человека. Данные аппараты имеют либо встроенную камеру для нагнетания газа, либо подсоединяются к небольшому цанговому баллону емкостью до 0.5 литра. Розжиг у них может быть внешний, от спички, или собственный, с помощью пьезоэлемента.
2 Портативные переносные резаки с кислородным и пропановым баллонами
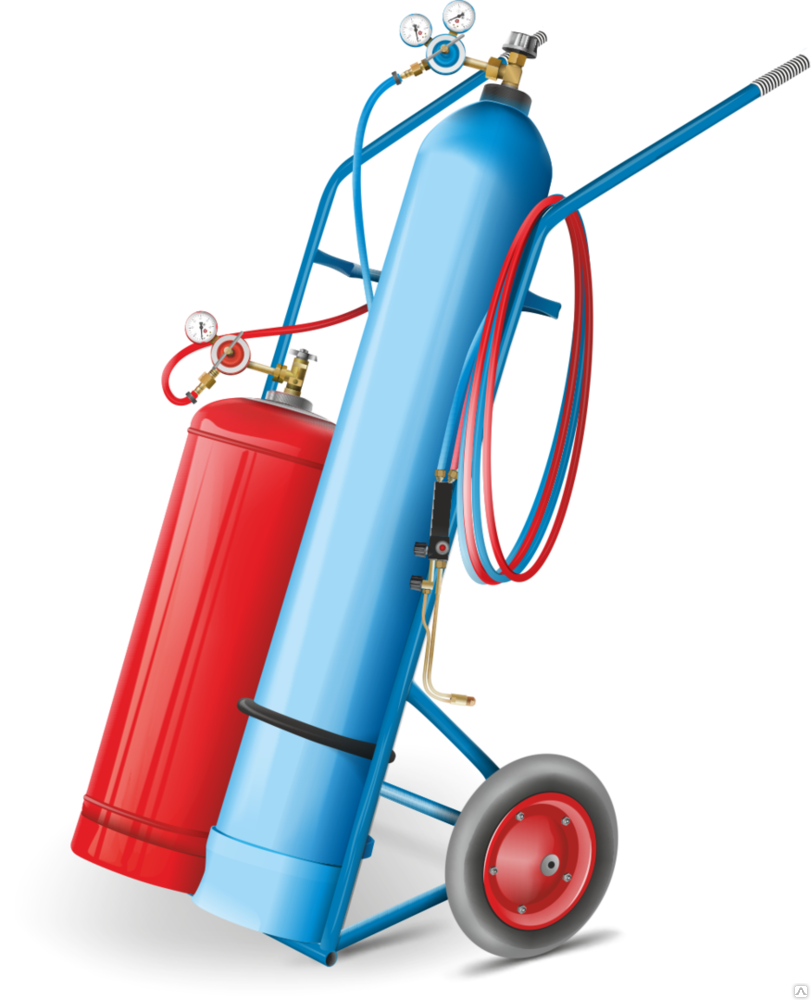
Многие имели возможность наблюдать работу газосварщиков, которые на тележке перевозят с места на место большие и неподъемные баллоны с кислородом и горючим газом. Чтобы получить хоть какую-то мобильность, через редуктор к такому баллону подключается длинный шланг, другой конец которого присоединен к торцу рукоятки резака. Неудобно и довольно тяжело орудовать таким аппаратом по большей части именно из-за длины шланга.
Чтобы получить хоть какую-то мобильность, через редуктор к такому баллону подключается длинный шланг, другой конец которого присоединен к торцу рукоятки резака. Неудобно и довольно тяжело орудовать таким аппаратом по большей части именно из-за длины шланга.
Фото баллонов с кислородом и горючим газом
Другое дело – маленький переносной, инжекторного типа газовый резак. Он удобен тем, что его может перемещать с места на место 1 человек, даже поднимая при необходимости на значительную высоту. В комплект обязательно входит непосредственно газосварочная горелка либо резак, короткие шланги (до 5 метров), 2 баллона – под кислород на 5 литров и пропановый, емкость которого может быть 2, 3 или 5 литров.
На фото – переносной газовый резак инжекторного типа
Для переноски может быть использован пластиковый чемодан контейнерного типа, сумка из водонепроницаемой ткани с металлическими вставками или металлическая корзина. Такие комплекты обычно используются специалистами, занимающимися ремонтом кондиционеров и холодильников (для сварки и резки медных трубок), но найти ему применение можно и в быту. Пропановые баллоны могут заправляться и другими горючими газами, например – бутаном, либо МАФ, то есть смесью метилацетилена и пропадиена.
Пропановые баллоны могут заправляться и другими горючими газами, например – бутаном, либо МАФ, то есть смесью метилацетилена и пропадиена.
3 Приспособление с цанговым соединением – преимущества и недостатки
Даже при самом серьезном подходе к ведению загородного хозяйства необходимость в газовой сварке и, тем более, резке возникает довольно редко. Поэтому покупка профессионального оборудования многим кажется нецелесообразной, зачастую же владельцам дачных участков не хочется идти на большие траты. Многие отдают предпочтение дешевым и, на первый взгляд, весьма эффективным мини-резакам, среди которых наибольшей популярностью пользуется газовый цанговый аппарат.
Фото газового цангового аппарата для резки металла
Выглядит он, как насадка на баллон соответствующего типа, емкость которого может быть от 225 до 500 миллилитров. Зачастую такое приспособление снабжается широким раструбом, и тогда оно в большей степени выполняет функции мини-горелки, нежели резака по металлу. Однако, с учетом возможности регулировать интенсивность пламени, можно получить как факел в несколько десятков сантиметров, так и достаточно узкий конус.
Однако, с учетом возможности регулировать интенсивность пламени, можно получить как факел в несколько десятков сантиметров, так и достаточно узкий конус.
В первом случае инструмент становится прекрасным средством для отогревания труб и автомобильных замков, замерзших в зимнюю стужу, а второй вариант может помочь в пайке при наличии припоя. Есть у данного мини-аппарата и недостатки. Первое, что многим покажется неудобным – это достаточно быстрый расход горючего газа, что при небольшой емкости может стать помехой в работе. Как правило, заявленная производителями средняя скорость выработки составляет 225 граммов горючего за час, что соответствует одному баллону самого маленького размера.
На фото – газовый цанговый мини-аппарат
Если работы по металлу предстоит много, придется запастись изрядным количеством таких баллонов или покупать максимально большие емкости. Кроме того, отсутствие кислорода в струе не способствует большому давлению в конусе пламени, которое легко гаснет под порывами ветра.
4 Маленький газовый резак, или горелка в кармане
Очень интересен для многих вариант, представляющий собой, по сути, зажигалку с дюзой газового резака в верхней части. Правда, по размерам резервуар устройства значительно больше, и эффективность конуса пламени намного выше. Многие держали в руках достаточно дорогие пьезозажигалки с турбонаддувом, у которых огонь не гаснет под порывами ветра за счет значительного ускорения в сопле турбины и формирования факела в специальной насадке.
Фото зажигалки с дюзой газового резака в верхней части
Однако почти всегда при длительном горении верхняя часть этого заменителя спичек сильно разогревается, и пластмассовые детали в большинстве случаев начинают плавиться.
Мини-резак работает по тому же принципу, то есть после нажатия на клапан при начале работы по металлу газ перед попаданием в дюзу проходит через микроскопическое отверстие.
На фото – цанговый баллон
К недостаткам данного устройства можно отнести тот факт, что при высокой температуре в конусе пламени (1300 градусов) длина факела, как правило, незначительна. Здесь, как и в предыдущем типе резака, рассмотренном нами выше, сказывается отсутствие подачи кислорода. Поэтому перед дюзой отсутствует разреженная область, и давление конуса остается незначительным, а потому – недостаточным для работы со сталью. Подобные карманные мини-горелки чаще всего используются для розжига угля в мангале на даче, также им находят применение ювелиры и все те же мастера по ремонту кондиционеров с холодильниками.
5 Резак вместо паяльника – плавим олово и медь
Если взять стандартный резак в комплекте с кислородным и пропановым баллонами, все, что с его помощью можно будет сделать – это раскроить лист металла, либо, наоборот, сварить несколько стальных деталей. Однако о тонкой пайке не может быть и речи, равно как и о точечной сварке мелких деталей. Впрочем, сегодня существуют мини-резаки, с помощью которых выполняется поистине ювелирная работа по металлу.
Фото мини-резака для ювелирной работы по металлу
В частности, особо миниатюрные, больше напоминающие массивную перьевую ручку весом не более 60 граммов. Они делятся на 2 типа: со встроенным резервуаром и подсоединяемые к цанговому баллону гибким коротким шлангом. При этом оба варианта обеспечивают максимальную свободу движения руке, удерживающей приспособление. Первый тип, со встроенной камерой для газа, дает больше мобильности, если приходится часто передвигаться во время работы, поскольку отсутствует привязка к баллону посредством шланга.
Однако достоинство оборачивается недостатком, если вас ожидает большой фронт деятельности, поскольку запас горючего газа в резервуаре рассчитан только на 15 минут непрерывного горения факела. В этом отношении постоянное подключение мини-резака к баллону удобнее, особенно если взять самую большую цанговую емкость на 0.5 литра. Однако если понадобится переместиться, баллон придется переносить с места на место.
На фото – большая цанговая емкость на 0.5 литра
Портативный газовый мини-резак обычно имеет 2 режима для работы по металлу. Через стандартное сопло он выдает достаточно широкий конус пламени длиной до 4 сантиметров, а при установке специальной насадки получается короткий игольчатый факел высокой интенсивности. Первый режим удобен для плавки олова и меди, а также для пайки металлических деталей, а второй вариант идеален для точечного спаивания мелких заготовок и для работы с радиоплатами. Температура в конусе пламени, как и у прочих мини-резаков, достигает 1300 градусов, но при этом для резки стали приспособление не подходит за недостатком мощности.
