Перевод шероховатости ra в rz таблица: Справочник шероховатости поверхностей в таблицах
alexxlab | 28.05.2023 | 0 | Разное
СРАВНИТЕЛЬНАЯ ТАБЛИЦА ШЕРОХОВАТОСТЕЙ Черновое фрезерование Чистовое фрезерование Чистовая обработка Степень шероховатости lo Шероховатость Ra m Арифметическая ш
| Обновлено 2020-04-12 15:28:22 |
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding INGERSOLL | Каталог INGERSOLL 2014 Фрезерный инструмент (Всего 668 стр.) | |||||
432 Каталог INGERSOLL 2014 Фрезерный инструмент Инструментальная оснастка Сверла Стр.428 | |||||
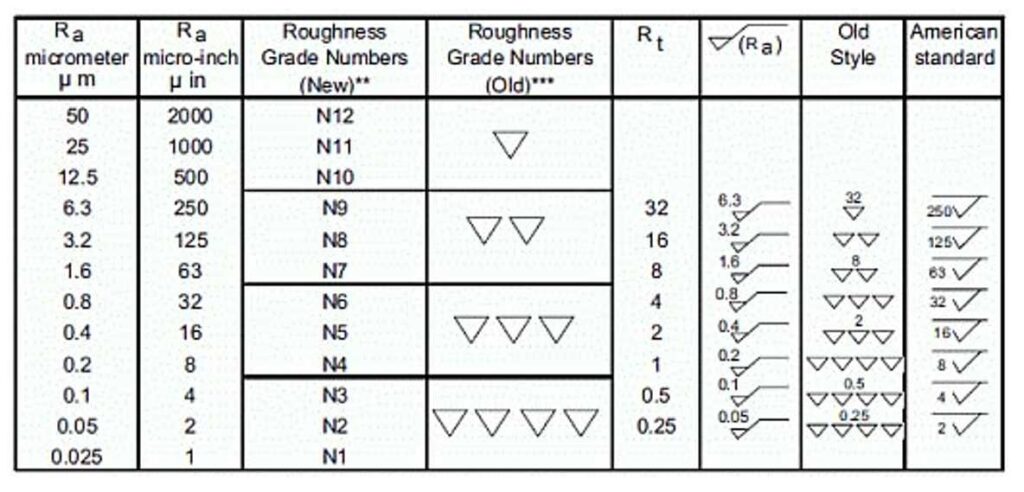
СРАВНИТЕЛЬНАЯ ТАБЛИЦА ШЕРОХОВАТОСТЕЙ Черновое фрезерование Чистовое фрезерование Чистовая обработка Степень шероховатости lo. Шероховатость Ra m Арифметическая шероховатость Rz m CLA in R ill N 12 50 0 2 CM о 8 2000 N 11 259 1000 V N 10 12,5 4 5 –J 500 R 100 w N 9 6,3 2 m cd 2 250 R 40 w N 8 3,2 1216 125 R 25/R 16 w N 7 1,6 5,908,00 63 R 10 vw N 6 0,8 3,004,80 32 ,3 NO R vw N 5 0,4 1,602,80 16 R 3,2/R 2 vvv N 4 0,2 1,001,80 8 R 1,25 N 3 0,1 0,801,10 4 R 0,8/R 0,5 N 2 5 ,0 0, 0,450,60 2 N 1 0,025 0,220,30 1 Возможны технические дополнения Режущий инструмент Ingersoll Техническая информация Микрообработка | |||||
См.  также / See also : также / See also : | |||||
Соотношение твердостей Таблица / Hardness equivalent table | Аналоги марок стали / Workpiece material conversion table | ||||
Отклонение размера детали / Fit tolerance table | Перевод оборотов в скорость / Surface speed to RPM conversion | ||||
Диаметр под резьбу / Tap drill sizes | Виды резьбы в машиностроении / Thread types and applications | ||||
Дюймы в мм Таблица / Inches to mm Conversion table | Современные инструментальные материалы / Cutting tool materials | ||||
| Справочная техническая информация для металлообработки на станках | |||||
Каталог INGERSOLL 2014 Фрезерный инструмент (Всего 668 стр. ) ) | |||||
| | 429 | 430 | 431 | 433 | 434 Система расшифровки принятой немецкой компанией Ingersoll обозначения цельных твердосплавных фрез Стандартная или специальная конструкция В зависимости от типа | 435 Система кодирования обозначения цельных твердосплавных фрез Ингерсол Тип хвостовой части фрезерного металлорежущего инструмента T0 8 мм цил хвостовик T1 10 мм ц |
| INGERSOLL | |||||
| | |||||
Каталог INGERSOLL 2016 Инструмент фрезерный и сверлильный (нем.яз. / DEU) (616 страниц) | Каталог INGERSOLL 2015 Токарный инструмент (ENG FRA) (560 страниц) | ||||
Каталог INGERSOLL 2014 Фрезерный инструмент (668 страниц) | |||||
Каталог INGERSOLL 2011 Инструмент и оснастка (англ.  яз. / ENG) яз. / ENG)(1440 страниц) | |||||
Каталоги инструмента и оснастки для металлообработки на станках /Cutting tools and tooling system catalogs | |||||
|
Lab2U | Catalogs | Tap drill sizes | Speed to RPM | Material table Разработчики сайта / Developers of site |
| Поиск на сайте Lab2u.ru с помощью поисковых систем ЯНДЕКС, BING, GOOGLE: | ||
Все использованные информационные материалы являются собственностью их Уважаемых Владельцев.
 / All copyrights remain by their owners.
/ All copyrights remain by their owners.
Если Вы являетесь правообладателем того или иного материала, размещенного на сайте lab2u.ru и не желаете, чтобы он и далее находился в свободном доступе,
то мы готовы удалить данный материал, а также обсудить условия предоставления данного контента пользователям. Для этого Вам необходимо отправить нам письмо
на e-mail [email protected] с документальным подтверждением наличия у Вас прав на материал, защищённый авторским правом (отсканированный документ с печатью,
либо иная информация, позволяющая однозначно идентифицировать Вас как правообладателя данного материала).
© 2002 – 2023 Лаборатория 2У / Lab2U | Система “Промышленные каталоги” / Industrial catalogs | Стр. / Page Lab2U644902317
Шероховатость поверхности ra и rz
Шероховатость поверхности ra и rz: параметры, таблица.
 Шероховатость поверхности (чистота обработки). Основные понятия, обозначения на чертежах. Классы шероховатости
Шероховатость поверхности (чистота обработки). Основные понятия, обозначения на чертежах. Классы шероховатостиЧто такое шероховатость
Любые типы поверхностей, какие бы они не были ровными на первый взгляд, имеют в своей структуре череду подъемов и впадин. На вид это близко к форме горных массивов. Высоту этих «гор» и характеризует шероховатость.
Шероховатость представляет собой совокупность неровностей поверхности.
Параметры, средства измерения и обозначение шероховатости в конструкторской документации полностью стандартизированы. Они описываются тремя государственными стандартами: ГОСТ 2789-73, ГОСТ 25142-82 и ГОСТ 2.309-73.
Как обозначить в программе AutoCAD
В программе Автокад схожий алгоритм действий, но искать команду нужно через вкладку «Аннотации», затем зайти в панель «Обозначения» и выбрать «Шероховатость», далее также выбирается поверхность, точка выноски и задается обозначение «С полкой», «С удалением» или «Без удаления».
В первых версиях Автокада такой функции как «Шероховатость» не было, она появилась в более поздних.