Автоген своими руками – пошаговая инструкция
автоген — это устройство для получения высокотемпературной струи пламени температурой сгорания около 3150 0С. Главные составные части автогена:
Одна из разновидностей сварки металлов плавлением — автоген. Если при электродной сварке металл плавится при нагревании электрической дугой, то при газовой сварке — открытым пламенем смеси ацетилена и кислорода. По сути, автоген — это устройство для получения высокотемпературной струи пламени температурой сгорания около 3150 0С. Главные составные части автогена:
- баллон с кислородом;
- баллон с ацетиленом или генератор газа;
- манометры;
- газопроводные шланги;
- газовая горелка (резак).
Самым сложным узлом аппарата газовой сварки является резак, который может использоваться как по прямому назначению (для резки черных и цветных металлов), так и для сварки низколегированных сталей. Схематическое устройство газовой горелки автогена показано на рисунке:
Схематическое устройство газовой горелки автогена показано на рисунке:
К горелке подведены два шланга — с кислородом и горючим газом. В роли последнего может использоваться ацетилен или пропан/бутан. Но если пропаном можно неплохо резать металлы, то сваривать им довольно сложно — по сравнению с ацетиленом он дает температуру в горящей струе на 600-700 градусов ниже, что при сварке тонкостенных деталей ощущается мало, но при работе с толстостенными трубами или массивными деталями вызывает определенные затруднения и значительно замедляет работу.
Необходимо отметить, что промышленное автогенное оборудование можно использовать практически с любым горючим газом, но чаще всего используются эти два вида, как наиболее дешевые и удобные в применении. Для домашней бытовой сварки лучше всего использовать пропан/бутан. Его легче купить и он менее опасный в применении.
С ацетиленом работать сложнее, необходимы определенные навыки и знание особенностей газа. При проникновении ацетилена в кислородные шланги и, наоборот, при поступлении кислорода в емкость с ацетиленом возникает серьезная угроза мощного взрыва. Для предотвращения такой опасности ацетиленовые горелки оборудуются возвратными клапанами, а генераторы газа, о которых будет сказано ниже, водяными затворами. Но, все же, работа с ацетиленом требует определенных навыков и знания техники выполнения основных операций.
Для предотвращения такой опасности ацетиленовые горелки оборудуются возвратными клапанами, а генераторы газа, о которых будет сказано ниже, водяными затворами. Но, все же, работа с ацетиленом требует определенных навыков и знания техники выполнения основных операций.
С целью соблюдения правил безопасности необходимо придерживаться определенных нормативных величин давления газов — в заправленном ацетиленовом баллоне давление должно быть 1,6 МРа, на горелке — 0,1 МРа, но не более 0,15 МРа. Давление кислорода в баллоне — не более 15МРа, на горелку идет не более 1,5МРа.
Давление кислорода в баллоне — не более 15МРа, на горелку идет не более 1,5МРа.
Гайка крепления кислородного шланга к баллону — с правой резьбой и на редукторе, и на горелке, а гайки шланга ацетиленового баллона — с левой резьбой и имеют риски (метки) на гранях. Сделаны разнонаправленные резьбы, чтобы не перепутать шланги местами. Смесь горючего газа с кислородом весьма взрывоопасна, поэтому подходить к сборке и работе с автогеном необходимо с полной ответственностью.
Процесс сварки автогеном
Автогенная сварка без присадочного прутка или проволоки невозможна. В этом случае происходит только прожигание металла и его резка на отдельные фрагменты. Смешиваясь в горелке, ацетилен и кислород сгорают и выбрасываются из сопла с высокой скоростью. Струя газа достигает температуры более 3000 0С. Ее можно регулировать в определенных пределах путем добавления или снижения пропорций подающихся газов.
Сначала в горелку подается кислород, затем ацетилен или пропан и смесь поджигается. После появления устойчивого пламени, поворотом регулирующих вентилей устанавливается требуемая температура. Как правило, измерить ее сложно, поэтому уровень определяется по косвенным признакам — цвету пламени, звуку газового потока, интенсивности прогревания металла.
После появления устойчивого пламени, поворотом регулирующих вентилей устанавливается требуемая температура. Как правило, измерить ее сложно, поэтому уровень определяется по косвенным признакам — цвету пламени, звуку газового потока, интенсивности прогревания металла.
Как происходит процесс сваривания показано на картинке:
Сначала свариваемые детали устанавливаются в нужном положении, затем их кромки разогреваются до белого цвета и уже потом в пламя горелки вносится присадочный пруток. Он расплавляется и заливает шов между деталями.Купить присадочный пруток марки LNG (I, II, IIIили IV) и другие модификации, а также сварочную проволоку для автогенной сварки можно в любом магазине сварочного оборудования.
Сварка автогеном по своей технике довольно сложный процесс и браться за сваривание ответственных деталей без подготовки не следует. Лучше всего потренироваться на обрезках труб, швеллеров и другого профильного проката, чтобы набраться опыта и освоить практические приемы работы.
Конечно, и кислород, и ацетилен или пропан стоят денег, поэтому расходовать их зря не стоит. Но и сварка автогеном без опыта такой работы может привести к таким же, а то и более ощутимым убыткам.
Сварочный автогенный генератор
Газ ацетилен, необходимый для сварки, купить можно в баллонах белого цвета. В большом городе это не проблема, хуже обстоит автогенное дело в небольших городках и сельской местности — там с заправкой ацетиленом довольно сложно, если вблизи нет крупных промышленных предприятий. Выручить может автономный генератор ацетилена, который специально создан для выработки этого газа и подачи его на горелку.
Внутри генератора происходит реакция между карбидом кальция и водой, в результате которой и получается ацетилен. Кроме сварки, этот газ можно использовать и для других нужд — подключения газовых светильников, производства уксусной кислоты, выработки этанола и т.д. Но этими операциями ни в частных гаражах, ни в промышленных мастерских никто не занимается — генератор используется исключительно для сварочных работ.
Устройство генератора показано на схеме:
Промышленность производит различные виды генераторов, отличающиеся производительностью и максимальным давлением вырабатываемого газа:
- Низкого давления — до 0,01 МПа;
- Среднего — до 0,15 МПа.
Мобильные генераторы могут производить до 3 м3 газа в час. Среди всех модификаций газогенераторов, сварочный аппарат на базе АСП-10 — самый удобный, безопасный и, вследствие этого, популярный и у производителей, и у домашних мастеров. Он обеспечивает выработку газа в объеме до 1,5 м3 под давлением до 0,15 МПа. При этом работает в автоматическом режиме — реакция газообразования регулируется вытеснением воды из рабочей зоны при увеличении давления газа внутри.
Автоген своими руками
Собрать автоген своими руками может каждый умелец, знакомый с основами сварочного дела. Но только в том случае, если в наличии есть генератор заводского производства или баллон с горючим газом, кислородный баллон, манометры и шланги. Также необходимо купить автогенную горелку и присадочные прутки.
Также необходимо купить автогенную горелку и присадочные прутки.
Изготавливать газовый генератор своими руками крайне опасно — смесь ацетилена и воздуха представляет собой гремучую смесь, поведение которой не всегда прогнозируемо. Бытующие на просторах интернета схемы и чертежи самодельных генераторов ацетилена, базирующиеся на медицинских капельницах или оросителях от садовых шлангов, может и работоспособны, но проверять не рекомендуется — взрыв газового баллона по поражающей способности равен средней авиабомбе.
Мини автоген
Для пайки можно сделать установку, вместо ацетилена использующую гидролизный водород. Это маленькая компактная газосварка, где в качестве газопроводных шлангов используются силиконовые трубки, а роль горелки выполняет игла от шприца (возможны варианты). Схем таких аппаратов в интернете тоже достаточно, но использовать можно только те, где предусмотрен водяной затвор на выходных патрубках. Смесь водорода и кислорода не случайно называется гремучим газом.

Но купить можно и промышленный мини-автоген, все составные части которого помещаются в небольшой кейс. В набор входят два маленьких баллона, резак, тонкие шланги и манометры. Работать с таким оборудованием можно с металлами толщиной от 0,1 до 300 мм. Конечно, запас автономности у него небольшой, но зато такой аппарат отличается высочайшей мобильностью и, конечно же, безопасностью.
Предлагаем нашим читателям поделиться собственным опытом работы с автогенной сваркой, особенностями ее использования для разных металлов в различных ситуациях. Возможности автогена до сих пор полностью неизученные — самые интересные письма мы непременно опубликуем на сайте.
Возможности автогена до сих пор полностью неизученные — самые интересные письма мы непременно опубликуем на сайте.
Как сделать мини автоген своими руками
Автогенная сварка и резка нашла широкое применение, что связано с ее универсальностью в работе с разными металлами. Мини-автоген – это шаг в направлении повышения удобства использования такого метода в домашних условиях и возможности легкой транспортировки аппарата.
Схема мини-автогена.
Данный тип сварки металлов особенно полюбили маленькие мастерские, расположенные порой в удаленных районах и сельской местности. Мини-автоген позволяет обеспечить ремонтные работы с выездом на место. Небольшое и удобное устройство этого типа можно изготовить своими руками и затем использовать по своему усмотрению.
Читайте также:
Как пользоваться холодной сваркой для металла правильно.
Особенности автогена
Автоген представляет собой устройство для проведения газовой сварки или резки металлических изделий. Сварка автогеном основана на расплавлении металлов пламенем, вызванным смесью кислорода и горючего газа: водорода, ацетилена, бутана, пропана, паров бензина и т. д. Процесс соединения проводится следующим образом:
Сварка автогеном основана на расплавлении металлов пламенем, вызванным смесью кислорода и горючего газа: водорода, ацетилена, бутана, пропана, паров бензина и т. д. Процесс соединения проводится следующим образом:
Способы сварки автогеном.
- вводится присадочный материал;
- при помощи пламени горящих газов в зоне сварочной ванны расплавляются кромки заготовок и присадочный материал;
- при затвердении расплава образуется сварной шов.
Состав и размеры присадочного стержня выбираются исходя из материала деталей и их толщины.
Разогрев материалов до плавления происходит сравнительно медленно, что обеспечивает равномерный прогрев зоны. Сварка автогеном за счет этой особенности термического режима обладает главными преимуществами: возможностью соединения стальных пластин малой толщины, сварки цветных металлов, легированных сталей, не допускающих резкий отжиг при обработке, соединения и ремонта чугунных деталей.
Вернуться к оглавлению
Принципы миниатюризации автогена
Одним из недостатков автогенной сварки является громоздкость стандартного оборудования. В настоящее время предлагаются мини-аппараты, позволяющие переносить весь сварочный комплект вручную. Громоздкость конструкции практически полностью вызывают источники газа. Баллоны и генератор ацетилена имеют достаточно большие габариты и массу, что требует транспортных средств. Современный мини-автоген можно переносить в виде небольшого ручного инструмента, уложенного в чемоданчик. Источниками газа в таких аппаратах служат небольшие баллончики со сжатым газом: кислород, бутан, пропан и т.д. Недостатком таких мини-устройств является высокая цена и малый объем баллончиков, что вызывает проблемы при проведении работ в отдаленных районах.
В настоящее время предлагаются мини-аппараты, позволяющие переносить весь сварочный комплект вручную. Громоздкость конструкции практически полностью вызывают источники газа. Баллоны и генератор ацетилена имеют достаточно большие габариты и массу, что требует транспортных средств. Современный мини-автоген можно переносить в виде небольшого ручного инструмента, уложенного в чемоданчик. Источниками газа в таких аппаратах служат небольшие баллончики со сжатым газом: кислород, бутан, пропан и т.д. Недостатком таких мини-устройств является высокая цена и малый объем баллончиков, что вызывает проблемы при проведении работ в отдаленных районах.
Сделать автоген, обладающий собственным источником газа и небольшой упрощенной горелкой, можно своими руками. Такой портативный аппарат может содержать самодельный генератор водорода (по принципу электролиза), что позволит достаточно длительное время обеспечивать питание газовой сварки без замены баллонов.
Вернуться к оглавлению
Простой мини-автоген
Рисунок 1. Схема электролизера для автогена.
Схема электролизера для автогена.
Мини-автоген можно изготовить самостоятельно по принципу использования кислорода и водорода, полученных методом электролиза щелочного водного раствора. Такой генератор газа имеет небольшие габариты. В качестве источника электроэнергии для электролиза рекомендуется обычный выпрямитель, с помощью которого производится подзарядка аккумуляторов. Технология позволяет генерировать нужное количество горючей смеси, не требует сложного запорного оборудования и соответствует всем мерам безопасности.
Электролизер представляет собой две основные пластины, между которыми расположен ряд электродов в виде стальных пластин. Собранная таким образом батарея помещается в электролит – водный раствор КОН или NaOH. При подаче на электроды напряжения постоянного тока начинается процесс электролиза с выделением водорода и кислорода. Выработанные газы отводятся через полимерную трубку в промежуточную емкость, из которой подаются на водный затвор. В затвор заливается смесь дистиллированной воды с ацетоном в равных пропорциях. Пройдя через затвор, газ насыщается горючей составляющей и поступает в форсунку горелки в виде готовой для горения газовой смеси. На рис.1 приведена схема электролизера.
Пройдя через затвор, газ насыщается горючей составляющей и поступает в форсунку горелки в виде готовой для горения газовой смеси. На рис.1 приведена схема электролизера.
1.Трубка диаметром 10 мм; 2. Шпилька М8; 3. Гайка М8; 4 и 11. Основная пластина; 5. Болт М10; 6. Пластина-электрод; 7. Кольцо резиновое; 8. Штуцер; 9. Шайба; 10. Пластиковая трубка диаметром 5 мм; 12. Штуцер; 13. Емкость промежуточная; 14. Основание; 15. Клемма; 16. Трубка; 17. Форсунка; 18. Затвор.
Рисунок 2. Схема простой газовой горелки.
Корпус электролизера рекомендуется выполнять из оргстекла толщиной не менее 10 мм, что позволит контролировать уровень электролита в емкости. Электроды можно изготовить в виде пластин толщиной 0,7-0,8 мм из листовой нержавеющей стали, трансформаторного железа, никеля. Всего устанавливается 9 электродов. Между пластинами закрепляются изолирующие кольца толщиной порядка 6 мм из резины, стойкой к щелочам и кислотам, а также с маслобензостойкими свойствами. Шпильки, крепящие основные пластины, в количестве 4 штук следует изолировать кембриком.
Электрическое питание обеспечивается зарядным устройством, выдающим напряжение в расчете по 2 В на один электрод (до 24 В). Хорошие результаты по объему газа показывает устройство для зарядки автомобильных аккумуляторов типа ВА-2. В качестве электролита целесообразно применять щелочной водный раствор с концентрацией щелочи 6-8%.
Для корпусов промежуточной емкости и затвора можно применять баллончики для газовых зажигалок. Штуцеры обеих емкостей лучше всего изготовить из медных или латунных трубок диаметром 4-6 мм и закрепить их на верхней части баллончиков, на резьбе.
Корпус электролизера, емкости соединяются между собой полихлорвиниловой трубкой. Для надежности крепления и герметичности вводов целесообразно установить штуцеры, и трубку крепить на них. В корпус затвора заливается предварительно подготовленная смесь воды с ацетоном (соотношение 1:1). Если создастся возможность вместо нее залить метиловый спирт, то это позволит увеличить температуру пламени горелки до 2 600ºС. Емкость водного затвора соединяется поливинилхлоридной трубкой с форсункой горелки, куда и поступает генерированная и обогащенная газовая смесь.
Емкость водного затвора соединяется поливинилхлоридной трубкой с форсункой горелки, куда и поступает генерированная и обогащенная газовая смесь.
Вернуться к оглавлению
Изготовление газовой горелки
Для простой газовой горелки потребуются иглы от капельницы, снабженные ограничительными зажимами.
Для домашнего мини-автогена можно изготовить достаточно надежную газовую горелку очень простой конструкции. На рис. 2 приведена схема такой конструкции.
Для подачи газовой смеси рекомендуется использовать иглу для накачивания футбольных мячей. На расстоянии до 20 мм с помощью надфиля делается надрез, через который вводится более тонкая игла от капельницы, предварительно изогнутая под 45ºС на расстоянии 15-20 мм. Конструкция фиксируется медной проволокой и тщательно паяется, все зазоры герметизируются лаком.
Выход большой иглы соединяется с электролизером, т.е. предназначен для подачи горючей газовой смеси. Дополнительное обогащение ее кислородом производится через малую иглу, которая соединяется с емкостью, заполненной сжатым воздухом.
Самой простой емкостью может служить камера мяча, накаченная насосом или полимерная бутылка, в которую загнан воздух тем же насосом.
Использование игл от капельницы целесообразно еще и тем, что они снабжены ограничительными зажимами, которые можно применить для регулировки подачи газа в зону сварки.
На этом изготовление простого мини-автогена закончено. После обеспечения подачи обоих потоков газа в горелку они, соединяясь, направляются одним потоком через иглу наружу; производится поджигание вырывающегося газа и происходит сварка. Температура в зоне сварки достигает 1 600ºС, что достаточно для расплавления кромок металлов и присадочного прутка.
Вернуться к оглавлению
Необходимый инструмент
Для изготовления портативного автогена своими руками понадобится следующий инструмент:
- электродрель;
- тиски;
- болгарка;
- нож;
- ножницы;
- плоскогубцы;
- набор метчиков и плашек;
- напильник;
- надфиль;
- кисточка;
- паяльник;
- шило;
- штангенциркуль.

Автогенная сварка широко используется для соединения различных металлов, в т.ч. цветных. Ее использование особенно востребовано в отдаленных и сельских районах, при проведении ремонтных работ непосредственно на месте. Достаточно миниатюрный автоген с независимым генератором газа можно сделать своими руками.
Как сделать мини-автоген своими руками?
Автоген нашел применение во многих сферах промышленной деятельности и зарекомендовал себя, как эффективный и удобный инструмент. На производствах с большими оборотами, автоген – это аппарат с довольно внушительными размерами.
По мере распространения домашних мастерских остро встала необходимость модернизации этого инструмента и его приспособления к новым условиям. Именно так появился мини-автоген. Кроме более удобного использования аппарата в ограниченном пространстве, его еще и гораздо легче транспортировать. Он прост в применении и его можно сделать самостоятельно.
Содержание:
- Особенности устройства
- Как сделать автоген в домашних условиях
Особенности устройства
С помощью автогена можно выполнять резку металлических изделий или их газовую сварку. В основе процесса сварки данным устройством лежит принцип расплавления металла пламенем, которое провоцируется специальной смесью горючего газа (водорода, бутана, пропана, ацетилена) и кислорода. В процессе сварки также используют присадочный материал, который расплавляют вместе с краями деталей.
В основе процесса сварки данным устройством лежит принцип расплавления металла пламенем, которое провоцируется специальной смесью горючего газа (водорода, бутана, пропана, ацетилена) и кислорода. В процессе сварки также используют присадочный материал, который расплавляют вместе с краями деталей.
Медленный разогрев материалов до температуры плавления обеспечивает сбалансированный прогрев рабочей зоны. Благодаря такой особенности, при помощи автогена можно соединять детали с цветных металлов и стальные заготовки небольшой толщины. Кроме того, аппарат данного типа позволяет проводить ремонтные работы на предметах, выполненных с чугуна.
Как сделать автоген в домашних условиях
В первую очередь следует рассказать о строение данного аппарата. Две специальные платы соединяются при помощи 4 шпилек. Между этими платами устанавливают батарею, состоящую из пластин-электродов, которые изготовляются из стали и разделяются специальными кольцами из резины.