Рисунок 4. Шероховатость в программе Компас и Автокад
Знаки для обозначения шероховатости поверхности в зависимости от вида ее обработки Основной знак, соответствующий обычному условию нормирования шероховатости, когда метод образования поверхности чертежом не регламентируется. Знак, соответствующий, конструкторскому требованию, чтобы поверхность была образована удалением слоя материала, например, точением, шлифованием, полированием, травлением и т. п. (конкретный вид обработки может и не указываться). Знак, соответствующий конструкторскому требованию, чтобы поверхность была образована без удаления поверхностного слоя материала, например, литьем, штамповкой, прессованием (конкретный вид образования поверхности может и не указываться). Примеры обозначения шероховатости поверхности
Указано числовое значение параметра, соответствующие наиболее грубой допускаемой шероховатости, т.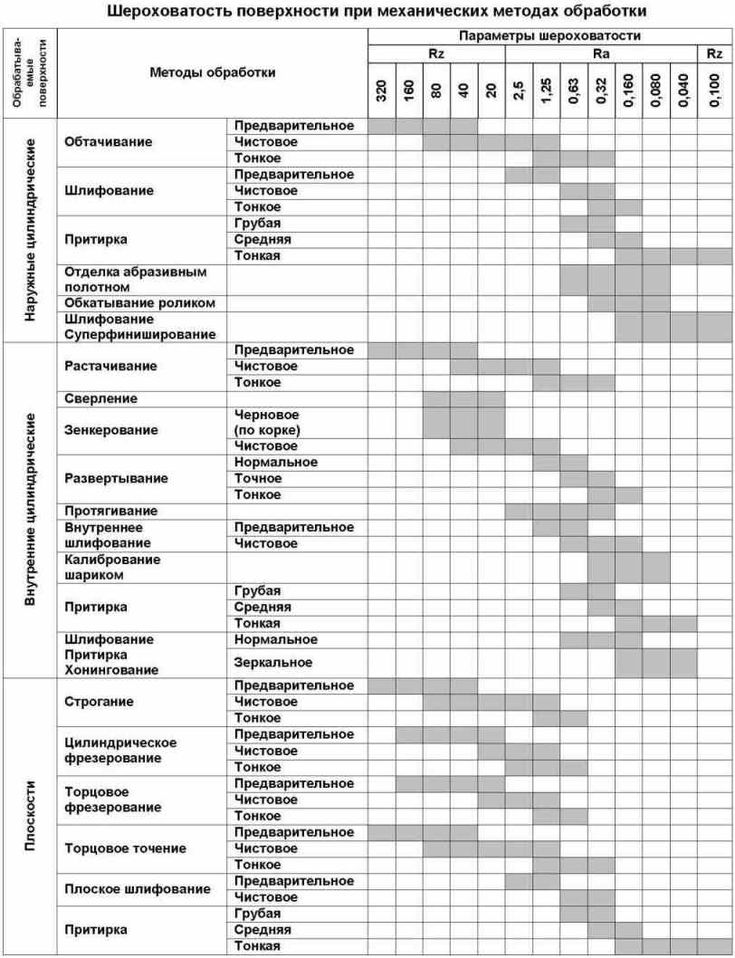 | |
| Указано наименьшее значение параметра шероховатости. Способ применяется в отдельных случаях, когда для правильного функционирования недопустима слишком гладкая поверхность. | |
| Указаны числовые значения, соответствующие наибольшему и наименьшему предельным значениям нормируемого параметра. Значение, указываемое сверху, соответствует наиболее грубой допускаемой шероховатости. | |
| Указано номинальное значение параметра с предельными отклонениями от него в % от номинального значения. Способ применяют в основном для образцов сравнения шероховатости поверхности или для образцовых деталей, служащих тем же целям. | |
| Указана шероховатость поверхностей образующих контур. | |
Указан вид обработки поверхности. Указывается только в тех случаях, когда данный вид обработки является единственным, обеспечивающим требуемое качество поверхности. |
Допускается применять упрощенное обозначение шероховатости поверхности с разъяснением его в технических требованиях чертежа. В упрощенном обозначении используют строчные буквы русского алфавита в алфавитном порядке, без повторений.
Правила нанесения обозначений
Чтобы правильно нанести условное обозначение используется следующий алгоритм:
- после выполнения основного чертежа приступают к нанесению условных обозначений;
- к моменту нанесения обозначений шероховатости список значений должен быть уже готов, информация из него переносится на чертеж;
- сначала наносят сам знак, его острие должно прикасаться к обрабатываемой поверхности с той стороны, с которой будет подводиться инструмент;
- если шероховатость одинакова для всех поверхностей, то нет необходимости наносить ее многократно, значение указывают в правом углу чертежа. При этом условное обозначение одинаковой шероховатости в полтора раза больше по размеру, чем те условные значения, которые были бы нанесены на чертеже;
- в каждом знаке добавляют указание — способ обработки, значение Ra или Rz.
Поставить условный знак шероховатости можно на выносных линиях, размерных линиях и их продолжениях, на линиях контура. Если у детали имеется резьба, то обозначение шероховатости профиля резьбы также наносят на чертеж.
Рисунок 3. Правила нанесения и указанная шероховатость
Какие параметры шероховатости существуют
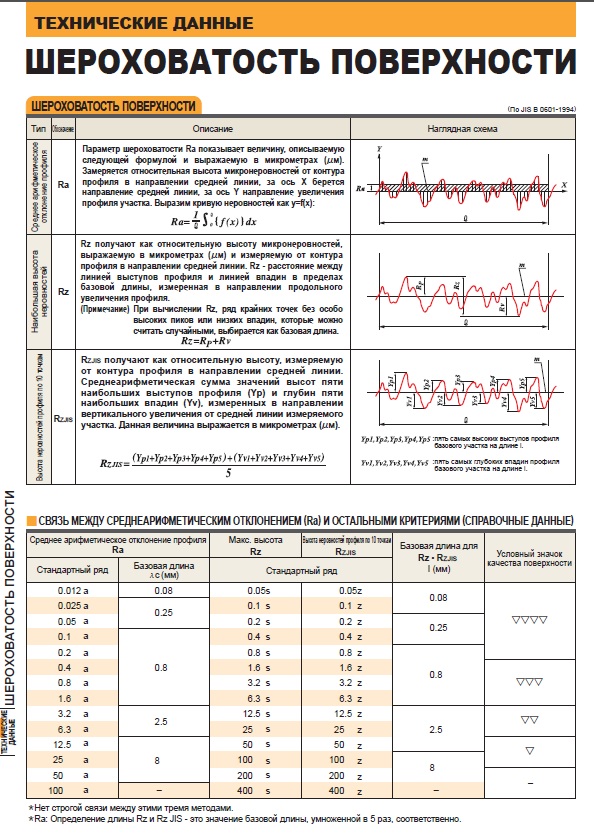
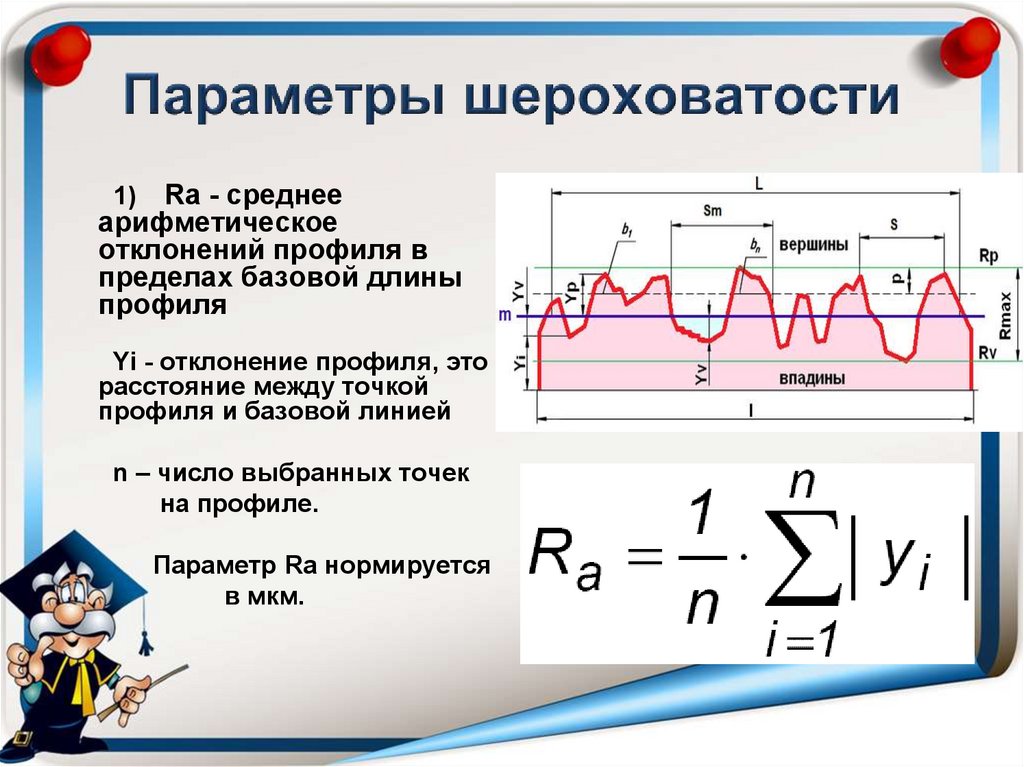
Существует свыше 8 параметров, которые характеризуют значение высоты неровностей поверхности. В статье мы разберем лишь самые востребованные, незнание которых будет значительным пробелом для любого технического специалиста. Это Ra и Rz.Значение Rz показывает среднеарифметическое значение высоты, взятое по 10 точкам поверхности. Это означает, что в измерении участвовали только 5 подъемов и 5 впадин. Весь остальной «горный массив» в расчет не принимался. В системе СИ Rz измеряется в микрометрах.
Ra является также среднеарифметическим показателем высоты шероховатости. От Rz его отличает то, что в расчет берется не 10 точек, а все. По этой причине параметр Ra более точно отображает неровность поверхностей и считается более предпочтительным.
Помимо Ra и Rz стоит упомянуть о еще одном параметре, близкий по смыслу вышеупомянутым. Это Rmax. Он отображает высоту неровностей поверхности только по ее максимальным точкам. По наибольшей высоте и наименьшей впадине. В нынешнее время Rmax не используется в силу своей грубой точности.
Измерение
Шероховатость меряют двумя способами: качественным и количественным. Качественный метод оценки неровностей поверхности больше подходит непосредственно для производственников. В тех ситуациях, когда глубокий анализ не целесообразен или на него нет банально времени. Данный способ носит более грубый характер и заключается в сравнении гладкости исследуемой поверхности с неким эталоном на ощупь.