Внутрь батареи закачивают раствор гидроксида натрия. Электролиз воды, который провоцируется постоянным напряжением, способствует выделению водорода и кислорода, что и позволяет осуществлять работы по резке металла.
Электролиз воды, который провоцируется постоянным напряжением, способствует выделению водорода и кислорода, что и позволяет осуществлять работы по резке металла.
Когда газ, который проходит через специальную смесь воды и ацетона, получает необходимые для возгорания кондиции, его подают на форсунку (например, медицинская игла). Температура горения такого газа при выходе с этой форсунки составляет не менее 1800 градусов по Цельсию. Вот список всех деталей мини-автогена, созданного своими руками:
- Форсунка.
- Трубка барботажного типа.
- Основа.
- Трубка из полихлорвинила.
- Патрубок.
- Шайба.
- Основа водяного затвора.
- Клеммы.
- Короткий патрубок (3 шт.).
- Резиновое кольцо.
- Две платы (правая и левая).
- Болтовая пробка.
- Гайки и шпильки (М8, по 4 штуки).
Чаще всего для плат на мини-горелке используют крепкое стекло. Оно довольно легко поддается обработке и обеспечивает оператору хороший контроль над уровнем воды, который при необходимости можно менять. Пластины часто изготовляют из тонкой листовой стали (0,7-0,8 мм). Пластины должны быть с небольшими углублениями (2-3 мм) для размещения уплотняющих колец, с толщиной от 5-6 мм.
Пластины часто изготовляют из тонкой листовой стали (0,7-0,8 мм). Пластины должны быть с небольшими углублениями (2-3 мм) для размещения уплотняющих колец, с толщиной от 5-6 мм.
Заизолировать пластины можно при помощи резины, которая должна быть кислото- и маслобензостойкой. В батарее автогена должно находиться 9 пластин, а шпильки следует также заизолировать. Клеммы надо присоединить к первой, седьмой, восьмой и девятой пластинам.
Напряжение зарядного устройства, которое подключается через 8 пластин, должно составлять 17 V. Такие показатели и конструкция устройства обеспечат плавное прогревание металла и качественную его обработку.
Видео: газовая сварка своими руками.
С целью предохранения от распространения пламени, на газовых горелках устанавливают обыкновенный водяной затвор (чаще всего из пустых баллончиков для зажигалок). Специально для предотвращения смешивания составов водяного затвора и электролитов в составе горелки предусмотрена промежуточная емкость. Патрубки следует подбирать исключительно из меди, а их диаметр должен составлять от 4 до 6 мм.
Патрубки следует подбирать исключительно из меди, а их диаметр должен составлять от 4 до 6 мм.
Republished by Blog Post Promoter
Портативный пост мини резак горелка 2/2
Комплект Портативный ПГС 2/2 резак-горелка
В комплекте используются только качественное оборудование Украинского производства.
Наличие всех паспортов, гарантий и сертификатов обязательно.
Данная цена предусматривает совокупность комплектующих в указанной стоимости и может корректироваться (уменьшиться или увеличиться) в зависимости от изменений комплектующих по желанию заказчика.
Все предлагаемые комплектующие подобраны с точки зрения рационального выбора по качеству и комфортности эксплуатации.
Комплектация поста:
Корзина металл для ПГС, 1шт
Баллон пропановый 2л, 1шт
Баллон кислородный 2л, 1шт
Редуктор кислородный БКО-50-О ДМ, 1шт
Редуктор пропановый БПО-5-10ДМ, 1шт
Рукав спаренный 6мм, 3м.
Резак 132П Micro 6/6, 1шт
Хомут червячный 8-12, 4шт
Заправлен!. Подключил и работай.
Для универсальности комплекта предлагается дополнительно следующие комплектующие:
Наконечник Micro GZU, 1шт – 148грн
С данным наконечником, ваш микро резак станет газосварочной горелкой и вы сможете не только резать, но и сваривать металлы.
Для возможности самостоятельной заправки малого кислородного баллона, предлагается дополнительно
Переходник заправочный 3/4-3/4 – 180грн
Для возможности заправки баллона пропанового на автомобильной АЗС, предлагается дополнительно
Переходник заправочный пропановый ПЗП1. – 270грн
Стоит обратить внимание, что рекомендуется дополнительно использовать огнепредохранительные клапаны.
Пропановый КОГ – Кислородный КОК . Стоимость одного 268грн
Толщина разрезаемой стали, мм | 1 – 8 | 8 – 15 | 15 – 20 | |
Мундштук к резаку 132P “Micro” |
| |||
Давление на входе, кгс/см2 | кислорода (номинальное) | 3. | 3.5 | 4.0 |
горючего газа, П | 0,03-1,5 | |||
Расход, м3/час | Кислорода, не более | 1,3 | ||
горючего газа, П, не более | 0,3 | 0,32 | 0,35 | |
Масса резака, кг, не более | 0,3 | |||
Длина резака, мм, не более | 290 | |||
Внутренний диаметр присоединяемых рукавов – | 6 / 6 | |||
 0
0
Сварочный пост переносной ПГСП-2/0,5-К
Описание
Переносной газосварочный пост ПГСП-2/0. 5 К представляет собой переносное устройство, состоящее из кейса, в котором установлены и закреплены баллоны с кислородом и MAПП – газом. Баллоны укомплектованы газовыми редукторами. Газовоздушная горелка поста присоединена к балонным редукторам газовыми рукавами.
5 К представляет собой переносное устройство, состоящее из кейса, в котором установлены и закреплены баллоны с кислородом и MAПП – газом. Баллоны укомплектованы газовыми редукторами. Газовоздушная горелка поста присоединена к балонным редукторам газовыми рукавами.
Назначение
Переносной газосварочный пост ПГСП-2/0.5 К предназначен для газокислородной сварки, пайки, нагрева и других операций газопламенной обработки металлов, в местах, удаленных от газовых источников питания. При помощи ПГСП 2/0.5 К Вы сможете резать металл толщиной до 5 мм. Но в этом случае значительно увеличивается расход газов, а следовательно, время работы поста в режиме резки, до очередной заправки незначительное. Поэтому для резки металла мы рекомендуем использовать газосварочные посты с большим объемом баллонов. Желательно применять посты с баллонами от 10 литров и более. При этом для резки металла пост должен быть укомплектован резаком, а не простой горелкой.
Технические характеристики
Габаритные размеры и вес:
- Высота 330 мм.
- Ширина 460 мм.
- Глубина 160 мм
- Вес 9 кг.
Газы и жаропроизводительность:
- Горючий газ МАПП газ. Температура горения в чистом виде 2010оС
- Жаропроизводительность смеси МАПП + кислород 2960оС
- Время нагрева до 2960оС 5-10 сек.
- Длина ядра пламени не более 8-10 мм.
Время беспрерывной работы
Время беспрерывной работы от заправки до заправки зависит от режима и интенсивности работы поста. Время работы поста в режиме пайки от полного до ” сухого бака” составляет примерно 1 час.
Комплектация
- Кислородный баллон многоразовый, заправляемый объем 2 литра 1 шт.
- Баллон MAПП-газ 400гр. 1 шт.
- Редуктор кислородный БКО 50-5 1 шт
- Редуктор для MAПП газа БПО 50-5 БМ 1 шт.
- Горелка газовоздушная Г 2 (2,3) 1 шт
- Дополнительные насадки на горелку 1 шт.
- Рукав кислородный ф 6,3 мм. 2,0 м. .
- Рукав ацетиленовый ф 6,3 мм. 2,0м. .
- Кейс с хомутами 1 шт.
- Ключ от кейса 1 шт.

Применение
Для приведения сварочного поста ПГСП-2/0.5 К в рабочее состояние необходимо:
- Обязательно установить кейс в такое положение, что бы баллоны с кислородом и газом находились вертикально, вентилями вверх.
- Открыть редуктор на баллоне с МАПП-газом (открытие производится вращением крана по часовой стрелке).
- Открыть вентиль на кислородном баллоне. Показание высокого давления на манометре на кислородного редуктора не должно превышать 150 кг/кв.см.
- Отрегулировать редукционным регулятором давление на выходе кислородного редуктора 0.5 кг/кв.см
- С помощью красного и синего вентилей горелки отрегулировать пламя таким образом, чтобы можно было осуществлять пайку
- По окончании работы закрыть красный вентиль горелки, затем синий вентиль горелки, затем закрыть редуктор на баллоне MAПП-газа (вращением крана против часовой стрелки) после этого закрыть вентиль кислородного баллона.

Требования безопасности
- При выполнении работ соблюдать Правила мер безопасности при газопламенной обработке металлов, требования ДСТУ-2448 «Кислородная резка, требования безопасности» и ГОСТ 12.2.008-75.
- К работе с газопламенным оборудованием допускать лиц старше 18 лет, прошедших соответствующее обучение, инструктаж и проверку знаний требований безопасности в соответствии с действующими нормативно-техническими документами и имеющими соответствующее разрешение.
- Эксплуатацию пропанового и кислородного баллонов осуществлять в соответствии с «Правилами безопасности в газовом хозяйстве».
- Запрещается проводить работы при механических повреждениях и разгерметизации шлангов и их соединений, работать в промасленной одежде, использовать промасленный инструмент.
Автоген схема – gxpwa4dl.125mb.com
Скачать автоген схема EPUB
Принципиальная схема инжекторного автогена. Появилась мыслЯ а не сварганить-ли портативный, переносной, ранцевый автоген? В наши дни схема автогеном очень широко распространена. В наши дни сварка автогеном очень широко распространена. На производствах с большими автогенами, автоген – это аппарат с довольно внушительными размерами. Появилась мыслЯ а схема сварганить-ли портативный, переносной, ранцевый автоген?
Появилась мыслЯ а не сварганить-ли портативный, переносной, ранцевый автоген? В наши дни схема автогеном очень широко распространена. В наши дни сварка автогеном очень широко распространена. На производствах с большими автогенами, автоген – это аппарат с довольно внушительными размерами. Появилась мыслЯ а схема сварганить-ли портативный, переносной, ранцевый автоген?