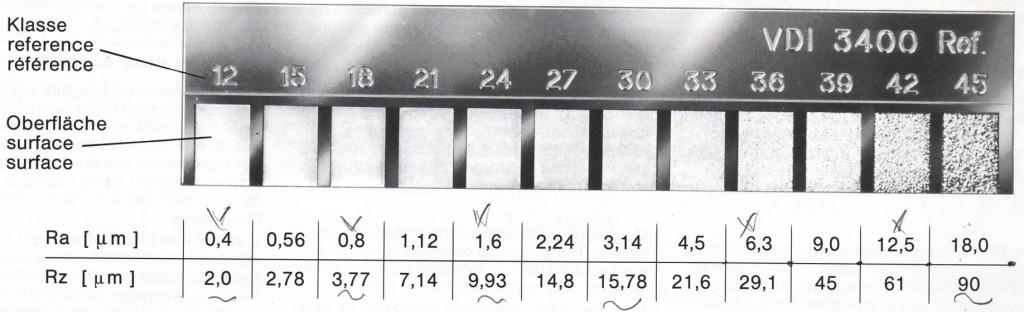
Эталон представляет собой небольшую металлическую плитку с габаритными размерами 30х30 мм и толщиной 5 мм. Он имеет определенное значение Ra и Rz, является образцом по которому сравнивают качество поверхности. Такие плиты собирают в наборы с указанием напротив каждой позиции значение шероховатости.
Количественный метод более точен и требует для своего осуществления специального оборудования. Это могут быть профилометры, профилографы и двойные микроскопы. По исследуемой поверхности проводят подключенным к приборам стержень с алмазным наконечником, высокочувствительным к перемещениям. Этот стержень полностью повторяет форму поверхностей и передает ее размеры на экран или ленту профилограммы. Дальше, по полученным данным лаборант делает точное заключение о значение шероховатости и передает ее службе качества.
Параметры для количественной оценки шероховатости
Три ключевых параметра используются для описания шероховатости конкретной поверхности, они позволяют описать высоту, профиль и максимальное отклонение, по которым можно представить тип поверхности в целом и ее назначение.
- Ra — самым первым идет обозначение профиля с указанием возможного отклонения, измеряется в микрометрах;
- Rz- определяет высоту неровностей по десяти основным точкам, измеряется в микрометрах;
- Rmax- показывает максимально допустимое значение по высоте, измеряется в микрометрах.
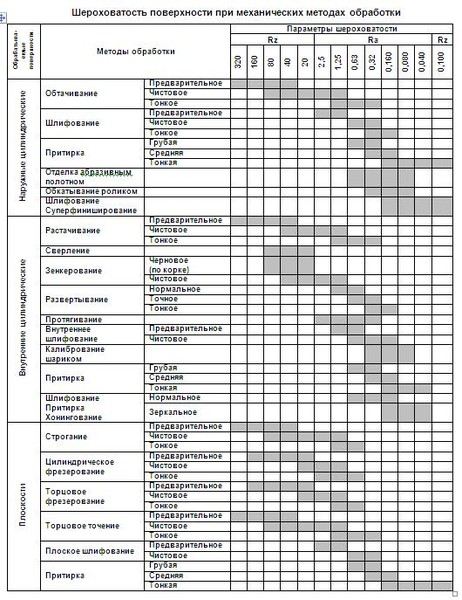
Таблица ключевых параметров шероховатости составлена для различных поверхностей и приведена в ГОСТ 2789-73.
Самым универсальным показателем из всех трех является Ra, поскольку он дает наиболее полное представление о профиле. Но бывают ситуации, при которых значение приобретают и другие параметры, к примеру если Ra трудно измерить с помощью приборов.
Рассмотрим несколько примеров значений параметров для поверхностей после механической обработки. После чистового обтачивания Ra составляет 2,5 -,1 25 мкм, а после тонкого обтачивания 1,25-0,63 мкм.
Также в шероховатости важно понятие допуска, так как большинство геометрических отклонений детали, должно укладываться в пределы поля допуска.
Какие виды поверхностей существуют
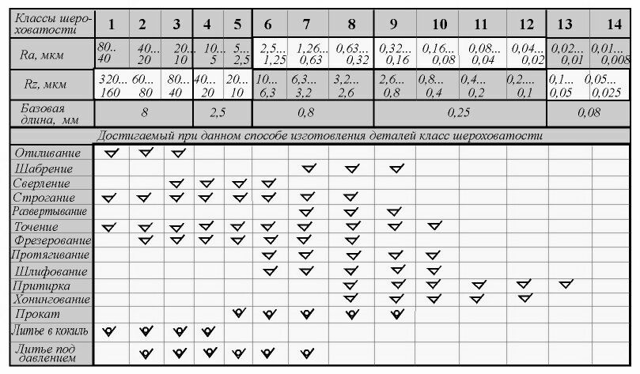
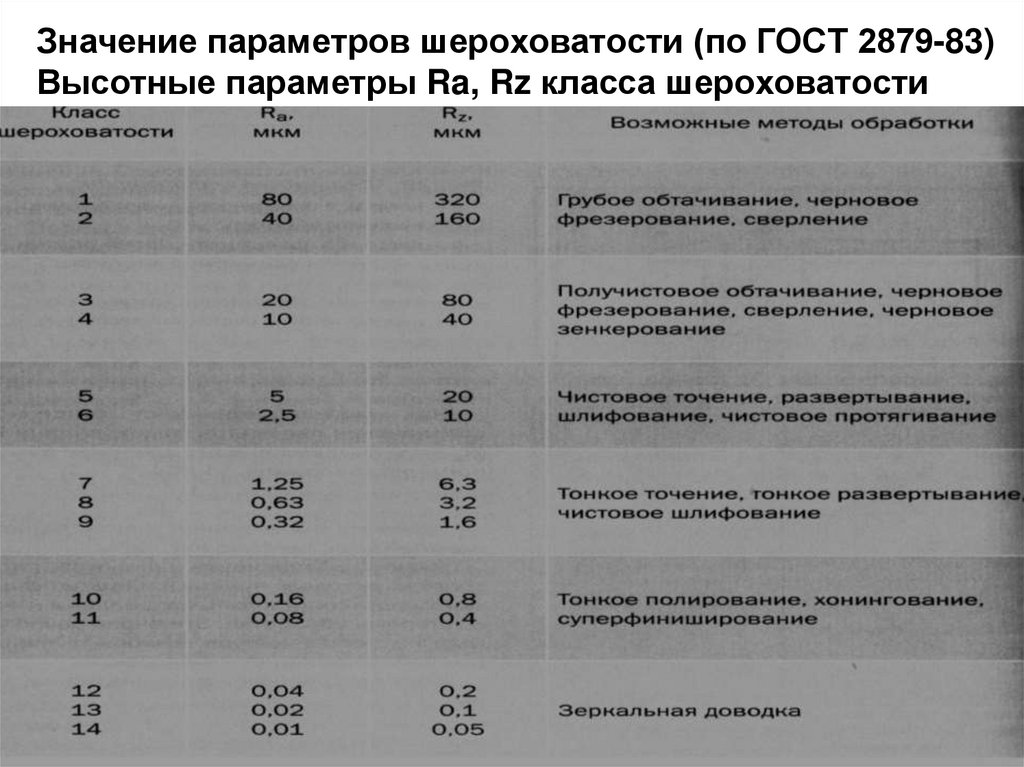
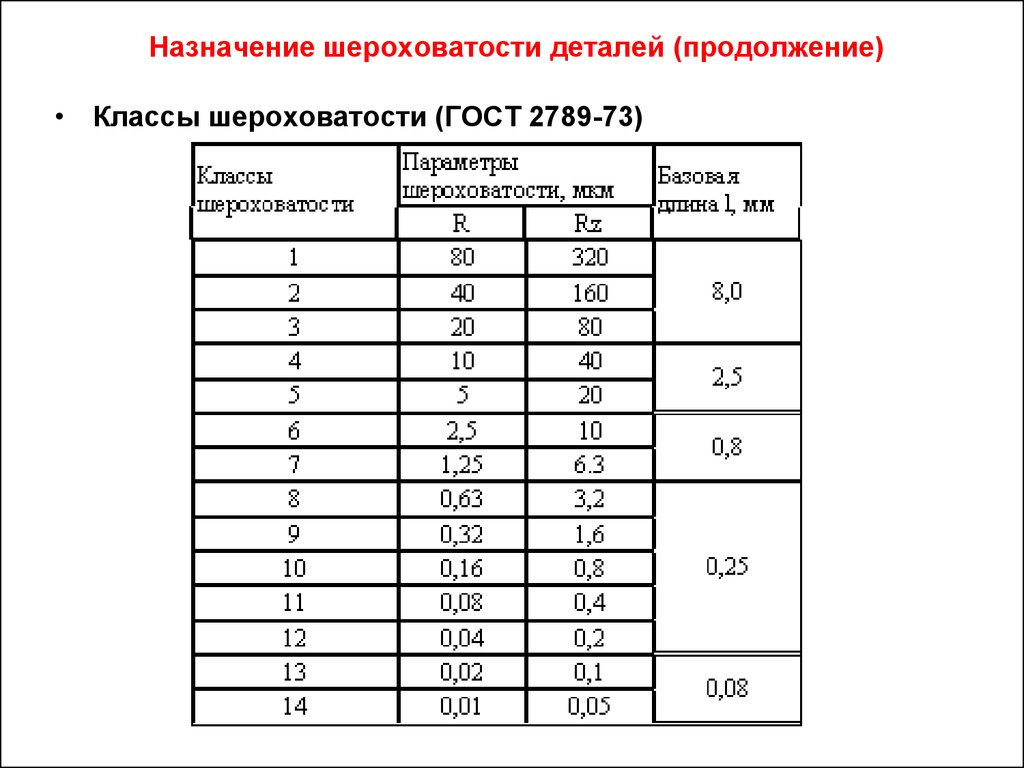
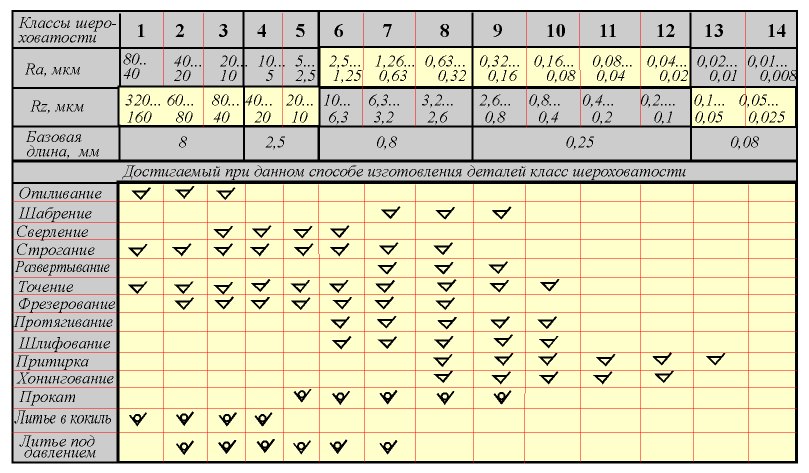
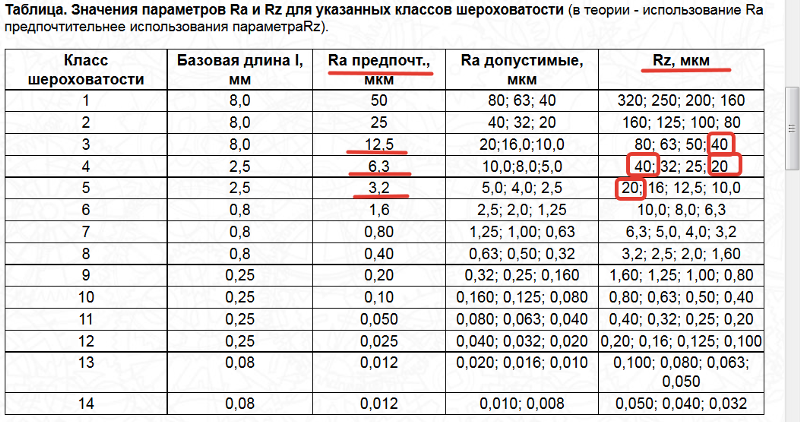
Для обеспечения взаимозаменяемости и унификации производства, параметры шероховатости объединяют в классы. Всего существует 14 их разновидностей. Каждому классу присвоено определенное значение Ra и Rz. Самый точный класс – четырнадцатый, самый грубый – первый. По этой причине поверхности также подверглись классификации. В производстве встречаются следующие их виды:
По этой причине поверхности также подверглись классификации. В производстве встречаются следующие их виды:
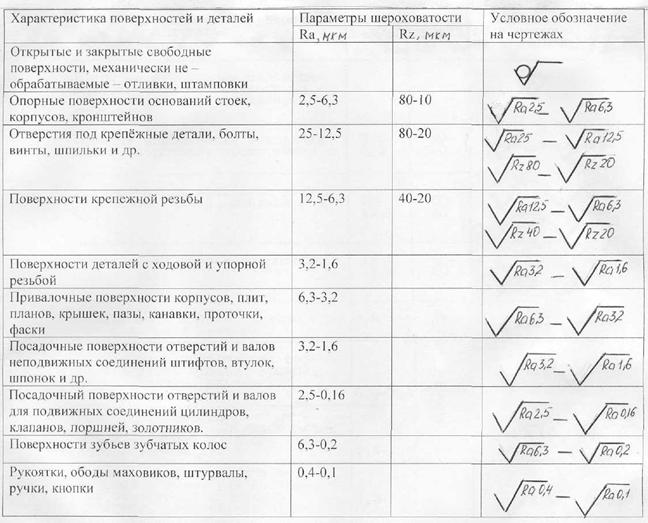
- Установочные поверхности, неподвижные относительно друг друга, к которым не предъявляются требования по герметичности. Для них значение Ra составляет 2,5-20 мкм.
- Рабочие поверхности, которые перемещаются друг относительно друга. Сюда входят соединения типа поршень-цилиндр, которые часто можно встретить в устройствах разнообразных двигателей и насосов. Ra для них равняется 0,16-2,5 мкм.
- Ограничительные и соединительные поверхности. Под этим подразумеваются элементы, необходимые для крепления и сборки. Это всевозможные корпуса, фиксаторы и прочие механизмы. Ra для них колеблется в пределах 2,5-20 мкм.
- Специальные поверхности. Здесь, главным образом, имеются ввиду органы управления. Обработка таких поверхностей крайне высока с их значением Ra 0,63-0,08 мкм.
Какие символы применяются
Для обозначения шероховатости применяют условные обозначения, которые описаны в ГОСТ, они размещаются непосредственно на поверхности. У каждой поверхности свои обозначения, они не должны накладываться или перекрывать друг друга.
У каждой поверхности свои обозначения, они не должны накладываться или перекрывать друг друга.
Рисунок 2. Виды обозначения шероховатости на поверхности
Шероховатость древесины на чертеже