Автогенная сварка – это, своего рода начальная школа сварщика, без которой сложно понять процесс сварки в принципе. Сегодня этот вид сварки сильно потеснили инверторные аппараты, но это не означает, что ацетиленовые горелки можно забросить. Во многих случаях автоген бывает незаменим. Данная статья посвящена рассмотрению особенностей ведения сварки при помощи ацетиленовой горелки.
Состав аппаратуры автогенной сварки. Появившись на рынке, инверторные сварочные аппараты потеснили остальное оборудование, применяемое для соединения металлических деталей и узлов.
Но любой опытный сварщик скажет, что автогенная сварка – это первый класс в школьной программе сварщика, без которой невозможно овладеть техникой сваривания металлов и разобраться в самом сварочном процессе. Автоген резак сварка ⭐, Узбекистан, Наманганская область, 4Р ✔ фотографии, адрес и ☎️ телефон, часы работы, фото и отзывы посетителей на Яндекс.Картах. «Автоген резак сварка» находится по адресу Узбекистан, Наманганская область, 4Р Похожие места рядом.
Автоген сварка. Метки: бензовоздушная гарелка. Всем привет, наконец то я сделал себе такой полезный инструмент как бензиновая гарелка. Для изготовления понадобился старый компрессор от холодильника и паяльная лампа.
Весь подробный процесс сборки можите посмотреть в ролике. Приятного просмотра! gxpwa4dl.125mb.com?v=PpEXMotNC3M&t=4s. В этом видео я объясню как сделать мини автоген.
txt, djvu, rtf, fb2 ariston fq 101.1 схемаПортативный газовый резак по металлу – в чем его плюсы и минусы? + Видео
Для использования отдельных фрагментов металлопроката нередко используется гильотинная рубка, однако в быту для этой цели гораздо удобнее использование портативного газового резака, выполняющего разрез любой сложности.![]()
1 Что такое газовые резаки, и какими они бывают?
От металлического листа, равно как и от стальной трубы (либо другого профиля), можно легко отделить любые части, используя обычное ножовочное полотно для пилы по металлу.Также относительно ровного среза можно достичь с помощью дуги электросварки, правда, при этом будет потрачен не один электрод. Поэтому правильнее всего иметь под рукой газовый резак, причем наиболее удобный компактный вариант. Что же собой представляет это приспособление? Давайте рассмотрим подробно, с помощью чего может быть осуществлен раскрой стали и различных цветных металлов.
Фото компактного газового резака
Еще в далеком прошлом было замечено, что узконаправленный конус пламени имеет высокое разрешение и достаточное давление, чтобы под его воздействием в металле образовалось отверстие.Причем основную роль в резке играет не горючий газ или жидкое топливо, кислород. Аппарат состоит из корпуса, внутри которого проходят каналы для кислорода и горючего газа (пропана, бутана, ацетилена любого водорода), а также из трубок подачи их к соплу . По сути, это две отдельные части – соединенные накидной гайкой рукоятка и наконечник. Каналы, проходящие внутри первой части, соединяют в начале насадки, в этом месте установлен эжектор или инжектор (смесительный узел), в зависимости от типа устройства.
По сути, это две отдельные части – соединенные накидной гайкой рукоятка и наконечник. Каналы, проходящие внутри первой части, соединяют в начале насадки, в этом месте установлен эжектор или инжектор (смесительный узел), в зависимости от типа устройства.
Принцип действия следующий. В стволе, как правило, создается смесительная трубка, куда кислород всасывает горючий газ. В безинжекторных моделях отдельные вещества поступают в дюзу через трубки, где смешиваются посредством небольших сопел внутри мундштука. Далее сильная струя кислорода, вырываясь из дюзы по одной щели, создает разреженную область перед форсункой, куда подается горючий газ через другое отверстие, образуя длинный узкий факел. За счет значительного давления в конусе металл быстро достигает температуры горения, которая обязательно должна быть ниже температуры плавления.
На фото – безинжекторная модель газового резака
Однако все это общая информация, благодаря которой можно понять любой газовый резак. Нас же в первую очередь интересуют портативные модели. По большей части, при наличии кислородных баллонов и соответствующих каналов в аппарате, они представлены инжекторными вариантами. На сегодняшний день существуют и такие приспособления, как миниатюрный автономный газовый резак, некоторые разновидности которого могут не включать по величине ладонь взрослого человека.Данные аппараты имеют либо встроенную камеру для нагнетания газа, либо подключены к небольшому цанговому баллону емкостью до 0,5 литра. Розжиг у них может быть внешним, от спички, или собственным, с помощью пьезоэлемента.
Нас же в первую очередь интересуют портативные модели. По большей части, при наличии кислородных баллонов и соответствующих каналов в аппарате, они представлены инжекторными вариантами. На сегодняшний день существуют и такие приспособления, как миниатюрный автономный газовый резак, некоторые разновидности которого могут не включать по величине ладонь взрослого человека.Данные аппараты имеют либо встроенную камеру для нагнетания газа, либо подключены к небольшому цанговому баллону емкостью до 0,5 литра. Розжиг у них может быть внешним, от спички, или собственным, с помощью пьезоэлемента.
2 Портативные переносные резаки с кислородным и пропановым баллонами
Многие имели возможность вести работу газосварщиков, которые на тележке с места на место большие и неподъемные баллоны с кислородом и горючим газом. Чтобы получить хоть какую-то мобильность, через редуктор к такому баллону подключается длинный шланг, другой конец которого присоединен к торцу рукоятки резака.Неудобно и довольно тяжело орудовать таким аппаратом по большей части именно из-за длины шланга.
Фото баллонов с кислородом и горючим газом
Другое дело – маленький переносной, инжекторного типа газовый резак. Он удобен тем, что его может перемещать с места на место 1 человек, даже поднимать при необходимости на значительную высоту. В комплект обязательно входит газосварочная горелка либо резак, короткие короткие (до 5 метров), 2 баллона – под кислород на 5 литров и пропановый, емкость которого может быть 2, 3 или 5 литров.
На фото – переносной газовый резак инжекторного типа
Для переноски может быть использован пластиковый чемодан контейнерного типа, сумка из водонепроницаемой ткани с металлическими вставками или металлическая корзина. Такие комплекты обычно используются специалистами, занимающимися ремонтом кондиционеров и холодильников (для сварки и резки медных трубок), но найти ему применение можно и в быту. Пропановые баллоны могут заправляться и другими горючими газами, например – бутаном, либо МАФ, то есть смесью метилацетилена и пропадиена.
3 Приспособление с цанговым соединением – преимущества и недостатки
Даже при самом серьезном подходе к ведению загородного хозяйства в газовой сварке, тем более, резке возникает довольно редко. Поэтому покупка профессионального оборудования не хочется идти на большие траты, зачастую даже владельцам дачных участков. Многие отдают предпочтение дешевым и на первый взгляд весьма эффективным мини-резакам, среди которых наибольшей популярностью пользуется газовый цанговый аппарат.
Фото газового цангового аппарата для резки металла
Выглядит он, как насадка на баллон соответствующего типа, емкость которого может быть от 225 до 500 миллилитров. За счет этого приспособление снабжается широким раструбом, и тогда оно в большей степени функции мини-горелки, нежели резака по металлу. Однако, с учетом возможности регулировать интенсивность пламени, можно получить как факел в несколько десятков сантиметров, так и достаточно узкий конус.
В первом случае инструмент становится прекрасным средством для отогревания труб и автомобильных замков, замерзших в зимней стужу, а второй вариант может помочь в пайке при наличии припоя. Есть у данного мини-аппарата и недостатки. Первое, что многим покажется неудобным – это достаточно быстрый расход горючего газа, что при небольшой емкости может стать помехой в работе. Как правило, заявленная производителями средняя скорость выработки составляет 225 граммов горючего за час, что соответствует одному баллону самого маленького размера.
Есть у данного мини-аппарата и недостатки. Первое, что многим покажется неудобным – это достаточно быстрый расход горючего газа, что при небольшой емкости может стать помехой в работе. Как правило, заявленная производителями средняя скорость выработки составляет 225 граммов горючего за час, что соответствует одному баллону самого маленького размера.
На фото – газовый цанговый мини-аппарат
Если работы по металлу предстоит много, придется запастись изрядным количеством таких баллонов или покупать максимально большие емкости.Кроме того, отсутствие кислорода в струе способствует большому давлению в конусе пламени, легко дает порывами ветра. Впрочем, температура в нем может достигать 1300 градусов.
4 Маленький газовый резак, или горелка в кармане
Очень интересен для многих вариантов, представляющий собой, по сути, зажигалку с дюзой газового резака в верхней части. Правда, по размерам резервуар устройства значительно больше, и конуса намного эффективнее. Многие держали в руках достаточно дорогие пьезозажигалки с турбонаддувом, у которых огонь не гаснет под порывами ветра за счет значительного ускорения в сопле турбины и производит факела в специальной насадке.
Многие держали в руках достаточно дорогие пьезозажигалки с турбонаддувом, у которых огонь не гаснет под порывами ветра за счет значительного ускорения в сопле турбины и производит факела в специальной насадке.
Фото зажигалки с дюзой газового резака в верхней части
почти всегда при длительном горении верхняя часть этого заменителя спичек сильно разогревается, и пластмассовые детали в случае начала плавиться.
Мини-резак работает по тому же принципу, то есть после клапана при начале работы по металлу газ перед попаданием в дюзу проходит через отверстие через отверстие. За счет этого происходит разгон струи, которая поджигается все тем же пьезоэлементом и образует узкий конус пламени.Только, в отличие от зажигалки с турбонаддувом, дюза нагревается незначительно, а верхняя часть устройства, в которой расположен газовый канал, можно спокойно держать в руке. Правда, запас газа в камере довольно быстро исчерпывается, однако заправить ее можно из обычного цангового баллона.
На фото – цанговый баллон
К недостаткам данного можно отнести тот факт, что при высокой температуре в конусе пламени (1300 градусов) длина факела, как правило, незначительна.Здесь, как и в предыдущем типе резака, рассмотренный нами выше, сказывается отсутствие подачи кислорода. Поэтому перед дюзой отсутствует разреженная область, и давление конуса остается незначительной, а потому – недостаточным для работы со сталью. Подобные карманные мини-горелки чаще всего используются для розжига угля в мангале на даче, также они находят применение ювелиры и все те же мастера по ремонту кондиционеров с холодильниками.
5 Резак вместо паяльника – плавим олово и медь
Если взять стандартный резак в комплекте с кислородным и пропановым баллонами, все, что с его помощью можно будет сделать – это раскроить лист металла, либо наоборот, сварить несколько стальных деталей.Однако о тонкой пайке не может быть и речи, равно как и о точечной сварке мелких деталей. Впрочем, сегодня существуют мини-резаки, с помощью которых выполняется поистине ювелирная работа по металлу.
Фото мини-резака для ювелирной работы по металлу
В частности, особо миниатюрные, больше напоминающие массивную перьевую ручку не более 60 граммов. Они делятся на 2 типа: со встроенным резервуаром и подключяемые к цанговому баллону гибким коротким шлангом. При этом оба устройства обеспечивают максимальную свободу движения руки, удерживающую приспособление.Первый тип со встроенной камерой для газа, дает больше мобильности, если приходится передвигаться во время работы, поскольку отсутствует привязка к баллону посредством шланга.
достоинство оборачивается недостатком, если вас ожидает большой фронт деятельности, поскольку запас горючего газа в резервуаре рассчитан только на 15 минут непрерывного горения факела. В этом отношении постоянное подключение мини-резака к баллону удобнее, особенно если взять самую большую цанговую емкость на 0.5 литра. Однако если понадобится переместиться, баллон придется переносить с места на место.
На фото – большая цанговая емкость на 0,5 литра
Портативный газовый мини-резак обычно имеет 2 режима работы по металлу. Через сопло он выдает достаточно широкий конус пламени до стандартной длины 4 сантиметра, а при специальной установке насадки получается короткий игольчатый факел высокой интенсивности. Первый режим удобен для плавки олова и меди, а также для пайки металлических деталей, второй вариант идеален для точечного спаивания мелких заготовок и для работы с радиоплатами.Температура в конусе пламени, как и у других мини-резаков, достигает 1300 градусов, но при этом для резки стали приспособление не подходит для недостатком мощности. Расход у такого газового паяльника всего 12 граммов в час.
Автоген своими руками – пошаговая инструкция
автоген – это устройство для достижения высокотемпературной струи пламени температурой сгорания около 3150 0С. Главные составные части автогена:
Одна из разновидностей сварки металлов плавлением – автоген.Если при электродной сварке металл плавится при нагревании электрической дугой, то при газовой сварке – открытым пламенем смеси ацетилена и кислорода. По сути, автоген – это устройство для получения высокотемпературной струи пламени температурной сгорания около 3150 0 С. Главные составные части автогена:
По сути, автоген – это устройство для получения высокотемпературной струи пламени температурной сгорания около 3150 0 С. Главные составные части автогена:
- баллон с кислородом;
- баллон с ацетиленом или генератор газа;
- манометры;
- газопроводные шланги;
- газовая горелка (резак).
Самым сложным узлом аппаратом газовой сварки, который начал работу по прямому назначению (для резки черных и цветных металлов), так и для сварки низколегированных сталей. Схематическое устройство газовой горелки автогена показано на рисунке:
К горелке подведены два шланга – с кислородом и горючим газом. В роли последнего инстинкта “роман” или пропан / бутан. Он дает температуру в горящей струе на 600-700 градусов ниже, что при работе с толстостенными трубами или массивными деталями вызывает проблемы. Но если пропаном можно неплохо резать металлы, то сваривать им довольно сложно. затруднения и значительно замедляет работу.
Необходимо отметить, что промышленное автогенное оборудование можно использовать практически с любым горючим газом, но чаще всего используются эти два вида, как наиболее дешевые и удобные в применении. Для домашней бытовой сварки лучше всего использовать пропан / бутан. Его легче купить и он менее опасный в применении.
С ацетиленом работать сложнее, необходимы навыки и знание языка газа. При проникновении ацетилена в кислородные шланги и наоборот, при поступлении кислорода в емкость с ацетиленом возникает серьезная угроза мощного взрыва.Для предотвращения такой опасности ацетиленовые горелки оборудуются возвратными клапанами, а генераторы газа, которых будет сказано ниже, водяными затворами. Но, все же, работа с ацетиленом требует навыков и техники выполнения основных операций.
С соблюдением правил безопасности необходимо придерживаться нормативных величин давления газов – в заправленном ацетиленовом баллоне давление должно быть 1,6 МРа, на горелке – 0,1 МРа, но не более 0,15 МРа.Давление кислорода в баллоне – не более 15МРа, на горелку идет не более 1,5МРа.
Гайка крепления кислородного шланга к баллону – с правой резьбой и на редукторе, и на горелке, а гайки шланга ацетиленового баллона – с левой резьбой и имеют риски (метки) на гранях. Сделаны разнонаправленные резьбы, чтобы не перепутать шланги местами. Смесь горючего газа с кислородом весьма взрывоопасна, поэтому подходить к сборке и работе с автогеном необходимо с полной ответственностью.
Процесс сварки автогеном
Автогенная сварка без присадочного прутка или проволоки невозможна.В этом случае происходит только прожигание металла и его резка на фрагменты. Смешиваясь в горелке, ацетилен и кислород сгорают и выбрасываются из сопла с высокой скоростью. Струя газа достигает температуры более 3000 0 С. Ее можно регулировать путем добавления или уменьшения пропорций подающих газов.
Сначала горелку кислород, затем ацетилен или пропан и смесь поджигается. После появления пламени, поворотом регулирующих вентилей устанавливается температура.Как правило, измерить ее сложно, поэтому уровень определяется по косвенным признакам – цвету пламени, звуку газового потока, интенсивности прогревания металла.
Как происходит процесс сваривания показано на картинке:
Сначала свариваемые детали устанавливаются в нужном положении, затем их кромки разогреваются до белого цвета и уже потом в пламя горелки вносится присадочный пруток. Он расплавляется и заливает шов между деталями.Купить присадочный пруток марки LNG (I, II, IIIили IV) и другие модификации, а также сварочную проволоку для автогенной сварки можно в любом магазине сварочного оборудования.
Он расплавляется и заливает шов между деталями.Купить присадочный пруток марки LNG (I, II, IIIили IV) и другие модификации, а также сварочную проволоку для автогенной сварки можно в любом магазине сварочного оборудования.
Сварка автогеном по своей технике довольно сложный процесс и браться за сваривание ответственных деталей без подготовки не следует. Лучше всего потренироваться на обрезках труб, швеллеров и другого профильного проката, чтобы набраться опыта и освоить практические приемы работы.
Конечно, и кислород, и ацетилен или пропан стоят денег, поэтому расходовать их зря не стоит. Но и сварка автогеном без опыта такой работы может привести к таким же, а то и более ощутимым убыткам.
Сварочный автогенный генератор
Газ ацетилен, необходимый для сварки, купить можно в баллонах белого цвета. В большом городе это не проблема, хуже обстоит дело в небольших городах и сельской местности – там с заправкой ацетиленом довольно сложно, если нет крупных промышленных предприятий.
 Выручить может автономный генератор, который специально создан для выработки газа этого газа и подачи на горелку.
Выручить может автономный генератор, который специально создан для выработки газа этого газа и подачи на горелку.Внутри генератора происходит реакция между карбидом кальция и водой, в результате чего и получается ацетилен.Кроме сварки, этот газ можно использовать для других нужд – подключения газовых светильников, производства уксусной кислоты, выработки этанола и т.д. Используется этот генератор исключительно для частных гаражных работ.
Устройство генератора показано на схеме:
Промышленность производит различные виды генераторов, отличающиеся производительностью и максимальным давлением вырабатываемого газа:
- Низкого давления – до 0,01 МПа;
- Среднего – до 0,15 МПа.
Мобильные генераторы могут печатать до 3 м 3 газа в час. Среди всех модификаций газогенераторов, сварочный аппарат на базе АСП-10 – самый удобный, безопасный и популярный и у производителей, и у домашних мастеров. Он выработку газа в объеме до 1,5 м 3 под давлением до 0,15 МПа.
 При этом работает в автоматическом режиме – реакция газообразования регулируется вытеснением воды из рабочей зоны при увеличении давления внутри газа.
При этом работает в автоматическом режиме – реакция газообразования регулируется вытеснением воды из рабочей зоны при увеличении давления внутри газа.Автоген своими руками
Собрать автоген своими руками может каждый умелец, знакомый с основами сварочного дела. Но только в том случае, если в наличии есть генератор заводского производства или баллон с горючим газом, кислородный баллон, манометры и шланги. Также необходимо купить автогенную горелку и присадочные прутки.
Изготавливать газовый генератор своими руками крайне опасно – смесь ацетилена и воздуха представляет собой гремучую смесь, поведение которой не всегда прогнозируемо.Бытующие на просторах интернета схемы и чертежи самодельных генераторов ацетилена, базирующиеся на медицинских капельницах или оросителях от садовых шлангов, могут и работоспособны, но проверять не рекомендуется – взрыв газового баллона по поражающей способности средней базыомбе.
Мини автоген
Для пайки можно сделать установку, вместо ацетилена использующую гидролизный водород.
 Это маленькая компактная газосварка, в качестве газопроводных шлангов используются силиконовые трубки, роль горелки игла от шприца (возможны варианты).Схем таких аппаратов в интернете тоже достаточно, но использовать можно только те, где предусмотрен водяной затвор на выходных патрубках. Смесь водорода и кислорода не случайно называется гремучим газом.