Древесина имеет свои обозначения шероховатости, которые описаны в ГОСТ 7016-2013. Особенностями поверхности этого материала являются неровности, кинематическая волнистость, структурные неровности, ворсистость и мшистость, которая может появиться на обработанных поверхностях. Шероховатость древесины характеризуется параметрами ее неровностей, которые включают среднее арифметическое высот наибольших неровностей (Ra), высоту неровностей профиля (Rp).
Параметры шероховатости у разных пород дерева
Свойства пород древесины очень сильно отличаются, следовательно и параметры шероховатости имеют различные величины. К примеру сосна, которая часто используется в строительстве, имеет высоту неровностей Rp =12,5 мкм, а береза имеет значение Rp =6,3мкм. Наименьшие параметры шероховатости имеет груша, Rp =5,0мкм.
Как обозначается шероховатость поверхности на чертеже
Условный знак, который ориентирован к обрабатываемой поверхности, должен давать полное и исчерпывающее представление о том, какой шероховатостью обладает поверхность. Для обозначения используются линии, равные половине толщины основной линии. Высота меньшей части знака h(размер равен основным цифровым обозначениям), а всего знака 1,5-5 h (H). Нанесение знака производится после вычерчивания деталей. Угол между двумя направляющими условного знака составляет 60 градусов.
Сам условный знак также несет информацию, если он не имеет никаких дополнительных обозначений, то способ обработки поверхности конструктором не устанавливается (знак без полки), если применяется удаление слоя материала, то добавляют черту, которая образует треугольник, если шероховатость образована без удаления слоя материала, то добавляют круг.
Шероховатость на сборочном чертеже
Как и на других видах чертежей, на сборочном чертеже указывается шероховатость поверхностей. Эти обозначения позволяют понять требуется ли дополнительная обработка поверхности, к примеру полировка детали, точение или травление.
Эти обозначения позволяют понять требуется ли дополнительная обработка поверхности, к примеру полировка детали, точение или травление.
> Лайфхак: если чертеж перегружен информацией, то можно применить упрощенное обозначение обозначения шероховатости, которое более полно расшифровывается в примечаниях.
Как обозначить шероховатость в программе «Компас»
Правильно обозначить шероховатость можно с помощью встроенных в программу инструментов.
Обозначить шероховатость поверхности в Компасе можно командой «Шероховатость», из панели инструментов, затем выбирается поверхность, к которой будет применена команда и указывается положение знака. Значение шероховатости вводится с клавиатуры или из справочника. Команда «Неуказанная шероховатость» находится в панели «Оформление».
Открываем Панель инструментов, расположенную слева-> Выбираем команду «Шероховатость» — > Указываем поверхность -> Определяем положение знака->Вводим значение шероховатости.
Команда «Неуказанная шероховатость» находится в верхнее меню-> Выбираем команду «Вставка»->Выбираем «Неуказанная шероховатость»-> Ввод->Вводим значение шероховатости.
При необходимости можно нарисовать условный знак вручную.
Руководство по пониманию схемы отделки поверхности
Процессы, связанные с использованием машин, создают характерные неровности на поверхности их продуктов. Степень шероховатости поверхности изделия влияет на его долговечность и эксплуатационные характеристики при использовании. В связи с этим возникла необходимость в таблице шероховатости поверхности.
Непрерывное использование часто приводит к износу изделия с течением времени. Это часто происходит из-за большого трения, возникающего между поверхностью продукта и поверхностью, с которой он используется. Напротив, гладкие поверхности с отделкой поверхности более долговечны для использования с небольшим трением или без него.
Если вам интересно, почему отделка поверхности важна для вашего продукта, это руководство для вас. Продолжайте читать, чтобы получить полное представление об отделке поверхности.
Что такое отделка поверхности? Чистота поверхности — параметр, определяющий физические характеристики (внешний вид) компонента. Это средство изменения поверхности материала посредством процессов, включающих добавление, удаление или изменение формы металлической поверхности.
Это средство изменения поверхности материала посредством процессов, включающих добавление, удаление или изменение формы металлической поверхности.
Три (3) основные характеристики могут определять отделку поверхности. К ним относятся шероховатость поверхности, волнистость и укладка.
Мера общей пространственной неровности на поверхности металла известна как шероховатость поверхности. Он также отображает количество пиков и впадин на поверхности. Чем меньше число, тем меньше неровностей, что подразумевает низкую шероховатость поверхности и лучшее качество поверхности. Когда профессионалы говорят о чистоте поверхности, часто это «шероховатость поверхности».
Измерение чистоты поверхности также может выражаться в волнистости. Волнистость вызвана отклонением, деформацией или вибрацией частиц. Его можно измерить, если поверхность имеет больше пространства между неровностями и по сравнению с другими поверхностями.
Наконец, слово «укладка» относится к направлению основных узоров поверхности.
Обработка поверхности играет ключевую роль в обработке на заказ для определения того, как продукт реагирует на окружающую среду. Поэтому крайне важно оценить долговечность и эффективность продукта во время использования.
Поверхностная обработка может повлиять на некоторые способности детали изделия сопротивляться износу. К ним относятся способность способствовать или разрушать смазку, увеличивать или уменьшать трение с контактными частями и противостоять коррозии.
Существуют различные виды отделки поверхности с различными эффектами на продукт. Обработка поверхности помогает в следующих и других направлениях:
- Повышает долговечность продукта за счет снижения трения.
- Необходим для химической и коррозионной стойкости.
- Улучшает адгезию покрытий и красок.
- Придает продукту особый внешний вид.
- Легко устраняет дефекты поверхности.
Измерение шероховатости поверхности включает расчет относительной гладкости профиля поверхности изделия.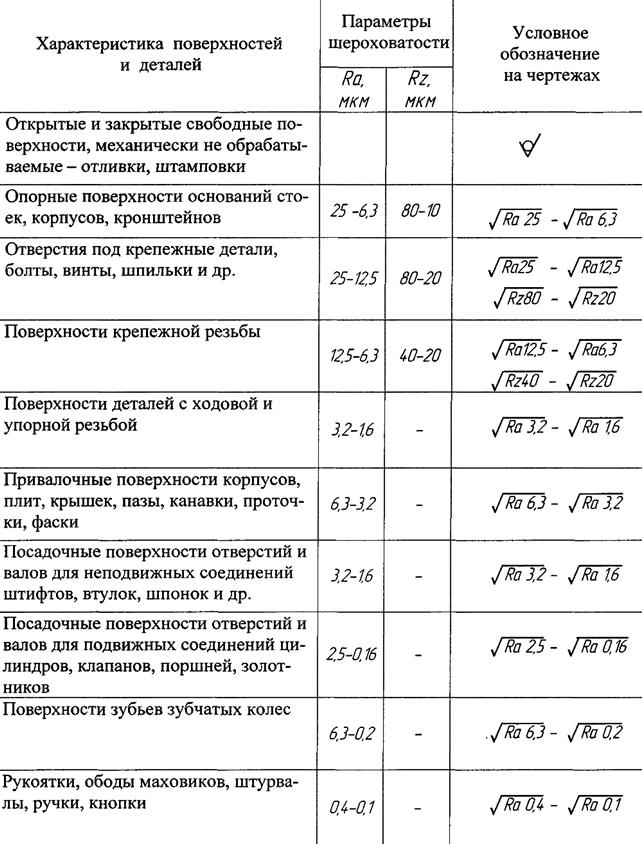 Он использует Ra в качестве числового параметра.
Он использует Ra в качестве числового параметра.
Как упоминалось ранее, тремя основными компонентами поверхностей являются шероховатость, волнистость и плоскость. Эти компоненты жизненно важны для характеристик геометрии поверхности.
Существует несколько систем измерения чистоты поверхности. К этим системам измерения шероховатости поверхности относятся следующие:
Контактные методы (щуп-щуп)Контактным методом измеряется чистота поверхности продукта с использованием щупа-щупа. Сначала стилусом проводят по поверхности изделия с последующей регистрацией перпендикулярного движения стилуса.
Зарегистрированный профиль щупа затем помогает рассчитать три основных параметра шероховатости поверхности. Этот метод требует остановки машины, а кончик стилуса может оставить небольшие царапины на поверхности продукта.
Для точного измерения шероховатости поверхности хрупкого объекта убедитесь, что диаметр наконечника щупа как можно меньше, а контактное давление на поверхность низкое.
Бесконтактные методы включают использование оптических инструментов, таких как рентгеновские лучи, лазеры и т. д., вместо стилуса для измерения степени шероховатость поверхности. Эти методы обеспечивают высокую скорость измерения без необходимости контакта с поверхностью продукта.
Оптическое рассеяние или ультразвуковое рассеяние — один из наиболее полезных методов. Оптический прибор пошлет ультразвуковой импульс на поверхность продукта. Этот импульс изменяет, интерферирует и вызывает отражение задней части инструмента. Теперь можно оценить отраженную волну в приборе для определения параметров шероховатости поверхности.
Методы микроскопии также помогают исследовать микроскопические пики на поверхности материала. Опять же, эти методы дают стабильные результаты.
Методы сравнения Этот метод сравнивает качество обработки поверхности продукта с поверхностью с известными параметрами шероховатости поверхности. Эта известная поверхность служит эталоном для калибровки поверхности изготавливаемого изделия.
Эта известная поверхность служит эталоном для калибровки поверхности изготавливаемого изделия.
Производители используют визуальные и тактильные ощущения для сравнения поверхности продукта с поверхностью с известными параметрами отделки поверхности.
Измерение шероховатости поверхности в процессе производстваСуществует несколько методов измерения параметров шероховатости поверхности в процессе производства, и некоторые из них:
- Метод индуктивности магнитная поверхность. В этом методе датчик индуктивности использует свою электромагнитную энергию для оценки расстояния между датчиком и поверхностью. Полученное параметрическое значение помогает определить сравнительные параметры шероховатости поверхности.
- Машинный метод
В этом методе цифровая система служит источником света для освещения поверхности продукта. После освещения данные отправляются на компьютер для анализа. Сопоставление анализируемых данных с диаграммой шероховатости поверхности помогает получить фактическую шероховатость поверхности.
- Ультразвуковой метод
В этом методе сферический ультразвуковой датчик размещается под непадающим углом для отправки импульсов на поверхность. Посланный импульс анализируется компьютером для анализа и расчета параметров шероховатости поверхности.
Единицы шероховатости от RA до RzКогда вы видите таблицу шероховатости обработанной поверхности, вам может быть трудно понять сокращения. Трудно измерить шероховатость поверхности без адекватного понимания этих единиц.
Следующие параметры шероховатости поверхности и единицы измерения помогут вам лучше понять шероховатость поверхности. Мы включили их единицы СИ в микродюймы для лучшего понимания.
RA – Средняя шероховатость поверхности (среднее значение центральной линии)Некоторые дизайнеры и инженеры также называют его средним значением центральной линии или средним арифметическим значением на диаграмме шероховатости поверхности.
 Это абсолютное значение, которое отображает степень отклонения профиля шероховатости от средней линии.
Это абсолютное значение, которое отображает степень отклонения профиля шероховатости от средней линии.Среднее значение шероховатости RA является наиболее часто используемым параметром для измерения шероховатости поверхности. Однако у него есть некоторые недостатки, которые делают незаменимыми другие единицы шероховатости при определении, оценке и воспроизведении топологии поверхности.
RA и RMS (среднеквадратичное значение) являются верхними представлениями на диаграмме шероховатости поверхности.
Rmax – расстояние по вертикали от пика до впадиныRmax измеряет среднюю высоту пиков и впадин поверхности по вертикали. Он эффективен при измерении заусенцев, царапин и других аномалий на поверхности, которые трудно обнаружить с помощью диаграммы шероховатости поверхности RA. Кроме того, Rmax более эффективно выявляет аномалии текстуры поверхности на поверхностях.
Rz — средняя максимальная высота профиляRz измеряет среднюю максимальную высоту профиля поверхности.
RA Отделка поверхности для различных производственных процессов Его получают из средних значений пяти наибольших длин пиков и впадин по всей поверхности. Этот параметр помогает обеспечить точное измерение и избежать ошибок. Это удобно, поскольку среднее значение центральной линии (Ra) часто в некоторой степени нечувствительно, что приводит к неточным измерениям.
Его получают из средних значений пяти наибольших длин пиков и впадин по всей поверхности. Этот параметр помогает обеспечить точное измерение и избежать ошибок. Это удобно, поскольку среднее значение центральной линии (Ra) часто в некоторой степени нечувствительно, что приводит к неточным измерениям.Существует несколько производственных процессов, которые компании-производители выполняют для точной настройки поверхности своей продукции. Методы обработки поверхности различаются в зависимости от производственного процесса. Каждый метод имеет различные эффекты, поскольку отделка поверхности представляет собой широкий промышленный процесс.
Например, существуют различные процессы резки металла, и каждый процесс имеет свой процесс обработки поверхности. Это подчеркивает важность диаграммы шероховатости поверхности.