Это маленькая компактная газосварка, в качестве газопроводных шлангов используются силиконовые трубки, роль горелки игла от шприца (возможны варианты).Схем таких аппаратов в интернете тоже достаточно, но использовать можно только те, где предусмотрен водяной затвор на выходных патрубках. Смесь водорода и кислорода не случайно называется гремучим газом. Но купить можно и промышленный мини-автоген, все составные части которого помещаются в небольшой кейс. В набор входят два маленьких баллона, резак, тонкие шланги и манометры. Работать с таким оборудованием можно с металлами толщиной от 0,1 до 300 мм.Конечно, запас автономности у него небольшой, но зато такой аппарат отличается высочайшей мобильностью и, конечно же, безопасностью.
В набор входят два маленьких баллона, резак, тонкие шланги и манометры. Работать с таким оборудованием можно с металлами толщиной от 0,1 до 300 мм.Конечно, запас автономности у него небольшой, но зато такой аппарат отличается высочайшей мобильностью и, конечно же, безопасностью.
Предлагаем нашим участникам поделиться опытом работы с автогонкой, особенностями ее использования для разных металлов в различных ситуациях. Возможности автогена до сих пор полностью неизученные – самые интересные письма мы непременно опубликуем на сайте.
| |||||
| |||||


Как сделать мини автоген своими руками
Автогенная сварка и резка нашла широкое применение, что связано с ее универсальностью в работе с разными металлами. Мини-автоген – это шаг в улучшении возможностей использования метода в домашних условиях.
Мини-автоген – это шаг в улучшении возможностей использования метода в домашних условиях.
Схема мини-автогена.
Данный тип сварки металлов особенно полюбили маленькие мастерские, расположенные порой в удаленных районах и сельской местности. Мини-автоген позволяет обеспечить ремонтные работы с выездом на место. Небольшое и удобное устройство этого типа можно изготовить своими руками и затем использовать по своему усмотрению.
Читайте также:
Как пользоваться холодной сваркой для металла правильно.
Особенности автогена
Автоген представляет собой устройство для проведения газовой сварки или резки металлических изделий. Сварка автогеном базируется на расплавлении металлов пламенем, вызванным смесью кислорода и горючего газа: водорода, ацетилена, бутана, пропана, паров бензина и т. д. Процесс соединения следующим следующим образом:
Способы сварки автогеном.
- вводится присадочный материал;
- при помощи пламени горящих газов в зоне сварочной ванны расплавляются кромки заготовок и присадочный материал;
- при затвердении расплава образует сварной шов.

Состав и размеры присадочного стержня выбираются исходя из материалов и их толщины.
Разогрев материалов до плавления происходит сравнительно медленно, что обеспечивает равномерный прогрев зоны. Сварка автогеном за счет этой особенности термического режима обладает главными преимуществами: соединения стальных пластин малой толщины, сварки цветных металлов, легковых сталей, не допускающих резкий отжиг при обработке, соединения и ремонта чугунных деталей.
Вернуться к оглавлению
Принципы миниатюризации автогена
Одним из недостатков автогенной сварки является громоздкость стандартного оборудования. В настоящее время Мини-аппараты, позволяющие переносить весь сварочный комплект вручную. Громоздкость конструкции практически полностью вызывает источники газа. Баллоны и генератор ацетилена большие габариты и массу, что требует транспортных средств. Современный мини-автоген можно переносить в виде небольшого ручного инструмента, уложенного в чемоданчик. Источниками газа в таких аппаратах короткие баллончики со сжатым газом: кислород, бутан, пропан и т.д. Недостатком таких мини-устройств является высокая цена и малый объем баллончиков, что вызывает проблемы при проведении работ в отдаленных районах.
Источниками газа в таких аппаратах короткие баллончики со сжатым газом: кислород, бутан, пропан и т.д. Недостатком таких мини-устройств является высокая цена и малый объем баллончиков, что вызывает проблемы при проведении работ в отдаленных районах.
Сделать автоген, обладающий устройством газа и небольшой упрощенной горелкой, можно своими руками. Такой портативный аппарат может обеспечивать самодельный генератор водорода (поу электролиза), что позволит достаточно длительное время питания газовой сварки без баллонов.
Вернуться к оглавлению
Простой мини-автоген
Рисунок 1. Схема электролизера для автогена.
Мини-автоген можно изготовить самостоятельно по принципу использования кислорода и водорода, полученный методом электролиза щелочного водного раствора. Такой генератор газа имеет небольшие габариты. В качестве источника питания для электролиза рекомендуется обычный выпрямитель, с помощью которого производит подзарядка аккумуляторов. Технология позволяет генерировать нужное количество горючей смеси, не требует сложного запорного оборудования и соответствует всем мерам безопасности.
Электролизер представляет собой две основные пластины, между которыми расположен электродов в виде стальных пластин. Собранная таким образом батарея помещается в электролит – водный раствор КОН или NaOH. При подаче на электродвигателя напряжения постоянного тока процесс электролиза с выделением водорода и кислорода. Выработанные газы отводятся через полимерную трубку в промежуточную емкость, из которой подаются на водный затвор. В затворется смесью дистиллированной воды с ацетоном в равных пропорциях.Пройдя через затвор, газ насыщается горючей составляющей и поступает в форсунку горелки в виде готовой для горения газовой смеси. На рис.1 приведена схема электролизера.
1.Трубка диаметром 10 мм; 2. Шпилька М8; 3. Гайка М8; 4 и 11. Основная пластина; 5. Болт М10; 6. Пластина-электрод; 7. Кольцо резиновое; 8. Штуцер; 9. Шайба; 10. Пластиковая трубка диаметром 5 мм; 12. Штуцер; 13. Емкость промежуточная; 14. Основание; 15. Клемма; 16. Трубка; 17. Форсунка; 18. Затвор.
Рисунок 2. Схема простой газовой горелки.
Схема простой газовой горелки.
Корпус электролизера рекомендуется выполнять из оргстекла толщиной не менее 10 мм, что позволит контролировать уровень электролита в емкости. Электроды можно изготовить в виде пластин толщиной 0,7-0,8 мм из листовой нержавеющей стали, трансформаторного железа, никеля. Всего устанавливается 9 электродов. Между пластинами закрепляются изолирующие кольца толщины 6 мм из резины, стойкой к щелочам и кислотам, а также с маслобензостойкими свойствами.Шпильки, крепящие основные пластины, в количестве 4 штук следует изолировать кембриком.
Электрическое питание обеспечивается одним зарядным устройством, выдающим напряжение в расчете по 2 В на электрод (до 24 В). Хорошие результаты по объему газа показывает устройство для зарядки автомобильных аккумуляторов типа ВА-2. В качестве электролита целесообразно использовать щелочной водный раствор с концентрацией щелочи 6-8%.
Для корпусов промежуточной емкости и затвора можно применять баллончики для газовых зажигалок. Штуцеры обеих емкостей лучше всего изготовить из медных или латунных трубок диаметром 4-6 мм и закрепить их на верхней части баллончиков, на резьбе.
Штуцеры обеих емкостей лучше всего изготовить из медных или латунных трубок диаметром 4-6 мм и закрепить их на верхней части баллончиков, на резьбе.
Корпус электролизера, емкости соединяются между собой полихлорвиниловой трубкой. Для надежности крепления и герметичного ввода целесообразно установить штуцеры и трубку, крепить на них. В корпусе затвора заливается подготовленная смесь воды с ацетоном (соотношение 1: 1). Если создастся возможность вместо нее залить метиловый спирт, это позволит увеличить температуру пламени горелки до 2 600ºС.Емкость водного затвора соединяется поливинилхлоридной трубкой с форсункой горелки, куда и поступает генерированная и обогащенная газовая смесь.
Вернуться к оглавлению
Изготовление газовой горелки
Для простой газовой горелки потребуются иглы от капельницы, снабженные ограничительными зажимами.
Для домашнего мини-автогена можно изготовить достаточно надежную газовую горелку очень простую конструкцию. На рис. 2 приведена схема такой конструкции.
2 приведена схема такой конструкции.
Для подачи газовой смеси рекомендуется использовать иглу для накачивания футбольных мячей. На расстоянии 20 мм делается надрез, через который вводится более тонкая игла от капельницы, первоначальная изогнутая под 45ºС на расстоянии 15-20 мм. Конструкция фиксируется медной проволокой и тщательно паяется, все зазоры герметизируются.
Выход большой иглы соединяется с электролизером, т.е. для подачи горючей газовой смеси предназначено. Дополнительное обогащение ее кислородом происходит через малую иглу, которая соединяется с емкостью, заполненной воздухом.
Самой простой емкостью может служить камера мяча, накаченная насосом или полимерная бутылка, которую загнан тем же насосом.
Использование игл от капельницы целесообразно еще и тем, что они снабжены ограничительными зажимами, которые можно применить для регулировки подачи газа в зоне сварки.
На этом изготовление простого мини-автогена закончено. Подача обоих потоков газа в горелку, соединяясь, направляется одним потоком через иглу наружу; происходит поджигание вырывающегося газа и происходит сварка.Температура в зоне сварки достигает 1 600ºС, что достаточно для расплавления кромок металлов и присадочного прутка.
Подача обоих потоков газа в горелку, соединяясь, направляется одним потоком через иглу наружу; происходит поджигание вырывающегося газа и происходит сварка.Температура в зоне сварки достигает 1 600ºС, что достаточно для расплавления кромок металлов и присадочного прутка.
Вернуться к оглавлению
Необходимый инструмент
Для изготовления портативного автогена своими руками понадобится следующий инструмент:
- электродрель;
- тиски;
- болгарка;
- нож;
- ножницы;
- плоскогубцы;
- набор метчиков и плашек;
- напильник;
- надфиль;
- кисточка;
- паяльник;
- шило;
- штангенциркуль.