Первым шагом в выборе отделки поверхности является определение промышленного процесса, позволяющего получить желаемую текстуру поверхности и преобладающий рисунок поверхности.
 Кроме того, процесс, который необходимо принять, должен быть рентабельным для коммерческих целей.
Кроме того, процесс, который необходимо принять, должен быть рентабельным для коммерческих целей.Изображение ниже содержит таблицу, показывающую один пример диаграммы шероховатости поверхности. Он показывает относительную шероховатость различных производственных процессов:
Таблица преобразования шероховатости поверхностиВажным ориентиром для измерения стандартных параметров чистоты поверхности является процесс обработки диаграммы шероховатости поверхности. Производители всегда используют его в качестве справочного материала для обеспечения качества в производственных процессах.
Какие факторы влияют на отделку поверхности?На отделку поверхности могут влиять несколько факторов. Некоторые из факторов включают следующее:
Тип используемой охлаждающей жидкостиИспользование охлаждающей жидкости является отличным средством улучшения поверхности и срока службы инструмента в процессах механической обработки.
 Эффективно снижает трение о поверхности. В процессе обработки на станках с ЧПУ выделяется тепло, влияющее на физические свойства поверхностей и делающее их шероховатыми.
Эффективно снижает трение о поверхности. В процессе обработки на станках с ЧПУ выделяется тепло, влияющее на физические свойства поверхностей и делающее их шероховатыми.Использование СОЖ под высоким давлением значительно улучшает чистоту поверхности, хотя и не является наиболее эффективным, поскольку не подходит для более низкой скорости резания.
Использование охлаждающей жидкости минимального качества признано наиболее эффективным методом уменьшения шероховатости поверхности. Это экономично, снижает загрязнение окружающей среды и повышает производительность деталей. Кроме того, снижается износ инструмента и шероховатость поверхности.
Параметры резанияОбработка поверхности важна для качества продукта в процессе обработки. Однако получение желаемого качества поверхности будет зависеть от параметров резания, таких как подача, глубина резания и скорость резания.
При резке на станках с ЧПУ увеличение скорости резания снижает шероховатость поверхности.
 Это означает, что чем выше скорость резания, тем меньше шероховатость поверхности (при условии, что все остальные параметры остаются постоянными).
Это означает, что чем выше скорость резания, тем меньше шероховатость поверхности (при условии, что все остальные параметры остаются постоянными).С увеличением глубины резания в процессе обработки с ЧПУ максимальная глубина шероховатости имеет тенденцию к увеличению. Это только в том случае, если другие задействованные параметры остаются постоянными. Кроме того, увеличение подачи соответствует уменьшению средней шероховатости в процессе обработки с ЧПУ.
Для улучшения процессов обработки смазочно-охлаждающие жидкости уменьшают шероховатость поверхности во всех процессах резки. Это происходит за счет снижения температуры инструмента, что, в свою очередь, снижает коэффициент трения. Однако проникновение жидкости в зону резания также снижает адгезию инструмента и продукта.
Тип процесса обработкиТип процесса обработки, используемого при производстве продукта, определяет степень шероховатости поверхности продукта. Процесс обработки регулируется двумя основными параметрами обработки, а именно; скорость подачи и скорость резания.

Скорость подачи и скорость резания, используемые в процессе обработки металлов, например, при точении в процессе обработки с ЧПУ, сильно влияют на чистоту поверхности конечного продукта. Значение поверхности увеличивается с увеличением скорости подачи, в то время как шероховатость рисунка поверхности уменьшается с увеличением скорости резания.
ВибрацииКак неиспользованный, так и изношенный инструмент вызывает вибрации, которые влияют на чистоту поверхности изделия. Когда инструменты изнашиваются, они влияют на целостность отделки поверхности продукта, чтобы получить более гладкую поверхность непредсказуемым образом с вибрацией.
Частоты и амплитуды вибрации, полученные с помощью неизношенного инструмента, влияют на чистоту поверхности, добавляя простую синусоидальную вибрацию. Вибрация имеет различные амплитуды и частоты, что означает, что средняя шероховатость увеличивается с увеличением амплитуды синусоидальной волны.
Обратите внимание, что частота вибрации минимально влияет на шероховатость поверхности.
Как улучшить шероховатость поверхности
В процессе производства существует несколько методов улучшения чистоты поверхности изделий, деталей или оборудования. Эффективно снижение трения и выдавливания между инструментом и заготовкой. Другие методы включают в себя заточку кромки инструмента и правильную термообработку некоторых материалов. Таким образом можно уменьшить вибрацию станка.
К наиболее эффективным методам улучшения шероховатости поверхности относятся следующие:
Улучшение условий резанияНадлежащее уменьшение механической обработки поверхности является критическим условием обработки в производственном методе. Некоторые улучшения условий резания включают:
- Резка материалов на высокой скорости резания
- Снижение скорости подачи
- Использование высококачественной смазочно-охлаждающей жидкости
- Повышение жесткости системы обработки
- Использование ультразвуковой вибрационной резки
Выбор превосходной технологии обработки определяет степень чистоты поверхности изделия.
Выбор подходящего сырья И наоборот, неправильные или неэффективные процессы могут повлиять на эффективность и качество обработки.
И наоборот, неправильные или неэффективные процессы могут повлиять на эффективность и качество обработки.Детали оборудования или машины изготавливаются из различных материалов. Следовательно, выбор различных методов производства или инструментов напрямую связан со степенью обработки поверхности в зависимости от плотности различных сырьевых материалов.
ЗаключениеПолучение оптимальной отделки поверхности имеет важное значение для долговечности и эффективности продуктов. Таким образом, крайне важно установить строгие стандарты отделки поверхности. Это должно сочетаться с правильной методологией с экономической эффективностью для получения желаемой отделки поверхности.
Таблицы шероховатости поверхности помогают эффективно понять параметры поверхности материалов, будь то гладкая или шероховатая поверхность. Это поможет дизайнерам и производителям выбрать методы обработки поверхности, которые наиболее эффективны для изделий.

Всякий раз, когда вам нужно настроить поверхность продукта, мы всегда готовы работать с вами для достижения вашей цели. Кроме того, наш обширный опыт помогает нам давать советы по лучшим методам достижения ваших производственных целей.
Свяжитесь с нами сегодня; у нас есть все, что нужно, чтобы предоставить вам лучшие продукты!
Объяснение шероховатости поверхности | Get It Made
Этот ресурс расскажет о способах измерения и сравнения шероховатости поверхности деталей, обработанных на станках с ЧПУ, экструзии, формовании, литье и 3D-печати, а также ожидаемой стандартной отделки поверхности. Если вы не уверены в стандартном покрытии поверхности деталей с прецизионной механической обработкой или в том, как измерить шероховатость поверхности, читайте дальше.
Что такое шероховатость поверхности при механической обработке и производстве?
Шероховатость поверхности – это показатель относительной гладкости профиля поверхности, рассчитанный по микроскопическим отклонениям истинной формы поверхности.
 Чем больше отклонение от истинной формы, тем шероховатее поверхность, а чем меньше отклонение, тем ровнее поверхность.
Чем больше отклонение от истинной формы, тем шероховатее поверхность, а чем меньше отклонение, тем ровнее поверхность.
Шероховатость поверхности деталей, обработанных на станках с ЧПУ
При обработке на станках с ЧПУ шероховатость поверхности влияет на то, как изготовленная деталь будет взаимодействовать с окружающей средой. Типичная обработка на станке с ЧПУ, «как обработанная», гладкая на ощупь (Ra3.2), но будет содержать видимые линии обработки от режущего инструмента. Этот уровень шероховатости подходит для большинства деталей; однако в некоторых случаях требуется более гладкая поверхность. Более гладкая поверхность может быть желательной при проектировании скользящих деталей, так как это уменьшит трение между деталями и повысит износостойкость. Дополнительный более медленный этап обработки или этап окончательной обработки, такой как полировка для достижения более гладкой поверхности. Затраты на производство увеличиваются по мере уменьшения шероховатости, поэтому для некоторых деталей может существовать компромисс между шероховатостью поверхности и стоимостью.

Иногда желательно иметь более грубую поверхность детали. Например, подседельный штырь на велосипеде должен иметь высокий коэффициент трения, чтобы не соскользнуть при использовании. Более грубая отделка не может быть достигнута механической обработкой. Требуется вторичный процесс, такой как дробеструйная обработка или галтовка. Не существует единого способа добиться определенной шероховатости поверхности, поскольку на шероховатость поверхности влияют как процесс механической обработки, так и вторичная обработка. Свяжитесь с членом нашей команды, чтобы обсудить оптимальную процедуру отделки ваших деталей.
Единицы измерения шероховатости поверхности
Общепринятой единицей измерения шероховатости поверхности является измерение «средней шероховатости», которая часто обозначается как «Ra». Ra — расчетное среднее между пиками и впадинами на поверхности.
Чем ниже значение Ra, тем меньше разница между пиками и впадинами на поверхности, что делает поверхность более гладкой.
 Например, блок лего будет иметь низкое значение Ra, как и сенсорная панель ноутбука. При более высоком значении Ra эти продукты будут сильно текстурированными и более грубыми и, следовательно, потенциально непригодными для их желаемого использования. Этот контраст значений Ra иллюстрирует важность определения желаемой шероховатости поверхности продукта до начала производственного процесса. Без таких определений механическая обработка продукта может значительно отличаться от первоначально запланированной.
Например, блок лего будет иметь низкое значение Ra, как и сенсорная панель ноутбука. При более высоком значении Ra эти продукты будут сильно текстурированными и более грубыми и, следовательно, потенциально непригодными для их желаемого использования. Этот контраст значений Ra иллюстрирует важность определения желаемой шероховатости поверхности продукта до начала производственного процесса. Без таких определений механическая обработка продукта может значительно отличаться от первоначально запланированной.На рисунках ниже показаны различия между значениями Ra (среднее числовое значение всех пиков и спадов по всей длине теста) и Rz (среднее значение последовательных самых высоких пиков и самых низких спадов).
Шероховатость поверхности (Ra) Шероховатость поверхности (Rz)
Терминология шероховатости поверхности
Ra — Среднечисленное значение всех пиков и впадин по всей длине испытания.
Rz – Среднее значение последовательных самых высоких пиков и самых низких долин.
 Расстояние между самым высоким пиком и самой низкой впадиной, расстояние между вторым самым высоким пиком и вторым самым низким впадиной и т. д. Обычно это делается для пяти самых больших отклонений, а затем рассчитывается среднее значение.
Расстояние между самым высоким пиком и самой низкой впадиной, расстояние между вторым самым высоким пиком и вторым самым низким впадиной и т. д. Обычно это делается для пяти самых больших отклонений, а затем рассчитывается среднее значение.Rp – Расчетное расстояние между самой высокой вершиной профиля и средней линией в пределах оценочной длины.
Rv – Расчетное расстояние между самой низкой впадиной профиля и средней линией в пределах оценочной длины.
Rmax – Наибольшее последовательное отклонение между самым высоким пиком и самым низким впадиной, рассчитанное в пределах длины оценки.
RMS – Рассчитывается в пределах длины оценки, это среднеквадратичное среднее отклонений высоты профиля от средней линии.
Что такое хорошая шероховатость поверхности в производстве?
Хорошая шероховатость поверхности определяется в соответствии с потребностями деталей, компонентов или требованиями вашего проекта.
 Например, различные типы отделки поверхности могут применяться к детали после ее изготовления. Эти типы отделки поверхности могут улучшить износостойкость и эстетический или внешний вид детали. Однако эти отделки могут быть не такими точными, как обрабатывающий инструмент, и они могут повлиять на размеры, проводимость или совместимость с некоторыми сплавами.
Например, различные типы отделки поверхности могут применяться к детали после ее изготовления. Эти типы отделки поверхности могут улучшить износостойкость и эстетический или внешний вид детали. Однако эти отделки могут быть не такими точными, как обрабатывающий инструмент, и они могут повлиять на размеры, проводимость или совместимость с некоторыми сплавами.Achievable surface roughness averages through CNC machining include:
- 3.2 μm Ra
- 1.6 μm Ra
- 0.8 μm Ra
- 0.4 μm Ra
What is the standard чистота поверхности при механической обработке?
Стандартная чистота поверхности обрабатываемой детали обычно составляет 3,2 мкм Ra. Это наименее дорогая и, как правило, самая грубая обработка поверхности, рекомендуемая для деталей, предназначенных для вибрации, больших нагрузок или значительных напряжений. Хотя такая отделка оставит видимые следы порезов, она сэкономит средства и время, затрачиваемое на производство, поскольку они обрабатываются с использованием высоких скоростей.
Шероховатость поверхности может быть сглажена до более низкого Ra с помощью чистового прохода. Однако это может увеличить цену, добавить дополнительные этапы обработки и увеличить время производства.
Прецизионная обработка Get It Made имеет стандарты чистоты поверхности 3,2 мкм Ra и 1,6 мкм Ra для деталей после механической обработки.
Как выбрать подходящую шероховатость поверхности для вашего проекта
При выборе подходящей шероховатости поверхности для вашего проекта необходимо учитывать несколько факторов. Ra может быть выше или ниже в зависимости от применения продукта, требуемой долговечности, от того, будет ли деталь полироваться или окрашиваться, важности точных размеров и бюджета проекта. 9№ 0003
Ra 3,2 мкм идеально подходит для малобюджетных проектов, которые могут быть позже подвергнуты другим формам отделки, таким как покраска или полировка. 1,6 мкм Ra будет иметь еще меньше порезов, а также может быть экономичным выбором.
Требования к более гладкой поверхности, такие как 0,8 мкм Ra или 0,4 мкм Ra, будут более дорогостоящими, но необходимыми для проектов, требующих контроля и идеальных размеров.
 Эта высококачественная отделка не будет иметь видимых следов разреза, что идеально подходит для деталей, подвергающихся концентрированным нагрузкам.
Эта высококачественная отделка не будет иметь видимых следов разреза, что идеально подходит для деталей, подвергающихся концентрированным нагрузкам.Самые тонкие средние значения шероховатости стоят дороже из-за дополнительных производственных усилий. Их следует указывать только в том случае, если для проекта важны гладкость и идеальные размеры.
Как достигается разная степень шероховатости поверхности?
Шероховатость поверхности заранее устраняется разработчиком и производителем. Это жизненно важная деталь, которая должна поддерживать согласованность для производства надежных продуктов, которые правильно взаимодействуют с окружающей средой.
Различные типы отделки поверхности определяют долговечность детали. Если деталь более шероховатая, чем должна быть, на поверхности могут быть неровности, которые приведут к более быстрому износу, поломкам и коррозии. Также может потребоваться некоторая шероховатость поверхности, чтобы улучшить адгезию покрытий и красок или улучшить проводимость.
Значения Ra чаще всего измеряют различные уровни шероховатости поверхности. Диаграмма шероховатости поверхности может отображать различные типы обработки поверхности со значениями шероховатости Ra в диапазоне от 12,5 мкм Ra (очень шероховатая) до 0,4 мкм Ra (очень гладкая).
После механической обработки
Если оставить изделие в состоянии после механической обработки, это обеспечит самые жесткие допуски на размеры, до ± 0,05 мм или выше. CAM, или автоматизированное производство, позволяет использовать точные пути данных и пути инструментов, которые будут соответствовать исходному проекту. Стандартная отделка обычно не требует дополнительных затрат. Однако будут видны следы инструмента, и детали могут выглядеть тусклыми. Продукт после механической обработки может быть наиболее рентабельным решением, доступным без дополнительных типов отделки поверхности, особенно для прототипов, приспособлений и приспособлений.
Дробеструйная обработка
Дробеструйная обработка достигается с помощью пистолета со сжатым воздухом.
 Маленькие стеклянные шарики распыляются на поверхность, оставляя матовую или атласную поверхность и слабую текстуру. Эта однородная отделка может скрыть следы инструмента, оставленные на обработанной детали, и в основном используется для окончательного полированного вида.
Маленькие стеклянные шарики распыляются на поверхность, оставляя матовую или атласную поверхность и слабую текстуру. Эта однородная отделка может скрыть следы инструмента, оставленные на обработанной детали, и в основном используется для окончательного полированного вида.Дробеструйная обработка не идеальна для проектов, требующих точных размеров, поскольку процесс строго не контролируется. В то время как важные элементы, такие как отверстия, могут быть замаскированы и скрыты во время процесса, чтобы избежать значительных изменений, остальная часть детали будет затронута в размере и шероховатости поверхности.
Единственным контролируемым аспектом этого типа отделки является размер стеклянных шариков.
Анодирование
Анодирование — это процесс, при котором на металлические детали наносится тонкий, но высокозащитный оксидный слой. Это делается посредством электрохимических реакций, когда деталь погружают в кислый раствор и подвергают воздействию электрического напряжения.
 Покрытие будет расти одинаково во всех направлениях, что означает, что этот тип отделки обеспечивает лучший контроль размеров, чем дробеструйная обработка.
Покрытие будет расти одинаково во всех направлениях, что означает, что этот тип отделки обеспечивает лучший контроль размеров, чем дробеструйная обработка.Полученное покрытие не является электропроводящим и обладает высокой твердостью. Однако этот процесс совместим только с алюминиевыми и титановыми сплавами.
Анодирование типа II
Анодирование типа II известно как стандартный процесс анодирования. Он образует покрытие толщиной до 25 мкм, которое может быть прозрачным или цветным. Этот тип обработки поверхности идеально подходит для деталей, которым требуется гладкая, износостойкая и визуально привлекательная внешность.
Анодированный тип III
Анодированный тип III обычно стоит дороже, чем тип II. Дополнительные затраты связаны с необходимостью более тщательного контроля во время процесса. Необходима более высокая плотность тока и должна поддерживаться постоянная температура раствора, равная нулю градусов Цельсия, чтобы в результате электрохимической реакции образовалось гораздо более толстое покрытие до 125 мкм.

Анодирование типа III также известно как анодирование с твердым покрытием. Компоненты с такой отделкой будут иметь более твердый внешний слой, обеспечивающий превосходную коррозионную стойкость, идеально подходящую для технических применений высшего уровня.
Как измеряется шероховатость поверхности?
Существуют как ручные, так и цифровые методы измерения шероховатости поверхности, хотя наиболее часто используемым измерителем шероховатости поверхности является профилометр. Профилометр, один из наиболее точных способов измерения шероховатости поверхности, может использовать различные методы профилирования, от контактных до бесконтактных.