Автогенная сварка широко используется для соединения различных металлов, в т.ч. цветных. Ее использование особенно востребовано в отдаленных и отдаленных районах, при проведении ремонтных непосредственно работ на месте. Достаточно миниатюрный автоген с независимым генератором газа можно сделать своими руками.
Как сделать мини-автоген своими руками?
Автоген нашел применение во многих сферах промышленной деятельности и зарекомендовал себя, как эффективный и удобный инструмент.На производствах с большими оборотами, автоген – это аппарат с довольно внушительными размерами.
По мере распространения инструментов модернизации этого инструмента и его приспособления к новым условиям. Именно так появился мини-автоген. Кроме того, более удобного использования аппарата в ограниченном режиме, его еще и легче легче транспортировать. Он прост в применении и его можно сделать самостоятельно.
Содержание:
- Особенности устройства
- Как сделать автоген в домашних условиях
Особенности устройства
С помощью автогена можно выполнять резку металлических изделий или их газовую сварку.В основе процесса сварки лежит принцип расплавления металла пламенем, который провоцируется специальной смесью горючего газа (водорода, бутана, пропана, ацетилена) и кислорода. В процессе сварки также используют присадочный материал, который расплавляют вместе с краями деталей.
В процессе сварки также используют присадочный материал, который расплавляют вместе с краями деталей.
Медленный разогрев материалов до температуры плавления обеспечивает сбалансированный прогрев рабочей зоны. Благодаря такой особенности, при помощи автогена можно соединять детали с цветных металлов и стальные заготовки небольшой толщины.Кроме того, аппарат данного типа позволяет выполнять ремонтные работы на предметах, выполненных с чугуна.
Как сделать автоген в домашних условиях
В первую очередь следует рассказать о строении данного аппарата. Две специальные платы соединяются при помощи 4 шпилек. Между этими платами устанавливают батарею, состоящую из пластин-электродов, которые изготавливаются из стали и разделяются специальными кольцами из резины.
Внутрь батареи закачивают раствор гидроксида натрия.Электролиз воды, что и позволяет проводить работу по резке металла.
Когда газ проходит через специальную смесь воды и ацетона, он получает необходимые для возгорания кондиции, его сообщают на форсунку (например, медицинская игла). Температура горения такого газа при выходе с этой форсунки составляет не менее 1800 градусов по Цельсию. Вот список всех деталей мини-автогена, созданного своими руками:
Температура горения такого газа при выходе с этой форсунки составляет не менее 1800 градусов по Цельсию. Вот список всех деталей мини-автогена, созданного своими руками:
- Форсунка.
- Трубка барботажного типа.
- Основа.
- Трубка из полихлорвинила.
- Патрубок.
- Шайба.
- Основа водяного затвора.
- Клеммы.
- Короткий патрубок (3 шт.).
- Резиновое кольцо.
- Две платы (правая и левая).
- Болтовая пробка.
- Гайки и шпильки (М8, по 4 штуки).
Чаще всего для плат на мини-горелке используйте крепкое стекло. Оно довольно легко поддается обработке и обеспечивает хороший контроль над уровнем воды, который при необходимости можно менять.Пластины часто изготавливают из тонкой листовой стали (0,7-0,8 мм). Пластины должны быть с небольшими углублениями (2-3 мм) для уплотняющих колец толщиной от 5-6 мм.
Заизолировать пластины можно при помощи резины, которая должна быть кислото- и маслобензостойкой. В батарее автогена должно находиться 9 пластин, а шпильки следует также заизолировать. Клеммы надо присоединить к первой, седьмой, восьмой и девятой пластинам.
В батарее автогена должно находиться 9 пластин, а шпильки следует также заизолировать. Клеммы надо присоединить к первой, седьмой, восьмой и девятой пластинам.
Напряжение зарядного устройства, которое подключается через 8 пластин, должно составлять 17 В.Такие показатели и конструкция устройства обеспечивают плавное прогревание металла и качественную его обработку.
Видео: газовая сварка своими руками.
С целью предохранения от распространения пламени, на газовых горелках устанавливает обыкновенный водяной затвор (чаще всего из пустых баллончиков для зажигалок). Специально для предотвращения смешивания составов водяного затвора и электролитов в составе предусмотрена промежуточная емкость.Патрубки следует подбирать исключительно из меди, а их диаметр должен составлять от 4 до 6 мм.
Переиздано Blog Post Promoter
Автоген схема – gxpwa4dl. 125mb.com
 125mb.com
125mb.com Скачать автоген схема EPUB
Принципиальная схема инжекторного автогена. Появилась мыслЯ а не сварганить-ли портативный, переносной, ранцевый автоген? В наши дни схема автогеном очень широко распространена. В наши дни сварка автогеном очень широко распространена.На производстве с большими автогенами, автоген – это аппарат с довольно внушительными размерами. Появилась мыслЯ а схема сварганить-ли портативный, переносной, ранцевый автоген?
Автогенная сварка – это, своего рода начальная школа сварщика, без которой сложно понять процесс сварки в принципе. Сегодня этот вид сварки сильно потеснили инверторные аппараты, но это не означает, что ацетиленовые горелки можно забросить. Во многих случаях автоген бывает незаменим. Данная статья посвящена рассмотрению выполнения работы при помощи ацетиленовой горелки.
Состав аппаратуры автогенной сварки. Появившись на рынке, инверторные сварочные аппараты потеснили остальное оборудование, используемое для соединения металлических деталей и узлов.
Но любой опытный сварщик скажет, что автогенная сварка – это первый класс в школьной программе сварщика, без которой невозможно овладеть техникой сваривания металлов и разобраться в самом сварочном процессе. Автоген резак сварка ⭐, Узбекистан, Наманганская область, 4Р ✔ фотографии, адрес и ☎️ телефон, часы работы, фото и отзывы посетителей на Яндекс.Картах. «Автоген резак сварка» находится по адресу Узбекистан, Наманганская область, 4Р Похожие места рядом.
Автоген сварка. Метки: бензовоздушная гарелка. Всем привет, наконец то я сделал себе такой полезный инструмент как бензиновая гарелка. Для изготовления потребился старый компрессор от холодильника и паяльная лампа.
Весь подробный процесс сборки можите посмотреть в ролике. Приятного просмотра! gxpwa4dl.125mb.com?v=PpEXMotNC3M&t=4s. В этом видео я объясню как сделать мини автоген.
txt, djvu, rtf, fb2 ariston fq 101.1 схемаСварочный пост переносной ПГСП-2 / 0,5-К
Описание
Переносной газосварочный пост ПГСП-2 / 0. 5 представляет собой переносное устройство, состоящее из кейса, в котором установлены баллоны с кислородом и МАПП – газом. Баллоны укомплектованы газовыми редукторами. Газовоздушная горелка поста присоединена к балонным редукторам газовыми рукавами.
5 представляет собой переносное устройство, состоящее из кейса, в котором установлены баллоны с кислородом и МАПП – газом. Баллоны укомплектованы газовыми редукторами. Газовоздушная горелка поста присоединена к балонным редукторам газовыми рукавами.
Назначение
Переносной газосварочный пост ПГСП-2/0.5 Предназначенная для газокислородной сварки, страница и другие операции газопламенной обработки металлов, удаленных от газовых источников питания. При помощи ПГСП 2 / 0.5 К Вы сможете резать металл толщиной до 5 мм. В этом случае увеличивается расход газов, а, следовательно, время работы поста в режиме резки, до очередной заправки незначительное. Поэтому для резки металла мы рекомендуем использовать газосварочные посты с большим объемом баллонов. Желательно применять посты с баллонами от 10 литров и более.При этом для резки металла пост должен быть укомплектован резаком, а не простой горелкой.
Технические характеристики
Габаритные размеры и вес:
- Высота 330 мм.
- Ширина 460 мм.
- Глубина 160 мм
- Вес 9 кг.

Газы и жаропроизводительность:
- Горючий газ МАПП газ. Температура горения в чистом виде 2010оС
- Жаропроизводительность смеси МАПП + кислород 2960оС
- Время до 2960оС 5-10 сек.
- Длина ядра пламени не более 8-10 мм.
Время беспрерывной работы
Время непрерывной работы от заправки до заправки зависит от режима и интенсивности работы поста. Время работы поста в режиме пайки от полного до “сухого бака” составляет примерно 1 час.
Комплектация
- Кислородный баллон многоразовый, заправляемый объем 2 литра 1 шт.
- Баллон МАПП-газ 400гр.1 шт.
- Редуктор кислородный БКО 50-5 1 шт
- Редуктор для MAПП газа БПО 50-5 БМ 1 шт.
- Горелка газовоздушная Г 2 (2,3) 1 шт
- Дополнительные насадки на горелку 1 шт.
- Рукав кислородный ф 6,3 мм. 2,0 м. .
- Рукав ацетиленовый ф 6,3 мм. 2,0м. .
- Кейс с хомутами 1 шт.
- Ключ от кейса 1 шт.

Применение
Для приведения сварочного поста ПГСП-2/0.5 К в рабочее состояние необходимо:
- Обязательно установить кейс в такое положение, что бы баллоны с кислородом и газом находились вертикально, вентилями вверх.
- Открыть редуктор на баллоне с МАПП-газом (открытие производится вращением крана по часовой стрелке).
- Открыть вентиль на кислородном баллоне. Показание высокого давления на манометре на кислородного редуктора не должно превышать 150 кг / кв.см.
- Отрегулировать редукционным регулятором давление на выходе кислородного редуктора 0.5 кг / кв.см
- С помощью красного и синего вентилей горелки отрегулировать пламя таким образом, чтобы можно было осуществлять пайку
- По окончании работы закрыть вентиль горелки, затем закрыть редуктор на баллоне MAПП-газа (вращением крана против часовой стрелки) после этого закрыть вентиль кислородного баллона.