Как измерить шероховатость поверхности
В этом разделе описаны некоторые варианты измерения шероховатости поверхности изготовленных и обработанных деталей. Читайте дальше, чтобы узнать больше о доступных методах, которые помогут расшифровать то, что больше всего подходит для вашего проекта и потребностей.
Контактный профилометр
Контактный профилометр измеряет смещение алмазного щупа при его перемещении по поверхности изготовленного компонента. Часто измеряется до 25 мм, когда игла перемещается по поверхности продукта. Затем это смещение преобразуется в цифровые значения, отображаемые на экране профилометра. После отображения измерения впоследствии анализируются разработчиками продукта и/или производителями, и может быть получено более полное представление об атрибутах продукта.
Должен ли я использовать контактный профилометр?
Однако, несмотря на точность определения шероховатости поверхности, методы контактного профилометра связаны с некоторыми ограничениями. Прежде всего, при контакте с поверхностью в процессе измерения щуп потенциально может повредить поверхность продукта, вызывая шероховатость поверхности и изменения, которых раньше не было. В дополнение к этому, он также медленнее, чем бесконтактные методы, и, как таковой, потенциально может замедлить процесс сборки, если он используется в процессах массового производства.
Бесконтактный профилометр
Бесконтактный профилометр можно использовать с помощью нескольких методов, включая лазерную триангуляцию, конфокальную микроскопию и цифровую голографию. Однако наиболее распространенным применением бесконтактного профилометра является оптическая профилометрия, в которой используется свет, а не физический датчик, такой как стилус. В этой технике свет направляется на поверхность изделия. По отражениям, полученным от удачно расположенного эталонного зеркала, камера может обнаружить поверхность в 3D. В результате можно получить трехмерный профиль поверхности и обнаружить отклонения от идеального профиля поверхности.
Должен ли я использовать бесконтактный профилометр?
Бесконтактные профилометры очень надежны и способны измерять изменения поверхности с точностью до микрометров. Подобные бесконтактные методы также представляют собой более дешевый вариант, чем их контактные аналоги, и обеспечивают более быстрый метод расчета шероховатости поверхности.
 Инструмент для бесконтактного измерения поверхности может измерять большую площадь, поскольку это не зависит от размера кончика щупа.
Инструмент для бесконтактного измерения поверхности может измерять большую площадь, поскольку это не зависит от размера кончика щупа.
Портативный прибор для измерения шероховатости поверхности
Хотя портативный тестер шероховатости поверхности все еще является цифровым, он может выполнять измерения поверхности без подключения к сетевой розетке. Благодаря экрану с подсветкой для отображения своих результатов это устройство может отображать результаты расчетов сечения и кривые распределения амплитуд, а также исходные расчеты шероховатости поверхности. Подобно контактному профилометру, это устройство также использует стилус для проведения измерений.
(Вверху) Популярный и простой способ измерения шероховатости поверхности — использование цифрового прибора для измерения шероховатости поверхности
Компаратор шероховатости поверхности
Компаратор шероховатости поверхности используется для ручной оценки шероховатости/отделки поверхности готового изделия.
 Выбранные в соответствии с используемым производственным процессом и желаемой отделкой компараторы отображают стандартные для отрасли степени отделки, с которыми можно сравнить поверхность продукта.
Выбранные в соответствии с используемым производственным процессом и желаемой отделкой компараторы отображают стандартные для отрасли степени отделки, с которыми можно сравнить поверхность продукта.
Должен ли я использовать компаратор шероховатости поверхности?
Хотя компаратор шероховатости поверхности представляет собой экономичное и легкодоступное средство оценки шероховатости поверхности, он также обладает очевидным недостатком. Из-за того, что отклонения на поверхности продукта рассчитываются на основе суждений, полученных либо на ощупь, либо на эстетический вид, уровень точности, достигаемый с помощью этого метода, ниже, чем при использовании профилометра.
Таблица сравнения шероховатости производственной поверхности
Таблица сравнения шероховатости поверхности является важным ориентиром для инженеров, позволяя им сравнивать общие значения шероховатости поверхности для различных производственных процессов. Способность понимать подобную диаграмму и преобразование между контрастными единицами измерения является полезным дополнением к арсеналу любого инженера.

Стоимость шероховатости поверхности
Существует ряд факторов, влияющих на стоимость отделки шероховатости поверхности.
Мало того, что разные значения шероховатости поверхности имеют разные физические свойства, они также могут иметь совершенно разные затраты, связанные с ними. Из-за того, что требуется больший процесс, промышленный продукт с низким значением Ra будет дороже, чем промышленный продукт с высоким значением Ra. Например, для получения гладкой поверхности с низким Ra могут потребоваться дополнительные процессы, такие как шлифовка поверхности, а также трудоемкая задача ручной полировки каждой детали. Последняя из этих возможностей требует абразивных составов, таких как лента или наждачная бумага, и является очень трудоемкой и медленной по сравнению с процессами механической обработки, используемыми для получения отделки с более низким Ra. Таким образом, помимо того, что значения Ra представляют экономически эффективные решения, которые необходимо принять, они также влияют на решения в отношении таких факторов, как сроки изготовления, из-за продолжительности ручного процесса, такого как полировка.
Чтобы поговорить с нами о том, что может быть лучше всего для вашего проекта, и договориться о цене, свяжитесь с Get It Made сегодня.
Символы и сокращения шероховатости поверхности
В приведенной ниже таблице шероховатости поверхности показаны различные символы и сокращения шероховатости поверхности, обычно используемые в инженерной практике, и их значение. Понимание этих символов имеет решающее значение для достижения желаемой отделки изготовленной вами детали. При их использовании они определяют окончательную отделку каждой изготавливаемой поверхности. Способность использовать и понимать инженерные чертежи, продиктованные такими символами, имеет решающее значение для конечного успеха любой изготовленной детали. Набор технических инструментов Get It Made также содержит подробное руководство по символам отделки поверхности.
Символ Значение = Метки, сделанные режущим инструментом во время обработки параллельно поверхности или виду на чертеже⊥ Метки, сделанные режущим инструментом во время обработки, которые перпендикулярны поверхности или виду на чертеже.
 X Сделанные метки режущим инструментом во время обработки, когда они расположены под углом и пересекаются друг с другом, образуя крест-накрест. концентрические окружности по отношению к центру поверхности. R Отметки, сделанные режущим инструментом в процессе механической обработки при формировании радиального рисунка по отношению к центру поверхности, на которой изображен символ.
X Сделанные метки режущим инструментом во время обработки, когда они расположены под углом и пересекаются друг с другом, образуя крест-накрест. концентрические окружности по отношению к центру поверхности. R Отметки, сделанные режущим инструментом в процессе механической обработки при формировании радиального рисунка по отношению к центру поверхности, на которой изображен символ.
Таблица преобразования шероховатости поверхности
В таблице ниже представлено преобразование стандартных единиц измерения, используемых в процессе измерения шероховатости поверхности. Понимание преобразования между альтернативными стандартными отраслевыми единицами, такими как шероховатость поверхности Ra в метрических и имперских единицах, и ISO может быть полезным при окончательном рассмотрении желаемого качества поверхности.
| **Ra (микрометры)** | **Ra (микродюймы)** | | | **Рт** | **Н** | |———————–|———|- –|—|——–|——-| | 0,025 | 1 | | | 0,3 | N1 | | 0,05 | 2 | | | 0,5 | N2 | | 0,1 | 4 | | | 0,8 | N3 | | 0,2 | 8 | | | 1.
 2 | N4 |
| 0,4 | 16 | | | 2 | N5 |
| 0,8 | 32 | | | 4 | N6 |
| 1,6 | 63 | | | 8 | N7 |
| 3.2 | 125 | | | 13 | N8 |
| 6.3 | 250 | | | 25 | N9|
| 12,5 | 500 | | | 50 | N10 |
| 25 | 1000 | | | 100 | N11 |
| 50 | 2000 | | | 200 | N12 |
2 | N4 |
| 0,4 | 16 | | | 2 | N5 |
| 0,8 | 32 | | | 4 | N6 |
| 1,6 | 63 | | | 8 | N7 |
| 3.2 | 125 | | | 13 | N8 |
| 6.3 | 250 | | | 25 | N9|
| 12,5 | 500 | | | 50 | N10 |
| 25 | 1000 | | | 100 | N11 |
| 50 | 2000 | | | 200 | N12 |Ra – Surface roughness, measured in both micro-meters and micro-inches
Rt – Roughness, total in microns
N – ISO 1302 (Grade) scale numbers
Дополнительную информацию об отделке поверхности для литья под давлением и стандартных отраслевых классах, которым они должны соответствовать, можно найти в ресурсах, опубликованных Get It Made.
Get It Made может производить на заказ и высокоточные детали с ЧПУ, от прототипирования в небольших объемах до крупносерийного производства. Мы можем производить эти детали из пластиковых и металлических материалов, включая алюминий, нержавеющую сталь, ПОМ, АБС, полипропилен и другие.
Мы сотрудничаем с первоклассными заводами, чтобы обеспечить допуски ± 0,05 мм или лучше, со сроком выполнения от одной до двух с половиной недель для сложных проектов, отчетов и сертификатов обеспечения качества и многого другого.